Embed Size (px)
Citation preview
Ann. occup. Hyg., Vol. 45, No. 4, pp. 295–298, 2001 2001 British Occupational Hygiene Society
Published by Elsevier Science Ltd. All rights reservedPrinted in Great Britain.
0003-4878/01/$20.00PII: S0003-4878(00)00092-2
Strategies for Risk Assessment and Control inWelding: Challenges for Developing CountriesPETER J. HEWITT*Metal Fume Research Unit (MFRU), Environmental Science, University of Bradford BD7 1DP, UK
Metal arc welding ranges from primitive (manual) to increasingly complex automated weld-ing processes. Welding occupies 1% of the labour force in some industrialised countries andincreasing knowledge of health risks, necessitating improved assessment strategies and con-trols have been identified by the International Institute of Welding (IIW), ILO, WHO andother authoritative bodies. Challenges for developing countries need to be addressed. Forsmall scale production and repair work, predominantly by manual metal arc on mild steel,the focus in developing economies has correctly been on control of obvious physical and acutehealth affects.
Development introduces more sophisticated processes and hazards. Work pieces of stain-less steel and consumables with chromium, nickel and manganese constituents are used withincreasingly complex semi-manual or automated systems involving variety of fluxes or gasses.Uncritical adoption of new welding technologies by developing countries potentiates futurehealth problems. Control should be integral at the design stage, otherwise substantive detri-ments and later costs can ensue. Developing countries need particular guidance on selectionof the optimised welding consumables and processes to minimise such detriments.
The role of the IIW and the MFRU are described. Applications of occupational hygieneprincipals of prevention and control of welding fume at source by process modification arepresented. 2001 British Occupational Hygiene Society. Published by Elsevier Science Ltd.All rights reserved
Keywords: metal arc welding; health hazards; welding fume; process modification
INTRODUCTION
Metal arc welding covers a range of processes involv-ing different consumables such as rods or wires, vari-ous fluxes or shielding gases and hardware such aspower sources and wire feeder systems. Manual metalarc (MMA), utilising a metal rod typically coatedwith a mixture of chemicals providing a flux to mini-mise oxidation and facilitate welding, is perhaps thesimplest and most widely used process in developingcountries, both for construction and especially repairwork. Developed economies increasingly rely onsemi-automatic or automatic processes such as metalinert gas (MIG) or similar, whereby a consumablewire electrode is used with a range of shielding gases.A common variant is to use wire with a core contain-ing flux. Such flux-cored arc welding (FCAW) may
Received 25 September 2000; in final form 25 September2000.*Tel.: +44-1274-233202; fax: +44-1274-233206
295
also involve the use of shielding gases. Processes areselected primarily with regard to metallurgical,efficiency and economic criteria. The health hazardsof particulates and gases emitted during such pro-cesses are well documented and are not rehearsedhere (Hewitt, 1999a).
Traditionally, control of fumes and gases has beenby enclosure and local exhaust ventilation (LEV); res-piratory protective equipment (RPE) may also benecessary in certain circumstances, in particular inconfined spaces. In accordance with good occu-pational hygiene practice, increasing attention hasbeen paid to the investigation and development ofconsumables with minimum fume emissions and forthe selection of process parameters which minimiseemissions. Control at source by process modificationhas particular advantages in developing countries,where there are limitations on the health and safetyinfrastructure and on the availability of appropriatecontrol technology compared to those in developedeconomies.

296 P. J. Hewitt
CHALLENGES FOR DEVELOPING COUNTRIES
The global economy and speed of technologicalinnovation has minimised national boundaries.Improved communications, political factors and theeconomies especially of outsourcing have resulted ina shift of many manufacturing processes into for-merly undeveloped areas. Attracted by low labourcosts and in some cases different regulatory regimes,production units in light and heavy engineering aretransferring from developed to developing countries.Specifically in relation to welding the ongoing andformer repair work normally involving MMA hasgiven way to volume manufacture with the emphasison automated welding processes.
