-
7/28/2019 Sulfur and Phosphorous
1/6
The Ef fec ts o f Phosphorus , Su l fu ra n d F e rrite C o n t
e n t o n W e l d C r a c k i n gof Type 309 Stain less SteelThe
ferrite level that prevents cracking is found to be dependent
on impurity level wherein, for low P + S, little or no ferrite
is requiredto preven t cracking wh ile, with ferrite conten ts
greater than
Ferrite Num bers 13 to 14, large amoun ts of P and Scan be
accommod ated without cracking
By J. A. BROOKS A N D F. J . LAMBERT, JR.
ABSTRACT. The var ia t ion in we ldcracking of d i f ferent
heats of Type 309sta in less steel is rev iewed. Data arep r e s e
n t e d wh i c h s h o w t h e c o m b in e def fec t s o f
phosphorus p lus su l f u rleve l and fe r r i t e con ten t on we
ldc rack ing . The da ta demons t ra te t ha tchemis t r y spec i f
i ca t ions more res t r ic t i ve t han the cur ren t A ISI spec i
f i ca t ionare requ i red to ensure c rack - f ree au to -g e n e
o u s we ld s .I n t r o d u c t i o n
As po in ted ou t by Lund in e t al.,1 t h econs t ruc t ion o f
nuc lear power reac to rsus ing la rge amounts o f aus ten i t i
csta in less steels has renewed interest inthe sub jec t o f f e r
r i t e and we ld m ic ro f issur ing. The po ten t ef fect of
severalpercen t f e r r i t e in reduc ing c rack inghas been known
fo r years 2 a n dresu l t ed in t he deve lopment o f anumber o f
d iagrams, such as tha tp u b l i s h e d b y Schaeffler,3 and
laterrev ised by DeLong et al.,4 w h i c hpred ic t s we ld fe r r
i t e con ten t f r omc h e m i c a l c o m p o s i t i o n .
Th e r e l a t i o n s h ip b e t we e n f e r r i t econ ten t
and we ld c rack ing has led tot h e d e v e lo p m e n t o f c o d
e s wh i c hrequ i re we ld f e r r i t e above a spec i f iedm in
im u m le v e l i n a n a t t e m p t t o e l im i na te c rack ing
. However , in some casesd e s ig n e r s wo u ld l i k e t o m in
im iz e , o re l iminate, fer r i te for reasons such asprevent ing
t rans fo rmat ion o f de l t afe r r i t e to s igma phase , o r
exc lud in gmagn et ic phases , f o r exam ple , incons t ruc t ing
hardware fo r super c o n
duc t iv i t y . The re fo re , con f l i c t s o f t e nar ise
be tween the des igner and w e l d ing eng ineer .L u n d in a n d
c o - wo r k e r s 1 d e t e r m i n e dt h e m in im u m f e r r i
te c o n t e n t r e q u i r e dto e l im ina te we ld f i ssur ing
o f severa lAISI 300 ser ies a l loy wire f i l ler metalsa n d t h
o r o u g h l y c h a r a c t e r i z e d t h e m i c ro f issures
o f " f i ssure bend" t es tsamples. In their s tudy they d id
notcons ider t he e f f ec t o f impur i t y e le ments wh ich can
a l t e r t he re la t ionsh ipb e t we e n f e r r i t e c o n t e
n t a n d c r a c k in g .Th is re la t ion was , however , c lear
lyshown by one o f t he p resen t au thorsfo r h igh n i t roge n,
h igh manganesestainless steels.5 I n b o t h we ld w i r ef i l le
r meta ls and wrought mater ia l ,phosphorus and su l f u r leve ls
in par t i cu la r can vary cons iderab ly , and havea s ign i f i
can t e f fec t on w e ld c rack ing .Impu r i t y leve ls in wr ou
gh t mater ia lcannot be ignored , s ince c rack ing can
Paper based on information included inpresentation made under
title of "Effects ofImpurities on the Weldability of Electro-formed
Nickel" in a session sponsore d bythe Wrought Nickel Alloys
Subcommitteeof the W elding R esearch Counc il at theAW S 57th
Annual Meeting held in St. Louis,Missouri, during May 10-14,
7976.
