Embed Size (px)
DESCRIPTION
rt
Citation preview

PASTEURIZAREA - STERILIZAREA

Pasteurizarea este operaţia care are drept scop distrugerea majorităţii microorganismelor şi, în particular, a bacteriilor patogene nesporulate prezente în produs, cu cea mai mică pierdere posibilă a calităţilor senzoriale ale acestuia.
Sterilizarea are drept scop distrugerea tuturor microorganismelor, atât a formelor vegetative, cât şi a celor sporulate. în industria alimentară se numeşte, în general, sterilizare distrugerea microorganisemelor în stare să se dezvolte în produsul considerat în condiţii definite de depozitare.
Sporii de Bacillus şi de Clostridium, deşi sunt foarte termorezistenţi, sunt incapabili să germineze şi să se dezvolte la un pH<4. Rezultă deci că produsele ce posedă un pH mai coborât decât această valoare pot fi stabilizate printr-un tratament termic moderat, la o temperatură mai mică de 100°C. Din acest motiv, împărţirea tratamentelor termice de stabilizare în pasteurizare şi sterilizare, după temperatura tratamentului, este relativă. în general, însă, se acceptă că tratamentul termic sub 100°C se numeşte pasteurizare, iar tratamentul termic peste 100°C se numeşte sterilizare.
TRANSFERUL DE CĂLDURĂ LA STERILIZAREA ÎN AMBALAJE
Curba evoluţiei temperaturii în interiorul produsului, funcţie de timpul procesului termic, poartă denumirea de curbă de termopenetraţie sau THC (Temperature Hystory Curve).
Transferul de căldură se realizează prin convecţie, dacă este vorba de un lichid, sau prin conducţie, dacă este vorba de un produs solid.Totuşi, foarte multe produse industriale nu corespund la nici unul din aceste două modele. Este cazul produselor formate din bucăţi solide imersate într-un lichid, unde transferul de căldură se realizează prin convecţie în lichid şi prin conducţie în solid, sau este cazul produselor la care, datorită eliberării de lichid în timpul sterilizării sau datorită transformărilor de consistenţă şi de agregare a componentelor produsului, se poate spune că predomină conducţia sau convecţia în timpul încălzirii şi răcirii, sau că într-o anumită perioadă de timp predomină convecţia, pentru ca apoi transferul de căldură să se facă prin conducţie (curbe frânte de termopenetraţie).
De obicei, evoluţia temperaturii produsului se urmăreşte pentru centrul termic al produsului care, în general, se confundă cu centrul geometric al acestora. Dar, pentru produsele solide, datorită spaţiului liber din ambalaj, punctul cu încălzirea cea mai slabă este sub centrul geometric al ambalajului.
Pentru obţinerea relaţiei temperatură-timp, atât pentru faza de încălzire, cât şi pentru faza de răcire, se porneşte de la ipoteza că temperatura mediului de încălzire, respectiv temperatura mediului de răcire, este constantă.
Instalaţii pentru pasteurizarea şi sterilizarea produselor în vrac
Indiferent dacă ele realizează un tratament termic de pasteurizare sau de sterilizare există două tipuri de bază de instalaţii: instalaţii cu acţiune indirectă şi instalaţii cu acţiune directă.
Instalaţiile cu acţiune indirectă sunt schimbătoare de căldură de suprafaţă de tip tubular, cu plăci sau cu suprafaţă raclată, care folosesc ca agent de încălzire aburul sau apa caldă.
Instalaţiile cu acţiune directă pot fi cu injecţie de abur sau cu infuzie de abur, după cum aburul este injectat în produs sau produsul este injectat în abur.
Singura condiţie care se impune produsului pentru a putea fi supus unui tratament termic de stabilizare în vrac este ca el să fie pompabil. În această categorie se încadrează produsele lichide ca: laptele, smântână, vinul, berea, sucurile de fructe, precum şi produsele vâscoase sau cele cu conţinut de particule mici ca: nectarurile, supele, sosurile, cremele, deserturile.
Instalaţii cu sistem de încălzire indirect
Instalaţii de pasteurizare tip vană. Pasteurizarea în vană a produselor lichide se mai utilizează doar pentru capacităţi mici de producţie şi se caracterizează printr-o funcţionare discontinuă. Transferul de căldură
este slab, motiv pentru care diferenţa de temperatură între mediul de încălzire şi produs trebuie să fie mare. Pentru a limita efectele posibile ale supraîncălzirii, regimul de pasteurizare folosit este LTLT (low temperature - long time). Pentru lapte, de exemplu, regimul este de 63°C cu o durată de menţinere de 30 minute. în general, vanele de pasteurizare sunt prevăzute cu manta sau serpentină, agitator, dispozitive de măsurare şi de înregistrare a temperaturii, controler şi valvă de control. Reglarea temperaturii de pasteurizare în jurul valorii fixate se realizează prin reglarea fluxului mediului de încălzire/răcire prin valva de control situată în manta sau în serpentină.
Pentru unele produse ca, de exemplu, smântână, se preferă vanele cu serpentină rotativă sau agitatoarele mari cu turaţie mică pentru a evita supra-agitarea şi posibila "batere" a smântânii. Pentru amestecul de îngheţată şi de iaurt se utilizează un sistem dublu de agitare prin suplimentarea cu un agitator tip turbină, cu viteză mare, pentru prepararea mixului în vană, înaintea pasteurizării.
Pentru contihuizarea procesului tehnologic se utilizează două vane de pasteurizare succesive, sistemul fiind cunoscut sub denumirea de "flip-flop".
Instalaţii de pasteurizare şi sterilizare cu schimbătoare de căldură cu plăci. În prezent, schimbătoarele de căldură cu plăci sunt cele mai utilizate schimbătoare de căldură care intră în componenţa instalaţiilor de pasteurizare şi sterilizare în vrac.
Principala lor caracteristică este posibilitatea de a genera un regim de curgere turbulent la valori mici ale lui Reynold, ceea ce are drept urmare coeficienţi mari de transfer de căldură, deci un flux de căldură îmbunătăţit.