Not only the production processes themselvesinvolving welding have been transferred but also theproduction of consumables in some cases. Constitu-ents of welding consumables may include thorium,barium, manganese and other compounds. The pro-duction processes may give rise to emissions, forexample, of fluorides and/or waste products whichneed careful environmental management. Good prac-tice in consumable manufacture in terms of minimis-ing environmental impact (as well as controlling riskto the workforce) is followed by responsible compa-nies. As a focus for such companies and interestedparties, the International Institute of Welding (IIW)has recently established an Environmental Group.Pollution exporting to developing countries is clearlyunacceptable. Equally unacceptable is the uncriticalimposition of sophisticated welding processes into acountry without due consideration of the infrastruc-ture in terms of management, health and safety aware-ness and organisation and the availability of at leastminimal health surveillance.
Reflection on the potential efficacy of hardwareand software control strategies is necessary. With atrained workforce and well established safety culture,attuned to adherence to prescriptive procedures, qual-ity control and record keeping, greater reliance canbe placed upon administrative or software controlthan where the workforce is untrained and unstruc-tured, where the emphasis must be on engineeringcontrol. In the latter case, there is increased benefit inutilising the least hazardous consumables, even wherethese may carry initial financial and technical appar-ent constraints. These are more than offset by the riskreduction, so that less hardware control in the formof a containment and ventilation is necessary. As acorollary of the lack of safety structure and culture,risk assessment in developing economies maybe inad-equately carried out. Occupational health support,which in a developed economy would quickly ident-ify shortfalls in the risk assessment or control, is oftenabsent or deficient in developing countries. Of themany examples, the establishment of automobilemanufacturing plants in new locations has been satis-factory only when there is a commitment to work-
force education and training. Under these circum-stances, in addition to technical training for the jobfunction, workers may benefit from increased healthand safety awareness and infrastructures. In othersituations such benefits are not apparent.
The challenges for developing countries and forthose countries which are exporting technologies intothem, is to be aware of the cultural, economic andother differences, so that the workers’ health andenvironmental considerations are responsibly dealtwith.
INTERNATIONAL INSTITUTE OF WELDING
The activities of the ILO and the WHO areaddressed in other papers. The international organis-ation with particular interest in welding is the Inter-national Institute of Welding (IIW), which amongstits various commissions includes Commission VIII(Health and Safety of Welding). The IIW has an inter-national role in respect of all aspects of welding andis made up of national delegates and experts fromover 40 countries. Within Commission VIII manycountries, including developing countries, are rep-resented. Commission VIII monitors publications andnational activities in relation to health and safety andpublishes guidance as appropriate. Concerns such asrespiratory problems, cancer risk, ergonomics as wellas acute physical injuries are addressed. A usefulforum therefore exists for comparison and forexchange of information pertaining to health andsafety, with particular reference to assessment andcontrol. Amongst the many publications is a series offume information sheets highlighting the hazards andindicating control strategies for various types of weld-ing processes. Other publications include statementson cancer risk in arc welding (IIW, 1992), on healthaspects of the use of thoriated tungsten electrodes(IIW, 1993) etc.
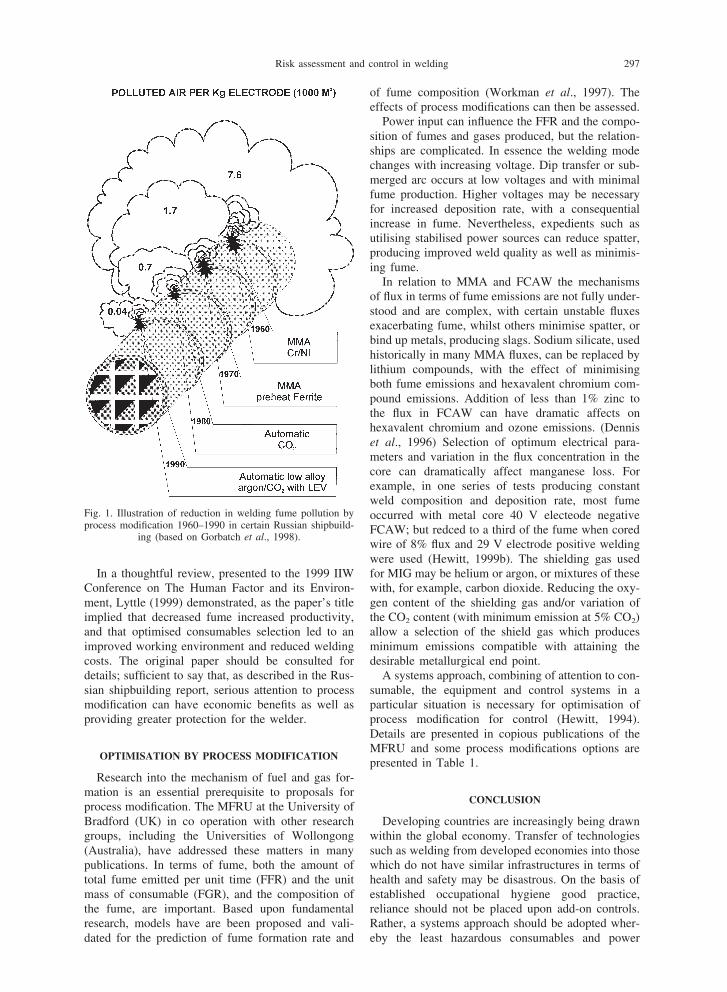