/. A. BRO OKS is with the Materials Developme nt Division,
Sandia Laboratories,Livermore, California, and F. I. LAMBERT,JR.,
now retired, was with the UnionCarbide Corp., Y-12 Plant, Oak
Ridge,Tennessee.
resu l t in au togeneous we lds o r t heroot pass of mult ip le
pass welds.The purpose of th is paper is tod e m o n s t r a t e t
h e im p o r t a n c e o f(P + S) con ten t in t he re la t ion sh
ipb e t we e n we ld c r a c k in g a n d f e r r i t ec o n t e n
t o f a u t o g e n o u s l y we ld e d A I S I309 aus teni t ic s
ta in less steel , one oft he a l loys s tud ied by Lund in .Ma t e
r i a l a n d T e s t i n g
Stud ies were conduc ted on 42di f ferent heats of Type 309
austeni t ics ta in less s tee l wh ich con ta ined var
iousphosphorus and su l f u r leve ls . Theheat chemis t r ies a re
shown in Tab le 1 .A l loys 1 t o 16 we re p ro du ced f rom 1 kg(2
.2 lb ) vac uum i nd uc t ion me l ted(VIM) heats, a l loys 17 to
40 were f rom1.8 kg (4 lb) VIM heats, and alloys 41and 42 were f
rom commerc ia l hea ts .A l l m a t e r i a l wa s h o m o g e n i
z e d a n d h o trolled to 0.25 mm (0.01 in.) thick str ip.These st
r ips were annealed at 1010 C(1850 F) , a i r cooled, p ick led,
andf in ished w i th a l igh t co l d - ro l l pass .A l l expe r
imen ta l hea ts we re m adef rom h igh pur i t y s ta r t ing
mater ia l w i t ht h e m a in a l l o y i n g e le m e n t s b a
la n c e dto p rov ide a range in f e r r it e c on ten twh e n we
ld e d . Ho we v e r , i t wa s i n tended tha t a l l hea ts shou
ld be w i th inthe commerc ia l A ISI spec i f i ca t ions h o w n
i n Ta b le 2 . W h e n t h e a l l o wa b lechemis t r y range o f
t he Type 309 s ta in less steel is p l ot ted o n the De Lon
gDiagram 6 (Fig. 1), i t is easily seen thatau togeneous GTA we lds
in t h is a l loycou ld exh ib i t f e r r i t e leve ls f rom fe r
r i t e
W E L D I N G R E S E A RC H S U P P L E M E N T I 1 39 -s
-
7/28/2019 Sulfur and Phosphorous
2/6
Table 1 -
Heat12345678910111213141516171819202122
2324252627282930313233343536373839404142
Chemistries of
Cr21.721.621.721.721.722.422.322.722.723.222.021.922.421.722.022.722.222.021.921.922.122.121.921.924.023.723.623.823.923.523.623.625.124.925.024.925.124.824.624.722.622.6
Type 309 Stainless
N
i15.014.915.014.814.914.213.914.313.914.313.713.313.613.313.513.714.014.314.314.314.214.314.614.214.014.214.314.214.114.314.414.314.114.214.214.214.014.314.514.313.714.36
M
n1.441.481.761.541.441.431.471.581.411.441.501.771.451.681.451.551.751.741.741.741.581.581.611.601.551.561.521.541.531.601.601.591.581.621.631.601.561.601.671.601.561.50
Steel Heats Studied, Wt-%
Si.69.75.73.73.66.71.72.68.79.67.71.54.74.53.65.56.70.70.72.71.71.73.70.70.71.72.74.73.72.71.71.71.71.70.71.71.73.73.72.71.55.44
C.075.077.078.076.082.072.048.093.046.067.062.027.100.029.100.026.043.043.041.040.051.057.059.060.054.048.051.050.054.061.074.063.049.045.067.050.049.050.068.061.06.056
