Embed Size (px)
Citation preview

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 1
Tecnologie di produzione con i materiali compositi e loro settori di
applicazione
Università di Bergamo, Facoltà di Ingegneria - 14 Dicembre 2015
© 2015-2016 Ing. Andrea Rottigni. All rights reserved
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 2
Andrea Rottigni, laureato in ingegneria meccanica al Politecnico di Milano; libero professionista, consulente aziendale e temporary manager.Ho maturato esperienze in tutti gli ambiti aziendali e della consulenza, dal management alla produzione. Vanto più di dodici anni di esperienza nel settore dei materiali compositi in diversi ambiti tra i quali: automotive (luxury e mass volume production); aerospaziale; aeronautico; nautico; delle costruzioni.
chi sono
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 3
AGENDA
-) tendenza
-) compositi termoindurenti - preimpregnati (pre-preg) in fibra di carbonio
-) tecnologie di produzione con compositi a matrice termoindurente
-) compositi termoplastici – materiali e tecnologie di trasformazione
-) posizionamento delle tecnologie e dei materiali
-) esempi applicativi nei diversi settori
-) nanocompositi (cenni)
-) biocompositi (cenni)
agenda

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 4
tendenza
Source: Reinforced Plastics, CCeV, AVK (2014/01)
7 years
+ 181%
5 years
+ 57%
Global demand for CFRP in tonnes 2008-2020 (*estimated).
7 years
+ 181%
5 years
+ 57%

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 5
I COMPOSITI TERMOINDURENTI

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 6
i pre-impregnati (pre-preg) di carbonio
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 7
gestione del preimpregnato
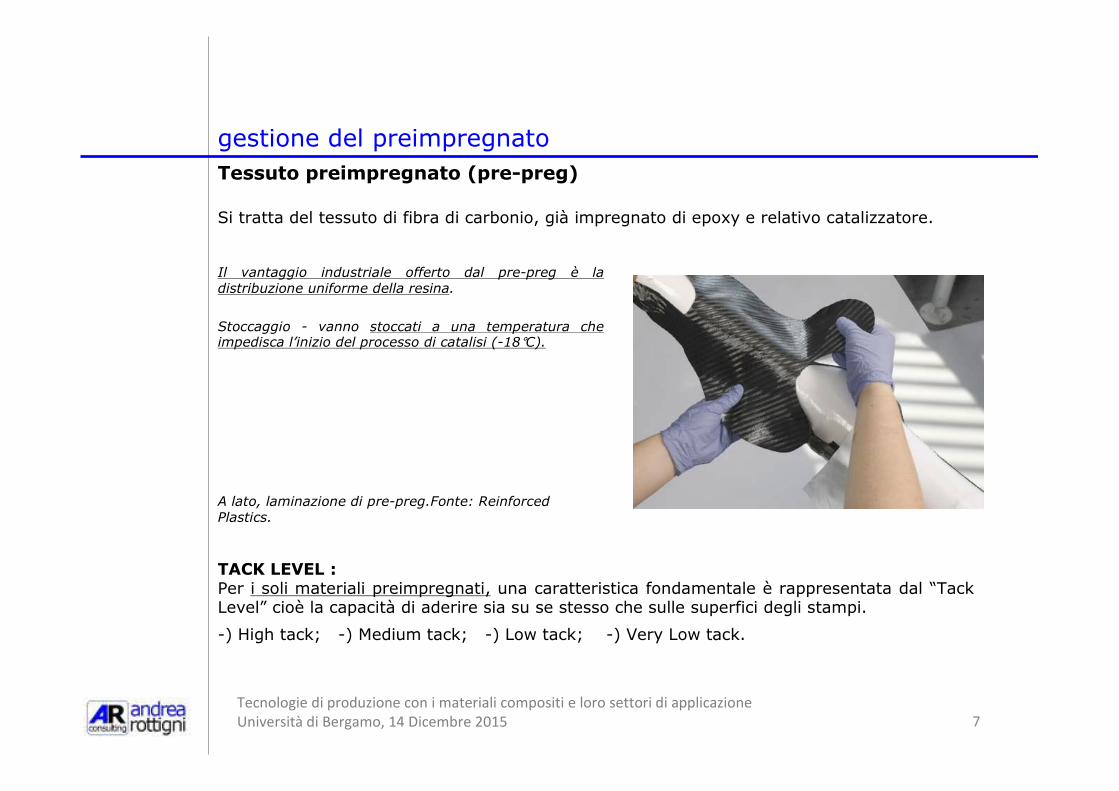
Tessuto preimpregnato (pre-preg)
Si tratta del tessuto di fibra di carbonio, già impregnato di epoxy e relativo catalizzatore.
Il vantaggio industriale offerto dal pre-preg è la distribuzione uniforme della resina.
Stoccaggio - vanno stoccati a una temperatura che impedisca l’inizio del processo di catalisi (-18°C).
A lato, laminazione di pre-preg.Fonte: ReinforcedPlastics.
TACK LEVEL :Per i soli materiali preimpregnati, una caratteristica fondamentale è rappresentata dal “TackLevel” cioè la capacità di aderire sia su se stesso che sulle superfici degli stampi.
-) High tack; -) Medium tack; -) Low tack; -) Very Low tack.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 8
gestione del preimpregnato
NESTING e TAGLIO PLOTTER

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 9
tecnologie di produzione con compositi a matrice termoindurente
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 10
produzione di particolari in materiale composito con autoclave
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 11
produzione di compositi con autoclave
Fasi di processo:
-) laminazione del particolare : cleanroom e sue caratteristiche (temperatura 18°C ed umidità circa 40%) ply book (schema di laminazione del particolare, deriva dai calcoli strutturali).
-) realizzazione vacuum bag;
-) ciclo in autoclave
-) estrazione particolari;
-) controlli non distruttivi (NDT);
-) finitura;

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 12
laminazione
Corretta esecuzione della laminazione.
Una corretta laminazione del pezzo in carbonio inizia dal seguire in maniera attenta e puntuale quanto riportato nel plybook, oltre ad applicare tutta una serie di accorgimenti tecnico/operativi dettati dall’esperienza.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 13
produzione di compositi con autoclave
L’autoclave e le sue caratteristiche
L’autoclave è definita come un serbatoio in pressione, isolato termicamente, con regolazione di pressione e temperatura interne e entro cui può continuare ad agire il “vuoto” creato con il vacuum bag sul pezzo laminato.
> 400°CTemperatura
± 1°CUniformità di temperatura
> 20 barPressione
Fonte: Ferruzzi Fercalx Group
1 ÷ 50 mtLunghezza
500 ÷ 9000 mmDiametro
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 14
produzione di compositi con autoclave
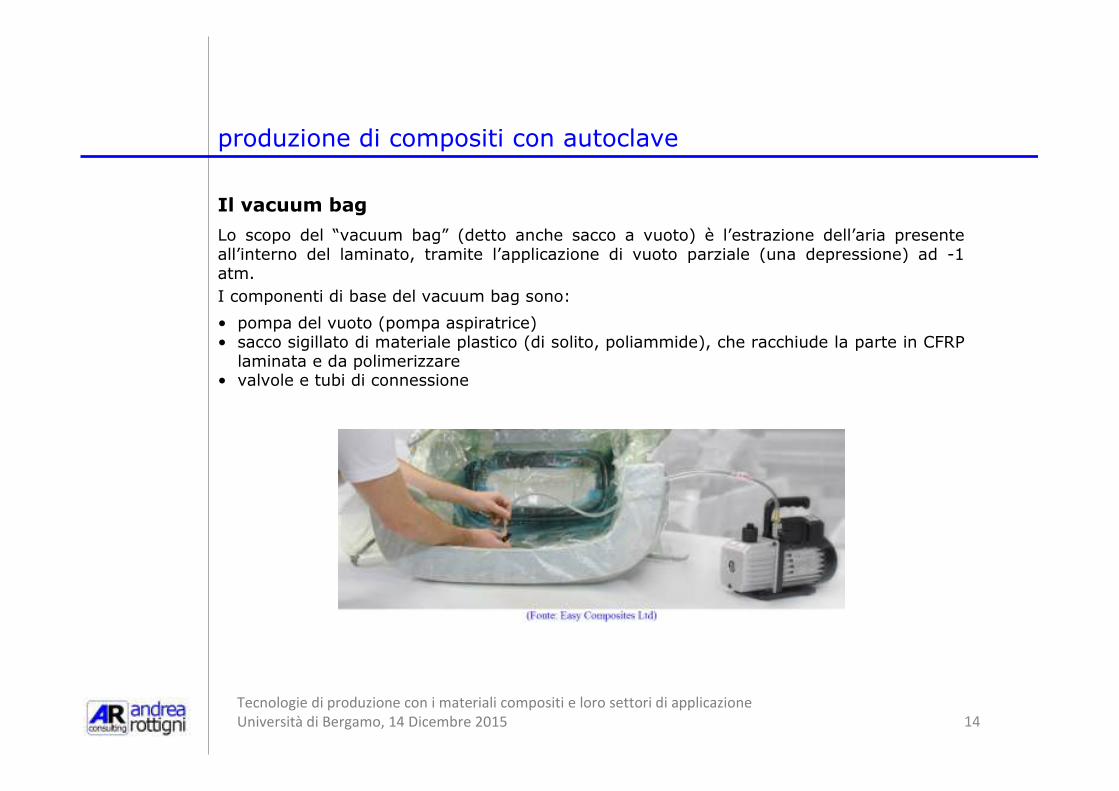
Il vacuum bag
Lo scopo del “vacuum bag” (detto anche sacco a vuoto) è l’estrazione dell’aria presente all’interno del laminato, tramite l’applicazione di vuoto parziale (una depressione) ad -1 atm.
I componenti di base del vacuum bag sono:
• pompa del vuoto (pompa aspiratrice)• sacco sigillato di materiale plastico (di solito, poliammide), che racchiude la parte in CFRP
laminata e da polimerizzare• valvole e tubi di connessione
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 15
ciclo in autoclave
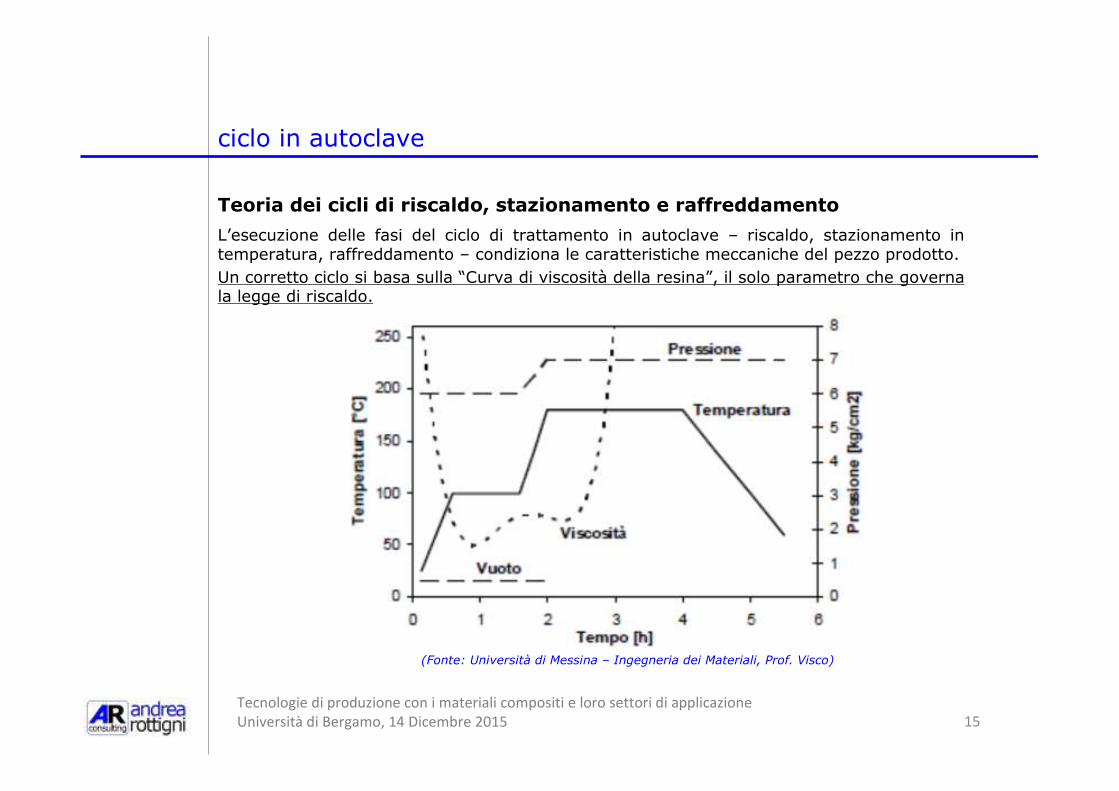
Teoria dei cicli di riscaldo, stazionamento e raffreddamento
(Fonte: Università di Messina – Ingegneria dei Materiali, Prof. Visco)
L’esecuzione delle fasi del ciclo di trattamento in autoclave – riscaldo, stazionamento in temperatura, raffreddamento – condiziona le caratteristiche meccaniche del pezzo prodotto.
Un corretto ciclo si basa sulla “Curva di viscosità della resina”, il solo parametro che governa la legge di riscaldo.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 16
produzione di compositi con tecnologia RTM (Resin Transfert Moulding)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 17
produzione di compositi con tecnologia RTM (Resin Transfert Moulding)
Descrizione sintetica
Nei processi RTM la resina viene iniettata a pressione in una cavità, formata da uno stampo e un controstampo rigidi, entro cui è stata disposta la fibra asciutta che è stata preformata.
Con RTM si possono ottenere particolari a spessori anche estremamente variabili, si può andare da un minimo di circa 1,5 mm fino ad un massimo di circa 15÷20 mm, anche se non esiste un limite teorico a tale spessore.
(Fonte: MOMENTIVE)
La tecnologia RTM sfrutta la possibilità di impregnare delle fibre asciutte mediante l’iniezione in pressione della resina che, per effetto della sua viscosità (legata alla temperatura), della capillarità, e della pressione, porta a impregnare completamente le fibre.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 18
• Il processo RTM con stampo in acciaio, è orientato a volumi di produzione medio-alti..
• In un processo RTM messo bene a punto, la qualitàsuperficiale dei particolari prodotti è molto alta.
• Rispetto al processo con autoclave, con RTM è più difficile ottenere particolari con caratteristiche meccaniche elevate.
• I rischi di progettazione e relativi costi di errori sono molto elevati.
produzione di compositi con tecnologia RTM (Resin Transfert Moulding)
Vantaggi e svantaggi
(Fonte: GURIT – “Guide to Composites”)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 19
produzione di compositi con tecnologia RTM (Resin Transfert Moulding)
Tipologie di stampi impiegabili e ricadute sul processo
La tipologia di stampo influenza pesantemente il processo RTM.
Sotto una tabella che illustra varie possibilità di stampo per RTM e le relative ricadute.
(Fonte: Politecnico di Milano – AA ’08-’09 - Tesi di Laurea “Ottimizzazione degli stampi ed analisi del processo RTM per materiali compositi fibrorinforzati”)
Service life breve,
superficie fragileBasso costo, rapido da realizzarePicoola serie11,5 KPoliestere (+ gel coat)
Composito
poliestere
Service life breve,
superficie fragile
Possibilità di regolare
accuratamente la temperaturaPicoola serie1,53 K ÷6 KEpoxy (+ gel coat)
Composito
epossidico
Possibili deformazioni
nel tempoCosto/Prestazione ottimaleMedia serie550 K ÷100 KNichelElettroformato
Scarsa durezza superficiale,
stampi piccoliAccuratezza e affidabilità nel tempoMedia serie710 K ÷30 K
Lega alluminio
(lucidata)Alluminio
Tempi di realizzazione,
costo, peso elevato
Grande accuratezza superficiale,
affidabilità nel tempoGrande serie20250 K ÷500 K
Carbon steel (lucidato,
eventualmente cromato)Acciaio
SvantaggiVantaggiProduzioniIndice
costo
Service life
(numero parti)SuperficieTipologia