Individual experts provide perspectives which canbe valuable for developing countries — for example,Gorbatch et al. (1998) report that welders in Russianshipyards may use up to 40 tons of electrode per yearand that welding may occupy 30–40% of the manhours involved in ship hull preparation. In the inter-ests of improving worker protection, product and pro-cess modification can have significant effects.Changes in welding consumables and technologybetween 1960 and 1990 resulted in considerablyreduced emissions. Understandably, the maximumemissions and worker exposure occurred from MMAwelding, whilst increased automated processes andthe incorporation of LEV result in dramaticreductions (Fig. 1). The lesson from this illustrationis common to many processes involving welding, andit is that a systems approach, taking into account con-sumables, processes, containment and ventilationtogether with administrative factors, need to be usedfor optimisation.
297Risk assessment and control in welding
Fig. 1. Illustration of reduction in welding fume pollution byprocess modification 1960–1990 in certain Russian shipbuild-
ing (based on Gorbatch et al., 1998).
In a thoughtful review, presented to the 1999 IIWConference on The Human Factor and its Environ-ment, Lyttle (1999) demonstrated, as the paper’s titleimplied that decreased fume increased productivity,and that optimised consumables selection led to animproved working environment and reduced weldingcosts. The original paper should be consulted fordetails; sufficient to say that, as described in the Rus-sian shipbuilding report, serious attention to processmodification can have economic benefits as well asproviding greater protection for the welder.
OPTIMISATION BY PROCESS MODIFICATION
Research into the mechanism of fuel and gas for-mation is an essential prerequisite to proposals forprocess modification. The MFRU at the University ofBradford (UK) in co operation with other researchgroups, including the Universities of Wollongong(Australia), have addressed these matters in manypublications. In terms of fume, both the amount oftotal fume emitted per unit time (FFR) and the unitmass of consumable (FGR), and the composition ofthe fume, are important. Based upon fundamentalresearch, models have are been proposed and vali-dated for the prediction of fume formation rate and
of fume composition (Workman et al., 1997). Theeffects of process modifications can then be assessed.
Power input can influence the FFR and the compo-sition of fumes and gases produced, but the relation-ships are complicated. In essence the welding modechanges with increasing voltage. Dip transfer or sub-merged arc occurs at low voltages and with minimalfume production. Higher voltages may be necessaryfor increased deposition rate, with a consequentialincrease in fume. Nevertheless, expedients such asutilising stabilised power sources can reduce spatter,producing improved weld quality as well as minimis-ing fume.
In relation to MMA and FCAW the mechanismsof flux in terms of fume emissions are not fully under-stood and are complex, with certain unstable fluxesexacerbating fume, whilst others minimise spatter, orbind up metals, producing slags. Sodium silicate, usedhistorically in many MMA fluxes, can be replaced bylithium compounds, with the effect of minimisingboth fume emissions and hexavalent chromium com-pound emissions. Addition of less than 1% zinc tothe flux in FCAW can have dramatic affects onhexavalent chromium and ozone emissions. (Denniset al., 1996) Selection of optimum electrical para-meters and variation in the flux concentration in thecore can dramatically affect manganese loss. Forexample, in one series of tests producing constantweld composition and deposition rate, most fumeoccurred with metal core 40 V electeode negativeFCAW; but redced to a third of the fume when coredwire of 8% flux and 29 V electrode positive weldingwere used (Hewitt, 1999b). The shielding gas usedfor MIG may be helium or argon, or mixtures of thesewith, for example, carbon dioxide. Reducing the oxy-gen content of the shielding gas and/or variation ofthe CO2 content (with minimum emission at 5% CO2)allow a selection of the shield gas which producesminimum emissions compatible with attaining thedesirable metallurgical end point.
