Embed Size (px)
DESCRIPTION
ecda
Citation preview


PIPELINE EXTERNAL CORROSION DIRECT ASSESSMENT METHODOLOGY
(ECDA)
EVALUACIÓN DIRECTA DE LA CORROSIÓN EXTERIOR ANSI / NACE SP 0502-‐2010
TT-PP-004_A_ECDA Actualización : Marzo 17 de 2015

ECDA EXTERNAL CORROSION DIRECT ASSESSMENT METHODOLOGY NACE SP 0502-2010
Metodología : TECNOLOGÍA TOTAL
Preparado por: Ing. Juan Carlos Pachón E.
NACE Certified Cathodic Protection Specialist 7694 NACE Certified Coatings Inspector 5113
Nota: La información acá presentada es la reunión de experiencias obtenidas durante más de 16 años de dedicación al control de corrosión por parte de TECNOLOGIA TOTAL y la interpretación y adaptación de la norma NACE SP0502 que hemos realizado con el fin de obtener una herramienta aún mas confiable como una herramienta de control de corrosión exterior de ductos.
Pág. 3 www.tecnologiatotal.net

QUE ES CORROSIÓN ?
ECDA
• L a c o r r o s i ó n p u e d e s e r definida como el deterioro de un m a t e r i a l p o r acción química o electroquímica d e l amb i e n t e que lo rodea.
Pág. 4 www.tecnologiatotal.net

CÓMO SE FORMA LA CORROSIÓN ?
ECDA
Las diferencias de la c o m p o s i c i ó n d e l a estructura metálica o su a m b i e n t e c r e a n s i tuac iones por las cuales una reacción electroquímica puede o c u r r i r espontáneamente. E l l ugar donde l as reacciones ocurren es una celda de corrosión.
The image cannot be displayed. Your computer may not have enough memory to open the image, or the image may have been corrupted. Restart your computer, and then open the file again. If the red x still appears, you may have to delete the image and then insert it again.
Pág. 5 www.tecnologiatotal.net

QUÉ SE REQUIERE PARA QUE EXISTA CORROSIÓN ?
ECDA
Para que la celda funcione debe contener: • Un camino metálico • Electrolito (conductor iónico) • Ánodo • Cátodo.
Pág. 6 www.tecnologiatotal.net

EN QUÉ CONSISTE ECDA ?
ECDA
QUÉ BUSCA ECDA ?
• EDCA busca prevenir corrosión externa en el ducto bajo estudio entendiendo la raíz de la causa, con lo cual se puede controlar la corrosión y mejorar la integridad de la estructura.
Pág. 7
• Es un proceso estructurado para mejorar la integridad del ducto, mediante la determinación y la reducción del impacto de la corrosión externa en la tubería.
www.tecnologiatotal.net

QUÉ REQUIERE ECDA ? EDCA requiere la integración de las inspecciones y evaluaciones de la superficie exterior de la tubería, con las características físicas de la tubería y la historia de operación. Éste proceso de integración se lleva a cabo en cuatro pasos:
ECDA
1. Pre-evaluación. 2. Inspección Indirecta. 3. Inspección Directa. 4. Post Evaluación
Pág. 8 www.tecnologiatotal.net

ECDA, PROCESO DE 4 PASOS.
1. Pre-evaluación: Recoge datos históricos y actuales para determinar si EDCA es factible, se definen las regiones EDCA y se seleccionan las herramientas de inspección indirecta.
2. Inspección indirecta: Cubre inspecciones sobre tierra y/o inspecciones en la superficie de la tierra para identificar y definir la severidad de las averías del recubrimiento y áreas donde la corrosión puede ocurrir.
3. Inspección directa: Incluye análisis de los datos de la inspección indirecta para seleccionar sitios para excavaciones y evaluaciones de la superficie de la tubería. Los datos de la Inspección Directa son combinados con los datos de la Inspección Indirecta para identificar y evaluar el impacto de la corrosión externa de la tubería.
4. Post Evaluación: Cubre los análisis de los datos recogidos de los tres pasos anteriores para evaluar la efectividad del proceso de EDCA y determinar los intervalos de re-evaluación.
Pág. 9
www.tecnologiatotal.net

ECDA, PROCESO DE 4 PASOS.
Pág. 10 www.tecnologiatotal.net

ECDA, PROCESO DE 4 PASOS.
Pág. 11 www.tecnologiatotal.net

1. PRE-EVALUACIÓN
Recopilación de Datos • Se deben recoger todos los datos
históricos y actuales de la tubería, junto con la información física de tubería, en el segmento a evaluar.
• Def in i r los mínimos datos requeridos, basado en la historia y condición del segmento del ducto.
• Como mínimo se deben incluir los datos de las cinco (5) categorías mostradas en la siguiente tabla .
Objetivo:
• Determinar si ECDA es factible, para la tubería evaluada, seleccionar las herramientas de inspección indirecta e identificar las regiones ECDA.
Pág. 12 www.tecnologiatotal.net

1. PRE-EVALUACIÓN
DATOS A RECOLECTAR EN LA PRE-EVALUACIÓN
Relacionados con el ducto Relacionados con el Suelo / Ambiente
• Mater ia l (acero , h ie r ro
fundido, etc.) • Tipo de aleación. • Diámetro • Espesor de la pared • Año de fabricación • Tipo de costura • Ducto sin Recubrimiento
• Características del suelo. • Tipos de suelos. • Drenaje. • Topografía. • Utilización del suelo. • Estudios de corrosividad
del suelo, etc.
Continua …
Pág. 13 www.tecnologiatotal.net