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 20
produzione di compositi con tecnologia RTM (Resin Transfert Moulding)
Pre-forme in fibra e/o tessuti
Nell’ambito della produzione industriale, il rinforzo in fibra e/o tessuto del particolare da stampare viene normalmente pre-formato. Questo sia per avere produttività, sia per risolvere problemi legati alla geometria del particolare (soprattutto lo sviluppo in altezza).Le pre-forme sono costituite da fibra asciutta (continua o discontinua), oppure da tessuti, a cui vengono conferite sagomature prima che siano introdotte nello stampo, a costituire il rinforzo del particolare stampato. Le proprietà principali richieste alla pre-forma sono la ripetibilità e la stabilità di forma “a secco”.
Le pre-forme sono ottenute tramite diversi sistemi di produzione/assemblaggio, che possono prevedere cuciture, agugliature di tessitura, una sorta di “incollatura” ottenuta mediante dei leganti polimerici, avvolgimento.
Le pre-forme ottimizzano tutte le attività di movimentazione/manipolazione e riducono i tempi di introduzione dei rinforzi all’interno dello stampo, con riduzione dei costi di produzione, maggiore economicità e industrializzazione.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 21
produzione di compositi con tecnologia RTM (Resin Transfert Moulding)
Esempi di pre-forme
Preforma (sopra) e particolare stampato (sotto).
(Fonte: Politecnico di Milano – Tecnologie e Materiali Aerospaziali –Cap.41-Tecnologie per Infusione)
(Fonte: 3Tex Inc.)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 22
(Fonte: Lamiflex SpA)
produzione di compositi con tecnologia RTM (Resin Transfert Moulding)
Fasi del processo
Come detto, la tecnologia RTM è caratterizzata dall’avere stampo e controstampo rigidi, all’interno del quale viene inserita una preforma in fibra asciutta; all’interno di tali stampi può essere realizzata una depressione (nell’ordine di 0,8 bar) per facilitare l’inserimento della resina durante la successiva iniezione.
A stampo chiuso, avviene l’iniezione della resina in pressione nello stampo; al termine dell’inserimento della resina nello stampo si ha l’inizio del “curing”, cioè l’avvio della catalisi del pezzo che può avvenire a temperatura ambiente oppure mediante riscaldamento dello stampo (per diminuire il tempo ciclo).
Sotto, uno schema di principio.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 23
(Fonte: Plastix)
produzione di compositi con tecnologia RTM (Resin Transfert Moulding)
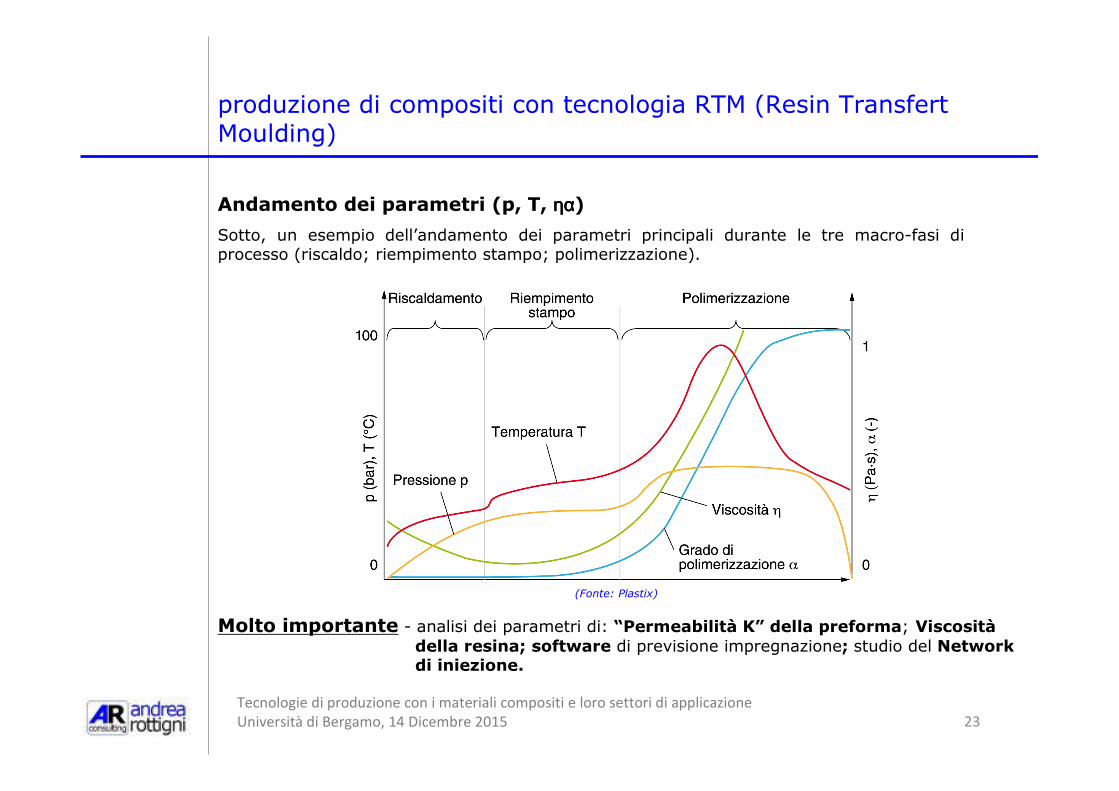
Andamento dei parametri (p, T, ηαηαηαηα)Sotto, un esempio dell’andamento dei parametri principali durante le tre macro-fasi di processo (riscaldo; riempimento stampo; polimerizzazione).
Molto importante - analisi dei parametri di: “Permeabilità K” della preforma; Viscositàdella resina; software di previsione impregnazione; studio del Network di iniezione.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 24
produzione di compositi – altre tecnologie di derivazione RTM
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 25
produzione di compositi – altre tecnologie di derivazione RTM
VARTM (RTM-Light) : la resina viene iniettata nello stampo; controstampo NON rigido (vacuum bag; siliconico; stampata in GF spessore ridotto) – minori pressioni di iniezione.
INFUSIONE : con vacuum bag, la depressione di -1 atm richiama la resina all’interno dello stampo.
RFI (Resin Film Infusion) : il processo prevede che uno strato di resina che si presenta come solida a temperatura ambiente, una volta riscaldata diventi fluida ed impregni le fibre e/o i tessuti secchi o che già contengano una certa quantità di resina al loro interno e siano quindi dei semi pre-impregnati; tali fibre/tessuti sono inseriti all’interno dello stampo sotto forma di pre-forme; tutto ciò normalmente subisce un ciclo in autoclave dove si hanno le azioni contemporanee del vuoto nello stampo, della temperatura e della pressione esterna.
RLI (Resin Liquid Infusion) : si utilizza una resina che si presenta allo stato liquido a bassa temperatura (quindi con valori di viscosità estremamente bassi), che viene utilizzata per impregnare le pre-forme in fibra/tessuti di vetro o carbonio. Tali resine liquide vengono iniettate a valori ben determinati di pressione e temperatura.
RIDFT (Resin Injection between Double Flexible Tooling) : si hanno le seguenti fasi: la pre-forma asciutta viene inserita all’interno di due membrane che vengono fissate tra loro; a questo punto avviene l’applicazione del vuoto e l’infusione della resina. Il tutto termina con lo stampaggio (formatura) del pacchetto formato dalle due membrane accoppiate su uno stampo rigido (che rappresenta la forma finale del pezzo da produrre).
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 26
produzione di compositi – altre tecnologie di derivazione RTM
SQRTM (Same Qualifield RTM) : la tecnologia SQRTM utilizza un sistema a stampo chiuso, in cui vengono combinati il materiale prepreg con lo stampaggio in fase liquida.
SCRIMP (Seeman’s Composite Resin Infusion Moulding Process) : è stato il primo metodo di infusione ad essere stato brevettato; la sua peculiarità è quella di avere un materiale da alta permeabilità inserito tra le pelli ed il vacuum-bag, tale materiale fa da supporto (normalmente sono delle reti semirigide) e facilita il flusso della resina, questo permette alla resina stessa di impregnare rapidamente ed in maniera estremamente uniforme tutto il particolare.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 27
produzione di compositi – altre tecnologie di derivazione RTM
HP-RTM (High Pressure RTM) : E’ sicuramente la tecnologia che allo stato attuale permette di ottenere i risultati migliori e realizzare una produzione maggiore dal punto di vista del volume; quindi in questo caso si tratta di vere e proprie linee complete per la produzione di massa.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 28
produzione di compositi – altre tecnologie di derivazione RTM
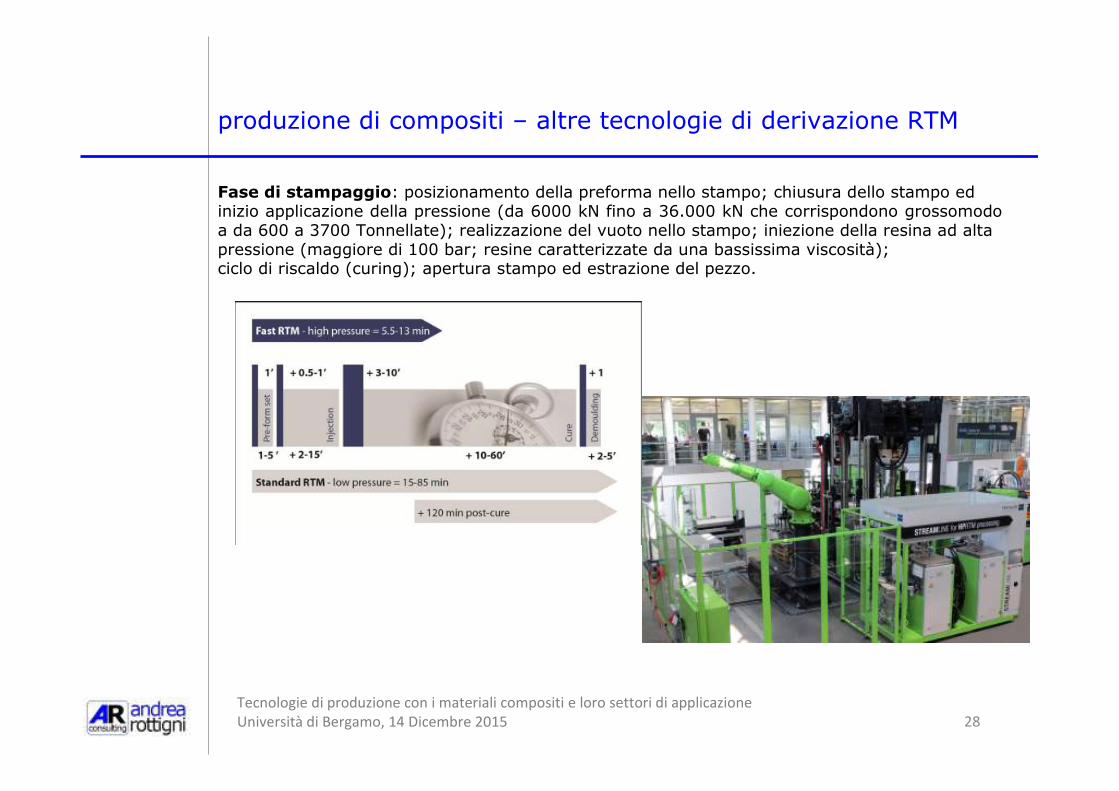
Fase di stampaggio: posizionamento della preforma nello stampo; chiusura dello stampo ed inizio applicazione della pressione (da 6000 kN fino a 36.000 kN che corrispondono grossomodo a da 600 a 3700 Tonnellate); realizzazione del vuoto nello stampo; iniezione della resina ad alta pressione (maggiore di 100 bar; resine caratterizzate da una bassissima viscosità); ciclo di riscaldo (curing); apertura stampo ed estrazione del pezzo.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 29
produzione di compositi – altre tecnologie di derivazione RTM
In definitiva si può considerare la linea di HP-RTM come molto efficiente e caratterizzata da:
-) un processo progettato con il concetto di linea, completa di tutti gli aspetti produttivi ed orientata al prodotto;-) produzione completamente automatizzata; -) tempi ciclo molto brevi; -) vengono utilizzate resine con grado di reattività molto alto; -) componenti con un alto contenuto di fibre in volume -) processo caratterizzato da una stabilità molto elevata; -) le proprietà dei componenti ottenute con questa tecnologia sono eccellenti.
L’HP-RTM a sua volta si divide in :
HP – RTM : HP–CRTM (High Pressure Compression Resin Transfer Moulding) – prima fase del processo avviene a stampo aperto
HP–IRTM (High Pressure Injection Resin Tranfer Moulding) – lo stampo è semprechiuso durante ogni fase del processo

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 30
produzione di parti in FRP tramite stampaggio a compressione in pressa

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 31
produzione di parti in FRP tramite stampaggio a compressione in pressa
Descrizione sintetica
Le tecnologie per lo stampaggio a compressione in pressa differiscono tra loro per la diversa tipologia di materiali (termoindurenti o termoplastici) che vengono utilizzati e per come sono posizionati all’interno dello stampo; i più comuni sono:
• SMC – Sheet Mould Compound;• BMC – Bulk Moulding Compound (nome maggiormente utilizzato); talvolta viene anche
definito DMC (Dough Moulding Compound), i due termini sono completamente intercambiabili;
• PMC – Prepreg Compression Moulding (stampaggio di pre-preg tramite compressione);• Ibrido PMC/SMC – Hydrid Moulding Process (processo di stampaggio ibrido PMC/SMC);• TMC – Thick Moulding Compound• Presse a PIANI RISCALDATI.
Una schematizzazione molto semplice del processo, indipendentemente dal materiale utilizzato è:
dove si ha lo stampo termostatato (con diverse metodologie e fluidi), montato su una pressa, con all’interno il materiale da stampare.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 32
• Il processo di STAMPAGGIO A COMPRESSIONE necessita per la sua corretta riuscita di uno stampo in acciaio (termostatato), è quindi orientato a volumi di produzione medio-altiavendo tempi ciclo piuttosto bassi e quindi con alto livello di automazione e basso presidio: in altre parole, è un processo a elevato livello di industrializzazione.
• Nel processo di STAMPAGGIO A COMPRESSIONE messo bene a punto, la qualitàsuperficiale dei particolari prodotti è ottima.
• Rispetto al processo in autoclave, con lo STAMPAGGIO A COMPRESSIONE, utilizzando i materiali adatti, si ottengono particolari con caratteristiche meccaniche assolutamente paragonabili, se non identiche, con costi inferiori a partire da un certo volume di produttività.
• I particolari prodotti con questo processo necessitano di una ulteriore lavorazione fuori stampo per la loro finitura.
• I rischi di progettazione e relativi costi derivanti da errori sono molto elevati.
produzione di parti in FRP tramite stampaggio a compressione in pressa
Vantaggi e svantaggi

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 33
il materiale SMC (Sheet MouldingCompounds)
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 34
produzione di parti in FRP tramite stampaggio a compressione in pressa
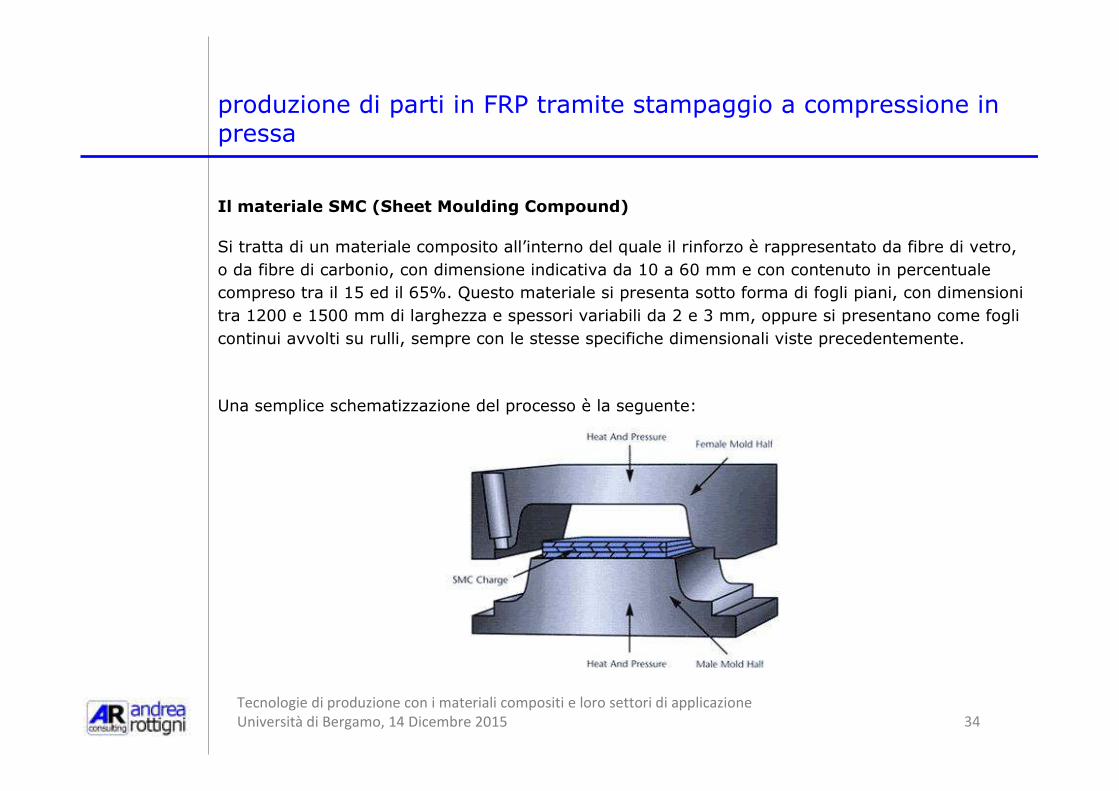
Il materiale SMC (Sheet Moulding Compound)
Si tratta di un materiale composito all’interno del quale il rinforzo è rappresentato da fibre di vetro,
o da fibre di carbonio, con dimensione indicativa da 10 a 60 mm e con contenuto in percentuale
compreso tra il 15 ed il 65%. Questo materiale si presenta sotto forma di fogli piani, con dimensioni
tra 1200 e 1500 mm di larghezza e spessori variabili da 2 e 3 mm, oppure si presentano come fogli
continui avvolti su rulli, sempre con le stesse specifiche dimensionali viste precedentemente.
Una semplice schematizzazione del processo è la seguente:

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 35
produzione di parti in FRP tramite stampaggio a compressione in pressa
Quindi possiamo considerare lo schema riassuntivo della tecnologia di stampaggio a
compressione utilizzando il materiale SMC, come il seguente:
Visivamente parlando i fogli di materiale SMCsi presentano in questo modo:

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 36
produzione di parti in FRP tramite stampaggio a compressione in pressa
BMC - Bulk Moulding Compound
Il materiale BMC presenta migliori caratteristiche di scorrimento rispetto all’SMC quindi èparticolarmente adatto in pezzi che richiedano precisione di dettaglio e dimensionale, presentano però inferiori caratteristiche meccaniche.
Mentre per quanto riguarda il materiale BMC in forma random oppure con preforme definite:
Si tratta di un materiale in cui il contenuto percentuale di fibre è inferiore e con le stesse di dimensioni più corte, questo fa si che il BMC presenti delle caratteristiche meccaniche inferiori all’SMC.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 37
PCM – Pre-preg Compression Moulding(Stampaggio a compressione in pressa di materiali compositi pre-impregnati)
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 38
produzione di parti in FRP tramite stampaggio a compressione in pressa
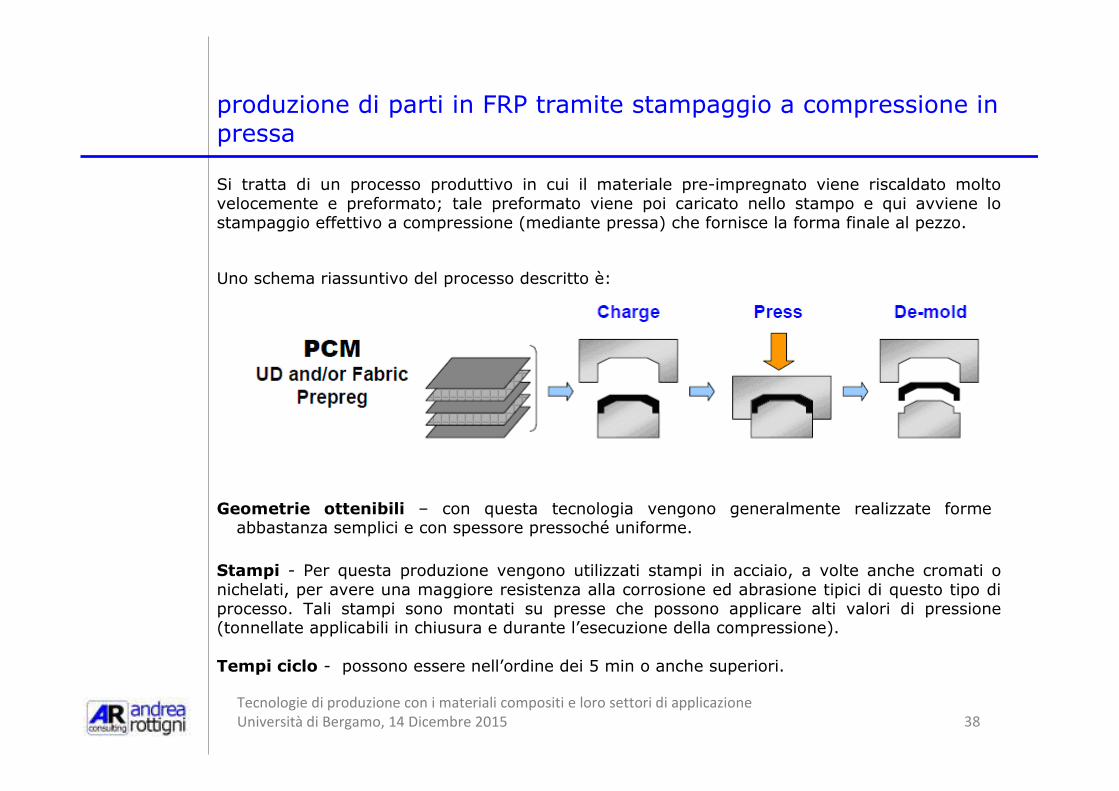
Si tratta di un processo produttivo in cui il materiale pre-impregnato viene riscaldato molto velocemente e preformato; tale preformato viene poi caricato nello stampo e qui avviene lo stampaggio effettivo a compressione (mediante pressa) che fornisce la forma finale al pezzo.
Uno schema riassuntivo del processo descritto è:
Geometrie ottenibili – con questa tecnologia vengono generalmente realizzate forme abbastanza semplici e con spessore pressoché uniforme.
Stampi - Per questa produzione vengono utilizzati stampi in acciaio, a volte anche cromati o nichelati, per avere una maggiore resistenza alla corrosione ed abrasione tipici di questo tipo di processo. Tali stampi sono montati su presse che possono applicare alti valori di pressione (tonnellate applicabili in chiusura e durante l’esecuzione della compressione).
Tempi ciclo - possono essere nell’ordine dei 5 min o anche superiori.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 39
produzione di parti in FRP tramite stampaggio a compressione in pressa
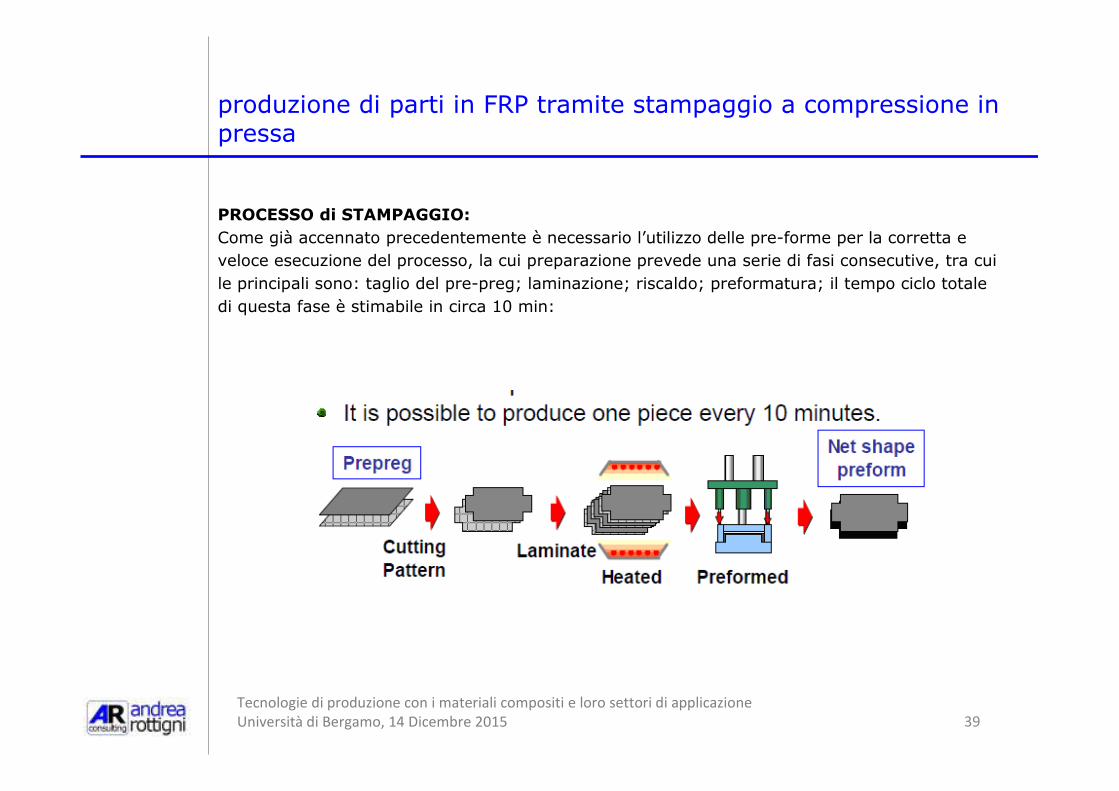
PROCESSO di STAMPAGGIO:
Come già accennato precedentemente è necessario l’utilizzo delle pre-forme per la corretta e
veloce esecuzione del processo, la cui preparazione prevede una serie di fasi consecutive, tra cui
le principali sono: taglio del pre-preg; laminazione; riscaldo; preformatura; il tempo ciclo totale
di questa fase è stimabile in circa 10 min:
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 40
produzione di parti in FRP tramite stampaggio a compressione in pressa
A questo punto il materiale pre-formato è pronto per la successiva e fondamentale fase di stampaggio a compressione in pressa.
Materiale - il materiale utilizzato come già detto è pre-impregnato di carbonio adatto allo stampaggio a compressione, con contenuto tipico in fibra fino al 65%,; la resina utilizzata èepossidica; tale resina però non è la stessa utilizzata negli altri processi che prevedono il materiale pre-impregnato (che possiamo considerare standard), infatti queste resine devono avere delle peculiarità specifiche e presentare delle caratteristiche particolari dovendo subire un gradiente termico molto elevato in un tempo molto breve.
Altri materiali utilizzati:
-) TMC – Thick Moulding Compound;
-) HexMC – Hexcel Moulding Compound;
-) Advanced Compounds – Green Compounds, Low weight Compounds, Carbonfiber Compounds; biocompounds.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 41
presse a piani riscaldati

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 42
produzione di parti in FRP tramite stampaggio a compressione in pressa
Presse a piani riscaldati –
Queste tipologie di presse sono le attrezzature di produzioni più semplici in assoluto, sono dotate di stampo e controstampo, vengono utilizzate per produrre particolari con forme molto semplici.
In queste macchine essendo la direzione di applicazione della forza (pressione) verticale, la percentuale di compattazione che riescono a fornire al particolare da produrre è pressochécostante se la geometria del pezzo è piana (o assimilabile a piana), ma differisce molto tra le diverse zone se la geometria è piuttosto complicata.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 43
pultrusione
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 44
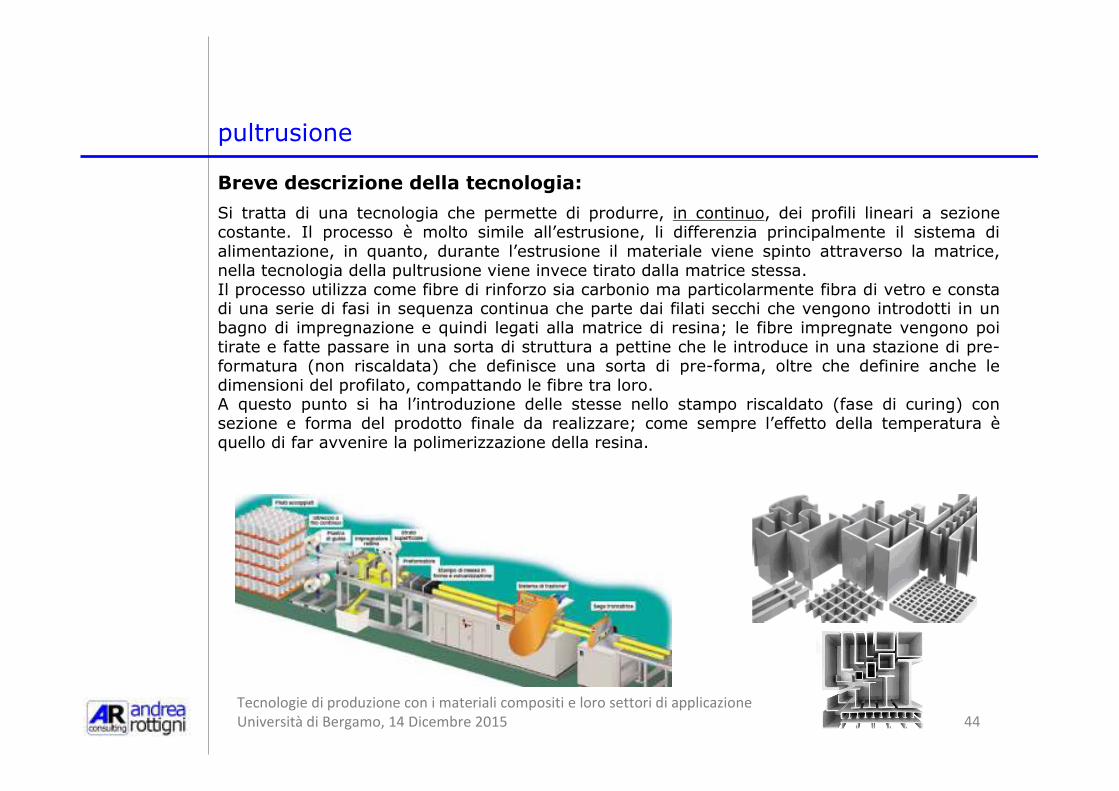
pultrusione
Si tratta di una tecnologia che permette di produrre, in continuo, dei profili lineari a sezione costante. Il processo è molto simile all’estrusione, li differenzia principalmente il sistema di alimentazione, in quanto, durante l’estrusione il materiale viene spinto attraverso la matrice, nella tecnologia della pultrusione viene invece tirato dalla matrice stessa.Il processo utilizza come fibre di rinforzo sia carbonio ma particolarmente fibra di vetro e consta di una serie di fasi in sequenza continua che parte dai filati secchi che vengono introdotti in un bagno di impregnazione e quindi legati alla matrice di resina; le fibre impregnate vengono poi tirate e fatte passare in una sorta di struttura a pettine che le introduce in una stazione di pre-formatura (non riscaldata) che definisce una sorta di pre-forma, oltre che definire anche le dimensioni del profilato, compattando le fibre tra loro.A questo punto si ha l’introduzione delle stesse nello stampo riscaldato (fase di curing) con sezione e forma del prodotto finale da realizzare; come sempre l’effetto della temperatura èquello di far avvenire la polimerizzazione della resina.
Breve descrizione della tecnologia:

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 45
pullforming
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 46
pullforming
E’ una tecnologia produttiva molto simile a quella appena vista della pultrusione; caratterizzante questo processo è quello di permettere la produzione “in continuo”di particolari con sezioni e spessori variabili, ma soprattutto con curvature.Ogni fase antecedente lo stampo è identica a quella della pultrusione, successivamente il grezzo viene portato nello stampo, che si presenta aperto e riscaldato, dal sistema che provvede alla movimentazione dello stesso (che quindi lo “tira”); alla chiusura dello stampo inizia il processo di catalisi che porta alla completa polimerizzazione della resina.Se lo stampo è a singola impronta, si ottiene un solo particolare a ciclo, se invece lo stampo e multi-impronta, ad ogni ciclo si ottengono più particolari. Il processo è caratterizzato da una presenza in % volumetrica delle fibre inferiore, ed è anche proprio grazie a questo aspetto che si possono ottenere sezioni e spessori variabili, oltre alle curvature già menzionate prima; tutto ciò con delle buone caratteristiche meccaniche risultanti del particolare prodotto.
Breve descrizione della tecnologia:
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 47
filament winding (FW)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 48
filament winding (FW)
Breve descrizione della tecnologia
E’ una tecnologia produttiva che permette di realizzare particolari cavi avvolgendofibre di rinforzo impregnate di resina in modo continuato su un mandrino rotante, che ha la forma del particolare da produrre; l’avvolgimento avviene in modo elicoidale, a spirale e con angoli di inclinazioni sia a dx che a sx del mandrino in maniera predefinita, in questo modo per passaggi successivi si arriva ad ottenere gli spessori di progetto e quindi le caratteristiche di resistenza del manufatto previste in fase di progettazione. Al termine del processo vi è il passaggio necessario in forno per la definitiva polimerizzazione della resina costituente il particolare.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 49
wrapping
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 50
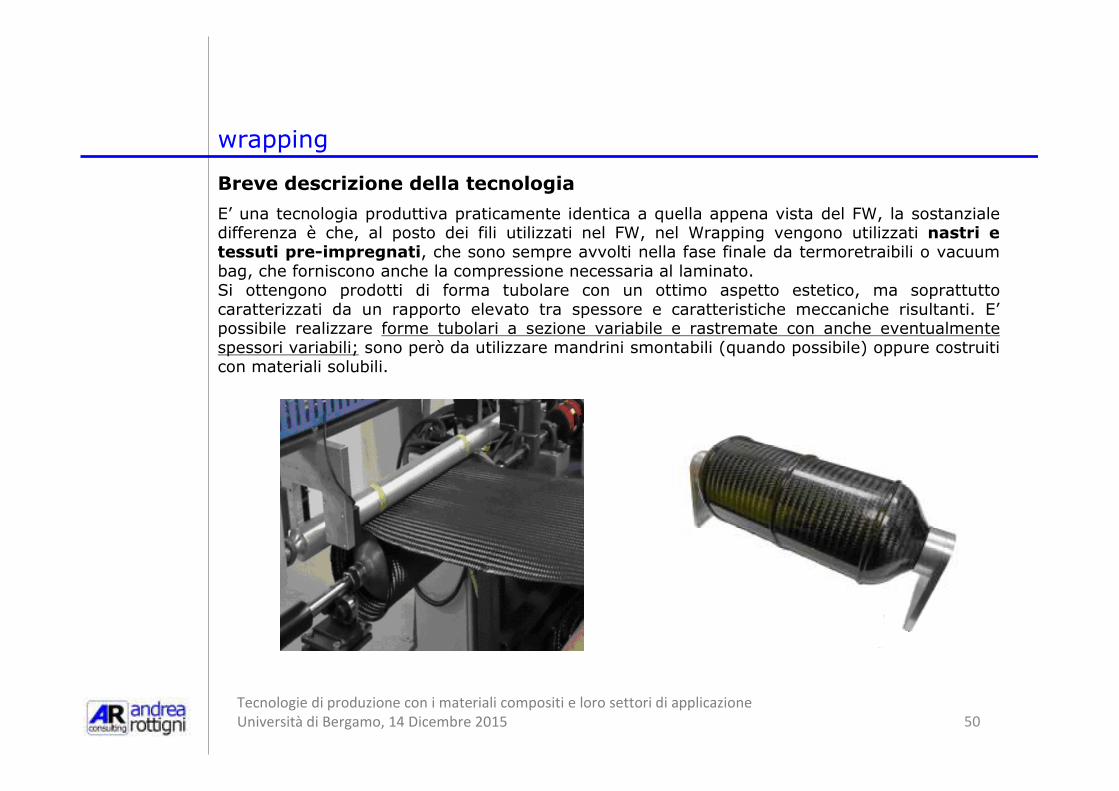
wrapping
E’ una tecnologia produttiva praticamente identica a quella appena vista del FW, la sostanziale differenza è che, al posto dei fili utilizzati nel FW, nel Wrapping vengono utilizzati nastri e tessuti pre-impregnati, che sono sempre avvolti nella fase finale da termoretraibili o vacuumbag, che forniscono anche la compressione necessaria al laminato. Si ottengono prodotti di forma tubolare con un ottimo aspetto estetico, ma soprattutto caratterizzati da un rapporto elevato tra spessore e caratteristiche meccaniche risultanti. E’possibile realizzare forme tubolari a sezione variabile e rastremate con anche eventualmente spessori variabili; sono però da utilizzare mandrini smontabili (quando possibile) oppure costruiti con materiali solubili.
Breve descrizione della tecnologia
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 51
braiding
Breve descrizione della tecnologia
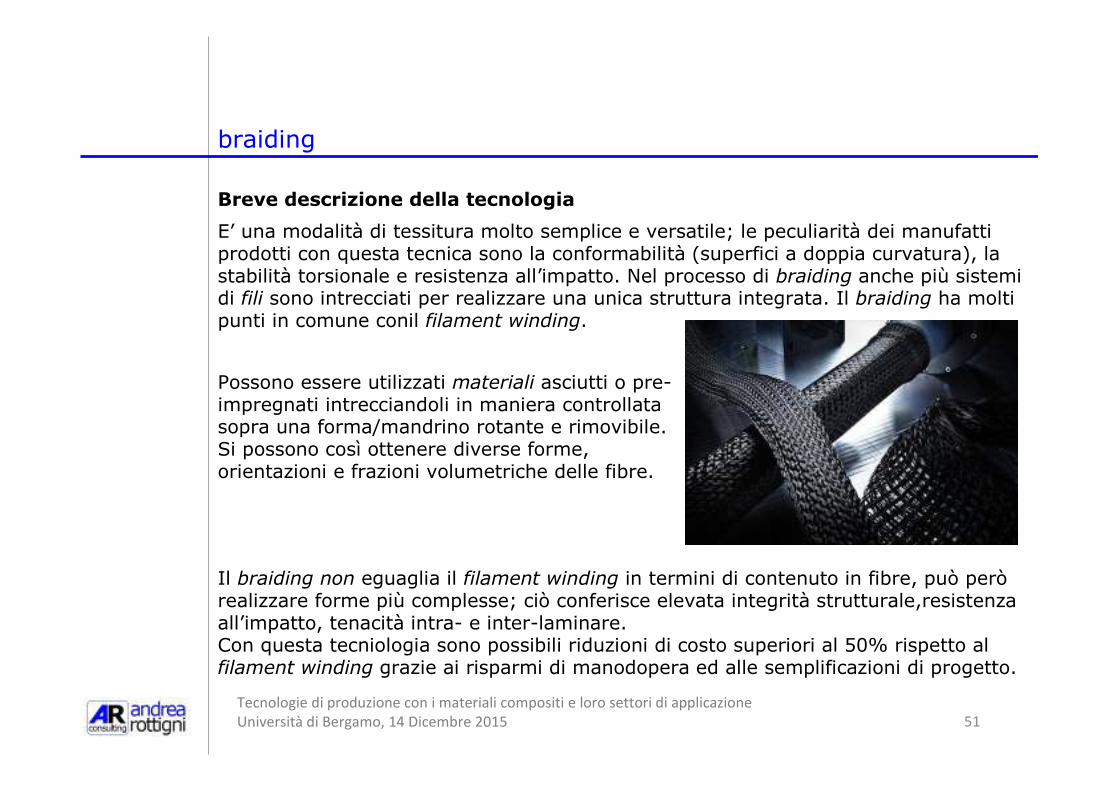
E’ una modalità di tessitura molto semplice e versatile; le peculiarità dei manufattiprodotti con questa tecnica sono la conformabilità (superfici a doppia curvatura), la stabilità torsionale e resistenza all’impatto. Nel processo di braiding anche più sistemi di fili sono intrecciati per realizzare una unica struttura integrata. Il braiding ha molti punti in comune conil filament winding.
Il braiding non eguaglia il filament winding in termini di contenuto in fibre, può però realizzare forme più complesse; ciò conferisce elevata integrità strutturale,resistenza all’impatto, tenacità intra- e inter-laminare.Con questa tecniologia sono possibili riduzioni di costo superiori al 50% rispetto al filament winding grazie ai risparmi di manodopera ed alle semplificazioni di progetto.
Possono essere utilizzati materiali asciutti o pre-impregnati intrecciandoli in maniera controllata sopra una forma/mandrino rotante e rimovibile. Si possono così ottenere diverse forme,orientazioni e frazioni volumetriche delle fibre.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 52
braiding
Braiding Technology video
https://www.youtube.com/watch?v=vps0zGnZ1i0

