-
7/25/2019 Technical Report CVSA AGA
1/42
Report Prepared
for
Anglo Gold Cerro Vanguardia SA
Technical Visit ReportCVSA Surface and Underground
OperationsReview, Commentary & Recommendations
November 2010
In cooperation with
-
7/25/2019 Technical Report CVSA AGA
2/42
November, 2010. Technical Visit Report Surface and Underground
Operations p. i
Technical Visit Report - CVSA - November - draft.doc
Technical Visit ReportCVSA Surface and Underground
Operations
Review, Commentary & Recommendations
EXECUTIVE SUMMARY
Austin Powder Argentina (APA) offers a supply, load and shoot
service for all blastingactivities at the Cerro Vanguardia
operations in Santa Cruz, southern Argentina. The provisionof high
quality technical service to the mine is an important part of the
APA offering to Cerro
Vanguardia S.A. (CVSA). A key part of this technical component
is the provision of regularon-site visits y international blasting
engineer consultants.
As such, Cameron McKenzie of Blastechnology and Bill Adamson of
Austin PowderInternational (API) visited the mine during the 8thto
the 10thof November of this year. Thisvisit was supported by the
Technical Manager of APA; Emilio Concha Valle.
In accordance with the mixed mining method nature of the CVSA
operations, work wasundertaken and visits made to both surface and
underground production sites. The needs of
CVSA in both environments were communicated in preliminary
presentations delivered byCVSA engineers in a briefing exercise for
the visiting consultants.
In response, two general presentations, describing previously
discussed and availableAPA/API technology and services (including
Blastechnology support) were delivered by APIand
Blastechnology.
The three day visit to CVSA on the part of the technical team
from Austin Powder Argentina,
Austin Powder International and Blastechnology was an effective
and productive exercise.
The visit was spent examining and studying drilling and blasting
results (design andimplementation) in both the surface and
underground mining environments.
The comments presented in the present section are separated, for
clarity, into two groups,
reflecting the two mining environments visited in early
November.
Surface Drilling and Blasting
The objectives of the drilling and blasting work in the surface
mining context were fivefold:
Review the CVSA performance in terms of pre-split blasting
Review the performance regarding the coordinated implementation
of buffer blastdesign and implementation
Comment on practices for the optimised blasting of narrow veined
orebodies
-
7/25/2019 Technical Report CVSA AGA
3/42
November, 2010. Technical Visit Report Surface and Underground
Operations p. ii
Technical Visit Report - CVSA - November - draft.doc
Consider the possibility of introducing a modified format of
massive blasting in thosepits where the available bench area is
present
Comment and participate in the fine tuning of special blast
designs for blasting of rockvolumes containing pit dewatering well
casings.
Pre-Split
Regarding the pre-split design and implementation, it was
confirmed that a number of goodpractices are regularly followed at
CVSA; drilling and blasting the pre-split over the full depthof the
double bench and designing angled pre-splits are both excellent
decisions in terms ofobtaining an optimum result.
The question was asked whether it is better to fire the
pre-split blast some time (half a day, a
day, etc.) prior to the main blast, or whether it is more
acceptable to fire the pre-split at thesame time as the main blast.
Preferences are mixed on this point and there are arguments
supporting both points of view, however at this stage there have
been nothing noted in recentexperiments at the mine to indicate a
preference for one or the other theory. More workperhaps needs to
be done in this regard.
There is scope for further improvement in pre-split
effectiveness if a greater effort is made torelate pre-split design
to rock mass properties between different pits. CVSA has access to
thefull analysis capability of Austin Powder and it is recommended
that Austin Powder be invitedto participate more in this
optimisation process.
Finally, observations in the field (Pit OD-CB8) demonstrated the
dominant influence that in-
situ structure can have over pre-split performance, where in two
domains with very similarUCS but significantly different structural
characteristics, two very different results were
obtained in terms of pre-split quality. There is a clear
difference noted between a result withhigh half-barrel count, and a
smooth, even fracture between each, and the case where half-
barrels are separated by uneven, rough rock surfaces that
indicate the lack of a completefracture between charged
blastholes.
Buffer Blasting
The issue of good buffer blast design remains critical for the
success of wall control at Cerro
Vanguardia.
It is clear that the standoff distance for each blast must be
matched to the charge characteristicsfor the explosives in use, as
well as the angle of drilling. CVSA has altered their
standarddesign practice for the better in ceasing to drill angled
buffer holes, moving to vertical holesand reducing the crater
damage provoked at the crest of the new bench.
Under some conditions, excessive standoff may lead to the result
of leaving a crust of cling-onmaterial along some parts of the face
of the new bench. Success has been achieved in otheroperations by
using a negative angle or drilling back towards the toe of the
pre-split for the
buffer row. This allows a suitable standoff distance to protect
the crest yet also allows theplacement of explosive energy to
remove the crust of unbroken rock.
-
7/25/2019 Technical Report CVSA AGA
4/42
November, 2010. Technical Visit Report Surface and Underground
Operations p. iii
Technical Visit Report - CVSA - November - draft.doc
Narrow Vein Blasting
It is suggested to CVSA that dilution is inevitably, at least
partially, related to muckpile
displacement during blasting. The current drilling and blasting
designs for narrow veindeposits tend to produce a great deal of
displacement this has been confirmed by observationof various video
records for a number of ore blasts.
There is potential for use of modified pre-split blast drilling
and charging, for reducing theamount of displacement and burden
movement velocity. This technique uses the drillingparameters and
the explosive charge philosophy but alters the initiation sequence
to more
closely resemble a production blast. Previous attempts using
this technique have reported quitecoarse fragmentation and lack of
movement. It is suggested, in this case, that the number of
pre-split rows be increased gradually in order to reach a
balance between displacement andfragmentation. Austin Powder uses
at least two modelling approaches to address this challengeand CVSA
is encouraged to work with Austin Powder to examine the
alternatives in moredetail
Massive Blasting
In 2008 and 2009, Austin Powder International recommended that
CVSA consider firinglarger production blasts, re-oriented to fire
parallel to the final wall orientation.
Recent events in OD-CB8 suggest that CVSA has found a way to
incorporate massive (> 10rows) blast patterns into their
production planning process. This will allow CVSA toexperiment with
different initiation sequences that have been shown to reduce
damage in anumber of mines around the world.
Well Casing Blasting
CVSA has managed to fire a number of controlled blasts in the
vicinity of mine de-wateringwell casings in the past. This work has
been supported by Austin Powder Argentina withdrilling designs; the
current pattern is a derivation of work done several years ago by
APA. In
the case of this particular visit, a combination of circular
pre-splitting and light fracturingblasts, while encouraging a large
amount of displacement for the front face, production rows,
was shown to leave the well casing in good physical
condition.
Underground Drilling and Blasting
The development of underground mining operations at CVSA has
advanced notably and a visitwas made to the Mangas Centro decline
in order to assess the current state of efficiency indrilling and
blasting operations.
A number of visual observations were made, as follows;
It is clear that floor control has room for improvement, both in
the main decline accessand along level development. There is a
tendency for undulation, rising and falling, inthe floor surface
and this is likely related to incomplete control of the drilling
accuracy
when developing the tunnel access.
-
7/25/2019 Technical Report CVSA AGA
5/42
November, 2010. Technical Visit Report Surface and Underground
Operations p. iv
Technical Visit Report - CVSA - November - draft.doc
Successful ring blasting within the stopes requires good
drilling, which in turn requiresaccurate survey set-up and marking
of the ring positions and collaring points. A casewas observed
where the ring plane direction was not perpendicular to the axis of
the
stope drive this will complicate identification of the correct
blastholes to charge andwill probably affect the ease of
displacement of the blasted ore.
