Embed Size (px)
Citation preview

Fachhochschule Ansbach Fachbereich Wirtschafts- und Allgemeinwissenschaften
Studiengang Betriebswirtschaft
SEMINARARBEIT
Konzeption und Durchführung eines
KANBAN-Planspiels
zur Schulung und Überzeugung der Mitarbeiter aus den Bereichen
Fertigung und Logistik bei der Wilisch & Sohn GmbH
Betreuung: Prof. Dr. Constantin May
Autoren: Zenun Demiri Alexandra Klatte Bettine Hutflötz Andras Varadi Melanie Wunderlich
Ort, Abgabetermin: Ansbach, 18.01.2007

I
Inhaltsverzeichnis
Abkürzungsverzeichnis ............................................................ III
Abbildungsverzeichnis ............................................................ IV
1. Was ist Kanban? ....................................................................1
1.1 Geschichtliche Entwicklung.............................................................. 1
1.2 Vorteile ................................................................................................ 2
1.3 Ziele ..................................................................................................... 4
1.4 Voraussetzungen für die Anwendung .............................................. 5
1.5 Funktionsweise und Regeln .............................................................. 7
1.5.1 Funktionsweise .............................................................................. 7
1.5.2 Regeln ........................................................................................... 9
1.6 Kanban Elemente ............................................................................. 10
1.7 Nachteile und Probleme................................................................... 14
2. Konzeption und Durchführung eines Kanban-Planspiels .15
2.1 Die Firma Wilisch & Sohn ................................................................ 15
2.2 Planspiele.......................................................................................... 16
2.2.1 Was ist ein Planspiel?.................................................................. 16
2.2.2 Geschichtliche Entwicklung des Planspiels ................................. 16
2.2.3 Anwendungsgebiete .................................................................... 16
2.3 Suche nach geeigneten Planspielen............................................... 17
2.3.1 Planspielkonzept von Helmut Schiffer.......................................... 18
2.3.2 Planspielkonzept zur Gegenüberstellung von Push und Pull....... 25
2.3.3 Entscheidung für Planspiel zur Gegenüberstellung von Push
und Pull........................................................................................ 28
2.4 Vorbereitung und Ablauf des Seminars ......................................... 28
2.4.1 Vorbereitung ................................................................................ 28
2.4.2 Ablauf des Planspiels................................................................... 32
2.4.2.1 Die Einführungsphase ........................................................... 32
2.4.2.2 Die Spielphase ...................................................................... 41
2.4.2.3 Die Auswertungsphase ......................................................... 45

II
3. Resümee ...............................................................................45
Literaturverzeichnis .................................................................47
Verzeichnis der Internet-Quellen.............................................48
Ehrenwörtliche Erklärung........................................................49
Anlagen.....................................................................................50

III
Abkürzungsverzeichnis
a.a.O = am angeführten Ort
Abb. = Abbildung
Aufl. = Auflage
bzgl. = bezüglich
bzw. = beziehungsweise
DLZ = Durchlaufzeit
EDV = elektronische Datenverarbeitung
etc. = et cetera
f. = folgende Seite
Fa. = Firma
fifo = first in first out
ff. = folgende Seiten
Hrsg. = Herausgeber
i.d.R. = in der Regel
Nr. = Nummer
PPS = Produktionsplanung- und steuerung
S. = Seite
sog. = sogenannte/r
Stk. = Stück
u.a. = unter anderem
usw. = und so weiter
vs. = versus
z.B. = zum Beispiel

IV
Abbildungsverzeichnis
Abb. 1: Taiichi Ohno...................................................................................... 1
Abb. 2: Informations- und Materialfluss ......................................................... 8
Abb. 3: Produktionssteuerung nach dem Kanban-Prinzip............................. 9
Abb. 4: Beispiel für eine Kanban-Karte ....................................................... 11
Abb. 5: Kanban Funktion und Anwendungsregeln ...................................... 12
Abb. 6: Behälter Kreislauf ........................................................................... 13
Abb. 7: Beispiel für eine Kanban-Tafel........................................................ 13
Abb. 8: Farbtafel.......................................................................................... 19
Abb. 9: Bausteine ........................................................................................ 20
Abb. 10: Montage-Kanbans......................................................................... 20
Abb. 11: Fertigungs Kanbans...................................................................... 20
Abb. 12: Behälter......................................................................................... 21
Abb. 13: Kanban-Tafel ................................................................................ 21
Abb. 14: Lagerung der Teile........................................................................ 21
Abb. 16: Spielphase Test ............................................................................ 30
Abb. 17: Auswertungstabelle Test............................................................... 30
Abb. 18: Test des Planspiels bei der Wilisch & Sohn GmbH....................... 30
Abb. 19: Test des Planspiels bei der Wilisch & Sohn GmbH....................... 31
Abb. 20: Kanban-Karten für die Produktion................................................. 31
Abb. 21: Metallboxen im Bereich Spritzguss ............................................... 33
Abb. 22: Metallboxen im Bereich Lackierung .............................................. 34
Abb. 23: Endprodukt.................................................................................... 34
Abb. 24: Metallboxen in der Pull-Runde im Bereich Spritzguss................... 36
Abb. 25: Metallboxen in der Pull-Runde im Bereich Lackierung.................. 37
Abb. 26: Kanban.Karte und Endprodukt in der Pull-Runde ......................... 38
Abb. 27: Schulung der Wilisch Mitarbeiter: Testrunde................................. 42
Abb. 28: Schulung der Wilisch Mitarbeiter: Push-Runde............................. 43

1
1. Was ist Kanban?
1.1 Geschichtliche Entwicklung
„Kanban = japanisch für just in time"1
Außerdem heißt die japanische Bezeichnung Kanban auf deutsch auch Karte
oder Zettel.2
Der Japaner Taiichi Ohno ist für die
Entwicklung moderner Produktions-
methoden bekannt. Seine Erfindungen
sind noch heute die Basis für logische
Abläufe in vielen Industrien. Methoden
wie das „Pull-Prinzip“, „Just-in-Time“ und
„Kanban“ wurden von ihm entwickelt und
erfolgreich 1947 beim japanischen
Automobilhersteller Toyota Motor
Company umgesetzt.3
Abb. 1: Taiichi Ohno
Quelle:http://www.logistik- inside.de/sixcms/detail.php?id=73367
Ein Grund für die Einführung, war die mangelnde Produktivität des
Unternehmens im Vergleich zu den amerikanischen Konkurrenten.
Steigende Kundenerwartungen an die Produktionsgeschwindigkeit und
Lieferbereitschaft stellte für das Unternehmen eine neue Lage dar.
Hauptprobleme waren für die räumlich beengte Insel Japan vor allem
kostenintensive Lagerbestände an Rohmaterialien und Halbfertigfabrikate.
Das Kanban-Verfahren half dabei die Kosten zu minimieren und somit ein
flexibles und effizientes Fertigungssystematik anzuwenden. In den 70er
Jahren wurde Kanban von Unternehmen aus den USA und Deutschland
1 http://www.it-infothek.de/osz/bwl1.html. 2 Vgl. http://www.cnc-kuester.de/de/leistungen/kanban_produktion.php. 3 Vgl. http://www.logistik-inside.de/sixcms/detail.php?id=73367.

2
übernommen und eingeführt. Seitdem hat es sich als hervorragendes
Instrument gegen die Verschwendung von Ressourcen erwiesen. 4
Taiichi Ohno gilt als Vater des Toyota Production System, das noch heute
Vorbildfunktion für die Produktlinien der Automobilhersteller in der Welt hat.
Das System besteht aus zwei Grundsäulen. Die erste Säule nennt sich der
„Just-in-Time-Gedanke“, hier sollen die einzelnen Materialien erst dann in der
exakten Menge, Qualität und Reihenfolge am richtigen Fertigungsort sein,
wenn diese benötigt werden. Um eine Just-in-Time-Lieferung in der
Produktion zu gewährleisten, entwickelte Taiichi Ohno das bekannte
Kanban-Prinzip. Dies ist i.d.R. ein Kommunikationssystem, das mittels
genormten Papierkarten durchgeführt wird. Auf der Kanban-Karte wird die
Anzahl der zu produzierenden Teile, ein bestimmtes Datum und Ort
vermerkt, was zu liefern ist. Ohne Kanban-Karte darf nicht mit der Produktion
begonnen werden. Allein mit dieser Karte werden in der Fertigung
Überproduktion und der Anstieg von Zwischenläger vermieden. Unterstützt
wird das Kanban-System heutzutage oft von Barcorde- und IT-Systemen und
ist in vielen deutschen Industrieunternehmen Standard.
Der Grundgedanke von Taiichi Ohno beim Just-in-Time-Konzept, war der
Wechsel vom „Push- zum Pull-Prinzip“. Er befasste sich erst mit den
Produktionsprozessen, die vom Kunden ausgingen. Innerhalb der Produktion
ist der nachgelagerte Produktionsschritt der Kunde des vorgelagerten
Prozessabschnittes. Fertigteile werden vom Kunden angefordert (Pull-
Prinzip) und nicht von der Produktion einfach hergestellt und zum Kunden
geschickt (Push-Prinzip). Dieser Wechsel steht bei vielen Logistikbereichen
ganz oben auf der Tagesordnung, somit auch bei der Firma Wilisch & Sohn.5
1.2 Vorteile
Kanban bietet aufgrund der flexiblen Steuerung ein hohes
Anpassungspotential bei kurzfristigen Änderungen des Bedarfs. Falls ein
Artikel ausgeht, wird der Auftrag zur Nachproduktion zeitnah ausgelöst.
Dabei wird der benötigte momentane Bedarf vom Kunden zum Produzenten 4 Vgl. http://de.wikipedia.org/wiki/Kanban. 5 Vgl. http://www.logistik-inside.de/sixcms/detail.php?id=73367.

3
weitergeleitet. Somit kann ein hoher Lager- und Zwischenlagerbestand sowie
Überproduktion stark reduziert und der Liefergrad dafür deutlich erhöht
werden. In Zahlen ausgedrückt, könnte das für ein Unternehmen eine
Lagerbestandsreduzierung in Form von gebunden Kapital in Höhe von 60 %
und die Erhöhung der Lieferbereitschaft um 30 % bedeuten.6 Kanban hat
gegenüber dem Push-Systemen einen größeren Nutzen, da mit einem
schnelleren und aktuelleren Durchlauf von Informationen zu rechnen ist.
Durch das Pull-Prinzip werden durch die geringeren Rüstzeiten und kleineren
Losgrößen die Aufträge schneller und flexibler produziert und die
Wartezeiten vermindert. Somit wird durch kleine Losgrößen die Durchlaufzeit
verkürzt.7
Außerdem bietet Kanban die Möglichkeit, die teilweise aufwendige
Produktionssteuerung in eigenständige Regelkreise umzuwandeln, was den
Aufwand der Steuerung drastisch reduziert und die Transparenz der
Prozesszusammenhänge erhöht. Bevor Kanban aber eingeführt wird,
müssen eben die Prozesse und das Erzeugnisspektrum genau auf die
dazugehörige Eignung geprüft werden. Wenn diese erfüllt ist, kann Kanban
für Unternehmen mit begrenzter Variantenvielfalt und verhältnismäßig
konstantem Verbrauch interessant werden, da dort meistens hohe
Lagerkosten vorhanden sind. Aber auch bei Unternehmen mit hoher
Variantenvielfalt oder langen Zulieferketten kann Kanban verwendet werden,
wenn z. B. modere Informationstechnologien mit eingesetzt werden. Hier
muss allerdings der größere Planungs- und Koordinationsaufwand mit
eingeplant werden. Für Einzel- oder Sonderaufträge ist Kanban ungünstig,
da dort eine benötigte Standardisierung des Produktionsprogramms nicht
durchführbar ist. Somit ist das System aber für Serienfertigung mit häufigen
Wiederholungen ideal geeignet. Durch ein hohes Maß an Flexibilität und
Liefertreue können Just-in-Time-Aufträge mit Kanban leichter realisiert
werden. Durch die steigende Verantwortung und Qualifizierung der
Mitarbeiter erhöht sich auch die Arbeitsqualität, sowie das Engagement zur
ständigen Verbesserung der Prozesse. Dies wirkt sich auch positiv auf die
Durchlaufzeiten aus.
6 Vgl. http://de.wikipedia.org/wiki/Kanban. 7 Vgl. http://www-iip..wiwi.uni-karlsruhe.de/forschung/technik_html/lehre/ip1/folien_ kanban.pdf.

