Embed Size (px)
Citation preview

TECHNICKÁ UNIVERZITA V KOŠICIACH
STROJNÍCKA FAKULTA
ANALÝZA PÓROVITOSTI MATERIÁLOV POMOCOU
METROTOMOGRAFIE
Diplomová práca
2014 Bc. Darina GLITTOVÁ

TECHNICKÁ UNIVERZITA V KOŠICIACH
STROJNÍCKA FAKULTA
ANALÝZA PÓROVITOSTI MATERIÁLOV POMOCOU
METROTOMOGRAFIE
Diplomová práca
Študijný program: Biomedicínske inžinierstvo
Študijný odbor: 5.2.47 Biomedicínske inžinierstvo
Školiace pracovisko: Katedra biomedicínskeho inžinierstva a merania (KBIaM)
Školiteľ: Dr.h.c. prof. Ing. Jozef Živčák, PhD.
Konzultant: Ing. Teodor Tóth,PhD.
2014 Košice Bc. Darina GLITTOVÁ

Abstrakt v SJ
Cieľom tejto práce bolo analyzovať pórovitosť, resp. inklúzie vzoriek z vybraných
materiálov pomocou metrotomografie. Hlavnou zložkou prob lému bola správna
metodika softvérového spracovania nameraných údajov získaných počítačovou
tomografiou na zariadení Carl Zeiss Metrotom 1500. Pri rôznych nastaveniach
vstupných parametrov sa zisťoval predpokladaný výstup na známom súbore defektov.
Porovnanie vplyvov nastavení na výsledkov vyhodnotenia má pomôcť pri nastavovaní
parametrov pre vyhodnotenie defektov v priemyselných aplikáciách.
Kľúčové slová
Defektoskopia, pórovitosť, počítačová tomografia
Abstrakt v AJ
The aim of this work was to analyze the porosity or inclusions samples from
selected materials using metrotomografie. The main component of the problem was
correct methodology of software processing of the measured data acquired by computed
tomography equipment Carl Zeiss METROTEL 1500. For various settings of the input
parameters was investigated expected output to a known set of defects. Comparison of
the effects of setting on results of the assessment should help in setting parameters for
evaluation of defects in industrial applications.
Kľúčové slová v AJ
Defectoscopy, porosity, computed tomography


Čestné vyhlásenie
Vyhlasujem, že som túto diplomovú prácu napísala samostatne pod odborným
vedením a použila som iba uvedenú literatúru.
Košice, 9. máj 2014 ..........................................
vlastnoručný podpis

Poďakovanie
Moje poďakovanie patrí predovšetkým konzultantovi práce, Ing. Teodorovi
Tóthovi PhD, za jeho rady, pomoc a hlavne trpezlivosť pri častých konzultáciách.
Taktiež Ing. Monike Michalíkovej PhD- vedúcej Diplomového projektu, za jej rady
ohľadom formy práce a p. Ferdinandovi Filickému za pomoc pri výrobe vzoriek. Moje
poďakovanie patrí aj doc. Ing. Jánovi Slotovi, PhD. a Ing.Ivanovi Gajdošovi, PhD. z
Katedry technológií a materiálov za poskytnutú pomoc pri výrobe vzoriek.

Predhovor
Počítačová tomografia je účinná metóda, ako neinvazívne detekovať pórovitosť
a iné defekty nielen v konštrukčných materiáloch, ale aj v biomedicínskych vzorkách.
Jeden z hlavných dôvodov, prečo som si vybrala túto tému je reálna potreba vyriešiť
otázku ako veľmi ovplyvňuje softvérové nastavenie a následné spracovanie výsledný
obraz defektoskopickej skúšky.
Táto problematika bola, okrem iného, podrobnejšie prediskutovaná aj v práci
„Vplyv skenovacích parametrov počítačovej tomografie na odhadovanú pórovitosť
penových vzoriek“.
Cieľom bolo detailne preskúmať ponúkané nastavenia skenovacích parametrov
a následne zvoliť ich najoptimálnejšie hodnoty pre každé skenovanie daného problému.

Obsah
Zoznam obrázkov ............................................................................................................ 9
Zoznam tabuliek............................................................................................................ 11
Úvod................................................................................................................................ 12
1 Defektoskopia .......................................................................................................... 13
1.1 Ultrazvuková defektoskopia ................................................................................ 15
1.2 Prežarovacie metódy – RTG defektoskopia ........................................................ 16
1.3 Magnetická defektoskopia ................................................................................... 17
1.4 Kapilárne metódy................................................................................................. 19
1.5 Metóda akustickej emisie a holografické metódy ............................................... 20
1.6 Analýza chemického zloženia ............................................................................. 21
1.7 Pórovitosť a mikročistota materiálu .................................................................... 22
1.7.1 Pórovitosť materiálov .................................................................................. 22
1.7.2 Mikročistota materiálu a inklúzie ................................................................ 24
2 Návrh a výroba vzoriek na snímanie ..................................................................... 25
2.1 Rapid prototyping ................................................................................................ 25
2.1.1 Využitie metód Rapid Prototyping .............................................................. 25
2.1.2 RP technológia FusedDeposition Modeling ................................................ 25
2.1.3 Technické údaje použitého RP ..................................................................... 26
2.2 Laserové spekanie................................................................................................ 27
2.2.1 Technické údaje použitého SLS prístroja .................................................... 29
2.3 Návrh testovaných vzoriek .................................................................................. 30
2.3.1 Dizajn vzoriek pre plast ............................................................................... 30
2.3.2 Dizajn vzoriek pre keramiku........................................................................ 32
2.3.3 Dizajn vzoriek z epoxidu na testovanie inklúzií .......................................... 33
3 Návrh metodiky snímania ...................................................................................... 36
3.1 Metrotomografia .................................................................................................. 36
3.1.1 Počítačová tomografia v priemysle .............................................................. 36
3.1.2 Spôsob získavania dát .................................................................................. 36
3.1.3 Možnosti využitia metrotomografie............................................................. 37
3.1.4 Metrotom OS................................................................................................ 39
3.1.5 Nastavenie parametrov samotného snímania ............................................... 40

4 Softvérové spracovanie ........................................................................................... 42
4.1 VGStudio MAX ................................................................................................... 42
4.2 Analýza pórovitosti/inklúzií ................................................................................ 43
4.3 Nastavované parametre........................................................................................ 45
5 Vyhodnotenie ........................................................................................................... 47
5.1 Vzorky získané metódou Rapid Prototyping z plastu.......................................... 47
5.2 Vzorky získané metódou laserovým sinterovaním z keramiky ........................... 49
5.3 Vzorky z epoxidu na testovanie inklúzií ............................................................. 49
5.3.1 Spracovanie surových výsledkov defektoskopie ......................................... 51
5.3.2 Spracovanie upravených výsledkov defektoskopie ..................................... 59
6 Záver......................................................................................................................... 64
Zoznam použitej literatúry .......................................................................................... 65
Prílohy ............................................................................................................................ 67

SjF KBIaM
9
Zoznam obrázkov
Obr. 1 RTG snímka zvarového spoja [4] ................................................................... 17
Obr. 2 Test súčiastky „Koliesko“ magnetickou indukčnou metódou [4] ................... 18
Obr. 3 Povrch súčiastky po skúške kapilárnou metódou [4] ...................................... 19
Obr. 4 Princíp holografickej metódy [4] .................................................................... 21
Obr. 5 Diamant s inklúziou fialovočerveného granátu [19] ....................................... 24
Obr. 6 Schéma technológie FDM [6] ......................................................................... 26
Obr. 7 Popis princípu SLS [13] .................................................................................. 27
Obr. 8 3D model vyrobených vzoriek ........................................................................ 30
Obr. 9 Prierez vzorkou ............................................................................................... 30
Obr. 10 Schéma usporiadania defektov vo vzorke ....................................................... 31
Obr. 11 Vzorky vytvorené na prístroji Rapid Prototyping ........................................... 31
Obr. 12 Model vzorky pre keramiku ............................................................................ 32
Obr. 13 Znázornenie vrstiev defektov v objeme vzorky .............................................. 32
Obr. 14 Vrstvy defektov v objeme vzorky ................................................................... 33
Obr. 15 Schéma epoxidovej vzorky ............................................................................. 33
Obr. 16 Znázornenie inklúzií v objeme vzorky............................................................ 34
Obr. 17 Epoxidová vzorka s duroplastovými inklúziami............................................. 35
Obr. 18 Epoxidová vzorka s inklúziami sekaného oceľového drôtu ........................... 35
Obr. 19 Epoxidová vzorka s inklúziami oceľového granulátu.................................... 35
Obr. 20 Epoxidová vzorka s inklúziami sklenených guľôčiek .................................... 35
Obr. 21 Porovnanie používateľského prostredia softvérov Calypso a VGStudio
Max [14][15] ................................................................................................... 38
Obr. 22 Vlastné vzorky umiestnené v prípravku, pripravené na snímanie .................. 40
Obr. 23 Pracovné prostredie VGStudio Max [2] ......................................................... 42
Obr. 24 Príklad vyhodnotenia inklúzií v softvéri VGStudio Max[18]......................... 44
Obr. 25 Inšpekčná správa defektoskopickej analýzy ................................................... 44
Obr. 26 Používateľské rozhranie defektoskopickej analýzy, program VGStudio
Max ................................................................................................................. 46
Obr. 27 Vzorka zosnímaná Metrotomom 1500 ............................................................ 47
Obr. 28 Vzorky vytvorené technológiou Rapid Prototyping bez namodelovaných
pórov ............................................................................................................... 47
Obr. 29 Stratégia výroby „D“....................................................................................... 48
Obr. 30 Stratégia výroby „M“ ...................................................................................... 48
Obr. 31 Stratégia výroby „04“...................................................................................... 49
SjF KBIaM
10
Obr. 32 Porovnanie kombinácií parametrov pre vzorku s inklúziami veľkosti
0,3-0,5 mm ...................................................................................................... 54
Obr. 33 Porovnanie kombinácií parametrov pre vzorku s inklúziami veľkosti
0,4-0,6 mm ...................................................................................................... 55
Obr. 34 Porovnanie kombinácií parametrov pre vzorku s inklúziami veľkosti
0,4-0,8 mm ...................................................................................................... 56
Obr. 35 Porovnanie kombinácií parametrov pre vzorku s inklúziami veľkosti
0,6- 1mm ......................................................................................................... 57
Obr. 36 Graf korelácie medzi výstupnými parametrami inšpekčnej správy ................ 58
Obr. 37 Vizuálne porovnanie rôznych kritérií pravdepodobnosti pri rovnakom
filtri redukcii šumu na jednej vzorke (1-Vzorka pred analýzou
defektoskopie, 2-HC, 3-HG, 4-HP,5-HS) ....................................................... 59
Obr. 38 Vizuálne porovnanie rôznych filtrov redukcii šumu pri rovnakých
kritériách pravdepodobnosti jednej vzorky (1-Vzorka pred analýzou
defektoskopie, 2-HC, 3-LC, 4- MC) ............................................................... 60
Obr. 39 Histogram pre hodnoty pravdepodobnosti vzorky po odstránení
falošných potvrdení......................................................................................... 62
Obr. 40 Histogram pre hodnoty pravdepodobnosti vzorky po odstránení
falošných potvrdení......................................................................................... 62
Obr. 41 Histogram pre hodnoty pravdepodobnosti vzorky po odstránení
falošných potvrdení......................................................................................... 63
Obr. 42 Histogram pre hodnoty pravdepodobnosti vzorky po odstránení
falošných potvrdení......................................................................................... 63

SjF KBIaM
11
Zoznam tabuliek
Tab. 1 Technické vlastnosti použitého prístroja Fortus 400 MC [11] ....................... 27
Tab. 2 Technické vlastnosti prístroja CeraFab 7500 [10] .......................................... 29
Tab. 3 Porovnanie merných hmotností jednotlivých zložiek vzoriek ........................ 34
Tab. 4 Technické vlastnosti Metrotomu 1500 ............................................................ 39
Tab. 5 Nastavované parametre snímania jednotlivých vzoriek .................................. 41
Tab. 6 Legenda pre nadchádzajúce grafy porovnaní parametrov .............................. 50
Tab. 7 Popisné štatistiky vzorky s inklúziou o veľkosti 0,3-0,5mm .......................... 52
Tab. 9 Popisné štatistiky vzorky s inklúziou o veľkosti 0,4-0,6 ................................ 52
Tab. 8 Popisné štatistiky vzorky s inklúziou o veľkosti 0,4-0,8mm .......................... 52
Tab. 10 Popisné štatistiky vzorky s inklúziou o veľkosti 0,6-1mm ............................. 53
Tab. 11 Zdrojová tabuľka údajov pre histogramy č 38 až 41 ...................................... 61

SjF KBIaM
12
Úvod
Úlohou tejto diplomovej práce bolo hlbšie sa zoznámiť s algoritmami
a skenovacími nastaveniami Metrotomu CZ1500, rovnako ako aj následnými
vyhodnocovacími parametrami a charakteristikami. Keďže už existuje vedecká štúdia
[20] zaoberajúca sa vplyvom hardvéru na získane výsledky, táto práca je smerovaná
viacej na nastavenie a určovanie hodnôt v softvéri VGStudio Max, ktoré vykonáva
dátovú analýzu skenovaného materiá lu.
Začiatok práce je venovaný teoretickému úvodu do problematiky defektoskopie ,
jej foriem a metód používaných v praxi.
Druhá kapitola popisuje návrh a postup výroby 3 skupín vzoriek, na snímkach
ktorých bude defektoskopia vykonávaná. Každý typ vzoriek je navrhovaný na výrobu
inou technologickou cestou.
V tretej kapitole je podrobnejšie popísaný snímací systém Carl Zeiss Metrotom
1500 a jeho softvér- Metrotom OS. Táto časť je dôležitá z hľadiska určenia presných
snímacích hodnôt, ktoré majú vplyv na následnú analýzu defektov.
Štvrtá kapitola sa zaoberá softvérom VGStudio Max a jeho parametrami
a nastaveniami. Popis jednotlivých funkcií dokáže pomôcť pri výbere nastavovaných
parametrov, ktorých vplyv na výsledok samotnej defektoskopie je najviac poznačený.
Vo vyhodnotení je slovne aj graficky popísaný výsledok tejto práce, ktorý je
záverom zhrnutý.

