Embed Size (px)
Citation preview

��������������
Lubrificanti Specifici per Compressori:
Alternativi
Frigoriferi
Volumetrici
Pompe Vuoto
linee aria

®
INDICE
PAG.
TECNICA DEI COMPRESSORI PER ARIA: 3-La scelta del lubrificante 6-Il mercato dei fluidi per compressori 7-Tendenze future 9
COMPRESSOR FLUIDS: SYNECO CLEANAIR 10-Perché i sintetici 10-Durata dell'olio in servizio 11-Caratteristiche viscosità/temperatura 13-Separazione da acqua ed aria 14-Proprietà antiusura 15-Infiammabilità e volatilità 15-Atossicità nell'aria compressa 15-Compatibilità con le attrezzature per la produzione di aria 16
FIELD TEST - Prove pratiche: 17-Prove presso la clientela 18-Compressore ATLAS COPCO GR 1520 per aria 18-Pompe per vuoto 19-Pompa per vuoto PVL 400 19-Pompa per alto vuoto 20
MANUTENZIONE: 21-Trattamento dell’aria compressa 21-Sostituzione della carica di olio 21Ricerca guasti 22
PRODOTTI SPECIFICI SYNECO: 23-Serie SYNECO CLEANAIR 23-Serie SYNECO CLEANAIR F 24-SYNECO OIL FREE‐ISO 68 25-SYNECO FLUID EXTRA 26-SYNECO WASHER 27-SYNECO LC 1 28
Precauzioni per lo stoccaggio e l'impiego 29-Tossicità 29-Sicurezza nei compressori 29-Confezioni ed imballi 29-Gas compatibili 29
LINEA ARIA COMPRESSA 30-SYNECO AIR 2000 31
TECNICA DEI COMPRESSORI FRIGORIFERI: 32-Refrigerazione Compressori e circuito frigorifero 32-Fluidi frigoriferi per compressori 33-La scelta del lubrificante per compressori frigoriferi 35
PRODOTTI SPECIFICI SYNECO: 36-Syneco CLEANAIR RL 1000 38-Syneco CLEANAIR (vedi pag.23)-Syneco CLEANAIR S 39
2

Negli studi teorici delle macchine si considera come "compressore" la macchina che restituisce il gas trattato ad una pressione superiore di
almeno 1 o 2 volte a quella a cui è stato aspirato; il rapporto di tra pressione di uscita e quella di entrata è definito “rapporto di compressio-
ne”.
Rp= pressione uscita / pressione entrata
I compressori vengono classificati in due grandi categorie: compressori dinamici o turbocompressori e compressori volumetrici.
Nei compressori dinamici la pressione è creata dalla velocità dell'aria ed in generale tali compressori producono un flusso continuo di aria
a pressione relativamente bassa. Nei compressori volumetrici l'aria viene intrappolata in uno spazio chiuso, compressa e distribuita a pres-
sioni più elevate.
®
-I compressori volumetrici possono essere a loro volta alternativi o rotativi, e ciascuna categoria ha poi delle suddivisioni ulteriori. I com-pressori volumetrici alternativi, sono macchine il cui funzionamento sfrutta la coppia cinematica cilindro-pistone. I cilindri sono in numerovariabile, spesso presentano asse orizzontale, sono per lo più a doppio effetto; inoltre sono dotati esternamente di intercapedini per la circo-lazione del liquido refrigerante, oppure di profonde alettature, se il raffreddamento è ad aria. L'azionamento dello stantuffo è affidato a varieunità motrici: turbine, motori alternativi, motori asincroni. 3
TECNICA DEI COMPRESSORI PER ARIA
COMPRESSORI
• Dinamici (Assiali e Radiali) • Volumetrici (Alternativi e Rotativi)
LUBRIFICANTI PER COMPRESSORI DINAMICI
• oli per turbine o compressori• non raggiungono temperature elevate
• lubrificano cuscinetti ed ingranaggi• durano intorno a 8÷10 mila ore
-Nei compressori dinamici il lubrificante è totalmente separato dal sistema di compressione/distribuzione dell'aria e serve unicamente alubrificare i cuscinetti e gli ingranaggi, per cui gli oli non devono essere contaminati da aria, acqua o materiale estraneo. I lubrificanti comu-nemente usati per questi compressori sono oli per turbine o per compressori a lunga durata (intorno alle 8÷10 mila ore).

-Consideriamo adesso i compressori rotativi e prima di tutto quelli a camera rotan‐te o a palette. In questi compressori l'aria viene aspirata da una parte, attraverso un filtro, vienecompressa al centro mediante il rotore che ruota eccentrico con scanalature per lepalette che rientrano durante la rotazione, determinando vani a volume decrescen-te. L’aria viene compressa ed esce ad una temperatura di oltre 80°C. La macchina comprende anche uno scambiatore di calore e un separatore aria/olio.Il lubrificante è iniettato nell'aria di afflusso, viene compresso insieme all'aria e poiseparato passando attraverso il separatore aria/olio. La funzione del lubrificante èquindi di raffreddare l'aria durante la compressione, lubrificare gli organi del com-pressore e fare tenuta. All'uscita dalla sezione centrale di compressione, la maggiorparte dell'olio viene trattenuta da paratie; l'olio residuo è trattenuto dal separatorearia/olio che può essere di materiale ceramico o a base di resine rinforzate con fibre.Se il lubrificante trascina impurezze o se l'ossidazione del lubrificante è eccessiva,questo filtro finale perde in efficienza arrivando poi ad ostruirsi completamente.
-Un altro tipo di compressore rotativo molto compatto è quello con rotori a vite cheutilizza due viti asimmetriche coniugate e poste parallele (maschio e femmina) cheruotando in senso contrario, talvolta a mezzo di ingranaggi, comprimono e spingo-no l’aria nel vano che rimane entro un carter delimitato all’estremità da due coper-chi. La maggior parte, comunque, non dispone di ingranaggi ed utilizza lubrificante perla tenuta tra le viti ed il carter.In compressori di questo tipo, uno solo dei rotori è collegato alla forza motrice eimpegna l'altro rotore obbligandolo a ruotare. Questo movimento forzato suggerisce l’impiego di lubrificante con proprietà antiu-sura e dai costruttori è raccomandato olio idraulico antiusura.La lubrificazione di un compressore a vite è simile a quella già vista nei compresso-ri a palette: l'olio viene iniettato nella camera di compressione e la miscela aria/oliova poi al separatore. Il lubrificante si raccoglie sul fondo del serbatoio del separato-re, viene raffreddato e rimesso in ciclo.4
Appartengono a questa classe i popolari compressori a pistone cavo montati sopra il corpo in acciaio del serbatoio d'aria. Da notare che anchele unità relativamente piccole presentano vibrazioni tali da renderne necessario l'ancoraggio al suolo; questi compressori quindi non sonoadatti ad essere trasportati per impieghi mobili. Altri tipi di compressori alternativi sono i cosiddetti "polifase" con refrigerazione interme-dia, in cui cioè l'aria viene compressa in stadi successivi con riduzione dell'innalzamento termico e quindi maggior durata del lubrificante edelle valvole.
®
Nei compressori alternativi l'afflusso ed il deflusso dell'ariaavvengono per mezzo di valvole, che richiedono una adeguatalubrificazione e sono in generale organi estremamente importantie una delle fonti principali di problemi in servizio. Nei piccoli compressori il lubrificante proviene dalla scatola deicuscinetti/ingranaggi e, oltrpassando il pistone, lubrifica le valvo-le.
Nei compressori più grandi, invece, l'olio arriva da serbatoi sepa-rati e la mandata viene regolata accuratamente per il pistone.L'aria compressa esce dal pistone ad una temperatura elevata(anche oltre i 220°C) ed incontrando il lubrificante che affluiscealle valvole tende ad ossidarlo, fino a trasformarlo, nei casi piùgravi, in carbone. Questi depositi di carbone, surriscaldati dall'aria in uscita, possonoincendiarsi e causare pericolose esplosioni.Periodicamente, dunque, il compressore deve essere fermato eposto in manutenzione, allo scopo di controllare lo stato delle val-vole e degli eventuali depositi carboniosi per prevenire il rischio diesplosioni. Si approfitta di queste soste per eseguire il cambio del-l'olio. Si capisce quindi come l'impiego di un olio che dia garanzia diefficiente lubrificazione delle valvole e scarsa tendenza a formaredepositi carboniosi, risulti in una minor frequenza di fermo-mac-china per manutenzione.

®
I compressori rotativi sinora elencati comprimono in un unico stadio l'aria, sino ad un massimo di 10 bar e per una pressione più elevata sonoimpiegati compressori a vite a due stadi, con pressione finale sino a 20 bar.In tali macchine, tra uno stadio e l'altro vi è un raffreddamento dell'aria compressa e le caratteristiche richieste al fluido sono così elevateche opportuno controllo e verifica sono necessarie per assicurare una efficiente lubrificazione e durata del fluido. In tale caso la durata delfluido in servizio è necessariamente ridotta rispetto a quella fornita da un compressore ad un solo stadio.
Descriviamo altri compressori rotativi a basso rapporto di compressione e privi di iniezione d’olio per raffreddare.
-Altro tipo di compressore è quello a lobi o soffiante di cui il più conosciuto è quello "tipo Roots" composto da una cassa che avvolge i due o
tre rotori sincronizzati da ingranaggi esterni. L'unica lubrificazione richiesta è per gliingranaggi ed i cuscinetti, non essendo necessario il raffreddamento dell’aria che è debol-mente compressa.
-Le unità a vite o a camme tipo Z Pack, versione mono o bistadio, sono compressori OILFREE azionati da motore elettrico, raffreddati ad acqua o aria, che erogano aria com-pressa priva di olio e di pulsazioni.I rotori sono sincronizzati per mezzo di ingranaggi di sincronizzazione e pertanto senzacontatto diretto fra di loro.
L'assenza di contatto fra i due rotori e dei rotori con il loro alloggiamento elimina l'usura,le perdite di potenza e l’iniezione dell’olio per raffreddare l’aria.Il fluido lubrifica i cuscinetti dei rotori, gli ingranaggi sincronizzatori e quelli della tra-smissione. Il sistema comprende una pompa per il fluido, un refrigeratore e un filtro.Gli elementi compressori e i refrigeratori per il fluido e per l'aria compressa sono raf-freddati ad acqua o aria nella versione ZT.Il refrigeratore intermedio e il refrigeratore finale per l'aria sono dotati di separatori dicondensa con uno scarico automatico e uno manuale.L'asportazione di calore dagli ingranaggi, dai cuscinetti dei rotori, avviene a mezzo delfluido che deve essere caratterizzato da un elevato indice di viscosità, buona stabilità ter-mica, elevata trasmissione del calore, resistenza all'azione di taglio dei denti degli ingra-naggi e lunga durata in servizio. -Il compressore a spirale è rotativo di tipo volumetrico, lubrificato con grasso nei cusci-netti e comprime una determinata quantità di aria o di gas, nel caso di un fluido refrige-rante, in un volume che diminuisce continuamente. L’elemento compressore consiste in una spirale fissa, sistemata nell’alloggiamento del-l’elemento carcassa (o parete della camera di compressione) e di una spirale dotata di
movimento orbitale azionato dal motore elettrico. La spirale in moto, azionata da alberoa gomito a corsa breve, gira eccentricamente su cuscinetti a sfere attorno al centro dellaspirale fissa, con aspirazione nella parte alta del corpo della carcassa e con scarico al cen-tro, ove è posta una valvola di non ritorno. Le spirali sfalsate tra loro di 180° formano sacche d’aria, che variano di volume durantela rotazione, aumentano la pressione dell’aria, mentre si avvicinano al centro per lo sca-rico.Il ciclo di compressione si esaurisce in 2,5 giri, è privo di vibrazioni, ha portata costantee relativamente silenzioso.
COMPRESSORI ARIA5
- Per i compressori alternativi la principale caratteristica dell'olio deve essere la bassatendenza a formare depositi carboniosi, unita ad un'alta stabilità termica. Questi requisi-ti sono inclusi nella specifica DIN 51506, che comprende il test PNEUROP per la valuta-zione dei depositi carboniosi. Per le applicazioni più gravose (classe VDL) si misurano idepositi carboniosi sul 20% dell'olio residuo dopo che il restante 80% è stato fatto evapo-rare. Questa procedura assicura che nemmeno le frazioni più "pesanti" del lubrificantepossano creare inconvenienti. I compressori alternativi usano di norma i gradi da ISO 68a ISO 100.
- Nei compressori rotativi il lubrificante viene miscelato con aria e quindi deve avere unagrande resistenza allo stress termico ed ossidante; l'olio deve rilasciare rapidamente l'a-ria dissolta, senza che questo provochi schiuma. Con la tendenza a rendere sempre piùpulita l'aria in uscita, e quindi a rendere più efficienti i filtri separatori di olio, aumental'importanza di impiegare un olio che non ostruisca i pori di detti filtri, i quali sono dipochi micron. L'olio che viene trasportato e compresso nelle linee d'aria deve essere per-fettamente compatibile con giunti, guarnizioni ed altri organi presenti in tali linee. I com-pressori rotativi operano con fluidi non troppo viscosi (da ISO 32 a ISO 68) per i tipi avite, ma si impiegano gli ISO 100÷ISO 220 per i tipi a palette.
- Nei compressori Oil Free il lubrificante deve assicurare l'integrità dei cuscinetti ed evi-tare l'usura degli ingranaggi, oltre a smaltire il calore prodotto. Sono richieste ottima tra-smissione del calore elevata resistenza termica anche se è presente un refrigeratore e larispondenza alla specifica DIN 51524 parte 2. L'azione di taglio che gli ingranaggi eser-citano sull'olio è contrastata dalla base sintetica che possiede elevate caratteristiche reo-logiche oltre a mantenere valori minimi all'attrito e smorzare eventuali fenomeni vibra-tori.
IL MERCATO DEI FLUIDI PER COMPRESSORIConsideriamo ora il mercato dei compressori e dei fluidi per compressori.La seguente tabella mostra come è ripartito tale mercato in Europa.
-In generale i compressori alternativi hanno una fetta più grande di mercato in terminidi numero di unità vendute, ma come si nota dalla tabella, molte di queste unità sono pic-
®
LUBRIFICAZIONE
ROTATIVI ALTERNATIVI OIL FREE
• Temperatura olio 80÷100°C • Temperature locali di 220°C • Antiusura per cuscinetti a rotolamento ed ingranaggi• Miscela aria/olio • Formazione di carbone • Proprietà antiruggine• Bloccaggio separatorio aria/olio • Massa olio lontana da aria e calore • Inquinamento olio per condensa
• Raffreddamento
COMPRESSORI ALTERNATIVI
• Bassa formazione di carbone
• Alta stabilità termica
• Specifica DIN 51506
• Range viscosità: ISO 68÷100
COMPRESSORI ROTATIVI
• Stabilità all'ossidazione• Stabilità termica• Separazione aria/olio• Compatibilità con i materiali• Proprietà antiusura• Demulsività• Range viscosità: ISO 32÷68 per vite
ISO 100÷220 per palette
COMPRESSORI OIL FREE
• Proprietà antiusura ed antiruggine• Resistenza all'azione di taglio• Demulsività• Elevata trasmissione del calore• Compatibilità con i materiali• Range viscosità: ISO 68 (ATLAS COPCO)
ISO 100÷220 compressorisoffianti secondo temperatura
LA SCELTA DEL LUBRIFICANTE
Dopo questa breve rassegna sulle attrezzature, si capisce come il fluido operi in situazio-ni completamente differenti a seconda del tipo di compressore. Nei compressori rotativia iniezione di olio il lubrificante assorbe una enorme quantità di calore dall'aria e simiscela completamente con l'aria stessa.
Nei compressori alternativi l'olio e l'aria sono separati; durante la compressione l'aria sisurriscalda e quando l'olio, viene a contatto con l’aria calda, non deve formare depositicarboniosi, che potrebbero causare esplosioni.Vediamo ora in dettaglio quali sono le caratteristiche della lubrificazione in queste cate-gorie di compressori.
???
6
®
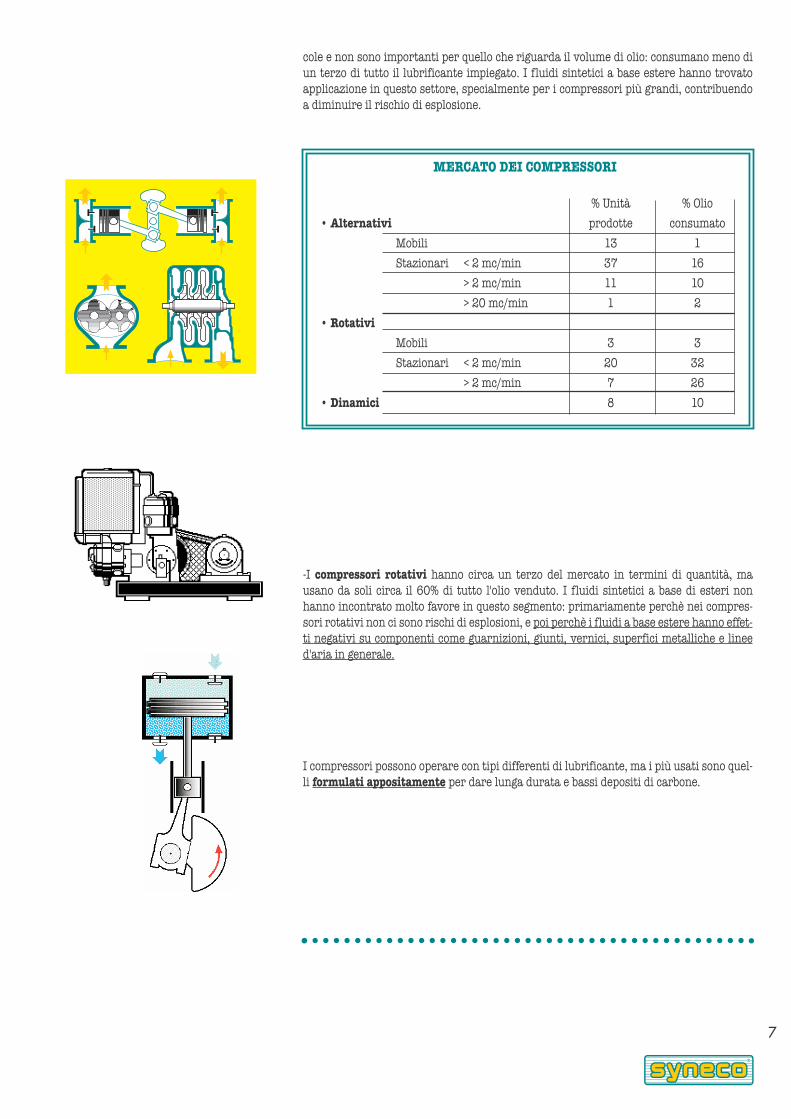
cole e non sono importanti per quello che riguarda il volume di olio: consumano meno diun terzo di tutto il lubrificante impiegato. I fluidi sintetici a base estere hanno trovatoapplicazione in questo settore, specialmente per i compressori più grandi, contribuendoa diminuire il rischio di esplosione.
MERCATO DEI COMPRESSORI
% Unità % Olio
• Alternativi prodotte consumato
Mobili 13 1
Stazionari < 2 mc/min 37 16
> 2 mc/min 11 10
> 20 mc/min 1 2
• Rotativi
Mobili 3 3
Stazionari < 2 mc/min 20 32
> 2 mc/min 7 26
• Dinamici 8 10
-I compressori rotativi hanno circa un terzo del mercato in termini di quantità, mausano da soli circa il 60% di tutto l'olio venduto. I fluidi sintetici a base di esteri nonhanno incontrato molto favore in questo segmento: primariamente perchè nei compres-sori rotativi non ci sono rischi di esplosioni, e poi perchè i fluidi a base estere hanno effet-ti negativi su componenti come guarnizioni, giunti, vernici, superfici metalliche e lineed'aria in generale.
I compressori possono operare con tipi differenti di lubrificante, ma i più usati sono quel-li formulati appositamente per dare lunga durata e bassi depositi di carbone.
7

