Embed Size (px)
Citation preview

KAY SONS ELECTRICALS PVT LTDVARANASI
INDIA
QUALITY ASSURANCE PLAN
FOR
CONTROL CONSOLE #1 & #2(P.L.No. 18000060 & 18000071 )
MODEL NO. KSEL/CC#1 & CC# 2 /01
AN ISO 9001:2008 CERTIFIED ORGANAZATION

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 2 of 31
Sl.No. Section No. Title Page No. 1 QAP: TC Table of Contents 22 QAP:CONF Confidentiality 33 QAP:CP Company profile 4-54 QAP:CC Certificate of conformity 65 QAP : QC Quality Control 76 QAP:ORG Organization Chart 87 QAP:QKP Qualification of Key Personal 98 QAP:PFC Process Flowchart 109 QAP- TRC Test Reference Code 1110 QAP:01 Incoming Material Inspection 12-2111 QAP:02 In Process Inspection 22-2412 QAP:03 Equipment Sub Assembly 25-2713 QAP:04 Final Assembly 2814 QAP: 05 Product Final Testing 29-30
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by
QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 3 of 31
CONFIDENTIAL DOCUMENT
This document is the property of KAY SONS ELECTRICALS PVT. LTD. No. portion of this document can be copied without written permission of the Managing Director of Kay Sons Electricals Pvt. Ltd.
These documents are issued to DLW for their reference Only.
Copy No. : Issued to :DLW
01 (Diesel Locomotive Works ) VARANASI
For : KAY SONS ELECTRICALS PVT. LTD.,
(RAVI GUPTA)(Managing Director )
Office Seal :
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 4 of 31
INTRODUCTION
Ours is a small –scale industries engaged in design, development, manufacture and supply of sophisticated custom built Electrical, Electro Mechanical & Electronics Equipments at a very competitive price to Indian Railways for last 20 years. Company Registered with Resistor of Companies U.P. in 1991 vide registration no. 20-12984 Dt.02.04.1991. It started operations in 1992.
We have a strong technological base for designing and manufacturing of power electronics and control equipments.
Ours is an ISO 9001:2008 firm certified by Management System Certification Body vide Registration No. R91/108 when we are continues till date. (QSCert).
Kay Sons Electricals Pvt. Ltd. has strictly adhered to quality standards and years of trouble-free service our equipment have put in, can vouch for this fact. Stringent Inward component checks, in process inspection of drilling, Machining, Assembly and required checks are routine in our Quality Control Procedures.
With the transfer of EMD Locomotive Technology from USA to DLW Varanasi For manufacturing of WDG4/WDP4 Locomotives.
We got BIS Certification for use of ISI Mark on our Conduit pipes vide License No. CM/L-9283487 as per IS 9537 Part 2:1981.
Our Company Excise Registration No. AAACK9725D XM001
VAT Registration No. 09983800587 Dt. 03.06.1992
CST Registration No. VN-5236176 Dt. 03.06.1992
Import /Export License NO. 1592000444 Dt. 08.07.1992
All the items manufactured by us are conforming to relevant IS/ BS/ ASTM/ DLW/RDSO Specification and Drawing and serving to DLW/Indian Railway with excellent reputation for quality and timely delivery for last many years.
We are having in house design and Development facilities for development of new products supported by engineers and consultants within the country and abroad.
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 5 of 31
Our Quality Policy:
“To improve the quality of Products through continuous improvement in quality of raw material, manufacturing techniques and effective quality management system to enhance Customer satisfaction.”
Our Objectives:
The policy is developed through the following Quality Objectives:
1. Product design to meet customer specification and ease of production with technology up – gradation.
2. Adequate Vendor/Trader evaluation and monitoring the performance to ensure quality of incoming material.
3. Adherence to specification at different stages, product and assembly with aim of defect prevention.
4. Training and involvement of employees in development, implementation and improvement of quality system.
5. Continual reduction in customer complaints.
6. Monitor effectiveness of implementation of quality system.
7. Interaction with customers to increase order position.
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by
QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 6 of 31
Product CONTROL CONSOLE #1 & CONTROL CONSOLE #2 Manufactured By M/S KAY SONS ELECTRICALS PVT. LTD.Model No. KSEL/CC #1/001 & KSEL/CC#2/001Brand KEPCOSpecification No. DLW Specification No. WDG4/EL/PS/22 DLW DRG.NO. DRG. No. 10630977 ALT –F & 10633575 ALT –HP.L.No. 18000060 & 18000071Application B.G. Main Line Diesel Electric Locomotives (WDG4 /WDP4 Locomotives )
The above product have been Inspected and Tested according to above specification and found meeting all the requirements. The Product is conformed to Specification and drawing as said above
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 7 of 31
The policy is developed through the following Quality Objectives:
1. Product design to meet customer specification and ease of production with technology up – gradation.2. Adequate Vendor/Trader evaluation and monitoring the performance to ensure quality of incoming material.3. Adherence to specification at different stages, product and assembly with aim of defect prevention.4. Training and involvement of employees in development, implementation and improvement of quality system.5. Continual reduction in customer complaints.6. Monitor effectiveness of implementation of quality system.7. Interaction with customers to increase order position.