1. PRE-EVALUACIÓN DATOS A RECOLECTAR EN LA PRE-EVALUACIÓN
Relacionados con la construcción. Relacionados con la operación.
• Año de Instalación • Cambios/modificaciones en la ruta • Prácticas de construcción • Localización de válvulas, abrazaderas,
soportes, acopladores mecánicos • Empalmes de dilatación, componentes
de hierro fundido, empalmes, juntas. • Métodos de construcción. • Localizaciones de curvas. • Profundidad de la cubierta • Secciones bajo agua, cruce de ríos. • Localizaciones de los ríos. • Proximidad a otros ductos, líneas de
transmisión de alto voltaje y vías de trenes.
• Temperatura operación del ducto • Niveles de stress operacional y
fluctuaciones. • Programas de monitoreo (Cupones,
fugas, etc.) • Reportes inspección / excavación. • Historial de reparaciones • Historial de fugas. • Evidencias de MIC. • Tipo / Frecuencia daños por
terceros. • Datos de exámenes previos sobre
la tierra o inspecciones indirectas. • Fechas / Presiones de pruebas
hidrostáticas. • Otras actividades CIS, DCVG, • PCM, ILI, etc.
Continua … Pág. 14 www.tecnologiatotal.net

1. PRE-EVALUACIÓN
Relacionados con Control de Corrosión
• Sistemas y tipo de CP (ánodos, rectificadores y localización)
• Fuentes/Localización de corrientes parásitas.
• Localizaciones de puntos de prueba (o puntos de acceso al ducto)
• Criterios de Evaluación de CP • Historia del mantenimiento de la CP • Años sin protección catódica. • Tipo de recubrimiento-ducto • Tipo de recubrimiento-empalmes • Condición del recubrimiento • Demanda de corriente. • Fecha/historial de evaluación de la CP
Pág. 15 www.tecnologiatotal.net

1. PRE-EVALUACIÓN ECDA Evaluación Factible ?
Se integran y analizan los datos recolectados para determinar si las condiciones son aptas para las herramientas de inspección indirecta.
Las siguientes condiciones pueden dificultar la aplicación de ECDA:
• Sitios donde el recubrimiento causa apantallamiento eléctrico (Ej: mangas termo- encogibles, etc.)
• Tapado con un contenido significante de roca. • Pavimento, tierra congelada o concreto reforzado en el
piso. • Dificultad para la toma de datos (Tráfico vehicular etc.) • Estructuras metálicas enterradas adyacentes. • Áreas inaccesibles (tunnel liners, encamisados, etc.)
Pág. 16 www.tecnologiatotal.net

1. PRE-EVALUACIÓN
Selección de las Herramientas de Evaluación Indirecta.
– Mínimo dos herramientas de inspección para todas las regiones ECDA y una herramienta complementaria preferiblemente.
– Herramientas de evaluación indirecta para detectar corrosión o daños en el recubrimiento.
– Las he r ramien tas de inspecc ión deben se r complementarias, las cuales compensen las limitaciones de las otras.
Pág. 17 www.tecnologiatotal.net

1. PRE-EVALUACIÓN Matriz de Selección de Herramientas.
1= Aplicable
2= Aplicable
daños grandes
Recubrimiento
3= No Aplicable
Pág. 18 Fuente : ANSI/NACE SP0502-2010
*
*
www.tecnologiatotal.net

1. PRE-EVALUACIÓN Identificación de las regiones ECDA • Una región ECDA es una porción o segmento de la tubería que tiene
características físicas similares, historia de corrosión, futuras expectativas de condiciones de corrosión y se aplican las mismas herramientas de inspección indirecta.
Tubería
Datos
Insp. Indirectas H e r r a m i e n t a s / Segmentos CIS + DCVG
FBE, 1m, buen drenaje, PC por corriente impresa, sin pavimento.
Herramientas Electromagnéticas
FBE, 1m, buen drenaje, PC por corriente impresa, con pavimento.
FBE, 1.5 m, poco drenaje, PC por corriente impresa, sin pavimento.
CIS + DCVG
Pág. 19 www.tecnologiatotal.net