Survey of the top and bottom of each blast hole will provide
important assistance at themoment of deciding on the explosive
charging and initiation sequence best suited todeliver a good blast
result.
The feedback from surveys of this nature, to drillers, should
tend to create a positivefeed-back loop that encourages improved
drilling accuracy and precision.
Currently the blasthole rings are fully charged with ANFO and
this can lead to powder
factors of around 1.2 kg/t an intensity that is probably
excessive and likely topromote damage.
The objectives for optimisation of the underground drill and
blasting were stated as;
Reduce damage, particularly to the hangingwall
Reduce dilution strongly related to the previous point.
Optimise drop-raising performance.
A number of suggestions were offered as a means to achieving
these objectives, including;
Carry out near field vibration measurement campaigns in the
stopes that are beingdeveloped. This technique will permit a
diagnostic evaluation of the progress of theblasting and also
supply valuable data for the fitting of a predictive vibration
model.
Evaluate the geotechnical characteristics/properties of the rock
masses in each stope inorder to calculate the critical value of
vibration required to initiate fracturing(remembering that in the
underground environment, vibration is usually the dominant
mechanism of damage).
Use the fitted model mentioned above, together with the
vibration damage criterion to
evaluate and modify blast designs in order to control
damage.
The same technique can be adapted to evaluate fragmentation
problems and potentialfor improvement, if necessary.
Drop- raising blasting success is strongly affected by at least
two factors;
o Drilling accuracy, and
o Percentage void space provide by uncharged drill holes.
Drilling accuracy can be measured and blast designs adjusted to
maintain a correct
firing sequence.
-
7/25/2019 Technical Report CVSA AGA
6/42
November, 2010. Technical Visit Report Surface and Underground
Operations p. v
Technical Visit Report - CVSA - November - draft.doc
Electronic initiation systems will also allow firing times to be
selected that will permitan optimisation of initiation sequences
for each lift of the drop-raise.
Project Team Formation
Both CVSA and Austin Powder possess valuable assets in the form
of trained staff,quantitative data, operational resources,
specialised software and measurement technology.
These resources will be most efficiently put to use if customer
and service provider can agreeto work in a team framework to design
and execute specific projects aimed at optimisingtargeted aspects
of blast performance.
-
7/25/2019 Technical Report CVSA AGA
7/42
November, 2010. Technical Visit Report Surface and Underground
Operations p. vi
Technical Visit Report - CVSA - November - draft.doc
Report to AngloGold Ashanti, Cerro Vanguardia SA
Technical Visit Report
CVSA Surface and Underground Operations
Review, Commentary & Recommendations
TABLE OF CONTENTS
Page
SURFACE DRILLING AND BLASTING IUNDERGROUND DRILLING AND BLASTING
IIIPROJECT TEAM FORMATION V
1. INTRODUCTION
.........................................................................................................................1
2. SCOPE OF WORK
.......................................................................................................................1
3. SURFACE
ISSUES........................................................................................................................3
3.1 WALL CONTROL BLASTING PRE-SPLIT DESIGN AND PRACTICE 33.2
WALL CONTROL BLASTING BUFFER ROW DESIGN 73.3 NARROW VEIN BLASTING
CONTROLLING DISPLACEMENT 93.4 MASSIVE BLASTING 123.5 SPECIAL
PURPOSE BLASTING WELL CASING PROTECTION 14
4. UNDERGROUND
ISSUES........................................................................................................19
4.1 CONTROL OF DAMAGE AND DILUTION 204.2 OPTIMISATION OF
DROP-RAISES 26
4.3 OPTIMISATION OF DEVELOPMENT BLASTING 27
5. JOINT PROJECT
TEAMS........................................................................................................30
6. CONCLUSIONS AND RECOMMENDATIONS
..................................................................31
6.1 SURFACE DRILLING AND BLASTING 316.2 UNDERGROUND DRILLING AND
BLASTING 336.3 PROJECT TEAM FORMATION 35
7.
ACKNOWLEDGEMENTS........................................................................................................35
-
7/25/2019 Technical Report CVSA AGA
8/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 1 of 42
Technical Visit Report - CVSA - November - draft.doc
Technical Visit Report
CVSA Surface and Underground OperationsReview, Commentary &
Recommendations
1. INTRODUCTION
Austin Powder Argentina (APA) offers a supply, load and shoot
service for all blastingactivities at the Cerro Vanguardia
operations in Santa Cruz, southern Argentina. The provisionof high
quality technical service to the mine is an important part of the
APA offering to CerroVanguardia S.A. (CVSA). A key part of this
technical component is the provision of regular
on-site visits y international blasting engineer
consultants.
As such, Cameron McKenzie of Blastechnology and Bill Adamson of
Austin Powder
International (API) visited the mine during the 8thto the 10
thof November of this year. This
visit was supported by the Technical Manager of APA; Emilio
Concha Valle.
In accordance with the mixed mining method nature of the CVSA
operations, work wasundertaken and visits made to both surface and
underground production sites. The needs ofCVSA in both environments
were communicated in preliminary presentations delivered byCVSA
engineers in a briefing exercise for the visiting consultants.
In response, two general presentations, describing previously
discussed and available
APA/API technology and services (including Blastechnology
support) were delivered by APIand Blastechnology.
As a result of this opening exchange of information and needs,
it was possible to delineate aScope of Work for the three days of
the visit.
2. SCOPE OF WORK
CVSA now extracts mineral from both surface and underground
operations, although thissecond source of production is very recent
in the historical context of the mine life. The recentvisit, which
gives rise to the current report, was therefore considered in two
parts; surfaceissues and underground challenges.
Two separate presentations were delivered to the API and APA
personnel, both of whichcommunicated the current needs and
interests of each production environment.
The material presented in the surface blasting context was
interpreted as a request for feedbackon recently completed work in
limits blasting and comments on a proposed design for
specialpurpose blasting in one of the production pits.
In response to the surface presentation, the following list of
bullet points outlines the different
aspects of drilling and blasting that receive attention in the
following Sections;
-
7/25/2019 Technical Report CVSA AGA
9/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 2 of 42
Technical Visit Report - CVSA - November - draft.doc
Contour or final wall blasting
Pre-split design (spacing and charge)
Buffer row or rows (charging and stand-off distance from
pre-split)
Blasting in narrow veins
Massive blasting
Special purpose blasting
In a similar manner a presentation was delivered in which the
characteristics of the
underground operations were explained and the general CVSA
objectives outlined for theunderstanding of the APA/API team
(including Blastechnology).
A subsequent visit to one of the newly opened underground
operations; Mangas Centro, wasplanned so that direct observation of
the mine layout, including Stope drilling and drop
raise/cut-off slot preparation could be carried out.
The objective of this part of the visit was to produce a
suggestion list for possible jointoptimisation projects to be run
by a team combining APA, CVSA and API resources.
The initial list of objectives suggested by CVSA included;
Reduction of dilution as a result of stope blasting
o Control of hangingwall stability
o Optimise pre-split design for the hangingwall
Improve charge design for drop raises and cut-off blasting
Improve generic drill and blast design for production
stopes.
In the following section of the report, Surface and Underground
objectives will be discussed
under separate headings.
