Embed Size (px)
Citation preview
System Dynamics II
Core module in Fall Semester
Dr. Albert Tan
1

The Manufacturing Supply Chain
• This chapter adapts the stock management structure of the previous chapter to represent the supply chain in manufacturing firms

The stock management structure…
• Is broken up into– An order fulfillment structure– A production starts structure– A demand forecasting component
• Download the Vensim models at – http://www.mhhe.com/business/opsci/sterman/
models.mhtml– Chapter 18 -

Stock S
Adjustment forStock AS
Desired Stock S*
Stock AdjustmentTime SAT
Loss Rate
Desired AcquisitionRate DAR
Supply Line SLAcquisition Rate
AROrder Rate OR
Acquisition LagAL
Expected LossRate EL
IndicatedOrders IO
Adjustment forSupply Line ASL
Desired SupplyLine SL*
Supply Line Adjustmenttime SLAT
AverageLifetime L
Expected AcquisitionLag EAL
An order fulfillment structure

Policy Structure of Inventory Management
Work in ProcessInventory
InventoryProduction Rate Shipment RateProduction Start
Rate
Customer OrderRate
Order Fulfillment
demandForecasting
ProductionScheduling
B
WIP Control
B
Inventory Control
B
Stockout
Figure 18-1

Three Balancing Loops
• Stockout loop regulates shipments as inventory varies
• Inventory and WIP Control Loops adjust production starts to move the levels of inventory and WIP toward their desired levels

In this initial model there are…
• No capacity constraints (from either labor or capital)
• No stocks of materials
Key management decisions are made by
• Order Fulfillment• Production Scheduling
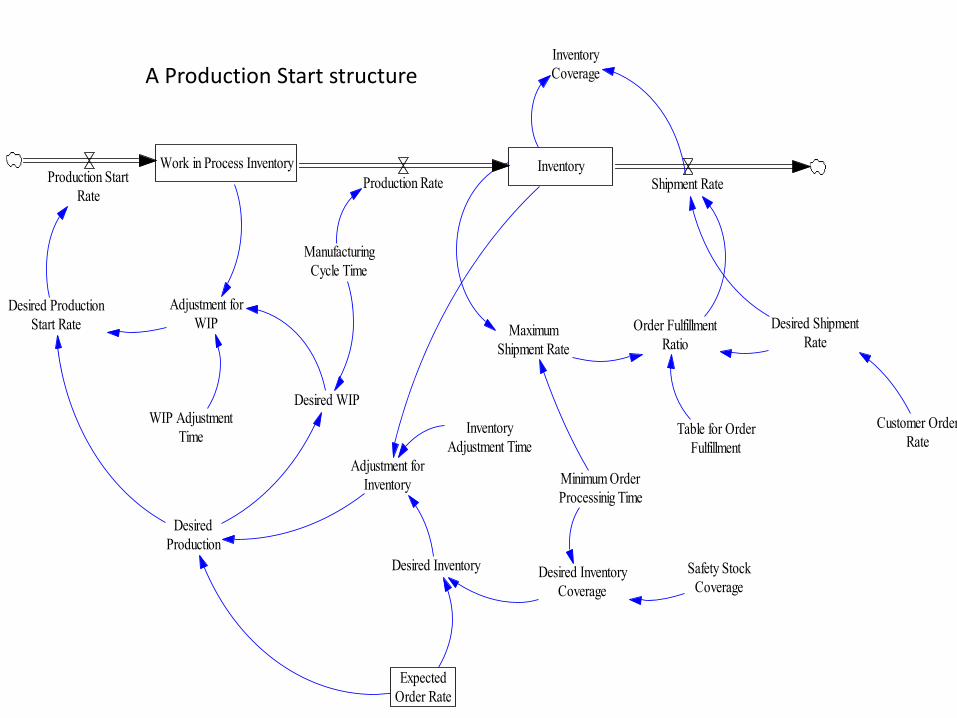
InventoryShipment Rate
InventoryCoverage
Customer OrderRate
Desired ShipmentRate
Order FulfillmentRatio
MaximumShipment Rate
Table for OrderFulfillment
Work in Process InventoryProduction RateProduction Start
Rate
Adjustment forWIP
Desired ProductionStart Rate
ManufacturingCycle Time
Desired WIPWIP Adjustment
Time
DesiredProduction
ExpectedOrder Rate
Desired Inventory Desired InventoryCoverage
Safety StockCoverage
Minimum OrderProcessinig Time
Adjustment forInventory
InventoryAdjustment Time
A Production Start structure