P.002.043.041.039.018.058.040.042.028.018.058.043.041.031.041.018.010.015.016.021.025.020.036.004.015.015.021.028.030.034.031.037.020.021.035.030.048.044.058.051.013.025
S.003.024.033.022.013.029.027.023.027.011.031.027.023.017.013.012.005.010.010.015.024.032.033.039.009.018.018.024.043.045.052.053.015.024.024.030.044.053.054.052.007.025
Nheat
.007
.006
.006
.006.007
.006
.006
.056
Nw e l
d.026.016.140.023.031.026.025.022.022.050.026.032.020.037.029.023.012.010
.014.012
.016
.013
.017
.110
F.N.'*1201.91.06951276.5967.541286.56.56.57.06.54.55.51514131414.51210.511.5~2018.51718-
2 0
17.514.516.596.5
Crackra t ing1, 1444334432, 34143, 4411, 11, 11, 22, 24, 44, 34,
44, 41, 11 , 11, 11, 11, 13, 23, 33, 21, 11, 11, 11, 11 , 11, 11 ,
11, 21, 14, 4
"F.N.-Ferrite Number calculated from the DeLong Diagram using
nitrogen of weld analysis, or 0.020 if not analyzed.
nu mb er* (F.N. ) = 0 to F.N. > 18 de pend ing upon hea t
chemis t r y .A weld test was establ ished 7 tode te rm ine the c
rack ing sens i t i v i t y o fthe 0.25 mm (0.01 in.) thick
sheet.St r ips, each 100 mm w id e by 200 m ml o n g , (3 15 /6x7'
/s i n . ) we r e we ld e d e n d -to -end to a s tandard Type 304L
s ta in less steel str ip of equal size. The testwas per fo rm ed
by mak ing a series o ffus ion passes s ide by s ide a long thele n
g t h o f t h e c o m b in e d s t a n d a r d a n dtest specimen
st r ips. The standardType 304L stainless steel str ip was usedto
help detect any sutb le changes inwe ld p a r a m e t e r s o r we
ld t e c h n iq u ewh ic h m a y e f f e c t we ld b e a d g e o m
e t r y*Ferrite content is reported in ferritenumbe r as preferred
by the WeldingResearch Councilsee "Technical Note:Calibration
Procedure for Instruments toMeasure the Delta Fe rrite Content of
Au stenit ic Stainless Steel Weld Metal" by W. T.DeLong, Welding
Journal, 52 (2), Feb. 1973,Research Suppl., pp. 69-s to 72-s.
ot test results.The samples, secured in a seamwe ld in g u n i t
, we r e we ld e d w i t h t h efo l lowing parameters : 30 A, 8 V,
610m m / m in t r a v e l s p e e d w i t h a r g o nsh ie ld ing .
Tw e lve to s ix teen w e ldpasses we re usu al ly ma de unless th
etest p iece proved to be very cracksensi t ive, in which case the
test wasterminated ear ly . This test was per f o rmed tw ice on
each tes t pane l . I f t hetes t spec imen showed no v is ib
le
Table 2AISI Specification for Type309S'"' Stainless Steel, W
t-%
cNiCrM nSiPS
0.080 (max)12.00-15.0022.00-24.001.0-2.01.00 (max)0.04 (max)0.03
(max)
"S = low carbon grade.
cracks, the back s ide of the w el d w aspa in ted w i th dye
penet ran t and thet o p s id e w i t h a d e v e lo p e r wh i c h
c o u ldeas i ly de tec t t he th rough th icknesscracks. A qual i
tat ive rat ing of 1-4 wasestabl ished: (1) no cracks, (2) no
morethan two c racks , (3 ) more than twocracks, and (4) the dye
check was notneeded s ince i t was possib le to seeth rough c racks
.