Un alt avantaj este posibilitatea recuperării căldurii prin încălzirea produsului netratat cu cel care a fost deja pasteurizat sau sterilizat. Schimbătoarele de căldură cu plăci, moderne, lucrează cu o eficienţă regenerativă de 90-93%. Pentru lichide cu vâscozitate redusă ca, de exemplu, lapte şi sucuri, se poate ajunge chiar şi până la 94%. Aceasta înseamnă o reducere considerabilă de agent de încălzire şi de răcire.
Alte avantaje sunt: aranjament compact, ceea ce permite ca la suprafeţe mari de transfer de căldură spaţiul de amplasare să fie redus; stabilitate la presiune ridicată; rezistenţă mare la coroziune; asamblare şi dezasamblare uşoară; eficienţă mare pentru spălarea CIP.
În general, un schimbător de căldură cu plăci are în componenţă mai multe zone: zone de încălzire, zone de răcire şi zone de recuperare a căldurii. Tipurile mai noi de schimbătoare de căldură cu plăci sunt prevăzute şi cu zone pentru prepararea apei calde cu ajutorul aburului, sau zone de regenerare a căldurii "agent-agent".
În unele cazuri, răcirea totală poate fi realizată doar prin regenerare, cum este cazul pasteurizării laptelui destinat obţinerii brânzeturilor, care este răcit la 28...30°C cu laptele crud cu temperatura de 5...7°C, sau la pasteurizarea amestecului de iaurt- când răcirea la 42...45°C se face cu amestecul iniţial. Este ş cazul pasteurizării şi îmbutelierii la cald a vinului şi a berii.
Instalaţiile de pasteurizare cu schimbătoare de căldură cu plăci realizează un tratament termic HTST (High Temperature Short Time), cunoscut şi sub denumirea de pasteurizare "flash". Regimul de lucru este continuu şi se pretează pentru pasteurizarea laptelui, vinului, berii, sucurilor de fructe şi legume şi a băuturilor răcoritoare.
Instalaţia de pasteurizare a laptelui tip APV Pasilac se compune din: tanc de egalizare, schimbător de căldură cu plăci, separator centrifuga compomaster, omogenizator, tub de menţinere, valvă de deviere a fluxului, sisterr. de conducte pentru procesare şi service, panou de control..
Schimbătorul de căldură cu plăci este componentul cheie al instalaţiei şi are 4 zone: zonă de regenerare, zonă de pasteurizare, zonă de încălzire a apei şi zona de răcire.
Laptele este pompat din tancul de depozitare în tancul de egalizare, de unde cu ajutorul unei pompe centrifuge, este introdus în zona de regenerare a schimbătorului de căldură cu plăci, unde se încălzeşte de la 4 la 60°C în contracurent cu laptele pasteurizat.

Dispozitivul de reglare a fluxului amplasat între pompa centrifugă şi zona regenerare este o valvă de reglare a debitului cu operare mecanică, care asigurai un flux constant către separatorul centrifugal.
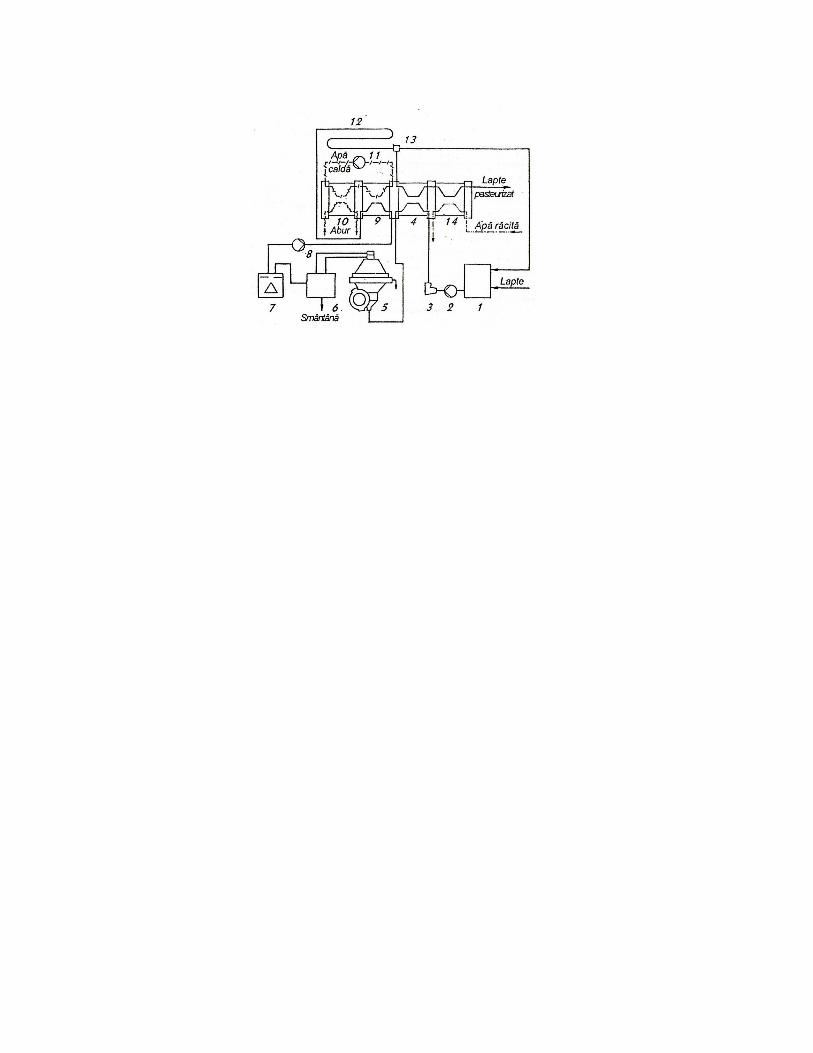
Instalaţie de pasteurizare lapte tip APV Pasilac: 1 - tanc de egalizare; 2 - pompă; 3 - dispozitiv de reglare a fluxului; 4 - zonă de recuperare a căldurii; 5 - separator centrifugal; 6 - compomaster; 7 - omogenizator;
8 - pompă auxiliară; 9 - zonă de pasteurizare; 10 - zonă de preparare apă caldă; 11 - pompă de apă; 12 - serpentină de menţinere; 13 - valvă de deviere a fluxului; 14 - zonă de răcire.
