Embed Size (px)
Citation preview

1
CENTRAL MARKS DEPARTMENT-II (Legal)
Our Ref: CMD-II/16:9798 14 January 2015
Subject: Implementation of IS 9798:2013 Low Pressure Regulators for use with
Liquefied Petroleum Gas (LPG) – Specification (Second Revision).
The revision of IS 9798:1995 as IS 9798:2013 has been informed to all ROs/BOs vide our
note no. CMD-II/16:9798 dated 12 09 2014 (hosted on intranet on 15 09 2014) which
will come in force with effect from 31 01 2015.
FRBO was requested to prepare the STI and the guidelines as per revised IS 9798:2013
as desired by the CA. Thereafter all ROs/BOs were advised to make followup action and
send comments/difficulties if any if expressed by the licensees/applicants to FRBO for
finalization of revised STI and guidelines in implementation of revised standard vide our
note dated 29 10 2014.
The draft STI and related switchover guidelines for the existing licensees have been
circulated to all concerned by hosting on the intranet and website on 01 01 2015.
The new/revised STI Doc: STI/9798/6, January 2015 and the switchover guidelines are
enclosed for forwarding to all licensees and the applicants under their jurisdiction.
All ROs/BOs/SBOs are requested to initiate the action in implementation of revised IS
9798:2013 as per the enclosed guidelines on priority so that the same can be completed
by its specified time.
(Sunil Kumar)
Sc.F
Head CMD-II (Legal)
Circulated to all ROs/BOs/SBOs/BIS Labs.
Copy to: Head ITSD – With a request to host this circular on BIS intranet and website.
: Head (FRBO)
: Head (MED)

2

3

4
Doc:STI/9798/6 January 2015
SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF
LOW PRESSURE REGULATORS FOR USE WITH
LIQUIFIED PETROLEUM GAS (LPG)
ACCORDING TO IS 9798:2013
1. LABORATORY: A laboratory shall be maintained which shall be
suitablyequipped and staffed where different tests given in the specification shall
be carried out in accordance with the methods given in the specification. 2. TEST RECORDS: All records of tests, inspection and calibration shall be kept
insuitable forms approved by the Bureau. 2.1 All testing apparatus/measuring instruments shall be periodically checked and
calibrated and records of such checks/calibration shall be maintained.
2.2 Calibration of Testing instruments/equipments shall be carried out periodically
from NABL accredited calibration laboratories wherever they are available in the
same city. In case where such laboratories are not available, traceability to a
National Measurement System (NPL) to be ensured. All records of such
calibrations to be kept 2.3 Copies of any records and other connected papers that may be required by the
Bureau shall be made available at any time on request. 3. QUALITY CONTROL: It is recommended that as far as possible,
StatisticalQuality Control (SQC) methods may be used for controlling the quality
of the product during production as envisaged in this Scheme [See IS 397(Part I),
IS 397(Part 2) and IS 397 (Part 3)]. 3.1 In addition, effort should be made to gradually introduce a quality Management
system in accordance with IS/ISO 9001 series as appropriate to the activities of
the organization. 4. STANDARD MARK: The Standard Mark, as given in Column (1) of the
firstSchedule of the licence, shall be marked on each low pressure regulators for
use with LPG, provided always that the regulator to which this Mark is thus
applied conforms to every requirement of the specification. 4.1 MARKING: In addition each regulator shall be provided with the
followinginformation on the regulator:
a) The manufacturer’s name or trade mark; b) The month and year of manufacture;