The rat ings for each heat are shownin Tab le 1 . A com ple ted
test sp ec im enwhich p roved to be very c rack -sens i t ive is sh
ow n in Fig. 2. Al l cracks w erecente r l ine in na tu re and in
somesevere cases exte nde d the tota l len gthof the test specimen.
A sect ion of testp l a t e s h o w in g t h e we ld g e o m e t r
y a n dspacing is show n in Fig. 3.The we ld f e r r i t e con ten
t was ca lcula ted f rom the DeLong Diagram s ince
the spec imens a re much too th in f o rmagne gage read ings .
When ava i lab le ,t he n i t rogen ana lys is f rom the ac tua lwe
lds were used in t hese ca lcu la t ionssince in some cases n i t
rogen was
140-s I M A Y 1978
-
7/28/2019 Sulfur and Phosphorous
3/6
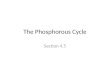
CONSTITUTION DIAGRAM FOR STAINLESS STEEL WELD METAL b r W i l l
i a m T . D . tongrevised January, 1973
18 19 20 21 22 23 24 25CHROMIUM EQUIVALENT = '/.Cr + %Mo + 1.5 X
"/.Si + 0.5 X */.CbFig. 7DeLong Diagram showing calculated ferrite
levels of welds within the Type 309 stainless steel comp osition
range of T able 2 and 0.05%maximum N
absorbed du r ing we ld ing . Th is can beseen in Table 1 by
compar ing the heatanalysis wi th the n i t rogen analysis o fthe
we ld me ta l . The ef fect o f n i t roge np ick-up du r ing we ld
ing has beendiscussed by Long and DeLong. 8A nitrogen level of
0.02% was usedfo r fe r r i t e p red ic t i on when the we ldmeta
l ana lysis was not ava i lab le . As acheck be tween p red ic ted
and ac tua lfe r r i t e con ten t , the fe r r i t e con ten t
was
est imated for welds o f f ive a l loys usingthe l i ne i n te
rcep t techn ique . Scann inge lec t ron microg raphs a t X3000 w e
r eused to clear ly d ist ingu ish the f inefe r r i t e morpho
logy.The measured and ca l cu la ted va luesare shown in Table 3 .
As shown, fa i ragreement existed for a l l welds exceptheat 9 , w
hic h had a mea sured ferr i teco nten t o f 6% (F.N. 6) , but a ca
lcu la tedvalue of 10.7% (F.N.12). As discussed
la ter, w eld test beha vior o f th is heatwas more typical of 6
F.N. than 12F.N.Resul ts and Discuss ion
In th is study on ly pho sph orus andsu l fu r con ten t were
cons ide red ins tudy ing the crack ing behav io r eventhough other
e lements such as si l iconand carbon can have an ef fect .
' 309 Ht. 42 304-309
Fig. 2Weld test sheet after dye penetrant inspection
W E L D I N G R E SE A R CH S U P P L E M E N T I 141-s
-
7/28/2019 Sulfur and Phosphorous
4/6
Fig. 3Top surface of weld test sheet showing sections of two
test runs. Each testincludes 12-14 GTA weld passes
However , phosphorus and su l fu r a rekno wn to be the most d e
t r im en ta limpur i t i es common to th i s t ype a l l oy ,and s
i l i con was in ten t i ona l l y he ldconstan t at a nom inal
range of- 0 . 7 % .Using "Relat ive Potency Factor" ca l cu la t i
ons p roposed by Bor land 9 an dd iscussed by Cannon ico , e t
al.,'" su l fu rin i ron is pred icted to be m uc h m orede t r
imen ta l than phosphorus i nfo rming low me l t i ng eu tec t i cs
respon
s ib le fo r c rack ing . However , f romseveral studies
discussed by Borlandand Younger,11 bo th e lemen ts seem toexh ib i
t app rox ima te l y the same po ten cy i n p roduc ing crack ing .