Din zona de regenerare, laptele trece la separatorul centrifugal unde se separă în lapte degresat şi smântână. Separatorul are două funcţii: curăţirea laptelui şi separarea grăsimii.
Reziduul îndepărtat este în proporţie de 0,005-0,01% din volumul laptelui şi este format din: impurităţi, bacterii sporulate şi globule roşii şi albe din sânge. Conţinutul de grăsime din laptele degresat este de 0,05%. Capacitatea separatoarelor poate ajunge până la 45 000 l/h.
Din separator, laptele degresat şi smântână sunt trimise la compomaster, care are rolul de a recompune laptele la un conţinut standardizat de grăsime, ce poate fi cuprins între 1 şi 5%, cu o acurateţa de ±0,03%. Conţinutul de grăsime al laptelui integral trebuie să fie cu cel puţin 0,2% mai mare decât valoarea din laptele standardizat. Smântână poate fi standardizată la un conţinut de grăsime cuprins între 20 şi 50%, ±0,3%.
Laptele standardizat este condus la omogenizator, care lucrează la o presiune cuprinsă între 100-200 bar şi o temperatură de 65°C. De la omogenizator, laptele este pompat cu ajutorul unei pompe auxiliare care are rolul de a menţine o suprapresiune de 0,5 bar pentru circuitul de pasteurizare-răcire faţă de circuitul de lapte nepasteurizat.
Încălzirea la temperatura de pasteurizare de 72...78°C se face în zona de pasteurizare a schimbătorului de căldură cu plăci cu ajutorul apei calde. Laptele este menţinut timp de 16 s la această temperatură, într-o secţiune tubulară de menţinere, unde viteza laptelui de este de 1-1,5 m/s. La capătul zonei de menţinere este o valvă de deviere a fluxului (FDV) care are rolul de a devia fluxul de lapte către tancul de egalizare, dacă temperatura de pasteurizare este sub punctul fixat.
În zona de regenerare laptele este răcit până la 11°C, cu o eficienţă regene-rativă de 90%, după care este răcit în zona de răcire, până la temperatura de 4°C cu ajutorul apei răcite.
Instalaţia se construieşte la capacităţi cuprinse între 5000 şi 50 000 l/h.
Instalaţia de pasteurizat lapte TIPL are în componenţă următoarele aparate şi utilaje: vas cu plutitor de 100 l, pompă centrifugă TPC 5/25, 2 separatoare de lapte SECEL, pasteurizator cu plăci, pompă centrifugă pentru apă caldă Criş, schimbător de căldură prin amestec pentru pregătirea apei calde, sistem de pregătire a aburului, ventil de recirculare, instalaţie de automatizare.

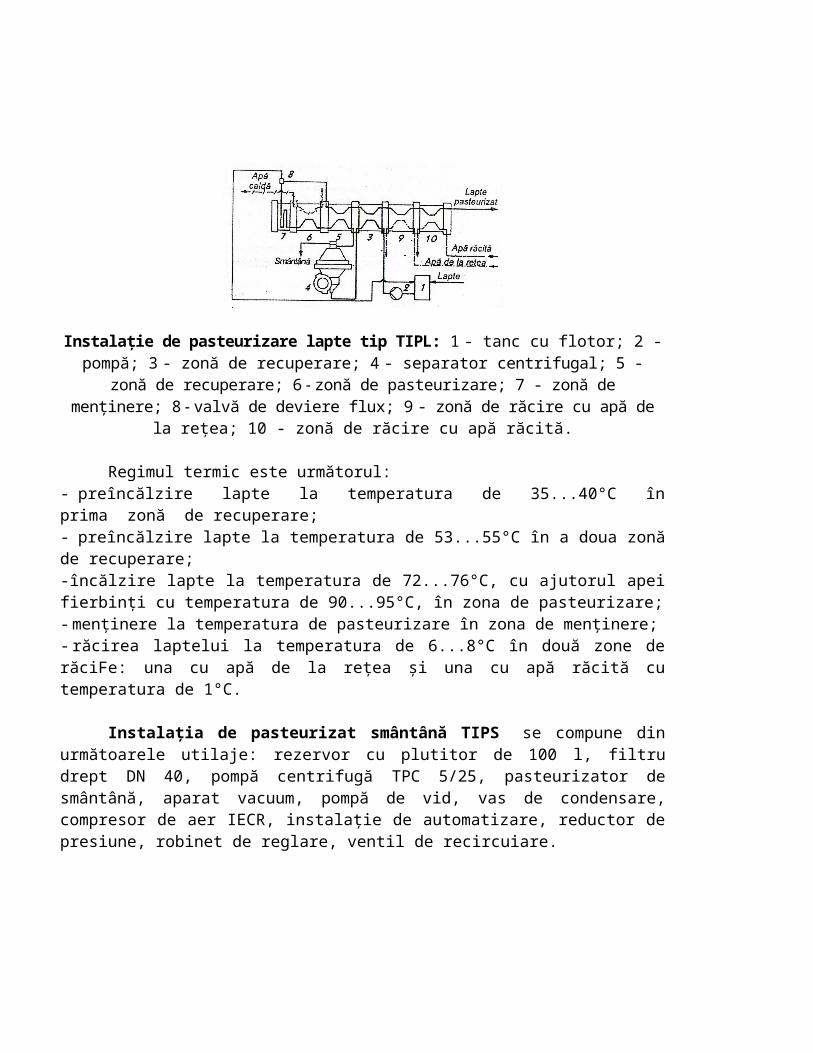
Instalaţie de pasteurizare lapte tip TIPL: 1 - tanc cu flotor; 2 - pompă; 3 - zonă de recuperare; 4 - separator centrifugal; 5 - zonă de recuperare; 6 - zonă de pasteurizare; 7 - zonă de menţinere; 8 -
valvă de deviere flux; 9 - zonă de răcire cu apă de la reţea; 10 - zonă de răcire cu apă răcită.