A systems approach, combining of attention to con-sumable, the equipment and control systems in aparticular situation is necessary for optimisation ofprocess modification for control (Hewitt, 1994).Details are presented in copious publications of theMFRU and some process modifications options arepresented in Table 1.
CONCLUSION
Developing countries are increasingly being drawnwithin the global economy. Transfer of technologiessuch as welding from developed economies into thosewhich do not have similar infrastructures in terms ofhealth and safety may be disastrous. On the basis ofestablished occupational hygiene good practice,reliance should not be placed upon add-on controls.Rather, a systems approach should be adopted wher-eby the least hazardous consumables and power

298 P. J. Hewitt
Table 1. Process control options for minimising fume
MIGSelect welding mode (voltage) to minimise spatterSelect shield gas to facilitate smooth metal transferUse modern power sources allowing good control ofelectrical parametersHigh purity wires including surface (avoid Nalubricants)Optimise oxygen in primary shield gasMinimise oxygen in macro environmentsOptimise gas flow rateMinimise u.v. and hence ozone and Cr6Have essential toxic volatile metals in workpiece notelectrode
MMATake note of modifications of principles aboveAdjust power sources and parameters to minimisespatterUse minimum practicable current and voltageSelect fluxes which ensure minimum oxygen in microand macro environmentsUse stable fluxes of low toxicity (eliminate Ba, F etc.)Eliminate Na from flux. Use other cations in binders.Note enhanced fume and Cr6 with Na
sources are selected. By this strategy, which is parti-cularly appropriate for developing countries, thedeficiencies in terms of infrastructure and availablehardware controls can be compensated for. The bene-fits of such an approach can be economic but moreparticularly, in the context of this paper, can provideinherently safer processes to an otherwise vulner-able workforce.
Technology transfer into developing countries mustbe done with a sensitivity to the social and economicconstraints therein. Developing countries need parti-cular guidance on selection and optimised weldingconsumables and processes to minimise detriments.Process modification in welding has demonstrablebenefits. It minimises reliance on administrative con-
trols and on costly hardware solutions later. It doesnot reduce the necessity for suitable and sufficientrisk assessment but it undoubtedly simplifies this. Thebenefits of process modification are increasinglyrecognised and with improved communicationsshould allow safer technology transfer.
Acknowledgements—Many of my professional colleagues andresearch workers within MFRU and eslwhere have contributedto the ideas in this paper. My thanks to them and to ESAB andEPSRC for financial support.
REFERENCES
Dennis JH, French MJ, Hewitt PJ, Mortazavi SB, ReddingCAJ. Reduction of hexavalent chromium concentration infume from metal cored arc welding by the addition ofreactive metals. Ann Occup Hyg 1996;40(3):339–44.
Gorbatch VD, Koryukaev YS, Safiulin NS, Stegantsev. Docu-ment 1847–98 Safety of labour and environmental protectionas factors taken into account when planning and applyingwelding and cutting processes in Russian shipbuilding. Inter-national Institute of Welding TWI Cambridge, 1998.
Hewitt PJ. Reducing fume emissions through process para-meter selections. Occup Hyg 1994;1:35–45.
Hewitt PJ. Occupational health in metal arc welding. Weldingin the World 1999a;43(3).
Hewitt PJ. Optimisation of metal arc welding processes by pro-cess modification for minimum environmental impact. IIWConference Proceedings: The Human Factor and its Environ-ment, Lisbon, Portugal 19/20 /July 1999b.
International Institute of Welding. Document IIW 1654 92.Cancer risk in arc welding. Statement of CommissionVIII, 1992.
International Institute of Welding. Document IIW 1702 93.Health aspects in the use of thoriated tungsten electrodes.Statement of Commission VIII, 1993.
Lyttle KA. Decrease fume, increase productivity: optimizedconsumables selection for an improved working environmentand reduced welding costs. IIW Conference Proceedings:The Human Factor and its Environment, Lisbon, Portugal19/20 /July 1999.
Workman AD, Hewitt PJ, Dennis JH. Predictions of the contri-bution to fume formation rates from evaporation of metaldroplets formed in gas metal arc welding of steel. Aus WeldJ 1997;42:33–7.