5
Doc:STI/9798/6 January 2015
c) Rated capacity in m3/h of LPG.
d) Serial number of regulator, if required;
e) Number of this Standard .
f) Any other markings as agreed to between the purchaser and the
manufacturer; and
g) License Number (CM/L……….)
NOTE: The location and size of CM/L number to be marked on regulators is given in
Annex D. 5.0 CONTROL UNIT: A CU shall consist of a lot of bodies and cover of the same type
and size casted in a day from the material (body and cover can be cast on different days)
of the same consignment/supplier under similar process of production. 6.0 LEVELS OF CONTROL: The tests, as indicated in Table 1 attached and at
thelevels of control specified therein, shall be carried out on the whole production
of the factory which is covered by this scheme and appropriate records and charts
maintained in accordance with paragraph 2.0 above. All the production which
conforms to the Indian Standards and covered by the licence shall be marked with
certification mark of the Bureau. 6.1 Each control unit of finished regulators shall be offered for inspection to BIS
before dispatch. The sampling and criteria of conformity for the lot inspection
given in Annex A of this scheme shall be followed; Regulators failing to meet the
requirements of the specification shall not be marked with the BIS Standard
Mark. 6.1.1 A certificate shall be issued by the Bureau in respect of regulators approved for
marking with BIS Standard Mark as per proforma given at Annex ‘B’. 6.2 The material shall conform to the requirements specified in Clause 4.1 and 4.2 of
IS 9798:2013. A test certificate shall be supplied by the supplier for each
consignment of material. However, cross check is to be carried out once in month
by testing samples at NABL approved laboratory. 6.2.1 Material of the diaphragm, valve pad &seals shall conform to the requirements as
specified in clause 4.3, 4.4 and 4.5 respectively of IS 9798:2013. A test certificate
shall be supplied by the supplier for each consignment of material. The frequency
of different tests shall be as indicated in Table 1.
6.2.2 The Bureau shall have the discretion of making an independent check test, if
necessary, Material of body, cover, diaphragm, valve pad and seals.

6
Doc:STI/9798/6 January 2015
6.3 At the time of approval of prototypes, the regulator shall be checked, for
conformity to all the requirements of IS 9798:2013. Whenever there is a change in
material or design of the regulator, it shall be retested and shall conform to all the
requirements of the specification. A drawing giving outline dimensions and
materials of construction shall be provided along with the prototypes.
7.0 In respect of all other clauses of the specification and at all stages of
manufacturer, the factory shall maintain appropriate control and checks to ensure
that their product conforms to the various requirements of the specification. 8.0 REJECTIONS: A separate record shall be maintained giving informationrelating
to the rejection of the production not conforming to the requirements of the
specification and the method of its disposal. Such material shall in no
circumstances be stored together with that conforming to the specification. 9.0 SAMPLES: The licence shall supply, free of charge, the samples required
inaccordance with the Bureau of Indian Standards (Certification) Regulations,
1988, as subsequently amended, from the factory or godowns. The Bureau shall
pay for the samples taken by it from the open market. 10.0 REPLACEMENT: Whenever a complaint is received soon after the goods
withStandard Marks have been purchased and used and if there is adequate
evidence that the goods have not been misused, defective goods or their
components are replaced or repaired free of cost by the licensee in case the
complaint is proved to be genuine and the warranty period (where applicable) has
not expired. The final authority to judge the conformity of the product to the
Indian Standard shall be with the Bureau. 10.1 In the event of any damages caused by the goods bearing the Standard Mark, or
claim being filed by the consumers against BIS Standard Mark and not
“conforming to” the relevant Indian Standard, entire liability arising out of such non-conforming product shall be of licensee and BIS shall not in any way be
responsible in such cases. 11.0 STOP MARKING: The marking of the product shall be stopped underintimation
to the Bureau if, at any time, there is some difficulty in maintaining the
conformity of their product to the specification, or the testing equipment goes out
of order. the marking may be resumed as soon as the defects are removed under
intimation of Bureau.
11.1 The marking of the product shall be stopped immediately if directed to do so by
Bureau for any reason. The marking may then be resumed only after permission
by the Bureau. The information regarding resumption of markings shall also be
sent to the Bureau.