Regimul termic este următorul:- preîncălzire lapte la temperatura de 35...40°C în prima zonă de recuperare;- preîncălzire lapte la temperatura de 53...55°C în a doua zonă de recuperare;-încălzire lapte la temperatura de 72...76°C, cu ajutorul apei fierbinţi cu temperatura de 90...95°C, în zona de pasteurizare;- menţinere la temperatura de pasteurizare în zona de menţinere;- răcirea laptelui la temperatura de 6...8°C în două zone de răciFe: una cu apă de la reţea şi una cu apă răcită cu temperatura de 1°C.
Instalaţia de pasteurizat smântână TIPS se compune din următoarele utilaje: rezervor cu plutitor de 100 l, filtru drept DN 40, pompă centrifugă TPC 5/25, pasteurizator de smântână, aparat vacuum, pompă de vid, vas de condensare, compresor de aer IECR, instalaţie de automatizare, reductor de presiune, robinet de reglare, ventil de recircuiare.
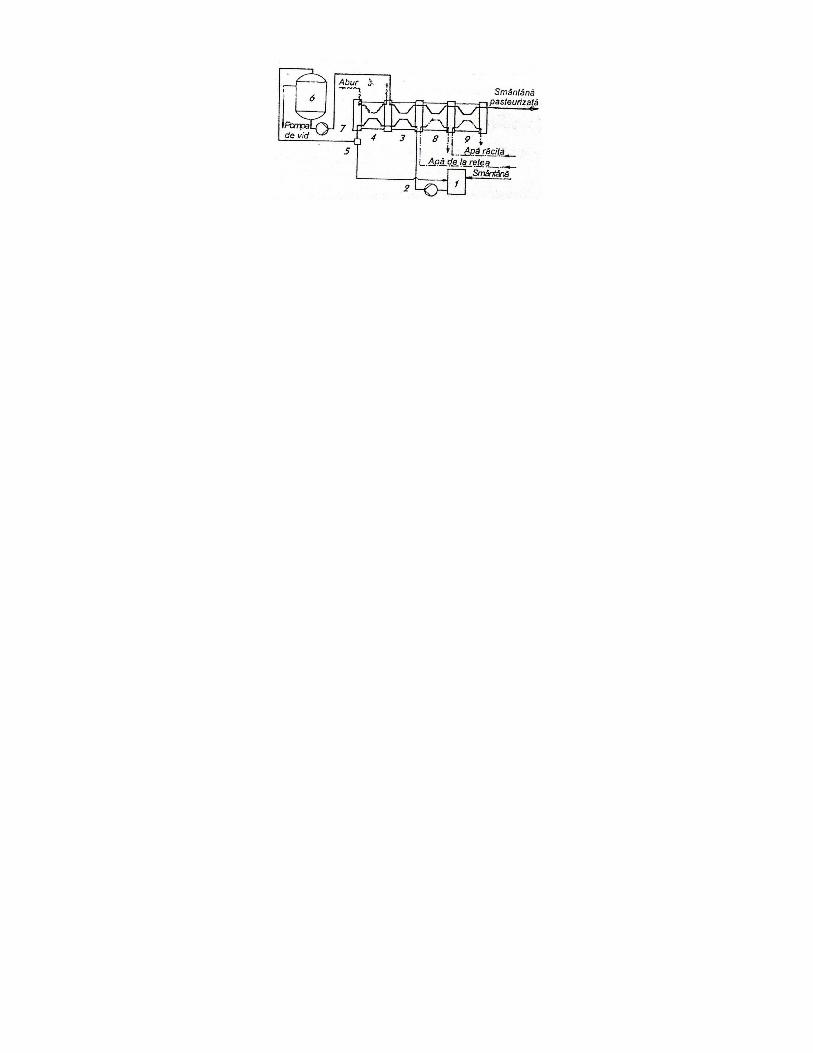
Instalaţie de pasteurizare smântână tip TIPS: 1 - tanc cu flotor; 2 - pompă; 3 - zonă de recuperare; 4 - zonă de pasteurizare; 5 - valvă de deviere flux; 6 - dezodorizator; 7 - pompă; 8 - zonă de răcire cu apă de la reţea; 9 - zonă de
răcire cu apă răcită.
Instalaţia este destinată pasteurizării smântânii recepţionate. Pasteurizatorul cu plăci are 4 zone: zona de recuperare a căldurii, zona de pasteurizare, zona de răcire cu apă de la reţea şi zona de răcire cu apă răcită.
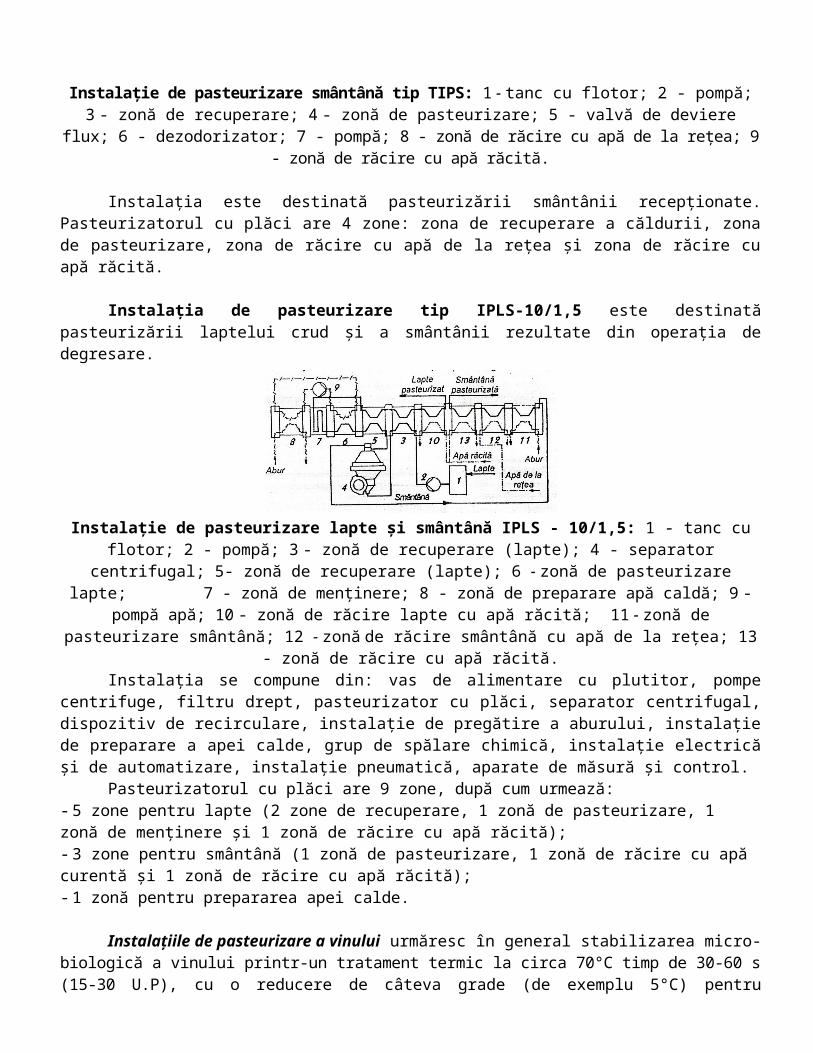
Instalaţia de pasteurizare tip IPLS-10/1,5 este destinată pasteurizării laptelui crud şi a smântânii rezultate din operaţia de degresare.