SjF KBIaM
13
1 Defektoskopia
„Defektoskopia je vedný odbor, ktorý skúma nedeštruktívnymi spôsobmi defekty
v materiáloch a výrobkoch, resp. predpovedá vznik možností materiálových porúch v
prevádzke. V praxi nie je možné vytvoriť ideálne dokonalý materiál a z neho dokonalý
výrobok. V celom výrobnom procese sa môžu v materiáloch a výrobkoch vyskytovať
poruchy, ktoré vznikajú vo výrobnom procese alebo počas prevádzky.
Defekt je také porušenie materiálu alebo výrobku, ktorého povaha, tvar, rozmery a
priestorová orientácia môžu pôsobiť negatívne pri jeho využívaní.
Defektoskopia sa stáva v súčasnosti nástrojom kvality výrobku. Niektoré bežné
výrobky vyžadujú len čiastočnú kontrolu, iné dôležité, až 100% kontrolu. Podmienka
kvality výrobkov je základným predpokladom úspešnosti ich predaja, pričom účinným
nástrojom na kontrolu kvality sú i nedeštruktívne metódy skúšania materiálov. Ich
aplikácia umožňuje zavedenie 100% kontroly kvality materiálov vstupujúcich do
výrobného procesu, tak výrobkov po vybraných technologických operáciách.
Spoločným znakom všetkých metód využívaných defektoskopiou je aplikácia
takých fyzikálnych princípov, ktoré skúšaný objekt mechanicky ani tepelne nepoškodia.
Tieto metóda sa nazývajú nedeštruktívne defektoskopické skúšky.
Nedeštruktívne defektoskopické skúšky umožňujú:
- Zistiť viditeľné povrchové i skryté povrchové a vnútorné chyby, ktoré porušujú
celistvosť alebo menia vlastnosti materiálu
- Včasným zistením chybných polovýrobkov a výrobkov v procese výroby ich
vyradiť z ďalšieho výrobného procesu, čím sa ušetria náklady na ich ďalšie
spracovanie
- Vyradením chybných častí sa zabráni poruche celého zariadenia, a tým predísť
väčšej škode
- Odhaliť skryté defekty nadkritickej veľkosti, ktoré môžu vyvolať náhle
porušenie zariadenia, predchádzať tak vzniku havárií
- Defektoskopia umožňuje používať výpočtové metódy v konštrukcii založené
na existencii defektov, a tak dosiahnuť optimálne využitie materiálu“ [7]
„Mechanická vlastnosť je správanie sa materiálu telesa za pôsobenia vonkajších
mechanických síl. Toto správanie výrazne závisí od typu materiálu telesa, jeho

SjF KBIaM
14
rozmerov a tvaru a tiež od prítomnosti či neprítomnosti chýb v telese. Inak sa bude
správať pri rovnakých podmienkach plast, kaučuk, kovový materiál, sklo, keramika,
zložený materiál atď. Z toho dôvodu sa pri stanovovaní mechanických vlastností musí
brať na tieto okolnosti zreteľ, takže v konečnom dôsledku budú vytvárané rozdielne
podmienky pre rozličné typy materiálov včítane tvaru a rozmerov skúšobných vzoriek.
Často sa pri jednom type materiálu zisťuje vlastnosť, ktorá pri inom type materiálu
prakticky neexistuje, iné vlastnosti sú univerzálne pre takmer všetky typy materiálov.
Prítomnosť defektov výrazne vplýva na vlastnosti materiálu, predovšetkým v
oblasti odolnosti proti krehkému lomu. Z toho dôvodu je potrebné detekovať
prítomnosť trhlín v materiáli, vedieť určiť ich lokalizáciu a veľkosť. Na to slúžia
nedeštruktívne defektoskopické skúšky. Používajú sa na všetky typy materiálov, pričom
nie je možné použiť každú metódu na ľubovoľný materiál, nakoľko niektoré metódy
vyžadujú určité vlastnosti materiálu.
Určenie mechanických vlastností pomocou mechanických skúšok a zistenie
prítomnosti porúch defektoskopiou umožňuje bezpečné a ekonomické využívanie
technických materiálov na výrobu strojov, prístrojov, konštrukcií a iných zariadení.“ [7]
Fyzikálne princípy defektoskopických metód
„ V súčasnosti sa v defektoskopii používajú najmä tieto fyzikálne princípy :
- Princíp kapilarity a zmáčanie skúšaného predmetu polárne aktívnou kvapalinou
- Magnetická indukcia vo feromagnetických materiáloch
- Akustické princípy (šírenie mechanického vlnenia telesom)
Všeobecný princíp každej defektoskopickej metódy spočíva v indikácii skúšaného
predmetu príslušným fyzikálnym médiom a v registrácii výsledku pôsobenia média na
predmet. Podľa uvedených princípov rozlišujeme :
- Kapilárne
- Magnetoinduktívne
- Ultrazvukové
- Prežarovacie skúšobné metódy
- Chemické skúšky.“ [7]

SjF KBIaM
15
1.1 Ultrazvuková defektoskopia
Definícia a vlastnosti ultrazvuku
„Ultrazvuk je pružné mechanické vlnenie hmotného prostredia s vyššou
frekvenciou ako je frekvencia zvuku počuteľného ľudským uchom. Hraničná frekvencia
ľudskej počuteľnosti je 16 kHz. Ultrazvukové vlny možno vytvoriť mechanicky,
tepelne, piezoelektricky alebo magnetostrikčne.
V defektoskopii sa používa piezoelektrický spôsob, ktorý sa zakladá na princípe
rozkmitania kremíkovej platničky vysokofrekvenčným prúdom. Platnička je vyrobená z
kryštálu kremeňa, turmalínu alebo zo Seignetovej soli takým spôsobom, aby jej dve
plochy boli kolmé na elektrickú os kryštálu. Mriežka kremeňa sa skladá z molekúl SiO2.
Každý atóm kremíka má 4 pozitívne a atóm kyslíka 2 negatívne elektrické náboje. Ak je
kryštál stlačený v smere polárnych osí (X1, X2, X3), rovnováha nábojov sa navonok
poruší a na oboch povrchoch kryštálu vznikne voľný náboj opačného znamienka. Ťah
vyvolá náboje opačnej polarity než tlak. Tento piezoelektrický jav je vratný, tzn., že
keď sa privedie na povrch kryštálu elektrický náboj, nastane jeho deformácia podľa
veľkosti a polarity privedeného náboja. Aby sa elektrické náboje rozdelili rovnomerne
po celom povrchu kryštálov, pokrýva sa povrch vrstvou katódovo rozprášeného striebra.
Privedením striedavého napätia vysokej frekvencie sa platnička mechanicky rozkmitá s
totožnou frekvenciou. Keď sa zhoduje frekvencia striedavého prúdu s vlastnou
frekvenciou platničky, nastáva rezonancia, pričom pružné kmity dosahujú najväčšiu
amplitúdu.
V defektoskopii sa využívajú tieto základné vlastnosti ultrazvuku :
- schopnosť priamočiareho prenikaniami tuhými látkami
- schopnosť odrážať sa na rozhraní dvoch prostredí
Prechodom a odrazom ultrazvukových vĺn na rozhraní dvoch hmotných prostredí
je napr. skúšaný materiál a trhlina. Charakteristickou vlastnosťou prostredia pre prechod
ultrazvuku je akustický vlnový odpor.“ [1]
Metódy ultrazvukovej defektoskopie
„Pri prechode tuhým prostredím sa ultrazvukové vlny odrážajú na prekážkach
(defektoch) alebo sa ohýbajú, rozptyľujú a tým čiastočne tlmia. Z hľadiska
defektoskopie je potrebné voliť také podmienky skúšky, aby sa dali zistiť defekty

SjF KBIaM
16
nadkritickej veľkosti. Ak je veľkosť defektu v rovine kolmej na smer šírenia
ultrazvukových vĺn, nastáva odraz vĺn od defektu. Hodnota λ je vlnová dĺžka vlnenia
určená vzťahom, pričom c je rýchlosť ultrazvuku a f jeho frekvencia.“ [1]
„Vysielanie a prijímanie ultrazvukovej energie sa robí sondami, ktoré pomocou
elektroakustického meniča premieňajú elektrickú energiu na ultrazvukové vlnenie a
opačne.
Podľa tvaru elektroakustického meniča môžu byť sondy :
- kruhové
- polkruhové
- pravouhlé
Podľa konštrukcie sa sondy rozdeľujú na :
- priame- vysielajú vlny kolmo na skúšaný povrch
- uhlové- vysielajúce vlny šikmo k povrchu
- dvojité- obsahujúce 2 elektroakustické meniče - vysielací a prijímací
Ultrazvuková elektroskopia sa uskutočňuje viacerými skúšobnými metódami.
Najviac sa používajú odrazové a prechodové metódy.
Prechodová metóda sa zakladá na princípe vysielania ultrazvukových vĺn do jednej
strany skúšaného predmetu a zachytávania úbytku ultrazvukovej energie na druhej
strane.
Ultrazvuk sa najčastejšie používa pri kontrole veľkých rotorov parných turbín,
elektrických generátorov, hriadeľov, valcov valcových stolíc, výkovkov, odliatkov,
zvarov, a pod. “[1]
1.2 Prežarovacie metódy – RTG defektoskopia
„Využívajú sa najmä pre kontrolu a zisťovanie vnútorných chýb zvarov a
odliatkov. Princíp metódy je známy najmä z oblasti zdravotníctva, kde sa využíva pre
detekciu chorobných stavov kostí a orgánov.
Röntgenové žiarenie (röntgenové lúče, X lúče) je elektromagnetické žiarenie v
rozsahu vlnových dĺžok od 1 nanometra do 100 pikometrov. Vzniká prudkým

SjF KBIaM
17
zabrzdením urýchlených elektrónov (brzdné žiarenie) alebo prechodom elektrónov na
nižšie energetické hladiny v atóme (charakteristické žiarenie). „[4]
„Prežarovanie umožňuje detekciu vnútorných nehomogenít materiálu pomocou
interferencie neviditeľného γ-žiarenia s hmotou. Rozdielne zoslabenie intenzity žiarenia
vplyvom vnútorných nehomogenít spôsobí zobrazenie diverzít na RTG film. Pri
prežarovaní je potrebný prístup ku kontrolovanej časti z dvoch protiľahlých strán. Film
sa fotochemický spracuje mokrou cestou, a preto treba počítať s časovou rezervou na
vyvolanie a usušenie snímku a následné vyhodnotenie prežarovanej oblasti (obr.č.1).
Využívané γ-žiarenie má ionizačný charakter, ide vlastne o formu rádioaktívneho
žiarenia, preto pre prácu s ním platia prísne bezpečnostné predpisy a pri práci sa vo
vytýčenej oblasti nesmie nachádzať žiadny personál.„[4]
Obr. 1 RTG snímka zvarového s poja [4]
1.3 Magnetická defektoskopia
„Magnetická defektoskopia využíva zmeny intenzity alebo rozptylu magnetického
poľa v mieste nehomogenity (chyby alebo defekty). Metóda je vhodná pre skúšanie
povrchu skúšaného materiálu alebo vrstiev ležiacich tesne pod povrchom skúšaného
materiálu. Keďže metóda využíva magnetické vlastnosti materiálov, je pomocou nej
možné testovať iba feromagnetické látky, t.j. železo, ocele (okrem austenitických),
nikel, kobalt a gadolínium (gadolínium - Gd je kujný a ohybný kov vzácnych zemín).
Princíp všetkých magnetoinduktívnych metód sa zakladá na zisťovaní rozptylu
magnetického poľa v mieste defektov nachádzajúcich sa na povrchu alebo tesne pod
povrchom skúšaného predmetu. „[4]