-
7/25/2019 Technical Report CVSA AGA
10/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 3 of 42
Technical Visit Report - CVSA - November - draft.doc
3. SURFACE ISSUES
The unique characteristics of the surface operations are a
consequence of the physical aspectof the orebodies, which lead to
the mining of relatively small, yet occasionally quite deep,
pitswith a very large (~ 26:1) waste to ore ratio. This physical
setting places great emphasis oncontrolling the geotechnical
quality of final walls so as to maintain relatively aggressive
inter-
ramp and final pit wall angles, thereby maintaining safe working
conditions in tight pits.
For this reason, the issues of damage control, controlled
blasting and the need for efficienciesin the operational aspects of
drilling and blasting are always present in any discussion ofCVSA
requirements and objectives, with respect to APA/API technical
service.
The technical visit carried out during the 8th to the 10
th of November of this year was no
exception.
As mentioned previously, the primary focus of improving drilling
and blasting results atCVSA is usually in the area of wall control
and damage reduction. In this direction, twoimportant points raised
in the introductory, surface presentation by CVSA relate to
thesechallenges. In particular, CVSA requested that APA/API review
the physical results of anexperiment intended to examine the
potential difference in effectiveness of pre-split blastsfired
prior to, or simultaneously with the main production or wall
control blasts.
This review was conducted and is described in this report,
however the results obtained are notconclusive and it remains
apparent that there are benefits to be achieved in re-focussing
on
some fundamental aspects of pre-split and buffer row blast
design.
Another aspect of CVSA drilling and blasting where, in the
opinion of APA/API,improvements are obtainable is that of narrow
vein drilling and blasting; specificallyconsidering the need to
control the displacement of the blasted ore.
CVSA has carried out experimental field work, looking at the
design and implementation ofrelatively massive blasts; two such
events were fired in Osvaldo Diez, Cut Back 8 (OD CB8)pit. This new
work has encouraged a re-examination of a suggestion offered to
CVSA in 2008regarding the re-orientation of large blasts in terms
of their initiation sequence and muckpile
displacement vectors. This suggestion is described in more
detail further below.
Distinct from all of the foregoing points is the final request
tabled by CVSA. As the pits widenwith new cut backs or expansions,
the active pit shells begin to encompass elements of
mineinfrastructure such as dewatering well casings, that must be
kept open as benched are drilledand blasted around them. While not
an unknown challenge for CVSA, the local engineeringstaff invited
APA/API to participate in refining an existing drilling design and
suggestingtiming and explosive charging options.
3.1 Wall Control Blasting Pre-split Design and Practice
The initial question raised by CVSA in connection with the
pre-split test blasting in OD-CB8
related to whether a pre-split is best fired prior to the main
blast (wether this be a full
-
7/25/2019 Technical Report CVSA AGA
11/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 4 of 42
Technical Visit Report - CVSA - November - draft.doc
production or perhaps a four-row trim shot) or alternatively,
fired simultaneously (butimmediately before) the main blast. The
results obtained would appear to be inconclusive as
far as blast scheduling is concerned, however a visual
inspection suggests the existence ofother, more important factors
that should be taken into account.
In reviewing the CVSA pre-split design protocol there are a
number of positive aspects thatshould be highlighted;
Drilling and firing the pre-split over the full extent of a
double bench is an excellent practicethat is a major step in
optimising final wall results
In a similar manner, industry experience suggests that the use
of inclined pre-split drilling(standard practice at CVSA)
facilitates the achievement of quality, stable final walls.
Care
must always be taken to ensure precision and accuracy in the
drilling of each hole so as tomaintain a constant, correct
inter-hole spacing.
It is very important to ensure that the spacing and charge
profile are adjusted to match thephysical characteristics of the
rock mass and the strength of the rock matrix. The optimum
spacing is closely related to the borehole explosion pressure,
in turn dominated by explosiveproperties and hole diameter. This
calculated spacing, however, may be subject to
modification based on the in-situ fracture conditions for the
rock mass in question. Underconditions where sub-vertical
structures strike across the intended pre-split plane,
spacingshould be reduced and the borehole pressure increased.
When evaluating pre-split quality based on a visual examination
of the physical result, it isvery important to focus on the quality
of the fracture surface between half holes or halfbarrelsand not
simply a count of thenumberof half holes.
The field observation of the results obtained in OD-CB8
highlighted the strong, dominantinfluence of the in-situ structure.
The results of pre-split blasting obtained in opposite walls of
the OD-CB8 pit were compared visually and significant
differences were apparent. CVSADrilling and Blasting engineers
informed APA/API that the intact rock strength values were
similar for both rock masses, on either side of the pit, however
the in-situ fracture conditionsare very different.
Figure 1 shows the results obtained on the East side of the pit.
An ample presence of half holes
with quite smooth, even fracture plane surfaces between each,
suggest that a very good resulthas been obtained in this part of
the pit. There is little apparent presence of important
in-situstructure with the exception of a continuous, clearly
defined fracture plane that daylightsapproximately 3m above the
bench floor. This structure dips into the bench face;
anotherpositive aspect of the rock mass condition in this wall.
-
7/25/2019 Technical Report CVSA AGA
12/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 5 of 42
Technical Visit Report - CVSA - November - draft.doc
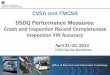
Figure 1. Pre-split results in the East Wall of OD-CB8 Pit
Figure 2 shows the pre-split result obtained in the West wall of
the same pit, where thegeotechnical condition of the rock mass
varied notably from that of the East wall. The samenominal
pre-split design was applied in both locations and the results
obtained were verydifferent. While some presence of half holes is
visible in the wall shown in Figure 2, it is clearthat very little
evidence of clean fracturing or shearing between half holes is
visible. Thisresult highlights the difficulty introduced by the
unfavourable presence of structure, and the
need to close up spacing and increase borehole pressure.
Figure 2. Pre-split results in the West Wall of OD-CB8 Pit
-
7/25/2019 Technical Report CVSA AGA
13/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 6 of 42
Technical Visit Report - CVSA - November - draft.doc
Regarding the enquiry about the most appropriate moment to fire
the pre-split, it is difficult tomake a definitive judgement based
on the visual evidence available at the time of the visit to
CVSA. A considerable amount of broken rock still remained to be
fully excavated andremoved, thereby preventing a safe and clear
evaluation. Figure 3 illustrates the situationdescribed. It is
recommended that a full set of photographs be compiled for this
part of theOD-CB8 West wall, so that a final review may be
conducted.
A preliminary examination of the visible wall suggested that
local variation in pre-split qualityis more related to local
variation in structural characteristics than the difference between
prior-
and simultaneous pre-split firing.
Figure 3. Partially excavated broken rock partially obscuring
the view of the final wall, prior to cleanup
As a general guide to pre-split optimisation, the following
suggestions are offered;
Review the characteristics of the explosive charge that is
employed, including the lengthanddiameterof the cartridges used in
CVSA
Whenever and wherever possible, obtain the maximum quantity (and
quality) of informationfrom mine geologists or geotechnical
engineers, particularly regarding the rock UCS and anindication of
the frequency and orientation of fractures with respect to the
pre-split lineorientation
Work interactively with API and local APA technical service
engineers, who are equippedwith design analysis tools that will
assist in evaluating necessary design changes as aconsequence of
variation in rock mass quality or availability of explosive and/or
drill holediameters.