Instalaţie de pasteurizare lapte şi smântână IPLS - 10/1,5: 1 - tanc cu flotor; 2 - pompă; 3 - zonă de
recuperare (lapte); 4 - separator centrifugal; 5- zonă de recuperare (lapte); 6 - zonă de pasteurizare lapte; 7 - zonă de menţinere; 8 - zonă de preparare apă caldă; 9 - pompă apă; 10 - zonă de răcire lapte cu apă răcită; 11 - zonă de pasteurizare smântână; 12 - zonă de răcire smântână cu apă de la reţea; 13 - zonă de răcire cu
apă răcită.Instalaţia se compune din: vas de alimentare cu plutitor, pompe centrifuge, filtru drept, pasteurizator
cu plăci, separator centrifugal, dispozitiv de recirculare, instalaţie de pregătire a aburului, instalaţie de preparare a apei calde, grup de spălare chimică, instalaţie electrică şi de automatizare, instalaţie pneumatică, aparate de măsură şi control.
Pasteurizatorul cu plăci are 9 zone, după cum urmează:- 5 zone pentru lapte (2 zone de recuperare, 1 zonă de pasteurizare, 1 zonă de menţinere şi 1 zonă de răcire cu apă răcită);- 3 zone pentru smântână (1 zonă de pasteurizare, 1 zonă de răcire cu apă curentă şi 1 zonă de răcire cu apă răcită);- 1 zonă pentru prepararea apei calde.
Instalaţiile de pasteurizare a vinului urmăresc în general stabilizarea microbiologică a vinului printr-un tratament termic la circa 70°C timp de 30-60 s (15-30 U.P), cu o reducere de câteva grade (de exemplu 5°C) pentru vinurile alcoolice şi cu pH coborât (2-5 U.P) şi invers, cu o mărire a temperaturii cu câteva grade (5°C) pentru vinurile mai puţin alcoolice şi cu pH ridicat (70-150 U.P). Pasteurizarea în schimbătoare de căldură cu plăci, prin care vinul circulă în contracurent cu agentul termic, este procedeul cel mai răspândit în practica vinicolă.
Pasteurizatorul cu o singură zonă se foloseşte când, de exemplu, vinul se încălzeşte la 50...55°C în vederea îmbutelierii lui la cald.
Pasteurizatorul cu două zone realizează preîncălzirea vinului prin recuperare de căldură de la vinul pasteurizat în prima zonă şi pasteurizarea cu apă caldă sau abur în zona a 2-a.
Pasteurizatorul cu trei zone are primele două zone similare cu cel precedent şi^în pluş, încă un sector de răcire cu apă rece a vinului pasteurizat.
Pasteurizatorul cu patru zone, faţă de precedentul, este prevăzut cu încă o zonă pentru menţinerea temperaturii vinului la nivelul dobândit în sectorul de pasteurizare.
Schimbătorul de căldură cu cinci sau şase zone are primele patru zone similare celui precedent şi, în plus, mai dispune de o zonă pentru refrigerare în vederea detartrării şi, respectiv, încă o zonă pentru recuperarea frigoriilor. În continuare este prezentat principiul de funcţionare pentru câteva instalaţii de
pasteurizare din industria vinului, de construcţie Tehnofrig.