7
Doc:STI/9798/6 January 2015
12.0 PRODUCTION DATA: The licensee shall send to BIS production data duly
authenticated by a Chartered Accountant at the end of every operative period as
per item (b) of column 4 of the second schedule of the license, in the form
CM/PF/604.
Table 1……….
8
Doc:STI/9798/6 January 2015
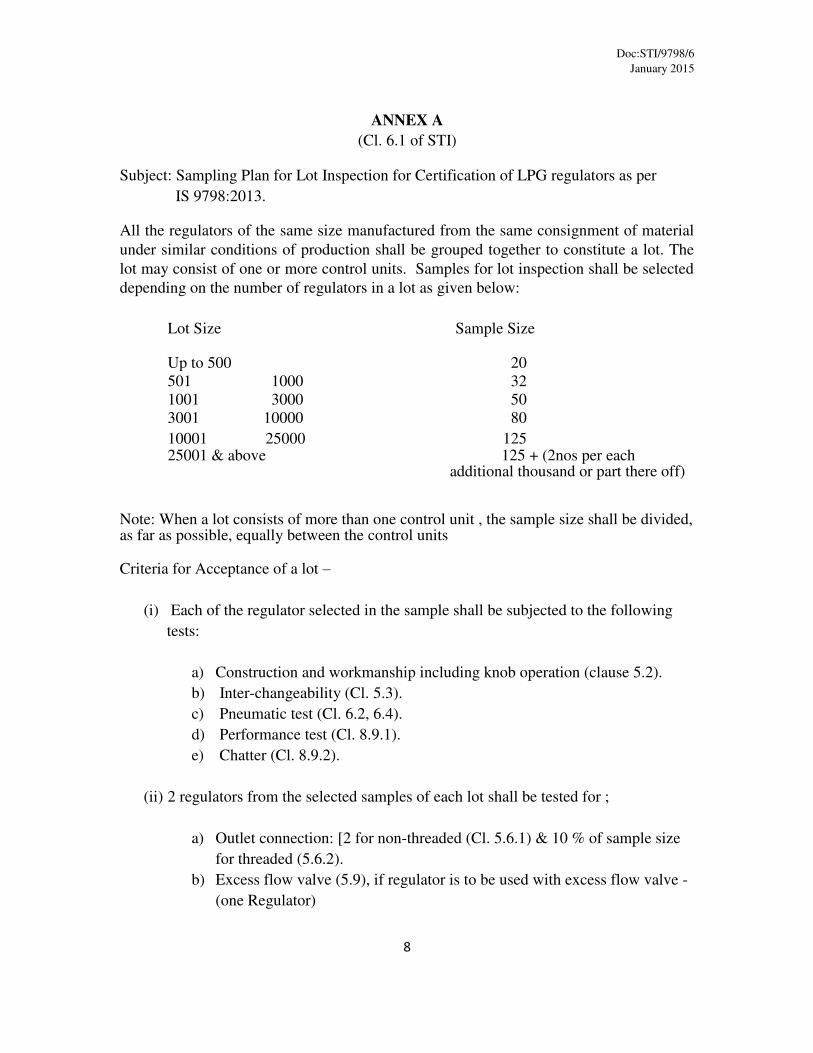
ANNEX A (Cl. 6.1 of STI)
Subject: Sampling Plan for Lot Inspection for Certification of LPG regulators as per
IS 9798:2013. All the regulators of the same size manufactured from the same consignment of material
under similar conditions of production shall be grouped together to constitute a lot. The
lot may consist of one or more control units. Samples for lot inspection shall be selected
depending on the number of regulators in a lot as given below:
Lot Size Sample Size
Up to 500 20
501 1000 32
1001 3000 50
3001 10000 80
10001 25000 125 25001 & above 125 + (2nos per each
additional thousand or part there off) Note: When a lot consists of more than one control unit , the sample size shall be divided, as far as possible, equally between the control units Criteria for Acceptance of a lot –
(i) Each of the regulator selected in the sample shall be subjected to the following
tests:
a) Construction and workmanship including knob operation (clause 5.2).
b) Inter-changeability (Cl. 5.3).
c) Pneumatic test (Cl. 6.2, 6.4).
d) Performance test (Cl. 8.9.1).
e) Chatter (Cl. 8.9.2).
(ii) 2 regulators from the selected samples of each lot shall be tested for ;
a) Outlet connection: [2 for non-threaded (Cl. 5.6.1) & 10 % of sample size
for threaded (5.6.2).
b) Excess flow valve (5.9), if regulator is to be used with excess flow valve -
(one Regulator)