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 8 of 31
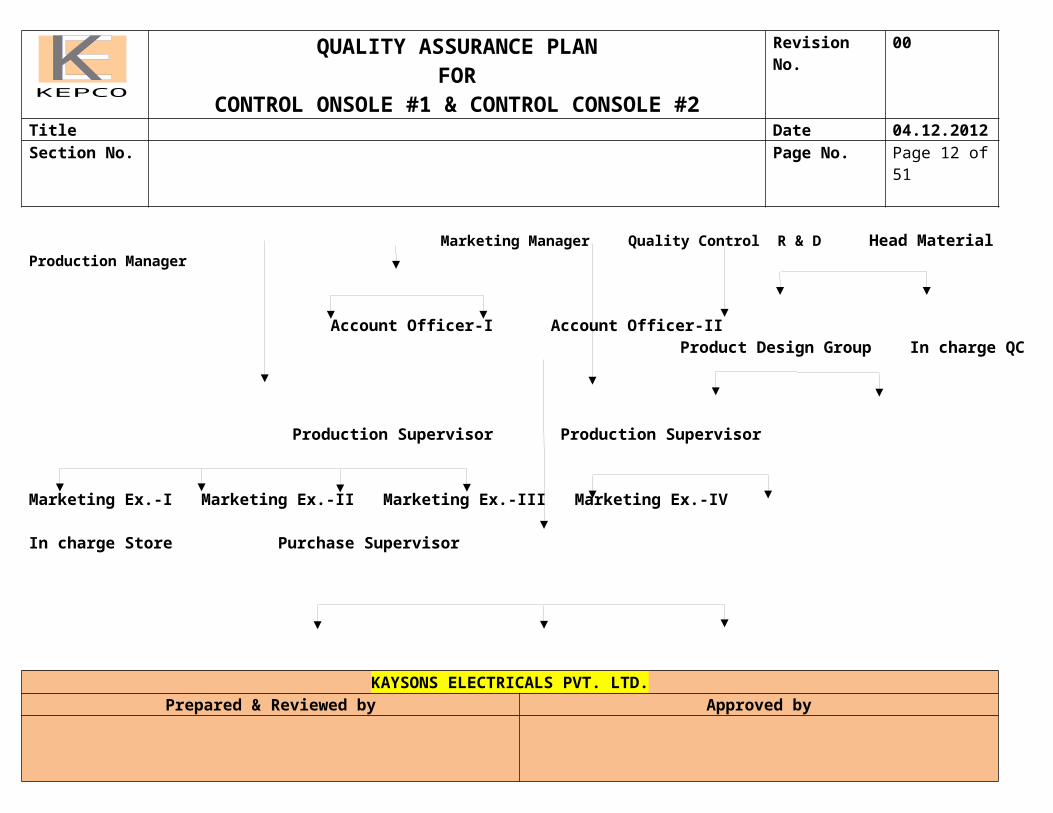
ORGGANAZATION CHART MANAGING DIRECTOR
DIRECTOR
GENERAL MANAGER FA& C. A. O. Marketing Manager Quality Control R & D Head Material Production Manager
Account Officer-I Account Officer-II Product Design Group In charge QC
Production Supervisor Production Supervisor
Marketing Ex.-I Marketing Ex.-II Marketing Ex.-III Marketing Ex.-IV In charge Store Purchase Supervisor
Inward Q.C. Inspector Testing Supervisor Final QC Inspector
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 9 of 31
Sl.No. Details of Personnel employedName Designation Qualification Experience Brief Scope of Responsibilities
1 Uma Shankar Head R&DHead QC
Diploma 40 Year Design & QC
2 Rajesh Rao Incharge QC BE 12 Year QC Skill & Measurement & testing
3 Ramchandra Yadav
Final QC Inspection Diploma 6 Year Testing
4 Ajay Mishra Testing Supervisor Diploma 6 Year Testing
5 Kariyappa Testing Supervisor Diploma 12 Year Testing
6 Murgesh Testing Supervisor BE 10 Year Testing
7 Anand Testing Supervisor BE 4Year Testing
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 10 of 31
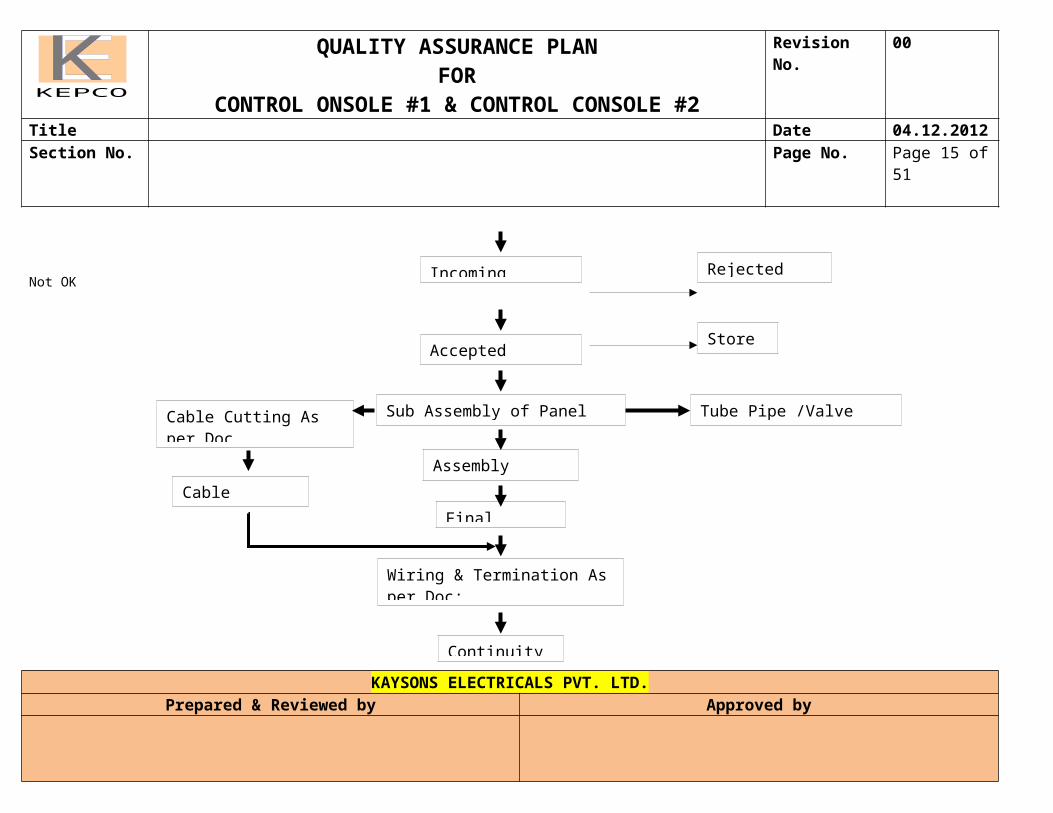
Process Flow Chart
Not OK
OK
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by
Incoming Material
Incoming Inspection Rejected Material
Accepted Material
Supplier
Sub Assembly of Panel Assembly
Cable Crimping
Cable Cutting As per Doc. KEPCO /WL/CC & CC2
Wiring & Termination As per Doc: KEPCO /WL/CC1 & CC2
Final Assembly