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 53
I COMPOSITI TERMOPLASTICI

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 54
compositi termoplastici
Definizione:
Vengono definiti polimeri termoplastici quei polimeri formati da catene lineari o da catene poco ramificate, non legate l'una con l'altra (ovvero non reticolate); si trovano normalmente con due tipi principali di struttura: amorfa o semi-cristallina.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 55
compositi termoplastici
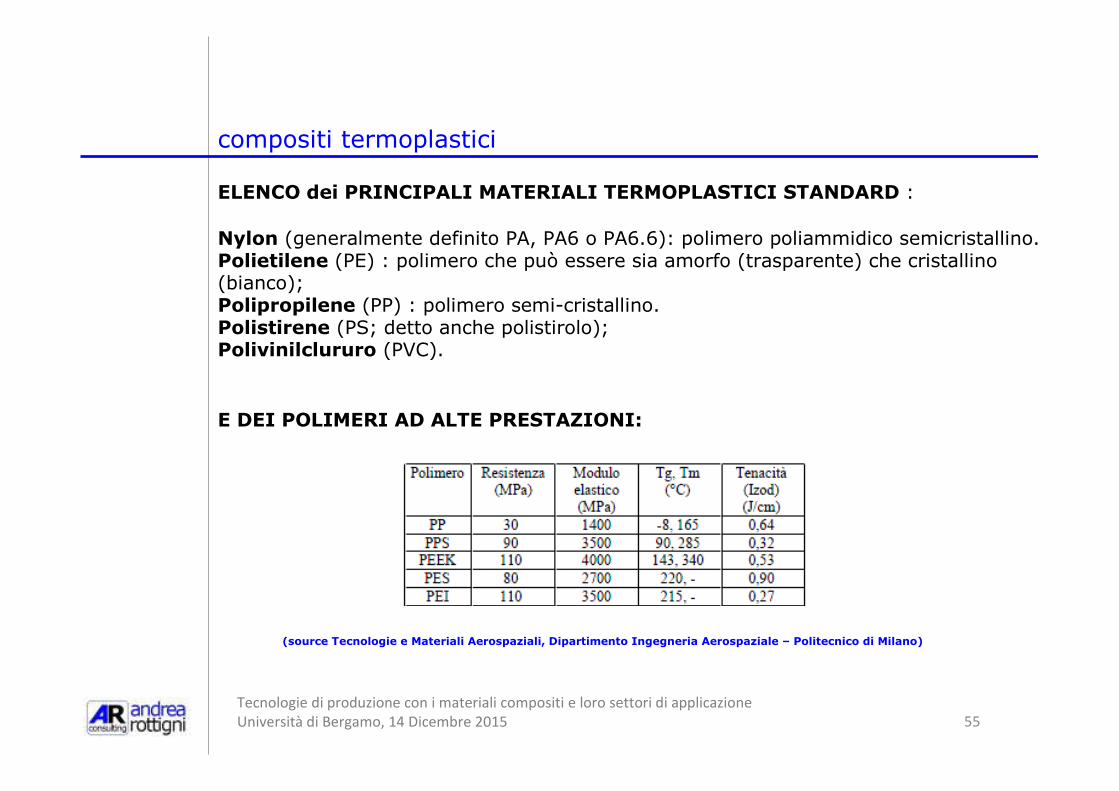
ELENCO dei PRINCIPALI MATERIALI TERMOPLASTICI STANDARD :
(source Tecnologie e Materiali Aerospaziali, Dipartimento Ingegneria Aerospaziale – Politecnico di Milano)
E DEI POLIMERI AD ALTE PRESTAZIONI:
Nylon (generalmente definito PA, PA6 o PA6.6): polimero poliammidico semicristallino.Polietilene (PE) : polimero che può essere sia amorfo (trasparente) che cristallino (bianco); Polipropilene (PP) : polimero semi-cristallino. Polistirene (PS; detto anche polistirolo); Polivinilclururo (PVC).

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 56
compositi termoplastici
Perché utilizzare i compositi a matrice termoplastica?
Le resine termoindurenti sono tendenzialmente di tipo fragile e non possono essere rifuse o
ristampate, mentre le resine termoplastiche hanno comportamento tenace ma soprattutto
possono essere recuperate e rifuse, oltre che stampate nuovamente.
Elenchiamo ora i principali vantaggi e svantaggi nell’utilizzo dei materiali compositi termoplastici
rispetto ai termoindurenti:
Vantaggi :
-) Elevata resistenza all’impatto (resilienza) così come elevata resistenza alla rottura;
-) Presentano un valore di deformazione e carico di rottura (circa 10%) maggiore rispetto ai
termoindurenti (circa 1-2%), la cui conseguenza diretta è una migliore resistenza alla
propagazione della cricca all’interno dei laminati stessi;
-) Possibilità di avere valori variabili del contenuto di fibra, anche all’interno dello spessore, tra lo
0 ed il 65%;
-) Possono subire ulteriori trattamenti termici anche successivi al primo;
-) Shelf-life (vita utile del prodotto – stabilità dei componenti una volta miscelati): in pratica
illimitata;
-) Possono essere sottoposti a cicli di processo molto rapidi;
-) Un costo delle materie prime inferiore a quelli caratteristici dei sistemi termoindurenti;
-) Possono essere quasi completamente riciclati, quindi si ha un impatto ambientale tendenzialmente
minore.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 57
compositi termoplastici
Svantaggi:
-) Processabilità non ancora completamente conosciuta (soprattutto sui materiali di ultima generazione, es. Peek, PPS, ecc..) e implementata;
-) Costi elevati;
-) Scarsa reperibilità;
-) Temperature di processo molto alte;
-) E’ molto complicato incorporare le fibre all’interno della matrice fusa;
-)Presentando un elevato valore di viscosità, questo ha la conseguenza di incidere negativamente
sulla bagnabilità della resina (cioè la resina stessa impregna con maggiore difficoltà le fibre), al
contrario di quanto avviene per i termoindurenti.
Risultato : tutti questi aspetti hanno fatto sì che gli sviluppi dei materiali termoplastici siano stati
molto meno importanti rispetto a quello dei materiali termoindurenti.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 58
compositi termoplastici
PRODUZIONE MATERIALI TERMOPLASTICI RINFORZATI : si utilizzano generalmente tre
diverse metodologie:
-) Stampaggio – tramite tecniche di stampaggio ad iniezione o per estrusione, che producono pellets contenenti al loro interno fibre sia corte (3-13 mm) che lunghe; tale produzione tende però a danneggiare le fibre, inoltre esse tenderanno ad avere una direzione privilegiata, direzione lungo la quale l’effetto generato dal rinforzo è più elevato rispetto alle altre direzioni.
-) Miscelazione di fibre – sono materiali che si ottengono miscelando opportunamente fibre di rinforzo con fibre del polimero, questo fa sì che siano materiali disponibili solo in percentuali precise delle fibre che li formano, così come per le tipologie di polimeri disponibili. Normalmente questi materiali vengono usati con le tecnologia della pultrusione.
-) Laminazione (prepregs) – sono materiali ottenuti mediante impregnazione di fibre e/o tessuti di rinforzo con delle resine di tipo termoplastico; a loro volta possono poi essere uniti tra loro a formare laminati di spessori maggiori. Una tecnologia tipica per tali materiali è quella della termoformatura.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 59
compositi termoplastici
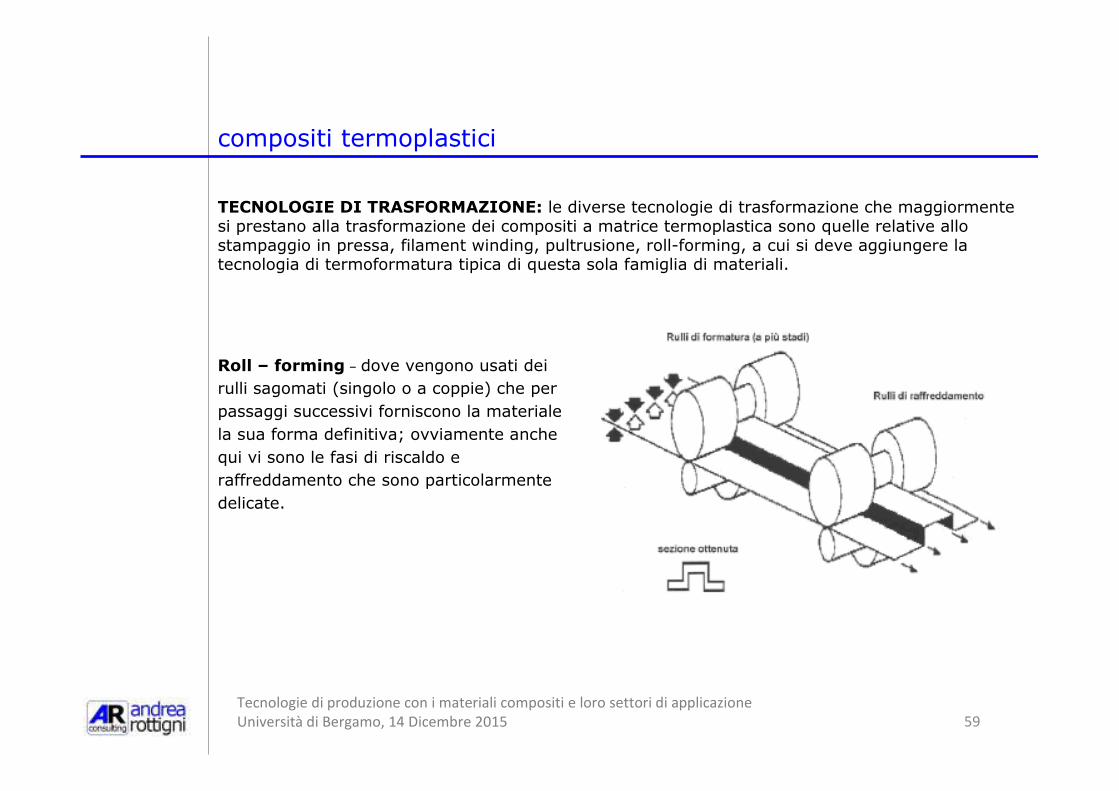
TECNOLOGIE DI TRASFORMAZIONE: le diverse tecnologie di trasformazione che maggiormente si prestano alla trasformazione dei compositi a matrice termoplastica sono quelle relative allo stampaggio in pressa, filament winding, pultrusione, roll-forming, a cui si deve aggiungere la tecnologia di termoformatura tipica di questa sola famiglia di materiali.
Roll – forming – dove vengono usati dei
rulli sagomati (singolo o a coppie) che per
passaggi successivi forniscono la materiale
la sua forma definitiva; ovviamente anche
qui vi sono le fasi di riscaldo e
raffreddamento che sono particolarmente
delicate.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 60
compositi termoplastici
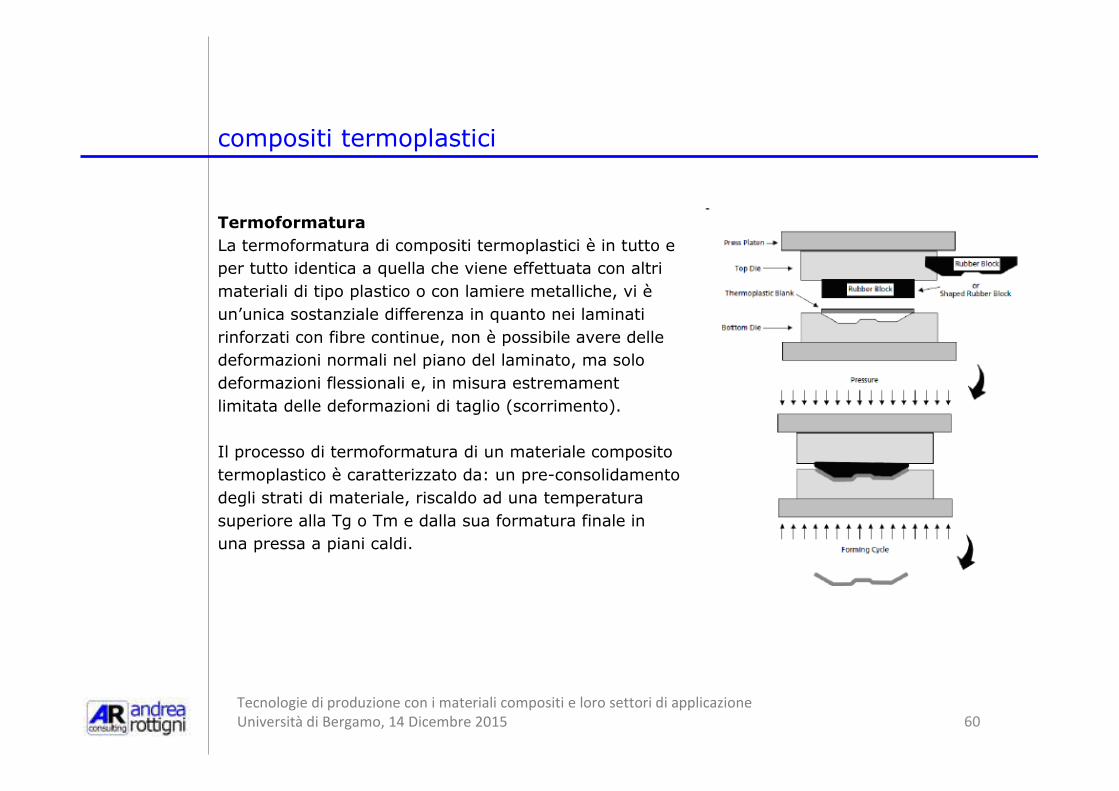
Termoformatura
La termoformatura di compositi termoplastici è in tutto e
per tutto identica a quella che viene effettuata con altri
materiali di tipo plastico o con lamiere metalliche, vi è
un’unica sostanziale differenza in quanto nei laminati
rinforzati con fibre continue, non è possibile avere delle
deformazioni normali nel piano del laminato, ma solo
deformazioni flessionali e, in misura estremament
limitata delle deformazioni di taglio (scorrimento).
Il processo di termoformatura di un materiale composito
termoplastico è caratterizzato da: un pre-consolidamento
degli strati di materiale, riscaldo ad una temperatura
superiore alla Tg o Tm e dalla sua formatura finale in
una pressa a piani caldi.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 61
compositi termoplastici
PARAMETRI di PROCESSO:
Nel processo di stampaggio il prepreg (preforma) formato da materiale termoplastico viene
riscaldato fino ad arrivare ad una temperatura che permetta alla matrice polimerica utilizzata di
fondere; a questo punto il materiale portato in questo stato è in grado di essere deformato
durante l’applicazione della pressione.
I parametri principali che governano lo stampaggio di un materiale termoplastico sono:
-) Riscaldo e quindi temperature di Tg e Tm;
-) Formatura;
-) Velocità di raffreddamento.
CONSOLIDAMENTO:Fondamentale per queste tipologie di materiali è il cosiddetto “consolidamento” che consiste nel permettere al polimero di fluire tra i diversi strati, formando così una matrice di tipo continuo.
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 62
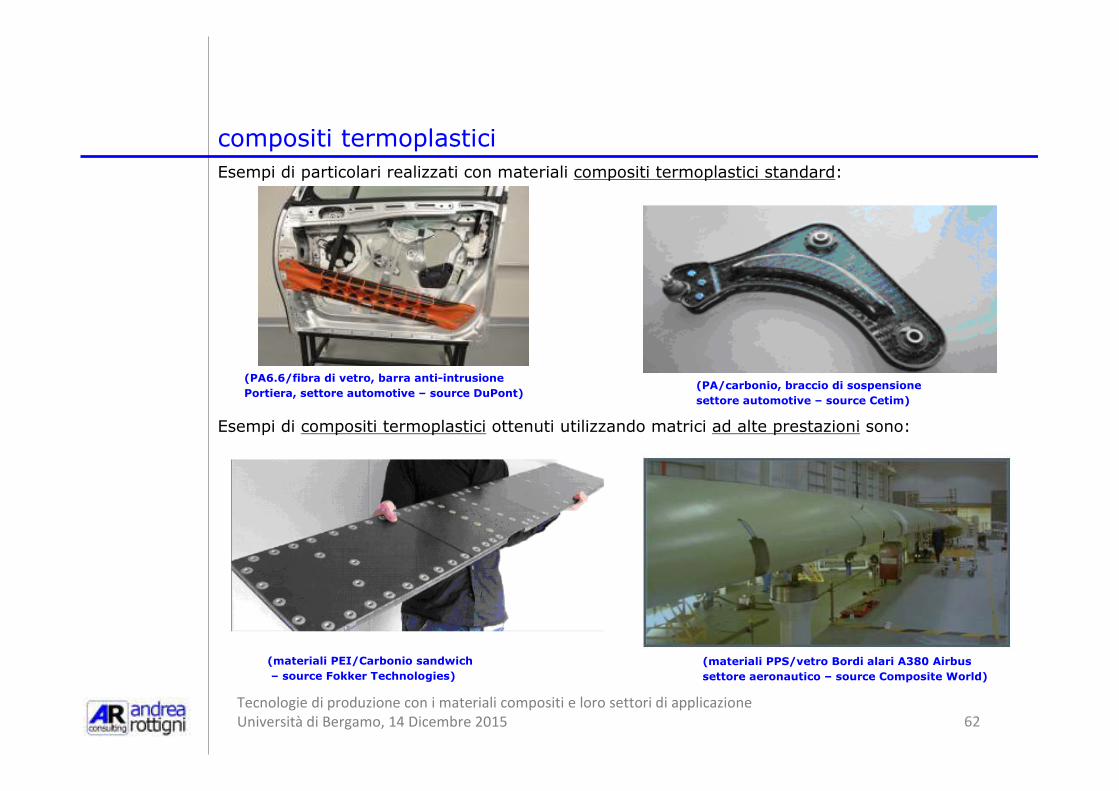
compositi termoplastici
Esempi di particolari realizzati con materiali compositi termoplastici standard:
Esempi di compositi termoplastici ottenuti utilizzando matrici ad alte prestazioni sono:
(materiali PEI/Carbonio sandwich
– source Fokker Technologies)
(PA/carbonio, braccio di sospensione
settore automotive – source Cetim)
(materiali PPS/vetro Bordi alari A380 Airbus
settore aeronautico – source Composite World)
(PA6.6/fibra di vetro, barra anti-intrusione
Portiera, settore automotive – source DuPont)
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 63
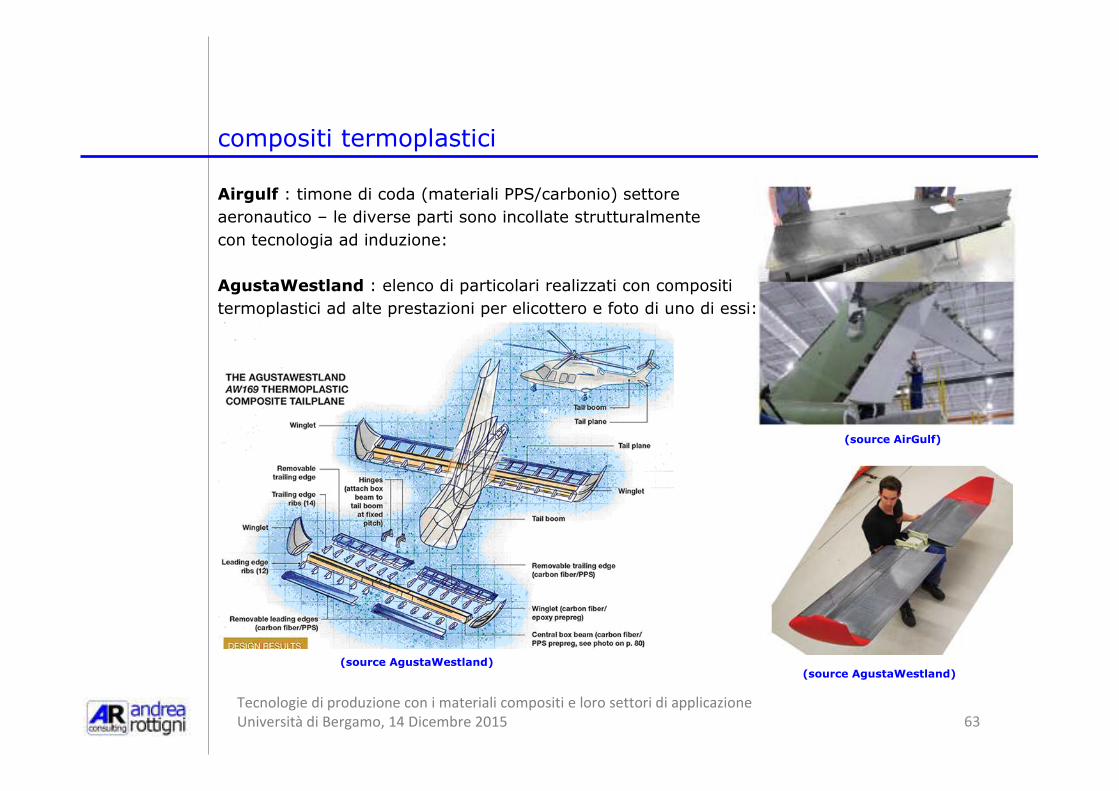
compositi termoplastici
(source AirGulf)
Airgulf : timone di coda (materiali PPS/carbonio) settore
aeronautico – le diverse parti sono incollate strutturalmente
con tecnologia ad induzione:
(source AgustaWestland)
AgustaWestland : elenco di particolari realizzati con compositi
termoplastici ad alte prestazioni per elicottero e foto di uno di essi:
(source AgustaWestland)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 64
posizionamento delle tecnologie / materiali