Production Structure
InventoryWork in Process
InventoryProduction StartRate
Production Rate
ManufacturingCycle Time
Production

Production Rate =
• DELAY3(Production Start Rate, Manufacturing Cycle time)

Terms
• Manufacturing Cycle Time—the average transit time for all items aggregated together in the model
• Manufacturing delay is being modeled as a fourth-order material (flow) delay

An Order Fulfillment Structure
InventoryShipment Rate
InventoryCoverage
Customer OrderRate
Desired ShipmentRate
Order FulfillmentRatio
MaximumShipment Rate
Table for OrderFulfillment
Desired InventoryCoverage
Safety StockCoverage
Minimum OrderProcessinig Time
InventoryAdjustment Time

Table for Order Fulfillment
• From Fig. 18-3

Desired Shipment Rate =
• Customer Order Rate

Order Fulfillment Ratio =
• Table for Order Fulfillment(Maximum Shipment Rate/Desired Shipment Rate)

Maximum Shipment Rate =
• Inventory/Minimum Order Processinig Time

Other constants
• Minimum order processing time = 2 wks• Safety Stock Coverage = 2 wks• Manufacturing Cycle Time = 8 wks• Inventory Adjustment Time = 8 wks• WIP Adjustment Time = 2 wks

Adjustment for Inventory =
• Difference between desired inventory and actual inventory, all divided by the Inventory Adjustment Time
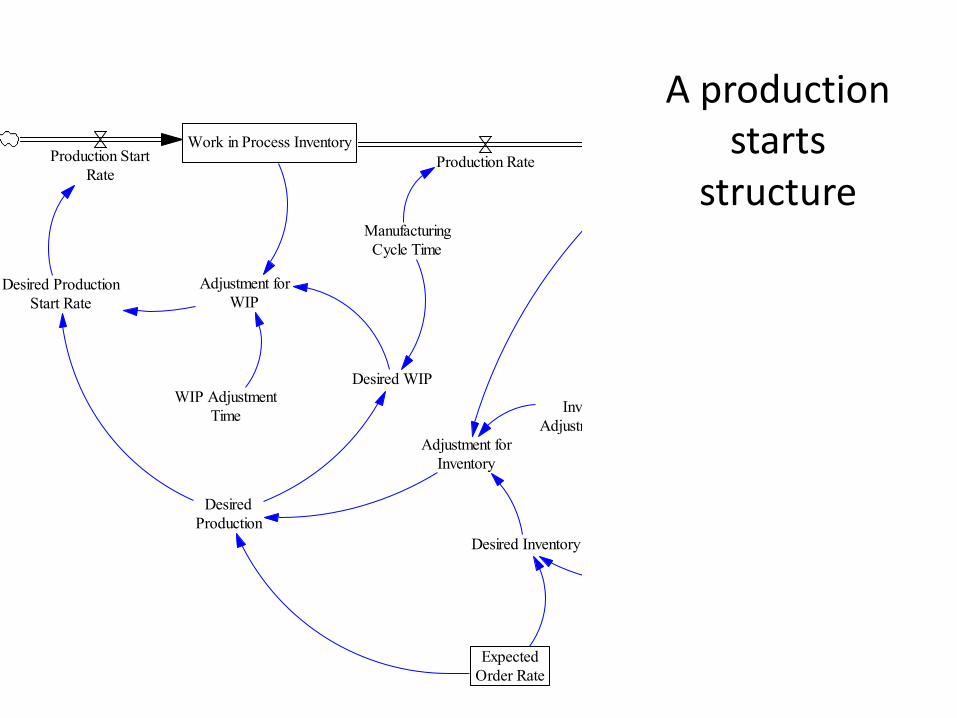
A production starts
structureWork in Process Inventory
Production RateProduction StartRate
Adjustment forWIP
Desired ProductionStart Rate
ManufacturingCycle Time
Desired WIPWIP Adjustment
Time
DesiredProduction
ExpectedOrder Rate
Desired Inventory
Adjustment forInventory
InventoryAdjustment Time