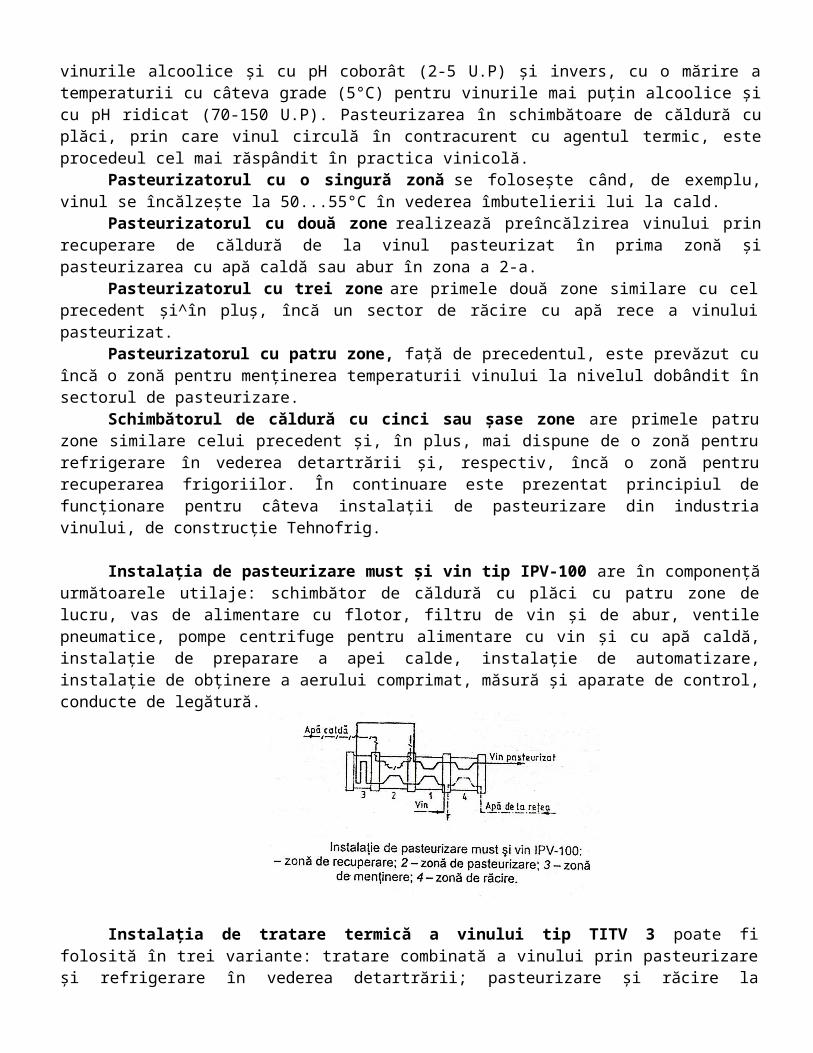
Instalaţia de pasteurizare must şi vin tip IPV-100 are în componenţă următoarele utilaje: schimbător de căldură cu plăci cu patru zone de lucru, vas de alimentare cu flotor, filtru de vin şi de abur, ventile pneumatice, pompe centrifuge pentru alimentare cu vin şi cu apă caldă, instalaţie de preparare a apei calde, instalaţie de automatizare, instalaţie de obţinere a aerului comprimat, măsură şi aparate de control, conducte de legătură.
Instalaţia de tratare termică a vinului tip TITV 3 poate fi folosită în trei variante: tratare combinată a vinului prin pasteurizare şi refrigerare în vederea detartrării; pasteurizare şi răcire la temperatura de depozitare; refrigerare. Ea se compune din: rezervor cu plutitor de 100 l, pompă centrifugă TPC 5/25, vas de condensare, schimbător de căldură cu plăci cu şase zone, electropompă EP/30, electrocompresor IECR 350, instalaţie de automatizare şi panou de comandă, reductor de presiune 6/1,6, ventil de reglare abur DN40, ventil pneumatic de recirculare cu trei căi DN40.
Instalaţie de tratare termică a vinului tip TITV 3: 1 - cisternă vin de tratat; 2 - pompă; 3 - zonă de recuperare; 4 - zonă de pasteurizare; 5 - zonă de menţinere; 6 - zonă de răcire cu apă de la reţea; 7 - zonă de recuperare; 8 - zonă de răcire cu saramură; 9, 10 - aşterne depozitare izoterme; 11 - pompă; 12 - filtru
izoterm; 13 - cisternă vin tratat.Pasteurizarea berii înainte de îmbuteliere prin utilizarea de schimbătoare de căldură cu plăci se
realizează printr-o încălzire de scurtă durată la temperatură de 70...75°C, o menţinere de 30 s la această temperatură, urmată de răcire cu reglarea presiunii la transportul către maşina de umplut.
Schema unei instalaţii de pasteurizare a berii cu schimbător de căldură cu 3 zone, plus o zonă de menţinere la temperatura de pasteurizare sub formă de serpentină tubulară exterioară.
Instalaţie de pasteurizare bere tip PPP 1210: 1 - tanc de egalizare; 2 - pasteurizator; 3 - serpentină de menţinere; 4 – circuit de apă caldă; 5 - pompă de apă caldă; 6 - pompă de bere.
Instalaţii pentru sterilizarea indirectă UHT (Ultra High Temperature). Sterilizarea UHT se realizează la temperaturi cuprinse între 135 şi 145°C, cu o durată de menţinere de 2-6 s.
Procedeul, denumit SIH, se bazează pe încălzirea şi răcirea indirectă în schimbătoare de căldură cu plăci. Aceasta a fost posibil datorită apariţiei noii generaţii de schimbătoare de căldură cu plăci, care realizează un control complet al temperaturii produsului de-a lungul întregului proces. Prin acest procedeu se sterilizează laptele, smântână, budincile şi alte produse lichide cu o vâscozitate până la 1 Pas.
Sterilizarea indirectă UHT, tip SIH, este de fapt un proces în care produsul şi mediul de încălzire au viteze egale sau viteza mediului este chiar mai mică decât a produsului. Aceasta are ca rezultat o încălzire uniformă a produsului cu o valoare a lui Af mică în domeniul de temperatură critic, care merge de la 85°C până la temperatura de sterilizare, timp de menţinere redus la temperatură înaltă şi durată mai mare de funcţionare.
Procedeul SIH expune laptele la un stres termic redus, ceea ce îmbunătăţeşte gustul şi valoarea nutritivă a produsului.
Procedeul se caracterizează printr-un necesar redus de abur şi de apă de răcire datorită atât valorii Δf scăzute, cât şi efectului regenerativ realizat de schimbătorul de căldură cu plăci, care este aproximativ 90%.
Durata mai mare de funcţionare conduce la timpi de întrerupere a funcţionării mai mici şi la un consum mai mic de detergent pentru CIP.