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 65
posizionamento delle principali tecnologie
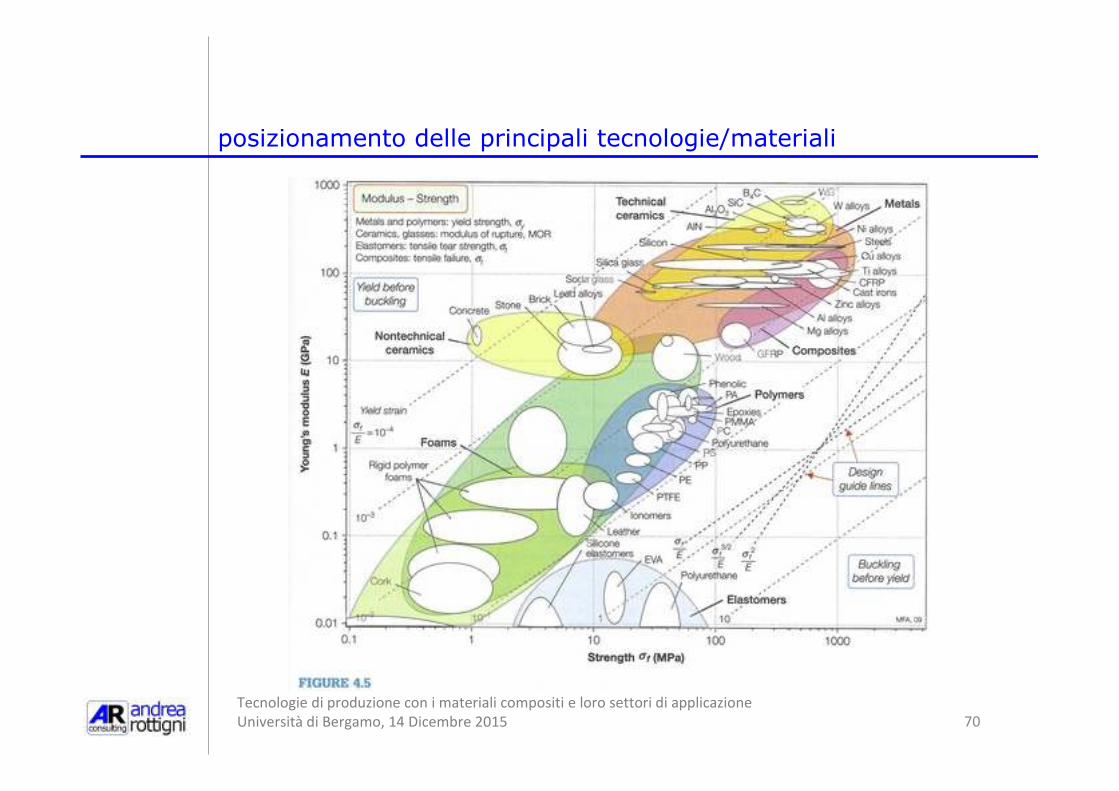
Le varie tecnologie di stampaggio possono essere classificate in funzione di due parametri più significativi degli altri.
Principali parametri di valutazione
• Le caratteristiche meccaniche del particolare stampato. Questo parametro può essere anche visto come la quantità di fibre contenuta nel particolare stampato, ricordando che le caratteristiche meccaniche sono una funzione diretta del contenuto di fibre.
• La produttività, intesa come inverso della lunghezza del tempo ciclo.
Una volta chiarito l’obiettivo del particolare da produrre (Caratteristiche meccaniche? Produttività? Entrambe?), la corretta scelta della tecnologia èaiutata dalla visione dei posizionamenti e delle definizioni dei campi di utilizzo ottimali.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 66
posizionamento delle principali tecnologie
Contenuto di fibre / Produttività (processi)
Hand lay-up Autoclave
FilamentWinding
Pultrusion
CompressionMoulding
RTM
Pro
ductivity
Fiber Content
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 67
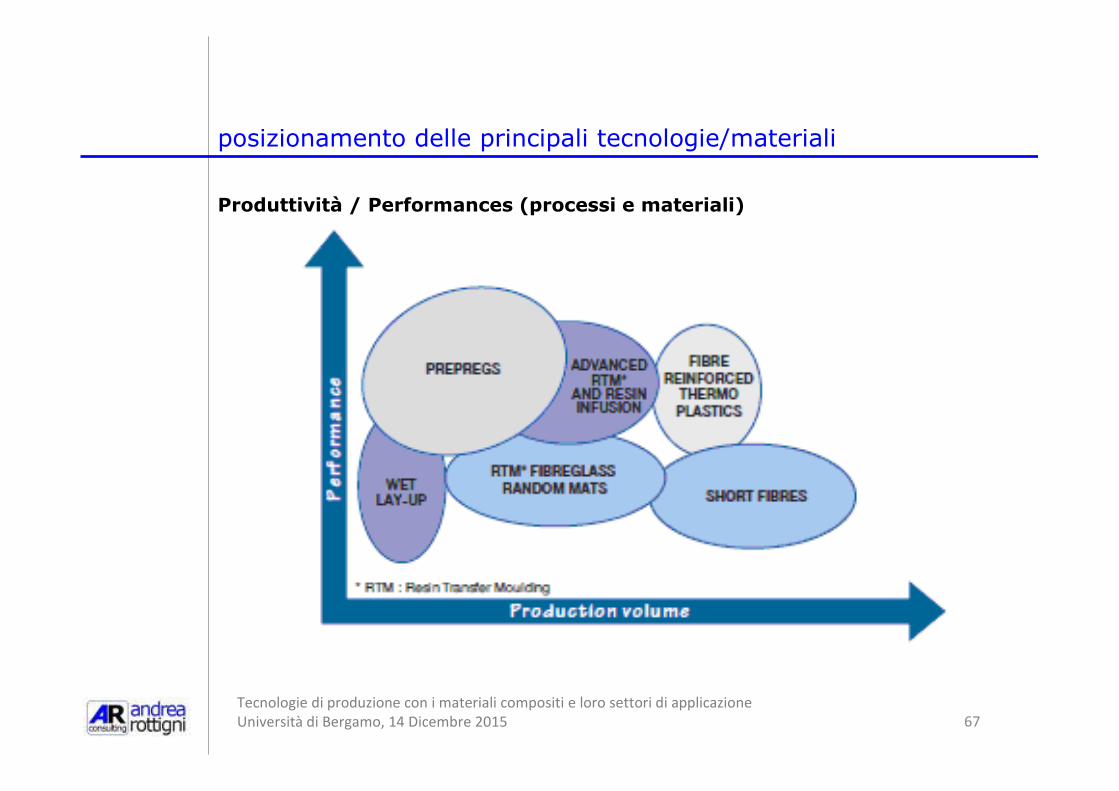
Produttività / Performances (processi e materiali)
posizionamento delle principali tecnologie/materiali

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 68
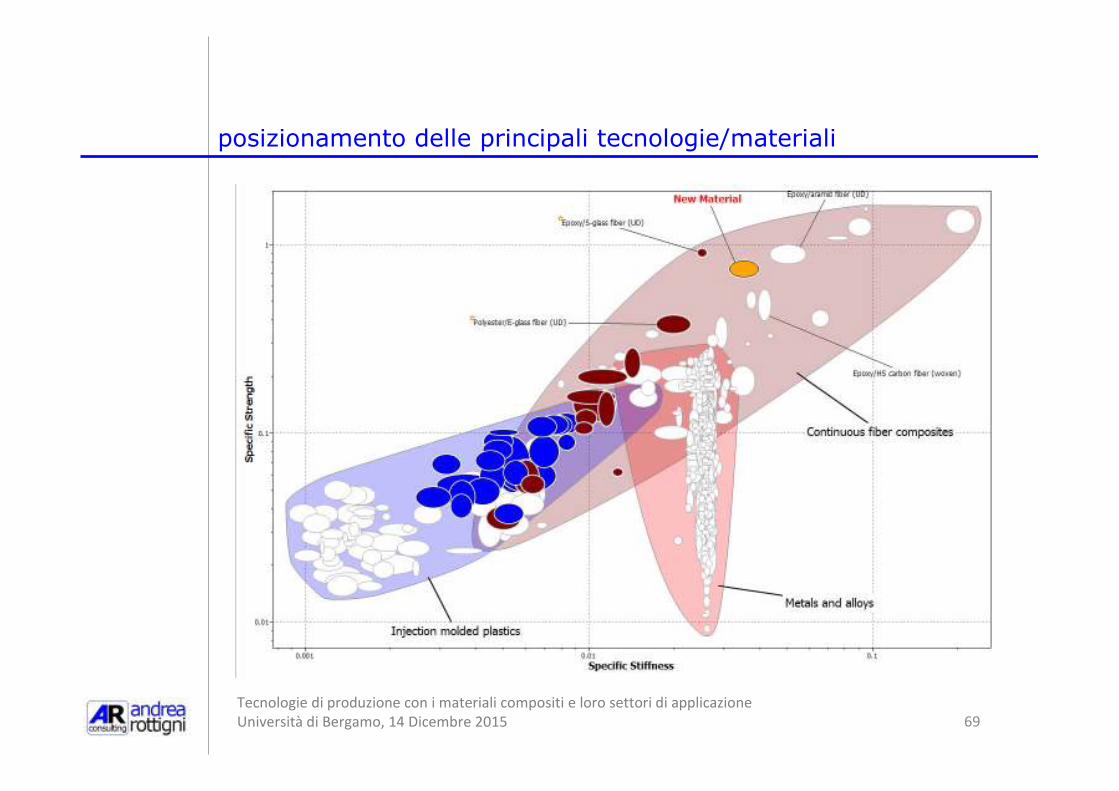
Produttività + Stampabilità / Proprietà meccaniche
posizionamento delle principali tecnologie/materiali
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 69
posizionamento delle principali tecnologie/materiali
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 70
posizionamento delle principali tecnologie/materiali

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 71
ESEMPI PRATICI : SETTORE AUTOMOTIVE - SPORT, LUXURY CAR, MASS VOLUME PRODUCTION, MOTORBIKE