Desired WIP =
• Manufacturing Cycle Time * Desired Production
• This is an implementation of Little’s Law– Inventory =Throughput × Flow Time
Adjustment for WIP =
• Guess: f(Desired WIP, WIP Adjustment time, Work in Process Inventory)

Desired Production =
• MAX(0, Expected Order Rate + Adjustment for Inventory)

Desired Production Start Rate =
• Adjustment for WIP + Desired Production

Production Start Rate =
• MAX(0, Desired Production Start Rate)

A demand forecasting component
• This structure simply smoothes the customer order rate, much like exponential smoothing would do to provide a realistic model of the forecasting process used in many firms

The demand forecasting structure
Customer OrderRate
ExpectedOrder Rate Change in Exp
Orders
Time to AverageOrder Rate
– What is the equation for Change in Exp Orders?

Typical constants
• Minimum order processing time = 2 wks• Safety Stock Coverage = 2 wks• Manufacturing Cycle Time = 8 wks• Inventory Adjustment Time = 8 wks• WIP Adjustment Time = 2 wks

Initial Stocks for Equilibrium
• Initial Inventory = Desired Inventory• Initial WIP = Desired WIP• Initial Expected Order Rate = Customer Order
Rate
• These are all the initial conditions needed to create an initial equilibrium

Behavior—Inventory
• Inventory drops below desired inventory
Inventory vs. Desired Inventory60,000
50,000
40,000
30,000
20,0000 5 10 15 20 25 30 35 40 45 50
Time (Week)
Inventory : run2Desired Inventory : run2

Behavior—The Rates
The Rates15,000
13,250
11,500
9,750
8,0000 5 10 15 20 25 30 35 40 45 50
Time (Week)
Customer Order Rate : run2Production Rate : run2Shipment Rate : run2Production Start Rate : run2

What the rate Behavior Over Time (BOT) charts tell us?
• Amplification of the customer order rates by the production starts rate is unavoidable– This is what causes the bull whip effect in supply
chains, especially when suppliers are linked to the manufacturer by JIT Kanban or signaling systems
• There is a phase lag between receipt of the order and its fulfillment
• There is no significant oscillation

What about backlogs?
• Boeing, like not other manufacturer, carries backlogs stretching out years.
• Boeing is a make to order manufacturer• Consideration of backlogs modifies the order
fulfillment structure

The backlog
structure
InventoryShipmentRate
B
-
+
DesiredShipmentRate
+
BacklogOrderRate
OrderFulfillment
Rate
+
++
TargetDeliveryDelay
-
B
OrderFulfillment
DeliveryDelay+ -

Backlog equations
• What is the equation for backlog?• The equation for delivery delay is formulated
from one of the most important principles in Operations Management—Little’s Law:– Delivery delay = backlog/order fulfillment rate– Desired Shipment Rate = Backlog/Target Delivery
Delay

More Backlog Equations
• Order fulfillment rate = shipment rate• These are, however, totally different entities• Shipment rate is a physical flow• Order fulfillment rate is an information
accounting that reduces the amount of backlog within the computer’s database

ProductionStart Rate
DesiredProductionStart Rate
B
WIP Control
+
+
+
<ShipmentRate>
-
MaterialsInventoryMaterial
DeliveryRate
MaterialUsage Rate
MaterialUsageRatio
Table forMaterialUsage
MaximumMaterial
Usage Rate
MinimumMaterial
InventoryCoverage
+-
+
+B
MaterialsStockout
DesiredMaterial
Delivery Rate
Adjustmentfor MaterialInventory
DesiredMaterial
Inventory
MaterialSafety Stock
Coverage
+
+
-
+
B
MaterialsControl
MaterialsInventoryCoverage
<MaterialUsageRate>
<MaterialsInventory>
+-
MaterialUsage per
Unit
DesiredMaterial
Usage Rate
+
+
FeasibleProductionStarts fromMaterials
-
++
+
+
+
+
MaterialInventory
AdjustmentTime
- DesiredMaterial
InventoryCoverage
+
+
+