-
7/25/2019 Technical Report CVSA AGA
14/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 7 of 42
Technical Visit Report - CVSA - November - draft.doc
An example of the application of one such design tool is given
in Figure 4. This software toolallows Austin Powder engineers to
evaluate any combination of drill hole diameter, spacing
and explosive characteristics for a given set of rock mass
conditions.
Figure 4. Computer aided review of the suitability of a given
pre-split design (combination of drill hole diameter,
spacing, explosive and rock mass properties).
Figure 4 examines the case of 25mm pre-split charges of watergel
placed in 92mm diameterdrill holes, spaced at 1.2m apart, for a
soft to medium (50MPa) rock under dry conditions.
The results indicate that the generated blasthole pressure
(55MPa) is sufficient to comply with
the rock requirements, and that the spacing value is within
optimum range.
This same tool would be used to adjust explosive and drilling
diameters and spacing to adaptto changing rock quality, striving to
maintain the dashboard indicators in the green.
It is recommended that a joint initiative between CVSA engineers
and geologists, and APATechnical Service engineers will facilitate
the ongoing optimisation of pre-split design atCerro
Vanguardia.
3.2 Wall Control Blasting Buffer Row Design
The creation of a high quality pre-split is an important step
towards controlling damage to thefinal walls in surface mining
operations. However this measure alone will not suffice toguarantee
reduction in damage intensity. The successful pre-split must be
coupled with a welldesigned and executed trim or buffer blast in
order to achieve a transition between the fullproduction blast
energy condition and the pre-split assisted final wall.
The correct design of the buffer row or rows is critical to the
success of limits blasting, as hasbeen discussed in detail in
previous reports to CVSA (March, 2008; October 2009). In these
reports the importance of correct positioning of the buffer row
(or rows) as well as the issue ofvertical vs. inclined buffer holes
has been discussed at length.
-
7/25/2019 Technical Report CVSA AGA
15/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 8 of 42
Technical Visit Report - CVSA - November - draft.doc
Maintaining an appropriate distance between the buffer row
collars and the pre-split (futurecrest of the bench) will assist in
controlling the impact of blast vibrations on the wall, whereas
the vertical orientation of the buffer holes will assist in
reducing the damage to the crest due tocratering at the collars of
the buffer holes.
These design parameters standoff distance and blasthole
inclination together with theexplosive charge profile, should be
adjusted as a function of ongoing observation of the crestand toe
lines that are produced in the field.
It must also be remembered that a variable, and often
significant, component of crest damage,as shown in Figure 5, may be
the excess concentration of explosive energy resulting from
thesub-drill (and explosive contained therein) from the previous
bench.
All of the aforementioned aspects must be balanced in order to
optimise the final result.
Figure 5. Damage to the crest due to sub-drill from the previous
bench and/or the proximity of buffer hole collars
Previous technical reports (March, 2008; October, 2009) have
also explained the importance
of maintaining an appropriate standoff distance between the
collars of the blastholes in bufferrows and the crest of the
pre-split. This distance is adjusted in accordance with the
explosiveenergy present in the buffer row; however there may be
occasions when the standoff distancemust be increased due to
physical limitations of the drilling equipment (dimensions of the
drill
rig) or safety standards imposed by the mine management in terms
of minimum proximity tothe existing wall.
Under such conditions there is a risk of leaving a crust of
cling-on material in front of thepre-split plane, but un-displaced
by the trim blast. This remnant material must be removed
mechanically with bulldozer, retro-excavator and/or hydraulic
hammers, usually at asignificant cost.
-
7/25/2019 Technical Report CVSA AGA
16/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 9 of 42
Technical Visit Report - CVSA - November - draft.doc
A design alternative is to drill the final buffer row (if there
is more than one) with a negativeinclination, which is to say back
towards the toe of the pre-split. This approach is observed in
Figure 6. This technique has been applied successfully at the
Sunrise Dam operations ofAngloGold Ashanti in Western Australia and
the Anglo American copper operations ofMantoverde, in Chile.
Figure 6. Alternative distribution of buffer row drilling to
adjust standoff distance while continuing to avoid
unbroken crust material
Care should be taken to ensure that the accuracy of buffer row
drilling is maintained so as notto damage the toe of the
pre-split.
Occasionally the increase in distance between buffer row and
pre-split has been observed toproduce, to a lesser degree, some
incidence of un-fragmented and un-displaced crust in theupper part
of the bench face and the solution to this occurrence lies in the
careful adjustment ofthe explosive charge in the buffer row,
adjacent to the pre-split.
3.3 Narrow Vein Blasting Controlling Displacement
During the technical visit in November of this year the APA/API
team had occasion to
examine a number of video recordings of ore blasts. These narrow
vein blasts offer significantchallenges to the Drilling and
Blasting engineers of CVSA, particularly in the narrow veins
where real thickness might be as little as 0.8 to 1.0m. The
challenge is to produce a designsolution of distribution of
drilling and charging such that adequate breakage is achieved
while
controlling the amount of displacement of the broken ore.
-
7/25/2019 Technical Report CVSA AGA
17/42
-
7/25/2019 Technical Report CVSA AGA
18/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 11 of 42
Technical Visit Report - CVSA - November - draft.doc
Figure 8 shows similar trends that occur as charge intensity is
decreased, although designparameters vary somewhat from the
previously demonstrated case.
The results indicate how modelled projection distances from the
front face (constant burden of2.5m) reduce from 70m to 22m as the
charge is varied from fully coupled ANFO to the same25mm decoupled
charge of Gelamita, as discussed in Figure 7.
Flyrock Projection: Plan View
-60
-40
-20
0
20
40
60
-60 -40 -20 0 20 40 60
Burden Throw Collar Throw
(m)
(m)
Flyrock Projection: Plan View
-80
-60
-40
-20
0
20
40
60
80
-100 -50 0 50 100
Burden Throw Coll ar Throw
(m)
(m)
Flyrock Projection: Plan View
-25
-20
-15
-10
-5
0
5
10
15
20
25
-30 -20 -10 0 10 20 30
B urden Throw Collar Throw
(m)
(m)
Effect of Explosive Charge
Characteristics on Maximum Burden
Displacement
Standard ANFODiluted ANFO
(reduced energy,
reduced density)
Decoupled cartridged
charge (emulsion or
watergel)
92mm diameter blasthole, standard design (2.5m x 3.0m),10m
bench
Figure 8. Estimation of front face displacement distances with
varying charge characteristics
CVSA has made some initial investigations in this line of
experimentation and whiledisplacement has been controlled, the
degree of fragmentation and digability has been found tobe
inadequate. APA/API would like to suggest that CVSA continue with
experimentation,examining new variations in the drilling and
blasting design, such as;
Drilling two staggered rows of blastholes and continuing to load
with the same diameterproduct, or
Increase the diameter of the decoupled product used in the
narrow vein blasts. APA produces a
range of diameters and the use of 40mm diameter charges should
be considered in sectorswhere this technique has given poor
fragmentation results.
-
7/25/2019 Technical Report CVSA AGA
19/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 12 of 42
Technical Visit Report - CVSA - November - draft.doc
3.4 Massive Blasting
In the briefing presentation made by CVSA to the APA/API team,
mention was made of a pre-split trial in the OD-CB8 pit. It was
also noted that this trial was carried out in association withtwo
large production blasts, each comprising in excess of 7 rows.
Figure 9 shows the designfor both events.
These two blasts are of interest because they combine production
blasting with buffer rows ina manner that is very similar to the
technique recommended in the March, 2008 report,submitted by Austin
Powder and Blastechnology.