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 72
automotive
LA CAPOSTIPITE: MONOSCOCCA McLaren MP4 --- Anno 1981
Source : McLaren Ltd

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 73
automotive
…e oggi …ormai 35 anni di esperienza !
source : Ferrari SpA, Williams Grand Prix Engineering
Ltd; Mercedes-Benz Grand Prix Ltd

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 74
automotive
…sarà il futuro ?
Source : FIA - Formula-e Holdings Ltd

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 75
automotive
Source : FIA - Formula-e Holdings Ltd
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 76
automotive
GT - Endurance
Source : Audi AG; Aston Martin Lagaonda Ltd;
Porsche AG; Bentley Motors Ltd

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 77
automotive
LaFerrari
Source : Ferrari SpA

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 78
automotive
Aventador e Sesto Elemento
Source : Lamborghinii SpA

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 79
automotive
Huayra Coupè - Zonda
Source : Pagani Automobili SpA

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 80
automotive
P1 GTR e 570S
Source : McLaren Ltd
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 81
automotive
Source : Chevrolet
Corvette Stingray
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 82
automotive
Source : Aston Martin Lagonda Ltd
Aston Martin One-77
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 83
automotive
Source : Jaguar Land Rover
Jaguar C-X75
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 84
automotive
4 C
Source : Alfa Romeo – FCA Italy SpA

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 85
automotive
Source : Alfa Romeo – FCA Italy SpA
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 86
automotive
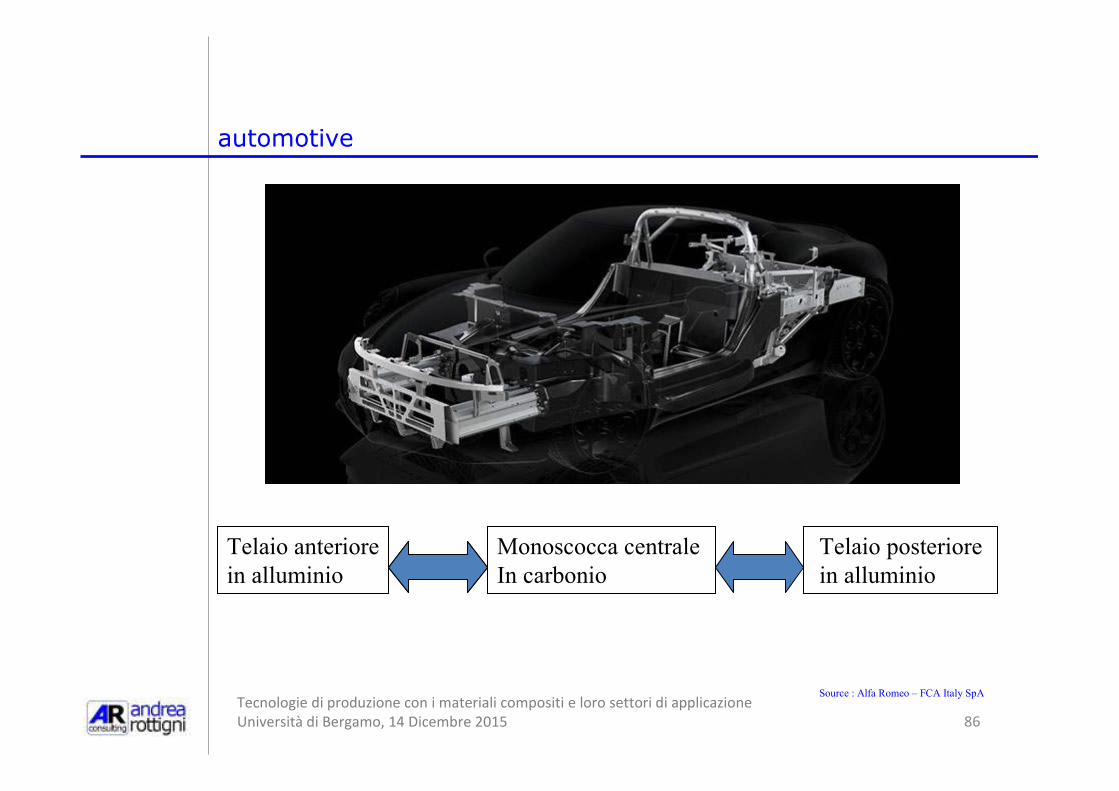
Telaio posteriore
in alluminio
Telaio anteriore
in alluminio
Monoscocca centrale
In carbonio
Source : Alfa Romeo – FCA Italy SpA
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 87
automotive
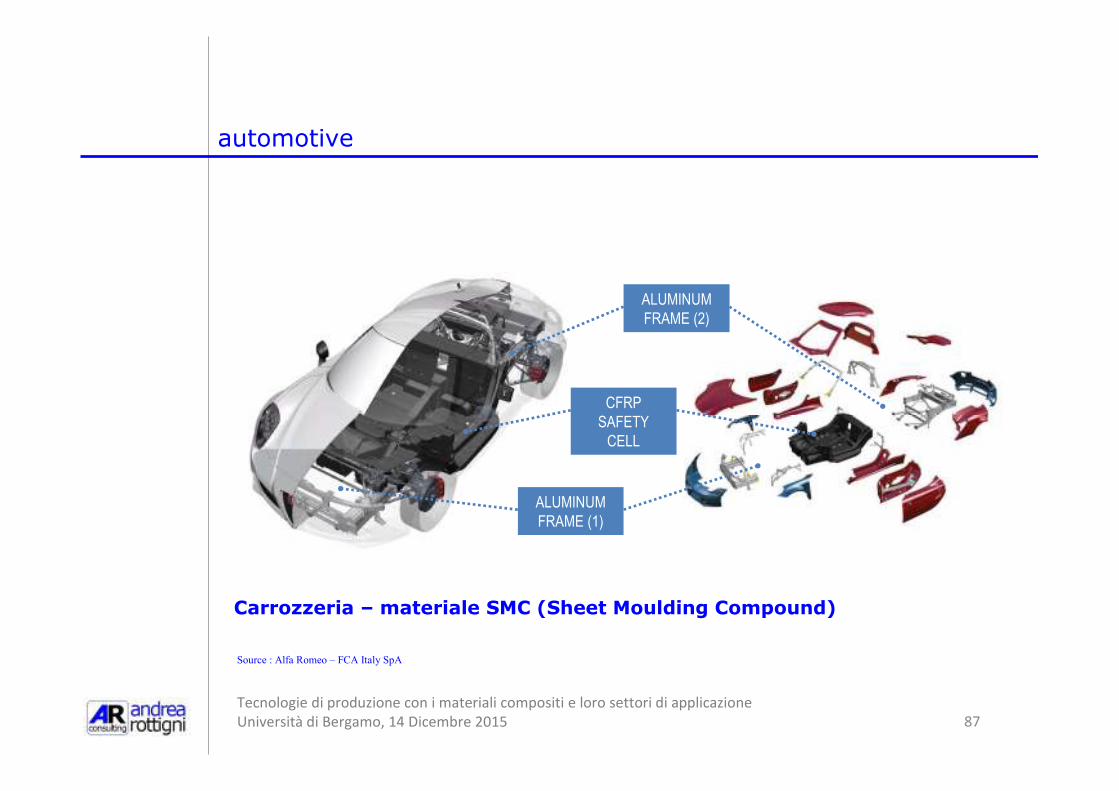
Source : Alfa Romeo – FCA Italy SpA
ALUMINUM
FRAME (1)
CFRP
SAFETY
CELL
ALUMINUM
FRAME (2)
Carrozzeria – materiale SMC (Sheet Moulding Compound)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 88
automotive
Video produzione Alfa Romeo 4C
Source : Repubblica TV ; Alfa Romeo – FCA Italy SpA
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 89
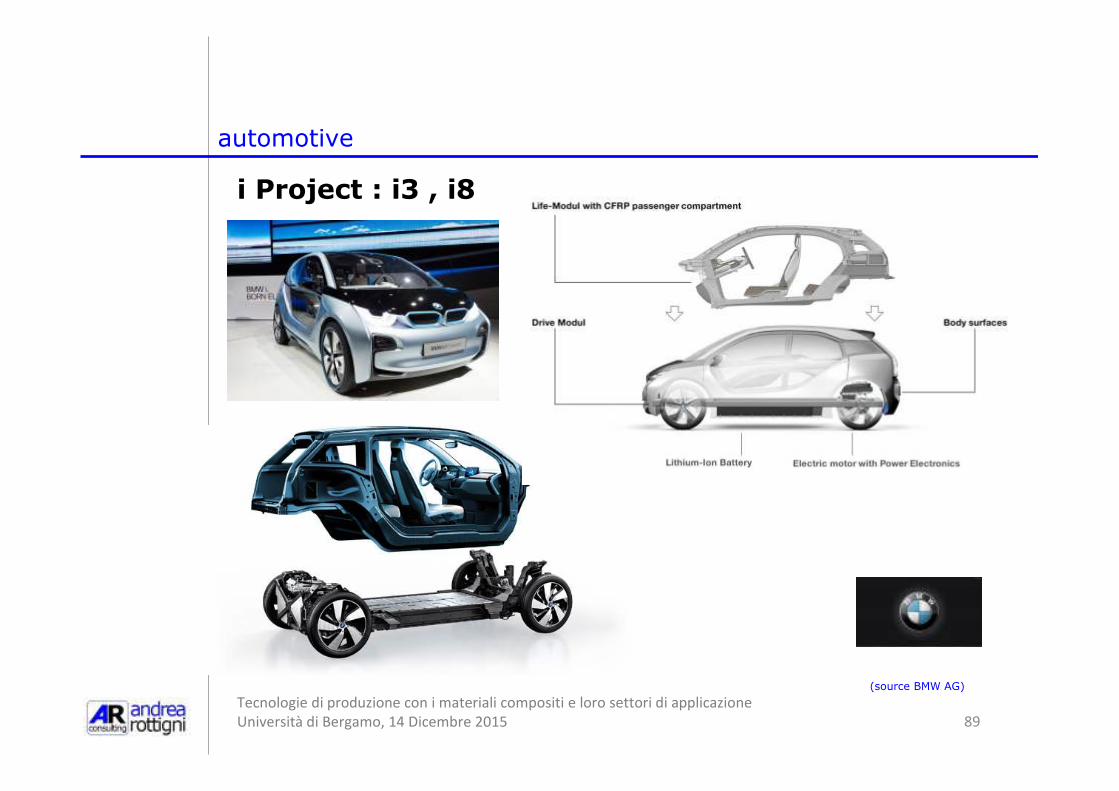
automotive
(source BMW AG)
i Project : i3 , i8

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 90
automotive
(source BMW AG)
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 91
automotive
(source BMW AG)
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 92
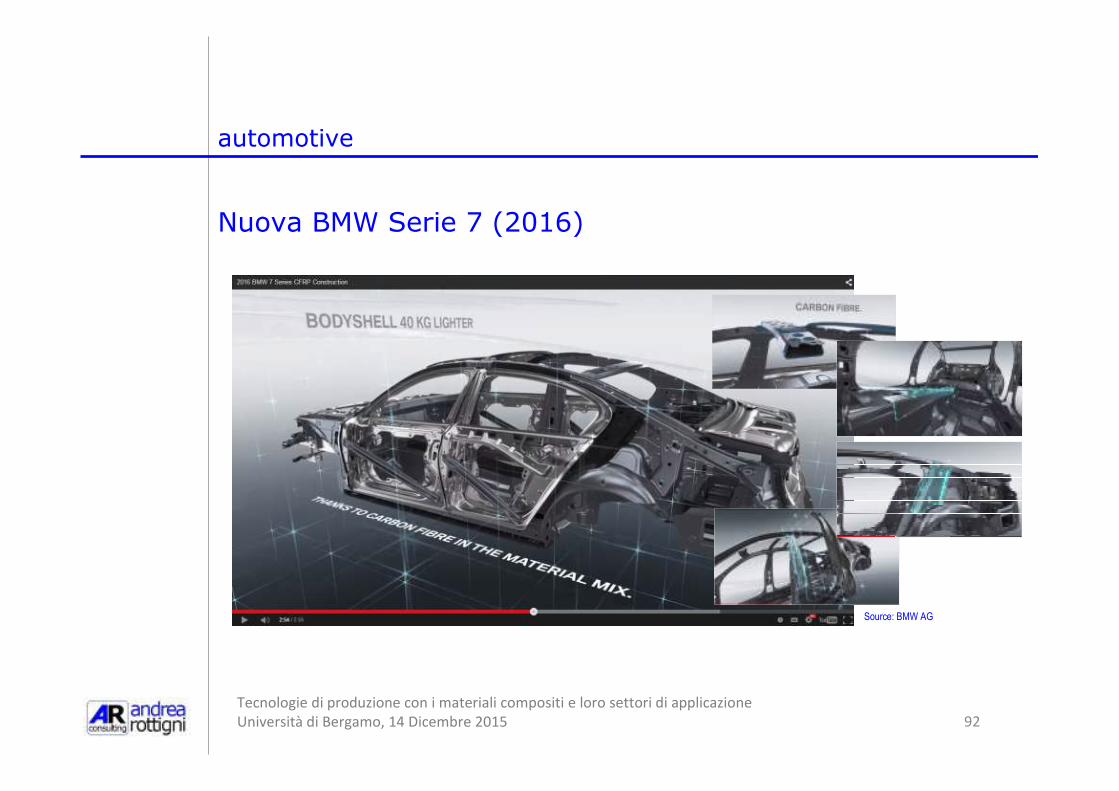
automotive
Source: BMW AG
Nuova BMW Serie 7 (2016)
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 93
automotive
https://www.youtube.com/watch?feature=player_embedded&v=cHRsXWnE-qQ
Video nuova BMW Serie 7 (2016)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 94
automotive
Nuova VW GOLF 2016
Source: Motor Trend

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 95
automotive
Non solo body and chassis ……
(source Hexion Inc.)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 96
automotive
(source Hexion Inc.)
Peso = 1,53 Kg Peso = 2,66 Kg
AUDI A6 Avant

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 97
automotive

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 98
automotive
(source Hutchinson SNC)
(source Lamborghini SpA)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 99
motorbike
(source RiBa Composites Srl)
(source Ducati Corse)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 100
ESEMPI PRATICI : SETTORE TRASPORTI
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 101
trasporti
(source Hyde Group Ltd)
(source Penso Ltd)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 102
trasporti
(source Frazer London Cab Ltd)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 103
ESEMPI PRATICI : SETTORI AEROSPACE/AERONAUTICAL/HELICOPTER
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 104
(source Hyde Group Ltd)
aerospace/aeronautical

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 105
(source Rocket Lab Ltd)
aerospace/aeronautical