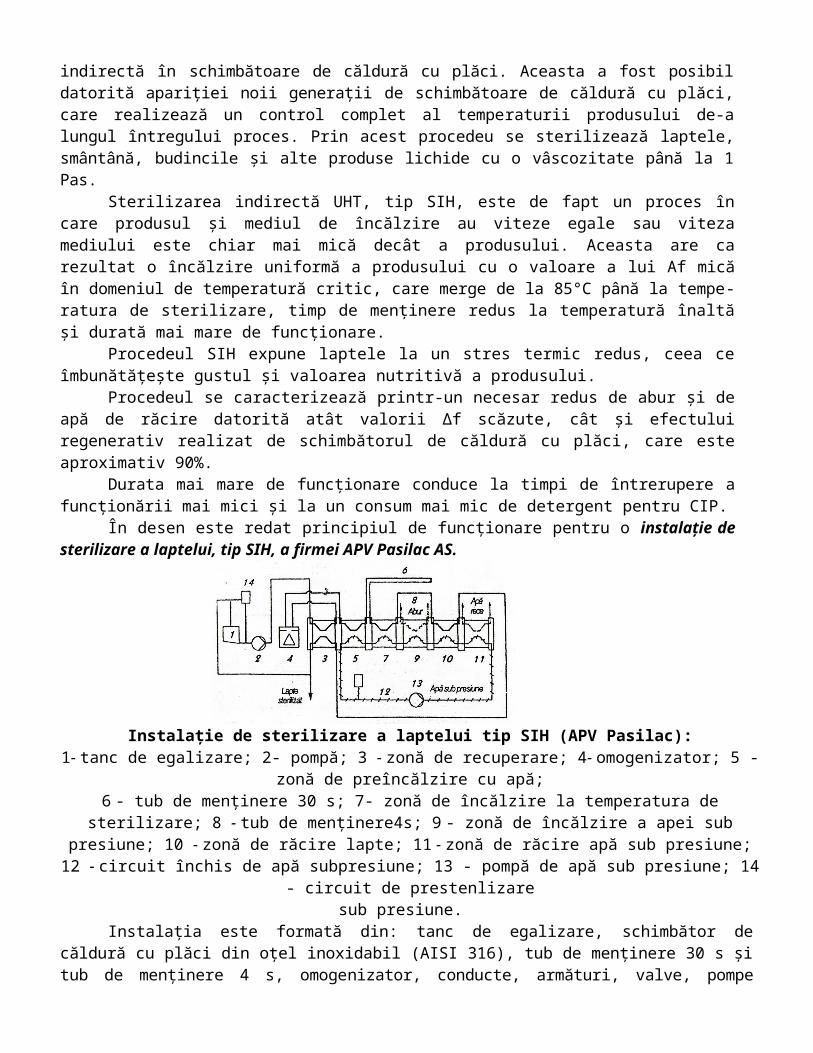
În desen este redat principiul de funcţionare pentru o instalaţie de sterilizare a laptelui, tip SIH, a firmei APV Pasilac AS.
Instalaţie de sterilizare a laptelui tip SIH (APV Pasilac):1- tanc de egalizare; 2- pompă; 3 - zonă de recuperare; 4- omogenizator; 5 - zonă de preîncălzire cu apă;
6 - tub de menţinere 30 s; 7- zonă de încălzire la temperatura de sterilizare; 8 - tub de menţinere4s; 9 - zonă de încălzire a apei sub presiune; 10 - zonă de răcire lapte; 11 - zonă de răcire apă sub presiune; 12 - circuit
închis de apă subpresiune; 13 - pompă de apă sub presiune; 14 - circuit de prestenlizaresub presiune.
Instalaţia este formată din: tanc de egalizare, schimbător de căldură cu plăci din oţel inoxidabil (AISI 316), tub de menţinere 30 s şi tub de menţinere 4 s, omogenizator, conducte, armături, valve, pompe pentru produs şi agent, panou de control.
Laptele crud este pompat din tancul de egalizare 1 în prima zonă de regenerare 3, cu ajutorul pompei de alimentare 2. În zona de regenerare, laptele este încălzit la 75°C cu ajutorul laptelui sterilizat. Laptele preîncălzit este omogenizat într-un omogenizator neaseptic 4 la 175-200 bar, după care urmează o nouă încălzire la 90°C în zona de regenerare 5, cu ajutorul apei. Laptele este trecut apoi timp de 30 s în tubul de menţinere 6 pentru stabilizarea proteinelor, cu scopul de a minimiza depunerile pe suprafaţa de schimb de căldură în zona de încălzire 7. în această zonă, laptele este încălzit uniform la temperatura de 137°C, cu ajutorul apei. Sterilizarea este continuată printr-o menţinere de 3-4 s în tubul de menţinere 8, urmată de o răcire rapidă în zona 10, unde temperatura coboară până la 80°C. De aici produsul sterilizat intră în zona de regenerare produs-produs 3, unde este răcit până la temperatura de ambalare de 20...25°C.
O caracteristică a instalaţiei de sterilizare indirectă UHT este circuitul apei de încălzire care, din cauza temperaturii foarte înalte (140°C), trebuie să fie sub presiune. Din acest motiv, el este conceput ca un circuit total închis. Vasul sub presiune legat la acest circuit este echipat cu un sistem de alimentare cu aer, care menţine presiunea la aproximativ 3 bar, pentru a preveni fierberea. Apa este pompată din tancul sub presiune în zona de răcire cu apă 11, unde ajunge la temperatura de 80°C, apoi trece în zona de răcire a produsului sterilizat 10, unde se încălzeşte la aproximativ 130°C. În continuare, apa trece în zona de încălzire cu abur 9, unde are loc o încălzire precisă la o temperatură cu 2...3°C mai mare decât temperatura de sterilizare.
Vasul de presiune 14 asigură presiunea în circuitul produsului de sterilizat, unde, de asemenea, trebuie să se evite fierberea datorită temperaturilor mari de lucru.
Instalaţia Steritherm a firmei Alfa-Laval realizează sterilizarea în sistem indirect UHT pentru lapte şi produse lactate, folosind schimbătoare de căldură cu plăci (PHE).
Laptele este introdus în instalaţia din tancul de depozitare la 4...7°C şi este evacuat după sterilizare la temperatura camerei, în jur de 20...25°C.
Succesiunea operaţiilor în procesarea continuă este următoarea: preîncălzire regenerativă cu produsul sterilizat, omogenizare neaseptică, încălzire la temperatura de sterilizare de 135...140°C, menţinere aproximativ 4 s la temperatura de sterilizare, răcire indirectă cu apă, cu regenerarea căldurii şi răcire regenerativă cu produsul iniţial. Eficienţa regenerativă este în jur de 90%. Instalaţia Steritherm poate fi livrată pentru orice capacitate nominală cuprinsă între 1000 şi 30 000 l/h.