Tube Pipe /Valve Assembly
Assembly Inspection
Functional Test
Continuity Test
Store

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 11 of 31
TEST REFERENCE CODE NO
V : VISUALI : INSSTRUMENT /MESURMENTT : TESTA : CRITICALB : MAJORC : MINORTC : TEST CERTIFICATESUPP TC : SUPPLIER TEST CERTIFICATET& I SPEN : TEST AND INSPECTION SPECIFICATIONPR SPN : PURCHER SPECIFICATIONQCR : QUALITY CONTROL RECORDSWIP : WORK IN PROCESS
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by
Packing Dispatch Final Testing
QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 12 of 31
Material Prequirement Sl.No.
Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
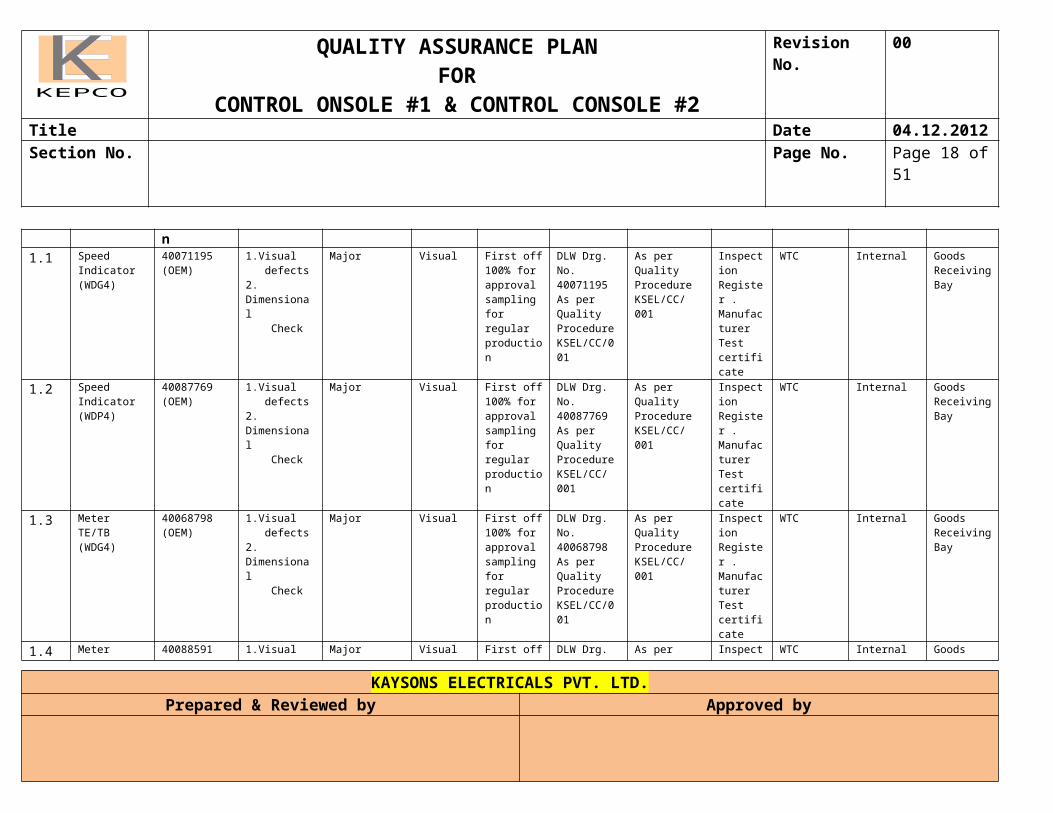
1.1 Speed Indicator (WDG4)
40071195(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40071195 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.2 Speed Indicator (WDP4)
40087769(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40087769 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.3 Meter TE/TB (WDG4)
40068798(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40068798 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.4 Meter TE/TB (WDP4)
40088591(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40088591As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/ CC /001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.5 Control Valve ASM
10635322(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 10635322As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 13 of 31
Sl.No.
Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
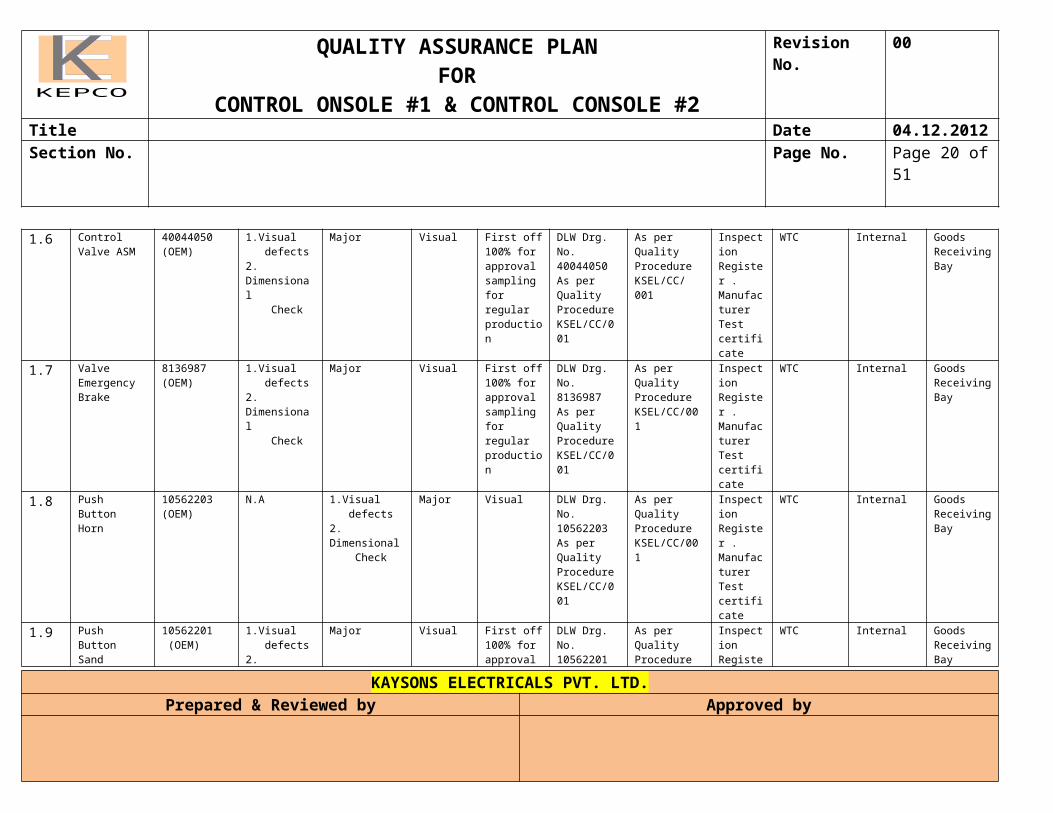
1.6 Control Valve ASM
40044050(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40044050 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.7 Valve Emergency Brake
8136987(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 8136987 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.8 Push Button Horn
10562203(OEM)
N.A 1.Visual defects2. Dimensional Check
Major Visual DLW Drg. No. 10562203 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.9 Push Button Sand
10562201 (OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 10562201 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.10 Head Light Switch
8213092(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 8213092 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.11 Switch Toggle 102529(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for
DLW Drg. No 102529 As per Quality Procedure
As per Quality Procedure KSEL/MC/001
Inspection Register . Manufacturer Test
WTC Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 14 of 31
regular production
KSEL/CC/001 certificate
Sl.No.
Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
1.12 Rheostate with knob
8481573(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 8481573 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.13 Attend call Push button
8481267(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 8481267 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.14 Receipt Asm 28 Pos.