®
DESCRIZIONE DEI VARI ORGANI E LORO FUNZIONE:
1) Valvola di regolazione aria: nella posizione aperta controlla l’entrata aria permette di comprimere, nella posizione chiusa impedisce il passaggio aria e perciò il compressore funziona a vuoto.
2) Compressore: a Vite; lo spazio tra le viti, che variando, fa aumentare la pressione, è denominato camera di compressione. 3) Valvola di non ritorno: controlla il passaggio unidirezionale dell’aria compressa e quando il compressore funziona a vuoto,
mantiene la pressione nel circuito a valle per far circolare l’olio di lubrificazione e raffreddamento.4) Separatore di condensa: elimina l’acqua condensata a seguito di raffreddamento dell’aria compressa nel radiatore.5) Valvola di arresto olio: regola l’afflusso dell’olio allorché il compressore funziona a vuoto e viene lubrificato con olio di recu
pero dal separatore aria/olio.6) Filtro aria: ha la facoltà di depurare l’aria in aspirazione dal pulviscolo tra 5÷10 micron.7) Filtro olio: mediamente è dimensionato a 15 micron.
10) Separatore aria/olio: con dimensione di 1,2 micron riduce la presenza di olio nell’aria compressa e ne permette il recupero, trattiene eventuali impurità penetrate nell’aspirazione dell’aria o depositi generati dall’ossidazione dell’olio.11) Valvola di minima pressione: si apre all’utenza allorchè viene raggiunta la pressione massima del compressore e richiesta dalla utenza.12) Valvola termostatica “by pass” per refrigeratore olio: si apre quando l’olio in circolazione ha raggiunto una determinata tem
peratura e deve essere raffreddato.15) Linea recupero olio da separatore (con ugello): per depressione nella camera di compressione aspira l’olio che si deposita nell’interno del filtro separatore aria/olio. All’interno della conduttura è sistemato un ugello che aumenta la velocità dell’olio in transito, mantenendo nel fondo del filtro un livello prefissato. Alla periodica sostituzione del filtro va verficata la pulizia della conduttura e dell’ugello.
6: Filtro aria di aspirazione.7: Filtro dell'olio8: Refrigeratore dell'olio.9: Refrigeratore finale
10: Separatore aria/olio.
1. Valvola di regolazione aria.2. Compressore.3. Valvola di non-ritorno.4. Separatore di condensa.5. Valvola di arresto dell'olio.
11: Valvola di minima pressione.12: Valvola termostatica by-pass per refrigeratore dell'olio.13: Ventilatore.14: Linea di recupero dell'olio.15: Linea recupero olio da separatore (con ugello).
Schema compressori a vite con iniezione olio
1. Valvola di regolazione aria.2. Compressore.3. Valvola di non-ritorno.4. Separatore di condensa.5. Valvola di arresto dell'olio.
8

®
TENDENZE FUTURE
Anche nel settore dei compressori la tendenza è per una miglior efficienza ed un minorcosto. Per soddisfare le esigenze di una industria, più unità di compressione possono venir col-legate in serie ed essere attivate o spente a seconda del fabbisogno momentaneo di ariacompressa. In tal modo la manutenzione dei compressori può essere programmata e la produzioned'aria continua anche se una unità è momentaneamente ferma per riparazioni. Per questo tipo di applicazione flessibile e programmabile sono preferiti i compressorirotativi di media grandezza. Sia per motivi ecologici che per particolari esigenze di industrie specialistiche (elettroni-ca, alimentare, etc.) si tende ad una separazione sempre più spinta dell'olio dall'aria pro-dotta.Data l'evoluzione tecnica dei compressori d'aria, si tende ad usare di più prodotti specifi-ci, abbandonando l'impiego di oli idraulici o per turbine. I costruttori raccomandano l'im-piego di fluidi sintetici per le superiori proprietà chimico-fisiche, la prolungata durata inservizio, per esigenze ecologiche e per la durata del compressore.
‐DIN 51506‐ISO 6743 ‐part 3A
-per alternativi-per rotativi ad iniezione olioservizio gravoso (HD)
-Classifica VDL con additivi-ISO - DAJ
9
Le Specifiche esistenti per compressori di aria sono:
®
COMPRESSOR FLUIDS: Syneco CLEANAIR
INTRODUZIONE: PERCHE' I SINTETICI
I fluidi sintetici sono impiegati oggi in molti settori della lubrificazione tradizionale,quando il loro costo è giustificato o dalle più elevate prestazioni tecniche o da una pro-lungata durata in servizio. Nel campo della lubrificazione dei compressori, i fluidi sintetici offrono entrambi i sud-detti benefici.
I primi fluidi sintetici per compressori erano basati sugli esteri. Per i tradizionali com-pressori alternativi questi fluidi presentavano vantaggi quali la riduzione dei depositicarboniosi, minor pericolo di esplosioni, minori costi di esercizio ed una maggior durata.Nonostante ciò, l'uso dei fluidi a base estere non ha risolto i problemi connessi alla lubri-ficazione dei compressori rotativi, i quali presentano una serie di caratteristiche opera-tive e costruttive completamente diverse.
I fluidi per compressori della linea SYNECO CLEANAIR sono basati su una nuova gene-razione di sintetici: la loro speciale formulazione risolve i problemi di lubrificazione deicompressori rotativi. Inoltre, data la loro eccezionale stabilità, costituiscono una eccel-lente scelta per la lubrificazione dei compressori alternativi.
Nei compressori rotativi il fluido è iniettato di continuo nel sistema di ingresso dell'ariaper asportare il calore dall'aria compressa, per lubrificare il compressore e per fare tenu-ta. Il fluido adatto deve avere caratteristiche di resistenza all'ossidazione e stabilità ter-mica tali da sopportare le temperature di 80/100°C presenti all'uscita dell'aria. Un altroproblema tecnico riscontrato nei compressori rotativi è la presenza di separatoriolio/aria che necessitano di diametri dei pori sempre più piccoli, per trattenere più oliodall'aria compressa generata: il problema dell'intasamento di tali pori diventa quindimolto rilevante.
Nei compressori rotativi del tipo suddetto, e cioè ad alimentazione continua di fluido, c'èsempre inevitabilmente presenza di fluido trasportato dall'aria nelle linee di alimenta-zione, per cui il fluido deve essere compatibile con guarnizioni, vernici, filtri in policar-bonato, e non deve causare corrosione dei componenti metallici del sistema di distribu-zione dell'aria.
La serie SYNECO CLEANAIR ha dimostrato di poter esser impiegata nelle attrezzatureper compressione aria più esigenti (come appunto i compressori rotativi) perchè possie-de queste caratteristiche:
• Altissima resistenza all'ossidazione;• Eccellente stabilità termica;• Pulizia dei filtri separatori;• Bassa tendenza allo schiumeggiamento;• Buone proprietà di air release;• Bassa tendenza alla formazione di morchie;• Buona protezione antiusura;• Buona separazione dall'acqua;• Buona compatibilità con guarnizioni e vernici;• Buona compatibilità con le linee dell'aria;• Atossicità.
In aggiunta a quanto sopra i fluidi sintetici della serie SYNECO CLEANAIR mostrano unatendenza molto ridotta alla formazione di carbone, così da essere assolutamente adattiad essere impiegati nei compressori alternativi.
®
10