SjF KBIaM
18
„Skúšaný predmet sa vystaví účinku magnetického poľa. Homogenita
magnetických siločiar v objeme predmetu závisí od homogenity jeho magnetickej
vodivosti. Ak sú v ceste magnetického toku nejaké prekážky, ktoré majú inú
permeabilitu ako základný materiál, vzniká v mieste prekážky rozptylové magnetické
pole.
Magnetická defektoskopia používa prakticky dve metódy:
- skúška magnetickým práškom,
- indukčná metóda.
Pri skúške magnetickým práškom mokrou metódou sa na povrch skúšaného
materiálu nanesie suspenzia, tvorená jemne rozomletým práškom Fe3O4, olejom a
petrolejom. Pri pôsobení magnetického poľa sa zrniečka suspenzie Fe3O4 preskupia do
tvaru magnetických siločiar, ktoré sú od seba rovnako vzdialené rovnobežné priamky
alebo sústredné kružnice. V mieste výskytu chyby dôjde k zhusteniu siločiar a tým k
„zviditeľneniu“ chyby v skúšanom materiáli. Poloha, veľkosť a tvar chyby však nie sú
známe. Ak má byť táto kontrola dokonalá je potrebné skúšaný predmet zmagnetizovať v
dvoch na seba kolmých smeroch. To sa dosiahne pomocou prístrojov, ktoré umožňujú
magnetizáciu medzi pólmi tzv. pozdĺžnu a priečnu magnetizáciu.
Pri indukčnej metóde sa pohybujúcou sondou (prípadne cievkou) zisťuje rozptyl
magnetického poľa, ktorý vzniká nad miestom chyby. Výhodou tejto metódy je veľká
citlivosť indikácie chýb. Jej nevýhodou je pomerne úzka možnosť použitia. Možno ju
použiť iba na skúšanie predmetov konštantného prierezu. Na obr.č.2 je ako príklad
zobrazený test súčiastky magnetickou indukčnou metódou.„[4]
Obr. 2 Test súčiastky „Koliesko“ magnetickou indukčnou metódou [4]

SjF KBIaM
19
„Nevýhodou magnetických metód je, že v skúšanom predmete ostáva určitý
permanentný magnetizmus, ktorý je v niektorých prípadoch nežiaduci. Tieto časti preto
treba odmagnetovať, čo sa robí v demagnetizátoroch. Najčastejšie sa demagnetizuje
prechodom zmagnetovaného predmetu cez otvorenú cievku napájanú striedavým
prúdom. Zmenšovaním amplitúdy striedavého prúdu sa zmenšuje aj amplitúda
magnetického toku a predmet sa v cievke zbavuje remanentného magnetizmu. „ [4]
1.4 Kapilárne metódy
„Kapilárne metódy využívajú principiálne vzlínavosť a zmáčavosť vhodných
kvapalín (penetrantov), ktorými sa pokryje povrch skúšaných materiálov. Ako
penetranty sa používajú kvapaliny s nízkym povrchovým napätím (oleje, petroleje).
Detekčná kvapalina (penetrant) vzlína (vniká) do necelistvostí vychádzajúcich na
skúšaný povrch. Po ukončení vnikania do chýb sa z povrchu odstráni prebytočný
penetrant. Na takto vyčistený povrch sa nanesie vývojka, ktorá zabezpečí vyvzlínanie
penetrantu z chyby na povrch. Takto je vytvorená na skúšanom povrchu stopa (farebná
príp. florescenčná) chyby, ktorá je hodnotená vizuálne. Na obr.č.3 je povrch súčiastky
po kapilárnej skúške s povrchovou chybou, ktorá je viditeľná až vďaka aplikácii
detekčnej kvapaliny. „[4]
Obr. 3 Povrch súčiastky po skúške kapilárnou metódou [4]
„Kapilárne metódy sa najlepšie osvedčujú pri plošných chybách typu trhlín,
studených spojov, zdvojenín a podobne.

SjF KBIaM
20
Kapilárnymi metódami možno skúšať:
- kovové materiály - austenitické ocele, farebné, ľahké kovy a ich zliatiny a iné,
- nekovové materiály - plastické hmoty, glazovaná keramika, sklo a iné.
Pre kapilárne metódy nie sú vhodné pórovité materiály. „ [4]
1.5 Metóda akustickej emisie a holografické metódy
„Metóda akustickej emisie patrí medzi najmodernejšie defektoskopické metódy
testovania materiálov a konštrukcií. Je založená na snímaní elastického vlnenia, ktoré
vzniká v dôsledku dynamických procesov objavujúcich sa v materiáli pri jeho
zaťažovaní vnútornými alebo vonkajšími silami. Môže sa realizovať buď počas
tlakových skúšok, alebo aj priamo pri reálnej prevádzke testovanej súčasti. Metóda
akustickej emisie umožňuje sledovať kumuláciu poškodenia, priebeh plastickej
deformácie, iniciáciu a šírenie trhliny, rôzne fázové transformácie, korózne deje, ale i
napr. prúdenie tekutín apod.
Vzniknuté vlnenie je sledované na povrchu skúšaného materiálu prostredníctvom
snímačov, ktoré ju transformujú na elektrický signál. Bežné zariadenia pre metódu
akustickej emisie využívajú piezoelektrické snímače pracujúce v oblasti 100 kHz až do
cca 2 MHz. Takto vytvorený signál je spracovávaný a vyhodnocovaný pomocou
výpočtovej techniky.
Metóda akustickej emisie je vhodná najmä pre netradičné materiály, kde iné
metódy neprinášajú uspokojivé výsledky, ako napr. pre duplexné a austenitické ocele,
zhúževnatené keramické materiály, polymérne kompozity a podobne. Akustická emisia
umožňuje sledovanie defektov s citlivosťou takmer nedosiahnuteľnou inými metódami.
Za dolnú hranicu veľkosti detekovanej poruchy sa obvykle považujú parametre
kryštálovej mriežky skúšaného materiálu.
Holografické metódy využívajú schopnosti interferencie koherentného svetelného
toku s fázovo posunutým odrazom tej istej vlnovej dĺžky. Metóda využíva ako zdroj
svetelnej energie laser.“[4] Princíp je zobrazený na obr.č.4.

SjF KBIaM
21
Obr. 4 Princíp holografickej metódy [4 ]
„Zväzok laserových lúčov je rozdelený tak, že jedna časť smeruje k skúmanému
predmetu, od ktorého sa odráža a dopadá na fotografickú dosku, a druhá časť dopadá na
fotografickú dosku priamo. Vzápätí je skúmaný predmet podrobený deformácii
pôsobiacej veľmi malé zmeny na jeho povrchu a rovnakým systémom je odraz
zachytený na tej istej fotografickej doske. Po vyvolaní dosky sa získa hologram s
dvoma signálmi odpovedajúcimi dvom fyzikálnym stavom skúmanej súčiastky. Po
rekonštrukcii hologramu možno buď kvalitatívne vizuálne alebo kvantitatívne pomocou
výpočtovej techniky vyhodnotiť povrchové zmeny sledovaného predmetu a odhaliť
rôzne nekvalitné spoje, vnútorné napätia, mechanické a štruktúrne vruby a únavu
materiálu súčiastky. Deformácia predmetu je docielená jednoduchým ohybom,
krútením, zmenou tlaku vnútornej náplne, ohrevom, vibráciou a pod. Nevýhodou
holografickej metódy je, že skúšaná plocha musí byť vizuálne prístupná, inak sa metóda
nedá aplikovať.“ [4]
1.6 Analýza chemického zloženia
„Pre zisťovanie chemického zloženia konštrukčných materiálov existuje celý rad
spektroskopických metód. Pre kovy a ich zliatiny je najvhodnejšia atómová emisná
spektrometria. Chemické zloženie sa zisťuje na povrchu skúšaného materiálu (alebo
vzorky), ktorý musí byť elektricky vodivý. V princípe ide tiež o nedeštruktívnu metódu,
pretože proces analýzy zanechá na testovanom povrchu iba nepatrnú stopu, ktorá môže
byť problematická iba pri funkčných plochách s predpísanou malou drsnosťou alebo pri
plochách, kde sú dôležité aj estetické kritériá.[4]

SjF KBIaM
22
„Medzi testovanou plochou a elektródou analyzátora horí elektrický oblúk, ktorý
pohltí malú časť objemu skúšaného materiálu. Elektróny skúšaného materiálu sa
dostanú vďaka energii elektrického oblúka do tzv. excitovaného stavu, t.j. vysunú sa zo
svojich pôvodných valenčných vrstiev do vyšších vrstiev. Pri návrate na pôvodné vrstvy
vyžiaria tieto elektróny svetelnú energiu so špecifickou vlnovou dĺžkou, ktorá je meraná
spektrálnym analyzátorom. Podľa nameraných vlnových dĺžok (tzv. spektrálnych čiar)
je možné zistiť percentuálny podiel chemických prvkov, vyskytujúcich sa v testovanej
vzorke.
Analýza chemického zloženia je východiskom pri riešení väčšiny technických a
technologických problémov súvisiacich s materiálom a používa sa najmú ak:
- je potrebné identifikovať a prípadne aj klasifikovať materiál podľa existujúcich
materiálových noriem,
- je potrebné skontrolovať, či nedošlo k zámene materiálu,
- je potrebné skontrolovať kvalitu aplikácie určitej technológie (tepelné a
chemicko-tepelné spracovanie, odlievanie a pod.),
- je potrebné preveriť, či materiál je vhodný pre spracovanie určitou technológiou
(či je zvariteľný, či sa dá tepelne spracovať a pod.).“ [4]
1.7 Pórovitosť a mikročistota materiálu
1.7.1 Pórovitosť materiálov
Testy pórovitosti pre priemysel sú zadefinované v podnikovej norme VW50097,
podľa ktorej budú definované parametre v nasledujúcej časti.
Vysvetlenie systému označenia
Systém označenia sa skladá z nasledujúcich parametrov:
- Triedy pórovitosti
o S pre komponenty zaťažované prevažne statickým namáhaním
o D pre komponenty zaťažované prevažne dynamickým namáhaním
o F pre komponenty so špecifickými požiadavkami na funkčné plochy
o G pre komponenty s bližšie nešpecifikovanými požiadavkami

SjF KBIaM
23
- Pórovitosť je definovaná ako:
o maximálna prípustná pórovitosť v percentách pre triedy pórov S, D a G
o maximálny prípustný počet definovaných pórov na referenčnom
povrchu pre triedu pórov F
- Priemer
o maximálny prípustný porovnávací priemer jednotlivých pórov
- Ďalšia poznámka
Prezentácia zápisu:
(trieda pórovitosti)(pórovitosť)/[priemer]/[ďalšia poznámka]/... /[ďalšia poznámka]
Skúšobné postupy
Testovacia metóda závisí na špecifikáciách z výkresu.
- Trieda pórovitosti S: test mikrosekcii s kvalitou povrchu Rz ≤ 25
- Trieda pórovitosti D: test na mikrosekciu metalurgických povlakov
- Trieda pórovitosti F: test funkčného povrchu podľa výkresu
- Trieda pórovitosti G: rádiografický test RTG žiarením
Selekcia a veľkosť referenčnej plochy
Pre hodnotenie dosadacej plochy je referenčná plocha vybraná v závislosti na
lokálnej šírke použitého tesnenia popísaného vo výkresoch.
Oblasti so špecifickou pórovitosťou sa vyhodnocujú na fotofilm, video alebo RTG
systémom. Kombinácia trubíc, detektorov a/alebo filmu, radiačných parametrov a
zobrazovacej jednotky, by mala vždy zaručiť kontrastné rozlíšenie aspoň 6% ožarovanej
celkovej hrúbky steny telesa. RTG systém musí byť schopný detekovať pórovitosť
aspoň o 15% menšiu, ako je maximálna dovolená pórovitosť zapísaná na výkrese. Ak
maximálna prípustná pórovitosť nie je definovaná na výkrese, dá sa použiť nasledujúci
systém vzťahov:
Maximálny rozmer póru = 1mm
Maximálna pórovitá oblasť = 0,8 mm2

SjF KBIaM
24
1.7.2 Mikročistota materiálu a inklúzie
„Pod pojmom mikročistota materiálu rozumieme obsah iného typu materiálu v
jeho štruktúre. Inklúzie v rôznej miere ovplyvňujú mechanické a technologické
vlastnosti materiálu. Ich vplyv je vždy nežiaduci. Kontrola mikročistoty
východiskového materiálu je dôležitou časťou hodnotenia metalografického výbrusu.
Pri určovaní mikročistoty materiálu z metalografického hľadiska je potrebnú použiť tú
časť výbrusu, ktorá zachytáva priemerné znečistenie materiálu (na obr.č.5 je príklad
inklúzie cudzieho materiálu v diamante), resp. nedeštruktívne presvecovanie
techniky.“[4]
Obr. 5 Diamant s inklúziou fialovočerveného granátu [19]