10611797(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 10611797 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
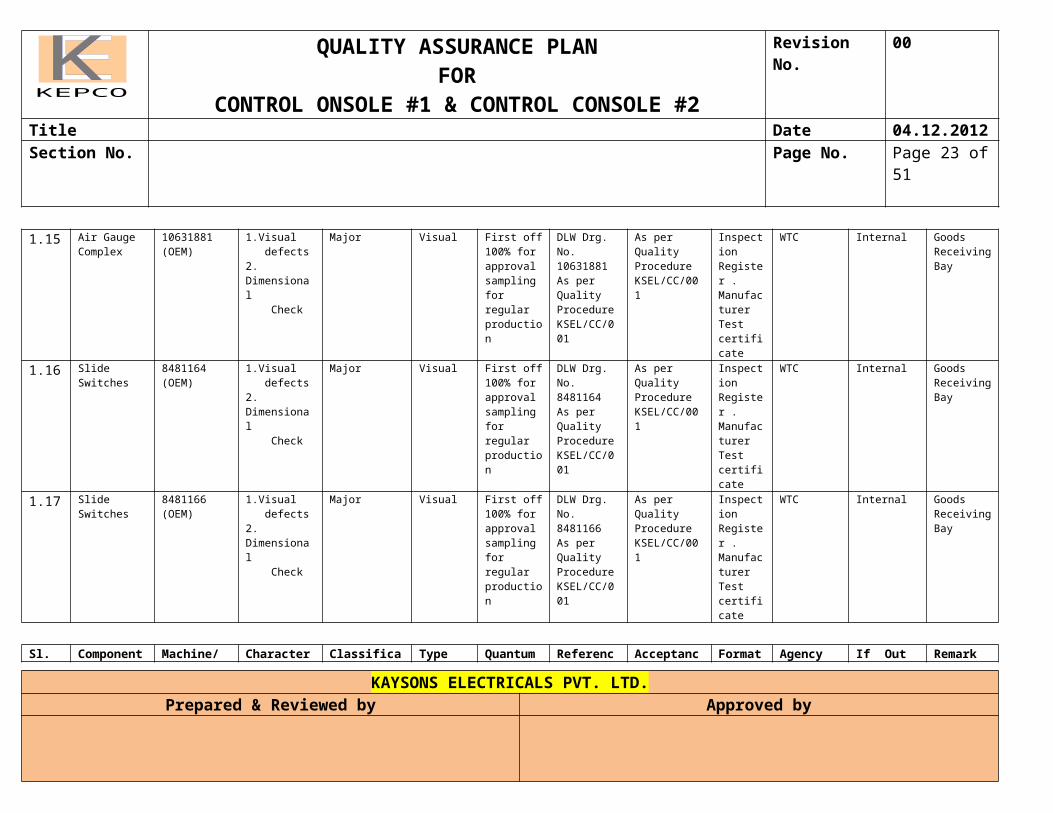
1.15 Air Gauge Complex
10631881(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 10631881As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.16 Slide Switches 8481164(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 8481164As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.17 Slide Switches 8481166(OEM)
1.Visual defects2. Dimensional
Major Visual First off 100% for approval
DLW Drg. No. 8481166 As per Quality
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufactu
WTC Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by
QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 15 of 31
Check sampling for regular production
Procedure KSEL/CC/001
rer Test certificate
Sl.No.
Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
1.18 Plug 40073090(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40073090 As per Quality Procedure KSEL/CC/01
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.19 Plug CPC 23-9 40026394(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40026394 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.20 Plug CPC 23-16 M
40019314(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40019314As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
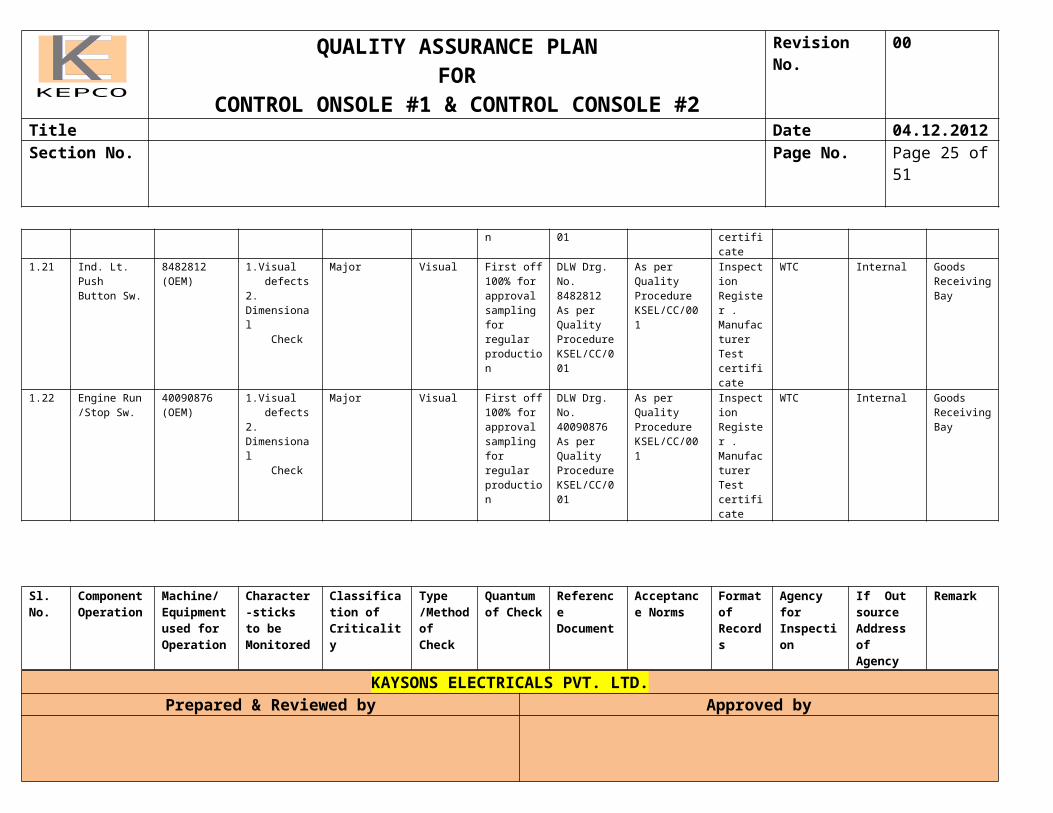
1.21 Ind. Lt. Push Button Sw.
8482812(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 8482812As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.22 Engine Run /Stop Sw.
40090876(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40090876 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 16 of 31
Sl.No.
Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
1.23 Bell 80045762(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 80045762As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.24 Latch Asm 10649115(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 10649115As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.25 Circuit Breaker 10A
9322826(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 9322826 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.26 Strain Relief 40026395(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40026395 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
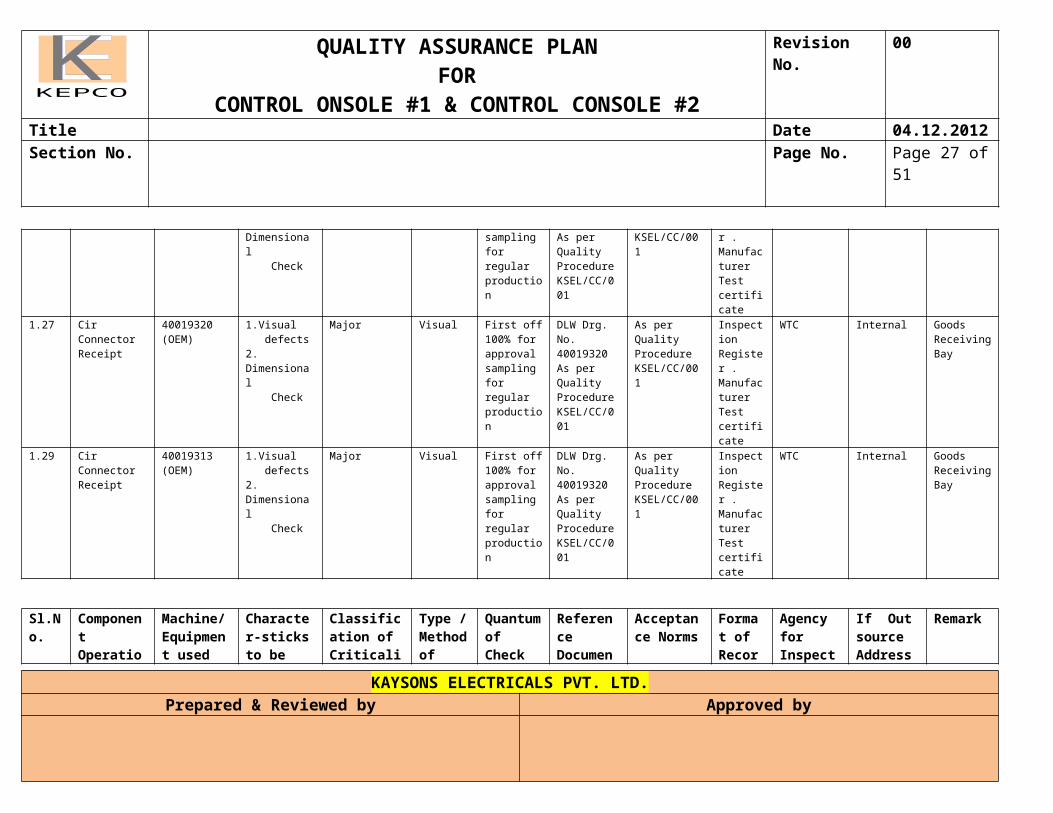
1.27 Cir Connector Receipt
40019320(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40019320 As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.29 Cir Connector Receipt
40019313(OEM)
1.Visual defects
Major Visual First off 100% for
DLW Drg. No. 40019320
As per Quality Procedure
Inspection Register .
WTC Internal Goods Receiving
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 17 of 31
2. Dimensional Check
approval sampling for regular production
As per Quality Procedure KSEL/CC/001
KSEL/CC/001 Manufacturer Test certificate
Bay
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
1.30 Cir Connector Receipt
40019315(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40019315As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.31 Cir Connector Receipt
40034541(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40034541As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.32 Cir Connector Receipt 23-22
40019316(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
DLW Drg. No. 40019316As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
1.33 Lug Terminals N.A(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by
QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 18 of 31
1.34 Faston Terminal
N.A(OEM)
1.Visual defects2. Dimensional Check
Major Visual First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Manufacturer Test certificate
WTC Internal Goods Receiving Bay
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
1.39 Hardware 1.Gauges 2.Clamp Meter3.Vernier4. Thread Gauges
1.Visual defects2. Dimensional Check
Major V/I/T First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Raw material test report
Internal Quality control
Internal Goods Receiving Bay
1.40 Wires 1.Gauges 2.Clamp Meter3.Vernier
1.Visual defects2. Dimensional Check 3. Colour
Critical V First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
WTC Internal Goods Receiving Bay
1.41 Lugs N.A. 1.Visual defects2. Dimensional Check
Major V/I 100% Checking
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Internal Inspection Register .