SERIE SYNECO CLEANAIR
DIN 51352-120°C modificato 500 ore 320 460 680 1000 2200
Incremento % di viscosità ca 40°C... 2.1 2.8 2.7 2.4 2.4
Morchie % peso............................ 0.04 0.07 0.05 0.08 0.1
Incremento TAN ASTM D644 0.20 0.21 0.24 0.20 0.20
11
®
Se nelle applicazioni più gravose, dove solo un fluido sintetico dà garanzie di buon fun-zionamento, la Serie SYNECO CLEANAIR risulta essere di impiego obbligatorio, per quel-le non estreme essa presenta una serie di vantaggi tra cui il principale è quello della dura-ta del fluido in servizio, che può essere 3÷5 volte la durata di un olio a base minerale.Perchè un fluido per compressori possa durare in servizio per periodi prolungati sononecessarie le seguenti proprietà:
• protezione dall'ossidazione
• stabilità termica superiore
• buon comportamento nei separatori d'aria
• bassa tendenza alla formazione di depositi carboniosi
Con riferimento particolare ai compressori rotativi con iniezione di fluido, è stato svilup-pato il test DIN 51352 modificato che simula una energica miscelazione di olio ed aria incondizioni di ossidazione catalitica. Per le applicazioni più severe, il test viene prolunga-to da 168 ore a 500 ore a 120°C valutando quindi la formazione di morchie, l'aumento diacidità e l'incremento di viscosità.Sottoposti a tale test i fluidi sintetici SYNECO CLEANAIR mostrano di conservare le pro-
prietà originali. La formazione di morchie è molto bassa anche dopo 500 ore ed è gene-ralmente accettata la correlazione con risultati altrettanto buoni nei separatori olio/aria.Le prove comparative di laboratorio sono tutte supportate da prove industriali eseguitesui compressori delle più rinomate marche internazionali, che hanno conferito ai fluidiSYNECO CLEANAIR una lunga lista di approvazioni ufficiali.Il comportamento nei separatori di aria può in parte essere determinato dalla pulizia del-l'aria in entrata, ma può dipendere anche sostanzialmente dalla qualità del fluido.
DURATA DELL'OLIO INSERVIZIO
Protezione dall'ossidazione
CARATTERISTICHE TIPICHE DEI FLUIDI PER COMPRESSORI DELLA SERIE SYNECO CLEANAIR
SYNECO CLEANAIR 320 460 680 1000 2200
Viscosità ISO................................. 32 46 68 100 220
Peso specifico a 15°C Kg/l............. 0.85 0.85 0.85 0.85 0.85
Viscosità a 100°C, cSt.................... 5.8 7.1 8.3 13.4 25
Indice di viscosità.......................... 125 130 134 136 130
Scorrimento °C minore di............... -40 -40 -40 -40 -40
Infiammabilità VA, °C.................... 220 245 245 245 250

posizione con formazione di prodotti acidi che sono potenzialmente nocivi e corrosivi peri componenti del compressore e le linee d'aria.Perchè i fluidi sintetici per compressori possano godere sul mercato di un vasto utilizzo,debbono dare prestazioni superiori in qualunque tipo di compressore, inclusi i compres-sori alternativi, in cui grande importanza riveste la formazione di depositi carboniosi.
Questo è un aspetto importante delle prestazioni generali del fluido, e non influisce solosull'economia globale della manutenzione in termini di tempo e sostituzione dei filtri, maanche in generale sulla produzione ed i suoi costi.La SYNECO ha misurato in laboratorio la velocità di filtrazione di fluidi per compressoriprima e dopo un test di invecchiamento (a 120°C per una settimana, 168 ore) e ne haparagonato il comportamento con oli del mercato di riconosciuta validità tecnica in talsenso.La filtrazione si esegue usando un filtro di 1.2 micron, annotando il tempo in minuti in cui300 ml. di olio vengono filtrati.
L'olio B presenta in servizio risultati scadenti nei separatori, ed infatti mostra un com-portamento scadente anche nel test. L'olio A mostra delle caratteristiche accettabili perintervalli normali di cambio di olio. Tutti i fluidi sintetici SYNECO CLEANAIR mostrano
delle proprietà eccellenti per periodi di ricambio molto prolungati.
Uno dei test più usati per valutare la stabilità termica degli oli idraulici è il CincinnatiMilacron ma ha la limitazione nella temperatura a 135°C e la durata di 168 ore. Il testcosiddetto "HOOT" e cioè "Hot Oil Oxidation Test", viene adoperato sia per oli per autotra-zione che per oli industriali: viene insufflata aria nell'olio alla temperatura di 165°C inpresenza di un catalizzatore solubile.L'acidità dell'olio viene misurata in continuo. In questo test tutti i fluidi sintetici CLEANAIR della SYNECO si dimostrano molto resistenti, conservando una acidità bassadopo 600 ore, mentre sia gli oli minerali che gli esteri mostrano una tendenza alla decom-
Prestazioni nei separatoriaria/olio
Stabilità termica
SYNECO CLEANAIR Oli a base minerale
Tipo A Tipo B
Tempo di filtrazione 320 460 680 1000 2200 (ISO 32) (ISO 32)
Olio nuovo - minuti......................... 8.6 11.3 13.0 20.0 25 16.7 14.0
Olio invecchiato - minuti................. 8.2 10.5 14.7 20.7 26 56 bloccato
Rapporto invecchiato/nuovo........... 0.95 0.93 1.13 1.03 1.04 3.4 -
Filtri dopo la prova di filtrazione
12®
®
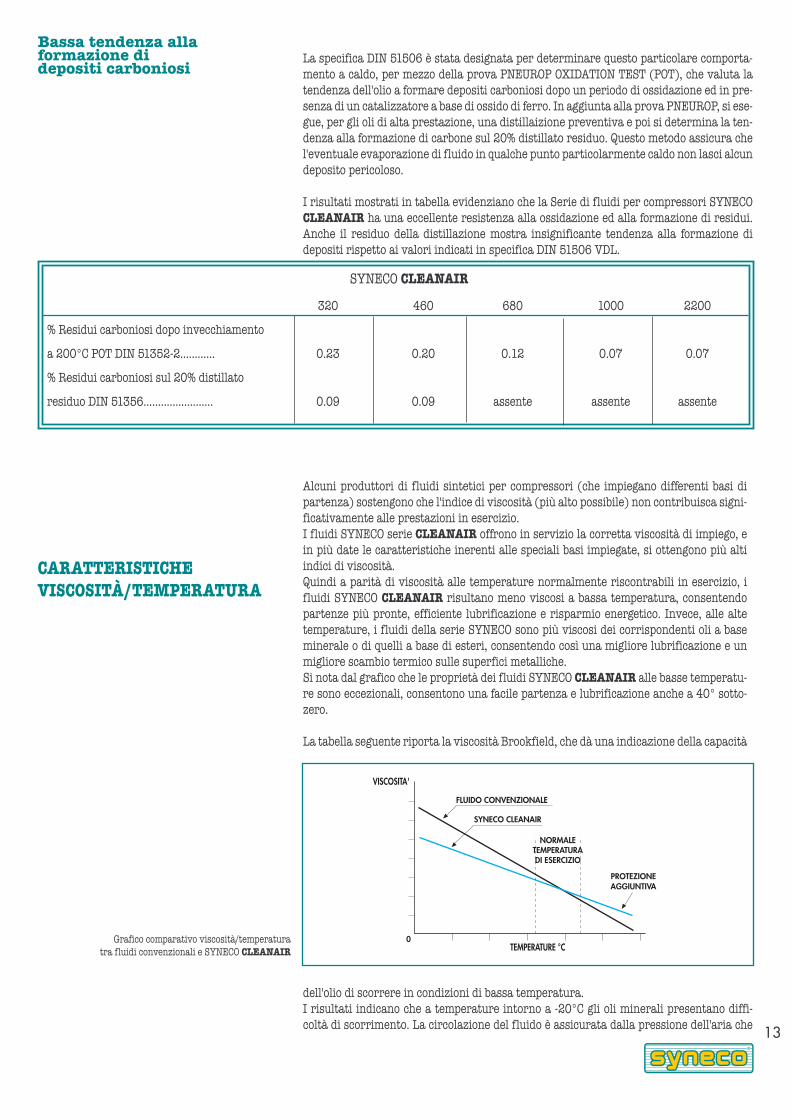
La specifica DIN 51506 è stata designata per determinare questo particolare comporta-mento a caldo, per mezzo della prova PNEUROP OXIDATION TEST (POT), che valuta latendenza dell'olio a formare depositi carboniosi dopo un periodo di ossidazione ed in pre-senza di un catalizzatore a base di ossido di ferro. In aggiunta alla prova PNEUROP, si ese-gue, per gli oli di alta prestazione, una distillaizione preventiva e poi si determina la ten-denza alla formazione di carbone sul 20% distillato residuo. Questo metodo assicura chel'eventuale evaporazione di fluido in qualche punto particolarmente caldo non lasci alcundeposito pericoloso.
I risultati mostrati in tabella evidenziano che la Serie di fluidi per compressori SYNECOCLEANAIR ha una eccellente resistenza alla ossidazione ed alla formazione di residui.Anche il residuo della distillazione mostra insignificante tendenza alla formazione didepositi rispetto ai valori indicati in specifica DIN 51506 VDL.
Alcuni produttori di fluidi sintetici per compressori (che impiegano differenti basi dipartenza) sostengono che l'indice di viscosità (più alto possibile) non contribuisca signi-ficativamente alle prestazioni in esercizio.I fluidi SYNECO serie CLEANAIR offrono in servizio la corretta viscosità di impiego, ein più date le caratteristiche inerenti alle speciali basi impiegate, si ottengono più altiindici di viscosità.Quindi a parità di viscosità alle temperature normalmente riscontrabili in esercizio, ifluidi SYNECO CLEANAIR risultano meno viscosi a bassa temperatura, consentendopartenze più pronte, efficiente lubrificazione e risparmio energetico. Invece, alle altetemperature, i fluidi della serie SYNECO sono più viscosi dei corrispondenti oli a baseminerale o di quelli a base di esteri, consentendo così una migliore lubrificazione e unmigliore scambio termico sulle superfici metalliche.Si nota dal grafico che le proprietà dei fluidi SYNECO CLEANAIR alle basse temperatu-re sono eccezionali, consentono una facile partenza e lubrificazione anche a 40° sotto-zero.
La tabella seguente riporta la viscosità Brookfield, che dà una indicazione della capacità
Bassa tendenza alla formazione di depositi carboniosi
CARATTERISTICHE VISCOSITÀ/TEMPERATURA
SYNECO CLEANAIR
320 460 680 1000 2200
% Residui carboniosi dopo invecchiamento
a 200°C POT DIN 51352-2............ 0.23 0.20 0.12 0.07 0.07
% Residui carboniosi sul 20% distillato
residuo DIN 51356........................ 0.09 0.09 assente assente assente
Grafico comparativo viscosità/temperaturatra fluidi convenzionali e SYNECO CLEANAIR
dell'olio di scorrere in condizioni di bassa temperatura.I risultati indicano che a temperature intorno a -20°C gli oli minerali presentano diffi-coltà di scorrimento. La circolazione del fluido è assicurata dalla pressione dell'aria che 13

SYNECO CLEANAIR Olio minerale Viscosità Brookfield
320 460 680 1000 2200 A=ISO32 B=ISO 32
Viscosità a -28.9°C, c. Poise (c.P.)..... 3200 4700 6800 18000 26000 105000 120000
Scorrimento, °C................................ < -40 < -40 < -40 < -40 < -40 -20 -20
®
si crea nel compressore e non dall'azione di una pompa.
Nei compressori rotativi ad iniezione di fluido è essenziale che questo si separi dall'ariacompressa, ed una volta separatosi, il fluido deve rilasciare rapidamente l'aria disciolta.
densazione dopo la compressione allorchè l'aria viene raffreddata o si raffredda il com-pressore.Queste due proprietà sono importanti nella fase di partenza o fermata rapida del com-pressore in rapporto alla richiesta di aria e sono legate alla purezza dell'aria compressaed alla volatilità/consumo di fluido.
Notevole presenza d'acqua di condensa si verifica oltre che con aria satura di umidità,anche con funzionamenti caratterizzati da frequenti avviamenti e successive fermate ingruppi di compressione destinati a coprire esclusivamente le punte di consumo d'ariacompressa, o le perdite dell'impianto aria nelle ore notturne, o di fine settimana, o unità
Inoltre, in questa fase, l'aria deve fluire dalla superficie di contatto senza provocareschiuma.La presenza di acqua è conseguenza dell'umidità presente nell'aria e della successiva con-
di compressione sovradimensionate per il fabbisogno d'aria, o diventate sovradimensio-nate per minor consumo d'aria.è desiderabile una buona separazione dall'acqua, dato che la stessa può così venire dre-nata dal serbatoio dell'olio nei periodi di riposo del compressore.
Alcuni tipi di compresssori operanti in condizioni normali non richiedono nient'altro cheuna lubrificazione di tipo idrodinamico, tanto che un normale olio minerale può soddi-sfare tale esigenza. Comunque, in caso di utilizzo estremamente severo, si può pervenirea condizioni di lubrificazione limite.
SEPARAZIONE DA ACQUAED ARIA
SYNECO CLEANAIR
SEPARAZIONE DA ARIA E DA ACQUA 320 460 680 1000 2200• Air release DIN 51381 a 50°C
Secondi per 0.2% di aria 40 60 90 120 120
• Schiumeggiamento
Tendenza (ml) tracce tracce tracce tracce tracce
Stabilità (ml) 0 0 0 0 0
• Demulsività: minuti (40-40-0) a 54°C 15 20 25 30 30
ASTM D-1401 - DIN 51599
14
®
15
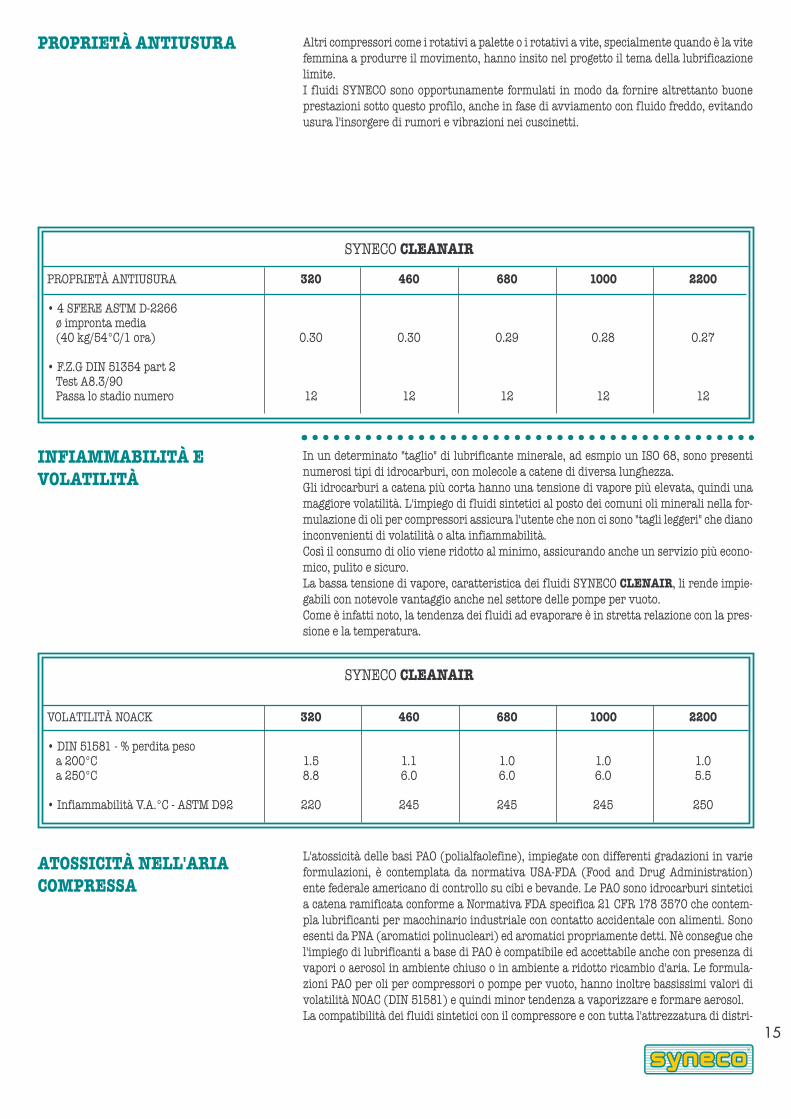
L'atossicità delle basi PAO (polialfaolefine), impiegate con differenti gradazioni in varieformulazioni, è contemplata da normativa USA-FDA (Food and Drug Administration)ente federale americano di controllo su cibi e bevande. Le PAO sono idrocarburi sinteticia catena ramificata conforme a Normativa FDA specifica 21 CFR 178 3570 che contem-pla lubrificanti per macchinario industriale con contatto accidentale con alimenti. Sonoesenti da PNA (aromatici polinucleari) ed aromatici propriamente detti. Nè consegue chel'impiego di lubrificanti a base di PAO è compatibile ed accettabile anche con presenza divapori o aerosol in ambiente chiuso o in ambiente a ridotto ricambio d'aria. Le formula-zioni PAO per oli per compressori o pompe per vuoto, hanno inoltre bassissimi valori divolatilità NOAC (DIN 51581) e quindi minor tendenza a vaporizzare e formare aerosol. La compatibilità dei fluidi sintetici con il compressore e con tutta l'attrezzatura di distri-
Altri compressori come i rotativi a palette o i rotativi a vite, specialmente quando è la vitefemmina a produrre il movimento, hanno insito nel progetto il tema della lubrificazionelimite.I fluidi SYNECO sono opportunamente formulati in modo da fornire altrettanto buoneprestazioni sotto questo profilo, anche in fase di avviamento con fluido freddo, evitandousura l'insorgere di rumori e vibrazioni nei cuscinetti.
PROPRIETÀ ANTIUSURA
SYNECO CLEANAIR
PROPRIETà ANTIUSURA 320 460 680 1000 2200
• 4 SFERE ASTM D-2266ø impronta media(40 kg/54°C/1 ora) 0.30 0.30 0.29 0.28 0.27
• F.Z.G DIN 51354 part 2Test A8.3/90Passa lo stadio numero 12 12 12 12 12
INFIAMMABILITÀ EVOLATILITÀ
In un determinato "taglio" di lubrificante minerale, ad esmpio un ISO 68, sono presentinumerosi tipi di idrocarburi, con molecole a catene di diversa lunghezza.Gli idrocarburi a catena più corta hanno una tensione di vapore più elevata, quindi unamaggiore volatilità. L'impiego di fluidi sintetici al posto dei comuni oli minerali nella for-mulazione di oli per compressori assicura l'utente che non ci sono "tagli leggeri" che dianoinconvenienti di volatilità o alta infiammabilità.Così il consumo di olio viene ridotto al minimo, assicurando anche un servizio più econo-mico, pulito e sicuro.La bassa tensione di vapore, caratteristica dei fluidi SYNECO CLENAIR, li rende impie-gabili con notevole vantaggio anche nel settore delle pompe per vuoto.Come è infatti noto, la tendenza dei fluidi ad evaporare è in stretta relazione con la pres-sione e la temperatura.
SYNECO CLEANAIR
VOLATILITà NOACK 320 460 680 1000 2200
• DIN 51581 - % perdita pesoa 200°C 1.5 1.1 1.0 1.0 1.0a 250°C 8.8 6.0 6.0 6.0 5.5
• Infiammabilità V.A.°C - ASTM D92 220 245 245 245 250
ATOSSICITÀ NELL'ARIACOMPRESSA