SjF KBIaM
25
2 Návrh a výroba vzoriek na snímanie
2.1 Rapid prototyping
„Rapid Prototyping slúži na automatizovanú výrobu fyzických modelov pomocou
tzv. Pridávacích výrobných technológií. Prvé techniky pre Rapid Prototyping sa začali
využívať koncom 80.rokov najmä na výrobu modelov a prototypov súčiastok. V
súčasnosti sa používajú pre široké spektrum aplikácií a využívajú sa aj na výrobu
finálnych súčiastok v menších množstvách.
Technológie Rapid Prototyping využívajú virtuálne modely vytvorené pomocou
systémov počítačom podporovaného navrhovania CAD, transformujú ich do virtuálnych
tenkých horizontálnych častí a potom vytvárajú po sebe idúce vrstvy až do ukončenia
výroby modelu. Využívaním prídavnej technológie výrobný stroj načítava dáta z CAD
systému a následne vytvára vrstvy z kvapaliny, prášku alebo tenkého voskového
materiálu a takto tvorí model z množiny prierezov. Tieto vrstvy, ktoré zodpovedajú
virtuálnym prierezom CAD modelu, sa automaticky spájajú do finálnej podoby.
Základnou výhodou technológií Rapid Prototyping je ich schopnosť vytvoriť takmer
akýkoľvek tvar alebo geometrický útvar.“ [5]
2.1.1 Využitie metód Rapid Prototyping
„Súčasná počítačová podpora výroby a aplikácia CA systémov je charakteristická
tým, že výrobky ktoré sú pomocou nich navrhované a majú sa vo veľkej miere uplatniť
na trhu, musia sa nevyhnutne vyznačovať nasledujúcimi vlastnosťami:
- dostatočná funkčnosť a komplexnosť,
- dostupná cena,
- používateľská prístupnosť a ľahká ovládateľnosť.“ [5]
2.1.2 RP technológia FusedDeposition Modeling
„Pri zariadeniach využívajúcich technológiu tvorby modelov pomocou
usadzovania a vytvrdzovania taveniny – FusedDeposition Modeling – sa z
vyhrievaného hrotu riadenej vytláčacej hlavy, ktorá sa pohybuje v rovine v smere osi x
a osi y, vytláča vlákno z nataveného termoplastu vo forme tenkých nití na základňu

SjF KBIaM
26
zariadenia, kde sa vytvára prvá vrstva prototypu. Nižšia teplota základne spôsobuje
rýchle stuhnutie a stvrdnutie roztaveného materiálu termoplastu. V ďalšom kroku
dochádza k zníženiu polohy základne o predpísanú hodnotu, čo umožní vytláčacej hlave
ukladať druhú vrstvu prototypu na stuhnutú prvú vrstvu (obr.č.6). Na spevnenie a
ustavenie súčiastky sa využívajú podpory z menej pevného materiálu, alebo z
rovnakého materiálu, ale v perforovanom vyhotovení. „[5]
Obr. 6 Schéma technológie FDM [6]
„Ako materiál sa v týchto prototypovacích zariadeniach najčastejšie využíva ABS–
Acrylonitrilebutadienestyrene (štandardné, alebo zdravotne neškodné vyhotovenia),
elastomer (96 durometer), polykarbonát, polyfenolsulfon a liaty vosk.“ [5]
2.1.3 Technické údaje použitého RP
Na výrobu vzoriek so zadefinovaným tvarom bol použitý prístroj Fortus 400 MC,
nachádzajúci sa v Laboratóriu Rapid Prototyping na Katedre technológií a materiálov
(tab.č.1).

SjF KBIaM
27
Tab. 1 Technické vlastnosti použitého prístroja Fortus 400 MC [11]
Použitý materiál Polycarbonate
Maximálny rozmer výrobku (XYZ) 355 x 254 x 254 mm
Hrúbka vrstvy 0,178mm
2.2 Laserové spekanie
„Selective Laser Sintering (SLS) je označenie procesu aditívnej výroby alebo 3D
tlače. Technológiu vyvinuli v polovici osemdesiatych rokov vedci na texaskej univerzite
v Austine, ktorí následne založili spoločnosť DTM zameranú na výrobu SLS strojov.
Výrobok vzniká tavením práškového materiálu (tým môže byť napr. plast, kov,
keramika alebo sklo), ktorý je po tenkých vrstvách spekaný po ploche rezov podľa
digitálneho modelu vysoko výkonným laserom. Najprv je nanesená vrstva prášku v
celej ploche platformy. Následne stroj tento materiál predhreje na teplotu blízku jeho
bodu topenia, aby laseru umožnil využiť všetku jeho energiu ku spečeniu materiálu na
ploche vytváraného modelu. Akonáhle laser ožiari príslušnú plochu, klesne staviaca
platforma o hrúbku jednej stavebnej vrstvy nižšie, nanesie sa ďalšia vrstva materiálu a
takto sa celý proces opakuje až do dokončenia výrobku. Výhodou tohto postupu, kedy
je vytváraný model neustále obklopený zvyškovým práškovým materiálom, je
eliminácia potreby dočasnej podpory (obr.č.7).“[8]
Obr. 7 Popis princípu SLS [13]

SjF KBIaM
28
„SLS technológia dokáže poskytnúť výrobky porovnateľných kvalít ako
konvenčné výrobné metódy - na rozdiel od nich však môže z kovu, keramiky alebo
ďalších materiálov vytvárať i veľmi zložité štruktúry.“ [8]
Oxid Al2O3
„Korundová keramika, alebo keramika na báze Al2O3 je čo do objemu výroby
najrozšírenejším materiálom spomedzi oxidovej konštrukčnej keramiky. Je široko
využívaná v aplikáciách, ktoré vyžadujú vysokú tvrdosť, oteruvzdornosť, chemickú
odolnosť (veľmi dobrá odolnosť voči kyselinám a zásadám), možnosť použitia pri
vysokých teplotách. Nevýhodou je jej slabšia odolnosť voči teplotným šokom a
relatívne vysoká krehkosť. Korund je lacná, ľahko vyrobiteľná keramika. Vyrábajú sa z
neho zapaľovacie sviečky, elektrické izolátory a keramické substráty pre mikroobvody.
Obyčajne sa vyrába lisovaním a spekaním prášku. Čistý korund je biely a s nečistotami
môže byť ružový alebo zelený. Maximálna pracovná teplota sa zvyšuje s narastajúcim
obsahom korundu. Korund je dobrý elektrický izolant, má vysokú mechanickú pevnosť,
dobrú odolnosť voči abrázii a teplote do 1650 °C, výbornú chemickú stabilitu a dobrú
tepelnú vodivosť, ale limitovanú odolnosť voči tepelným rázom. Oxid chrómu sa
pridáva na zvýšenie odolnosti voči abrázii, kremičitan sodný na zlepšenie spracovania.
Konkurenčné materiály sú MgO, SiO2 a bórokremičitánové sklo.“[9]
Vlastnosti Al2O3
„V súčasnosti sa na získavanie oxidu hlinitého a medziproduktu pre elektrolytickú
výrobu hliníka z bauxitov používa takmer výlučne tzv. Bayerov proces. Po úprave
bauxitovej suroviny nasleduje lúženie:
Al2O3 + 3H2O + 2NaOH + teplo → 2NaAl(OH)4
Železo, kremík a titán z bauxitu ostávajú v nerozpustnom podiele a oddeľujú sa
usadzovaním a filtráciou ako červený kal. Vyčírený roztok hlinitanu sodného sa zriedi,
ochladí na 50 až 70°C a mieša s veľkým množstvom jemných zŕn gibbsitu - Al(OH)3. V
styku so zárodkovými kryštálmi s veľkou plochou povrchu vykryštalizuje vo forme
gibbsitu asi polovica hliníka z celkového množstva, ktoré roztok obsahuje. Po kalcinácii
vzniká Al2O3.“ [9]

SjF KBIaM
29
Materiálové výhody Al2O3
„Korund je jedným z najdôležitejších oxidových keramických materiálov. Pri
čistote 99,9%, má vynikajúce mechanické, chemické a elektrické vlastnosti, ktoré sú
vhodné pre široký rozsah aplikácií.
- Vysoká tvrdosť a pevnosť
- Teplotná odolnosť
- Vysoká odolnosť proti oteru
- Odolnosť proti korózii “ [10]
2.2.1 Technické údaje použitého SLS prístroja
„Softvér, ktorý bol navrhnutý firmou LITHOZ, začína demontážou CAD modelu
na jednotlivé vrstvy. Informácie sú potom odovzdávané do stroja, ktorý stavia na diely
vrstvu po vrstve.
CeraFab 7500 je navrhnutý takým spôsobom, že v závislosti na požiadavkách
konštrukcie, je možné vybrať hrúbku vrstvy medzi 25 µm a 100 µm. S CeraFab 7500 je
možné realizovať veľmi jemnej vrstvy o hrúbke 25 µm vo veľmi dobrej kvalite. Systém
môže vytvoriť 100 vrstiev za hodinu. Pri hrúbke vrstvy 50 µm je možné dosiahnuť
rýchlosť budovania 5 mm/h (tab.č.2). „[10]
Tab. 2 Technické vlastnosti prístroja CeraFab 7500 [10]
Materiál Vysoko špecializovaný oxid hliníka
Hustota ˃ 3,96 g/cm3 (99,4% T.D.)
Bočné rozlíšenie 40 μm (635 dpi)
Rýchlosť vytvárania Maximálne 100 vrstiev za hodinu
Hrúbka rezu 25 – 100 μm
Počet pixelov (X,Y) 1920 x 1080
Maximálny rozmer výrobku (X,Y,Z) 76 mm x 43 mm x 150 mm
Formát dát .stl (binary)
Zdroj svetla LED

SjF KBIaM
30
2.3 Návrh testovaných vzoriek
Testované vzorky boli dimenzované v softvéri Solid Works tak, aby vyhovovali
požiadavkám experimentu. Prvotné vzorky mali detekovať rozlišovaciu schopnosť
použitého metrotomu. Na následne navrhované vzorky boli kladené požiadavky:
- Čo najmenší obsah materiálu (ekonomické hľadisko)
- Defekty vyrobiteľné na dostupnom prístroji
2.3.1 Dizajn vzoriek pre plast
Vzorky mali tvar kvádra s rozmermi 14x3,2x5mm (obr.8, obr.č.11).
Obr. 8 3D model vyrobených vzoriek
Defekty (valce) boli umiestnené v objeme vzorky a to všetky v jednej rovine,
približne v polovici šírky vzorky (obr.9).
Obr. 9 Prierez vzorkou
Šírka valcov sa rovná hrúbke jednej vrstvy použitého materiálu, t.j. 0,178mm.
Priemery valcov sú odlišné- od 0,1 až 1,2 mm (obr.10).