4
Damit die Kundenwünsche nach einwandfreier Qualität erfüllt werden, muss
ein ständiger Überwachungsprozess der Produkte erfolgen. Somit stellt
Kanban eine optimale Grundlage zur Optimierung der Produktion dar
1.3 Ziele
Vorrangiges Ziel der Anwendung von Kanban-Systemen ist in der
Vermeidung von Überproduktion und damit in der Optimierung bzw. Senkung
von Lagerbeständen zu sehen. Von einer Fertigungsstelle (Quelle) wird
immer nur exakt die Menge hergestellt, die die verbrauchende Stelle (Senke)
an aktuellem Bedarf hat. Aufträge entstehen folglich durch den aktuellen
Bedarf der Senke und werden nicht wie bei der herkömmlichen PPS-
Systemen deterministisch vorgegeben. Ein Abbau von Beständen führt
automatisch zu einer Reduzierung des gebundenen Kapitals im
Unternehmen. Das frei gewordene Kapital steht dem Betrieb beispielsweise
für neue Investitionen zur Verfügung, und liegt nicht mehr „tot“ in Form von
Material oder Halbfabrikaten in der Fertigung oder im Lager. Ein weiteres
Hauptziel der Kanban-Steuerung liegt in der Erhöhung der Flexibilität im
Hinblick auf Bedarfsänderungen. Dieses Ziel wird erreicht durch die
Optimierung der Losgrößen, was wiederum mit einer Verringerung der
Durchlaufzeiten einhergeht. Es entsteht ein flexibler Produktionsablauf, der
schnell auf geänderte Kundenwünsche reagieren kann sowie eine hohe
Lieferbereitschaft und -treue aufweist. Schließlich soll Kanban die
Produktqualität sicherstellen sowie Ausschuss und Abfälle vermindern. Die
gleichmäßigere Materialanforderung an vorgelagerte Stellen macht dies
möglich, da sie zu einer gleichmäßigeren Auslastung der Mitarbeiter und
damit zu weniger Fehlern und niedrigeren Ausschussquoten führt.8
8 Vgl. http://www.kpc-engineering.de/de/g/kanban-system.htm. Vgl.http://www.ebz-beratungszentrum.de/pps_seiten/KANBAN/KANBAN.htm.

5
1.4 Voraussetzungen für die Anwendung
Um Kanban in einem Unternehmen erfolgreich einzuführen, sind einige
personelle, organisatorische und technische Voraussetzungen notwendig.
Dazu gehören
� die Qualifikation und Motivation der Mitarbeiter,
� die Sicherung der Qualität,
� die Harmonisierung des Produktionsprogramms sowie
� eine flexible Werkstattorganisation.
Qualifikation und Motivation der Mitarbeiter
Die Qualifikation der Mitarbeiter stellt eine der wichtigsten Voraussetzungen
für die Kanban-Einführung dar. Durch entsprechende Schulungen sollen den
Mitarbeitern die Unterschiede zwischen der herkömmlichen schiebenden
Fertigungssteuerung (Push-Prinzip) und der Kanban-Steuerung (Pull-Prinzip)
verdeutlicht werden. Ziele, Vorteile und der Nutzen von Kanban sollen in
dieser Gegenüberstellung klar hervorgehen, um bei den Mitarbeitern
Verständnis für die Einführung zu erreichen. Eine geeignete Schulungs-
methode ist die praktische Durchführung eines Kanban-Planspiels, da sie es
ermöglicht, die Funktionsweise und das Prinzip der Kanban-Steuerung
anschaulich darzustellen. Die Mitarbeiter werden direkt eingebunden und
haben so die Möglichkeit, Kanban spielerisch zu erleben. Zusammenhänge
werden so besser verstanden, was schließlich zu einer höheren Akzeptanz
der neuen Fertigungssteuerung führt.
Neben der Qualifikation steht auch die Erhöhung der Motivation der
Mitarbeiter im Vordergrund. Geeignete Maßnahmen hierfür sind
beispielsweise ein Entlohnungssystem, welches die Ausschussrate oder die
Auslastung der Maschinen berücksichtigt. Daneben wäre ein
innerbetriebliches Verbesserungsvorschlagswesen denkbar, das einen
materiellen und auch immateriellen Anreiz schafft. Die Motivation der
Mitarbeiter kann weiterhin gesteigert werden, indem man ihnen mehr

6
Verantwortung überträgt und bei Entscheidungen ein Mitspracherecht
einräumt.
Qualitätssicherung
Das Pull-Prinzip kann nur dann richtig funktionieren, wenn die Teile, die an
die Senke weitergeleitet werden, auch zu 100 Prozent in Ordnung sind, also
eine einwandfreie Qualität aufweisen. Werden defekte Teile weitergegeben,
verursacht dies einen Versorgungsengpass bei allen nachfolgenden
Fertigungsstufen und damit Stockungen im Produktionsablauf. Im
schlimmsten Fall führt das dazu, dass der Kunde nicht rechtzeitig beliefert
werden kann. Um solche Lieferprobleme zu vermeiden, muss der Output
jeder Fertigungsstufe bestimmten Qualitätsanforderungen genügen.
In der Praxis hat sich folgende Vorgehensweise zur Sicherung der Qualität
bewährt, die in vier Phasen untergliedert werden kann:
Bereits zu Beginn, in der Qualitätsplanung, sind Qualitätsziele unter
Berücksichtigung interner und externer Qualitätsanforderungen zu definieren.
In der Qualitätsprüfung, der zweiten Phase, werden erreichte
Qualitätsmerkmale quantifiziert und mit den Zielvorgaben verglichen.
Anschließend erfolgt durch die Qualitätsförderung und -steuerung die
Analyse der gewonnen Ergebnisse. Dabei werden - abhängig von den
Prüfergebnissen - im Bereich der Förderung Maßnahmen zur Qualifikation
und Motivation der Mitarbeiter ergriffen und im Bereich der Steuerung
beispielsweise die Ergebnisse für Zulieferteile eines Lieferanten mit dem Ziel
einer Lieferantenbewertung dargestellt. Aufgabe der Qualitätskosten-
überwachung ist es schließlich, alle durch die Qualitätssicherung angefallen
Kosten, wie Fehlerverhütungs- oder Prüfkosten, zu planen, erfassen und zu
kontrollieren.
Harmonisierung des Produktionsprogramms
Eine weitere Voraussetzung für ein funktionierendes Kanban-System ist die
Harmonisierung des Produktionsprogramms durch Standardisierung und
Reduktion der Varianten. Die Produkte sollten in möglichst wenigen

7
Varianten hergestellt werden und einen relativ gleichmäßigen Verbrauch
aufweisen. Eine Reduzierung der Teile- und Variantenvielfalt kann
beispielsweise durch gleichartige Baugruppen oder Baukastenfertigung
erreicht werden.
Flexible Werkstattorganisation
Die Wirksamkeit von Kanban setzt schließlich eine ablauforientierte und
materialflussgerechte Fertigungsorganisation voraus. Einzelne Regelkreise
und Prozesse müssen transparent gemacht werden und durch geeignete
Transportsysteme miteinander verbunden sein. Um eventuell auftretende
Störfaktoren sofort beseitigen zu können, ist die Möglichkeit des
permanenten Kommunikationsaustausches zwischen den einzelnen
Werkstätten unerlässlich. Des Weiteren ist eine hohe Verfügbarkeit der
Betriebsmittel notwendig, um auf kurzfristige Bedarfserhöhungen schnell
reagieren zu können. Dies kann zum einen durch die Minimierung der
Rüstzeiten erfolgen, zum anderen aber auch durch die bewusste Einplanung
von Kapazitätsreserven bei den Produktionsanlagen.9
1.5 Funktionsweise und Regeln
1.5.1 Funktionsweise
Bei einer Kanban-Steuerung wird nur gefertigt wenn Kundenbedarf anfällt. Im
Gegensatz zum Push-Prinzip besteht hier eine Holpflicht. Der Verbraucher
auch Senke genannt holt sich das benötigte Material beim Produzenten, der
als Quelle bezeichnet wird. Das System ist völlig selbstgesteuert und
benötigt keine Überwachung oder besondere EDV-Unterstützung.
9 Vgl. Bichler, K.: Praxisorientierte Logistik, S.124 ff.

8
Abb. 2: Informations- und Materialfluss
Quelle:http://www.wi.uni-muenster.de/imperia/md/content/wi-information_systems /lehrveranstaltungen/lehrveranstaltungen/pps/ss2005/pps_vorlesung_sose_2005_vl08.pdf
Die Funktionsfähigkeit und der Aufbau eines KANBAN-Systems kann am
besten nach folgenden Grundsätzen dargestellt werden:
1. Es gibt ein Informationskreis zwischen einer Fertigungsgruppe und
seinem vorgelagerten Pufferlager. Das Medium dazu ist die KANBAN-
Karte.
2. Das KANBAN-System arbeitet nach dem Pullprinzip. Ein leerer
Behälter liefert den Anstoß für eine Auftrag oder Arbeitsgang.
3. Bei der Einführung des Systems sind in allen Lägern für jedes Teil
mindestens zwei gefüllte KANBAN-Behälter. Jedes Teil ist einem
KANBAN-Behälter zugeordnet.
4. Zu jedem Behälter gehört eine KANBAN-Karte. Auf der Karte sind alle
wichtigen Daten wie KANBAN-Menge, Fertig-, Teile-Nr., Behälterart,
Lagerort und Empfängerlager zu finden.
5. Wird nun ein Behälter leer, dann muss er an die nachgeschaltete
Stelle zum auffüllen wieder zurückgegeben werden.
6. Die Regel besagt das von jedem Teil min. zwei gefüllte Behälter
vorhanden sein müssen und sobald einer dieser Behälter geleert

9
wurde, der Anstoß zum befüllen gegeben wird. Dadurch ist der
Warenkreislauf und damit die Lieferbereitschaft gesichert.
7. Eine KANBAN-Steuerung erfolgt nur für einen KANBAN-Kreislauf.
Sollte es mehrer Kreisläufe geben so sind diese in ihrer Steuerungs-
und Produktionsfunktion nicht abhängig von einander. Behälterzahl
und Teilmengen können hier unterschiedlich sein.10
Abb. 3: Produktionssteuerung nach dem Kanban-Prinzip
Quelle:http://www.wi.uni-muenster.de/imperia/md/content/wi-information_systems /lehrveranstaltungen/lehrveranstaltungen/pps/ss2005/pps_vorlesung_sose_2005_vl08.pdf
1.5.2 Regeln
1. Das Material wird nur in Standardbehältern oder in festen Mengen
gelagert und transportiert.
2. Jedem Behälter wird eine KANBAN-Karte zugeordnet.
3. Sobald der Behälter geleert wurde, muss umgehend mit der
zugeordneten KANBAN-Karte, die Nachlieferung beim betreffenden
Produzenten ausgelöst werden.
4. Jede KANBAN-Karte ist als Auftrag zu sehen. Ohne ihr gibt es keine
Fertigung, kein Arbeitsprozess und keinen Transport. 10 Vgl. Weber, R.: Zeitgemäße Materialwirtschaft mit Lagerhaltung, S. 123.

