Embed Size (px)
Citation preview

1 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URING | MAY 20 – 22 , 2015
Pharma&Biotech
Surfactants:
Raw Material and Drug Product Control Strategy
Atanas Koulov
Lonza Drug Product Services
NBC | Boston | 16.05.2016

2 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URING | MAY 20 – 22 , 2015
Forward-Looking Statements
Certain matters discussed in this presentation may constitute forward-looking
statements. These statements are based on current expectations and estimates
of Lonza Group Ltd, although Lonza Group Ltd can give no assurance that these
expectations and estimates will be achieved. Investors are cautioned that all
forward-looking statements involve risks and uncertainty and are qualified in their
entirety. The actual results may differ materially in the future from the forward-
looking statements included in this presentation due to various factors.
Furthermore, except as otherwise required by law, Lonza Group Ltd disclaims any
intention or obligation to update the statements contained in this presentation.
3 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URING | MAY 20 – 22 , 2015
A good control strategy comprises of
Raw materials testing/ qualification
Product characterization throughout
development
Adherence to GMP
Manufacturing process validation
In-process control
Specifications (release, stability)
Stability testing
Based on ICH Q8 (R2), Q10, Q11
4 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URING | MAY 20 – 22 , 2015
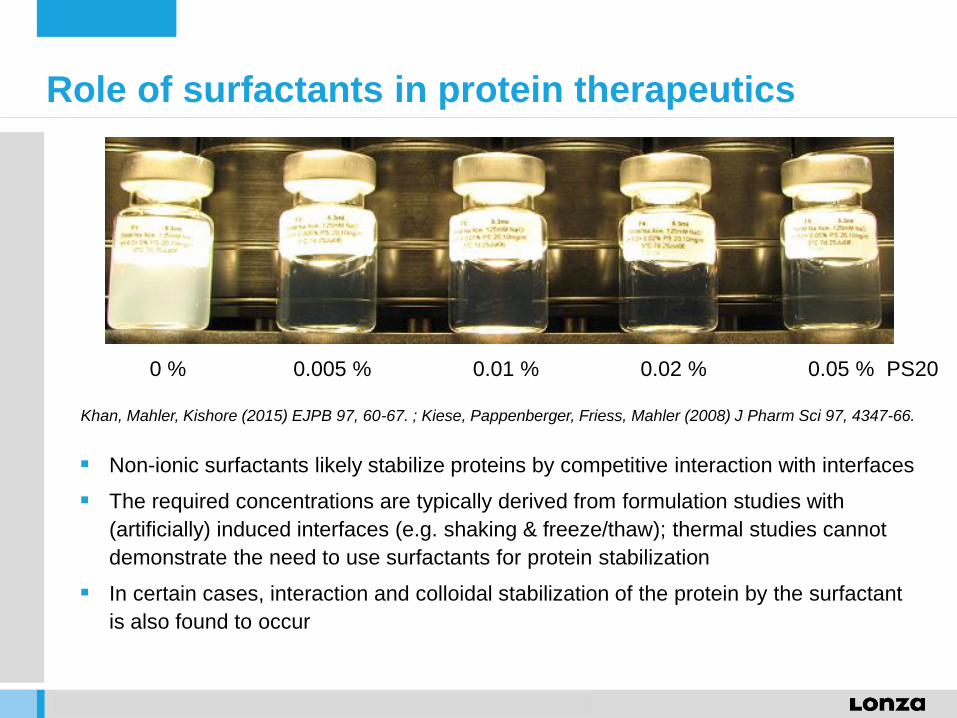
Role of surfactants in protein therapeutics
Non-ionic surfactants likely stabilize proteins by competitive interaction with interfaces
The required concentrations are typically derived from formulation studies with
(artificially) induced interfaces (e.g. shaking & freeze/thaw); thermal studies cannot
demonstrate the need to use surfactants for protein stabilization
In certain cases, interaction and colloidal stabilization of the protein by the surfactant
is also found to occur
0 % 0.005 % 0.01 % 0.02 % 0.05 % PS20
Khan, Mahler, Kishore (2015) EJPB 97, 60-67. ; Kiese, Pappenberger, Friess, Mahler (2008) J Pharm Sci 97, 4347-66.