16®
buzione dell'aria è molto importante. Nel compressore il fluido deve essere compatibilecon le guarnizioni, le vernici, i manicotti, i filtri in policarbonato, i raccordi di metallo e igiunti degli attrezzi impiegati.
Ecco perchè la SYNECO ha scelto come base di partenza degli idrocarburi altamente raf-finati sintetici le cui proprietà di compatibilità risultano equivalenti o superiori a quelledegli oli minerali comuni. La maggior parte dei macchinari impiega infatti da moltotempo comuni oli minerali; perciò non sono necessarie grosse precauzioni o antiecono-miche sostituzioni di giunti e guarnizioni, se si vuole immediatamente sostituire la cari-ca vacchia con i fluidi SYNECO CLEANAIR.
In sintesi la sostituzione da un olio minerale o basi estere ad uno della serie SYNECOCLEANAIR si fa senza particolari procedure di lavaggio o rischi di rottura dell'impianto.
Nelle prove eseguite con le guarnizioni ed i raccordi si riscontrano solo piccole variazio-ni di volume o di durezza e si può notare che i fluidi SYNECO si comportano in modo simi-
le agli oli minerali. Anche con vernici e con materiali ferrosi esiste una eccellente com-patibilità.Questa perfetta compatibilità non si riscontra invece in altri fluidi sintetici non bilancia-ti, che possono danneggiare seriamente parti dei compressori come giunti e guarnizioni,così da renderne difficile o impossibile l'utilizzo in macchinari progettati originariamen-te per funzionare con oli minerali.La perfetta compatibilità dei fluidi SYNECO CLEANAIR si estende a componenti impor-tanti come i filtri in policarbonato. I fluidi SYNECO, provati ad alta pressione (74 bar) perpiù di 100 ore su tali componenti superano la prova di compatibilità.Tra le numerose prove di durata cui i fluidi SYNECO CLEANAIR sono stati sottoposti,riportiamo i dati relativi a quella eseguita su di un compressore rotativo COMPAIR serie6000.
COMPATIBILITÀ CON LEATTREZZATURE PER LA PRODUZIONE DI ARIA
SYNECO CLEANAIRCompatibilità dei Olio miner. Fluido base
SYNECO CLEANAIR con: 320 460 680 1000 2200 ISO 32 estere
• Guarnizioni- nitriliche (high)% cambiamento di volume -2.4 -3.0 -3.0 -3.0 -3.0 -4.5 +7.0% cambiamento durezza +5.2 +6.0 +5.8 +5.5 +5.8 +8.5 -2.0
- nitriliche (medium)% cambiamento di volume -3.0 -3.6 -3.7 -4.0 -4 -3.8 +30% cambiamento durezza +9.0 +9.2 +9.0 +9.5 +10 +11 -25
• Raccordi% cambiamento di volume +6.5 +5.1 +5.0 +4.4 +4.4 +6.8 +45% cambiamento durezza -4.2 -4.0 -3.4 -2.7 -2.7 -8.3 -20
• Vernici SeveroCondizioni della no no no no no no attaccosuperficie change change change change change change distruttivo
• AcciaioTest antiruggine ASTM D665- DIN 51585 Corrosionecon acqua distillata pass pass pass pass pass pass moderatacon acqua salina pass pass pass pass pass pass o severa
• Filtri in policarbonato pass pass pass pass pass pass - - - -(Hoerbiger)

PROVA CON COMPRESSORE COMPAIR ‐ 9110 ORE • Analisi del fluido e comportamento nel separatore
ANALISI OLIO USATO Pressionedifferenz.
Viscosità TAN Morchie Colore Metalli nelORE a 40°C (mg. % ASTM Fe etc separatore
(cSt) KOH/gr) peso D-1500 (ppm) (psi)
0 41.82 0.07 - - - - 0.5 assenti -1011 43.00 0.06 0.06 4.0 assenti 42005 43.34 0.40 assenti 4.5 assenti 33076 43.46 0.19 0.02 7.0 assenti 14064 43.63 0.36 0.04 7.0 assenti 25503 46.60 0.36 0.04 8.0 assenti 36000 43.98 0.36 0.10 7.5 assenti 37002 43.98 0.44 0.05 6.0 assenti 39110 44.55 0.65 0.01 8.0 assenti 4
Nota: assenti indica 0 o meno di 1 ppm
®
La prova fu eseguita con SYNECO CLEANAIR 460 con i seguenti parametri:
Tipo di compressore: - stadio singolo ad iniezione di olio, a vite asimmetrica
Modello: - 6050/7AMotore (elettrico): - 50 HP (37.3 KW), 415 V, trifaseVelocità del motore: - 2960 giri al minutoRaffreddamento: - scambiatore fluido/ariaFiltri: - ingresso aria - cartuccia Mann da 5÷10 µ
- olio - filtro a carta da 15 µ- separatore aria/olio - 1.2 µ
Capacità olio: - unità di compr. - 31.5 litri- recuperatore - 22.5 litri
Pressione aria in uscita: - minima 70 psi (5 Bar)- normale 100 psi (7 Bar)- massima 150 psi (10 Bar)
Temperatura olio: - 80÷150°C
Il test di durata proseguì per un totale di 9110 ore ed alla fine il SYNECO CLEANAIR era ancora in buonecondizioni, come dimostrano nella seguente Tabella i dati analisi sul fluido e la bassa pressione diffe-renziale tra entrata ed uscita del separatore.L'incremento di viscosità di solo il 6,5% ed il trascurabile deposito lo confermano.Le parti del compressore come i rotori, gli ingranaggi ed i cuscinetti furono ispezionati e trovati in otti-mo stato, con una bassissima usura, come d'altronde dimostrato dalla assenza di metalli di usura nell'a-nalisi del fluido.L'aspetto del separatore fu considerata molto buona, e questo fatto riveste una grande importanza, datoche molti oli del mercato bloccano detto separatore in un tempo inferiore alle 2000 ore prescritte dalCostruttore.Anche il trascinamento di fluido nell'aria è un parametro importante ed è indice di buon funzionamen-to: nelle ultime 2500 ore di prova si misurò in continuazione questo parametro, trovando valori tipici di2 p.p.m. Il limite accettato dal Costruttore è di 5 p.p.m.Concludendo, la prova dimostra che SYNECO CLEANAIR 460, dopo le 9110 ore di prova, possedevacaratteristiche tali da poter esser ancora impiegato. I risultati di tale prova sono stati accettati ufficial-mente dalla COMPAIR tramite lettera di approvazione.Sono riportate successivamente alcune prove tra le più significative effettuate su unità Sono ripor‐tate successivamente alcune prove tra le più significative effettuate su unità installate nelle nor‐
FIELD TEST ‐ PROVE PRATICHE
17