10
5. Es dürfen nicht beliebig Karten ausgestellt werden und es dürfen auch
keine Änderungen an den Kartendaten vorgenommen werden.
6. Es dürfen nur fehlerfreie KANBAN-Behälter weitergegeben werden. Die
Teile dürfen nur in den vordefinierten Behältern, zu denen eine Karte
gehört, transportiert und aufbewahrt werden.
7. Behälter dürfen nur an den bestimmten Plätzen abgestellt werden.
KANBAN-Termine müssen ausnahmslos eingehalten werden.
KANBAN-Aufträge haben immer die höchste Priorität.
8. KANBAN-Auslastungstafeln müssen einwandfrei geführt werden und
Engpässe sind dem Vorgesetzten sofort zu melden.
9. Der Startzeitpunkt der Fertigung wird gemäß der festgelegten Lieferzeit
auf der KANBAN-Karte bestimmt.11
1.6 Kanban Elemente12
Wenn wir über Kanban reden, können wir feststellen, dass eine Aufteilung in
zwei verschiedene Arten möglich ist.
Beim Produktions-Kanban gibt die Kanban-Karte das Signal zur Produktion
von Teilen. Erhält z.B. der Arbeiter an einem Bearbeitungszentrum ein
Produktions-Kanban, so beginnt er aufgrund der durch den Kanban
vermittelten Informationen mit der Produktion.
Demgegenüger wird beim Transport-Kanban das Signal zum Transport von
Teilen gegeben. Diese zwei Arten von Kanban können miteinander
kombiniert werden. Die Verwendung einer Art reicht jedoch in den meisten
Fällen aus.
Kanban-Karten
Eine Kanban-Karte bezeichnet den Auftrag für die Produktion mit genauen
Mengenangaben. Wie bei einer konventionellen Materialbegleitkarte, wo das
Objekt (Produkt) durch den ganzen Fertigungsablauf begleitet wird, ist die
11 Vgl. Weber, R.: Kanban-Einführung, S. 91. 12 Vgl. http://www.is.uni-osnabrueck.de/SeminarBachelorArbeit2004/Vladmimir.pdf.

11
Kanban-Karte als Informationsträger in ständiger Zirkulation und als wichtiger
Produktionsauftrag zwischen den beiden Stellen:
- Verbraucher (Senke) und
- Erzeuger (Quelle).
Das läuft innerhalb eines fest definierten Regelkreises ab.
Abb. 4: Beispiel für eine Kanban-Karte
Quelle: http://www.is.uni-osnabrueck.de/SeminarBachelorArbeit2004/Vladmimir.pdf
Die Karte ist eine wichtiger Teil des Produktionsverkehrs und wird höchstens
bei Beschädigung, Verlust oder bei Bauteil- und Ablaufveränderung aus dem
Kreislauf gezogen. Die Kanban-Karten, die schon ausgegeben sind, bleiben
mindestens für eine Planungsperiode im Verkehr. Eine Kanban-Karte wird
nur zum Zweck eines definierten Auftrags in Umlauf gebracht.

12
Von Taiichi Ohno stammen die folgenden Kanban-Karten-Anwendungs-
regeln:
Abb. 5: Kanban Funktion und Anwendungsregeln
Quelle: http://www.is.uni-osnabrueck.de/SeminarBachelorArbeit2004/Vladmimir.pdf
Die im Umlauf befindliche Anzahl der Kanban-Karten gibt den maximalen
Bestand des Kanban-Lagers an. Der minimale Bestand dieses Pufferlagers
ist gleich dem Sicherheitsbestand.
Kanban-Behälter
Die Bereitstellung und dar Transport der Teile wird in Behältnissen abwickelt.
Um Umfüll- und Abzählvorgänge zu vermeiden, sind die Größen der
Behältnisse den geeigneten Losgrößen anzupassen. Die Behältnisse können
bei Kanban-Steuerung sinnvoll neben ihrer eigentlichen Funktion als Signale
verwendet werden. Die Behälter symbolisieren Fertigungsaufträge. Ein
Auffüllen der leeren Behälter ist unbedingt erforderlich. Dieses Auffüllen wird
von der jeweiligen Quelle vorgenommen, und den Anstoß zur
Nachproduktion gibt der leere Behälter.

13
Abb. 6: Behälter Kreislauf
Quelle: http://www.is.uni-osnabrueck.de/SeminarBachelorArbeit2004/Vladmimir.pdf
Kanban-Tafel
Es ist sehr wichtig, dass die Übersichtlichkeit und Sicherheit von Kanban-
Karten in einem System gewährleistet sind. Eine Vermischung oder der
Verlust der Karten darf nicht passieren. Selbstverständlich werden an einem
Arbeitsplatz mehrere verschiedene Karten eingesetzt, deswegen ist der
Einsatz einer Tafel, an welcher die Karten sortiert werden, wichtig.
Abb. 7: Beispiel für eine Kanban-Tafel
Quelle: http://www.is.uni-osnabrueck.de/SeminarBachelorArbeit2004/Vladmimir.pdf

14
Beim Hersteller werden die ankommenden Karten an die Steuertafel
gesteckt. Spätestens, wenn ein neu eingetroffener Kanban ins Start-Feld
gelangt, werden alle gesammelten Karten der betreffenden Sachnummer
abgenommen und zur Fertigung freigegeben.
1.7 Nachteile und Probleme
In der Theorie hört sich Kanban sehr einfach an. Die praktische Umsetzung
ist allerdings sehr komplex. Wichtig ist z.B. die räumlichen Maße der
Einzelteile, den täglichen Materialbedarf, den Sicherheitsbestand (also
Puffer) und das Platzangebot zu berücksichtigen.13 Weiterhin ist zu
beachten, dass der Einsatz von Kanban bei Schwankungen der Nachfrage,
der Produktionszeit, etc. nicht sinnvoll ist, da hier ähnliche Reaktionen wie
beim Push-System zu erwarten sind.14 Die Reaktionszeiten können sich bei
unvorhergesehen großen Bedarfsschwankungen und stark schwankenden
Auftragsinhalten bis zur Auftragsbestätigung verlängern und zusätzlich die
Gesamtlieferzeit enorm erhöhen.15 Außerdem steigen aufgrund der kleinen
Losgrößen die Transportkosten sowohl im Bereich der Produktion als auch in
der Beschaffung. Auf Kritik stößt zusätzlich die Bereithaltung von
Überkapazitäten was eine Investition im Anlagevermögen nach sich zieht.
Häufig sind bereits Maschinen vorhanden die auf große Lose mit hoher
Stückzahl ausgerichtet sind und die dann erst durch Rüstzeitreduzierung
flexibler gemacht werden müssen. Zusätzlich wird die Lagerhaltung auf
Lieferanten umgewälzt.16 Sollen neue Produkte eingeführt werden oder
Leistungen verändert werden muss eine lange Vorplanung und Abstimmung
eingeplant werden. Nicht zuletzt besteht die Gefahr, dass die Stellen, die
sehr nahe an der Auftragsannahmestelle sind, einen großen Teil des
zeitlichen Spielraums verbrauchen ohne dabei Rücksicht auf die
nachgelagerten Stellen zu nehmen und somit den optimalen Gesamtablauf
13 Vgl. http://de.wikipedia.org/wiki/Kanban#Nachteile_und_Probleme. 14 Vgl. http://www-iip.wiwi.uni-karlsruhe.de/forschung/technik_html/lehre/ip1/folien- kanban.pdf. 15 Vgl. Gudehus, Timm: Logistik: Grundlagen, Strategien, Anwendungen, S. 196. 16 Vgl. http://www-iip.wiwi.uni-karlsruhe.de/forschung/technik_html/lehre/ip1/folien- kanban.pdf.

15
erheblich in Gefahr bringen, da die übrigen Stellen unter großem Zeitdruck
stehen.17
2. Konzeption und Durchführung eines Kanban-Planspiels
2.1 Die Firma Wilisch & Sohn
Die Firma Wilisch & Sohn wurde im Jahre 1805 gegründet. Zu Beginn
beschäftigte sie sich mit der industriellen Fertigung von Buntpapier und im
Jahre 1959 wurde mit der Kunststoffverarbeitung begonnen.18 Mittlerweile
bietet das Unternehmen ein umfassendes Spektrum an Produktions- und
Fertigungsmöglichkeiten und ist nicht nur ein produktiver Dienstleister
sondern auch ein kreativer Problemlöser in den Kompetenzbereichen. Hierzu
zählen z.B. Spritzgussteile zur dekorativen Abdeckung und komfortablen
Bedienung von Radios, Klimaanlagen, Fahrzeugnavigationssystemen und
anderen Bedienelementen im Kfz-Innenraum. Dabei liefert die Firma Wilisch
& Sohn den gesamten Wertschöpfungsprozess von Design, Konstruktion und
Bau der Spritzgießwerkzeuge über Produktion und Veredelung der
Spritzgussteile bis hin zur Montage von kompletten mechanischen und
elektromechanischen Baugruppen aus einer Hand.19 Im Jahre 2000 wurde
die Produktion im neuen Werk in Brodswinden aufgenommen.20 Das
Unternehmen ist vorrangig Partner der Automobilzulieferindustrie.21
17 Vgl. Gudehus, Timm: Logistik: Grundlagen, Strategien, Anwendungen, S. 196. 18 Vgl. http://www.wilisch.com/deutsch/inhalt/unternehmen/historie.htm. 19 Vgl. http://www.wilisch.com/deutsch/inhalt/unternehmen/ueberuns.htm. 20 Vgl. http://www.wilisch.com/deutsch/inhalt/unternehmen/historie.htm. 21 Vgl. http://www.wilisch.com/deutsch/inhalt/leistungen/konstruktion.htm.

16
2.2 Planspiele
2.2.1 Was ist ein Planspiel?
Planspiele simulieren einen Teil der Realität und werden häufig zu Lehr- und
Lernzwecken eingesetzt. Die Teilnehmer werden dabei auf den Umgang mit
einem mehr oder weniger komplexen System vorbereitet. An einem Modell
einer vereinfachten Situation werden die Lernenden zu Entscheidungen
„gezwungen“ und können somit Auswirkungen und Konsequenzen prüfen
ohne Angst vor Fehlern zu haben, da es sich lediglich um eine Simulation
handelt. Planspiele sind dabei auch sehr gut geeignet für konfliktreiche
Situationen mit vielen Akteuren. In einem ausgewählten Szenario übernimmt
jeder Teilnehmer eine ihm zugewiesene Rolle und versucht dabei seine
eigenen Interessen zu vertreten. Dadurch erarbeiten sich die Lernenden eine
gemeinsame Realität.22
2.2.2 Geschichtliche Entwicklung des Planspiels
Als Vorläufer des Planspiels werden häufig militärische Kriegsspiele
angesehen. Seit dem 17. Jahrhundert wurden diese zur Planung militärischer
Operationen und zur Übung für Offiziere eingesetzt. 1959 begann man in
Deutschland mit der Entwicklung und dem Einsatz von Planspielen. Dieses
Konzept stieß auf große Begeisterung und verbreitete sich relativ schnell;
eine große Anzahl ökonomischer Planspiele mit unterschiedlichen Inhalten
und für verschiedene Anwendungsgebiete entstand.23
2.2.3 Anwendungsgebiete
Im Wesentlichen unterscheidet man zwischen dem Einsatz in der
betriebswirtschaftlichen Aus- und Weiterbildung und in der
wissenschaftlichen Forschung. Hauptsächlich werden Planspiele aber in der
Aus- und Weiterbildung wie z.B. im Rahmen inner- und überbetrieblicher
Ausbildungsprogramme und in Universitäten und Fachhochschulen zur
22 Vgl. http://de.wikipedia.org/wiki/Planspiel. 23 Vgl. Orth, Christian: Unternehmensplanspiele in der betriebswirtschaftlichen Aus- und Weiterbildung, S. 5f.