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 106
(source Alenia Aermacchi)
aerospace/aeronautical
(source Hyde Group Ltd)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 107
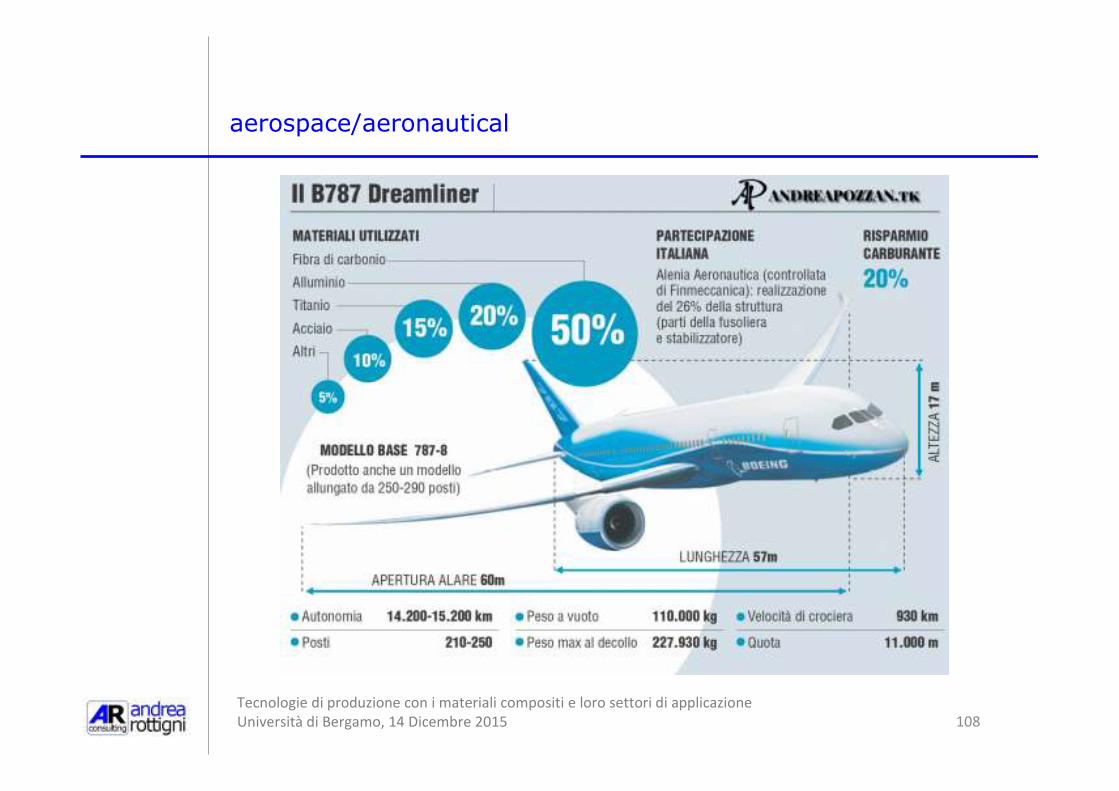
Boeing 787-8 Dreamliner
(source Boeing)
aerospace/aeronautical
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 108
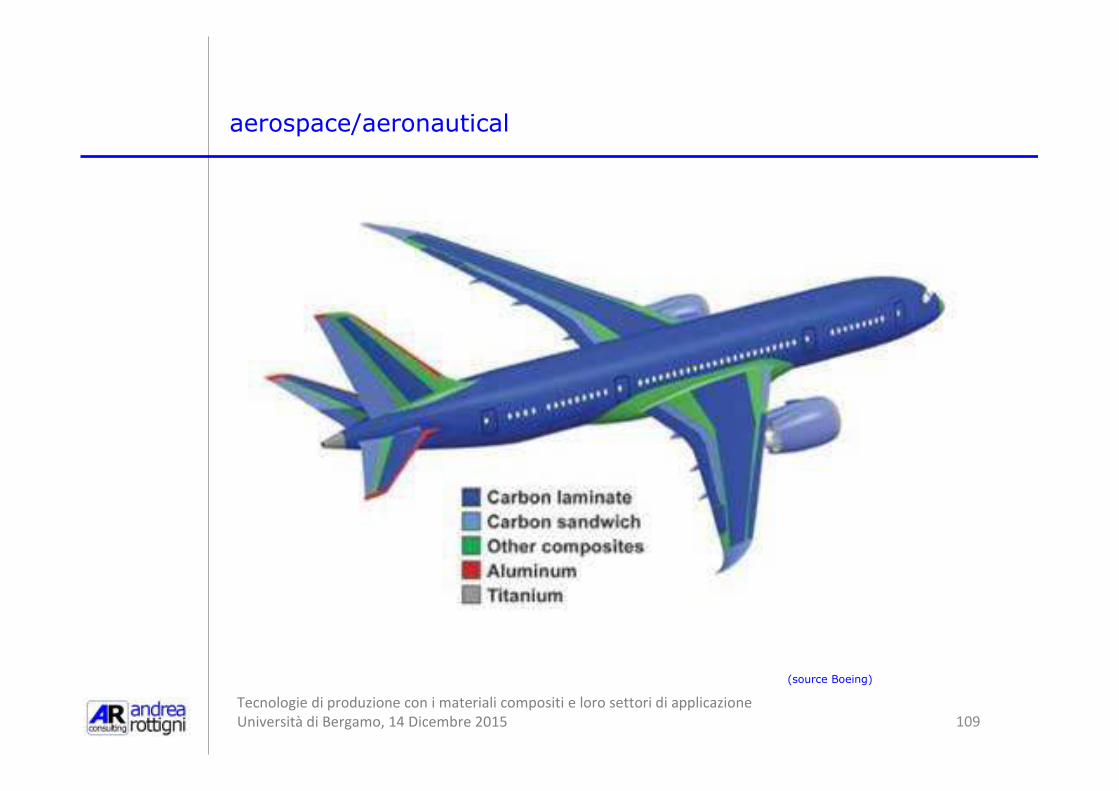
aerospace/aeronautical
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 109
aerospace/aeronautical
(source Boeing)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 110
aerospace/aeronautical
(source Boeing)
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
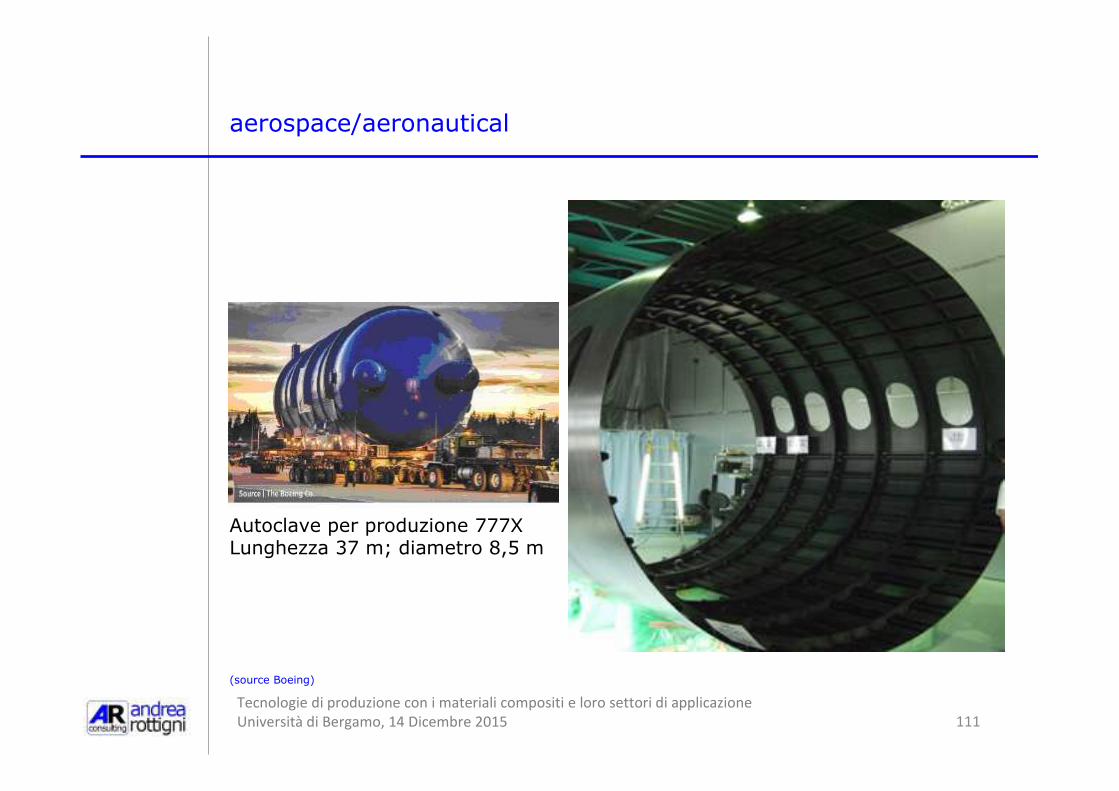
Università di Bergamo, 14 Dicembre 2015 111
(source Boeing)
aerospace/aeronautical
Autoclave per produzione 777XLunghezza 37 m; diametro 8,5 m

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 112
(source Boeing)
aerospace/aeronautical

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 113
(source Boeing; Airbus; Rolls Royce)
aerospace/aeronautical

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 114
(source Boeing; Toray; Airbus)
aerospace/aeronautical

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 115
(source Airbus; Composite Today)
aerospace/aeronautical
A350 XWB - Ala dimensioni : Lunghezza 32 m, larghezza 6 m.La più grande singola parte realizzata in materiali compositi utilizzata nel settore dell’aviazione civile ad oggi.

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 116
(source Boeing; Airbus; Toray)
aerospace/aeronautical
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 117
Boeing 787-8 Dreamliner : linea di montaggio
aerospace/aeronautical
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
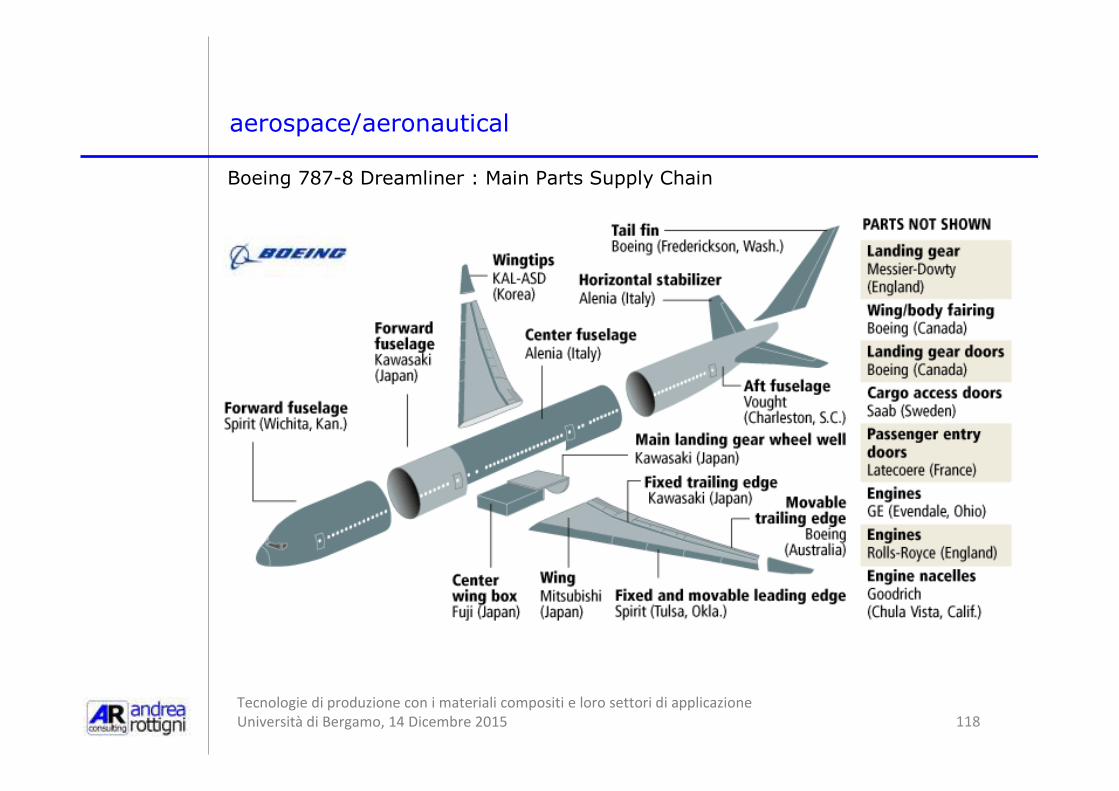
Università di Bergamo, 14 Dicembre 2015 118
Boeing 787-8 Dreamliner : Main Parts Supply Chain
aerospace/aeronautical
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 119
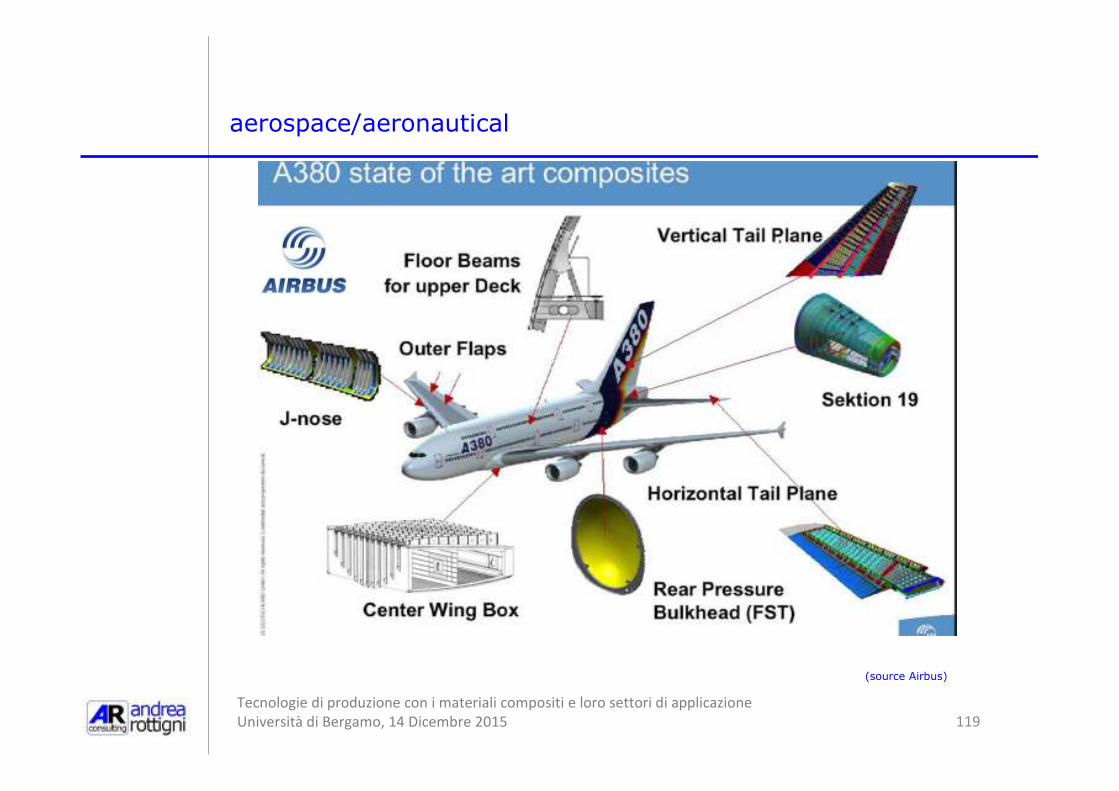
aerospace/aeronautical
(source Airbus)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 120
aerospace/aeronautical
(source Airbus)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 121
aerospace/aeronautical
(source Agusta Westland)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 122
aerospace/aeronautical
(source Agusta Westland)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 123
aerospace/aeronautical
(source Airbus Helicopters)
H160

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 124
aerospace/aeronautical
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 125
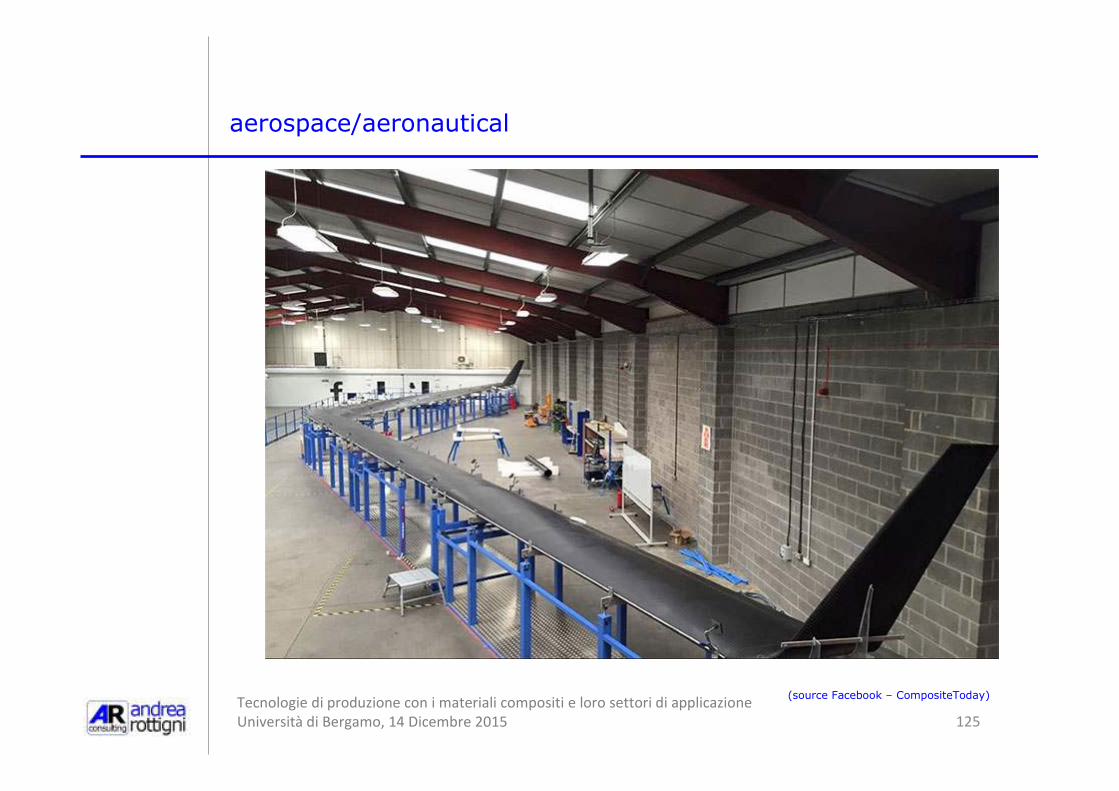
aerospace/aeronautical
(source Facebook – CompositeToday)
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 126
ESEMPI PRATICI : SETTORE EOLICO
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 127
eolico

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 128
(Eolico offshore fisso)
(Eolico offshore galleggiante)
eolico

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 129
(Mini Eolico domestico)
eolico

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 130
ESEMPI PRATICI : SETTORE MARINE

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 131
(source Prada – Luna Rossa Challenge)
marine

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 132
(source Oracle Racing & Emirates Team New Zealand)
marine