mali sale mecchine dei clienti.Merita comunque citare le 10.000 ore effettuate con un Pneumofore UP3 presso la Società Nazionale di Robecco S. N. (MI) che ci hapermesso di affrontare con competenza e professionalità il settore delle macchine rotanti a palette.Costruttore: ATLAS Copco AIR POWER
PROVE PRESSO LA CLIENTELA
COMPRESSORE ATLAS COPCOGR 1520 PER ARIA
18
®
LABORATORIO DELLA
DIVISIONE LUBRIFICANTI
Via Abruzzi, 10/12 - 20098 SAN GIULIANO MILANESE (MI) - Tel. 029880840 - Fax. 029880351.C.F. e P.IVA 09171030159 - Iscr. C.C.I.A.A. MILANO 1271755 -Iscr. TRIB. MILANO 279878-7178-28
S.p.A
Tipo di compressore doppio stadio ad iniezione d'olioModello: GR 1120 W PACKMotore: Kw 280Velocità del motore: 1470 giri/1'Raffreddamento: ad ariaFiltri: cartucce ATLASCapacità olio: 150 lPressione aria: - minima 10 bar
- normale 19 bar- massima 20 bar
- Temperatura ambiente massimo per funzionamento alla massima pressione di esercizio: 40°C
- Portata aria a pieno carico e pressione normale di esercizio: 331 l/s- Temperatura aria uscita alla pressione normale di esercizio: 90 °CModalità della prova: il compressore aveva impiegato per alcuni mesi olio minerale di ottima qualità, con sostituzione della cari-ca intorno alle 1500÷2000 ore.Effettuato un lavaggio con Syneco Fluid Extra è stato utilizzato Syneco Cleanair 460 per circa 11400 ore, regolare sostituzio-ne del filtro olio e filtro separatore dell'olio.Il compressore fa parte di due gruppi che funzionano in azienda chimica.
®
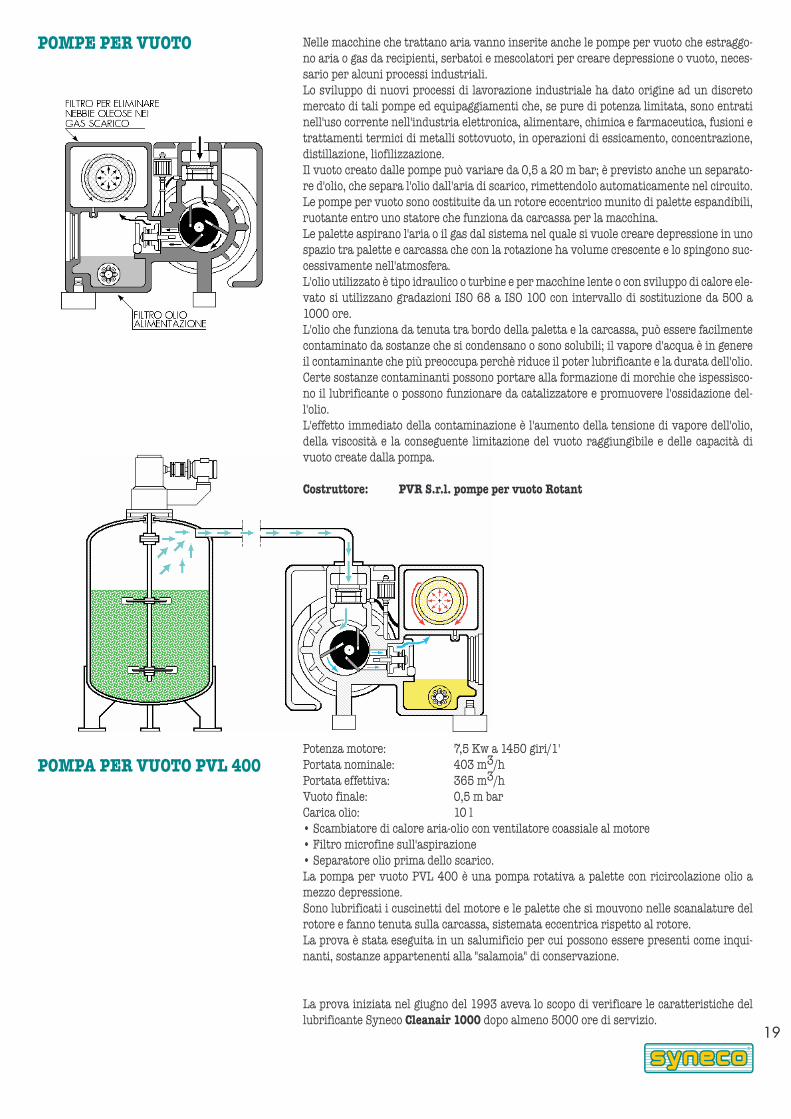
Nelle macchine che trattano aria vanno inserite anche le pompe per vuoto che estraggo-no aria o gas da recipienti, serbatoi e mescolatori per creare depressione o vuoto, neces-sario per alcuni processi industriali.Lo sviluppo di nuovi processi di lavorazione industriale ha dato origine ad un discretomercato di tali pompe ed equipaggiamenti che, se pure di potenza limitata, sono entratinell'uso corrente nell'industria elettronica, alimentare, chimica e farmaceutica, fusioni etrattamenti termici di metalli sottovuoto, in operazioni di essicamento, concentrazione,distillazione, liofilizzazione.Il vuoto creato dalle pompe può variare da 0,5 a 20 m bar; è previsto anche un separato-re d'olio, che separa l'olio dall'aria di scarico, rimettendolo automaticamente nel circuito.Le pompe per vuoto sono costituite da un rotore eccentrico munito di palette espandibili,ruotante entro uno statore che funziona da carcassa per la macchina. Le palette aspirano l'aria o il gas dal sistema nel quale si vuole creare depressione in unospazio tra palette e carcassa che con la rotazione ha volume crescente e lo spingono suc-cessivamente nell'atmosfera.L'olio utilizzato è tipo idraulico o turbine e per macchine lente o con sviluppo di calore ele-vato si utilizzano gradazioni ISO 68 a ISO 100 con intervallo di sostituzione da 500 a1000 ore. L'olio che funziona da tenuta tra bordo della paletta e la carcassa, può essere facilmentecontaminato da sostanze che si condensano o sono solubili; il vapore d'acqua è in genereil contaminante che più preoccupa perchè riduce il poter lubrificante e la durata dell'olio. Certe sostanze contaminanti possono portare alla formazione di morchie che ispessisco-no il lubrificante o possono funzionare da catalizzatore e promuovere l'ossidazione del-l'olio.L'effetto immediato della contaminazione è l'aumento della tensione di vapore dell'olio,della viscosità e la conseguente limitazione del vuoto raggiungibile e delle capacità divuoto create dalla pompa.
Costruttore: PVR S.r.l. pompe per vuoto Rotant
Potenza motore: 7,5 Kw a 1450 giri/1'Portata nominale: 403 m3/hPortata effettiva: 365 m3/hVuoto finale: 0,5 m barCarica olio: 10 l• Scambiatore di calore aria-olio con ventilatore coassiale al motore• Filtro microfine sull'aspirazione• Separatore olio prima dello scarico.La pompa per vuoto PVL 400 è una pompa rotativa a palette con ricircolazione olio amezzo depressione. Sono lubrificati i cuscinetti del motore e le palette che si mouvono nelle scanalature delrotore e fanno tenuta sulla carcassa, sistemata eccentrica rispetto al rotore.La prova è stata eseguita in un salumificio per cui possono essere presenti come inqui-nanti, sostanze appartenenti alla "salamoia" di conservazione.
La prova iniziata nel giugno del 1993 aveva lo scopo di verificare le caratteristiche dellubrificante Syneco Cleanair 1000 dopo almeno 5000 ore di servizio.
POMPE PER VUOTO
POMPA PER VUOTO PVL 400
19
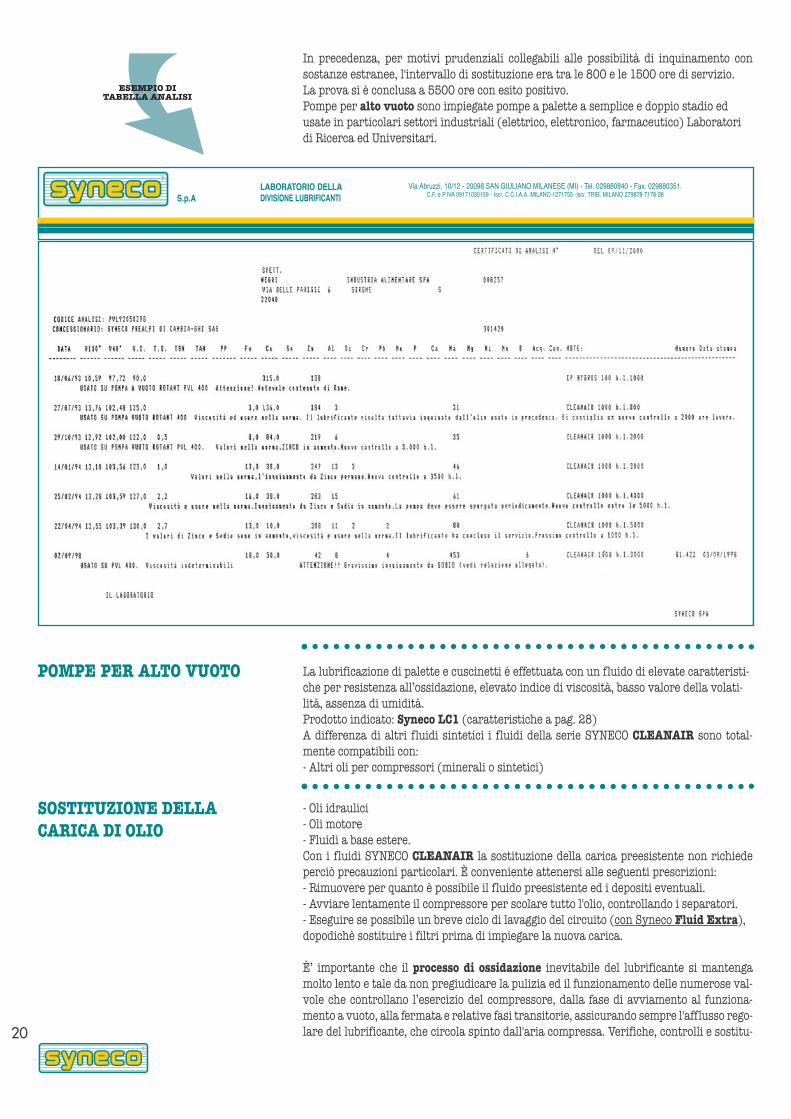
®
In precedenza, per motivi prudenziali collegabili alle possibilità di inquinamento consostanze estranee, l'intervallo di sostituzione era tra le 800 e le 1500 ore di servizio.La prova si è conclusa a 5500 ore con esito positivo.Pompe per alto vuoto sono impiegate pompe a palette a semplice e doppio stadio edusate in particolari settori industriali (elettrico, elettronico, farmaceutico) Laboratoridi Ricerca ed Universitari.
POMPE PER ALTO VUOTO
- Oli idraulici- Oli motore- Fluidi a base estere.Con i fluidi SYNECO CLEANAIR la sostituzione della carica preesistente non richiedeperciò precauzioni particolari. è conveniente attenersi alle seguenti prescrizioni:- Rimuovere per quanto è possibile il fluido preesistente ed i depositi eventuali.- Avviare lentamente il compressore per scolare tutto l'olio, controllando i separatori.- Eseguire se possibile un breve ciclo di lavaggio del circuito (con Syneco Fluid Extra),dopodichè sostituire i filtri prima di impiegare la nuova carica.
è’ importante che il processo di ossidazione inevitabile del lubrificante si mantengamolto lento e tale da non pregiudicare la pulizia ed il funzionamento delle numerose val-vole che controllano l’esercizio del compressore, dalla fase di avviamento al funziona-mento a vuoto, alla fermata e relative fasi transitorie, assicurando sempre l'afflusso rego-lare del lubrificante, che circola spinto dall'aria compressa. Verifiche, controlli e sostitu-
SOSTITUZIONE DELLACARICA DI OLIO
La lubrificazione di palette e cuscinetti é effettuata con un fluido di elevate caratteristi-che per resistenza all’ossidazione, elevato indice di viscosità, basso valore della volati-lità, assenza di umidità.Prodotto indicato: Syneco LC1 (caratteristiche a pag. 28)A differenza di altri fluidi sintetici i fluidi della serie SYNECO CLEANAIR sono total-mente compatibili con:- Altri oli per compressori (minerali o sintetici)
20
®
LABORATORIO DELLA
DIVISIONE LUBRIFICANTI
Via Abruzzi, 10/12 - 20098 SAN GIULIANO MILANESE (MI) - Tel. 029880840 - Fax. 029880351.C.F. e P.IVA 09171030159 - Iscr. C.C.I.A.A. MILANO 1271755 -Iscr. TRIB. MILANO 279878-7178-28
S.p.A

®
zioni di alcune valvole: di minima pressione, di non ritorno, di messa a vuoto, termostatiche, di arresto olio, sono periodicamente necessarie,prima dell'intervento di revisione della macchina, allo scopo di garantire lunga durata alla macchina ed elevati intervalli di sostituzione delfluido.Le migliori condizioni di funzionamento e di durata di un compressore sono affidate alla sostituzione di: filtri per l'aria in aspirazione, per l'o-lio in circolazione, per il separatore aria/olio che riduce nell'aria compressa la presenza dell'olio e ne permette il recupero assicurando bassoconsumo.Livello olio: in relazione alle ore di servizio effettuate, al carico giornaliero, alle ore di servizio settimanale va sistematicamente controllatoper assicurare la migliore durata del lubrificante, evitando rabbocchi consistenti.
Tutta l’aria atmosferica contiene vapore d’acqua, in quantità maggiore ad alta pressione e minore a bassa temperatura.Quando l’aria viene compressa la concentrazione dell’acqua aumenta. Per esempio, un compressore con una pressione di esercizio di 7 bar
Le sostanze inquinanti nell’impianto per produzione aria compressa, in parte eliminabiliattraverso la filtrazione , sono le seguenti:- impurità dell’ambiente sotto forma di particelle non trattenute dal filtro aria (inferiorea 5÷10 micron) e rimaste nel compressore e cioè nell’olio, filtro separatore aria/olio;- impurità non trattenute da filtro separatore aria/olio (circa inferiori a1,2 micron) esospese nell’aria compressa: queste possono unirsi a particelle d’olio, vapore d’olio, aero-sol, condensa e depositarsi nel separatore di condensa o arrivare in linea all’utilizzazio-ne, rallentando pistoni pneumatici, valvole pneumatiche, utensili ad aria compressa, ecc;-microrganismi che passano attraverso filtri e prosperano nei sistemi dell’aria compres-sa non essiccata in presenza di olio; -sostanze inquinanti l’ambiente, come gas industriali, ossidi di zolfo, prodotti da combu-stibili, gas di scarico autoveicoli, che nell’olio producono aumento di acidità e viscosità;-condensa in quantità determinata dall’umidità relativa dell’aria ambiente ed eliminabi-le dal serbatoio olio con opportuno spurgo, a compressore freddo, almeno una volta allasettimana.
-Ispezione al contenitore e separatore olio/aria (filtro). La sostituzione del separatoreolio/aria consente una ispezione alla superficie interna del contenitore che è anche il ser-batoio dell’olio: la superficie interna deve risultare pulita, priva di lacche o vernici, con
MANUTENZIONE:
ed una portata di 200 l/s, che aspira aria aria a 20°C con un’umidità relativa dell’80%, inun giorno lavorativo di 24 ore invierà 240 litri di acqua nella linea dell’aria compressa. In pratica si forma condensa nel serbatoio dell’olio allorchè il compressore si raffredda;altra acqua viene eliminata a valle del refrigeratore, attraverso il separatore di conden-sa, l’essicatore a refrigerazione, per cui in linea arrivano meno dei 20 litri indicati.Durante il transito nella linea, per abbassamento della temperatura, si ha ulteriore sepa-razione d’acqua in altri separatori di condensa. L’acqua che resta nell’aria crea problema,
riducibili con l’impiegho di altri 3 mezzi più sofisticati e costosi:- sovrapressione, assorbimento, adsorbimento.
SYNECO FLUID EXTRA (Cod. 81200)Olio da lavaggio.
TRATTAMENTO DELL’ARIACOMPRESSA
Filtrazione e sostanzeinquinanti nell’impianto di produzioni dell’aria compressa.
21
®
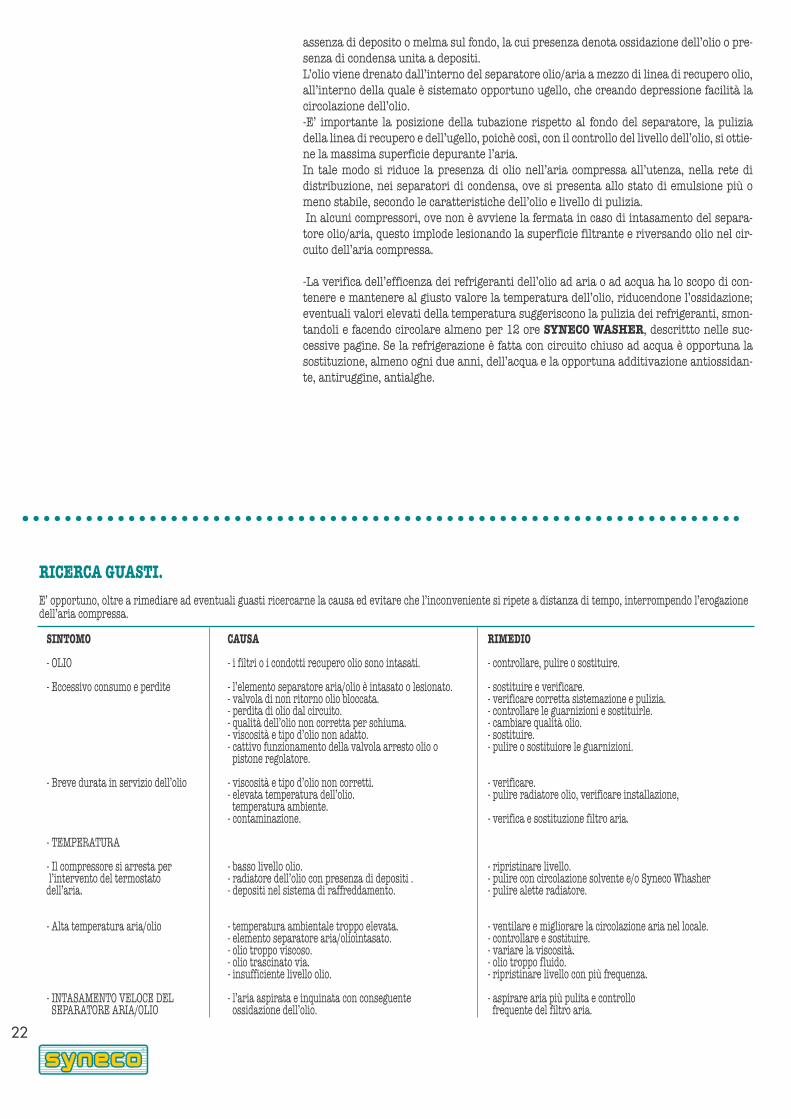
RICERCA GUASTI.
E’ opportuno, oltre a rimediare ad eventuali guasti ricercarne la causa ed evitare che l’inconveniente si ripete a distanza di tempo, interrompendo l’erogazionedell’aria compressa.
SINTOMO CAUSA RIMEDIO
- OLIO - i filtri o i condotti recupero olio sono intasati. - controllare, pulire o sostituire.
- Eccessivo consumo e perdite - l’elemento separatore aria/olio è intasato o lesionato. - sostituire e verificare.- valvola di non ritorno olio bloccata. - verificare corretta sistemazione e pulizia. - perdita di olio dal circuito. - controllare le guarnizioni e sostituirle. - qualità dell’olio non corretta per schiuma. - cambiare qualità olio. - viscosità e tipo d’olio non adatto. - sostituire.- cattivo funzionamento della valvola arresto olio o - pulire o sostituiore le guarnizioni.
pistone regolatore.
- Breve durata in servizio dell’olio - viscosità e tipo d’olio non corretti. - verificare.- elevata temperatura dell’olio. - pulire radiatore olio, verificare installazione,
temperatura ambiente.- contaminazione. - verifica e sostituzione filtro aria.
- TEMPERATURA
- Il compressore si arresta per - basso livello olio. - ripristinare livello.l’intervento del termostato - radiatore dell’olio con presenza di depositi . - pulire con circolazione solvente e/o Syneco Whasher
dell’aria. - depositi nel sistema di raffreddamento. - pulire alette radiatore.
- Alta temperatura aria/olio - temperatura ambientale troppo elevata. - ventilare e migliorare la circolazione aria nel locale.- elemento separatore aria/oliointasato. - controllare e sostituire.- olio troppo viscoso. - variare la viscosità.- olio trascinato via. - olio troppo fluido.- insufficiente livello olio. - ripristinare livello con più frequenza.
- INTASAMENTO VELOCE DEL - l’aria aspirata e inquinata con conseguente - aspirare aria più pulita e controlloSEPARATORE ARIA/OLIO ossidazione dell’olio. frequente del filtro aria.
assenza di deposito o melma sul fondo, la cui presenza denota ossidazione dell’olio o pre-senza di condensa unita a depositi.L’olio viene drenato dall’interno del separatore olio/aria a mezzo di linea di recupero olio,all’interno della quale è sistemato opportuno ugello, che creando depressione facilità lacircolazione dell’olio.-E’ importante la posizione della tubazione rispetto al fondo del separatore, la puliziadella linea di recupero e dell’ugello, poichè così, con il controllo del livello dell’olio, si ottie-ne la massima superficie depurante l’aria. In tale modo si riduce la presenza di olio nell’aria compressa all’utenza, nella rete didistribuzione, nei separatori di condensa, ove si presenta allo stato di emulsione più omeno stabile, secondo le caratteristiche dell’olio e livello di pulizia.In alcuni compressori, ove non è avviene la fermata in caso di intasamento del separa-
tore olio/aria, questo implode lesionando la superficie filtrante e riversando olio nel cir-cuito dell’aria compressa.
-La verifica dell’efficenza dei refrigeranti dell’olio ad aria o ad acqua ha lo scopo di con-tenere e mantenere al giusto valore la temperatura dell’olio, riducendone l’ossidazione;eventuali valori elevati della temperatura suggeriscono la pulizia dei refrigeranti, smon-tandoli e facendo circolare almeno per 12 ore SYNECO WASHER, descrittto nelle suc-cessive pagine. Se la refrigerazione è fatta con circuito chiuso ad acqua è opportuna lasostituzione, almeno ogni due anni, dell’acqua e la opportuna additivazione antiossidan-te, antiruggine, antialghe.
22