17
Einführung von Studenten in die Praxis, eingesetzt. Zusätzlich werden
Planspiele im Bereich der Unternehmensplanung eingesetzt, um bei
Entscheidungsfindungen bzgl. möglicher Handlungsalternativen
unterstützend einzugreifen und Prognosen zu ermöglichen.24
2.3 Suche nach geeigneten Planspielen
Zu Beginn mussten wir ein geeignetes Unternehmensplanspiel auswählen.
Meist stellt sich die Überlegung zwischen Selbsterstellung oder
Fremdbeschaffung nicht, da zum einen das Know-how für die Entwicklung
eines Planspiels nicht vorhanden ist und zum anderen die Kosten bei der
Beschaffung eines bereits bestehenden Planspiels wesentlich niedriger sind
als bei der Selbsterstellung. Wählt man das Planspiel schließlich aus sollte
man folgende Kriterien beachten:
- eignet sich das Planspiel für die Ausbildungsziele
- eignet sich das Planspiel für den zur Verfügung gestellten
zeitlichen Rahmen bzw. kann das Planspiel angepasst werden
- ist die Komplexität des Planspiels für die Zielgruppe geeignet
Zusätzlich können Marktübersichten genutzt werden bei denen mit Hilfe einer
Nutzwertanalyse Planspiele bewertet werden können.25
Am Anfang unserer Arbeit haben wir uns auf die Suche nach einem
geeigneten Planspiel gemacht. Begonnen haben wir mit den Recherchen im
Internet-Portal, in Fachbüchern und bei uns bekannten Unternehmen. Diese
Aufgabe erwies sich allerdings schwieriger als zunächst gedacht. Wir stießen
hauptsächlich auf Internet-Seiten, die entgeltliche Seminare anboten, was für
uns nicht von Interesse war. Leider gab es auch keine passenden Planspiele
in der Bibliotheksliteratur, weshalb wir uns mit zwei Varianten, die uns
Unternehmen zur Verfügung gestellt haben, auseinander setzten. Im
24 Vgl. Orth, Christian: Unternehmensplanspiele in der betriebswirtschaftlichen Aus- und Weiterbildung, S. 12f.25 Vgl. a.a.O., S. 28.

18
Anschluss werden wir die zwei Varianten gegenüberstellen und deren Vor-
und Nachteile erörtern.
2.3.1 Planspielkonzept von Helmut Schiffer26
Das Planspiel wurde im Jahre 1997 von Helmut Schiffer entwickelt, um die
Arbeitsweise einer Kanban-Steuerung einem größeren Kreis von
Interessenten im Detail näher zu bringen. Es ermöglicht, mehrere Kanban-
Kreisläufe zu simulieren, beispielsweise die Steuerung einer Fertigung und
die Versorgung einer Montagestraße. Dabei können die Auswirkungen von
im Kanban-Ablauf auftretenden Fehlern realitätsnah aufgezeigt werden.
Zudem lassen sich mögliche Konsequenzen von zu vielen bzw. zu wenigen
Kanban-Karten auf die Fertigung, das Lager und die Teileversorgung
verdeutlichen.
Der Grundgedanke des Planspiels besteht darin, zeitlich abhängige
Vorgänge (z.B. Fertigung und Verbrauch von Teilen) in Takten darzustellen,
die durch Farbtafeln visualisiert werden sollen. Jede Farbe steht für einen
bestimmten Vorgang. So wird der Verbrauch eines Teiles, das Einsammeln
von Kanban-Karten, die Fertigung von Nachschubteilen und der Transport
der Teile durch das Anzeigen der entsprechenden Farbe ausgelöst. Da diese
Vorgänge von unterschiedlichem Zeitaufwand sind, ist eine unterschiedliche
Anzahl von Takten (Farbtafeln) erforderlich.
26 Vgl. Fa. Wilisch & Sohn, Planspielkonzept Helmut Schiffer.
19
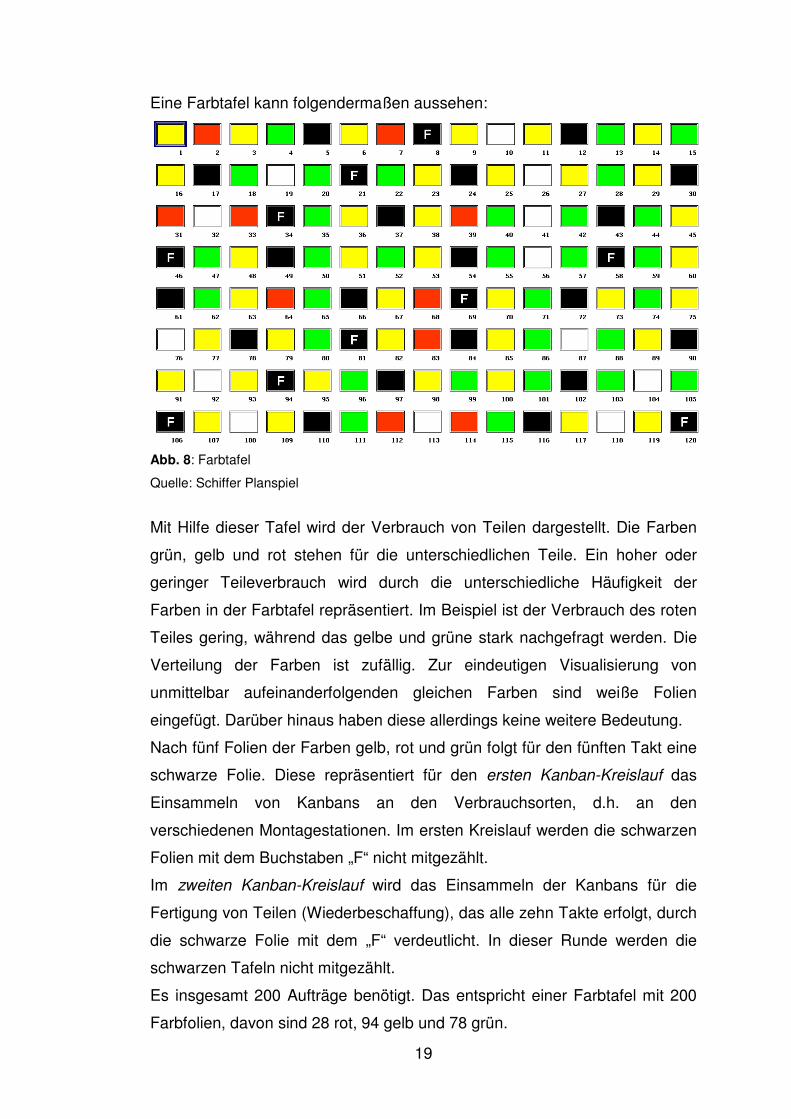
Eine Farbtafel kann folgendermaßen aussehen:
Abb. 8: Farbtafel
Quelle: Schiffer Planspiel
Mit Hilfe dieser Tafel wird der Verbrauch von Teilen dargestellt. Die Farben
grün, gelb und rot stehen für die unterschiedlichen Teile. Ein hoher oder
geringer Teileverbrauch wird durch die unterschiedliche Häufigkeit der
Farben in der Farbtafel repräsentiert. Im Beispiel ist der Verbrauch des roten
Teiles gering, während das gelbe und grüne stark nachgefragt werden. Die
Verteilung der Farben ist zufällig. Zur eindeutigen Visualisierung von
unmittelbar aufeinanderfolgenden gleichen Farben sind weiße Folien
eingefügt. Darüber hinaus haben diese allerdings keine weitere Bedeutung.
Nach fünf Folien der Farben gelb, rot und grün folgt für den fünften Takt eine
schwarze Folie. Diese repräsentiert für den ersten Kanban-Kreislauf das
Einsammeln von Kanbans an den Verbrauchsorten, d.h. an den
verschiedenen Montagestationen. Im ersten Kreislauf werden die schwarzen
Folien mit dem Buchstaben „F“ nicht mitgezählt.
Im zweiten Kanban-Kreislauf wird das Einsammeln der Kanbans für die
Fertigung von Teilen (Wiederbeschaffung), das alle zehn Takte erfolgt, durch
die schwarze Folie mit dem „F“ verdeutlicht. In dieser Runde werden die
schwarzen Tafeln nicht mitgezählt.
Es insgesamt 200 Aufträge benötigt. Das entspricht einer Farbtafel mit 200
Farbfolien, davon sind 28 rot, 94 gelb und 78 grün.

20
Für die zu fertigenden Teile werden rote, grüne und gelbe Duplo-Steine
verwendet:
Abb. 9: Bausteine
Quelle: Schiffer Planspiel
Für den ersten Kreislauf werden Kanban-Karten für die Montage benötigt,
sog. Montage-Kanbans:
Abb. 10: Montage-Kanbans
Quelle: Schiffer Planspiel
Jeder Teileart (rote, gelbe und grüne) werden entsprechende Montage-
Kanbans zugeordnet. Dabei entsprechen die Farben der Karten den Farben
der Teilen, die sie repräsentieren. Sie enthalten Informationen über die
Anzahl der Teile pro Behälter und die Verbauortadresse.
Im zweiten Kreislauf werden Kanban-Karten für die Fertigung, sog.
Fertigungs-Kanbans verwendet:
Abb. 11: Fertigungs Kanbans
Quelle: Schiffer Planspiel Hier gelten die selben Regeln wie bei den Montage-Kanbans.

21
Zusätzlich werden Behälter für die Aufnahme der roten, gelben und grünen
Teile benötigt:
Abb. 12: Behälter
Quelle: Schiffer Planspiel
Die Fertigung wird mit Hilfe einer Kanban-Tafel gesteuert:
Abb. 13: Kanban-Tafel
Quelle: Schiffer Planspiel
Um den Verbrauch der einzelnen Teile zu visualisieren, werden die
Fertigungs-Kanbans in die Tafel gesteckt. Sobald die Markierung für den
Meldebestand erreicht ist, wird die Fertigung des entsprechenden Teils
angestoßen.
Zur Lagerung der hergestellten Teile werden drei Behälter in den Farben rot,
gelb und grün bereitgestellt:
Abb. 14: Lagerung der Teile
Quelle: Schiffer Planspiel Aus diesem Lager werden die Bedarfe für die Montage erfüllt. Die Teile sind
nach dem FiFo-Prinzip zu entnehmen.