SjF KBIaM
31
Obr. 10 Schéma us poriadania defektov vo vzorke
Veľkosť priemeru poslúži ako referenčný parameter výrobného prístroja, t.z. aké
najmenšie priemery valcov sú vyrobiteľné na konkrétnom dostupnom Fortus 400 MC a
súčasne aj zosnímateľné Metrotomom.
Tento tvar bol použitý z dôvodov:
- Otestovanie vyrobiteľnosti vzorky na danom prístroji Fortus 400 MC podľa
STL modelu
- Porovnanie STL modelu s výstupom z Metrotomografu
Následne sa vzorky zosnímajú metrotomom tak, aby bolo možné vykonať
softvérové spracovanie programom VGStudio MAX.
Obr. 11 Vzorky vytvorené na prístroji Rapid Prototyping
SjF KBIaM
32
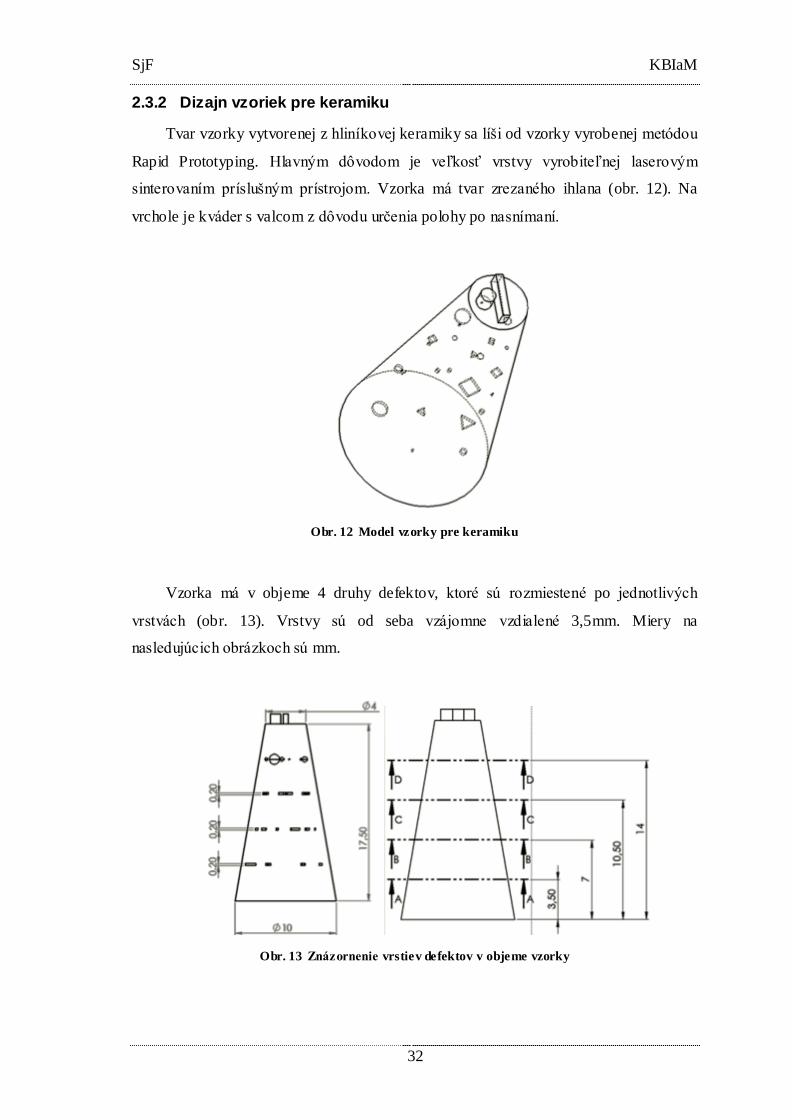
2.3.2 Dizajn vzoriek pre keramiku
Tvar vzorky vytvorenej z hliníkovej keramiky sa líši od vzorky vyrobenej metódou
Rapid Prototyping. Hlavným dôvodom je veľkosť vrstvy vyrobiteľnej laserovým
sinterovaním príslušným prístrojom. Vzorka má tvar zrezaného ihlana (obr. 12). Na
vrchole je kváder s valcom z dôvodu určenia polohy po nasnímaní.
Obr. 12 Model vzorky pre keramiku
Vzorka má v objeme 4 druhy defektov, ktoré sú rozmiestené po jednotlivých
vrstvách (obr. 13). Vrstvy sú od seba vzájomne vzdialené 3,5mm. Miery na
nasledujúcich obrázkoch sú mm.
Obr. 13 Znázornenie vrstiev defektov v objeme vzorky
SjF KBIaM
33
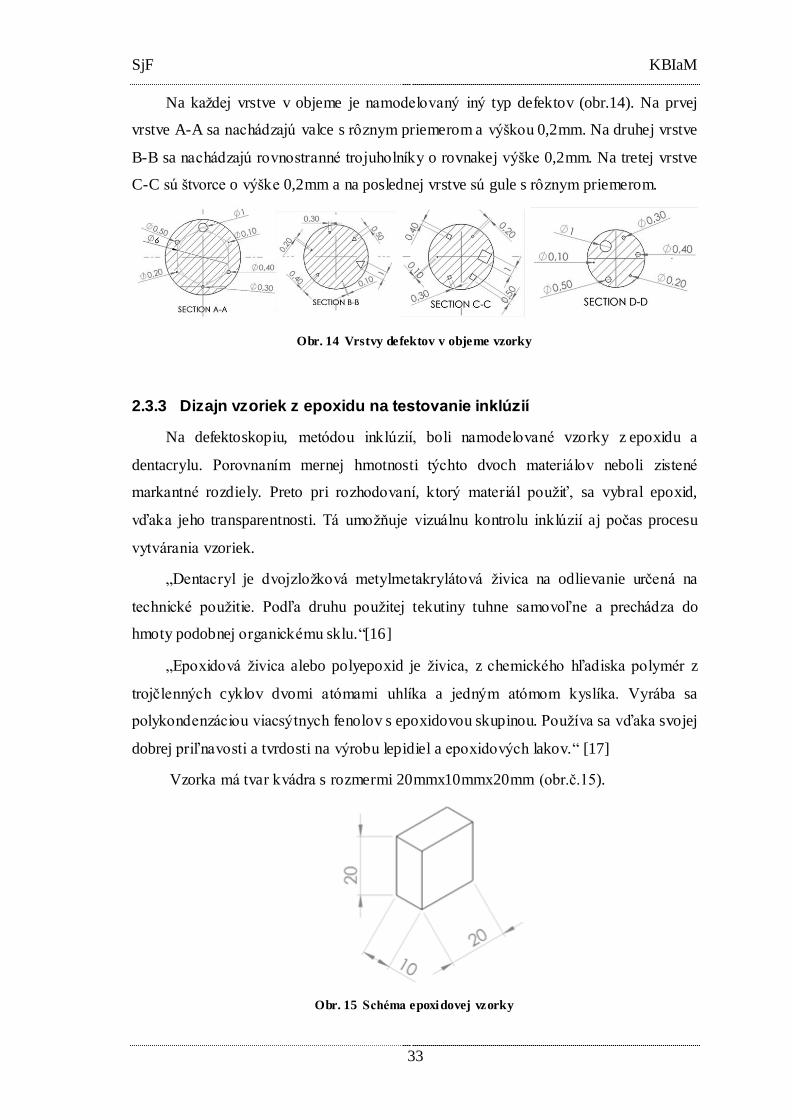
Na každej vrstve v objeme je namodelovaný iný typ defektov (obr.14). Na prvej
vrstve A-A sa nachádzajú valce s rôznym priemerom a výškou 0,2mm. Na druhej vrstve
B-B sa nachádzajú rovnostranné trojuholníky o rovnakej výške 0,2mm. Na tretej vrstve
C-C sú štvorce o výške 0,2mm a na poslednej vrstve sú gule s rôznym priemerom.
Obr. 14 Vrstvy defektov v objeme vzorky
2.3.3 Dizajn vzoriek z epoxidu na testovanie inklúzií
Na defektoskopiu, metódou inklúzií, boli namodelované vzorky z epoxidu a
dentacrylu. Porovnaním mernej hmotnosti týchto dvoch materiálov neboli zistené
markantné rozdiely. Preto pri rozhodovaní, ktorý materiál použiť, sa vybral epoxid,
vďaka jeho transparentnosti. Tá umožňuje vizuálnu kontrolu inklúzií aj počas procesu
vytvárania vzoriek.
„Dentacryl je dvojzložková metylmetakrylátová živica na odlievanie určená na
technické použitie. Podľa druhu použitej tekutiny tuhne samovoľne a prechádza do
hmoty podobnej organickému sklu.“[16]
„Epoxidová živica alebo polyepoxid je živica, z chemického hľadiska polymér z
trojčlenných cyklov dvomi atómami uhlíka a jedným atómom kyslíka. Vyrába sa
polykondenzáciou viacsýtnych fenolov s epoxidovou skupinou. Používa sa vďaka svojej
dobrej priľnavosti a tvrdosti na výrobu lepidiel a epoxidových lakov.“ [17]
Vzorka má tvar kvádra s rozmermi 20mmx10mmx20mm (obr.č.15).
Obr. 15 Schéma epoxidovej vzorky

SjF KBIaM
34
V objeme vzorky, približne na ploche v polovici šírky, boli umiestnené inklúzie.
(obr.č.16). Inklúzny materiál bol zvolený tak, aby bol rozdiel mernej hmotnosti epoxidu
s materiálom čo možno najväčší, a zároveň, aby bol skúmaný rozdielny rozmer zrna
(tab.č.3).
Obr. 16 Znázornenie inklúzií v objeme vzorky
Tab. 3 Porovnanie merných hmotností jednotlivých zložiek vzoriek
Materiál Merná hmotnosť [g/cm3]
Veľkosť zrna [mm]
Epoxid 1,15 (základný materiál)
Dentacryl 1,2 (základný materiál)
Duroplast (obr.č.17) 1,3-1,4 0,6 – 1
Sekaný oceľový drôt (obr.č.18)
7 0,4 - 0,6
Oceľový granulát (obr.č.19)
7 0,4 – 0,8
Sklenené guľôčky
(obr.č.20)
2,4-2,8 0,3- 0,5

SjF KBIaM
35
Obr. 17 Epoxidová vzorka s duroplastovými inklúziami
Obr. 18 Epoxidová vzorka s inklúziami sekaného oceľového drôtu
Obr. 19 Epoxidová vzorka s inklúziami oceľového granulátu
Obr. 20 Epoxidová vzorka s inklúziami sklenených guľôčiek

SjF KBIaM
36
3 Návrh metodiky snímania
3.1 Metrotomografia
„Počítačová tomografia (CT) je pojem známy najmä v oblasti medicíny.
Počítačová tomografia sa však v posledných rokoch dostala aj do oblasti priemyselnej.
Donedávna bolo využitie počítačovej tomografie v priemysle obmedzené väčšinou na
kontrolu materiálu, z dôvodu nedostatočnej presnosti. Moderné meracie stroje zlučujúce
metrológiu a tomografiu, dokážu nedeštruktívnym spôsobom snímania získať z jediného
skenovania informácie o vonkajšej geometrii aj objemu súčiastky s vysokou
presnosťou. Kombináciou presných polohovacích mechanizmov, odmeriavací
systémov, röntgenového detektora s vysokým rozlíšením a výkonnej výpočtovej
techniky je možné získať vysoko presné dáta o meranej súčiastke počas krátkej doby, a
to aj bez jej porušenia.“[3]
3.1.1 Počítačová tomografia v priemysle
„Metrotomografia nachádza uplatnenie najmä v oblasti testovania nových
výrobkov, prototypov a súčiastok, ktoré nie je možné iným spôsobom kontrolovať.
Medzi hlavné oblasti využitia metrotomografie patrí :
- testovanie :
o kvalita spojov v zostavách
o analýza pórovitosti
o analýza porúch a defektov
o inšpekcia materiálu
- meranie vonkajších i vnútorných prvkov
- reverzné inžinierstvo
- porovnávanie celkovej geometrie nominálnej s aktuálnou.“[3]
3.1.2 Spôsob získavania dát
„Na rozdiel od medicínskych počítačových tomografov v Metrotome nerotuje
snímací systém, ale otáča sa meraný objekt. Ten je polohovaný s vysokou presnosťou v
troch kolmých osiach tak, aby jeho obraz zabral čo najväčšie pole v oblasti detektora,

SjF KBIaM
37
pri dodržaní parametrov potrebných na snímanie. Počas snímania je meraný objekt
natočený o 360° okolo zvislej osi a v jednotlivých krokoch (napr. 1000 krokov na
otáčku) sú nasnímané 2D- röntgenogramy. Všetkých 1000 röntgenogramov s rozlíšením
1024 x 1024 pixelov je počítačovo spracovaných. Röntgenové žiarenie prechádzajúce
vzduchom stráca iba minimálnu intenzitu, preto je snímaný bod svetlý. Ak je v ceste
žiarenia objekt z materiálu s vyššou hustotou, stráca lúč intenzitu, k detektoru sa
dostane žiarenie s výrazne nižšou energiou a snímaný bod je tmavý. Kumulovaná
hrúbka materiálu, ktorou musí lúč preniknúť, má tiež vplyv na znižovanie intenzity
žiarenia vystupujúceho za objektom. Výstupom zo snímania a následnej rekonštrukcie
je mračno bodov, tzv. voxelov (voxel = volume pixel), ktorých umiestnenie v priestore
a intenzita udaná v 16 bitoch sivej farby zodpovedajú reálnym bodom v priestore
súčiastky a jej okolí a ich priepustnosti.“[3]
Presnosť lineárneho vedenia v prípade Metrotomu sa zabezpečuje pomocou CAA
(ComputerAidedAccuracy) opravy chýb. Otočný stôl, ktorý je uložený na vzduchových
ložiskách, má extrémne vysoké rozlíšenie až 0,036 uhlovej sekundy. Vďaka vysoko
presným komponentom a korekciu všetkých systematických chýb je možné získať
maximálnu povolenú chybu merania na Metrotomu MPEE v rozmedzí ± ( 9 + L/50 )
mikrometrov, čo je v strojárskom a automobilovom priemysle často vysoko dostačujúca
hranica.“[3]
3.1.3 Možnosti využitia metrotomografie
„Využitie Metrotomu 1500 je široké. Oproti konvenčným meracím metódam má
mnoho výhod, ale aj niekoľko limitujúcich hraníc. K limitujúcim vlastnostiam patrí
maximálny rozmer snímanej súčiastky, ktorí je možné premerať. Ten je
350x350x350mm, a je limitovaný výkonom zariadenia, citlivosťou a rozlíšením
detektora. Ďalším limitom je materiál súčiastok, Metrotom 1500 je ideálny na snímanie
plastových a hliníkových dielov. Čím väčšiu hustotu však materiál má, tým viac sa
úmerne zmenšuje kumulovaná hrúbka materiálu, ktorú RTG žiarenia presvieti. Pri
určitej hrúbke je však možné vyhodnocovať aj súčiastky z ocele, medi a ďalších zliatin s
vysokou hustotou.
Naopak značnou výhodou je kontrola v neprístupných oblastiach pre konvenčnú
3D súradnicovú meraciu techniku, či už dotykovo-optickú, kamerovú alebo laserovú.
Dnes sa vyskytujúce, tvarovo veľmi zložité diely, vyrábané vstrekovaním alebo