9
Doc:STI/9798/6 January 2015
c) Hydrostatic test (Cl. 6.3).
d) Mechanical Strength of Connection (8.11).
A regulator failing to meet any of the requirements of above tests shall be termed as
defective. The lot shall be accepted if no defective is found in the sample size, In case of
failure(s), the entire control unit(s) of the defective regulator(s) to be rechecked for the
failed parameter and reoffered for inspection, after taking corrective action, wherever
required.
If a control unit has been re-offered, then the same sampling criteria should be
applied as indicated above,but with double the sample size.

10
Doc:STI/9798/6 January 2015
ANNEX B (Cl. 6.1.1 of STI)
BUREAU OF INDIAN STANDARDS
(…………. REGIONAL OFFICE)
TEST CERTIFICATE FOR LPG PRESSURE REGULATORS
Certificate No. : Date:
Name and address of the manufacturer:
Batch No.(s) : Order No. & Date:
Purchaser :
Description: Low Pressure LPG regulator (Max. working Pressure 16.87 kgf/cm2) 500 l/h
outlet for 6.4/7mm Rubber Tubing to be used on SC valves with 22.0/25.6 mm outlet diameter. This is to certify that the following regulators are inspected and tested on ________ at
M/s _________ in accordance with Scheme Of Testing and Inspection attached with BIS
License No._________ meet the requirement of IS 9798:2013 & drawing
No.___________ approved by Chief Controller of Explosives vide letter No._________
dated _________. Raw Material Specification:
Supplier’s Name: Test Cert. No. & Date:
Chemical Composition (%)
------------------------------------------------------------------------------------------------------------ A1 Mg Cr Pb Fe Zn Impurities
------------------------------------------------------------------------------------------------------------
Specified
------------------------------------------------------------------------------------------------------------
As per T.C.
------------------------------------------------------------------------------------------------------------
Remarks
------------------------------------------------------------------------------------------------------------

11
Doc:STI/9798/6
January 2015
Regulators bearing serial Nos from ………… to ………. covered by Lot no: ……
andControl Unitnos………. are checked/tested for thefollowing:
Sr
No
Parameter Clause
No
Specified
value/ or as
per clause
No of
pieces
inspected
Result
1 Construction & workmanship
(including knob operation)
5.2 5.2
2 Interchangeability 5.3 5.3
3 Leak-proof test for inlet
connection
5.5 5.5
4 Soundness test 6
4.a Pneumatic test (kg/cm2) 6.4 17
4.b Pneumatic test (gf/cm2) 6.2 150
4.c Hydrostatic test (kg/cm2) 6.3 25.4
5 Outlet Connection 5.6 5.6
6 Chatter 8.2, 8.9.2 8.2,8.9.2
7 Performance test 8.9.1 Delivery
Pr. (mm of
W.C)
7.a Inlet pr: 0.5 (kgf/cm2) and
100 % flow rate (500 l/h)
8.9.1 225min
7.b Inlet pr: 17 (kgf/cm2) and 10
% flow rate
8.9.1 400max
7.c Inlet pr: 17 (kgf/cm2) and
lock up
8.9.1 450max
8 Excess flow valve 5.9 5.9
9 Mechanical Strength of
Connection
8.11 8.11
QUANTITY OFFERED: QUANTITY PASSED:
SR. NO. OF REGULATORS REJECTED:
Method of disposal of rejected regulators: De-shaped/Dismantled:
Firm’s Q.C. In charge: BIS Inspecting Officer Name : Name : Designation: Designation:
Date: Date:

12
Doc:STI/9798/6 January 2015
ANNEX C (Table 1 of STI)
Interchangeability Procedure for Leak-proof test for inlet connection of LPG pressure
regulator as per clause 5.5 IS 9798 and Table 1 of this Scheme. The manufacturer shall provide to the inspector two self closing spring loaded LPG
valves manufactured as per customer’s requirements, one with all tolerances on the minimum side and another with all tolerances on the maximum side for this check For checking proper fitment and locking up with self closing spring loaded LPG valves, regulators to be coupled with the two pieces of valves provided as above and hydrostatic/pneumatic tests carried out with the valve in open position at the pressure of
25.4 kgf/cm2 /17.0 kgf/cm
2 to check that there is no leakage from the regulator inlet
portion as also from the valve outlet and the regulator inlet joint (the regulator orifice to be closed to lock up position by applying pneumatic pressure greater than 450 mm of water column through outlet of regulator).

13
Doc: STI / 9798/6 January 2015
IS 9798: 2013
LOW PRESSURE REGULATORS FOR USE WITH
LIQUIFIED PETROLEUM GAS (LPG)
TABLE 1 LEVELS OF CONTROL
(Para 6.0 of the Scheme of Testing and Inspection)
TEST DETAILS LEVELS OF CONTROL Remarks Clause
no
Nature of test/ requirement Test
method/
clause no
Reference
IS
No of
samples
Lot Size Frequency
4 Material
4.1 &
4.2
Body & Cover Material 4.1 & 4.2 9798, 742 one Each
consignment
Each
consignment
See Note 1
4.1 Components material 4.1 9798 one do do do
4.1.1
Brass parts
4.1.1 9798,
2305
one do do do
5.2, 5.3 Construction 5.2, 5.3 9798 Each
regulator
9 Sealing 9 9798 Each
regulator
Type Tests
4.3 Diaphragm Material
4.3.1 Porosity and surface
smoothness
4.3.1 9798 0.25%
subject to
a
minimum
of 8
All the
Diaphragm of
the same
quality in a
consignment
Each lot
consignment
See note 2
4.3.2 Clamping test
Ageing/Hardness
4.3.2
3 or 4
9798
3400 (pt
4)
one do do Test to be
carried out on
representative
slab/ button.
See note 2
4.3.3 Clamping test 4.3.3 9798 one do do See note 2
4.3.4 Pull out and burst Annex C 9798 One
sample
Per 1000
Regulators
or Part
thereof.
All the
regulators
assembled
in one day
Daily See note 2

14
TEST DETAILS LEVELS OF CONTROL Remarks Clause
no
Nature of test/ requirement Test
method/
clause no
Reference No of
samples
Lot Size Frequency
4.3.5 Immersion test for
diaphragm
Annex D 9798 one 1000
diaphragm
Each lot
consignment
See note 2
4.3.6 Flexible test 4.3.6 9798 one 1000
diaphragm
Each lot
consignment
See note 2
4.3.7 Compression set test 4.3.7,
Annex E 9798 one Each lot
consignment
Each lot
consignment
Test to be carried
out on
representative
slab/ button.
4.4 Valve pad Material
4.4.1 Porosity, pits,Surface
smoothness , low cold
flow, creep
characteristic
4.4.1 9798 0.25%
subject to
a
minimum
of 8
All the
Diaphragm
of the same
quality in a
consignment
Each lot
consignment
See note 2
4.4.2 Immersion test for valve
pad
4.4.2 Annex D
9798 one 1000 valve
pad
Each lot
consignment
See note 2
4.4.4 Immersion test for valve
pad fitted in its housing
4.4.4 9798 one 1000 valve
pad fitted in
its housing
Each lot
consignment
See note 2
4.5 Seals 4.5 9798 0.25
percent
subject to
a
minimum
of 8
O rings &
rubber
components
other than
diaphragm
& valve pad
of the same
quality in
consignment
do See note 2
5.5.1 & 6.3
Hydrostatic Test 5.5.1 & 6.3
9798 3 Each control
unit
Each control
unit
Note 3
5.7 Body 5.7 9798 3 Each control
unit
Each control
unit
5.9, 8.10 Excess flow valve 5.9, 8.10,
Annex-
F(F3)
9798 one One control
unit
once a month