1. PRE-EVALUACIÓN
Ejemplo regiones ECDA
Pág. 20 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
Pág. 21
OBJETIVO: Identificar y definir la severidad de los daños en el Recubrimiento, otras anomalías y áreas donde ha ocurrido actividad de corrosión o puede ocurrir.
www.tecnologiatotal.net
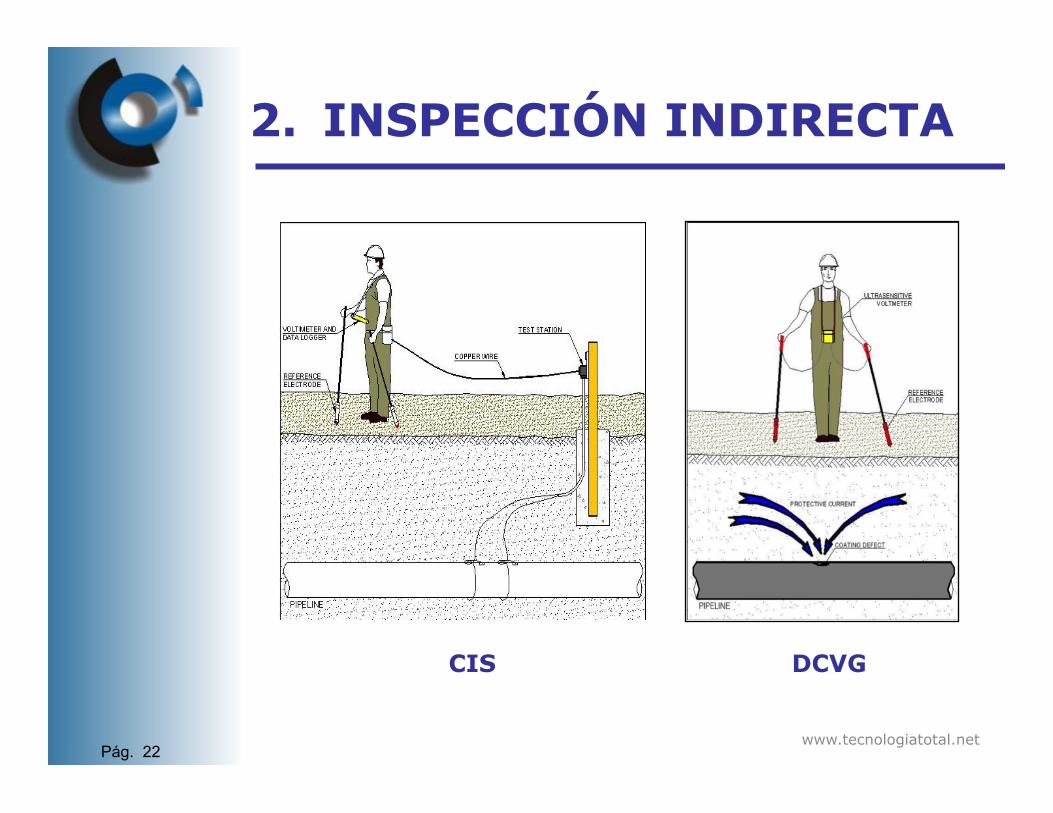
2. INSPECCIÓN INDIRECTA
CIS Pág. 22
DCVG www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
PCM
Pág. 23
vLocDM2
ACVG
ACVG
www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
OBJETIVO: Identificar y definir la severidad de los daños en el Recubrimiento, otras anomalías y áreas donde ha ocurrido actividad de corrosión o puede ocurrir.
Pág. 24
PRINCIPIO DEL ACVG
www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
Desarrollo de la Inspección Indirecta. • Antes de empezar las inspecciones indirectas, los
límites de las regiones ECDA identificados durante la pre-evaluación, deben ser claramente marcados.
• Las inspecciones indirectas serán conducidas usando intervalos espaciados bastante cercanos para permitir una evaluación detallada.
• Las indicaciones deben ser referenciadas con GPS
Pág. 25 www.tecnologiatotal.net

Generación de Planos a partir de GPS
2. INSPECCIÓN INDIRECTA
Pág. 26 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
C.I.S. Pág. 27
www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
C.I.S.
Pág. 28 www.tecnologiatotal.net

Pág. 29
2. INSPECCIÓN INDIRECTA
C.I.S.
www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
Pág. 30

2. INSPECCIÓN INDIRECTA
Pág. 31
C.I.S.
www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
Pág. 32 www.tecnologiatotal.net

Inspección CIS con corrección por telúricas
REPORTE DE LAS INSPECCIONES INDIRECTAS
Las corr ientes telúr icas son aquellas que se presentan en la tierra debido a las variaciones magnéticas producidas por el sol u otras fuentes; estas pueden causar problemas cuando se realizan medidas de potenciales estructura – suelo y en otras medidas de protección catódica.
Pág. 33 www.tecnologiatotal.net

Pág. 34 www.tecnologiatotal.net

Pág. 35 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
• DCVG
Pág. 36 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
• DCVG
Pág. 37 www.tecnologiatotal.net
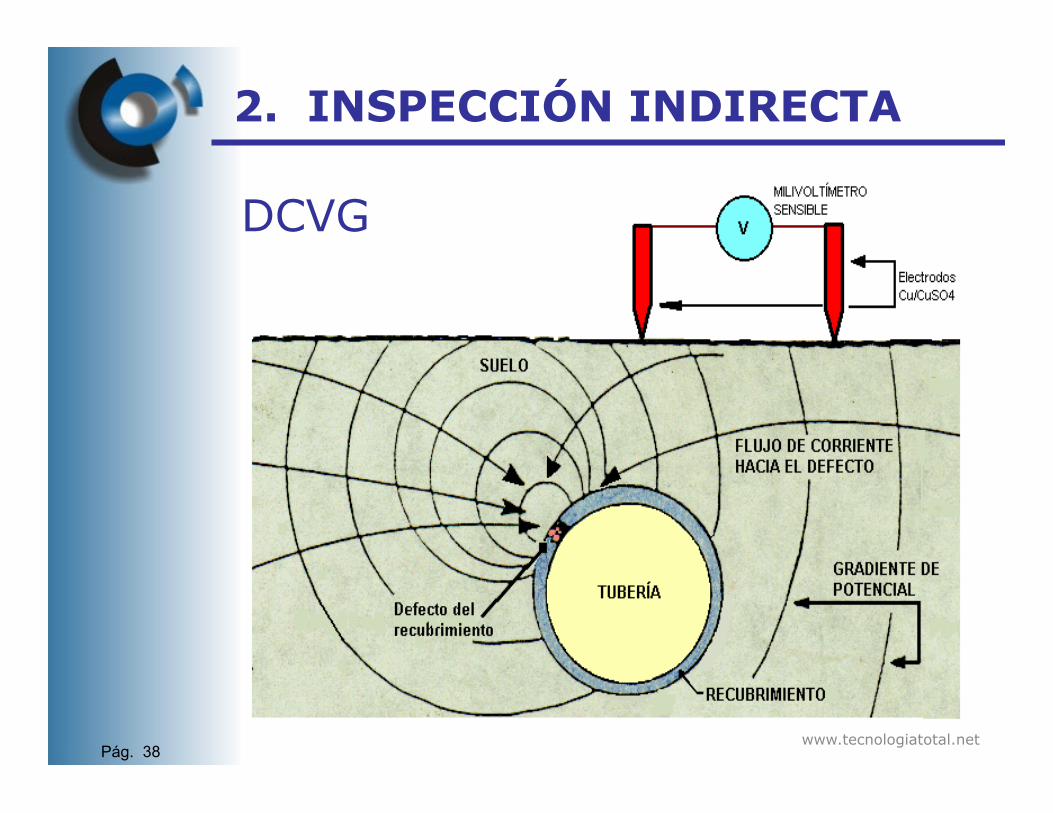
2. INSPECCIÓN INDIRECTA
DCVG
Pág. 38 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
DCVG
Pág. 39 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA DCVG
Pág. 40 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
PCM
Pág. 41 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
PCM
ÁNODOS
RECTIFICADOR ALIMENTACIÓN DE
C.A.
DUCTO
PCM
+-
ÁNODOS
RECTIFICADOR
ALIMENTACIÓN DE C.A.
DUCTO
Después Antes
Pág. 42 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
PCM
Pág. 43 www.tecnologiatotal.net