SjF KBIaM
38
odlievaním do viacdielnych foriem, ktoré často nie je možné kontrolovať inou metódou.
Röntgenovým snímaním dostávame informáciu o celom objeme súčiastky nezávisle od
jej zložitosti.“[3]
„Výraznou výhodou metrotomografie je analýza vnútornej štruktúry a
defektoskopia, keďže výstupom snímania je mračno bodov nielen povrchu, ale aj vnútra
súčiastky. Mračno bodov je následne možné vyhodnocovať vo viacerých softvéroch,
primárne však vo VGStudio Max a Calypso (obr.č.21). Následne virtuálne prechádzať
ľubovoľným smerom bez porušenia reálnej súčiastky. „[3]
Obr. 21 Porovnanie používateľského prostredia softvérov Calypso a VGStudio Max [14][15]
„Vďaka automatickej detekcii vzduchových bublín je možné vytvoriť histogram so
zoznamom všetkých bublín (lunkrov) v objeme súčiastky s popisom ich veľkosti a
presných súradníc polohy.
Ďalšou funkciou je kontrola zostáv. Pri zložených alebo montovaných dielov
zvyčajne už nie je možné skontrolovať zostavu vo vnútorných oblastiach. V zostavách
často nastávajú problémy pri montáži, kde jazýčkové spoje nezapadnú do finálnej
polohy alebo elektrické kontakty nedoliehajú správne, alebo vplyvom zlého procesu
zostavení dochádza k výrazným priehybom alebo ulomenie niektorých častí. Vďaka CT
technológii sa dá celá zostava skontrolovať buď virtuálnymi rezy skrz mračno bodov,
alebo separáciou materiálov rôznej hustoty. U dielov, ktoré sú zložené z rôznych
materiálov, ako kov a plast, je možné určiť, aby plastová časť, ktorej prislúchajú body s
určitým stupňom šedej farby, nebola zobrazená.
Ďalšou možnosťou využitia Metrotomu je rozmerová analýza. Podľa výrobnej
dokumentácie je možné vyhodnocovať dĺžkové aj uhlové rozmery, odchýlky tvaru a

SjF KBIaM
39
polohy a orientácie v prostredí programu Calypso. Tento softvér je používaný pri
všetkých zariadeniach typu CMM spoločnosti Carl ZEISS, čím sa umožňuje získať
údaje pomocou jedného programu na dvoch zariadeniach. Okrem vyhodnotenia
rozmerov je navyše v CT module programu Calypso možné stotožňovať nominálnej
CAD model s mračnom bodov, teda modelom reálne súčiastky. Takto je možné získať
rýchly pohľad na tvarové odchýlky a následne sa zamerať na identifikáciu rozmerov v
konkrétnom mieste súčiastky. Táto funkcia umožňuje podať rýchlu informáciu o
problémovom stave v prototypovej výrobe.
Technológia metrotomografie ponúka aj ďalšie možnosti využitia, ako je napríklad
reverzné inžinierstvo, teda získanie CAD modelu z reálneho objektu. Tento proces
obsahuje niekoľko krokov. Prvým je nasnímaní súčiastky a transformácia na mračno
bodov. Ďalším krokom je vytvorenie povrchovej siete bodov, ktorá je najčastejšie
exportovaná do STL formátu. Následne je však v externom programe nutné vytvoriť z
povrchových bodov elementy (napr. valec, rovinu, kužeľ, atď., resp. spline krivky),
ktoré budú vo finále tvoriť CAD model. Ten je možné modifikovať a vytvoriť novú
upravenú výrobnú dokumentáciu alebo technologický postup.“[3]
V tab.č.4 sú uvedené technické parametre konkrétneho Metrotomu 1500.
Tab. 4 Technické vlastnosti Metrotomu 1500
Merací rozsah XYZ [mm] 350x 350x 350
RTG lampa
Napätie [kV] 30- 225
Prúd [µA] 10 - 1000
Cieľový výkon [W] Max. 225
RTG detektor Rozlíšenie Max. 1024x1024
Veľkosť pixela[µm] Max. 400x400
3.1.4 Metrotom OS
Metrotom OS je postavený na open source knižnicu FreeImage.
Metrotom OS slúži na zapnutie / vypnutie snímania, nastavení vlastnosti snímania
ako je prúd a napätie. Napätie sa dá navoliť v rozsahu 60 až 225 kV, prúd sa dá navoliť
v rozsahu 0 až 1000µA.

SjF KBIaM
40
Následne je potrebné zvoliť hodnotu integračného času v ms, a zosilnenie z
fotodiód.
3.1.5 Nastavenie parametrov samotného snímania
Pred začatím samotného snímania, bol Metrotom kalibrovaný podľa príslušného
kalibračného protokolu. Následne boli jednotlivé vzorky založené do polystyrénu
v najvhodnejšej polohe na snímanie. Takto ukotvené vzorky boli naložené na podstavec,
na ktorom bolo snímanie vykonané (obr.č.22).
Obr. 22 Vlastné vzorky umiestnené v prípravku, pripravené na snímanie
Nastavené parametre snímania boli zvolené tak, aby (tab.č.5):
- Vzorky boli na podstavci čo možno najbližšie k vysielaču
- Použitý bol čo najväčší prúd vysielača a tým sa dosiahla čím menšia veľkosť
jedného voxelu. Táto veľkosť má za následok detailnejšie, resp. menej detailné
rozlíšenie a výpočet následných charakteristík vzorky.

SjF KBIaM
41
Tab. 5 Nastavované parametre snímania jednotlivých vzoriek
Prúd [µA]
Napätie [kV]
Zosilnenie fotodiód
Integračný čas [ms]
Filter Veľkosť voxelu
[µm]
Poloha
XxYxZ [mm]
Sklo 155 250 8x 2000 - 40,25 150x0,65x30
Duroplast 160 300 8x 1500 - 48,21 140x0,65x30
Oceľový drôt
185 200 16x 2000 Cu
0,5mm 37,59 140x0,65x30
Oceľový granulát
185 200 16x 2000 Cu
0,5mm 37,59 140x0,65x30
V prípade oceľových inklúzií bol použitý filter Cu 0,5mm, aby sa predišlo
neželaným artefaktom na výslednom zobrazení skenovania. Tieto vzorky boli
umiestnené do prípravu na stojane po jednom kuse, zatiaľ čo zvyšné vzorky (s
neoceľovými inklúziami) mohli byť skenované v páre, aby sa znížil čas potrebný na
jednotlivé merania.

SjF KBIaM
42
4 Softvérové spracovanie
4.1 VGStudio MAX
„VGStudio MAX je softvér dodávaný k zariadeniam pre priemyselnú CT analýzu
a následnú vizualizáciu. Umožňuje užívateľovi spravovať získané mračno bodov
(obr.č.23) a vykonať na ňom rozmerovú analýzu.
VGStudio MAX je softvérový balík pre vizualizáciu a analýzu voxel dát. Používa
sa v rôznych aplikačných oblastiach, ako je priemyselný CT, lekársky výskum, vedy o
živej prírode, animácie a mnoho ďalších.
VGStudio MAX je produkt pre vizualizáciu a analýzu dát CT v kombinácii
s voliteľnými doplnkovými modulmi:
- Súradnicové meranie
- Porovnanie nominálnych hodnôt a aktuálnych
- Analýza pórovitosti/ inklúzií
- Hrúbka steny
- Analýza materiálu
- CAD import „[2]
Obr. 23 Pracovné prostredie VGStudio Max [2]

SjF KBIaM
43
„VGStudio MAX ponúka funkciu pre presné a rýchle analýzy voxel dát. Modul
súradnicového merania poskytuje veľmi presné meranie povrchu o presnosti 1/10
veľkosti voxelu.
Možnosť súčasne zobrazovať a analyzovať objem dát eliminuje potrebu
vykonávať časovo náročné a na straty náchylné konverzie objemových dát do
povrchových dát. Možnosť spracovania makrá a vytváranie animácií a povrchových
modelov dopĺňa funkčnosť VGStudio MAX.
Po kalibrácií dát z CT, sú následne tieto dáta okamžite k dispozícii v CAD
formáte. Prezeranie a hodnotenie CT snímok je uľahčené tým, že tieto môžu byť
zobrazené súbežne s osami súradníc. Každý individuálny rez vzorky možno presne
zobraziť a hodnotiť na základe svojej polohy. Chyby v skutočnom komponente môžu
byť ľahšie priradené a lokalizované. Je tiež možné prekryť CAD dáta z CT dátami a to
ako v trojrozmernom režime tak aj v dvojrozmernom. “[2]
4.2 Analýza pórovitosti/inklúzií
„Modul analýzy pórovitosti, resp. inklúzii ponúka rad algoritmov umožňujúcich
detekciu pórovitosti/ inklúzií, ktoré majú byť umiestnené vo vnútri objektu a poskytuje
podrobné informácie o týchto defektoch .
3D Modul analýzy pórovitosti/ inklúzií obsahuje niekoľko rôznych algoritmov a
režimov, ktoré umožňujú nastaviť jednoúčelové parametre konkrétne a tak pozorovať
póry a defekty s vysokým, resp. nízkym kontrastom- podľa potreby. Analýzou sa
vypočítajú rôzne parametre, napr. vzdialenosť pórov navzájom, guľovitosť, vzdialenosť
pórov od povrchu vzorky alebo užívateľsky definovaného povrchu. Táto funkcia
umožňuje spustiť testovanie, ktoré pomôže technikovi posúdiť, či sa defekty nachádzajú
vo vnútri, vonku alebo na povrchu objektu.
Podrobné informácie o každom defekte, ako jeho objem, predpokladaná veľkosť a
umiestnenie sú uvedené vo výslednej tabuľke, resp. zobrazené graficky (obr.č.24). „[18]