Thus, phosphorus and su l fu r were cons ide red tohave equal e f
fects on cracking and thesum of P + S was used fo r com par ingthe
heats in th is study. However, a tlow leve ls, the detr im en ta l
e f fects o fsu l fur are l ike ly to be reduced by thefo rma t ion
o f manganese su l f i de . 5
Table 3Measured and Calculated Valuesof Weld Ferrite
ContentFerrite
H e a tn u m b e r459
1114
CalF.N.1.91.0128.810.5
c u la t e d %1.91.010.78.29.6
M e a s u r e d ,%1.31.666.57.5
The re la t i onsh ip fou nd be twe en(P + S) co nte nt and ferr
i te num ber onwe ld crack ing is sho wn g raph ica l l y i nFig.
4. The data can be separated in tothree reg ions:1. A reg ion where
cracking issevere.2. A reg ion marg ina l i n c rack ingresistance
wh ere a smal l am ou nt o fc rack ing resu l ted .3 . A reg ion w
here no crack ingo c c u r r e d .Figure 4 dem onstra tes that fo r
verylow levels of P + S l i t t le o r no fer r i tewas requ i red
to p reven t c rack ing .How eve r, as P + S leve l increased
theferr i te content a lso had to beincreased to resist weld
cracking. Atlow ferr i te leve ls, for each 0.01%increase in P + S
co nte nt , an increaseof about 4 F.N. was req ui red to m ain ta
in the same cracking resistance. At
1 *
on+
.100.090.080.070.060.050.040.030.020.010
Weld Cracking ( rating 2,3-3-4. )Q Marginally Crack Sensitive)
rating 1,2-2,2)O No Cracking! rating 1 )
Cracking
: 8
i- **
o
' o/ // // // /
/ / J I/ N. / O/ t
/ 4* 7/ #f7 o// o' 0 oN O C R A C K I N G
Q o
o oo
o
o
8 10 12Ferrite Number (F.N.)
14 16 18 20Fig. 4Weld test results showing the relationship
between (P + Sj content, F.N. and weld cracking. Ratings correspond
to thoseshown in Table 1. Heat 9 measured 6 F.N.-see text
142-s I M AY 1978
-
7/28/2019 Sulfur and Phosphorous
5/6
f e r r i t e number g rea te r t han about13-14 , high levels o
f P + S w erea c c o m m o d a t e d w i t h o u t w e l d c r a c
k ing .He a t 9 e x h ib i t e d m o r e we ld c r a c k in gthan e
xpe cted us ing Fig. 4. The l inein te rcep t t echn ique ind ica
ted an ac tua l f e r r i t e con ten t o f F .N. 6 wh ichwo u ld b
e i n m u c h b e t t e r a g r e e m e n twi th we ld resu l t s t
han the ca lcu la tedvalue of 12. A l ike ly ex pla na t ion is
thatin t h is hea t more n i t rogen was p icked-u p d u r i n g we
ld in g t h a n i n d i c a t e d b ythe chemica l ana lys is wh
ich sampled1-2 cm- . N i t rogen p ick -up dur ingwe ld ing o f 0
.09% ra ther t han theassumed value of 0.02% w o u ld resul t inthe
observed d isc repancy in measuredand ca lcu la ted fe r r i t e
leve ls . As shownin Tab le 1, large n i t rog en increasesactual
ly d id occur in several of thew e l d s .The resu l t s f r om th
is s tudy demonst rate that two choices are avai lable toensure c
rack - f ree we lds :1. Ensure that suf f ic ient fer r i te isp r
o d u c e d i n t h e we ld d e p o s i t t opreven t c rack ing a
t t he max imumP + S level wh ic h can ex is t .2. O r , r e d u c
e t h e a l l o wa b le P + Slevel such that less fer r i te is
require d tomain ta in t he same c rack ingresis tance.The la t t e
r case wou ld be morea t t rac t ive where la rge amounts o ff e r