5 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URING | MAY 20 – 22 , 2015
Surfactants (in general)
Types
Ionic (e.g. SDS, CTAB)
Non-ionic (e.g. polysorbates, n-octyl-b-D-glucopyranoside,
Triton X-100)
Zwitterionic (e.g. CHAPS)
Important properties:
CMC (critical micelle concentration)
HLB (hydrophilic/ lipophilic balance)
Aggregation number
Cloud point
Kraft point
Most of these are not used in
parenteral formulations due to
safety-related limitations or
concerns
6 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URING | MAY 20 – 22 , 2015
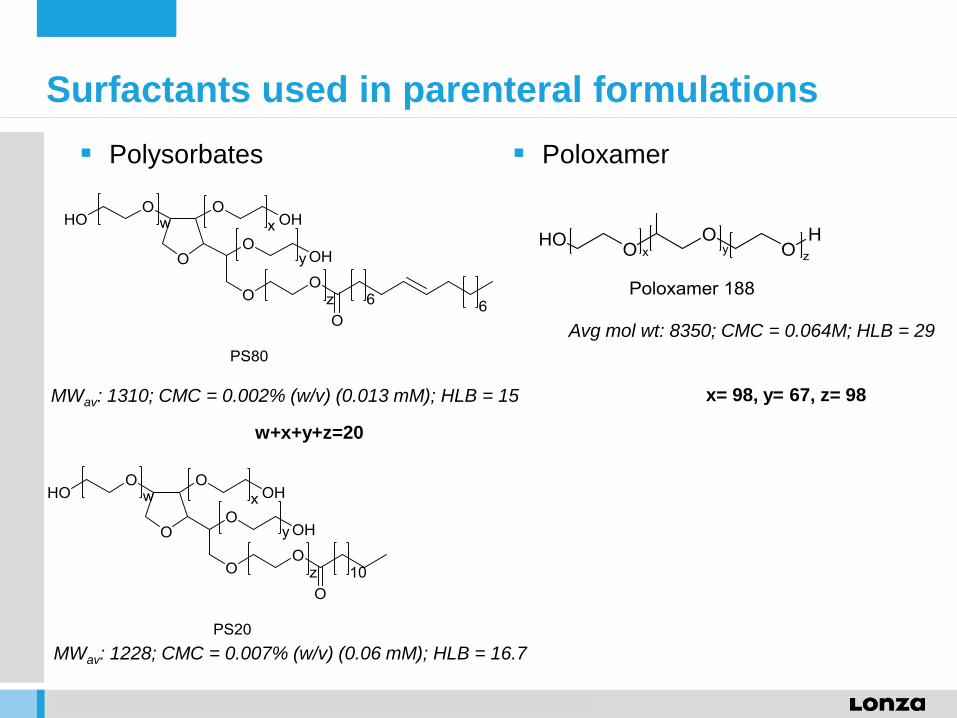
Surfactants used in parenteral formulations
Polysorbates Poloxamer
w+x+y+z=20
MWav: 1228; CMC = 0.007% (w/v) (0.06 mM); HLB = 16.7
MWav: 1310; CMC = 0.002% (w/v) (0.013 mM); HLB = 15
Avg mol wt: 8350; CMC = 0.064M; HLB = 29
x= 98, y= 67, z= 98
7 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URING | MAY 20 – 22 , 2015
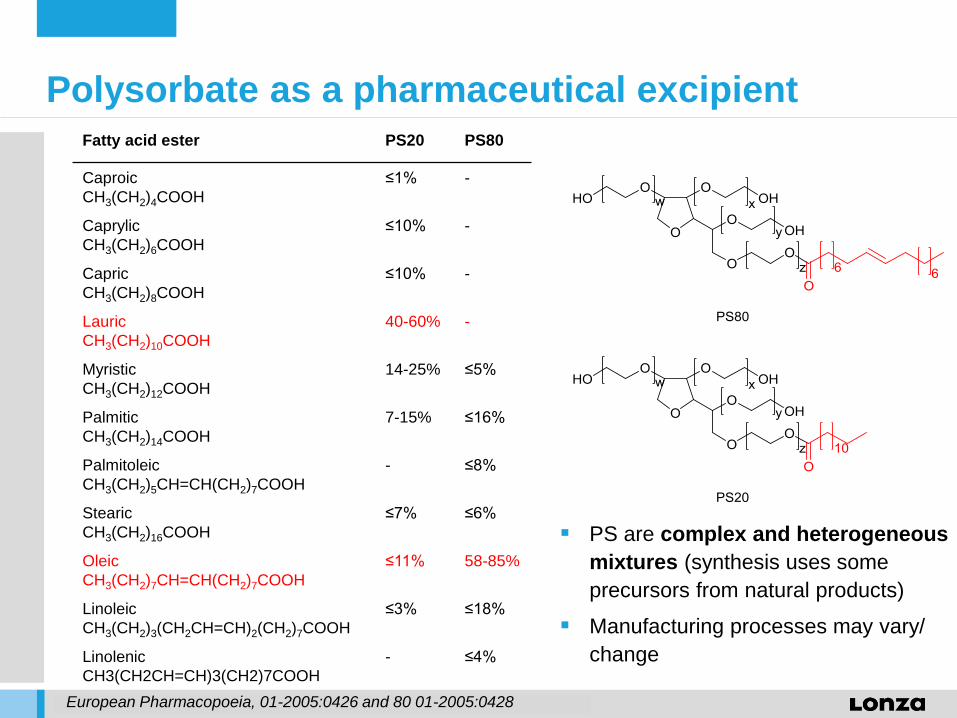
Polysorbate as a pharmaceutical excipient
PS are complex and heterogeneous
mixtures (synthesis uses some