WTC Internal Goods Receiving Bay
1.42 Packing Material
N. A. 1.Dimensional Checks2.Printing3.Gumming
Major V First of 100 % for approval
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Internal Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
1.43 Labels N. A. 1.Dimensional Checks
Major V First of 100 % for
As per Customer
As per Quality Procedure
Internal Inspection
Internal Quality
Internal Goods Receiving
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 19 of 31
2.Printing3.Gumming
approval Requirement & As per Quality Procedure KSEL/CC/001
KSEL/CC/001 Register . control Bay
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
1.44 Chemicals N. A Visual Major V First of 100 % for approval
As per Customer Requirement & As per Quality Procedure KSEL/CC/009
As per Customer Requirement & As per Quality Procedure KSEL/CC/009
Internal Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
1.45 Sheets 1.Gauges 2.Clamp Meter3.Vernier
1.Visual defects2. Dimensional Check
Critical V First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
1.46 Copper Tubes 1.Gauges 2.Clamp Meter3.Vernier
1.Visual defects2. Dimensional Check
Critical V First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
1.47 Tubes Assembly
Drg.No. 106335021.Gauges 2.Clamp Meter3.Vernier
1.Visual defects2. Dimensional Check
Major V/I/T First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register . Raw material test report
Internal Quality control
Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by
QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 20 of 31
4. Thread Gauges
1.48 Pipe Fittings 1.Gauges 2.Clamp Meter3.Vernier
1.Visual defects2. Dimensional Check 3. Colour
Critical V First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
1.49 TAPE N.A. 1.Visual defects2. Dimensional Check
Major V/I 100% Checking
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Internal Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
1.50 Switch Toggle N.A. 1.Dimensional Checks2.Printing3.Gumming
Major V First of 100 % for approval
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
Internal Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
1.51 Copper Brazed Tubes
Drg. No. 80985941.Gauges 2.Clamp Meter3.Vernier4. Thread Gauges
1.Dimensional Checks2.Printing3.Gumming
Major V First of 100 % for approval
As per Customer Requirement & As per Quality Procedure KSEL/CC/009
As per Customer Requirement & As per Quality Procedure KSEL/CC/009
Internal Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 21 of 31
In Process Inspection of CONSOLE #1 & CONTROLE CONSOLE #2
Sl.No.
Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
2.1 Cutting Cutting Machine
Visual defects2. Dimensional Check 3. Finish
Major V/I First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control Checks
Internal Goods Receiving Bay
2.2 Sizing Sizing Machine Visual defects2. Dimensional Check 3. Finish
Major V/I First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control Checks
Internal Goods Receiving Bay
2.3 Bending Bending Machine
Visual defects2. Dimensional Check 3. Finish
Major V/I First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control Checks
Internal Goods Receiving Bay
2.4 Drilling Drill Machine Visual defects Major V/I First off 100% for approval sampling for regular
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control Checks
Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 22 of 31
production2.5 Cleaning Compressor
/AirBurs Removal Major V/I First off
100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
2.6 Machining Milling Machine
1.Visual defects2. Dimensional Check 3. Finish
Critical V/I First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
2.7 Grinding Automatic Grinder Machine
1.Visual defects2. Dimensional Check 3. Finish
Critical V100 % Testing Checking
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality controlChecks
Internal Goods Receiving Bay
2.8 Spot Welding Spot Welding Machine
1.Visual defects2. Dimensional Check 3. Finish
Critical V100 % Testing Checking
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality controlChecks
Internal Goods Receiving Bay
2.9 Butt Welding Butt Welding Machine
1.Visual defects2. Dimensional Check 3. Finish
Critical V100 % Testing Checking
As per Customer Requirement & As per Quality
As per Customer Requirement & As per Quality Procedure
Inspection Register .
Internal Quality controlChecks
Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by
QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 23 of 31
Procedure KSEL/CC/001
KSEL/CC/001
2.10 Grinding Automatic Grinder Machine
1.Visual defects2. Dimensional Check 3. Finish
Critical V100 % Testing Checking
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality controlChecks
Internal Goods Receiving Bay
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
2.11 Varnishing N.A. 1.Visual2.Uniformaty.3. Dry
Major V/I 100 % Checking
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
As per Customer Requirement & As per Quality Procedure KSEL/CC/001
Internal Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
2.12 Sheet Cutting Sheet Cutting Machine
Visual defects Major V/I & Supplier TC
First off 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
2.13 Sheet Bending Sheet Bending Machine
Visual defects Critical V/I 100% Testing /Checking
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality control Checks
Internal Goods Final Product Testing Bay
2.14 Welding Welding Machine
Welding Checks
Critical V/I As per sample Plan
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality controlChecks
Internal Goods Final Product Testing Bay
2.15 Spot Welding Spot Welding Machine.
Welding Checks
Critical V As per sample plan
As per Quality Procedure KSEL/CC/001
As per Quality Procedure KSEL/CC/001
Inspection Register .
Internal Quality controlChecks
Internal Goods Final Product Testing Bay
2.16 Cleaning Solvents. 1.Surface Critical V/I/T 100 % As per Quality As per Quality Internal Internal Internal Goods Final
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 24 of 31
Finish2 Dust.3. Greece
Testing Checking
Procedure KSEL/CC/001
Procedure KSEL/CC/001
Inspection Register .
Quality control
Product Testing Bay
2.17 Painting PaintingMachine
Colour etc Major V 100%Testing/ Checkings
As per Manufacturer Instruction / Catalogue
As per Manufacturer Instruction / Catalogue
Inspection Register .
Internal Quality control Checks
Internal Goods Final Product Testing Bay
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
2.18 Marking Marking Machine
Visual Defects Major V/I & Supplier TC
First of 100% for approval sampling for regular production
As per DLW Drg & Specification
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by
QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 25 of 31
Equipment Sub Assembly of CONTROLE CONSOLE #1 & CONTROLE CONSOLE #2Sl.No. Component
OperationMachine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
3.1 Frame Assembly
Remer JigsDiesFixturesPress MachineRiveting Machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 10630978 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
3.2 LWR CON PANEL ASM APL
Remer JigsDiesFixturesPress MachineRiveting Machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 10635373 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
3.3 PANEL ASM Remer JigsDiesFixturesPress MachineRiveting
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 10632914 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test
Internal Quality control
Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 26 of 31
Machine Report 3.4 PANEL ASM Excursion Visual Defects
Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 10632725 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
3.5 PANEL ASM Crimping Machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 10643843 s per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
3.6 LATCH ASM Wire cutting Machine Sizing Machine Crimping machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 106419115 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
3.7 COVER ASM Remer JigsDiesFixturesPress MachineRiveting Machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 10632915 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
3.8 PANEL ASM Remer JigsDiesFixtures
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for
As per DLW Drg 10632908 As per Quality Procedure
As per DLW Drg & Specification
Inspection Register .