PCM (Pipeline Current Mapper):
2. INSPECCIÓN INDIRECTA
Pág. 44 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
PCM (Pipeline Current Mapper):
Pág. 45 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
Pág. 46 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
Pág. 47 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA • RESISTIVIDAD WENNER
Pág. 48 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA • RESISTIVIDAD WENNER
Pág. 49 www.tecnologiatotal.net
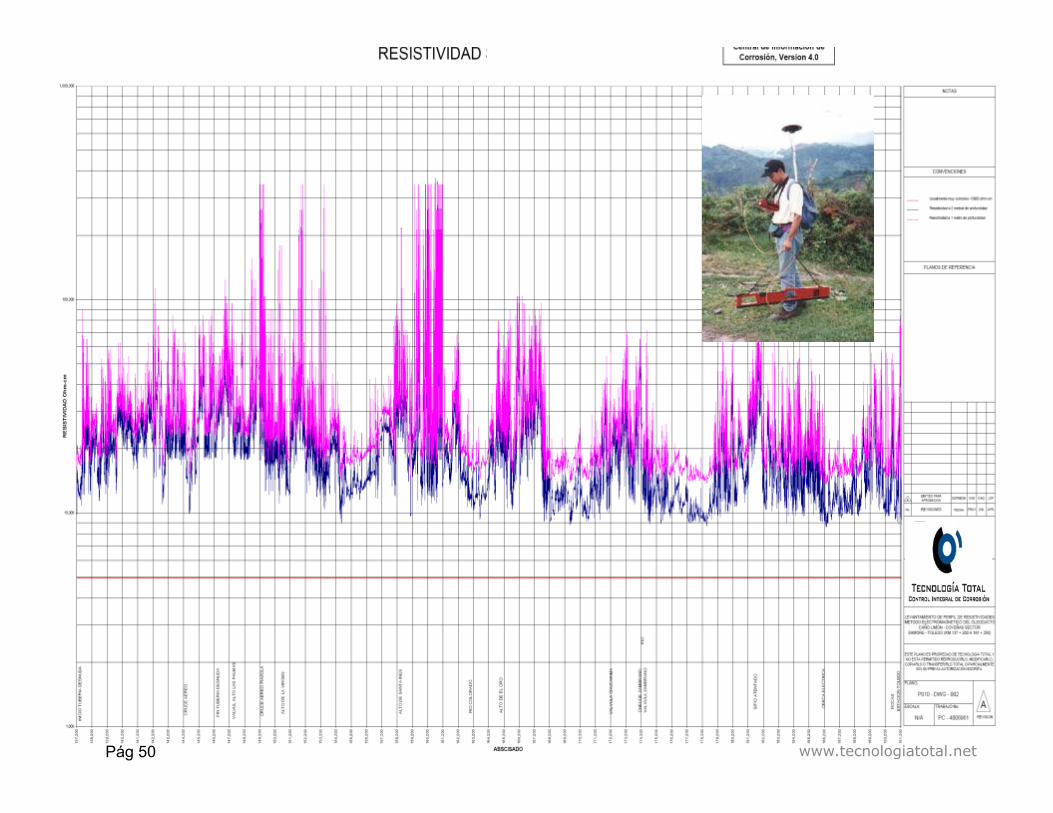
Pág 50 www.tecnologiatotal.net

Alineación y Comparación
Después de identificar y alinear las indicaciones se definirán y aplicarán los criterios de clasificación de severidad para cada indicación.
Clasificación:
• Severa: Se tiene la probabilidad más alta de la actividad de la corrosión.
• Moderada: Se tiene una posible actividad de corrosión.
• Baja: Se considera inactivo o que se tiene una baja probabilidad de la actividad de la corrosión.
2. INSPECCIÓN INDIRECTA
Pág. 51 www.tecnologiatotal.net

REPORTE INSPECCIONES INDIRECTAS
2. INSPECCIÓN INDIRECTA
Pág. 52 www.tecnologiatotal.net