precursors from natural products)
Manufacturing processes may vary/
change
Fatty acid ester PS20 PS80
Caproic
CH3(CH2)4COOH
≤1% -
Caprylic
CH3(CH2)6COOH
≤10% -
Capric
CH3(CH2)8COOH
≤10% -
Lauric
CH3(CH2)10COOH
40-60% -
Myristic
CH3(CH2)12COOH
14-25% ≤5%
Palmitic
CH3(CH2)14COOH
7-15% ≤16%
Palmitoleic
CH3(CH2)5CH=CH(CH2)7COOH
- ≤8%
Stearic
CH3(CH2)16COOH
≤7% ≤6%
Oleic
CH3(CH2)7CH=CH(CH2)7COOH
≤11% 58-85%
Linoleic
CH3(CH2)3(CH2CH=CH)2(CH2)7COOH
≤3% ≤18%
Linolenic
CH3(CH2CH=CH)3(CH2)7COOH
- ≤4%
European Pharmacopoeia, 01-2005:0426 and 80 01-2005:0428
8 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URING | MAY 20 – 22 , 2015
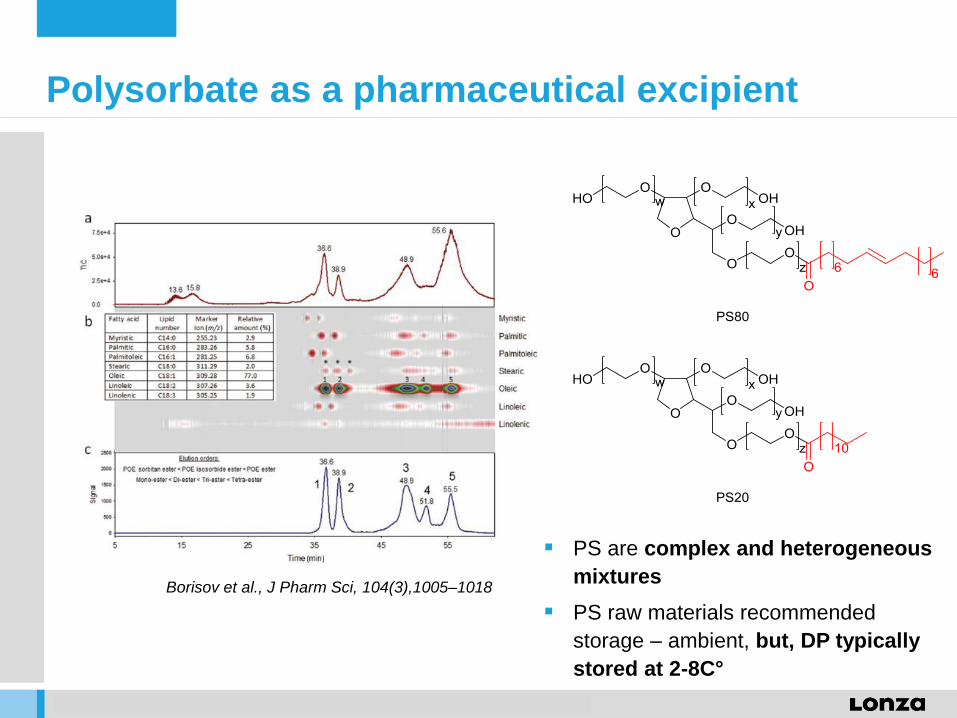
Polysorbate as a pharmaceutical excipient
Borisov et al., J Pharm Sci, 104(3),1005–1018
PS are complex and heterogeneous
mixtures
PS raw materials recommended
storage – ambient, but, DP typically
stored at 2-8C°
9 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URING | MAY 20 – 22 , 2015
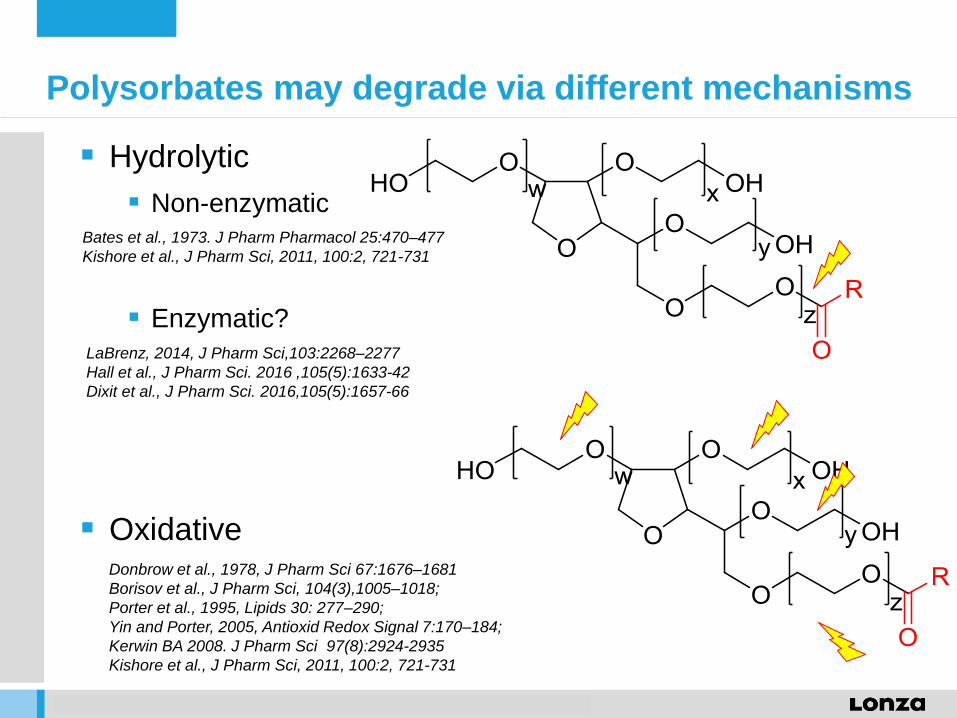
Polysorbates may degrade via different mechanisms