SjF KBIaM
44
Obr. 24 Príklad vyhodnotenia inklúzií v softvéri VGStudio Max[18]
Výsledky analýzy defektoskopie môžu byť zoradené tak, aby vytvorili inšpekčnú
správu (obr.č.25), prípadne vrátane automaticky generované alebo jednotlivo vybrané
obrázky.
Obr. 25 Inšpekčná s práva defektoskopickej analýzy
SjF KBIaM
45
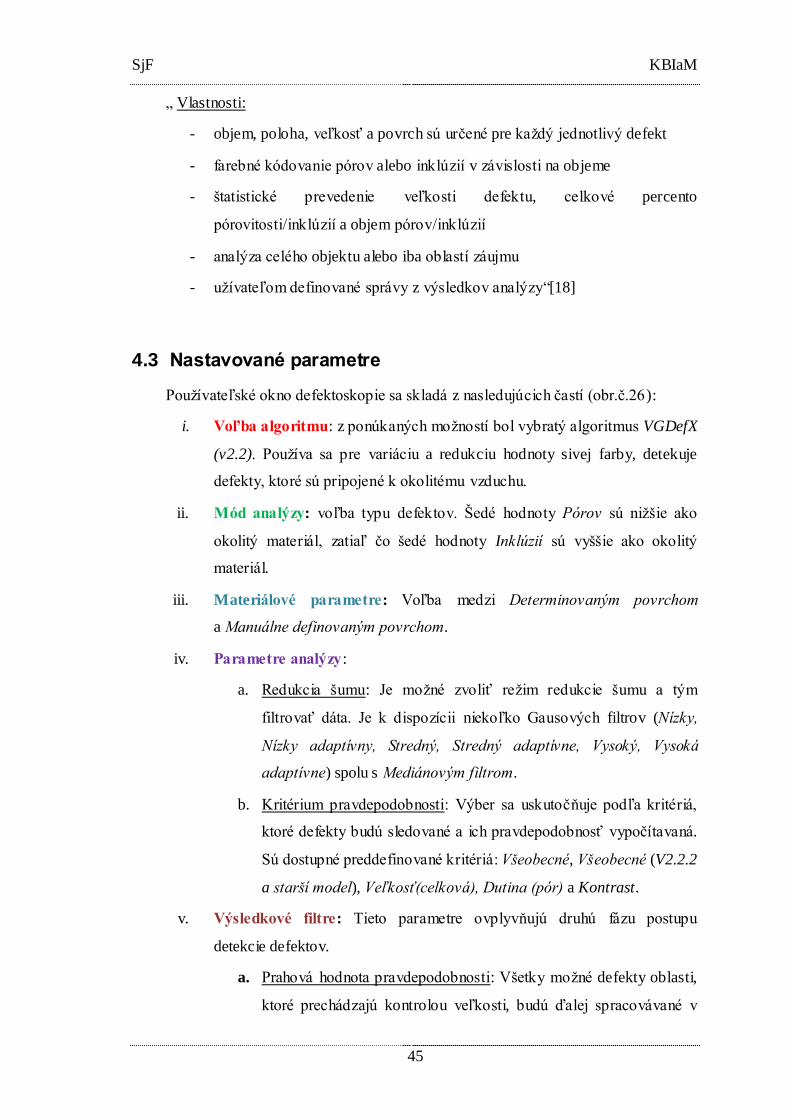
„ Vlastnosti:
- objem, poloha, veľkosť a povrch sú určené pre každý jednotlivý defekt
- farebné kódovanie pórov alebo inklúzií v závislosti na objeme
- štatistické prevedenie veľkosti defektu, celkové percento
pórovitosti/inklúzií a objem pórov/inklúzií
- analýza celého objektu alebo iba oblastí záujmu
- užívateľom definované správy z výsledkov analýzy“[18]
4.3 Nastavované parametre
Používateľské okno defektoskopie sa skladá z nasledujúcich častí (obr.č.26):
i. Voľba algoritmu: z ponúkaných možností bol vybratý algoritmus VGDefX
(v2.2). Používa sa pre variáciu a redukciu hodnoty sivej farby, detekuje
defekty, ktoré sú pripojené k okolitému vzduchu.
ii. Mód analýzy: voľba typu defektov. Šedé hodnoty Pórov sú nižšie ako
okolitý materiál, zatiaľ čo šedé hodnoty Inklúzií sú vyššie ako okolitý
materiál.
iii. Materiálové parametre: Voľba medzi Determinovaným povrchom
a Manuálne definovaným povrchom.
iv. Parametre analýzy:
a. Redukcia šumu: Je možné zvoliť režim redukcie šumu a tým
filtrovať dáta. Je k dispozícii niekoľko Gausových filtrov (Nízky,
Nízky adaptívny, Stredný, Stredný adaptívne, Vysoký, Vysoká
adaptívne) spolu s Mediánovým filtrom.
b. Kritérium pravdepodobnosti: Výber sa uskutočňuje podľa kritériá,
ktoré defekty budú sledované a ich pravdepodobnosť vypočítavaná.
Sú dostupné preddefinované kritériá: Všeobecné, Všeobecné (V2.2.2
a starší model), Veľkosť(celková), Dutina (pór) a Kontrast.
v. Výsledkové filtre: Tieto parametre ovplyvňujú druhú fázu postupu
detekcie defektov.
a. Prahová hodnota pravdepodobnosti: Všetky možné defekty oblasti,
ktoré prechádzajú kontrolou veľkosti, budú ďalej spracovávané v

SjF KBIaM
46
niekoľkých fázach analýzy. Tieto etapy sa snažia rozlišovať medzi
skutočnými defektmi a artefaktmi využitím algoritmov pre
spracovanie obrazu. Každý zistený defekt je označený hodnotou
udávajúcou pravdepodobnosť, či sa jedná o skutočný defekt.
Určením prahu pravdepodobnosti sa zahrnú do zoznamu iba
defekty prevyšujúce túto prahovú hodnotu.
b. Minimálna/ maximálna veľkosť : Špecifikuje sa minimálna a
maximálna veľkosť defektu, pričom sa môže definovať, či sa
veľkosť vzťahuje k Objemu, Polomeru alebo Priemeru defektu.
Vzhľadom na povahu CT údajov, hodnota min. veľkosti by nemala
byť menšia ako 8 voxelov (tj. oblasť o 2x2x2 voxel).
Obr. 26 Používateľské rozhranie defektoskopickej analýzy, program VGStudio Max

SjF KBIaM
47
5 Vyhodnotenie
5.1 Vzorky získané metódou Rapid Prototyping z plastu
Vzorka podľa modelu (obr.6) bola vyhotovená v Laboratóriu Rapid Prototyping na
Katedre technológií a materiálov. Výsledný kus bol zosnímaný Metrotomom 1500
(obr.27).
Obr. 27 Vzorka zosnímaná Metrotomom 1500
Výsledný obraz po zosnímaní ukázal možný problém s hustotou a plnosťou
vyrobených vzoriek. Preto boli vykonané doplnkové merania so vzorkami bez pórov-
aby sa určilo či daný postup výroby je vhodný alebo nie (obr.č.28).
Obr. 28 Vzorky vytvorené technológiou Rapid Prototyping bez namodelovaných pórov

SjF KBIaM
48
Vzhľadom k tomu boli namodelované 3 vzorky s rozdielnymi rozmermi, no boli
použité iné stratégie výroby s interným pomenovaním „D“ , „M“ a „04“. Po zosnímaní
(obr. 29,30,31) bol úplne vylúčený Rapid Prototyping ako spôsob výroby vzoriek na
testovanie. Ako je možné vidieť na obrázkoch, vrstva materiálu, ktorý bol tryskou
postupne ukladaný, nevypĺňa vrstvu na 100%. Tým vznikajú defekty, ktoré by mohli
skresľovať výsledky testov.
Obr. 29 Stratégia výroby „D“
Obr. 30 Stratégia výroby „M“

SjF KBIaM
49
Obr. 31 Stratégia výroby „04“
5.2 Vzorky získané metódou laserovým sinterovaním
z keramiky
Jedným zo spôsobov vytvorenia pórov je použitie laserového sinterovania. Na
vzorkách vyrobených z titanu Ti64 na zariadení EOS 280 bolo možné identifikovať
navrhnuté póry. Vzhľadom na technológiu výroby boli vyplnené nespečeným titanovým
práškom, ktorý ma nižšiu hustotu ako sinterovaný materiál. Problémom bola hustota
materiálu, ktorá obmedzovala využitie vzoriek pre praktické vyhodnocovanie.
Riešením je výroba vzorky z materiálu s nižšou hustotou napr. keramika. Výrobu
namodelovaných vzoriek, však nebolo možné realizovať z dôvodu neodladenej
technológii a potrebnému finálnemu spekaniu.
5.3 Vzorky z epoxidu na testovanie inklúzií
Vzorky s inklúziami boli podrobené snímaniu a následnej defektoskopickej
analýze. Zmenou niektorých nastavení sa dosiahol rozdielny výsledok v inšpekčnej
správe, pričom zvyšné parametre boli pre všetky kombinácie totožné a to:
- Voľba algoritmu- VGDefX (v2.2)
- Mód analýzy- Inklúzie
- Materiálové parametre- Determinovaný povrch
- Prahová hodnota pravdepodobnosti- hodnota 1 a vyššie
- Minimálna/ maximálna veľkosť- min=0,3mm, max=3,0mm

SjF KBIaM
50
Kombinácie vznikali tak, že sa párovali tieto parametre:
- Redukcia šumu
o Nízky filter
o Vysoký filter
o Mediánový filter
- Kritérium pravdepodobnosti
o Všeobecné
o Veľkosť (celková)
o Dutina (pór)
o Kontrast.
Týmto kombinovaním vzniklo 12 párov, ktorých výsledky sa medzi sebou
porovnávali (tab.č.6). Tieto parametre dolaďujú finálny výsledok tak, aby čo najlepšie
odpovedal na konkrétny prípad z praxe.
Tab. 6 Legenda pre nadchádzajúce grafy porovnaní parametrov
Poradové
číslo
Kombinácia parametrov
Redukcia šumu Kritérium
pravdepodobnosti
Používaná
skratka
1 Nízky filter Kontrast LC
2 Nízky filter Všeobecné LG
3 Nízky filter Dutina LP
4 Nízky filter Veľkosť LS
5 Vysoký filter Kontrast HC
6 Vysoký filter Všeobecné HG
7 Vysoký filter Dutina HP
8 Vysoký filter Veľkosť HS
9 Mediánový
filter Kontrast MC

SjF KBIaM
51
10 Mediánový
filter Všeobecné MG
11 Mediánový
filter Dutina MP
12 Mediánový
filter Veľkosť MS
5.3.1 Spracovanie surových výsledkov defektoskopie
Dáta boli spracované v programe Microsoft Excel a Statistica (kompletné tabuľky
sa nachádzajú v prílohe). Ako prvé sa porovnávali pravdepodobnosti (či daný bod je
naozaj inklúziou) jednotlivých kombinácií (obr.č.32-35).
Z týchto grafov vyplýva nasledujúce informácie:
- Maximálna hodnota pravdepodobnosti je pre každý filter rozdielna, avšak
pre kritérium pravdepodobnosti jednej vzorky sú hodnoty podobné
- Veľký rozptyl minimálnej na maximálnej hodnoty pravdepodobnosti
výskytu inklúzie môže poslúžiť pri presnom oddelení falošne potvrdených
inklúzií od tých pravdivo potvrdených
- Počet hodnôt (N) je pre jednotlivé kritéria pravdepodobnosti veľmi
rozdielny, zatiaľ čo pri zmene filtra redukcie šumu nedochádza k zmene
veľkosti súboru dát.
- Voči skutočnému počtu inklúzií v jednotlivých vzorkách, počet vypísaných
možných výsledkov je v niektorých prípadoch extrémne zveličený,
a naopak v niektorých prípadoch extrémne nízky.
Tabuľky 7 až 10 uvádzajú základnú popisnú štatistiku pre jednotlivé typy vzoriek
vzhľadom ku kombinácií nastavení. Pre každú vzorku sú vypočítané a/alebo uvedené
tieto štatistické charakteristiky:
- Priemer
- Medián
- Modus

SjF KBIaM
52
- Početnosť modulu
- Minimum a maximum
- Variačné rozpätie hodnôt
- Smerodajná odchýlka
Tab. 7 Popisné štatistiky vzorky s inklúziou o veľkosti 0,3-0,5mm
Tab. 8 Popisné štatistiky vzorky s inklúziou o veľkosti 0,4-0,6
Tab. 9 Popisné štatistiky vzorky s inklúziou o veľkosti 0,4-0,8mm

SjF KBIaM
53
Tab. 10 Popisné štatistiky vzorky s inklúziou o veľkosti 0,6-1mm
Ako je možné vidieť v predchádzajúcich tabuľkách, hodnoty štatistických
charakteristík sa menia v závislosti od veľkosti zrna inklúzie. V prípade tabuľky č.7 je
posledná pravdepodobnosť nevypočítaná, keďže dáta tejto kombinácii boli natoľko
veľké, že nebolo možné ich softvérovo spracovať.
V tabuľke č.10 bola kombináciou použitia mediánového filtra a kontrastného
kritéria pravdepodobnosti získaná iba jedna hodnota, preto nebolo možné vyrátať
rozptyl ani smerodajnú odchýlku.

SjF KBIaM
54
Obr. 32 Porovnanie kombinácií parametrov pre vzorku s inklúziami veľkosti 0,3-0,5 mm
1,00
51,00
101,00
151,00
201,00
251,00
301,00
351,00
401,00
451,00
501,00
551,00
601,00
651,00
701,00
751,00
801,00
851,00
901,00
1 2 3 4 5 6 7 8 9 10 11 12
Ho
dn
oty
Pra
vde
po
do
bn
ost
i
Poradové číslo skupiny
Sklenené guľočky

SjF KBIaM
55
Obr. 33 Porovnanie kombinácií parametrov pre vzorku s inklúziami veľkosti 0,4-0,6 mm
1,00
26,00
51,00
76,00
101,00
126,00
151,00
176,00
201,00
226,00
251,00
276,00
301,00
326,00
351,00
376,00
401,00
426,00
451,00
476,00
501,00
526,00
551,00
576,00
601,00
626,00
651,00
676,00
701,00
726,00
751,00
1 2 3 4 5 6 7 8 9 10 11 12
Ho
dn
oty
Pra
vde
po
do
bn
ost
i
Poradové číslo skupiny
Sekaný oceľový drôt

SjF KBIaM
56
Obr. 34 Porovnanie kombinácií parametrov pre vzorku s inklúziami veľkosti 0,4-0,8 mm
1,00
201,00
401,00
601,00
801,00
1001,00
1201,00
1401,00
1601,00
1 2 3 4 5 6 7 8 9 10 11 12
Ho
dn
ota
Pra
vde
po
do
bn
ost
i
Poradové číslo skupiny
Oceľový granulát

SjF KBIaM
57
Obr. 35 Porovnanie kombinácií parametrov pre vzorku s inklúziami veľkosti 0,6- 1mm
1,00
3,00
5,00
7,00
9,00
11,00
13,00
15,00
17,00
19,00
21,00
23,00
1 2 3 4 5 6 7 8 9 10 11 12
Ho
dn
oty
Pra
vde
po
do
bn
ost
i
Poradové číslo skupiny
Duroplast