22
Folgende Grundausstattung wird bei Spielbeginn benötigt:
Anzahl Aufträge (entspricht der Anzahl Farbfolien der PowerPoint Farbtafel):
Rot: 28
Gelb: 94
Grün: 78
Lager: Plantafel:
Rot: 1 Behälter Rot: 1 Feld (-er) dann Montagebeginn
Gelb: 3 Behälter Gelb: 2
Grün: 2 Behälter Grün: 1
Verbauort:
Rot: 2 Behälter
Gelb: 3 Behälter
Grün: 2 Behälter
Spielanleitung
Der Ablauf des Planspiels wird durch die Farbtafel (als PowerPoint Datei)
gesteuert. Nach jedem Aufruf einer Farbe erfolgt die entsprechende Aktion.
Sobald eine Aktion abgeschlossen ist, wird die nächste Farbe eingeblendet.
Eine nicht unmittelbar am Spiel beteiligte Person sollte die folgerichtige
Einhaltung der Aktionen überwachen.
1. Kanban-Kreislauf
An drei verschiedenen Verbauorten werden rote, gelbe und grüne Teile
verbaut, wobei jeder Verbauort immer nur eine Teilefarbe (Teileart) verbaut.
Welches Teil verbaut wird, wird durch die aktuelle Farbe der Farbtafel
angezeigt.
Jedem gefüllten Behälter liegt eine Kanban-Karte bei, welche bei Anbruch
des Behälters aus dem Behälter entnommen und beiseitegelegt wird.
Bei jedem fünften Takt (schwarze Folie) werden, mit den möglicherweise
anstehenden Auslieferungen von Teilen, die beiseitegelegten Kanban-Karten
an den Verbrauchsorten eingesammelt. Weitere fünf Take später (schwarze
Folie) werden, entsprechend den eingesammelten Kanbans, die Teile aus

23
dem Lager entnommen. Wiederum fünf Takte (schwarze Folie) später,
werden diese Teile zu den Verbauorten geliefert.
2. Kanban-Kreislauf
Jeder Vollbehälter im Lager ist mit einer Fertigungs-Kanban versehen. Mit
jeder Entnahme eines Vollbehälters aus dem Lager wird diese Kanban
gegen eine Montage-Kanban ausgetauscht. Die aus dem Behälter
entnommene Karte wird im Lagerbereich eingesammelt und in die Kanban-
Tafel gesteckt, wenn die schwarze Folie mit dem Buchstaben „F“ erscheint.
Bei Erreichen des Meldebestandes wird spätestens mit der Produktion des
betreffenden Teiles begonnen.
Sobald die nächste schwarze Folie mit „F“ erscheint, wird das Lager wieder
mit den produzierten Teilen aufgefüllt und die im Lagerbereich
beiseitegelegten Kanbans wieder eingesammelt.
Die Fertigungszeiten (Takte) für die entsprechenden Teile sind den unten
stehenden Spielvorgaben zu entnehmen.
Die Taktsteuerung lässt auch detailliertere Abläufe zu, so können zum
Beispiel auch Transportzeiten berücksichtigt werden. Durch eine
weitergehende Detaillierung wird der Spielablauf aber unübersichtlich.
Spielvorgaben
• Lieferant fertigt rote, gelbe und grüne Teile
• Fertigungszeit für Teil: “Rot” 2 Teile/Takt
“Gelb” 3 Teile/Takt
“Grün” 2 Teile/Takt
• Durchlauflager für rote, gelbe und grüne Teile
• Bus-/ Sammelzyklus für die Fertigung bei jedem 10-ten Takt (schwarze
Folie mit „F“)
• je 1 Verbauort für rote, gelbe und grüne Teile
• Verbau von Teil „gelb“ zwei Teile/E.
• Verbau von Teil „rot“ und „grün“ ein Teil/E.
• Bus-/ Sammelzyklus für die Montage bei jedem 5-ten Takte(schwarze Folie)

24
Aus diesen Parametern lassen sich die notwendige Anzahl von Montage-
Kanbans, die Wiederbeschaffungszeit für Teile aus der Fertigung und der
Meldebestand (Behältermindestbestand, Bestellpunkt) im Lagerbereich für
den Anstoß der Fertigung fehlender Teile ermitteln.
Anzahl Aufträge:Rot: 26Gelb: 96Grün: 76Summe 198
für "Gelb" für "Grün"Einheiten/AT (E) 26 96 76Teile/Einheit (T) 1 2 1Buszyklus (Z) 5 5 5Arbeitszeit (AZ) =Betrachtungszeitraum 198 198 198Teile/Behälter (B) 2 4 3Sicherheit (V) 30% 0,3 0,3
Anzahl Kanban's 1,0 2,7 1,6
gewählt Anzahl Kanban's 2 3 2
Berechnung der notwendigen Anzahl von Kanban's
Parameter zur Berechnung für "Rot"
Die richtige Anzahl wird nach folgender Formel ermittelt:E*2Z*T AZ*B
Einheiten/AT= ETeile pro Einheit = T (Anzahl gleichartiger Teile, die an einem Produkt verbaut werden)Teile pro Behälter= B(Behälterfüllmenge)Toleranz= Vtägl. Arbeitszeit = AZBuszyklus= Z
*V
Parameter zur Berechnung für "Rot" für "Gelb" für "Grün"Fertigungstaktzeit/Teil 1,0 0,3 0,3Fertigungslosgröße (Einheiten/AT/3) 8,7 32,0 25,3Transporttaktzeit 1,0 1,0 1,0
Wiederbeschaffungszeit 9,7 10,6 8,6
Gerundete Wiederbeschaffungszeit 10,0 10,0 10,0
Berechnung der Wiederbeschaffungszeit aus der Teilefertigung

25
Parameter zur Berechnung für "Rot" für "Gelb" für "Grün"Einheiten/AT (E) 26 96 76Teile/Einheit (T) 1 2 1Wiederbeschaffungszeit (Anz. Takte) 10 10 10Arbeitszeit (AZ) =Betrachtungszeitraum 198 198 198Teile/Behälter (B) 2 4 3Sicherheit (V) 30% 30% 30%
Mindestbestand Behälter 1,0 2,7 1,6
Liefermenge in Behälter =2*Mindestbestand 2 6 4
Berechnung des Behältermindestbestandes (Bestellpunkt)
Die ermittelte Wiederbeschaffungszeit von 10 Takten ist bereits in die
Farbtafel, als schwarze Folie mit Kennzeichen „F“ berücksichtigt.
In den Kanban-Tafeln ist der ermittelte Mindestbestand entsprechend zu
markieren. Die Anzahl der Fertigungs-Kanbans entspricht der Liefermenge in
den Behältern.
2.3.2 Planspielkonzept zur Gegenüberstellung von Push und Pull
Kurzbeschreibung:
- Das Spiel simuliert einen Produktionsprozess
- Es gibt mehrere Spielrunden
- In den Runden werden für den gleichen Produktionsprozess
unterschiedliche Methoden der Fertigungssteuerung eingesetzt
Ziel des Spiels:
- Demonstration von Fertigungssteuerung nach dem
Push- und Pull-Prinzip
- Kritische Gegenüberstellung Push vs. Pull

26
Drei Prozessschritte:
Vormontage Lackierung Montage/Versand
Die Bearbeitungsschritte sind stark vereinfacht.
Beispiel: Die Bearbeitungszeit in der Lackierung wird durch Umpacken der
Einzelteile in einen anderen Behälter simuliert.
Produkt:
Das Produkt wird montiert aus zwei großen und zwei kleinen Duplo-Steinen.
Drei Varianten: rote, blaue oder grüne Duplo-Steine
Ablauf:
- drei Mitarbeiter für die Produktion
- ein Spielleiter zur Zeit- und Ablaufkontrolle
- vier Spielrunden
- pro Spielrunde werden 24 Produkte nachgefragt
- Kundenbedarf: je acht rote, grüne und blaue Produkte
- Jede Spielrunde dauert 144 Sekunden
- Es werden Kenndaten gemessen: Bestände, DLZ und Output
Zwischen den Spielrunden erfolgt eine kurze Bewertung und
Analyse.
- Prozess- und Arbeitsplatzverbesserungen sind zwischen den
Runden zugelassen und erwünscht
- Die Losreihenfolge kann geändert werden, aber die
Unterbrechung eines Loses ist nicht zulässig
(Stichwort: Rüstzeit). Die Losgrößen sind durch die
Produktionspläne festgelegt

27
Auswertungstabelle:
Runde Output Vormontage-Lack Lack-Montage
Plan Ist
DLZ
Beginn Ende Beginn Ende
1
2
3
4
Zusatzrunde
Fazit:
- Kanban ist eine Steuerungsmethode für die Umsetzung des
Pull-Prinzips
- Pull/Kanban-Steuerung ermöglicht ruhigen Materialfluss
- DLZ für „Eilaufträge“ ist sehr klein mit Pull/Kanban
- Geringer Koordinationsaufwand auf Shopfloor-Ebene
- Die Bestände sind sehr gering mit Kanban
- Auch ein hocheffizientes Push-System kann bei den DLZ nicht
mit der Kanban-Steuerung konkurrieren
- Um von Kanban zu profitieren, müssen bestimmte
Voraussetzungen geschaffen werden:
o Hohe Anlagenverfügbarkeit
o Schnellrüsten
o Elimination von starken Schwankungen aus dem
Abrufverhalten der Kunden
o Abtaktung der Linien
o Qualifikation der Mitarbeiter
- Kanban ist vor allem für Serienfertigung mit einem homogenen
Variantenspektrum geeignet

28
2.3.3 Entscheidung für Planspiel zur Gegenüberstellung von Push und
Pull
Wir haben uns für dieses Konzept aus folgenden Gründen entschieden:
• da dieses Planspiel aus drei Produktionsschritten besteht, konnten wir
es leicht an die Wilisch-Welt anpassen
• das Pull-Prinzip wird dem Push-Prinzip gegenübergestellt
• die Darstellung des Push- und Pull-Prinzips ist mit diesem Spiel für die
Teilnehmer leicht verständlich und einfach zu vermitteln
• es wird nicht nur der Ablauf der Kanban-Steuerung verdeutlicht (wie
das im Planspiel von Helmut Schiffer der Fall ist), sondern auch die
Vorteile von Kanban herausgestellt
• der Zeitrahmen, der für die Durchführung des Planspiels von der
Firma Wilisch & Sohn vorgegeben wurde, kann hiermit optimal
eingehalten werden
• der Materialaufwand ist im Vergleich zu anderen Planspielen relativ
gering
2.4 Vorbereitung und Ablauf des Seminars
2.4.1 Vorbereitung
An den/die Spielleiter werden bei einem Planspiels hohe fachliche und
didaktische Anforderungen gestellt. Zunächst muss er sich mit den
Einzelheiten des Modells vertraut machen, was u.a. genaue Kenntnisse über
betriebswirtschaftliche Inhalte sowie Wirkungen der zu treffenden
Entscheidungen beinhaltet. Zusätzlich müssen dem Leiter die didaktischen
Anforderungen bekannt sein. Dabei handelt es sich um die Einführung in das
Modell, die Betreuung während des Spiels sowie die Nachbearbeitung zum
Abschluss. Bevor das Planspiel zum ersten Mal in der Praxis eingesetzt wird,
sollten einige Proberunden gespielt werden, um Besonderheiten und evtl.
auftretende Probleme zu erkennen und somit einen glatten Ablauf der
Schulung gewährleisten zu können. Weiterhin ist es wichtig,

29
Planspielunterlagen für die Teilnehmer zu erstellen und benötigte Materialien
zu besorgen. Nicht zu vergessen ist, dass man geeignete Räumlichkeiten
auswählt und sicherstellt, dass sie für die Dauer des Planspiels zu Verfügung
stehen.27
Nachdem wir uns für das Planspiel entschieden haben, mussten wir einige
Vorbereitungen treffen. Zunächst haben wir den Materialbedarf ermittelt, der
für die Durchführung des Planspiels notwenig ist. Das Ergebnis unserer
Arbeit war, dass wir für den ersten Testlauf folgende Materialien benötigen:
• 210 Lego-Bausteine
• diverse Schäferkisten und Metallboxen, welche wir mit Schuhkartons
der Fa. Deichmann im Brückencenter ersetzt haben
• Kanban-Karten
• Stoppuhr
• Flipchart für Auswertungstabelle
Abb.15: Schäferboxen für die Produktion in der ersten Testrunde
27 Vgl. Orth, Christian: Unternehmensplanspiele in der betriebswirtschaftlichen Aus- und Weiterbildung, S. 29 f.