®
23
Serie SYNECO CLEANAIRFluidi a base PAO e selezionato pacchetto di additivazione per iniezio‐ne in compressori rotativi a vite, a palette, alternativi ad aria, perpompe per vuoto.
PROPRIETA’:
Le basi impiegate e l'additivazione conferiscono:- ottime proprietà viscosimetriche a bassa ed alta temperatura;- altissima resistenza all'ossidazione ed eccellente stabilità termica;- pulizia dei filtri separatori e scarsa tendenza alla formazione di morchie;- ottima filtrabilità;- ottime proprietà di air release e bassa tendenza alla formazione di schiuma;- ottima separazione dall'acqua e ottimo comportamento antischiuma;- ottima compatibilità con guarnizioni, vernici, materiale delle linee d'aria;- atossicità e bassa volatilità che condiziona il consumo;- aumento della durata della carica in servizio rispetto agli oli minerali.
SYNECO CLEANAIR 320 460 680 1000 2200
Viscosità ISO 32 46 68 100 220Peso specifico a 15°C Kg/l...................................... 0.85 0.85 0.85 0.85 0.85Viscosità a 100°C, cSt............................................ 5.8 7.1 8.3 13.4 25Indice di viscosità.................................................. 125 130 134 136 130Scorrimento, °C minore di...................................... -40 -40 -40 -40 -40Infiammabilità V.A., °C.......................................... 220 245 245 245 250
Volatilità Noack DIN 51581 % perdita peso - a 200°C........................................ 1.5 1.1 1.0 1.0 1.0- a 250°C........................................ 8.8 6.0 6.0 6.0 5.5
Test di ossidazione: residuo carbonioso- % dopo invecchiamento a 200°C POT DIN 51352-2... 0.23 0.20 0.12 0.07 0.11- % su 20% distillato residuo DIN 51356......... 0.09 0.09 nulla nulla 0.09
Air Release DIN 51381 - 50°C- Secondi per 0.2% aria.......................................... 40 60 90 120 120
Schiuma (ASTM-D-892) - Tendenza tracce tracce tracce tracce tracce- Stabilità.............................................................. nulla nulla nulla nulla nulla
Demulsività: minuti (40-40-0) a 54°C..................... 15 20 25 30 30ASTM-D-1401-DIN 51599
Protezione usura- 4 Sfere (ASTM-D-2266) (40 kg/54°C/1ora) Ø impronta media.................... 0.30 0.30 0.29 0.28 0.27
- F.Z.G. Test A8.3/90 DIN 51354 part 2Passa lo stadio numero........................................... 12 12 12 12 12
Specifiche.......... - DIN 51506 Compressore alternativo - Classifica VDL con additivi- ISO 6743 part 3A - Servizio ISO DAJ (con PAO)Compressore rotativo ad iniezione in servizio severo
CARATTERISTICHE:
(I valori sopra riportati si riferiscono alla normale produzione industriale e non costituiscono specifica).
PRODOTTI SPECIFICI SYNECO:

Serie SYNECO CLEANAIR F
Serie di lubrificanti atossici per compressori aria e pompe per vuoto.
PROPRIETA’:
L’impiego di basi sintetiche rispondenti alle norme FDA americana (FOOD and DRUGADMINISTRARTION) rendono atossica la serie di lubrificanti Syneco Cleanair F, incolore,insapore, inodore.Il pacchetto di additivazione conferisce caratteristiche antiusura, antistick-slip, antiossi-danti, antischiuma ed è esente da metalli pesanti come piombo e cadmio.Ottimi livelli di filtrabilità e buona compatibilità con metalli, elastomeri e vernici.Attualmente controllo e registrazione pending da NSF (National Sanitation Foundation).
APPLICAZIONE:
Compressori rotativi a vite e a palette per aria e pompe per vuoto, ove il lubrificante puòavere contatto accidentale con alimenti e/o bevande.
24®
SYNECO CLEANAIR F 320 460 680 1000
-Viscosità ISO 32 46 68 100
-Peso specifico a 15°C Kg/l 0,85 0,85 0,85 0,85
-Viscosità a 100°C, cSt 5,8 7,1 8,3 13,4
-Indice di Viscosità 125 130 134 136
-Scorrimento, °C minore di... -40 -40 -40 -40
-Infiammabilità V.A., °C 220 245 245 245
-Protezione da ossidazione DIN 51352
incremento % di viscosità a 40°C 2,1 2,8 2,7 2,4
- Morchie % peso 0,04 0,07 0,05 0,08
- Incremento TAN 0,20 0,21 0,24 0,20
Viscosità a -28,9°C, c. Poise (c. P.) 3200 4700 6800 18000
Volatilità Noack DIN 51581 % perdita peso
- a 200°C 1,5 1,1 1,0 1,0
- a 250°C 8,8 6,0 6,0 6,0
Test di ossidazione: residuo carbonioso
- % dopo invecch. a 200°C POT DIN 51352-2 0,23 0,20 0,12 0,07
- % su 20% distillato DIN 51356 0,09 0,09 nulla nulla
NSF: Registrazione e controllo / FDA 21CFR 178.3570
(I valori sopra riportati si riferiscono alla normale produzione industriale e non costituiscono specifica).
CARATTERISTICHE:

®
25
SYNECO OIL FREE‐ISO 68
Lubrificante per cuscinetti di compressori tipo Oil Free.
L'impiego di base sintetica PAO e di adatto pacchetto di additivazione, caratterizzano unfluido con elevate proprietà antiossidanti, antiruggine,elevata demulsività ed antischiu-ma, ottima trasmissione del calore, elevata resistenza all'usura, ottima filtrabilità, com-patibilità con guarnizioni.
Compressori per aria oil free tipo ATLAS Copco ZT, con pompa per ricircolazione di del-l’olio.Gruppi di riduzioni veloci in severe condizioni di esercizio.Macchinario impiegato in basse temperature ambiente.
Fluido miscelabile con olii minerali per turbine o idraulici; consente eliminazione diacqua e condensa.
ISO-L-HV, ISO-L-CC secondo NORMA-ISO 3498
David Brown S1 53101 Type 53106-H
Denison HF-1, HF -2, HF-0
Numero AGMA: 2
DIN 51524 - parte 2
CARATTERISTICHE:
PROPRIETÀ:
APPLICAZIONI:
IMPIEGO:
SPECIFICHE:
SYNECO OIL FREE‐ISO 68
ISO VG................................................................................................ 68
Peso specifico Kg/l a 15°C.................................................................... 0.860÷0,865
Viscosità a 40°C in cSt.......................................................................... 66÷69
Viscosità a 100°C in cSt........................................................................ 9÷10
Indice di viscosità................................................................................. 160 circa
Punto di scorrimento °C......................................................................... -50°C
Usura FZG test A 8,3/90 stadio............................................................. 12
Volatilità NOACK DIN 51581................................................................. perdita peso 1,2% a 200°C
Air release DIN 51381 - 50°C................................................................ 60 sec. per 0,2% di aria
Demulsività (ASTM-D-1401).................................................................. 20 min. (40-40-0)
Schiuma (ASTM-D-892)......................................................................... tracce/nulla
(I valori sopra riportati si riferiscono alla normale produzione industriale e non costituiscono specifica).

26®
SYNECO FLUID EXTRA (Cod. 81200)
Olio da lavaggio.
Olio minerale ISO 46 raffinato al solvente; effettua azione di rimozione e pulizia nei cir-
cuiti di lubrificazione ed oleodinamici eliminando melme ed olio sporco dalle canalizza-
zioni.
Per pulizia circuito di lubrificazione (per esigenze diverse dall'ISO 46 richiede la grada-zione ISO necessaria).Il prodotto viene fatto circolare per alcune ore ed il comportamento è quello di un oliominerale, per cui la macchina non va sottoposta a carico eccessivo.Nel caso di circuiti e serbatoi molto sporchi, è opportuno rimuovere a mano melme e depo-siti carboniosi.
Sostituiti filtri e carica di lavaggio ed introdotto l'olio stabilito, è opportuno effettuare un
sistematico controllo dei filtri installati, allo scopo di verificare ed eliminare ulteriore pre-
senza di sporcizia, come può verificarsi in radiatori per olio (che vanno eventualmente
puliti nella tubolatura olio per ripristinare lo scambio termico originale - utilizzando
Syneco Washer).
Viscosità ISO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Peso specifico a 15°C in Kg/l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,850Indice di viscosità. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100Pour point °C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . -15
I compressori rotativi necessitano di un adeguato controllo nelle prime fasi di eserciziocon la carica nuova del fluido, per accertarsi che eventuali precedenti depositi non sidisgreghino causando ostruzioni nei separatori di olio e nei filtri.- Nei compressori alternativi si devono controllare periodicamente i filtri e le linee di ali-mentazione del fluido nel pistone.
Se il compressore ha funzionato per alcuni anni con olio minerale, può essere presa in
considerazione la necessità di effettuare il lavaggio del radiatore olio con soluzione sol-
vente Syneco Washer; in tale caso il radiatore va staccato dal compressore.
CARATTERISTICHE:
PROPRIETÀ:
IMPIEGO:
(I valori sopra riportati si riferiscono alla normale produzione industriale e non costituiscono specifica).

®
27
SYNECO WASHER (Cod. 81722)
Pulitore melme e incrostazioni.
Fluido solvente clorurato con saponi inibitori di corrosione, atto a rimuovere dalle super-fici metalliche melme ed incrostazioni prodotte da olio ossidato per funzionamento adalta temperatura.
Si applica facendolo ripetutamente circolare per circa 24 ore (in relazione al livello disporcizia), a mezzo pompa inserita in circuito col radiatore, staccato dal compressore oper immersione. è adatto anche ad altro macchinario.La valutazione dello stato del radiatore e della durata dell'operazione è in funzione deltipo di servizio, lubrificante usato, ambiente di lavoro, condensa da umidità atmosferica.
PROPRIETÀ:
IMPIEGO:
(I valori sopra riportati si riferiscono alla normale produzione industriale e non costituiscono specifica).