REPORTE INSPECCIONES INDIRECTAS
2. INSPECCIÓN INDIRECTA
Pág. 53 www.tecnologiatotal.net

INTEGRACIÓN DE INFORMACIÓN – ALINEACIÓN Y COMPARACIÓN
0
10
20
30
40
50
60
70
80
90
100
0
10
20
30
40
50
60
70
80
90
100
25,4
91
25,5
01
25,5
11
25,5
21
25,5
31
25,5
41
25,5
51
25,5
61
25,5
71
25,5
81
25,5
91
25,6
01
25,6
11
25,6
21
25,6
31
25,6
41
25,6
51
25,6
61
25,6
71
25,6
81
25,6
91
25,7
01
25,7
11
25,7
21
25,7
31
25,7
41
25,7
51
25,7
61
25,7
71
25,7
81
25,7
91
DC
VG -
(% IR
)
ABSCISADO (m)
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22-2.600
-2.400
-2.200
-2.000
-1.800
-1.600
-1.400
-1.200
-1.000
-0.800
-0.600
-0.400
25,4
91
25,5
01
25,5
11
25,5
21
25,5
31
25,5
41
25,5
51
25,5
61
25,5
71
25,5
81
25,5
91
25,6
01
25,6
11
25,6
21
25,6
31
25,6
41
25,6
51
25,6
61
25,6
71
25,6
81
25,6
91
25,7
01
25,7
11
25,7
21
25,7
31
25,7
41
25,7
51
25,7
61
25,7
71
25,7
81
25,7
91
VAC
indu
cido
(V)
CIS
PO
TEN
CIA
L C
SE -
(V)
ABSCISADO (m)
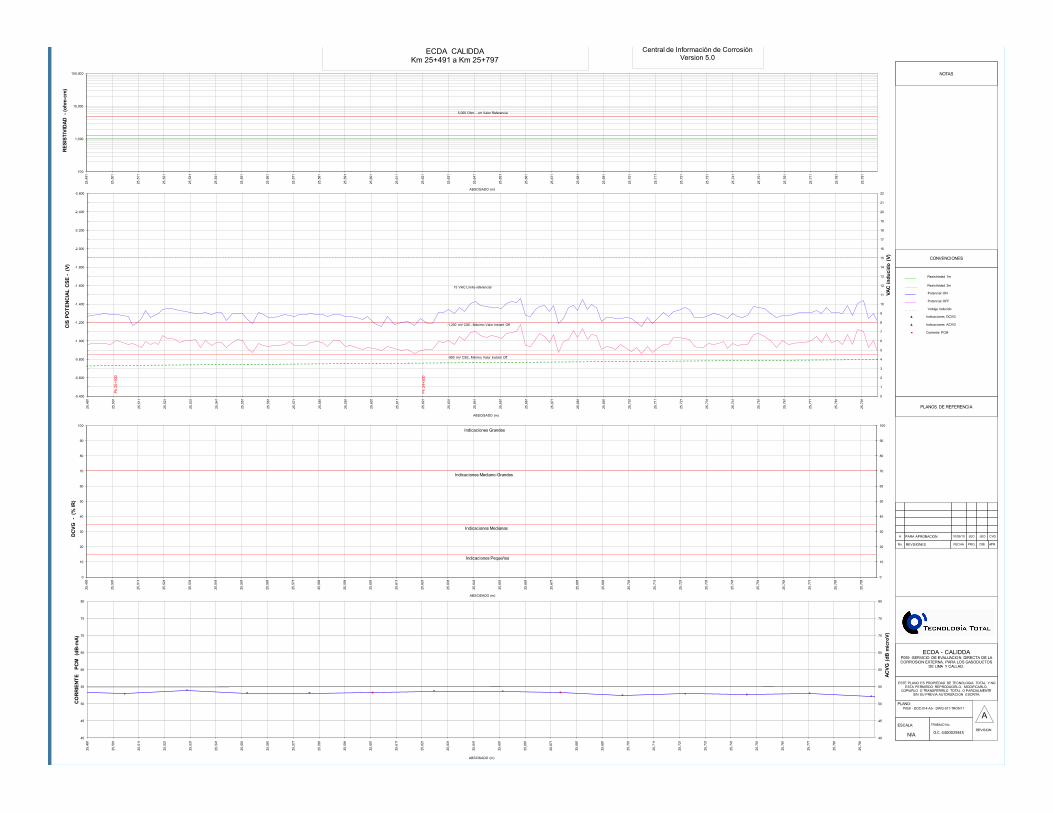
-850 mV CSE, Mínimo Valor Instant Off
-1,200 mV CSE, Máximo Valor Instant Off
15 VAC Limite referencial
NOTAS
CONVENCIONES
PLANOS DE REFERENCIA
REVISION
ECDA - CALIDDA P059 -SERVICIO DE EVALUACION DIRECTA DE LA CORROSION EXTERNA, PARA LOS GASODUCTOS
DE LIMA Y CALLAO.
ESTE PLANO ES PROPIEDAD DE TECNOLOGIA TOTAL Y NO ESTA PERMITIDO REPRODUCIRLO, MODIFICARLO,
COPIARLO O TRANSFERIRLO TOTAL O PARCIALMENTESIN SU PREVIA AUTORIZACION ESCRITA.
PLANO: P059 - DOC-014-A5- DWG-011-TRON11
ESCALA:
N/A
TRABAJO No.
O.C.$4400029345
No. REVISIONES FECHA PRO. DIB. APR.
A
A PARA APROBACION 10/09/10 JEO JEO CVG
Indicaciones Pequeños
Indicaciones Medianas
Indicaciones Mediano-Grandes
Indicaciones Grandes
____$ $ Resistividad 1m
_______ Resistividad 2m
______ Potencial ON
______ Potencial OFF
_ _ _ _ Voltaje inducido
▲ Indicaciones DCVG
▲ Indicaciones ACVG
● Corriente PCM
INTEGRACION ALTIMETRIA, RESISTIVIDAD, CIS, DCVG,PCM ECDA CALIDDA
Km 25+491 a Km 25+797Central de Información de Corrosión
Version 5.0
40
45
50
55
60
65
70
75
80
40
45
50
55
60
65
70
75
80
25,4
91
25,5
01
25,5
11
25,5
21
25,5
31
25,5
41
25,5
51
25,5
61
25,5
71
25,5
81
25,5
91
25,6
01
25,6
11
25,6
21
25,6
31
25,6
41
25,6
51
25,6
61
25,6
71
25,6
81
25,6
91
25,7
01
25,7
11
25,7
21
25,7
31
25,7
41
25,7
51
25,7
61
25,7
71
25,7
81
25,7
91
ACVG
(dB
mic
roV)
CO
RR
IEN
TE
PCM
(dB
-mA)
ABSCISADO (m)
Pk
25+5
00
Pk
24+5
00
100
1,000
10,000
100,000
25,4
91
25,5
01
25,5
11
25,5
21
25,5
31
25,5
41
25,5
51
25,5
61
25,5
71
25,5
81
25,5
91
25,6
01
25,6
11
25,6
21
25,6
31
25,6
41
25,6
51
25,6
61
25,6
71
25,6
81
25,6
91
25,7
01
25,7
11
25,7
21
25,7
31
25,7
41
25,7
51
25,7
61
25,7
71
25,7
81
25,7
91
RES
ISTI
VID
AD -
(ohm
-cm
)
ABSCISADO (m)
5,000 Ohm - cm Valor Referencia