30
Abb. 16: Spielphase Test
Abb. 17: Auswertungstabelle Test
Nachdem unser Team einen Testlauf in der Fachhochschule Ansbach
durchgeführt hat, haben wir das ausgewählte Planspiel der Firma Wilisch &
Sohn vorgestellt. Bei diesem Treffen haben wir das Planspiel angepasst, in
dem wir z.B. Schuhkartons durch Behälter der Firma und den Arbeitsplatz
„Vormontage“ durch „Spritzguss“ ersetzt haben, was auf den folgenden
Bildern zu sehen ist:
Abb. 18: Test des Planspiels bei der Wilisch & Sohn GmbH
31
Abb. 19: Test des Planspiels bei der Wilisch & Sohn GmbH
Anschließend haben wir geeignete Schäferkisten und Lego-Bausteine
bestellt sowie für die drei Bereiche Spritzguss, Lackierung und
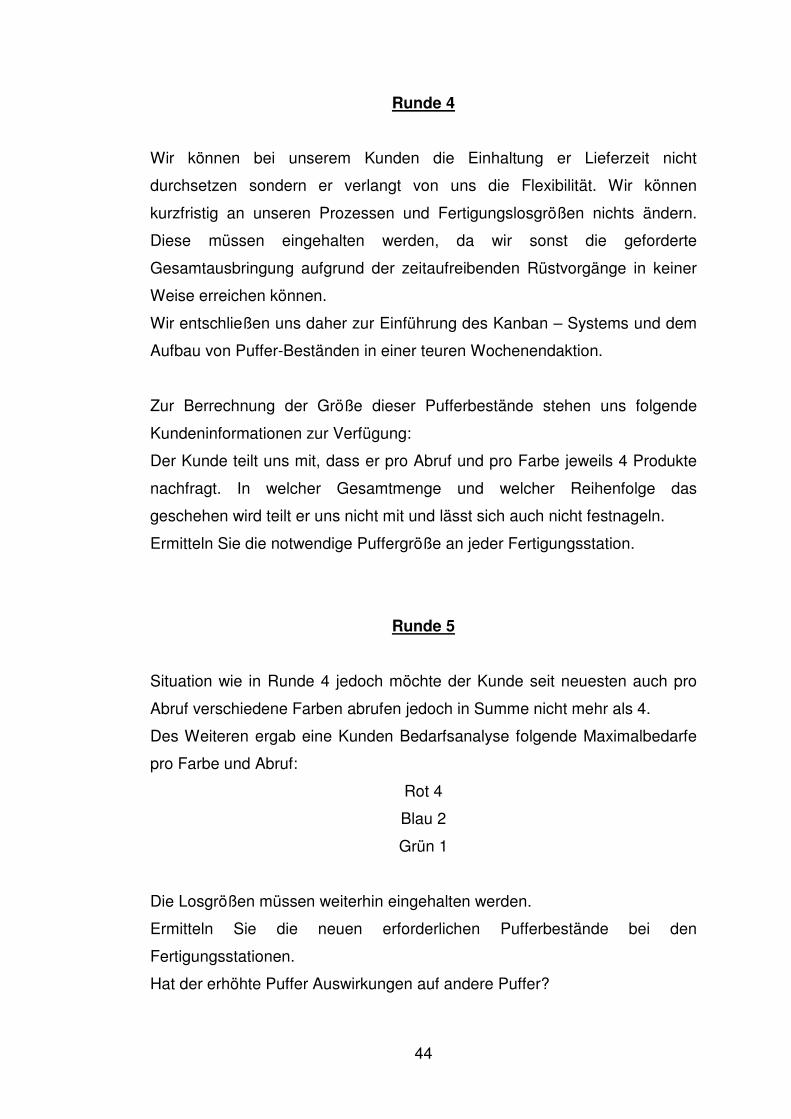
Endmontage/Versand Kanban-Karten entworfen.
Abb. 20: Kanban-Karten für die Produktion

32
2.4.2 Ablauf des Planspiels
Sind die Voraussetzungen geschaffen kann mit der Umsetzung begonnen
werden. Hier ist zu beachten, dass sich ein Planspiel in folgende Phasen
gliedert: die Einführungsphase, die Spielphase und die Auswertungsphase.
2.4.2.1 Die Einführungsphase
Zunächst müssen die Teilnehmer über die Bedeutung und die
Funktionsweise eines Planspiels sowie den genauen Ablauf informiert
werden. Im Anschluss daran wird das Planspiel vom Spielleiter vorgestellt.
Dabei wird u.a. erläutert wie das Planspiel aufgebaut ist und welche
Spielregeln berücksichtigt werden müssen. Daraufhin wird die Ausgangslage
des Unternehmens sowie die Zielsetzung, also die Veränderungen, welche
erzielt werden sollen, vorgestellt. Zur Unterstützung erhalten die Teilnehmer
Unterlagen, in denen wesentliche Informationen festgehalten werden.
Zum Abschluss werden die Teilnehmer in Gruppen bzw. Aufgabengebiete
eingeteilt. Die Anzahl der Teilnehmer hängt dabei nicht zuletzt von den
Eigenschaften des Planspiels, also Komplexität, Anzahl der
Funktionsbereiche, usw. ab.28
Zur Einführung der Mitarbeiter in das Planspiel wurde jeder Arbeitsplatz mit
einer genauen Arbeitsanweisung ausgestattet. Diese sehen für jeden Bereich
sowohl für das Push- als auch für das Pull-Prinzip wie folgt aus:
a) Arbeitsanweisung Spritzguss Push-Prinzip:
Arbeitsmaterialien:
- je eine große Schäferkiste pro Farbe und Größe gefüllt mit je 70
Bausteinen
- 18 Metallboxen
28 Vgl. Orth, Christian: Unternehmensplanspiele in der betriebswirtschaftlichen Aus- und Weiterbildung, S. 30 f.

33
Tätigkeitsbeschreibung:
- Verpacken der Lego-Bausteine in Metallboxen à 8 Stück, sortenrein
nach Farbe und Größe
- sobald zwei Metallboxen (eine mit großen Steinen, eine mit kleinen
Steinen pro Farbe) gefüllt sind, werden diese an die Lackierung
weitergegeben
Abb. 21: Metallboxen im Bereich Spritzguss
b) Arbeitsanweisung Lackierung Push-Prinzip:
Arbeitsmaterialien:
- 24 Metallboxen
Tätigkeitsbeschreibung:
- Umpacken der Bausteine aus den Metallboxen des Spritzgusses in
die Metallboxen der Lackierung
- Ordentliche Aufteilung der 8 Bausteine auf jeweils 2 Metallboxen à
4 Stück
- Sobald vier Metallboxen (zwei mit großen Steinen, zwei mit kleinen
Steinen pro Farbe) gefüllt sind, werden diese an die Endmontage
weitergegeben

34
Abb. 22: Metallboxen im Bereich Lackierung
c) Arbeitsanweisung Endmontage Push-Prinzip:
Arbeitsmaterialien:
- eine große Schäferkiste pro Farbe
Tätigkeitsbeschreibung:
- Montieren und Verpacken der Endprodukte
Abb. 23: Endprodukt
- Produkte werden in gleichfarbige Schäferkisten à 4 Stück verpackt
und in die dazugehörigen Schäferkisten gelegt

35
Unterschiede zum Push-Prinzip:
- Im Bereich Spritzguss wird ein Puffer von je 8 Bausteinen pro Farbe
und Größe in Metallboxen bereitgestellt
- In der Lackierung wird ein Puffer von je zweimal 4 Bausteinen pro
Farbe und Größe in Metallboxen bereitgestellt
- in der Endmontage werden jeweils 4 Endprodukte pro Farbe (Runde
3) in Schäferboxen bereitgestellt
- in der Endmontage werden je nach Bedarf Endprodukte pro Farbe
(Runde 4) in Schäferboxen bereitgestellt
- Kundenaufträge werden direkt aus dem Puffer in der Endmontage
bedient
- Jedem vollen Behälter wird eine Kanban-Karte zugeordnet
- Bei Entnahmen aus einem Behälter wird die Kanban-Karte an die
vorhergehende Station weitergereicht
- Die vorhergehende Station produziert nur das, was ihr durch die
Kanban-Karte signalisiert wird
- Die aufgefüllten Behälter werden jeweils zusammen mit der Kanban-
Karte an die nächste Station weitergereicht
- Alle 24 Sekunden wird ein neuer Auftrag in die Montage gegeben
d) Arbeitsanweisung Spritzguss Pull-Prinzip:
Arbeitsmaterialien:
- je eine große Schäferkiste pro Farbe und Größe gefüllt mit je 70
Bausteinen
- 18 Metallboxen, davon sind 6 Metallboxen mit 8 Bausteinen (je 2 pro
Farbe und Größe) gefüllt (Puffer)

36
Tätigkeitsbeschreibung:
- Wenn Kanban-Karte eingeht, Verpacken der Lego-Bausteine in
Metallboxen à 8 Stück, sortenrein nach Farbe und Größe
- sobald zwei Metallboxen (eine mit großen Steinen, eine mit kleinen
Steinen pro Farbe) gefüllt sind, werden diese für die Lackierung als
Puffer bereitgestellt
Abb. 24: Metallboxen in der Pull-Runde im Bereich Spritzguss

37
e) Arbeitsanweisung Lackierung Pull-Prinzip:
Arbeitsmaterialien:
- 24 Metallboxen, davon sind 12 Metallboxen mit 4 Bausteinen pro
Farbe und Größe gefüllt (Puffer)
Tätigkeitsbeschreibung:
- Wenn Kanban-Karte eingeht, Umpacken der Bausteine aus den
Metallboxen des Spritzgusses in die Metallboxen der Lackierung
- Ordentliche Aufteilung der 8 Bausteine auf jeweils 2 Metallboxen à
4 Stück
- Sobald vier Metallboxen (zwei mit großen Steinen, zwei mit kleinen
Steinen pro Farbe) gefüllt sind, werden diese für die Endmontage als
Puffer bereitgestellt
Abb. 25: Metallboxen in der Pull-Runde im Bereich Lackierung

38
f) Arbeitsanweisung Endmontage Pull-Prinzip:
Arbeitsmaterialien:
- eine große Schäferkiste pro Farbe, davon 4 Endprodukte als Puffer
bei fixen Auftragsgrößen (es werden immer 4 Endprodukte pro Farbe
bestellt)
- bei variablen Auftragsgrößen ist der Puffer abhängig von dem
Kundenbedarf (z. B. 8 rote, 5 grüne, 3 blaue Endprodukte als Puffer)
Tätigkeitsbeschreibung:
- Montieren und Verpacken der Endprodukte, wenn Kanban-Karte
eingeht
Abb. 26: Kanban.Karte und Endprodukt in der Pull-Runde
- Produkte werden in gleichfarbige Schäferkisten verpackt und in die
dazugehörigen Schäferkisten gelegt
Allgemeiner Ablauf des Planspiels:
- 3 Mitarbeiter für die Produktion
- 1 Spielleiter für Zeit- und Ablaufkontrolle
- 4 Spielrunden
1. Runde Test
2. Runde Push-Prinzip
3. Runde Pull-Prinzip mit fixen Auftragsgrößen