28®
SYNECO LC 1Fluido sintetico per pompe alto vuoto
Pompe per alto vuoto sono impiegate pompe a palette a semplice e doppio stadio ed ustein particolari settori industriali (elettrico, elettronico, farmaceutico) Laboratori diRicerca ed Universitari.La lubrificazione di palette e cuscinetti é effettuata con un fluido di elevate caratteristi-che per resistenza all’ossidazione, basse volatilità, elevato indice di viscosità, bassovalore della volatilità, assenza di umidità.
La formulazione per il SYNECO LC1 si avvale di basi PAO (polialfaolefine), di pacchetto diadditivazione multipurpose (antischiuma, antiruggine) e di un trattamento finale dilavorazione sotto vuoto per eliminare frazioni di fluido a basso punto di ebollizione edumidità.Ottima compatibilità con materiali metallici, elastomeri, vernici.
Peso specifico a 15°C in Kg/l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,850Viscosità a 40°C in cSt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87÷90Viscosità a 100°C in cSt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12,5÷13Indice di viscosità. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140 circaVolatilità Noack % di perdita peso a 200°C . . . . . . . . . . . . . . . . . . 1,0Scorrimento °C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - 38Air Release DIN 51381 a 50°Cin secondi per 0,2% di aria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 110
• Mantenere i contenitori chiusi dopo l’uso
(I valori sopra riportati si riferiscono alla normale produzione industriale e non costituiscono specifica).
CARATTERISTICHE:
PROPRIETA’:

®
Di solito non ci sono rischi particolari quando si maneggiano lubrificanti o grassi, sempre che siadottino accorgimenti elementari come l'evitare il contatto con la pelle e l'inalazione dei vapori.In condizioni normali di temperatura non si richiedono particolari protezioni se non eventualmen-te occhiali protettivi e guanti di gomma nitrilica o neoprene.In caso di accidentale riscaldamento ad alte temperature, provvedere ad una adeguata vantilazio-ne del locale.Benchè i fluidi della serie SYNECO CLEANAIR siano meno infiammabili dei corrispondenti oliminerali, essi non possono essere classificati come "non-infiammabili".Il prodotto è resistente alle basse temperature (fino oltre -40°C), ha una bassa volatilità e nonrichiede quindi speciali precauzioni per lo stoccaggio; si raccomanda comunque di conservarlo inluogo riparato in modo tale da non essere facilmente contaminato da agenti atmosferici o comun-que estranei. In caso di incendio, ricorrere all'aiuto degli organismi preposti, raffreddare i conteni-tori esposti all'incendio con acqua, usare per l'estinzione CO2, Schiuma o Polveri chimiche inerti.Indossare maschere ed autorespiratori.In caso di contatto accidentale con la pelle, lavare con abbondante acqua e sapone. Se il prodottoraggiunge gli occhi, far scorrere acqua per almeno 15 minuti tenendo separate le palpebre con ledita.In caso di ingestione, far bere 2 o 3 bicchieri di acqua (500ml) minimo, non provocare il vomito erivolgersi alle autorità mediche.In caso di perdite o fuoriuscite di prodotto, far assorbire il liquido con assorbenti inerti solidi; il pro-dotto può risultare molto scivoloso. Evitare di scaricare in corsi d'acqua o in fognatura.
TOSSICITÀ
Per la loro composizione i fluidi della serie SYNECO CLEANAIR non sono irritanti per gli occhi eper la pelle e sono praticamente non-tossici per ingestione o per contatto epidermico. Non è statodeterminato alcun limite di concentrazione a cui il prodotto risulti tossico.
SICUREZZA NEI COMPRESSORI
L'impiego dei fluidi della serie SYNECO CLEANAIR non presenta alcun pericolo in unità di com-pressione pulite e sottoposte ad accurata manutenzione e lubrificazione secondo le norme stabilitedal costruttore.In ogni caso l'utilizzatore ha pieno controllo sulla efficienza ed integrità del compressore, dei suoicomponenti e delle condizioni di lubrificazione, assumendosi quindi totalmente la responsabilitàdella sicurezza in servizio.
CONFEZIONI ED IMBALLI
I fluidi della serie SYNECO CLEANAIR sono disponibili in fusti di 200 litri, fustini da 55 l ed in sec-chie di 25 litri.
GAS COMPATIBILI
In particolare:- Ammoniaca - Elio - Etilene- Benzene - Butadiene - Metano- Idrogeno - Gas rari - Gas Liquido- Propano - Gas di sintesi - Gas di altoforno.- Azoto - Monossido e Biossido di Carbonio - Aria - Vapore acqueo - Escluso ossidi (anidridi) di zolfo.
Interpellare il Servizio Tecnico Syneco circa la compatibilità con gas non riportati in elenco.
PRECAUZIONI PER LO STOCCAGGIO E L’IMPIEGO
29
®
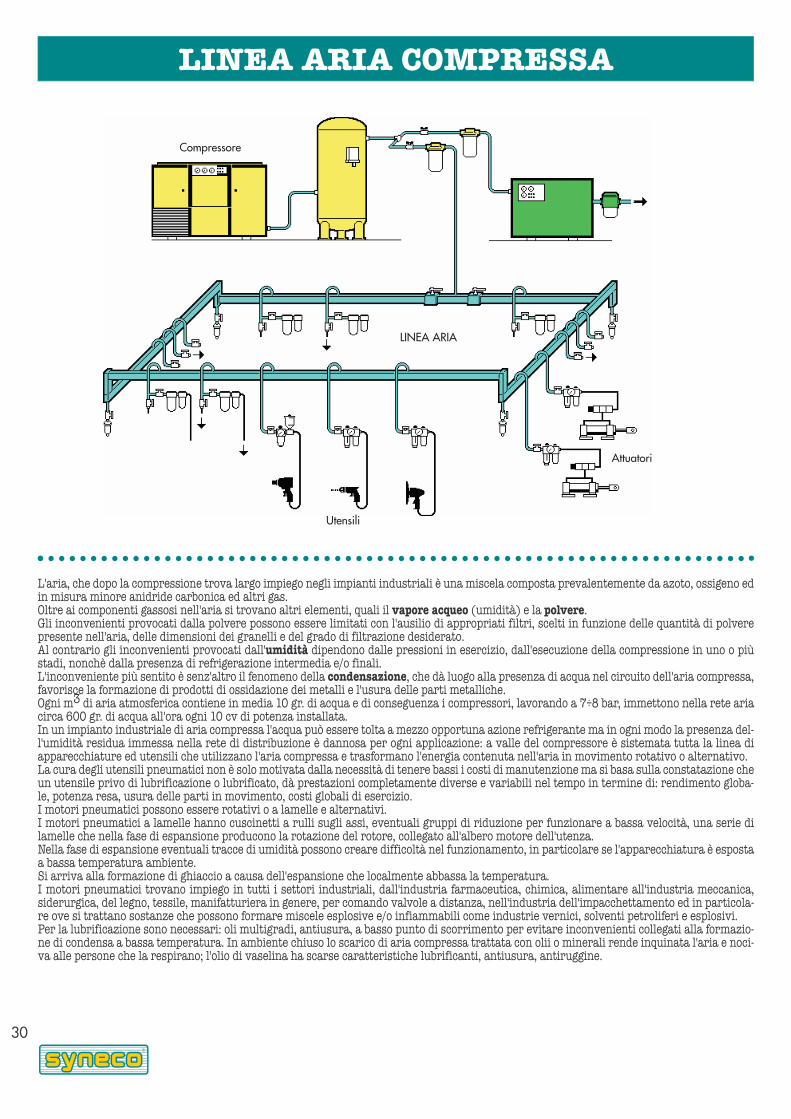
LINEA ARIA COMPRESSA
L'aria, che dopo la compressione trova largo impiego negli impianti industriali è una miscela composta prevalentemente da azoto, ossigeno edin misura minore anidride carbonica ed altri gas. Oltre ai componenti gassosi nell'aria si trovano altri elementi, quali il vapore acqueo (umidità) e la polvere. Gli inconvenienti provocati dalla polvere possono essere limitati con l'ausilio di appropriati filtri, scelti in funzione delle quantità di polverepresente nell'aria, delle dimensioni dei granelli e del grado di filtrazione desiderato. Al contrario gli inconvenienti provocati dall'umidità dipendono dalle pressioni in esercizio, dall'esecuzione della compressione in uno o piùstadi, nonchè dalla presenza di refrigerazione intermedia e/o finali. L'inconveniente più sentito è senz'altro il fenomeno della condensazione, che dà luogo alla presenza di acqua nel circuito dell'aria compressa,favorisce la formazione di prodotti di ossidazione dei metalli e l'usura delle parti metalliche. Ogni m3 di aria atmosferica contiene in media 10 gr. di acqua e di conseguenza i compressori, lavorando a 7÷8 bar, immettono nella rete ariacirca 600 gr. di acqua all'ora ogni 10 cv di potenza installata.In un impianto industriale di aria compressa l'acqua può essere tolta a mezzo opportuna azione refrigerante ma in ogni modo la presenza del-l'umidità residua immessa nella rete di distribuzione è dannosa per ogni applicazione: a valle del compressore è sistemata tutta la linea diapparecchiature ed utensili che utilizzano l'aria compressa e trasformano l'energia contenuta nell'aria in movimento rotativo o alternativo.La cura degli utensili pneumatici non è solo motivata dalla necessità di tenere bassi i costi di manutenzione ma si basa sulla constatazione cheun utensile privo di lubrificazione o lubrificato, dà prestazioni completamente diverse e variabili nel tempo in termine di: rendimento globa-le, potenza resa, usura delle parti in movimento, costi globali di esercizio.I motori pneumatici possono essere rotativi o a lamelle e alternativi. I motori pneumatici a lamelle hanno cuscinetti a rulli sugli assi, eventuali gruppi di riduzione per funzionare a bassa velocità, una serie dilamelle che nella fase di espansione producono la rotazione del rotore, collegato all'albero motore dell'utenza.Nella fase di espansione eventuali tracce di umidità possono creare difficoltà nel funzionamento, in particolare se l'apparecchiatura è espostaa bassa temperatura ambiente. Si arriva alla formazione di ghiaccio a causa dell'espansione che localmente abbassa la temperatura.I motori pneumatici trovano impiego in tutti i settori industriali, dall'industria farmaceutica, chimica, alimentare all'industria meccanica,siderurgica, del legno, tessile, manifatturiera in genere, per comando valvole a distanza, nell'industria dell'impacchettamento ed in particola-re ove si trattano sostanze che possono formare miscele esplosive e/o infiammabili come industrie vernici, solventi petroliferi e esplosivi.Per la lubrificazione sono necessari: oli multigradi, antiusura, a basso punto di scorrimento per evitare inconvenienti collegati alla formazio-ne di condensa a bassa temperatura. In ambiente chiuso lo scarico di aria compressa trattata con olii o minerali rende inquinata l'aria e noci-va alle persone che la respirano; l'olio di vaselina ha scarse caratteristiche lubrificanti, antiusura, antiruggine.
30

®
SYNECO AIR 2000Lubrificante multigrado atossico a base sintetica ISO VG 15 pernebulizzazione in linee aria compressa.
Le carattesristiche intrinseche del prodotto formulato con base PAO ed opportuno pac-chetto di additivazione garantisce:- facilità ad essere atomizzata nell'aria compressa, in modo omogeneo e graduale in diffe-renti condizioni di temperatura ambiente (olio multigrado); - attitudine ad inglobare umidità in sospensione nell'aria compressa evitando con suc-cessivo deposito di condensa;- compatibilità con materiali differenti della linea aria compressa;- elevata resistenza all'ossidazione, ottime caratteristiche di adesività, lubrificanti;- elevata protezione antiusura ed antiruggine per le parti in movimento, anche lunghiperiodi si sosta, durante la notte o per le ferie.
Lubrificatori a nebbia per alimentazione utensili, motori e lamelle, servo-meccanismi,valvole, cilindri, comando macchine per assemblaggio e confezionamento anche nell’in-dustria alimentare.
Assenza di prodotti tossici in reparto(PNA ed aromatici); durata dei componenti mecca-nici.
Colore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,5Peso specifico a 15°C in Kg/l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,850Viscosità a 40°C in cSt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15÷16Pour point °C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . -40Infiammabilità COC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 220°CIntervallo impiego . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - 28°C ÷ +280°CSpecifica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . DIN 51502 DL 15
NSF: Registrazione e controllo / FDA 21CFR 178.3570
(I valori sopra riportati si riferiscono alla normale produzione industriale e non costituiscono specifica).
CARATTERISTICHE:
PROPRIETÀ:
IMPIEGO:
31
VANTAGGI:

32
®
TECNICA DEI COMPRESSORI FRIGORIFERI
Refrigerazione è il termine indicato per togliere calore da aria, acqua o qualsiasi altrasostanza che si desidera raffreddare ed il processo di trasferimento di questo calore adun adatto mezzo di raffreddamento.
COMPRESSORI E CIRCUITO FRIGORIFERO
Il compressore frigorifero è il più importante componente di tutti gli impianti di refrige-razione sia per applicazione su grosse navi, centrali di raffreddamento e condizionamen-to, che per piccole unità tra cui quelle domestiche o applicate ai veicoli.Il compressore frigorifero è simile nelle operazioni ad un convenzionale compressore adaria, ma il processo di raffreddamento impone esigenze ulteriore al lubrificante usato,che perciò possiede speciali proprietà; l’aria nel ciclo di impiego è sostituita da un fluidofrigorigeno che ha particolari caratteristiche.La refrigerazione è un ciclo calore/lavoro: il refrigerante in fase di vapore (gas) è com-presso (1) con un conseguente aumento di temperatura (come nel caso dell’aria) ed allafine della compressione è raffreddato attraverso uno scambiatore ad aria o acqua chia-mato condensatore (2) ove il calore è estratto ed il vapore condensa e diventa liquido. Successivamente questo abbandona la parte ad alta pressione, passando in quella abassa, attraverso una valvola di espansione (3), o di riduzione della pressione, ed entranella serpentina di evaporazione (4) e il “calore latente di evaporazione” (così detto),richiesto per tornare vapore (gas), è ottenuto con scambio termico (7) con l’ambiente,che perciò si raffredda mediante un elemento liquido chiamato brina (5).La temperatura della brina è perciò abbassata e la sua ricircolazione attorno alla came-
ra fredda (7) o cella di raffreddamento permette di estrarre calore da ciò che in essa èimmagazzinato.
Il gas dopo l’evaporatore è riportato in ciclo per la successiva compressione. Il circuito ècompletato da: un separatore d’olio (6) per eliminarlo dal gas frigorifero e riportarlo nel