Hydrolytic
Non-enzymatic
Enzymatic?
Oxidative
Bates et al., 1973. J Pharm Pharmacol 25:470–477
Kishore et al., J Pharm Sci, 2011, 100:2, 721-731
LaBrenz, 2014, J Pharm Sci,103:2268–2277
Hall et al., J Pharm Sci. 2016 ,105(5):1633-42
Dixit et al., J Pharm Sci. 2016,105(5):1657-66
Donbrow et al., 1978, J Pharm Sci 67:1676–1681
Borisov et al., J Pharm Sci, 104(3),1005–1018;
Porter et al., 1995, Lipids 30: 277–290;
Yin and Porter, 2005, Antioxid Redox Signal 7:170–184;
Kerwin BA 2008. J Pharm Sci 97(8):2924-2935
Kishore et al., J Pharm Sci, 2011, 100:2, 721-731
10 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
Mechanisms of PS degradation
Oxidation
Auto oxidation via radical mechanism
Initiation (hydrogen abstraction produces free radicals)
Formation of peroxy radicals (reaction with molecular oxigen)
Propagation – intra- or intermolecular hydrogen abstraction
Light or transition metals may accelerate these reactions
Temperature dependent, though significant degradation can
happen at 2-8°C as well
Can happen in formulation (during storage)!