39
4. Runde Pull-Prinzip mit variablen Auftragsgrößen
- Kundenbedarf bei fixen Auftragsgrößen: je 8 grüne/rote/blaue
Produkte
- jede Spielrunde dauert 144 Sekunden
- es werden Kennzahlen gemessen: Bestände, Durchlaufzeit (DLZ) und
Output
- zwischen den Spielrunden erfolgt eine kurze Bewertung und Analyse
Materialbedarf:
- 70 Lego-Bausteine klein blau
- 70 Lego-Bausteine klein rot
- 70 Lego-Bausteine klein grün
- 70 Lego-Bausteine groß blau
- 70 Lego-Bausteine groß rot
- 70 Lego-Bausteine groß grün
- jeweils 3 rote, blaue, grüne große Schäferkisten
- jeweils 6 rote, blaue, grüne kleine Schäferkisten
- 42 kleine Metallboxen
- 24 Kanban-Karten für Endmontage
- 12 Kanban-Karten für Lackierung
- 6 Kanban-Karten für Spritzguss
- 5 Kartenhalter
- 1 x Stoppuhr
- 1 x Auswertungstabelle
Einflussgrößen Supermarkt Endmontage:
- durchschnittlicher Kunden-/Periodenbedarf PB
(z.B. 10 Teile pro Tag)
- Wiederbeschaffungszeit WBZ (z.B. 3 Tage)
- Sicherheitsbestand SB (z.B. 3 Tage)
- Behälterinhalt BI (z.B. 3 Tage)

40
Bestand Supermarkt = WBZ * PB + SB
WBZ = Informationszeit+Produktionszeit+Transportzeit (zum SM)
Produktionszeit = 1 + Ausschussrate + (Taktzeit * PB)
Entscheidung welches Erzeugnis jeden Tag produziert wird und
welches nur jeden zweiten oder dritten Tag:
Hilfsmittel: ABC-Analyse
Beispiel:
PB in Stk./Tag ABC-Anlayse
Rot 5 B
Grün 3 C
Blau 15 A � Renner-Typ
Produktion erfolgt
täglich, um Lagerkosten
zu senken
Bei stark schwankendem Kundenbedarf:
- Kanban-Karten sammeln (z.B. 10 Stk.), dann erst Produktion
Grund: „um Ruhe in die Fertigung reinzubringen“
� Produktionsnivellierung oder - glättung

41
2.4.2.2 Die Spielphase
Hauptteil des Planspiels ist die sog. Spielphase. Zuerst sollten die
Teilnehmer die Ausgangslage des Unternehmens analysieren. Daraufhin
werden die Ziele des Planspiels ermittelt welche die Grundlage für die
Spielrunden bilden. Eine Spielrunde kann dabei verschiedene Zeiträume
(z.B. Stunde, Monat, Quartal, Jahr, etc.) darstellen. Grundsätzlich sollte auch
festgelegt werden wie viele Perioden durchgespielt werden sollen. Dabei ist
es sinnvoll eine Mindestperiodenzahl einzuhalten, um langfristige Wirkungen
der getroffenen Entscheidungen zu verdeutlichen.29
Zur Einführung der Mitarbeiter haben wir für jede Spielrunde eine
Arbeitsanleitung und Situationsbeschreibung bereitgestellt:
Ausgangssituation
Allgemeine Information:
Unser Produktionsprozess besteht aus drei Schritten: Spritzen, Montieren
und Lackieren.
Für jeden Prozess muss die Vorgabezeit von 24 Sekunden eingehalten
werden.
Die verfügbare Arbeitszeit pro Spielrunde beträgt 2 Minuten 30 Sekunden.
Für die einzelnen Prozessschritte gelten folgende Losgrößen die
zusammenhängend produziert werden müssen:
Spritzen: je 8 große und 8 kleine Legosteine pro Farbe
Lackieren: Umschichtung der Legosteine in Metallbehälter zu je 4 Steinen
Montage: Fertigung von 4 Fertigteilen pro Farbe
Der Kundenbedarf beträgt 4 Produkte pro 24 Sekunden.
29 Vgl. Orth, Christian: Unternehmensplanspiele in der betriebswirtschaftlichen Aus- und Weiterbildung, S. 31 ff.

42
Runde 1 – Test
Produzieren Sie 4 grüne und 4 blaue Teile als Test und halten Sie dabei die
vorgegebenen Losgrößen ein.
Abb. 27: Schulung der Wilisch Mitarbeiter: Testrunde
Runde 2
Der Kunde meldet folgenden Bedarf in folgender Reihenfolge:
1. 4 blaue Fertigteile
2. 4 rote Fertigteile
3. 4 blaue Fertigteile
4. 4 grüne Fertigteile
5. 4 rote Fertigteile
6. 4 blaue Fertigteile

43
Aufgrund unserer Lieferzeit haben Sie einmalig am Anfang 1 Minute Zeit
bevor der erste Kundenauftrag eingeht. Ab da ruft der Kunde gemäß seinem
Plan alle 24 Sekunden ab.
Abb. 28: Schulung der Wilisch Mitarbeiter: Push-Runde
Runde 3
Gleiche Situation wie Runde 2.
Es erfolgt eine Änderung im Spielablauf. Die Zeit wird angehalten und die
Änderung der Kundenwünsche angezeigt.
44
Runde 4
Wir können bei unserem Kunden die Einhaltung er Lieferzeit nicht
durchsetzen sondern er verlangt von uns die Flexibilität. Wir können
kurzfristig an unseren Prozessen und Fertigungslosgrößen nichts ändern.
Diese müssen eingehalten werden, da wir sonst die geforderte
Gesamtausbringung aufgrund der zeitaufreibenden Rüstvorgänge in keiner
Weise erreichen können.
Wir entschließen uns daher zur Einführung des Kanban – Systems und dem
Aufbau von Puffer-Beständen in einer teuren Wochenendaktion.
Zur Berrechnung der Größe dieser Pufferbestände stehen uns folgende
Kundeninformationen zur Verfügung:
Der Kunde teilt uns mit, dass er pro Abruf und pro Farbe jeweils 4 Produkte
nachfragt. In welcher Gesamtmenge und welcher Reihenfolge das
geschehen wird teilt er uns nicht mit und lässt sich auch nicht festnageln.
Ermitteln Sie die notwendige Puffergröße an jeder Fertigungsstation.
Runde 5
Situation wie in Runde 4 jedoch möchte der Kunde seit neuesten auch pro
Abruf verschiedene Farben abrufen jedoch in Summe nicht mehr als 4.
Des Weiteren ergab eine Kunden Bedarfsanalyse folgende Maximalbedarfe
pro Farbe und Abruf:
Rot 4
Blau 2
Grün 1
Die Losgrößen müssen weiterhin eingehalten werden.
Ermitteln Sie die neuen erforderlichen Pufferbestände bei den
Fertigungsstationen.
Hat der erhöhte Puffer Auswirkungen auf andere Puffer?

45
2.4.2.3 Die Auswertungsphase
Im Anschluss an die Spielphase folgt die Auswertungsphase. Für diese
Phase gibt es verschiedene Varianten wie z.B. das Abhalten einer fiktiven
Hauptversammlung. Wir haben uns dazu entschieden zunächst die
verfolgten Ziele und Strategien zu skizzieren und diese mit
betriebswirtschaftlichen Kennzahlen zu unterlegen. Gemeinsam mit den
Teilnehmern können erfolgreiche und weniger erfolgreiche Strategien
erläutert werden sowie über den Lernerfolg diskutiert werden. Wichtig ist
dabei, dass der Spielleiter verdeutlicht, dass die erworbenen Kenntnisse und
Fähigkeiten für spätere reale Situationen von Bedeutung sind.30
3. Resümee
Abschließend bleibt zu sagen, dass Planspiele ein geeignetes Hilfsmittel zur
Darstellung des Pull-Prinzip gegenüber dem Push-Prinzip sind. Aufgrund der
einfachen Vorgehensweise eines Planspiels ist es möglich, die Mitarbeiter in
kurzer Zeit zu schulen und die Vorteile der Pull-Steuerung aufzuzeigen. Das
Planspiel ist mit relativ geringem Kosten- und Materialaufwand
durchzuführen, allerdings darf der zeitliche Aspekt für die
Vorbereitungsphase nicht unterschätzt werden. Sehr zeitaufwendig ist die
Recherche nach einem geeigneten Planspiel und die anschließende
Adaption an die jeweilige Unternehmenssituation.
Eine weitere Funktion dieser Schulung ist die Überzeugung der Mitarbeiter
von Kanban. Jedoch stellt es sich in der Theorie wesentlich einfacher dar als
in der Praxis. Mitarbeiter haben häufig Angst vor Veränderungen und sind
oftmals abgeneigt, etwas Neues anzunehmen. Dies konnten wir auch bei den
Mitarbeitern der Fa. Wilisch & Sohn feststellen. Zu Beginn hatten die
Teilnehmer der Schulung eine sehr ablehnende Haltung gegenüber dem
Pull-Prinzip. Ein Grund dafür könnte sein, dass im Lager teilweise Kanban
schon eingeführt wurde und dies anfangs mit Problemen verbunden war.
30 Vgl. Orth, Christian: Unternehmensplanspiele in der betriebswirtschaftlichen Aus- und Weiterbildung, S. 35.

46
In der Schulung hatte es unser Team schwer, den Mitarbeitern die Kanban-
Vorteile näher zu bringen. Nach zahlreichen Diskussionen zwischen und
während den Spielrunden, konnten die Mitarbeiter letztendlich davon
überzeugt werden, dass Kanban positive Auswirkungen auf den
Produktionsablauf haben kann.

47
Literaturverzeichnis
Bichler, Klaus/ Schröter, Norbert: Praxisorientierte Logistik, 2. Aufl., Kohlhammer, Stuttgart 2000
Fa. Wilisch & Sohn, Planspielkonzept Helmut Schiffer
Gudehus, Timm: Logistik: Grundlagen, Strategien, Anwendungen, Springer-Verlag Berlin Heidelberg New York, 1999
Orth, Christian: Unternehmensplanspiele in der betriebswirtschaftlichen Aus- und Weiterbildung, Reihe: Personalmanagement, Band 18, Hrsg: Prof. Dr. Fred G. Becker und Prof. Dr. Jürgen Berthel, Josef Eul Verlag, Lohmar, Köln, 1999, S. 5f.
Weber, Rainer: Zeitgemäße Materialwirtschaft mit Lagerhaltung, Expert Verlag, 2003
Weber, Rainer.: Kanban-Einführung, Expert Verlag, Renningen, 2004

48
Verzeichnis der Internet-Quellen
http://www.it-infothek.de/osz/bwl1.html [25.11.2006]
http://www.cnc-kuester.de/de/leistungen/kanban_produktion.php [25.11.2006]
http://www.logistik-inside.de/sixcms/detail.php?id=73367 [25.11.2006]
http://de.wikipedia.org/wiki/Kanban [23.11.2006]
http://www-iip..wiwi.uni-karlsruhe.de/forschung/technik_html/lehre/ip1/folien_kanban.pdf [25.11.2006]
http://www.kpc-engineering.de/de/g/kanban-system.htm [26.11.2006]
http://www.ebz-beratungszentrum.de/pps_seiten/KANBAN/KANBAN.htm [26.11.2006]
http://www.wi.uni-muenster.de/imperia/md/content/wi-information_systems/lehrveranstaltungen/lehrveranstaltungen/pps/ss2005/pps_vorlesung_sose_2005_vl08.pdf [11.12.2006]
http://www.logistik-inside.de/sixcms/detail.php?id=73367 [23.11.2006]
http://de.wikipedia.org/wiki/Kanban#Nachteile_und_Probleme [04.12.06]
http://www-iip.wiwi.uni-karlsruhe.de/forschung/technik_html/lehre/ip1/folien-kanban.pdf [04.12.06]
http://www.wilisch.com/deutsch/inhalt/unternehmen/historie.htm [03.12.06]
http://www.wilisch.com/deutsch/inhalt/unternehmen/ueberuns.htm [03.12.06]
http://www.wilisch.com/deutsch/inhalt/leistungen/konstruktion.htm [03.12.06]
http://de.wikipedia.org/wiki/Planspiel [04.12.06]
http://www.is.uni-osnabrueck.de/SeminarBachelorArbeit2004/Vladmimir.pdf [12.12.06]