Incidence of Massive Blasting
CASO N2CASO N 1
Figure 9. Massive blast events designed for CD-CB8
Figure 10 revisits the change in design that was suggested
previously in order to reduce theimpact of blasting on the final
wall of the pit. The conventional trim blast practice
appliedcommonly in many parts of the international mining industry
has been shown to inducereaction forces, under certain
circumstances, that impose a compressive/tensileloading/unloading
cycle on the final wall that has a propensity to cause rock mass
damage.
The change to a design such as that shown on the left of Figure
10 will produce benefits indamage control due to a redirection of
the reaction forces away from the final wall, as well as
the partial screening of the wall from blast induced vibration.
The large volume of rock blastedin one event also implies further
benefits in terms of operational efficiency. The single large
blast involves less frequent interruptions to production during
blasting for evacuation ofpersonnel and equipment and allows
excavation and haulage equipment to spend moreuninterrupted time in
production.
-
7/25/2019 Technical Report CVSA AGA
20/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 13 of 42
Technical Visit Report - CVSA - November - draft.doc
Voladuras MasivasVoladuras Masivas
Prctica convencional,
CVSA
Voladura masiva
Figure 10. Massive blast event design suggested in March,
2008
The successful implementation of the massive blasting approach
will involve certain changesin the drilling and blast design and
the following factors are suggested for consideration by
CVSA engineering staff;
An additional row of buffer holes with reduced charge should be
added to the design
The initiation point for the blast should be close to the final
wall, at the beginning of thesecond buffer row
The initiation sequence should be such that the blast is
oriented towards the excavator, alongstrike, and not towards the
pit
An increase in powder factor of between 10 15% should be
considered so as to avoid a tightmuckpile
Massive, deep blasts will tend to produce higher muckpiles and
this can produce certaindifficulties for front end loaders. Timing
should be modified to facilitate forward displacementof the
muckpile as much as possible.
With the previous point in mind, CVSA should consider the
application of electronicdetonators as a means of achieving more
control over displacement as well as enhancing
fragmentation. An accurate evaluation of the relative costs of
this technology will indicate thatthe increase in cost per tonne of
blasted rock is marginal
-
7/25/2019 Technical Report CVSA AGA
21/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 14 of 42
Technical Visit Report - CVSA - November - draft.doc
3.5 Special Purpose Blasting Well Casing Protection
The mining sequence at CVSA occasionally leads to the need for
drilling and blastingactivities in close proximity to casing pipes
for dewatering wells, previously installed aroundand outside the
initial pit shells. CVSA described the importance of avoiding
damage to thesesites and estimated the cost of losing such a well
casing in as much as US$ 150.000.
Figure 11 illustrates the desired result; a successful blast
that left the well casing intact (thisexample comes from a
previously fired blast).
The Objective
Avoid damaging and losing the
well (and many USD $$)
Figure 11. Desired state for results of Well Casing protection
blast
Figure 12 shows a theoretical design that has its origins in a
suggested course of actiondeveloped by APA previously. The
fundamental protective measure is found in the circular
array of holes distributed around the well casing. Choices
available include firing these as acircular pre-split or perhaps as
a type of post-split to clean off the rock around the well
casing.
It may be observed that a linear pre-split is incorporated into
the blast, tangential to the circulararray of holes. The purpose of
this line is to cut the observed volume in two, allowing a more
cautious approach to be taken to this second section at a later
date.
The principal features in the design include an outer ring of
holes that are available for lightcharging, and an array of
standard production holes.
Figure 13 shows the actual as-drilled distribution of blastholes
and this information was usedto select the sequence of blast events
in the order intended to protect the well casing.
-
7/25/2019 Technical Report CVSA AGA
22/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 15 of 42
Technical Visit Report - CVSA - November - draft.doc
WELL CASING TO BE BLASTED
IN pit OD-CB7
Figure 12. Theoretical Design for Well Casing Protection
Blast
Well Casing BlastWell Casing Blast
Circular Pre-split
Well
Light Charges
Figure 13. As drilled result for the Well Casing Protection
Blast
The intention of the blast sequence was to pre-fracture the zone
immediately around the wellcasing, prior to the detonation of the
production holes, understanding that the broken yetrelatively
undisturbed rock should provide a filter for the vibrations
produced in the rest of the
-
7/25/2019 Technical Report CVSA AGA
23/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 16 of 42
Technical Visit Report - CVSA - November - draft.doc
blast. The firing of light charges around the circular pre-split
would achieve this fragmentationwithout inducing any relative
displacement around the well casing. The distribution of
explosive charges, air and stemming is shown to the right of
Figure 13.
Well Casing BlastWell Casing Blast
Minimal Powder Factor
(~ 80 - 100 g/t, ignoring
the pre-split charges)
Normal Powder Factor
Pre-fracture the zone
around the well casingbefore detonating the
main explosive charges
Figure 14. Description of powder factor, sector by sector
Figure 14 indicates the zone of rock around the well casing,
which would be pre-fracturedwithout damaging the casing, thereby
protecting it from the physical effects of the remainderof the
blast.
The order of firing or sequence of initiation for the blast is
highlighted in Figure 15, below.
-
7/25/2019 Technical Report CVSA AGA
24/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 17 of 42
Technical Visit Report - CVSA - November - draft.doc
Figure 15 shows the sequence of initiation of the different
sections of the blast:
1. The main pre-split was fired instantaneously
2. The circular pre-split was fired 17ms later so as to reduce
the instantaneouslydetonating charge weight
3. The second ring of lightly charged holes was fired to
complete the process of pre-fracturing of the rock around the well
casing
4. Finally the main production holes were fired in such a
sequence as to direct the rockmovement away from the well casing in
all directions.
Initiation SequenceInitiation Sequence
4. Production charges
3. Light charges
1. Main Pre-split
2. Circular Pre-split
Figure 15. Initiation sequence for well casing blast
Finally, Figure 16 shows a view of the resulting muckpile
immediately following the blast andprior to the commencement of
excavation.
Observation of the visible section of the pipe suggested that
the well casing remained
undamaged.
The most complicated aspect of the process was the sequencing of
the blast using pyrotechnicdelay systems and detonation cord. The
use of electronic delays would greatly facilitate theprocess of
tying in these complicated blasts.
-
7/25/2019 Technical Report CVSA AGA
25/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 18 of 42
Technical Visit Report - CVSA - November - draft.doc
Voladura de 09 NoviembreVoladura de 09 Noviembre
Figure 16. Blast result prior to the commencement of
excavation
-
7/25/2019 Technical Report CVSA AGA
26/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 19 of 42
Technical Visit Report - CVSA - November - draft.doc
4. UNDERGROUND ISSUES
As a means of reducing the overall waste to ore ratio, as well
as reducing per ounce productioncosts, CVSA has begun to develop
some of the existing veined deposits in the mine usingunderground
mining methods. Three underground mines are in varying stages of
developmentat this time;
Mangas Norte
Mangas Centro
Osvaldo Siete
Of these three, Mangas Centro is actually in production and has
completed some early stopingwhile continuing to develop the decline
and lower levels.
Mining is conducted using long hole open stoping methods with a
mixture of up-hole drillingand down-hole charging or loading. The
orebodies are identical, geologically and physically,to those veins
previously mined using surface techniques and similar challenges
exist in theunderground environment; particularly wall damage and
dilution (although the specificdamage mechanisms may vary to some
extent). At the depth at which underground mining istaking place,
the veins have similar dimensions to those exploited on the
surface.