Can happen in placebo
Likely concomitant protein oxidation
May be mitigated by antioxidants, radical scavenger or chelating
agents in the formulation(pat. # WO 2011089062 A2)
11 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URING | MAY 20 – 22 , 2015
Mechanisms of PS degradation
Hydrolysis
Polysorbates (esters) are susceptible to hydrolysis (proteins have
aqueous formulations)
However, reaction seemingly slow under protein DP storage conditions
(2-8°C)
Enzyme-catalyzed hydrolysis
Assumed by esterase (<ppm) that is carried over (HCP)
If enzyme-based, should have pH and temperature optima
Data for enzyme-mediated PS hydrolysis are limited
Large variety of degradation products Kishore et al., Pharm Res, 2011, 28:1194–1210
12 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
Analytical methods for characterization of polysorbates
A number of analytical tools are available for PS quantification & PS
degradant characterization:
RP-HPLC/ mixed mode-HPLC assays
(often used in conjunction with FMA)
Detection:
MS
ELSD
CAD
Various gradients depending on the purpose
PDAM assay
Fluorescence micelle assays in various formats
Microspectroscopic methods
FTIR
Raman
GC-MS
13 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
Analytical methods for characterization of polysorbates
Availability of a sophisticated analytical toolbox is
key to understanding surfactant degradation:
Raw material testing
Monitoring of surfactant content and stability in formulations
Understanding of degradation pathways – degradation products
are diagnostic of the root cause(s)
14 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
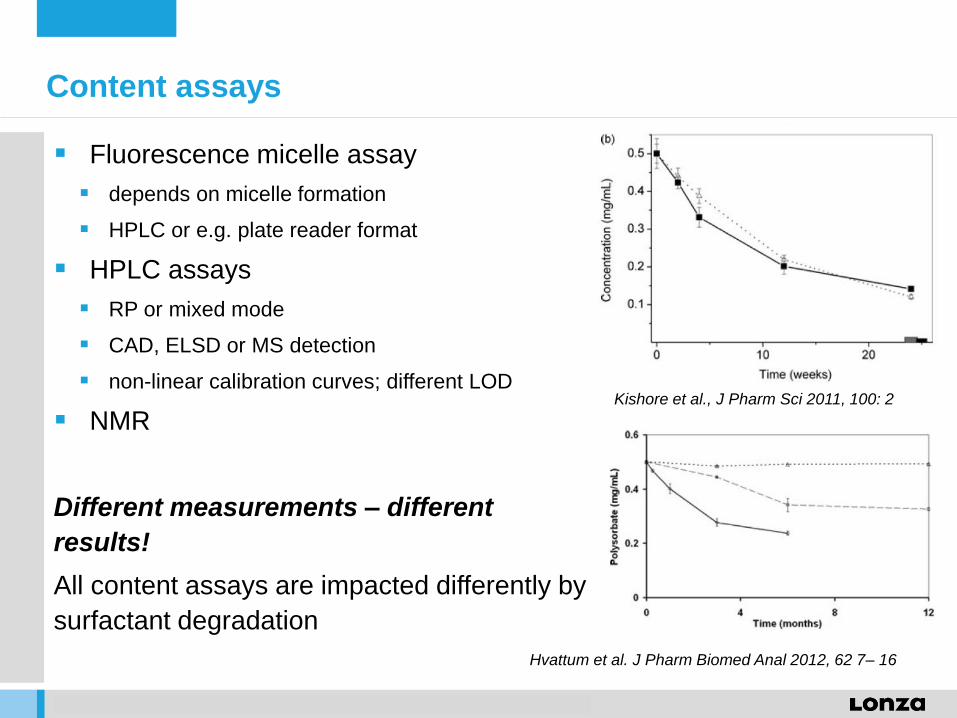
Content assays
Fluorescence micelle assay
depends on micelle formation
HPLC or e.g. plate reader format
HPLC assays
RP or mixed mode
CAD, ELSD or MS detection
non-linear calibration curves; different LOD
NMR
Different measurements – different
results!