2. INSPECCIÓN INDIRECTA
Pág 56 www.tecnologiatotal.net

2. INSPECCIÓN INDIRECTA
Pág. 57 www.tecnologiatotal.net

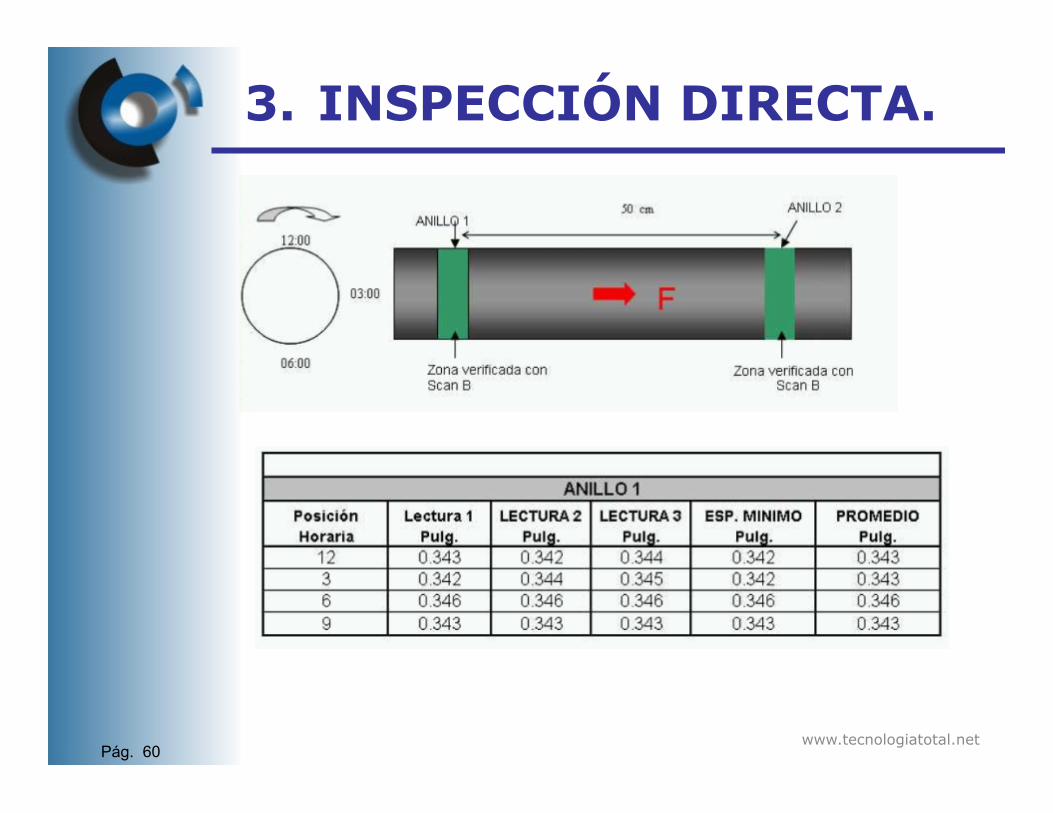
La inspección directa requiere excavaciones para exponer la superficie de la tubería bajo condiciones seguras.
3. INSPECCIÓN DIRECTA
Pág. 58 www.tecnologiatotal.net

OBJETIVO:
Determinar cuáles de las i n d i c a c i o n e s d e l a inspección indirecta son l a s m á s s e v e r a s y recolectar datos para evaluar la actividad de la corrosión
3. INSPECCIÓN DIRECTA
Pág. 59 www.tecnologiatotal.net
3. INSPECCIÓN DIRECTA.
Pág. 60 www.tecnologiatotal.net