49
Ehrenwörtliche Erklärung
Wir versicheren, dass wir die Arbeit selbstständig angefertigt, nicht
anderweitig für Prüfungszwecke vorgelegt, alle benützten Quellen und
Hilfsmittel angegeben sowie wörtliche und sinngemäße Zitate
gekennzeichnet haben.
------------------------------------- -------------------------------------------------
Ort, Datum -------------------------------------------------
-------------------------------------------------
-------------------------------------------------
-------------------------------------------------
Unterschriften

50
Anlagen
Arbeitsanweisungen in ungarischer Sprache für das Werk 3
der Wilisch&Sohn GmbH in Sümeg (Ungarn)
a) Munkahely leírás; fecskendezéses öntvény a Push elv szerint:
Munka eszközök:
- Egy-egy nagy doboz, a 70 Lego elemmel feltöltve külön szinenként
és méretenként
- 18 Metál doboz
Munkafolyamat ismertetése:
- A Lego elemeket 8-asával a metáldobozokba rakni, színenként és
méretenként szortírozva
- Amint két metáldoboz megtelt (egy nagy méretü és egy kis méretü
elemkböl, de azonos színböl), akkor lehet továbbküldeni a kész
dobozokat a lakozáshoz.

51
b) Munkahely leírás; lakkozás a Push elv szerint:
Munkaeszközök:
- 24 Metáldoboz
Munkafolyamat ismertetése:
- az épitö elemek kipakolása a fecskendezéses öntvény metál
dobozaiból és áthelyezése a lakozás metál dobozaiba
- a 8 lego elem rendezett fölosztása(elhelyezése) két metálboxba
(4-4)
- miután négy metál doboz kész( 2 kicsi elemekböl, kettö nagy
elemekböl szinenként), tovább kell adni a végsö összeszereléshez.

52
c) Munkahely leírás; végsö összeszerelés a Push elv szerint:
Munkaeszközök:
- Egy nagy doboz szinenként
Munkafolyamat ismertetése:
- Összeszerelése és csomagolása a végterméknek
- a termékek az azonos színü dobozokban lesznek négyesével
becsomagolva, és az ahoz tartozó dobozokba helyezve

53
Eltérések a Push-elvhez képest
- A fecskendezéses öntvény területére puffereket helyezünk el,
amelyekbe szinenként és méretenként 8 építö elemet rakunk.
- A lakkozásnál egy pufferba 4 elemet rakunk színenként és
méretenként egy metáldobozba elökészítve
- A végsö összeszerelésnél a 4 végtermék legyen színenenként
(3.kör) a dobozokban legyenek behelyezve.
- A végsö összeszerelésnél az igény szerint, a végtermékek
színenenként (4.kör) a dobozokban legyenek behelyezve.
- A megbízások a végsö összeszerelés puferéböl lesznek
kiszolgálva.
- mindegyik teli doboz egy Kanban kártyával lesz ellátva.
- ha a dobozokban hiány van, akkor a Kanban kártyát az elözö
állomaáshoz kell átadni.
- ez az állomás, cask azt termeli, ami a Kanban kártyán rajta van.
- a feltöltött dobozok a Kanban ártyával együtt a következö
állomáshoz lesznek küldve.
- minden 24-ik másodpercben ujabb megbízások fognak érkezni az
összeszereléshez.

54
d) Munkahely leírás; fecskendezéses öntvény a Pull elv szerint:
Munka eszközök:
- Egy-egy nagy doboz, a 70 Lego elemmel feltöltve külön szinenként
és méretenként
- 18 Metál doboz, amiböl 6 metál doboz 8 lego elemmel (szinenként
és méretenként 2-2) van feltöltve (Puffer).
Munka leírás:
- Ha egy Kanban kártya beérkezik, a lego elemek 8-asával
pakolása, rendezetten szinenként és méretenként.
- amint 2 metálbox kész( egy nagy és egy kicsi elemekkel), úgy a
lakkozás számára lesznek pufferként odakészítve.

55
e) Munkahely leírás; lakkozás a Pull elv szerint:
Munkaeszközök:
- 24 Metáldoboz, amelyböl 12 metáldobozban 4-4 építö elem van
szin enként és méretenként elkészítve (puffer).
Munkafolyamat ismertetése:
- miután a Kanban kártya beérkezett, az épitö elemek kipakolása a
fecskendezéses öntvény metál dobozaiból és áthelyezése a
lakozás metál dobozaiba
- a 8 lego elem rendezett fölosztása(elhelyezése) két metálboxba
(4-4)
- miután négy metál doboz kész( 2 kicsi elemekböl, kettö nagy
elemekböl szinenként), tovább kell adni a végsö összeszereléshez,
ahol pufferként áll majd készenlétben.

56
f) Munkahely leírás; végsö összeszerelés a Push elv szerint:
Munkaeszközök:
- Egy nagy doboz szinenként, ebböl 4 végtermék pufferként szolgál
a fix megrendelésekhez(4 végtermék szinenként)
- a változó megrendeléseknél a puffer nagysága függ a vásárlói
igénytöl.
(pl.: 8 piros, 5 zöld, 3 kék végtermék a Pufferba)
Munkafolyamat ismertetése:
- Összeszerelése és csomagolása a végterméknek, ha a Kanban-
kártya beérkezik.
- a termékek az azonos színü dobozokban lesznek négyesével
becsomagolva, és az ahoz tartozó dobozokba helyezve

57
Játék általános menete:
- 3 dolgozó a termelésre
- 1 játékvezetı az idı és a játék és a menet ellenırzésére
- 4 játék menet
o 1. tesztkör
o 2. push elv szerint
o 3. pull elv szerint fix megbízásokkal
o 4. pull elv szerint változó megbízásokkal
- vevö igény fix megbízásokkal: 8 piros 8kék 8zöld termék
- minden játék 144 másodpercig tart
- egyébb dolgok mérve lesznek, mint : leltár, átfutási idö, kimenö
teljesítmény
- a játékkörök között egy rövid kiértékelés és analizálás kerül sorra
Anyag szükséglet:
- 70 kicsi kék LEGO elem
- 70 kicsi piros LEGO elem
- 70 kicsi zöld LEGO elem
- 70 nagy kék LEGO elem
- 70 nagy piros LEGO elem
- 70 nagy zöld LEGO elem
- 3 kék 3 piros 3 zöld nagy doboz
- 6 kék 6 piros 6 zöld kis doboz
- 42 kicsi metál doboz
- 24 Kanban kártya a végsö szereléshez
- 12 Kanban kártya a lakkozáshoz
- 6 Kanban kártya a fecskendezéses öntvényhez
- 5 Kártyatartó
- 1 Stopper óra
- 1 kiértékelö tábla

58
A befolyás nagysága a végsö összeszerelésnél a Supermarktban:
- átlagos vevök-/periodusszerü igény PB
(pl.: 10 darab naponta):
- ujrabeszerzési idö WBZ (pl.: 3 nap)
- Biztonsági készlet SB (pl.: 3 nap)
- Doboz tartalma BI (pl.: 3 nap)
WBZ = információ idö + termelési idö + szálítási idö
Termelési idö= 1 + selejt ráta+ (taktus idö * PB)
Annak elhatározása, hogy melyik termék lesz naponta termelve és
melyik csak kétnaponta vagy három naponta.
Segédlet: ABC-Analízis
Példa:
PB in Stk./Tag ABC-Analízis
Piros 5 B
Zöld 3 C
Kék 15 A � Leggyakoribb termék
Termelése naponta,
hogy a
raktárköltségeket
csökkentsük
A supermarket raktárkészlete = WBZ * PB +SB

59
Erösen ingadozó vásárlói igénynél:
- Kanban kártyákat gyüjteni (pl.: 10db), és csak akkor termelni
Ok: „hogy nyugodtan legyen a gyártásba beleépíve”
�Termelés nivellálás - kisimítás

60
Kiinduló helyzet
Àltalános információk:
A termelési folyamat három lépésböl áll: fröccsöntés, össze szerelés és
lakkozás.
Minden folyamatnál a 24 másodperces norma idöt betartani.
A rendelkezésre álló munkaidö játékkörönként 2 perc 30 másodperc.
Az egyes lépéseknél a következö egység nagyságokat kell termelni:
Fröccsöntés: 8 nagy és 8 kicsi lego elem szinenként
Lakkozás: A lego elemek átrendezése a metzál dobozokba 4 esével
Összeszerelés: 4 Késztermék elkészítése szinenként
A vásárlói igény 4 késztermék 24 másodpercenként.
Elsö kör - Test
Termeljen 4 zöld és 4 kék terméket és közben tartsa be az elöírt
földolgozandó egység nagyságokat.
61
Második kör
A Vásárló a következö igényeket jelenti le a következö sorendben:
1. 4 kék készterméket
2. 4 piros készterméket
3. 4 kék készterméket
4. 4 zöld készterméket
5. 4 piros készterméket
6. 4 kék készterméket
A szálítási idö alapján, a játék kezdete elött egy percel kotábban kezdhet,
mielött az elsö megrendelöi megbízás beérkezik. Innentöl kezdve, a vevö a
terv szerint 24 másodpercenként lekéri a kész terméket.
Harmadik kör
Ugyanaz a szituácío mint a második körben.
Egy változás következik be a játék menetébe. Az idö meglesz állítva és a
vevöi kivánságok megjelenítve.

62
Negyedik kör
A vevönek nem tudjuk tartani a szállítási idöt, ezért még nagyob
ruggalmasságot követel. Rövid idön belül, nem tudunk változtatni a
folyamaton és az elkészítési adagok nagyságán. Ezeket be kell tartani, mivel
a követelt össz kiszállítást a idöszükséges átszerelések miatt semmilyen
módon nem tudjuk teljesíteni. Ezért elhatározzuk, hogy bevezetjük a Kanban
– rendszert és egy puffer raktár elkészítését egy drága hétvégi akció
keretében.
A puffertárolók nagyságának kiszámításához, a következö vevöi információk
allnak rendelkezésünkre:
A vevö informál minket arról, hogy ö szinenként 4-esével hajlandó a raktárból
a terméket elszálítani. Hogy milyen összmennyiségben és milyen sorban fog
ez történni, azt nem mondja meg, és nem is hagyja magát leszögezni.
Derítse ki hogy mekorra legyen a szükséges puffer nagysága a mindene
egyes állomásnal.
Ötödik kör
A szituácíó az mint a 4. körben, ámde a vevö ulyabban nem különbözö
szinekben ámde más tételnagyságokban hozná el a termékeket a
raktárból(tehát nem négyesével).
A következökben egy vevö igény analízise a következö maximális igényeket
adta ki szinenként és lehívásonként
4 Piros
2 Kék
1 Zöld
Az adagok nagysága továbra is változatlan marad.
A megemelt Puffer nagvysága hatással van a többi pufferra?
Derítse ki az új pufferek nagyságát a ez egyes állomásoknál.





