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 133
(source Oracle Racing & Prada Luna Rossa Challenge)
marine
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 134
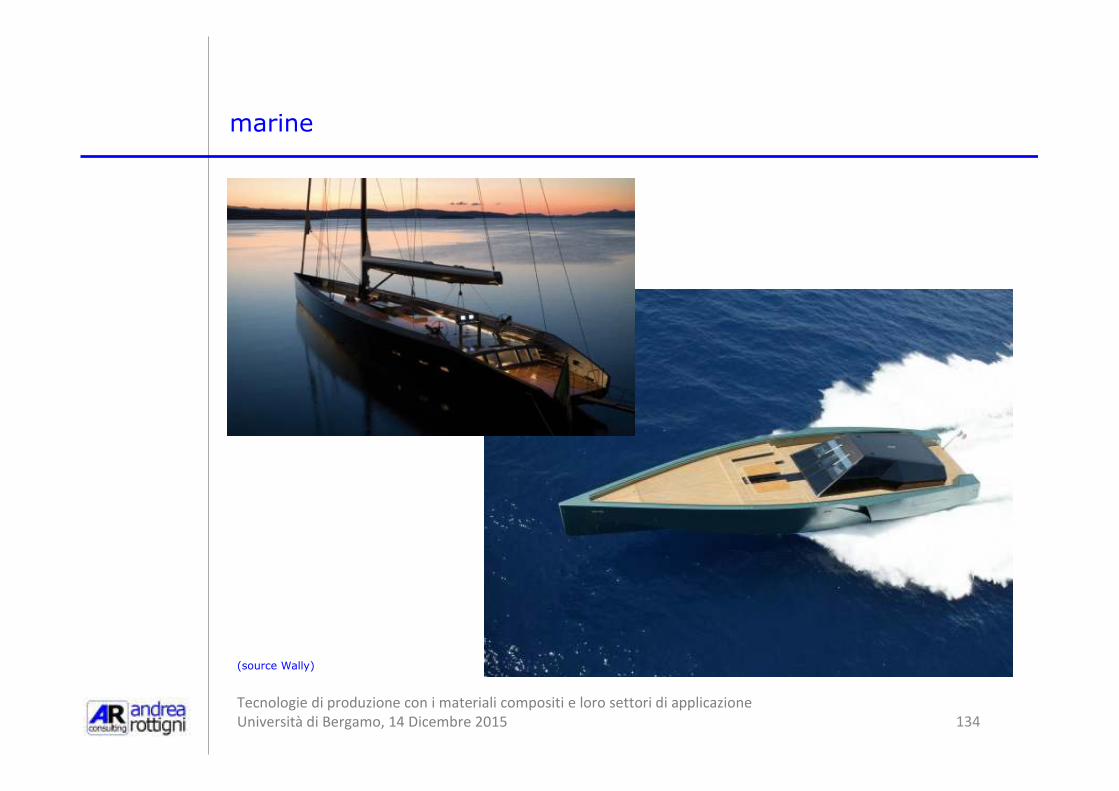
(source Wally)
marine
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 135
(source UIM Class 1 Powerboat Championship)
marine
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 136
ESEMPI PRATICI : SETTORE COSTRUZIONI / PONTI e PASSERELLE PEDONALI
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 137
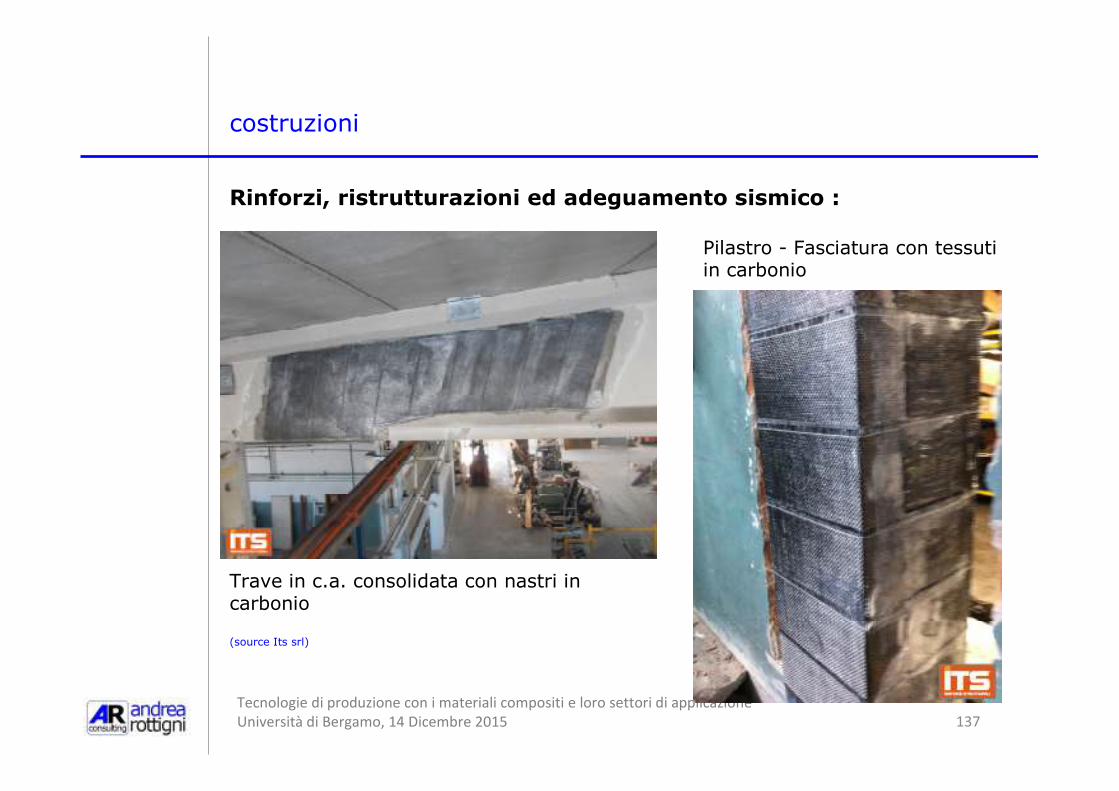
costruzioni
Rinforzi, ristrutturazioni ed adeguamento sismico :
Trave in c.a. consolidata con nastri in carbonio
Pilastro - Fasciatura con tessuti in carbonio
(source Its srl)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 138
Costruzioni
Ancoraggio pilastri/muri perimetrali
Cerchiatura con nastri in fibre di carbonio
(source Its srl)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 139
costruzioni
Fasciatura in fibra di carbonio
(source Its srl)
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 140
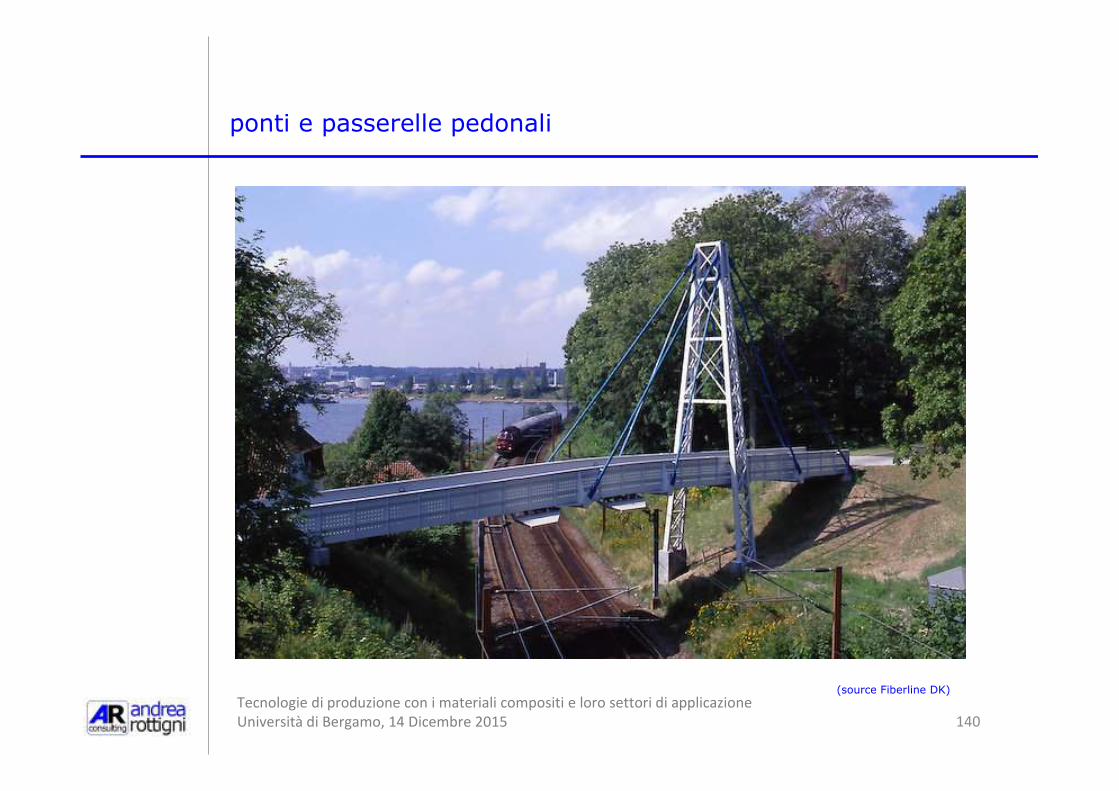
ponti e passerelle pedonali
(source Fiberline DK)
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 141
ponti e passerelle pedonali
(source Fiberline DK)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 142
ponti e passerelle pedonali
(source Fiberline DK)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 143
strutture

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 144
ESEMPI PRATICI : SETTORE DIFESA

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 145
(source Morgan Composites Ltd)
difesa
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 146
(source Morgan Composites Ltd)
(source Cobham Co.)
difesa

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 147
ESEMPI PRATICI : SETTORE MEDICALE

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 148
(source Morgan Composites Ltd.)
Apparecchiature mediche – Barella per la terapia ai raggi X, leggera e resistente,Realizzata con materiale a bassa densità densità e che quindi ècoerente per la trasparenza dei raggi X
medicale
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 149
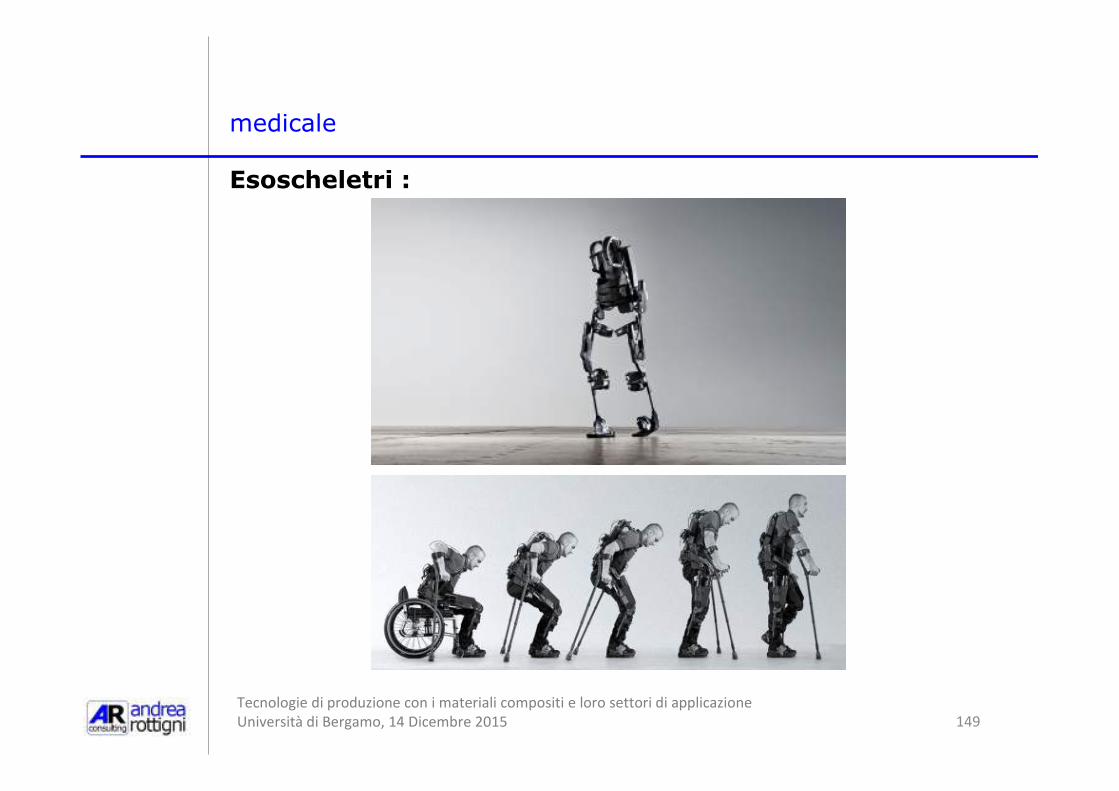
Esoscheletri :
medicale

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 150
Esoscheletri :
medicale
Robot operai in linea di montaggio
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 151
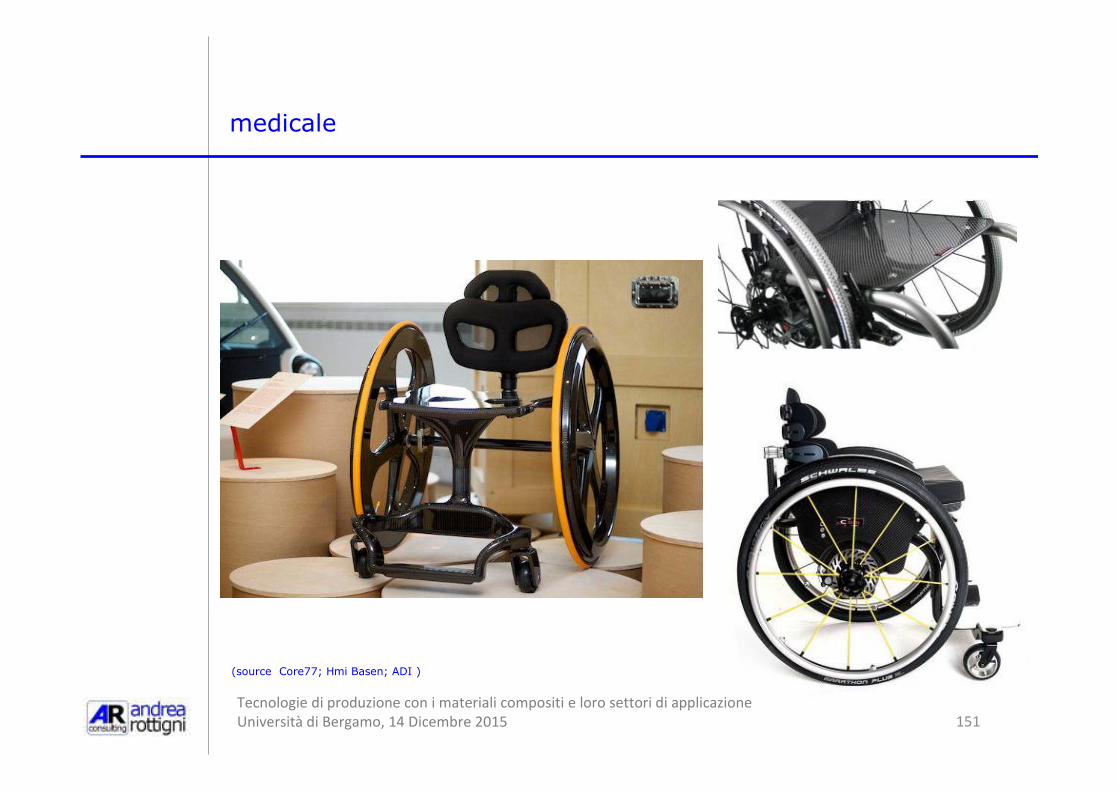
medicale
(source Core77; Hmi Basen; ADI )

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 152
ESEMPI PRATICI : SETTORI VARI

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 153
vari
(source RiBa Composites SpA – Top Carbon srl)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 154
vari
(source RiBa Composites SpA)
(source Custom6 srl)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 155
vari
(source Chevis)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 156
COMPOSITI CARBOCERAMICI

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 157
Costruzione di dischi freno carboceramici - video
https://www.youtube.com/watch?v=DuNoNYpgLlA

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 158
NANOCOMPOSITI

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 159
nanocompositi
DEFINIZIONE :Un nanocomposito è un materiale solido multifase dove una delle fasi ha una, due o tre dimensioni minori di 100 nanometri (nm), o strutture aventi distanze che ripetono la nano-scala nelle diverse fasi che costituiscono il materiale.
Dal punto di vista meccanico, i nanocompositi si differenziano dai materiali compositidenominati convenzionali per via del rapporto superficie/volume fase di rinforzo elevatissimo. I materiali di rinforzo possono essere di diverso tipo quali particelle, fogli o fibre (per es. i nanotubi di carbonio); l'area di interfaccia tra la matrice e la fase (o fasi) dirinforzo è di solito un ordine di grandezza superiore a quello dei materiali compositi definitivi convenzionalmente standard. La elevata quantità di area di superficie di rinforzo ottenuta significa che una quantitàrelativamente piccola di rinforzo su nanoscala può avere un effetto osservabile ed importante sulle proprietà in macroscala del composito quali: proprietà ottiche, proprietà dielettriche, la resistenza al calore o diverse proprietà meccaniche come la rigidezza, la resistenza meccanica, la resistenza all'usura e all’urto.
NANOCOMPOSITI A MATRICE – Ceramica; Metallica; Polimerica
Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 160
BIOCOMPOSITI

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 161
biocompositi
Biofibre + bioresineSi definisce biocomposito un materiale in cui si ha la somma di una matrice (costituita da resina biologica) e da un rinforzo di fibre naturali (in genere derivati da piante o di cellulosa). Quindi i biocompositi sono caratterizzate dal fatto che: la resina normalmente di derivazione petrolchimica èsostituita da una resina vegetale o animale, e / o le fibre (come la fibra di vetro, di carbonio o aramidica) sono sostituite dalle fibre naturali (quali fibre di legno, canapa, lino, cotone, iuta, ecc.)
Attualmente rappresentano una delle ultime frontiere tecnologiche e vengono ampiamente utilizzati per le loro caratteristiche di facile riciclabilità e quindi di salvaguardia ambientale (essendo appunto biodegradabili), oltre ovviamente all’aumento delle proprietà meccaniche ad hai costi relativamente contenuti.
I prevalenti settori di utilizzo sono: biomedicale; automotive; sport; arredamento.
BIOCOMPOSITI :
(source Composite Evolution Ltd)

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 162
domande? considerazioni ?
Domande ? / Considerazioni ?

Tecnologie di produzione con i materiali compositi e loro settori di applicazione
Università di Bergamo, 14 Dicembre 2015 163
ringraziamenti/riferimenti
Grazie per l’attenzione
Ing. Andrea Rottigni
Via G. Acerbis, 1024022 Alzano Lombardo (BG)Mobile +39 338 2906142E-mail [email protected]
https://it.linkedin.com/pub/andrearottigni/26/8a9/626


















![[imast edulab] 2 - I materiali compositi - Curiosita di mercato](https://img.dokumen.tips/doc/110x75/5598bc091a28abb24a8b481b/imast-edulab-2-i-materiali-compositi-curiosita-di-mercato.jpg)



![[imast edulab] 3 - I materiali compositi - Applicazioni](https://img.dokumen.tips/doc/110x75/55ac31841a28abb64b8b4581/imast-edulab-3-i-materiali-compositi-applicazioni.jpg)