SjF KBIaM
58
Ako ďalšia štatistická charakteristika bola vyhodnocovaná korelácia medzi
výstupnými parametrami inšpekčnej správy pre jednotlivé vzorky a jednotlivé
kombinácie parametrov:
- Hodnota pravdepodobnosti
- Priemer
- Objem
- Veľkosť voxelu
- Veľkosť povrchu
Obrázok č.38 slúži ako názorný príklad jedného konkrétneho grafu pre
kombináciu:
- Vzorka s inklúziami veľkosti 0,3-0,5mm
- Redukcia šumu: Vysoká
- Kritérium pravdepodobnosti: Kontrast
Obr. 36 Graf korelácie medzi výstupnými parametrami inšpekčnej s právy
Korelace (sklo_porozita_1_redukcia_high_pravdepodobnost_contrast 5s*28ř)
Probability
Diameter [mm]
Volume [mm3]
Voxel
Surface [mm2]

SjF KBIaM
59
Ako vidieť z tohto grafu, aproximácia medzi jednotlivými parametrami nie sú
jasne lineárne. Hodnota korelácie medzi nimi sa pohybuje v celom rozsahu- od
prakticky žiadnej korelácie r=±0,01 až ±0,29, až po veľmi tesnú koreláciu r=±0,90
až ±0,99.
Avšak pre každú kombináciu je zjavná tesná korelácia medzi parametrami Objem
s Veľkosťou voxelu. Zvyšné kombinácie parametrov a vzoriek sa nachádzajú v prílohe.
5.3.2 Spracovanie upravených výsledkov defektoskopie
Po získaní finálnych inšpekčných správ bolo pozorované falošné potvrdenie
inklúzie, resp. nesprávne označenie miesta bez inklúzie ako inklúziu materiálu. Preto
bolo potrebné zo získaných dát tieto falošné potvrdenia vylúčiť. Následne sa stanovil
podiel pravdivo potvrdených a falošne potvrdených inklúzií, ktorý podal informáciu
o relevantnosti či vierohodnosti danej kombinácií nastavení.
Obr. 37 Vizuálne porovnanie rôznych kritérií pravdepodobnosti pri rovnakom filtri redukcii šumu
na jednej vzorke (1-Vzorka pred analýzou defektoskopie, 2-HC, 3-HG, 4-HP,5-HS )
Na základe vizuálnej kontroly je možné prehlásiť, že kombinácia nastaviteľných
parametrov Kritérium pravdepodobnosti Veľkosť so všetkými Redukciami šumu nie je

SjF KBIaM
60
vhodná pre tento typ analýzy defektoskopie . Ako je zreteľne vidieť na poslednom
segmente obrázku č.36.,namiesto možných inklúzií softvér detekovať falošne pozitívne
výsledky a úplne vylúčil správne riešenia.
Obr. 38 Vizuálne porovnanie rôznych filtrov redukcii šumu pri rovnakých kritériách
pravdepodobnosti jednej vzorky (1-Vzorka pred analýzou defektoskopie, 2-HC, 3-LC, 4- MC)
Vizuálnym porovnaním vzoriek s rôznymi redukciami šumu bolo preukázané
(obr.č.37), že táto funkcia má pre tento typ analýzy inklúzií iba minimálny, či takmer
zanedbateľný podiel pri výpočte pravdepodobnosti správneho odhalenia inklúzií.
Pri porovnaní počtu detekovaných prípadov so skutočným počtom inklúzií
a následne správne potvrdenými prípadmi, je možné vidieť, že zadávaný parameter
Prahovej hodnoty pravdepodobnosti v používateľskom rozhraní je špecifický pre
každú kombináciu parametrov zvlášť. Tým pádom nie je možné zadefinovať, resp.
odporučiť univerzálnu hodnotu Prahovej hodnoty pravdepodobnosti pre každé
meranie takéhoto typu (tab.č.11, obr.č.39, 40, 41,42). Zadefinovanie tejto hodnoty
závisí od skúseností a znalostí obsluhujúceho technického personálu.

SjF KBIaM
61
Tab. 11 Zdrojová tabuľka údajov pre histogramy č 38 až 41

SjF KBIaM
62
Obr. 39 Histogram pre hodnoty pravdepodobnosti vzorky po odstránení falošných potvrdení
Obr. 40 Histogram pre hodnoty pravdepodobnosti vzorky po odstránení falošných potvrdení
0
500
1000
1500
2000
2500
3000
3500
4000
HC HG HP HS LC LG LP LS MC MG MP MS
Ho
dn
oty
Pra
vde
po
do
bn
ost
i
Kombinácie nastavení
0,3-0,5mm
Nájdené prípady Pravdivo potvrdené prípady Skutočný počet inklúzií
0
200
400
600
800
1000
1200
HC HG HP HS LC LG LP LS MC MG MP MS
Ho
dn
oty
Pra
vde
po
do
bn
ost
i
Kombinácie nastavení
0,4- 0,6mm
Nájdené prípady Pravdivo potvrdené prípady Skutočný počet inklúzií

SjF KBIaM
63
Obr. 41 Histogram pre hodnoty pravdepodobnosti vzorky po odstránení falošných potvrdení
Obr. 42 Histogram pre hodnoty pravdepodobnosti vzorky po odstránení falošných potvrdení
0
100
200
300
400
500
600
700
800
HC HG HP HS LC LG LP LS MC MG MP MS
Ho
dn
oty
Pra
vde
po
do
bn
ost
i
Kombinácie nastavení
0,4- 0,8mm
Nájdené prípady Pravdivo potvrdené prípady Skutočný počet inklúzií
0
100
200
300
400
500
600
700
800
900
1000
HC HG HP HS LC LG LP LS MC MG MP MS
Ho
dn
oty
pra
vde
po
do
bn
ost
i
Kombinácie nastavení
0,6- 1mm
Nájdené prípady Pravdivo potvrdené prípady Skutočný počet inklúzií

SjF KBIaM
64
6 Záver
Z troch typov namodelovaných vzoriek bola nakoniec podrobená skúšaniu iba
vzorka z kde nosný materiál bol tvorený epoxidom. Tá bola následne podrobená analýze
inklúzií. Inklúziu v epoxidovom základe tvorili zrná s rôznou veľkosťou od 0,3mm po
1mm.
Priame a jednoznačné výsledky získané touto prácou by sa dali zhrnúť do týchto
bodov:
- Kritérium pravdepodobnosti Veľkosť so všetkými Redukciami šumu nie je
vhodná pre tento typ analýzy defektoskopie .
- Funkcia redukcie šumu má iba minimálny, či takmer zanedbateľný
podiel pri výpočte pravdepodobnosti správneho odhalenia inklúzií.
- Nie je možné zadefinovať, resp. odporučiť univerzálnu hodnotu
Prahovej hodnoty pravdepodobnosti pre každé meranie takéhoto typu
Zadefinovanie tejto hodnoty závisí od skúseností a znalostí obsluhujúceho
technického personálu.
- Zmenou softvérových nastavení analýzy defektoskopie je možné dosiahnuť
zvýšenie relevantnosti vykonanej analýzy. Avšak je potrebné ovládať aký
účinok majú jednotlivé nastavenia.
Začlenením ďalších parametrov a ich nastavení by bolo možné detailnejšie skúmať
ich vplyvy na jednotlivé typy problémov technickej praxe. Avšak by bolo potrebné
použiť vzorky, ktoré by čo najviac zjednodušili a sprehľadnili prácu s veľkým
množstvom dát, ktoré sa pri analýze vytvára.
Výhodou tohto spôsobu overovania inklúzií bolo, že nosný materiál (epoxid) mal
homogénnu štruktúru. V praxi je tento stav menej častí a pred aplikovaním testu na
porozitu / inklúzie je potrebné použiť softvérové úpravy získaného mračna – beam
hardening a scattering.

SjF KBIaM
65
Zoznam použitej literatúry
[1] Defektoskopia (príspevok do databázy článkov) [online] [citované 2013-09-04]
Dostupné na internete: http://referaty.atlas.sk/prirodne-vedy/fyzika-a-
astronomia/35733/defektoskopia
[2] Popis produktu firmy Volume Graphics, [online] [citované 2013-10-15]
Dostupné na internete: http://www.volumegraphics.com/en/products/vgstudio-
max.html
[3] Počítačová tomografie pro přesné měření defektoskopii i reverzní inženýrství
(Popis technológie) online] [citované 2014-05-05] Dostupné na internete:
http://www.cad.cz/strojirenstvi/38-strojirenstvi/2114-pocitacova-tomografie-pro-
presne-mereni-defektoskopii- i-reverzni- inzenyrstvi.html
[4] LIČKOVÁ, M., BARÉNYI, I.; Náuka o materiáloch I., Trenčín 2009.
[5] NOVÁKOVÁ- MARCINČINOVÁ,Ľ.,: Využitie technológie Rapid Prototyping
[online] [citované 2014-03-05] Dostupné na internete:
http://www.engineering.sk/index.php/clanky2/informacne-technologie/1561-
vyuivanie-technologie-rapid-prototyping
[6] 3D tlačiarne (obrázok) [online] [citované 2014-02-25] Dostupné na internete
http://www.sjf.tuke.sk/ktam/lab-rp.htm
[7] MARTINKOVIČ,M.; ŽÚBOR,P.: Mechanické skúšky a defektoskopia
materiálov; STU 2005; Bratislava
[8] HOMOLA,J.: Selective Laser Sintering [online] [citované 2014-03-03] Dostupné
na internete: http://www.3d-tisk.cz/selective-laser-sintering/
[9] JERZ,J.: Oxid hliníka (korund - Al2O3) online] [citované 2014-03-03] Dostupné
na internete: http://www.matnet.sav.sk/index.php?ID=292
[10] Propagačný materiál firmy na webovej stránke, [online] [citované 2013-12-12]
Dostupné na internete: http://www.lithoz.com/en/
[11] Propagačný materiál prístroja na webovej stránke, [online] [citované 2013-12-12]
Dostupné na internete:
http://www.stratasys.com/~/media/Main/Secure/System_Spec_Sheets-SS/Fortus-
Product-Specs/Fortus-SS-400mc-01-13-web.pdf
[12] Fused deposition modeling (obrázok) [online] [citované 2013-12-09] Dostupné na
internete
http://www.designerdata.nl/productietechnieken/fused_deposition_modeling.php
[13] Selective laser melting system schematic (obrázok) [online]
[citované 2013-11-11] Dostupné na internete
http://commons.wikimedia.org/wiki/File:Selective_laser_melting_system_schema
tic.jpg

SjF KBIaM
66
[14] Užívateľské prostredie softvéru (obrázok) [online] [citované 2013-12-09]
Dostupné na internete http://3.bp.blogspot.com/_BlPNCkbJv8o/S-
HhpMkzQCI/AAAAAAAAAWU/TL-3GACuHjE/s1600/PI_0067-2010_eng.jpg
[15] Užívateľské prostredie softvéru (obrázok) [online] [citované 2013-12-09]
Dostupné na internete http://www.cad.cz/images/stories/clanky/2009/06/06-
tomografie-02.jpg
[16] Technický DENTACRYL prach (propagačný materiál) [online]
[citované 2013-08-08] Dostupné na internete: http://www.swt.sk/katalog/chemia-
a-drogeria/zivice/technicky-dentacryl-prach.html
[17] Epoxidová živica (príspevok do databázy článkov) [online] [citované 2014-02-02]
Dostupné na internete:
http://sk.wikipedia.org/wiki/Epoxidov%C3%A1_%C5%BEivica
[18] Porosity/inclusion analysis (propagačný materiál softvéru) [online] [citované
2014-03-02] Dostupné na internete:
http://www.volumegraphics.com/en/products/vgstudio-max/porosityinclusion-
analysis/
[19] How old are diamonds (obrázok) online] [citované 2014-04-02] Dostupné na
internete : http://www.nhm.ac.uk/nature-online/earth/rock-
minerals/diamonds/age-of-diamonds/
[20] KUMAR ,A- WILLIAMS,M. : Effect of X-Ray Computed Tomography Scanning
Parameters on the Estimated Porosity of Foam Specimens [online] [citované
2014-02-02] Dostupné na internete:
http://people.bath.ac.uk/ahgha20/PDF%20doc/AA(C_12).pdf

SjF KBIaM
67
Prílohy
Príloha A: CD médium – diplomová práca v elektronickej podobe
Príloha B: Winzip excel súborov surových dát defektoskopickej analýzy vzoriek–
elektronická podoba
Príloha C: Grafy korelácií medzi výstupnými parametrami inšpekčnej správy pre
všetky vzorky- elektronická podoba
Príloha D: Vizuálne porovnanie rôznych kritérií pravdepodobnosti pri rovnakom
filtri redukcii šumu na jednotlivých vzorkách- elektronická podoba





