All content assays are impacted differently by
surfactant degradation
Kishore et al., J Pharm Sci 2011, 100: 2
Hvattum et al. J Pharm Biomed Anal 2012, 62 7– 16

15 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
Composition assays
Degradation products of polysorbates
Borisov et al., J Pharm Sci, 104(3),1005–1018 Hvattum et al. J Pharm Biomed Anal 2012, 62 7– 16
Li et al., Anal. Chem. 2014, 86, 5150−5157Siska et al., 2015, J Pharm Sci, 104:447–456

16 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
Methods to characterize PS degradation products
Polysorbate degradation products – e.g. particles (FFAs and FA
esters)
FTIR microspectroscopy Raman microspectroscopyCao et al., J Pharm Sci , 2015, 104:433–446 Saggu et al, Pharm Res, 2015,32:2877–2888

17 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
A good control strategy comprises of
Raw materials testing/ qualification
Product characterization throughout
development
Adherence to GMP
Manufacturing process validation
In-process control
Specifications (release, stability)
Stability testing
18 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
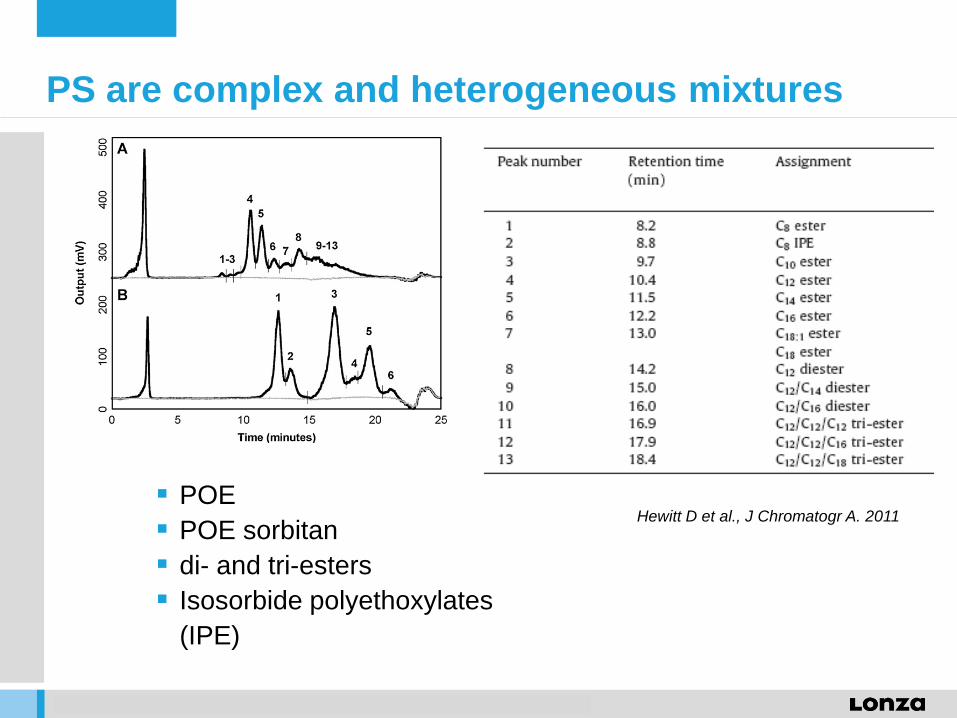
PS are complex and heterogeneous mixtures
POE
POE sorbitan
di- and tri-esters
Isosorbide polyethoxylates
(IPE)
Hewitt D et al., J Chromatogr A. 2011

19 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
Importance of raw material testing and storage
Batch-to-batch and supplier variability
Impact of impurities present in the raw material
Free fatty acids present in PS – presumably unreacted starting material
(Siska et al., 2015, J Pharm Sci, 104:447–456)
Presence of peroxides in PS
Singh et al., AAPS PharmSciTech, Vol. 13, No. 2, June 2012
Wasylaschuk et al., 2007, J Pharm Sci, 96(1)
Ha et al., J Pharm Sci. 2002 Oct;91(10):2252-64.