InventoryProduction
RateShipment
Rate
DesiredProduction
Adjustmentfrom Inventory
DesiredInventory
ExpectedOrder Rate
Change inExp Orders
InventoryAdjustment
Time
DesiredInventoryCoverage
Time to AverageOrder Rate
OrderFulfillment
Ratio
Table forOrder
Fulfillment
Work inProcess
InventoryProductionStart Rate
ManufacturingCycle Time
Adjustmentfor WIP
Desired WIP
DesiredProductionStart Rate
WIPAdjustment
Time
B
Stockout
B
Inv entoryControlB
WIP Control
-
-
+
+
+
++
--
+
+
-
-+
+
+
+
+
-
DesiredShipment
Rate
MaximumShipment
Rate
MinimumOrder
ProcessingTime
+
+
-
+ SafetyStock
Coverage
+
BacklogOrderRate
OrderFulfillment
Rate
+
++Target
DeliveryDelay
-
<Customer OrderRate>
+
B
OrderFulfillment
DeliveryDelay+ -
<DesiredShipment
Rate>-
InventoryCoverage
<Inventory>
+
<ShipmentRate>
-
MaterialsInventoryMaterial
DeliveryRate
MaterialUsage Rate
MaterialUsageRatio
Table forMaterialUsage
MaximumMaterial
Usage Rate
MinimumMaterial
InventoryCoverage
+-
+
+B
MaterialsStockout
DesiredMaterial
Delivery Rate
Adjustmentfor MaterialInventory
DesiredMaterial
Inventory
MaterialSafety Stock
Coverage
+
+
-
+
B
MaterialsControl
MaterialsInventoryCoverage
<MaterialUsageRate>
<MaterialsInventory>
+-
MaterialUsage per
Unit
DesiredMaterial
Usage Rate
+
+
FeasibleProductionStarts fromMaterials
-
++
+
+
+
+
MaterialInventory
AdjustmentTime
- DesiredMaterial
InventoryCoverage
+
+
+

Business Dynamics
Business Dynamics
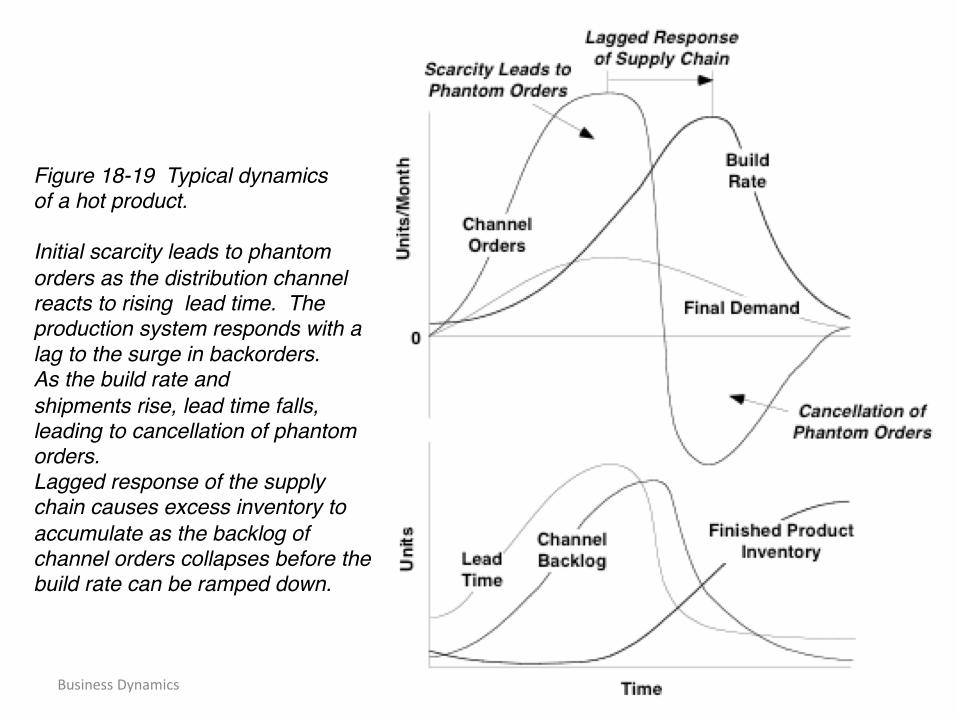
Figure 18-19 Typical dynamicsof a hot product.
Initial scarcity leads to phantom orders as the distribution channel reacts to rising lead time. The production system responds with a lag to the surge in backorders. As the build rate and shipments rise, lead time falls, leading to cancellation of phantom orders.Lagged response of the supply chain causes excess inventory to accumulate as the backlog of channel orders collapses before the build rate can be ramped down.