A visit was made to the operations of Mangas Centro in order to
observe first hand the qualityof the rock mass, the dimensions and
quality of the development blasting, the commencement
of the down-hole drop raising and the condition of the stopes;
walls, drilling, etc.
CVSA presented APA/API with a short list of desired outcomes in
the drilling and blastingprocess in the underground operations and
the original list of five points can be simplified tothe following
three;
Reduction of dilution as a consequence of reducing wall damage
from stope blasting
Improve drilling and blasting design for the drop raises used
for creating initial cut-offslots in stope preparation
Improve generic drill and blast design options and practices for
production stopes
Additionally, this report will offer commentary on the
importance of good design andimplementation practices for
development blasting, particularly as it effects
stopedevelopment.
More importantly, APA/API offers definitive and specific
suggestions regarding a joint
initiative between CVSA and Austin Powder to investigate the
damage mechanisms operatingin the underground mining environment
and develop a series of preventative measures thatwill make
possible a reduction in dilution and damage.
-
7/25/2019 Technical Report CVSA AGA
27/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 20 of 42
Technical Visit Report - CVSA - November - draft.doc
4.1 Control of Damage and Dilution
The incidence of dilution in long hole stoping extraction of
gold, silver, etc. is very closelylinked to the incidence of blast
induced damage. In the underground environment the
principlemechanism of damage is stress induced fracturing as a
result of excessive vibration levels inturn resulting from the
detonating explosive charges.
API has developed software tools that allow the prediction of
vibration levels for any givencombination of explosive, drilling
and rock mass. Examples of the application of thismodelling process
capability will be given subsequently in this report.
In order to be applied confidently as a predictive tool, the
modelling technique requires thatcertain site specific parameters
be adjusted based on the analysis of field measurements carriedout
within the mine, in the production area.
This measurement and modelling is ideally suited as a candidate
for a joint team projectinvolving APA/API and CVSA. A simple
description of the steps required for this project
follows.
The data needed in order to adjust the parameters of the
predictive model can be collectedduring a vibration monitoring
campaign focussed on a single stope, ideally measuring allavailable
blasting events from the commencement of the development of the
stope.
Point of Focus
Drilling Level Stope; Installation of Triaxial Geophone
Figure 17. Vibration monitoring scenario for stope
characteristation
Figure 17 is a plan view of a hypothetical stope, showing the
upper level from which the ringsof blastholes will be charged. The
red symbol at the intersection of the crosscut and ore drive
represents the position of a triaxial geophone array installed
in the vein along the stope axis.
-
7/25/2019 Technical Report CVSA AGA
28/42
-
7/25/2019 Technical Report CVSA AGA
29/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 22 of 42
Technical Visit Report - CVSA - November - draft.doc
Fitting of Near Field VibrationModel
Near field vibration predicion
models (Holmberg y Persson)
Vibration intensity depends onthe characteristics and
geometry of the charge
Figure 19. Vibration model format and fitted data
With this fitting complete the adjusted model is used within the
framework of Austin Powders
blast design and analysis software; QEDPlus, to predict likely
vibration levels at specific
distances from specific charges, emplaced within the fitted rock
mass.
In order to equate the estimated vibration levels with a known
physical effect, a mathematicalrelationship between rock mass
property response and vibration level is required.
An approximate guide is derived from Hookes Law whereby a
critical value of particlevelocity, PPVcrit is defined as that
vibration intensity at which new fracturing commences in agiven
rock mass. The critical value of peak particle velocity is
calculated as;
E
VPPV PTcrit
.
Where: Tis the tensile strength of the intact rock
E is the elastic modulus, and
Vpis the P wave velocity in the same material
Based on this key value, it is possible to calculate other
threshold estimates such as theintensity required to extend
existing fractures (0.25 PPVcrit)
With a suitably fitted vibration model and a quantitative
criterion for estimating damage itbecomes feasible to analyse a
range of design options in terms of the probability of
producingdamage in a given rock mass. As a concrete and relevant
example, Figure 20 illustrates two
-
7/25/2019 Technical Report CVSA AGA
30/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 23 of 42
Technical Visit Report - CVSA - November - draft.doc
cases for a stope ring blast in a hypothetical case where the
critical vibration limit for damagehas been established. It is
considered that the dark grey contour level (see Figure 20)
indicates
presence of damage.
The charge design on the left suggests that there will be blast
damage to the hangingwall witha high probability of dilution.
The right hand side image represents a modified design where the
charge in the blastholeclosest to the hangingwall has been changed,
substituting a laterally decoupled charge for theoriginal fully
coupled charge. The grey shaded contour has changed, as may be
observed, andnow coincides with the hangingwall plane. This
situation, while hypothetical, should representa decrease in damage
and a reduction in dilution.
Waste Dilution to the
Hangingwall
Figure 20. Reduction in damage and dilution contours
This vibration contour / damage criterion analysis can be
applied to the case of stoping inMangas Centro once the vibration
model has been fitted and geotechnical properties obtainedand
analysed to calculate the critical vibration intensity.
During the introductory underground presentation delivered by
CVSA it was revealed that thepowder factor calculated for the
current blast design is approximately 1.2 kg/t. This valueseems
quite high and suggests that there may be over-break of hangingwall
and footwall.Certainly it is suggested that the possibility of
reducing this powder factor merits analysis.
Although at this time, APA/API has neither a fitted vibration
model nor a valid vibrationdamage criterion; Figure 21 illustrates
the analysis of a design, similar to that currently used in
the Mangas Centro mine. The image to the left indicates a ring
that has been fully chargedwith ANFO, whereas in the image to the
right the footwall charge has been replaced with a
-
7/25/2019 Technical Report CVSA AGA
31/42
-
7/25/2019 Technical Report CVSA AGA
32/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 25 of 42
Technical Visit Report - CVSA - November - draft.doc
Drilling Deviation
The energy goes where the explosive goes, which in
turn goes where the blasthole goes
Figure 22. Reduction in damage and dilution contours
Using the same example as that shown in Figure 21 the effect of
only one deviated hole isanalysed. In the case of a production
blast, the deviation of one hole into the hangingwall
would produce significant damage, inducing a high percentage of
dilution located locallyaround this particular ring. This scenario
is illustrated in Figura 23.
Cerro Vanguardia Mangas Centro
With Hole Deviation
Figure 23. Damage impact of a single hole deviation into
hangingwall
-
7/25/2019 Technical Report CVSA AGA
33/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 26 of 42
Technical Visit Report - CVSA - November - draft.doc
4.2 Optimisation of Drop-Raises
One of the key areas of concern for CVSA as regards the
underground operations is thedevelopment of expertise in the
drilling and blasting down-hole drop raises. These openingsare
required for ventilation and access ways as well as the first steps
in the creation of a freeface slot at the commencement of a new
stope.
Once again drilling accuracy is a critical success factor for
successful development of dropraises, particularly because of the
high density of drilling (and powder factor) in a smallvolume.
Figure 24 applies the vibration damage analysis to demonstrate the
effect of deviationin only one of the blastholes. Given that any or
all of the holes may demonstrate some degreeof deviation, the
original designed spatial relationship between charges will
changesignificantly with depth. Successful blasting of this type of
situation might well require a
variation in the initiation sequence applied at different
depths. This type of analysis and designimplementation is within
the capabilities of the APA/API technical team.