Internal Quality control
Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by
QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 27 of 31
Press MachineRiveting Machine
regular production
KSEL/CC/001 Raw material Test Report
3.9 PANEL ASM Remer JigsDiesFixturesPress MachineRiveting Machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 10633088 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
3.10 TUBE CLAMP ASM
Remer JigsDiesFixturesPress MachineRiveting Machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 8108276 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
3.11 CABLE ASM Remer JigsDiesFixturesPress MachineRiveting Machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 8140357, 10634587, 10634586 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal
3.12 CLAMP ASM Remer , JigsDies, FixturesPress MachineRiveting Machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 8108260 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 28 of 31
3.13 VALVE ASM Remer ,JigsDiesFixturesPress MachineRiveting Machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 10632578 & 10635890 As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
3.14 TUBE ASM Remer JigsDiesFixturesPress MachineRiveting Machine
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per DLW Drg 10632779 & 10632780, 10632781, 10632782, 10633510, 10633511, 10633512, 10633504 , 10633503 , 10633502, 10633505, 10633675, 10633676, 10633677& Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
Equipment Final AssemblySl.No. Component
OperationMachine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
4.1 Body Assembly Frame Assembly
LWR CON PANEL ASM
APLPANEL ASM
Visual Defects Dimensional Checks
Critical V/I First of 100% for approval sampling for regular production
As per Quality Procedure KSEL/CC/001
As per DLW Drg & Specification
Inspection Register . Raw material Test Report
Internal Quality control
Internal Goods Receiving Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 29 of 31
PANEL ASM
LATCH ASM
COVER ASM
PANEL ASM
TUBE CLAMP ASM
CABLE ASM
CLAMP ASM
VALVE ASM
TUBE ASM
PRODUCT FINAL TESTING AS PER DLW Specification No. WDG4/EL/PS/22 July ,2008
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
5.1 Visual Test Visual Visual Defect Critical V/I/T 100 % Testing CheckingRoutine Test
As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
5.2 Preliminary Checking
General workmanship & Finish
General Operation
Critical V/I 100 % Testing CheckingRoutine Test
As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 30 of 31
5.3 DimensionalChecks
DimensionalChecks
As per DLW Drg & Specification
Critical 1.Digital Vernier.2.Micromertr
100 % Testing CheckingRoutine Test
As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
5.4 Insulation ResistanceTest
Megger I.R.Level Critical V/I 100 % Testing CheckingRoutine Test
As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
5.6 High Voltage test
High Voltage Tester
Should With Stand the Test
Critical V/I 100 % Testing CheckingRoutine Test
As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
5.7 Continuity Multimeter Continuity Critical I 100 % Testing CheckingRoutine Test
As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
5.8 Functional Test 1.D.C. Source 2.Testing Panel
Equipment should glow
Critical I 100 % Testing CheckingRoutine Test
As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
5.9 Functional Test (Air Pressure Leakage Test
Compressor 2.Testing Panel
There should be no leakage
Critical V/I 100 % Testing CheckingRoutine Test
As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
Sl.No. Component Operation
Machine/Equipment used for Operation
Character-sticks to be Monitored
Classification of Criticality
Type /Method of Check
Quantum of Check
Reference Document
Acceptance Norms
Format of Records
Agency for Inspection
If Out source Address of Agency
Remark
5.10 Corrosive Atmosphere Test
Oven, Chemicals
CC-1 &CC-2 should withstand the test
Critical I Type test As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
5.11 Vibration Shock & Bump Test
Vibration Test Bench
CC-1 &CC-2 should withstand the test
Critical I Type test As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
5.12 Wiring Check Multimeter Continuity Critical I 100 % Testing
As perDLW Drg &
As perDLW Drg &
Inspection Register .
Internal Quality
Internal/ Testing
Goods Final Product
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by

QUALITY ASSURANCE PLAN FOR
CONTROL ONSOLE #1 & CONTROL CONSOLE #2
Revision No. 00
Title Date 04.12.2012Section No. Page No. Page 31 of 31
CheckingRoutine Test
Specification Specification controlChecks
Agency Testing Bay
5.13 Functional Test CC1
Testing panel CC-1 Should Show correct function
Critical I 100 % Testing CheckingRoutine Test
As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
5.14 Functional Test CC2
Testing panel CC-2 Should Show correct function
Critical I 100 % Testing CheckingRoutine Test
As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
5.15 Endurance Test Endurance machine
No. of Operations
Critical Type test As perDLW Drg & Specification
As perDLW Drg & Specification
Inspection Register .
Internal Quality controlChecks
Internal/ Testing Agency
Goods Final Product Testing Bay
KAYSONS ELECTRICALS PVT. LTD. Prepared & Reviewed by Approved by





