Improper storage and handling can result in oxidative
degradation of PS. Proteins can be oxidized too, with
potential impairment of binding/efficacy
Trp oxidation as a result of improper storage and handling of PS
(Lam et al., Pharm Res. 2011, 28(10):2543-55)
20 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
Importance of raw material testing and storage
Sourcing
Supplier qualification
Batch control
Handling and storage recommendations
Store at 2-8 °C
Protect from air
Protect from light
Single-use containers (avoid re-use after opening)
Kishore et al., 2011, Pharm Res., 28:1194

21 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
A good control strategy comprises of
Raw materials testing/ qualification
Product characterization throughout
development
Adherence to GMP
Manufacturing process validation
In-process control
Specifications (release, stability)
Stability testing
22 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
What could happen?
Decrease in surfactant content during storage
Loss of protection against interfacial stress
Not necessarily major impact on protein stability – some
degradation products also surface active
Effect of surfactant degradation products on the
protein
Protein oxidation – the presence of oxidative species may
result in oxidation of e.g. Met, Trp
Possible impact on protein stability by e.g. free fatty acids
A lot!

23 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
Impact of PS degradation on protein formulations
Degradation products of PS still show surface activity even after 60% loss of content by micelle assay
Kishore et al., 2011, Pharm Res., 28:1194
24 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
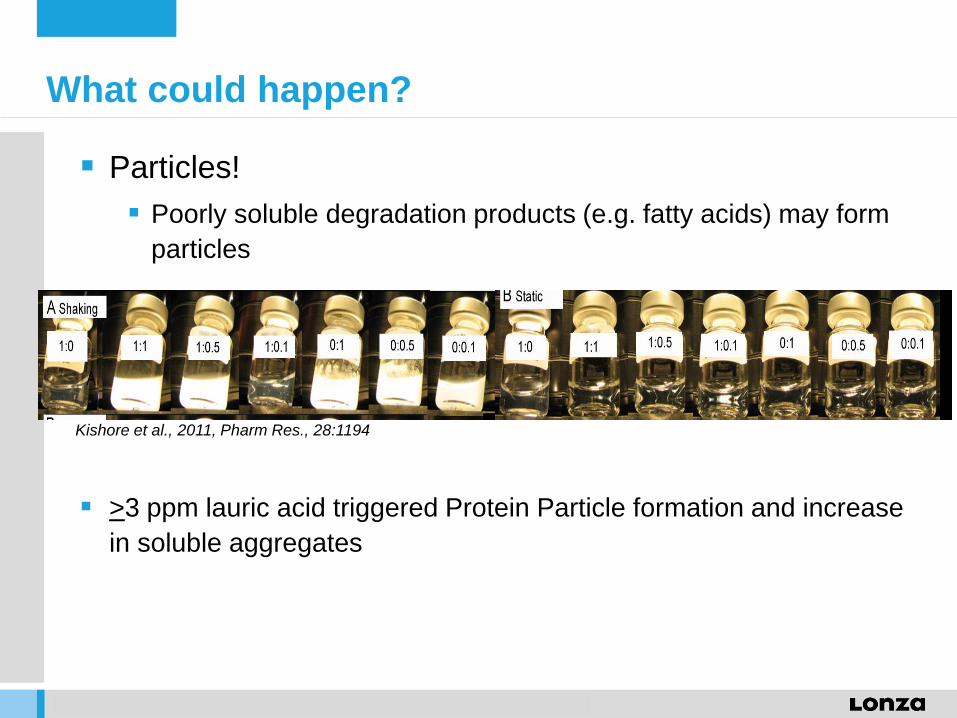
What could happen?
Particles!