Cerro Vanguardia Mangas Centro
Deviation in Drop Raises
Figure 24. Effect of drilling deviation in terms of vibration
contour distribution for down-hole drop-raise
Another important factor in achieving success in drop raise
blasting is to ensure an adequatepresence of empty, uncharged easer
holes within the volume to be blasted (typically theseholes should
be reamed out to a larger diameter perhaps 102mm). There is a
directproportionality between the effective relief volume of empty
holes and the probability ofsuccess in firing drop raises.
Close control over measurement of depths and lengths of
explosive charges is also an essential
part of successful raise blasting. Over the course of the full
depth of the raise, blasthole
-
7/25/2019 Technical Report CVSA AGA
34/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 27 of 42
Technical Visit Report - CVSA - November - draft.doc
deviation may produce changes in the spatial relationship
between different holes, therebychanging the effective pattern of
the holes at different depths. Two blastholes that were placed
adjacent to one another when collared at the top of the raise
may be notably distant at themidpoint of the raise, while other
holes may have become much closer. This variation in holeposition
should be investigated and quantified by surveying top and bottom
coordinates ofeach hole and plotting the position of each hole at
successive depths. This may allow initiationsequences to be changed
as needed to provide an ordered initiation of the blast.
Austin Powder (APA/API) can offer CVSA support in this task
using the QED Plus software.
4.3 Optimisation of Development Blasting
During the visit to the operations of Mangas Centro, it was
observed that the regularity of thefloors of both the main decline
and the level development drives could be improved. As withall
aspects of drilling and blasting, the accuracy and precision of the
drilling is extremelyimportant. Figure 25 shows the effect on
vibration contour distribution for a standarddevelopment blast when
only one contour blasthole has an excess of lookout angle applied.
Inreality it can be common for a number of separate blastholes to
suffer from drilling errors,both in terms of collar position and
angular deviation.
Horizontal Development
Drilling Accuracy ControlEffect of lack of care with
drilling
Figure 25. Effect of blasthole drilling inaccuracy (for one
hole) on vibration contour distribution
This phenomenon will tend to produce irregularity in the
dimensions of the developmentheadings, affecting rock mass
stability, but also affecting the quality of any
subsequentproduction blasting drilling that is undertaken from this
particular horizon. Excess back-break
to the roof of the drive will affect the likelihood of collaring
errors for up-holes, uneven floor
-
7/25/2019 Technical Report CVSA AGA
35/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 28 of 42
Technical Visit Report - CVSA - November - draft.doc
levels will add difficulty when attempting to drill accurate
down-holes. Uneven perimeters fordrill drives will make it very
difficult to emplace a production drill rig correctly.
Figure 26 represents the result of a development blast (together
with a view of the intendeddesign outcome) measured in a Chilean
underground mine, using survey techniques. Over-break is plainly
visible, particularly in the roof of the drive. However it may also
be noted thatthere is some irregularity in the floor and RL.
Possible Errors
Horizontal development profile - overbreak
The production blastholes are drilled from the same development
drive that weexcavate
Figure 26. Example of irregular drive outline as a result of
over-break
The drive shown in the image was intended for use as a drilling
horizon for producing adrawpoint bell excavation, using up-holes
inclined at a number of different angles. Theaccuracy of the
subsequently drilled holes was poor, as a result of not being
drilled from aregular, even floor, nor being collared at an even,
well blasted roof surface.
Figure 27 indicates a range of drilling difficulties that may
arise as consequences of irregularroof and floor surfaces.
-
7/25/2019 Technical Report CVSA AGA
36/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 29 of 42
Technical Visit Report - CVSA - November - draft.doc
Extreme Consequences
Effects of errors in excavation of development gallery
drillinghorizon
The production blastholes are drilled from the same development
drive that we
excavate
Figure 27. Drilling errors induced by irregular drill and blast
results in horizontal development headings
-
7/25/2019 Technical Report CVSA AGA
37/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 30 of 42
Technical Visit Report - CVSA - November - draft.doc
5.
JOINT PROJECT TEAMS
The technical visit of November 8 10 of this year, and the
analyses that form the bases ofthis report have confirmed that
there are yet several challenges and opportunities forimprovements
in the efficiency and effectiveness of a number of processes
associated withdrilling and blasting at Cerro Vanguardia. This is
equally the case for surface and undergroundmining operations.
In recent years Austin Powder has demonstrated the capacity to
conduct field investigationprograms capable of demonstrating that
improvements in process efficiency are quite feasible;in the areas
of both fragmentation (2007) and final wall damage control (2008
and 2009).
Austin Powder is convinced that the way towards achieving
additional advances andconsolidating these successes into the
normal design and implementation practices at CVSA isto establish
joint investigation teams whereby both CVSA and APA/API, supported
byBlastechnology, work together execute specific process
improvement projects (initiatives),pooling resources and
responsibilities to achieve greater and more lasting advances in a
rangeof areas of optimisation.
The tripartite project teams would comprise members from CVSA,
APA andAPI/Blastechnology, each contributing with experience,
knowledge and resources. These
resources could be broadly grouped as follows;
CVSA
Human and information resources from management and functional
teams such as;
Geology; lithological and structural data, mapping and
interpretation
Geomechanics; rock mass data, slope designs, fracture
mapping
Engineering; planning and survey resources, field measurements,
design input
Cost analysis where appropriate for benefit evaluation
Austin Powder
On-site Technical Service engineers
Instrumentation for measurement of blast and explosive
performance
Detailed modelling capability including vibration, damage,
flyrock and fragmentationsimulation and prediction
Analysis and recommendations with the support and periodic
presence of CameronMcKenzie and Blastechnology
-
7/25/2019 Technical Report CVSA AGA
38/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 31 of 42
Technical Visit Report - CVSA - November - draft.doc
Using these joint resources, teams can be defined for
specifically identified projects. Theteams can then follow a clear
process of planning, execution, documentation and reporting of
the results to CVSA and Austin Powder management.
The same project based philosophy will be relevant and
applicable for both surface andunderground blasting
environments.
The objectives of the teams should include;
Control of damage; final pit walls, hangingwall and footwall
contacts in undergroundstopes, roof and floor.
Control of dilution; surface and underground
Efficiencies in mine development; uncovering veins for blasting,
accessing mineralresources underground, bringing stopes on line in
optimum time, etc.
Downstream benefits associated with fragmentation and materials
handling.
The team concept will benefit from a clear specification of
leadership and responsibility rolesin both CVSA and Austin Powder.
The success of these initiatives will be favoured by thenomination
of on-site responsible parties who can call on other required
resources as becomesnecessary for each project.
6. CONCLUSIONS AND RECOMMENDATIONS
The three day visit to CVSA on the part of the technical team
from Austin Powder Argentina,Austin Powder International and
Blastechnology was an effective and productive exercise.
The visit was spent examining and studying drilling and blasting
results (design andimplementation) in both the surface and
underground mining environments.
The comments presented in the present section are separated, for
clarity, into two groups,reflecting the two mining environments
visited in early November.
6.1 Surface Drilling and Blasting
The objectives of the drilling and blasting work in the surface
mining context were fivefold:
Review the CVSA performance in terms of pre-split blasting
Review the performance regarding the coordinated implementation
of buffer blastdesign and implementation
Comment on practices for the optimised blasting of narrow veined
orebodies
-
7/25/2019 Technical Report CVSA AGA
39/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 32 of 42
Technical Visit Report - CVSA - November - draft.doc
Consider the possibility of introducing a modified format of
massive blasting in thosepits where the available bench area is
present
Comment and participate in the fine tuning of special blast
designs for blasting of rockvolumes containing pit dewatering well
casings.