Business Dynamics
Figure 18-20 Causal loop diagram showing how hot products generatesurplus inventory.

Business Dynamics
Figure 18-21 Simulations of the full model compared to history for slow-moving and hot products.
TOP: Simulation of a slow-movingproduct. Sales fall short of initial projections; backlog is rapidly depletedand excess inventory accumulates.
BOTTOM: Simulation of a hot product.Strong sales lead to huge backlog, logdelays, and phantom orders by distribution channel.
When restaged production eventually shrinks delivery times, channel orders arecanceled, leading to excess inventory.
Time periods and vertical scales disguised.

Business Dynamics
Figure 18-22 Causal diagram showing Sources of synergy among lead timereduction policies.

Business Dynamics
Figure 18-23 Buildup of surplus inventory was self-reinforcing.Financial pressure to reduce inventory buildup let to more conservative Initial materials staging, increasing the chance of shortages that lead to phantom orders, aggressive late restaging of materials, and buildup of even more surplus stock, in a vicious cycle.
Business Dynamics
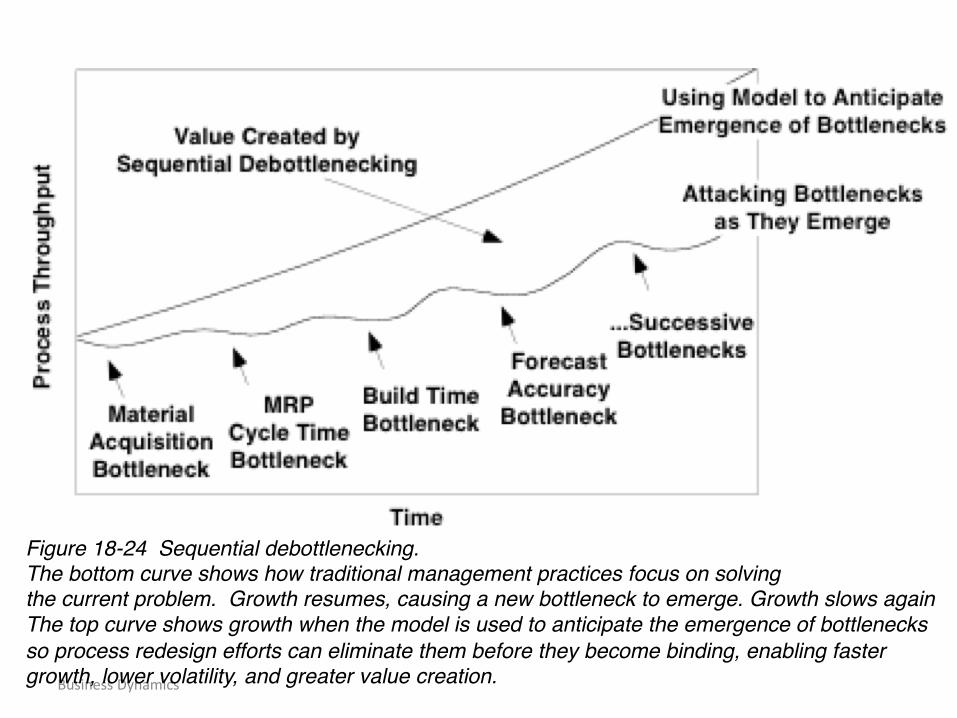
Figure 18-24 Sequential debottlenecking.The bottom curve shows how traditional management practices focus on solvingthe current problem. Growth resumes, causing a new bottleneck to emerge. Growth slows again The top curve shows growth when the model is used to anticipate the emergence of bottlenecks so process redesign efforts can eliminate them before they become binding, enabling faster growth, lower volatility, and greater value creation.

46
The End