33
®
compressore, una pompa di circolazione della brina (8). I compressori frigoriferi sono di vario tipo: alternativi, rotativi a palette, a vite e a spira-le. La produzione del freddo si basa su due tipi di trasformazioni o cicli: a compressione, cheè di gran lunga il più utilizzato e il ciclo ad assorbimento, normalmente utilizzato nelle“caravan” con piccoli gruppi o nelle pompe di calore utilizzate nei sistemi di riscalda-mento e raffreddamento.
FLUIDI FRIGORIGENI PER COMPRESSORI
In relazione alle tecnologie utilizzate, alle esigenze ecologiche, alle dimensioni degli
FLUIDI FRIGORIGENI
NATURALI SINTETICI
Ammoniaca-NH3
Anidride CarbonicaAnidride Solforosa
Propano C3H8
NH3consigliata dal Protocollo di Montreal (Vienna Nov.
‘95 ultimo aggiornamento)
CFC HCFC HFC
R 12R 11ecc.
R 22R 124ecc.
R 407cR 134a
ecc.
Produzionevietata
dal 01-01-96
Progressivariduzione
dellaproduzione
Attualmenteconsentiti
impianti sono stati utilizzati vari tipi di fluidi per i quali sono elencate alcune indicazionirelative all’impatto ambientale ed alla divisione tra fluidi naturali e sintetici.
Le attuali norme tecniche sull’ambiente, che riguardano in qualche modo le macchine fri-gorifere, sono quelle relative ai fluidi frigorigeni utilizzati per la produzione del freddo.La tendenza nazionale ed europea si sta orientando nel seguente modo:
NATURALI
- L’ammoniaca (NH3) sotto forma di gas o liquido ha un odore pungente ed in presenza diumidità forma idrati di ammonio, che hanno scarsa solubilità sull’olio a base minerale. - L’anidride carbonica (C02) è un gas senza colore ed odore ma con un particolare odorein presenza di umidità.Alla pressione atmosferica nel raffreddamento, da gas si trasforma allo stato solido ed èconosciuta come “ghiaccio secco”.Alle temperature normali il CO2 è leggermente solubile in olio minerale ma non ha alcuneffetto. In servizio una perdita non è rilevabile per l’odore, come capita con l’ammoniaca.- L’anidride solforosa (SO2) è un gas pesante incolore, con odore acre e può essere peri-coloso per eventuali perdite nel circuito. E’ solubile in acqua e forma acido solforico che ècorrosivo. Sotto pressione è liquido ed in tale stato dissolve alcuni costituenti degli oliminerali.- Gli HC (idrocarburi) sono particolarmente presi in considerazione ma contemporanea-mente è necessario un compromesso relativo alle loro proprietà di infiammabilità: pro-pano, butano, pentano, isobutano sono molto validi per il valore 0 relativo al danneggia-

34
®
mento dello strato di ozono (ODP) e bassi valori effetto serra (GWP) che influiscono sullatemperatura facilitando l’azione dei CFC, banditi ma sempre presenti in parecchie unitàtuttora utilizzate.
SINTETICI
- I CFC sono i clorofluorocarburi chiamati anche FREON (Du Pont) prodotti sintetici cheintaccano lo strato protettivo dell’ozono e perciò già banditi dall’applicazione, anche seinerti, non tossici, ininfiammabili e miscibili con gli oli minerali.I refrigeranti sono individuati da un numero R progressivo ed industrialmente sul mer-cato sono presenti miscele binarie, ternarie di fluidi R con diverso Marchio Commerciale.Esaminiamo le alternative ai CFC.La scelta del refrigerante dipende dalle sue proprietà termiche, tossicità, corrosività,infiammabilità.- Temporaneamente gli HCFC, idroclorofluorocarburi per la presenza del cloro, sonoancora utilizzati, poichè il livello di danno all’ozono è molto limitato.Sono impiegati nei trasporti con containers e nelle navi per trasporto di GPL, per mante-nere con il freddo i gas allo stato liquido.- Gli HFC (idrofluorocarburi privi di cloro) sono i fluidi che sostituiscano i CFC e HCFCassieme ai fluidi naturali. Sono anche conosciuti come idrofluoroalcheni HFA.

35
®
COMPRESSORI FRIGORIFERILA SCELTA DEL LUBRIFICANTE
La lubrificazione del compressore in un impianto di refrigerazione è un elemento impor-tante per ottenere una soddisfacente ed efficente risultato da tutto il sistema impiegato.Molti compressori alternativi sono dotati di separatore d’olio prima del condensatore, maè possibile che piccole quantità d’olio siano trascinate nel circuito refrigerante.Questo olio influisce sull’efficenza dell’impianto, formando depositi gommosi nel conden-satore, depositi di paraffina nell’evaporatore e bloccare la valvola di espansione.La formazione di depositi è legata alle proprietà e caratteristiche dell’olio, al fluido frigo-rifero in uso, alla temperatura dell’evaporatore ed all’attrezzatura ausiliaria dell’impian-to.Esaminiamo i vari compressori e relativi componenti:-Compressore alternativo: sebbene sia simile nelle operazioni ad un convenzionale com-pressore ad aria, il processo della refrigerazione impone caratteristiche aggiuntive allubrificante richiesto.Temperature abbastanza basse esistono nelle valvole di aspirazione mentre sono altenella testata a fine compressione.Perciò è necessario selezionare un olio con facile scorrevolezza a bassa temperatura, masufficientemente viscoso da evitare il contatto metallo/metallo, adesivo e con adattaviscosità per le parti in movimento ad alta temperatura.Distribuito come un sottile film dall’azione delle fasce elastiche del pistone, deve tuttaviagarantire la tenuta del gas frigorifero durante la compressione, evitando il passaggio delgas nel carter (blow by).-Compressore rotativo a palette: il film d’olio deve permettere lo scorrimento alternativodelle palette entro le feritoie, proteggere le estremità delle palette nel contatto con laparete interna del cilindro, con una adeguata adesività assicurare la tenuta del gasdurante la compressione; nel compressore rotativo a vite è ancora importante la tenutatra corpo del compressore e viti per evitare un basso rendimento volumetrico del ciclo fri-gorifero.Se la scelta del lubrificante è corretta, la quantità di olio fornita può essere fatta al cilin-dro nel valore minimo, per garantire una efficente lubrificazione. Questa caratteristica è richiesta, per ridurre la quantità di olio trascinata dal fluido fri-gorifero e la conseguente possibilità di formare gomma e depositi.Tutti i lubrificanti assorbono gas frigoriferi con i quali vengono a contatto, abbassandonele viscosità durante il processo; pressioni, temperature differenti durante il ciclo per-mettono ai lubrificanti di assorbire i gas sotto forma di vapore, con conseguente riduzio-ne del sottile film, delle tenute, delle proprietà dell’olio di aderire alle superfici metallichee questo va considerato nella scelta dell’olio.
I cuscinetti nei compressori frigoriferi sono simili a quelli degli altri compressori per aria:-il carter è generalmente chiuso ed aria atmosferica e ossigeno sono presenti in piccolequantità, così è ridotto l’esposizione dell’olio all’effetto ossidante.Se il refrigerante è solubile o solubile in parte nell’olio, come nel caso di fluidi Freon, laviscosità è ridotta dalla diluizione e questo deve essere considerato nella selezione dellaviscosità adatta per la lubrificazione dei cuscinetti: questa possibilità è opportunamentevalutata dai costruttori dei compressori, quando suggeriscono l’olio adatto.Il compressore per uso domestico o piccoli gruppi, che opera con motore elettrico e com-pressore immerso completamente in una miscela di fluido ed olio, è definito ermetico.L’olio deve possedere buone proprietà dielettriche, non deve reagire con le leghe di Ramedei cablaggi del motore o con l’isolamento del motore elettrico.
CARATTERISTICHE DEL LUBRIFICANTE
Le caratteristiche che devono avere gli oli per la refrigerazione a mezzo compressori

36
®
sono:-stabilità chimica per resistere alla reazione chimica creata dal refrigerante o dal mate-riale normalmente presente nel sistema: Sealed Tube Test; R-22 14 giorni-stabilità termica per eliminare gli elevati depositi carboniosi che possono crearsi neipunti caldi, come valvole o luci di scarico;-basso contenuto di paraffina per prevenire la separazione della paraffina floculante,proveniente dalla miscela olio/refrigerante nei punti a più bassa temperatura del siste-ma: Floc Test ASHRAE 86-83;-basso punto di congelamento per prevenire la separazione di olio che può congelare nelletubazioni di circolazione dell’olio:ASTM Pour Point ASTM D 97;-elevata resistività dielettrica per assicurare ottime proprietà di isolamento, in partico-lare nei gruppi ermetici, ove l’olio si interpone tra motore elettrico e compressore: ASTMD 877;-viscosità adatta anche in presenza del refrigerante che diluisce l’olio e garantire l’adat-ta viscosità del film alle elevate temperature operative, fornendo inoltre una buona flui-dità nelle condizioni di esercizio alle più basse temperature;-buona resistenza alla contaminazione, per prevenire l’usura meccanica dei cuscinetti oil formarsi dei depositi sulle tubazioni, luci, valvole e la completa deteriorazione dell’olio.
PRODOTTI SPECIFICI SYNECO PER COMPRESSORI FRIGORIFERI
E’ preso in esame il settore della refrigerazione-condizionamento, ove sono impiegaticompressori frigoriferi di tipo alternativo e rotativo (a palette, a vite, a spirale ecc) e conle parti lubrificate, cuscinetti, pistoni, valvole e cuscinetti a rotolamento.L’applicazione delle varie serie di lubrificanti, sintetici e/o minerali, prendono in consi-derazione oltre alla viscosità ISO, stabilita dal costruttore secondo le esigenze meccani-che e di esercizio, anche il fluido frigorigeno utilizzato.
1) Condizionatori per autoveicoli, veicoli commerciali, refrigerazione commerciale nellavendita (banchi frigoriferi e vetrine) di alimenti.La serie di prodotti sintetici a base di esteri di poliolio Syneco CLEANAIR RL è destina-ta ad unità (compressori ermetici o semiermetici) per condizionamento con gruppi fri-gorigeni utilizzanti fluido R 134 a, ed è caratterizzato da:- elevato potere lubrificante ed ottima resistenza all’usura;- facile solubilità e pronta disoleazione per il recupero dell’olio;- ottima stabilità termica ed ossidativa, elevata resistenza alla formazione di depositi,ottimale trasferimento del calore durante la fase lubrificante e nella fase di raffredda-mento nel radiatore;- il prodotto è adatto per flussaggio con 2-3 operazioni, per eliminare presenza di oliominerale usato in precedenza. Non utilizzabile per rabbocco su altro prodotto minerale e/o sintetico;- campo applicativo sino a -25 °C.
2) Refrigerazione ove il fluido frigorigeno è ammoniaca (NH3, R717) Freon R12, R22
eccetto SO2.
I prodotti sono la serie a base di PAO, già utilizzati nella compressione dell’aria:
Syneco CLEANAIR nelle gradazioni a listino caratterizzati da:
- lunga durata in servizio rispetto agli oli minerali usati normalmente nei compressorialternativi e rotativi; (riferimento a pag. 24)

37
®
3) Refrigerazione con compressori alternativi e rotativi con lubrificanti minerali di natu-ra naftenica con fluido frigorifero, ammoniaca (NH3 e R717) e Freon R12, R22. La serieè denominata :
Syneco CLEANAIR S (ISO 32, ISO 68)
I prodotti in servizio sono controllati dal Service Syneco ChecK-Up.

38
®
SYNECO CLEANAIR RL 1000
Lubrificanti sintetici per compressori frigoriferi con fluidofrigorigeno R 134a.
DESCRIZIONE:I Syneco Cleanair RL sono lubrificanti sintetici per compressori con circuito ove il fluidoR 134a è ecologico, ed impedisce la distruzione dell’ozono.
IMPIEGO: Sono impiegati in compressori rotativi ed a spirale destinati al condizionamento di auto-veicoli, veicoli industriali, agricoli, locali abitativi, banchi e vetrine refrigeranti per ali-menti, in relazione alla minima temperatura di -20°C, ottenibile con tali circuiti.
PROPRIETÀ:
L’impiego di basi sintetiche di esteri di polioli e di opportuna additivazione, conferisconoai prodotti:- ottime caratteristiche lubrificanti ed antiusura;- elevata trasmissione del calore;- pulizia delle parti lubrificate ed assenza di depositi;- facile disoleazione del frigorigeno impiegato;- lunga durata in servizio;- compatibilità con materiali elastomeri utilizzati nel circuito;- prodotto igroscopico per cui i recipienti devono essere tenuti chiusi, pena la perdita dicaratteristiche.
Syneco CLEANAIR RL 1000Colore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .chiaroPeso specifico a 15°C in Kg/l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .0,9Viscosità a 40°C in cSt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .90÷110Viscosità a 100°C in cSt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10÷15Indice di viscosità . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ≥120Punto di scorrimento °C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . -20ISO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .100
APPLICAZIONI DI SYNECO CLEANAIR RL PER COMPRESSORI FRIGORIFERI
Tipi dicompressore con fluido frigorigeno R 134aalternativocentrifugorotativo (disponibile) no no no siSyneco Cleanair RL 320 460 680 1000Grado ISO 32 46 68 100
(I valori sopra riportati si riferiscono alla normale produzione industriale e non costituiscono specifica).
CARATTERISTICHE:
SYNECO CLEANAIR (vedi pag.23)

39
®
SYNECO CLEANAIR S
Lubrificanti per compressori frigoriferi
IMPIEGO:
La serie CLEANAIR S è stata appositamente formulata per essere impiegata nei com-pressori frigoriferi e pompe di calore.Le applicazioni più significative sono:- congelazione rapido (es: carni, verdure, ecc.);- lavorazioni di gomma a bassa temperatura;- processi di raffreddamento prodotti farmaceutici, ecc.
La caratteristica essenziale dei CLEANAIR serie S è di avere un’ottima miscibilità con iprincipali fluidi frigoriferi anche a bassa temperatura.
Questo facilita il ritorno dell’olio al compressore indipendentemente dal tipo di evapora-tore impiegato e, nello stesso tempo, evita la formazione di uno strato di lubrificante sepa-rato nell’evaporatore.
PROPRIETÀ:
I SYNECO CLEANAIR S sono compatibili con i fluidi frigogeni minerali, ma ovviamente,ne deriverà una miscela con proprietà intermedie.E’ quindi consigliabile un attento spurgo del lubrificante precedente.
Gli elastomeri consigliati e compatibili con SYNECO CLEANAIR S sono:Cloroprene (Neoprene), gomme al nitrile, polimeri di butadiene e nitrile acrilico (Buna N,Perbunan), polimeri di epicloridina (Hydrin), poliacrilati, polisolfuri di etilene, elastome-ri clorurati (Viton, Fluorel), siliconi e ffluorosilicone, poliuretani (Adiprene, Vulcolan).Sono inoltre compatibili con la generalità dei metalli e delle loro leghe usate nei compres-sori ed impianti frigoriferi.
SYNECO CLEANAIR S 32 S 68
Peso specifico a 15°C in Kg/g 0,910 0,916Vicosità a 40°C in cSt 32-34 62-63Viscosità a 100°C in cSt 4,4÷4,5 6÷6,2Punto di scorrimento °C -40 -31Punto di fiocco °C <-55 <-45ISO VG 32 68
(I valori sopra riportati si riferiscono alla normale produzione industriale e non costituiscono specifica).
CARATTERISTICHE:
CERTIFICAZIONI:
Il sistema di qualità Syneco è conforme ai requisiti della Normativa UNI EN ISO 9001emesso da DNV-SINCERT il 1996-11-17.

cib
s@
snet.it
Rev.01-2001 ristampa 20.09.2010