Pre-Split
Regarding the pre-split design and implementation, it was
confirmed that a number of goodpractices are regularly followed at
CVSA; drilling and blasting the pre-split over the full depthof the
double bench and designing angled pre-splits are both excellent
decisions in terms ofobtaining an optimum result.
The question was asked whether it is better to fire the
pre-split blast some time (half a day, aday, etc.) prior to the
main blast, or whether it is more acceptable to fire the pre-split
at thesame time as the main blast. Preferences are mixed on this
point and there are argumentssupporting both points of view,
however at this stage there have been nothing noted in
recentexperiments at the mine to indicate a preference for one or
the other theory. More workperhaps needs to be done in this
regard.
There is scope for further improvement in pre-split
effectiveness if a greater effort is made torelate pre-split design
to rock mass properties between different pits. CVSA has access to
thefull analysis capability of Austin Powder and it is recommended
that Austin Powder be invitedto participate more in this
optimisation process.
Finally, observations in the field (Pit OD-CB8) demonstrated the
dominant influence that in-situ structure can have over pre-split
performance, where in two domains with very similarUCS but
significantly different structural characteristics, two very
different results wereobtained in terms of pre-split quality. There
is a clear difference noted between a result withhigh half-barrel
count, and a smooth, even fracture between each, and the case where
half-barrels are separated by uneven, rough rock surfaces that
indicate the lack of a completefracture between charged
blastholes.
Buffer Blasting
The issue of good buffer blast design remains critical for the
success of wall control at Cerro
Vanguardia.
It is clear that the standoff distance for each blast must be
matched to the charge characteristicsfor the explosives in use, as
well as the angle of drilling. CVSA has altered their
standarddesign practice for the better in ceasing to drill angled
buffer holes, moving to vertical holesand reducing the crater
damage provoked at the crest of the new bench.
Under some conditions, excessive standoff may lead to the result
of leaving a crust of cling-onmaterial along some parts of the face
of the new bench. Success has been achieved in otheroperations by
using a negative angle or drilling back towards the toe of the
pre-split for the
buffer row. This allows a suitable standoff distance to protect
the crest yet also allows the
placement of explosive energy to remove the crust of unbroken
rock.
-
7/25/2019 Technical Report CVSA AGA
40/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 33 of 42
Technical Visit Report - CVSA - November - draft.doc
Narrow Vein Blasting
It is suggested to CVSA that dilution is inevitably, at least
partially, related to muckpiledisplacement during blasting. The
current drilling and blasting designs for narrow veindeposits tend
to produce a great deal of displacement this has been confirmed by
observationof various video records for a number of ore blasts.
There is potential for use of modified pre-split blast drilling
and charging, for reducing theamount of displacement and burden
movement velocity. This technique uses the drillingparameters and
the explosive charge philosophy but alters the initiation sequence
to moreclosely resemble a production blast. Previous attempts using
this technique have reported quitecoarse fragmentation and lack of
movement. It is suggested, in this case, that the number
ofpre-split rows be increased gradually in order to reach a balance
between displacement and
fragmentation. Austin Powder uses at least two modelling
approaches to address this challengeand CVSA is encouraged to work
with Austin Powder to examine the alternatives in moredetail
Massive Blasting
In 2008 and 2009, Austin Powder International recommended that
CVSA consider firing
larger production blasts, re-oriented to fire parallel to the
final wall orientation.
Recent events in OD-CB8 suggest that CVSA has found a way to
incorporate massive (> 10rows) blast patterns into their
production planning process. This will allow CVSA toexperiment with
different initiation sequences that have been shown to reduce
damage in anumber of mines around the world.
Well Casing Blasting
CVSA has managed to fire a number of controlled blasts in the
vicinity of mine de-wateringwell casings in the past. This work has
been supported by Austin Powder Argentina withdrilling designs; the
current pattern is a derivation of work done several years ago by
APA. Inthe case of this particular visit, a combination of circular
pre-splitting and light fracturingblasts, while encouraging a large
amount of displacement for the front face, production rows,was
shown to leave the well casing in good physical condition.
6.2 Underground Drilling and Blasting
The development of underground mining operations at CVSA has
advanced notably and a visitwas made to the Mangas Centro decline
in order to assess the current state of efficiency in
drilling and blasting operations.
A number of visual observations were made, as follows;
It is clear that floor control has room for improvement, both in
the main decline accessand along level development. There is a
tendency for undulation, rising and falling, in
-
7/25/2019 Technical Report CVSA AGA
41/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 34 of 42
Technical Visit Report - CVSA - November - draft.doc
the floor surface and this is likely related to incomplete
control of the drilling accuracywhen developing the tunnel
access.
Successful ring blasting within the stopes requires good
drilling, which in turn requiresaccurate survey set-up and marking
of the ring positions and collaring points. A casewas observed
where the ring plane direction was not perpendicular to the axis of
thestope drive this will complicate identification of the correct
blastholes to charge andwill probably affect the ease of
displacement of the blasted ore.
Survey of the top and bottom of each blast hole will provide
important assistance at themoment of deciding on the explosive
charging and initiation sequence best suited todeliver a good blast
result.
The feedback from surveys of this nature, to drillers, should
tend to create a positivefeed-back loop that encourages improved
drilling accuracy and precision.
Currently the blasthole rings are fully charged with ANFO and
this can lead to powderfactors of around 1.2 kg/t an intensity that
is probably excessive and likely topromote damage.
The objectives for optimisation of the underground drill and
blasting were stated as;
Reduce damage, particularly to the hangingwall
Reduce dilution strongly related to the previous point.
Optimise drop-raising performance.
A number of suggestions were offered as a means to achieving
these objectives, including;
Carry out near field vibration measurement campaigns in the
stopes that are beingdeveloped. This technique will permit a
diagnostic evaluation of the progress of the
blasting and also supply valuable data for the fitting of a
predictive vibration model.
Evaluate the geotechnical characteristics/properties of the rock
masses in each stope inorder to calculate the critical value of
vibration required to initiate fracturing(remembering that in the
underground environment, vibration is usually the dominantmechanism
of damage).
Use the fitted model mentioned above, together with the
vibration damage criterion toevaluate and modify blast designs in
order to control damage.
The same technique can be adapted to evaluate fragmentation
problems and potentialfor improvement, if necessary.
Drop- raising blasting success is strongly affected by at least
two factors;
-
7/25/2019 Technical Report CVSA AGA
42/42
November, 2010. Technical Visit Report Surface and Underground
Operations Page 35 of 42
o Drilling accuracy, and
o Percentage void space provide by uncharged drill holes.
Drilling accuracy can be measured and blast designs adjusted to
maintain a correctfiring sequence.
Electronic initiation systems will also allow firing times to be
selected that will permitan optimisation of initiation sequences
for each lift of the drop-raise.
6.3 Project Team Formation
Both CVSA and Austin Powder possess valuable assets in the form
of trained staff,quantitative data, operational resources,
specialised software and measurement technology.
These resources will be most efficiently put to use if customer
and service provider can agreeto work in a team framework to design
and execute specific projects aimed at optimisingtargeted aspects
of blast performance.
7. ACKNOWLEDGEMENTS
Austin International and Blastechnology wish to acknowledge the
support and assistance
provided by CVSA geomechanics, geology, mining and production
personnel, and inparticular the cooperation and involvement of
Sergio Sancho, Gustavo Sarapura and all thestaff at CVSA.