r i t e may be de te r imenta l t o o ther
propertiesfor e x a m p le , wh e r e f e r r it emay t ransform
to s igma. In e i ther case,a s p e c i f i c a ti o n w i t h d i
f f e r e n t c h e m is t r y l im i t s t han those a l lowed in
manywro ug ht a l loy spec i f i ca t ions is re qu i red to guaran
tee crack f r e e we ld s .This is espe cia l ly t rue for the mo
reh igh ly a l loyed t ype o f chemis t r y o f t he
AISI 300 series stainless steels.I t wou ld be expec ted tha t t
he re la t i o n s h ip b e t w e e n w e ld c r a c k in g , P +
Slevel , and fe r r i t e con ten t may bed e p e n d e n t u p o n
w e l d i n g c o n d i t i o n sand cons t ra in t . However , t
he resu l t sf rom th is s tudy a re in good agreementwi th t hose
o f Lund in e t a / .1 in thatbo th s tud ies show tha t f e r r i
t e numbero f about 4 is requ i red to p reven tcrack ing at a P +
S = 0.02 level in theType 309 sta in less steel chemist ryrange. Ho
w e v e r , t h is s tu d y e m p h a s i z e sthe fact that the
fer r i te level that wi l lp reven t c rack ing is very dep end
entu p o n im p u r i t y l e v e l .S u m m a r y
Th e c o m b in e d e f fe c t s o f p h o s p h o rus p lus sul
fur level and fer r i tecon ten t on we ld c rack ing o f Type
309Sstain less steel were studied. The fer r i televe l t ha t p
reven ted c rack ing wasf o u n d to b e v e r y d e p e n d e n t
u p o nimpur i t y leve l .For very lo w levels of P + S, l i t t l
e orno fe r r i t e was requ i red to p reven tc rack ing . A t low
leve ls o f bo th f e r r i t eand P + S an increase of 0.01% P +
Srequired an increase of ~ 4 F.N. toma in ta in t he same c rack
ing res is tance .However , f o r f e r r i t e con ten ts g rea te
rthan F.N. 13-14 large amounts of phosp h o r u s a n d s u l f u r
c o u ld b e a c c o m m o d a t e d w i t h o u t c r a c k in g
.
AcknowledgmentsW e w is h t o a c k n o w le d g e t h e e x p e
r imental ass is tance of both D. Clarkand A. Salmi of SLL, and Bil
ly Crossf rom O ak Ridge , Y-12 p lan t . Therev iew o f t he
manuscr ip t by D.Daw son and M. M ot e is g rea t ly apprec ia ted
.
References1. Lundin, C. D., DeLong, W. T., andSpond, D. F.,
"Ferrite-Fissuring Relationshipin Austenitic Stainless Steel Weld
Metals,"Welding Journal, 54 (8), A ug , 1975, ResearchSuppl., pp.
241-s to 246-s.2. Borland, ). C, and Younger, R. N.,"Some Aspects
of Cracking in Welded Cr-Ni Austenitic Steels," British Welding
lour-nal, Vol. 7, 1960, pp. 22-59.3. Schaeffler, A. L., "Co ns titu
tio n Dia grams for Stainless Steel Weld Metals,"Metal Progress,
56, Nov. 1949, pp. 680 and680-b.4. DeLong, W. T., Ostrom, G. A.,
andSzumachowski, E. R., "Measurement andCalculation of Ferrite in
Stainless-SteelWeld Metal , " Welding Journal, 35 (11),Nov. 1956,
Research Suppl., pp. 526-s to533-s.5. Brooks, |. A., "Weldability
of High N,High Mn Austenitic Stainless Steel," We/din g lournal, 54
(6), lune 1975, ResearchSuppl., pp. 189-s to 195-s.6. DeLong, W.
T., "Ferrite in Austenitic
Stainless Steel Weld Metal," We/d/ng your-nal, 54 (7), July
1974, Research Suppl., pp.273-s to 286-s.7. Lam bert, Jr., F.
J.,UnpublishedUnionCarbide, Oak Ridge Y-12 Plant, Oak Ridge,Tenn.8.