15
Clause
no
Nature of test/ requirement Test
method/
clause no
Reference No of
samples
Lot Size Frequency
5.10 Valve pad fitting 5.10 9798 one Once in six
month
And at the time
of type approval
or whenever
there is change
in design.
5.11, 8.11 Strength of connection 5.11, 8.11 9798 one -- do -- -- do --
8.10.1 Cycle test 8.10.1 9798 2 Weeks
production
Each week. See note 4
8.10.2 Low temp test 8.10.2 9798 4 Weeks
production
Each week.
8.10.3 High temp test 8.10.3 9798 4 Weeks
production
Each week.
Routine tests
4.2.1 Finish
Corrosion resistance 4.2.1 9798 one one control
unit
Each week.
9844
6 6009
4.2.1 Finish (Adhesion test for
painted or powder coated
surface)
4.2.1,
Annexue B 9798 one one control
unit
one control unit
4.4.5 Compression set 4.4.5
Annex E 9798 one Each
consignment
4.4.3 Ageing test/ Hardness 3 or 4 3400 (Pt.4) one do Test to be
carried out on
representative
slab/button.
4.5 Porosity….Ageing/Hardness/Compression set
4.4.1,4.4.3,
4.4.5 9798 0.25
percent
subject to
a
minimum
of 8
do do
5.4, 5.5.3 Screwed Ends Annex E 9798 Each
regulator

16
Clause
no
Nature of test/ requirement Test
method/
clause no
Reference No of
samples
Lot Size Frequency
5.5 Interchangeability/Leakproof
test for inlet connection
Annex- C of
STI 0.25
percent
subject to
a
minimum
of 8
All the
regulators
assembled
in a day
5.5.2,
6.2 &
6.4
Pneumatic test 5.5.2,
6.2 &
6.4
9798 Each
regulator
Note 5
5.6 Outlet connection (non
threaded) 5.6.1 9798 3 Each control
unit
Each control
unit
Suitable
gauges to be
arranged.
5.6 Outlet connection
(threaded)
5.6.2 9798 Each
regulator
...do…
5.9 Excess flow valve 5.9,
Annex-F
(F 2 & last
para)
9798 3 Each control
unit
Each control
unit
8.2, 8.9 Chatter & Performance 8.2, 8.9 9798 Each
regulator
Note 1: In case material is received with test certificate indicating conformity to chemical composition of relevant IS
no further testing is required. However, cross check is to be carried out once in month by testing samples at
NABL approved laboratory.
Note 2: If any of the sample fails, twice the number of samples shall be tested from the same consignment. In case of
further failures, the entire consignment (lot) shall be rejected.
Note 3: In case of any change in back pressure it shall be construed as leakage through the pad/body and treated as
failure of the regulator. In such case, thrice the number of fresh samples shall be tested from same lot. In case
of further failures, the entire consignment (lot) shall be rejected.
Note 4: In the event of non completion of the test at the time of inspection by BIS in a particular week, cycle tests
carried out during immediate previous week may be accepted. Test results of on going cycle tests to be shown
to BIS in succeeding visit.
Note 5: For clause 6.4, in case of any change in back pressure it shall be construed as leakage through the pad/body
and treated as failure of the regulator. In such case, further investigation to be carried out to asertain the reason
for failure and action to be taken accordingly, and quality check to be strengthened in the affected area .





