3. INSPECCIÓN DIRECTA.
– Se realizarán excavaciones con base en las categorías de prioridad.
– A n t e s d e i n i c i a r l a s excavaciones se definirán los requerimientos mínimos para que la recolección de datos sea consistente y r e q u i s i t o s d e l mantenimiento de registros para cada región ECDA.
– Los requerimientos mínimos deben incluir los tipos de datos recogidos y considerar las condiciones en que se encuentran, los tipos de corrosión y la disponibilidad y calidad de los datos anteriores.
Pág. 61 www.tecnologiatotal.net

EXCAVACIÓN Y RECOLECCIÓN DE DATOS Recolección de datos – Antes del retiro del
recubrimiento.
– Se deben incluir los datos tomados antes de la excavación, durante y después de cada excavación y antes del retiro del recubrimiento.
– Medidas típicas de los datos y actividades relacionadas:
• Medidas de potenciales en
ducto-suelo. • Medidas de la resistividad del
suelo. • Recolección de muestras de
suelo. • Medición del pH del líquido bajo
el recubrimiento. • Documentación fotográfica. • Análisis de otros datos de
integridad como MIC, SCC, etc.
3. INSPECCIÓN DIRECTA.
Pág. 62 www.tecnologiatotal.net

3. INSPECCIÓN DIRECTA.
Pág. 63 www.tecnologiatotal.net

3. INSPECCIÓN DIRECTA. 3. INSPECCIÓN DIRECTA.
Pág. 64

3. INSPECCIÓN DIRECTA. 3. INSPECCIÓN DIRECTA.
Pág. 65 www.tecnologiatotal.net

3. INSPECCIÓN DIRECTA. 3. INSPECCIÓN DIRECTA. Se evaluarán las condiciones de la pared y del recubrimiento en cada excavación.
» Identificación del tipo de recubrimiento. » Evaluación de las condiciones del recubrimiento. » Medida del espesor del recubrimiento. » Evaluación de la adhesión del recubrimiento. » Recolección de datos, producto de la corrosión. » Identificación de los defectos por corrosión. » Toma de muestra de suelo. » Documentación fotográfica.
Pág 66 www.tecnologiatotal.net
ESTABLECER LA SEVERIDAD DE LA CORROSIÓN A TRAVÉS DEL ANÁLISIS DE FUERZA REMANENTE
• Si la fuerza remanente de un defecto está por debajo
del nivel normalmente aceptado para el segmento de la tubería, una reparación o reemplazo es requerido.
• Adicionalmente métodos alternativos de evaluación de la integridad de los ductos deben ser considerados para la región entera de ECDA en la cual el defecto o los defectos fueron encontrados a menos que el defecto o los defectos se exhiban para ser aislados y se analice la raíz de la causa.
• Entre los métodos aceptados está el PDAM.
3. INSPECCIÓN DIRECTA.
Pág. 67 www.tecnologiatotal.net

• Agresividad corrosiva de suelos
3. INSPECCIÓN DIRECTA.
Pág. 68 www.tecnologiatotal.net

REPORTE DE LA EVALUACIÓN DIRECTA.
ANÁLISIS DE AGRESIVIDAD DEL TERRENO
Análisis de APB Análisis de SRP
Pág. 69 www.tecnologiatotal.net

REPORTE DE LA EVALUACIÓN DIRECTA.
ANÁLISIS DE AGRESIVIDAD DEL TERRENO
Pág. 70

REPORTE DE LA EVALUACIÓN DIRECTA.
ANÁLISIS DE AGRESIVIDAD DEL TERRENO
Pág. 71

CONSOLIDADO DE AGRESIVIDAD
REPORTE DE LA EVALUACIÓN DIRECTA.
Pág. 72 www.tecnologiatotal.net

REPORTE DE LA EVALUACIÓN DIRECTA.
Pág. 73 www.tecnologiatotal.net

PROCESO DE EVALUACIÓN • Se realizará una evaluación de los datos de la inspección
directa, de los resultados de la evaluación de la fuerza remanente y del análisis de la raíz de la causa.
• El propósito de esta evaluación es evaluar los criterios
utilizados para categorizar las reparaciones críticas necesarias y los criterios utilizados para clasificar la severidad de las indicaciones individuales.
• Evaluación de los criterios de prioridad: • Se evaluará el grado de severidad de la corrosión existente
relativa a las suposiciones hechas en las categorías de prioridad para reparar.
• Si la corrosión existente es menor o mayor que la prioridad,
el operador debe modificar los criterios y repriorizar todas las indicaciones.
3. INSPECCIÓN DIRECTA.
Pág. 74 www.tecnologiatotal.net

RECLASIFICACIÓN Y RE-PRIORIZACIÓN. • La re-priorización es requerida cuando la corrosión
es más severa que la asumida. • La reclasificación es requerida cuando los
resultados de la inspección directa muestran que la actividad de la corrosión es peor que la indicada por los datos de la inspección indirecta.
• Cuando ECDA es aplicada por primera vez, no se
debe disminuir el grado de ninguna indicación que originalmente fue clasificada como inmediata o a programar.
3. INSPECCIÓN DIRECTA.
Pág. 75 www.tecnologiatotal.net

4. POST-EVALUACIÓN
OBJETIVO: • Definir una nueva valoración de los
intervalos y determinar la eficacia total del proceso de ECDA
Pág. 76 www.tecnologiatotal.net