Long, G )., and DeLong, W. T., "TheFerrite Content of Austenitic
Stainless SteelWeld Metal , " Welding Journal, 52 (7), July1973,
Research Suppl., pp. 281-s to 297-s.9. Borland, J. C , "Suggested
Explanationof Hot Cracking in Mild and Low Alloy SteelWelds,"
Welding Research Abroad, Vol.VIM, No. 2 (Feb. 1962), pp. 73-87.10.
Cano nico, D. A., Savage, W . F., Werner, W. )., and Goodwin, G.
M., "Effects ofMinor Elements on Weldability of Incoloy800,"
Effects of M inor Eleme nts on theWeldability of High-Nickel
Alloys, WeldingResearch Council Symposium, 1969. pp. 68-92.
11. Borland, |. C, and Younger, R. N.,"Some Aspects of Cracking
in Welded Cr-Ni Austenitic Steels," British Welding Jour-nal, Vo l.
7, 1960, pp. 22-59.
PVRC/MPC Task Group on Fracture ToughnessProperties for Nuclear
ComponentsFinal Report
This publ icat ion, dated October 1977, was sponsored jo int ly
by the Metal Proper t ies Counci l , Inc. and theWeld ing Research
Counc i l .The four repor t s in t h is 292-page monograph summar
ize severa l years work on the ana lys is andapp l ica t ion o f f
r ac tu re mechan ics per fo rmed under t he ju r isd ic t ion o f
t he Task Group. The t i t les o f t herepor ts are:1. PVRC-MPC
Proposed In i t ia l Program on Frac tu re Toughness Proper t ies o
f Nuc lear ComponentsM a t e r i a l - Re p o r t t o USAEC.2.
Crack Ar res t Ana lys is and Tes t ing fo r Nuc lear Component
Mater ia ls .3 . E las t ic P las t ic Ana lys is f o r Nuc lear
Component Mater ia ls .4. I ns t rumented Prec racked Charpy Tes t
ing fo r Med ium St reng th Nuc lear Pressure Vesse l S tee ls .
Par t
ITest Procedure , Par t IIRound Robin Tes t Program.The p r ice
o f t he monograph is $25 per copy. Discount p r ices : 5 t o 20
cop ies , 20% d iscount ; 20 to 50cop ies , 33V3% d iscount ; over
50 cop ies , 50% d isc ount . O rders sh ou ld be sen t w i t h p
aym ent t o t he W eld ingResearch Counci l , Uni ted Engineer ing
Center , 345 East 47th St . , New York, NY 10017.
W E L D I N G R E S E AR C H S U P P L E M E N T 1143-s
-
7/28/2019 Sulfur and Phosphorous
6/6
I F Y O U B U YF I L L E R W I F I A L SY O U 'D B E T T E RB U
Y T M SF I R S T .
f
This s ingle comprehensive source prov idesanswers to many
inquir ies concerning f i l lermetals and their c lassif
ications.ConsideraPly expanded over the 1971edition, it l ists
classifications from 12 newfi l ler metals specif ications and
containsover 5,000 brand name entr ies arrangedunder 587 classif
ication designations.These charts also contain an index of thenames
and addresses of the f i l ler metalsuppl iers who prov ided the in
format ion thatis listed in the charts. It is the latest andmost
comprehensive cross reference offi l ler metals and their
classificationsavailable in the United States.
AWS A5 .0 -78Fi l ler Meta l Comparison Charts160 pages/S12.00
ea.
r~ ~ lAmerican Welding Society2501 N. W. 7th StreetMiami,
Florida 33125Please send me the fol low ing . of
AWS(quantity)A5.0-78, Fi l ler Metal Comparison Charts at $12.00
ea.Send check or money order Total $(Add 4% Sales tax for orders
being delivered in Florida)
{Please print)COMPANY NAME_
A M E R I C A N W E L D I N G S O C I E T Y A D D R E S S .CITY_
. STATE .
144-s | MA Y 1978