Poorly soluble degradation products (e.g. fatty acids) may form
particles
>3 ppm lauric acid triggered Protein Particle formation and increase
in soluble aggregates
Kishore et al., 2011, Pharm Res., 28:1194

25 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
A good control strategy comprises of
Raw materials testing/ qualification
Product characterization throughout
development
Adherence to GMP
Manufacturing process validation
In-process control
Specifications (release, stability)
Stability testing
26 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
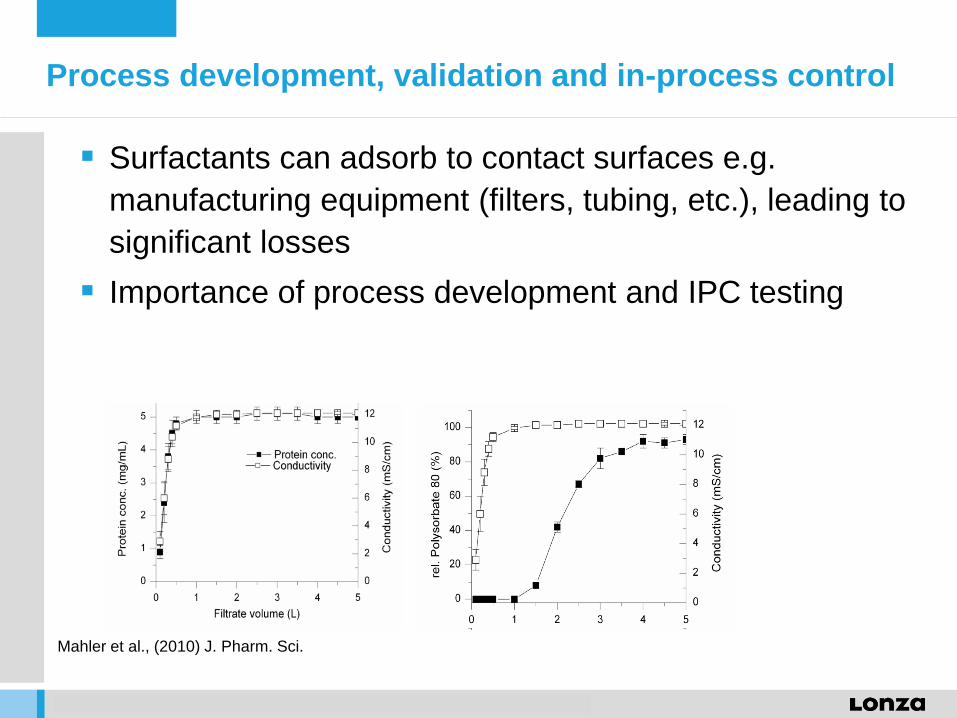
Process development, validation and in-process control
Surfactants can adsorb to contact surfaces e.g.
manufacturing equipment (filters, tubing, etc.), leading to
significant losses
Importance of process development and IPC testing
Mahler et al., (2010) J. Pharm. Sci.

27 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
A good control strategy comprises of
Raw materials testing/ qualification
Product characterization throughout
development
Adherence to GMP
Manufacturing process validation
In-process control
Specifications (release, stability)
Stability testing
28 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
Specifications, release and stability testing
“Quality should be built into the product, and testing alone
cannot be relied on to ensure product quality”(FDA Guidance for Industry: Quality Systems Approach to Pharmaceutical CGMP Regulations)
Know your product!
Surfactant testing for release and stability typically done in the
“extended characterization” assay panel provided that:
Raw material qualification and control is performed
Raw material has been properly stored and handled
Careful and sound drug product and manufacturing process
development has been done – mitigate the risks!
Careful and sound drug product and manufacturing process
characterization has been done
In order to support all of the above…

29 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
…extensive analytical toolbox and expertise
are needed
30 | P HA RMA & B IOT E CH | P ROT E IN T HE RA P E UT ICS MA NUFA CT URIN G | MAY 20 – 22 , 2015
Thank you
Acknowledgements
Roman Mathäs, Dorothee Lay, Susanne Jörg, Monika
Geiger, Dorota Roberts, Stephanie Ferrell, Karen Fallen,
Hanns-Christian Mahler
URL www.lonza.com/DrugProduct | Email [email protected]





