POST-EVALUACIÓN
Cálculo de la vida remanente
Definición de los intervalos de re-evaluación
Efectividad de ECDA
Definir medidas efectivas
Mejora Continua
4. POST-EVALUACIÓN
Pág. 77 www.tecnologiatotal.net

• La nueva valoración de los intervalos serán definidos con base en las indicaciones a programar.
• Todas las indicaciones inmediatas habrán sido
tratadas durante las examinaciones directas. • Las indicaciones monitoreadas esperan un
crecimiento insignificante
• La Post-Evaluación incluye las s iguientes actividades:
– Cálculos de la vida remanente. – Definición de los intervalos de re-evaluación – Evaluación de la efectividad de ECDA. – Regeneración.
4. POST-EVALUACIÓN
Pág. 78 www.tecnologiatotal.net

CÁLCULOS DE LA VIDA REMANENTE. • Si no se encuentra ningún defecto por corrosión, no
es necesario el cálculo de la vida restante; esta se puede tomar igual que para un ducto nuevo.
• El tamaño restante máximo del defecto en todas las
indicaciones a programar será tomado como igual que la indicación más severa de toda la localización que se ha excavado.
– Si el análisis de la raíz de la causa indica que la
indicación más severa es única, el tamaño de la próxima indicación más severa puede ser usado para los cálculos de la vida restante
4. POST-EVALUACIÓN
Pág. 79 www.tecnologiatotal.net

CÁLCULOS DE LA VIDA REMANENTE. Puede usarse la siguiente fórmula:
Donde: C= Factor de Calibración =0.85 (adimensional) RL= Vida Restante (años) SM= Margen de Seguridad= Cociente de la falla de presión/ Cociente MAOP. Cociente de la falla de presión= Presión calculada de la falla/ presión de producción. (adimensional) Cociente MAOP= MAOP/ Presión de producción (adimensional) t= Grueso de pared nominal (mm [in]) GR= Rata de crecimiento (mm/y [in/y])
4. POST-EVALUACIÓN
Pág. 80 www.tecnologiatotal.net

SOFTWARE CÁLCULO DE PRESIÓN SEGURA DE OPERACIÓN
4. POST-EVALUACIÓN
Pág. 81 www.tecnologiatotal.net

Definición de los intervalos de re-evaluación • Cuando defectos de la corrosión son encontrados durante
las examinaciones directas, la máxima valoración nueva del intervalo para cada región ECDA, se tomará como la mitad del cálculo de la vida restante.
• Cualquier indicación a programar para la evaluación se debe tratar antes del final del intervalo de la nueva valoración.
4. POST-EVALUACIÓN
Pág. 82 www.tecnologiatotal.net

4. POST-EVALUACIÓN
Definición de los intervalos de re-evaluación
Pág. 83 www.tecnologiatotal.net

4. POST-EVALUACIÓN Definición de los intervalos de re- evaluación
Pág. 84 www.tecnologiatotal.net
Notes: 1. Intervals are maximum and may be less depending on repairs made and prevention activities
instituted. In addition, certain threats can be extremely aggressive and may significantly reduce the interval between inspections. Occurrence of a time-dependent failure requires immediate re-assessment of the interval.
2. TP is Test Pressure. 3. PF is Predicted Failure Pressure as determined from ASME B31G o Equivalent. 4. For the Direct Assessment Process, the intervals for direct examinations are contained within
the process. These intervals provide for sampling of indications based on their severity and the results of previous examinations. Unless all indications are examined and repaired, the maximum interval for re-inspection is 5 years for pipe operating at or above 50% SYMS and 10 years for pipe operating below 50% of SYMS.
Evaluación de la Efectividad de ECDA. • Por lo menos una inspección directa adicional en una
localización aleatoriamente seleccionada será conducida para proporcionar la confirmación adicional que el proceso de ECDA ha sido acertado.
– Para la aplicación inicial de ECDA, por lo menos dos
examinaciones directas adicionales son requeridas
• Si se detectan las condiciones que son más severas que las determinadas durante el proceso, el proceso será reevaluado y repetido o un método alternativo de la evaluación de la integridad debe ser utilizado
4. POST-EVALUACIÓN
Pág. 85 www.tecnologiatotal.net

Retroalimentación y Mejora Continua. Tanto a través del proceso de ECDA, como durante las actividades a programar y la nueva valoración, el operador de la tubería se esforzará para mejorar los usos de ECDA incorporando la retroalimentación en todas las oportunidades apropiadas.
– Identificación y clasificación de los resultados de las
inspecciones indirectas. – Recolección de datos de las examinaciones directas. – Análisis de la fuerza remanente. – Análisis de la raíz de la causa. – Actividades de remediación. (Diseño de PC) – Evaluaciones en proceso. – Uso de las examinaciones directas para procesos de
validación. – Criterios para supervisar la eficacia a largo plazo de ECDA. – Nueva valoración a programar, monitorear y periodos.
4. POST-EVALUACIÓN
Pág. 86 www.tecnologiatotal.net

SOFTWARE ESPECIALIZADO PARA EL MANEJO DE INFORMACIÓN DE LAS INSPECCIONES.
4. POST-EVALUACIÓN
Pág. 87 www.tecnologiatotal.net

Plan de Mantenimiento
4. POST-EVALUACIÓN
Pág. 88 www.tecnologiatotal.net

Pág. 89
EXTERNAL CORROSION DIRECT ASSESSMENT METHODOLOGY.
NACE RP 0502
METODOLOGÍA PARA LA EVALUACIÓN DIRECTA DE LA CORROSIÓN EXTERIOR.
NACE RP 0502
Gracias
www.tecnologiatotal.net





