Instalaţii cu sistem de încălzire direct
Sistemul de încălzire direct presupune amestecarea directă a produsului cu aburul sub presiune. Aburul care condensează transferă căldura foarte rapid produsului. El este asociat, în general, cu un sistem de răcire direct, care se realizează prin detenta produsului sub vid, operaţie care, de asemenea, decurge foarte rapid. Răcirea sub vid se impune şi pentru a readuce produsul ia conţinutul de substanţă uscată iniţial, prin îndepărtarea excesului de umiditate datorat condensării aburului şi diluării produsului.
Principalul avantaj al sistemului de încălzire direct este timpul foarte scurt de încălzire şi răcire. El poate fi aplicat atât pentru tratamente termice de pasteurizare, cât şi de sterilizare, în special pentru sterilizarea UHT.
Sistemul de încălzire directă este de două feluri: cu injecţie de abur; cu infuzie de abur.La procedeul cu injecţie de abur, aburul este injectat în produs la presiune ridicată. El prezintă ca
avantaj, faţă de sistemul cu infuzie de abur, faptul că necesită un spaţiu mai mic de amplasare.La încălzirea prin contact direct prin injecţie de abur, acesta este introdus în instalaţie în mod continuu
printr-un injector de abur. La sistemul prin infuzie. produsul este introdus pe o suprafaţă mare într-o atmosferă de abur, cu presiune suficient de ridicată pentru a atinge temperatura de sterilizare dorită. Aburul utilizat trebuie obţinut din apă potabilă într-un generator de abur special sau într-un boiler. utilizând adaosuri, pentru tratament, admise.
În injector, aburul antrenează produsul cu pulsaţii şi vibraţii excesive, care pot conduce la fluctuaţii ale presiunii şi variaţii de temperatură. Pentru a stabiliza operaţia sunt necesare orificii suplimentare la intrarea produsului şi la ieşirea produsului încălzit pentru a izola camera de injecţie. Orificiile sunt aproximativ egale ca mărime şi sunt proiectate pentru a produce o cădere de presiune de ce mult 68,94 kPa

de-a lungul injectorului.Firma Alfa-Laval a conceput sistemul WIS (Vacu-Therm Instant Sterilizer) pentru încălzirea şoc a
laptelui prin injecţie directă de abur viu. Tratamentul de sterilizare UHT cuprinde următoarele faze: - preîncălzire la temperatura de 75°C într-un schimbător de căldură cu plăci;
- încălzire directă prin injecţie de abur la temperatura de sterilizare de aproximativ 140°C, cu o menţinere de 3-4 secunde; - răcire prin detentă la aproximativ 76°C; această temperatură estecontrolată precis pentru a menţine cantitatea de apă evaporată egală exact cucantitatea de abur injectată, astfel încât tratamentul UHT să nu modifice conţinutuloriginal în substanţă uscată al produsului; - omogenizarea (aseptică); - răcirea finală în schimbătorul de căldură cu plăci.
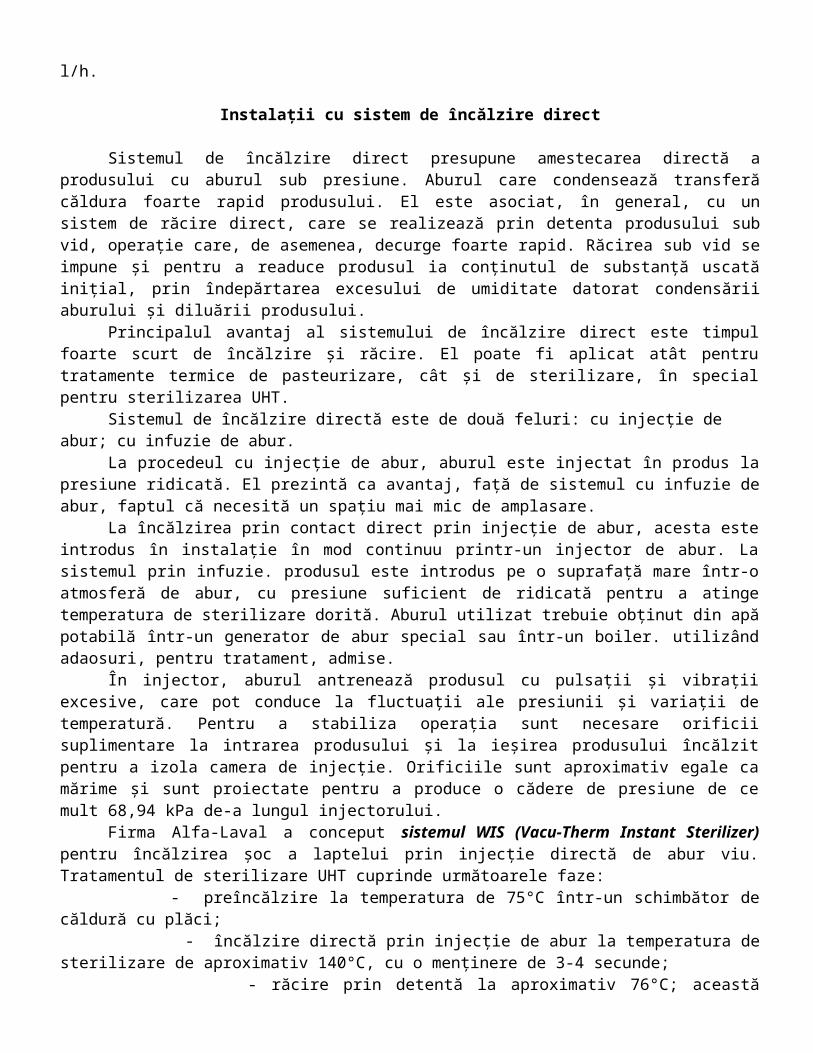
În figură este dat principiul de funcţionare al unei instalaţii de sterilizare UHT cu injecţie cu abur.
Instalaţie de sterilizare UHT ci injecţie cu abur: 1 – zonă de preîncălzire; 2 – zonă de încălzire finală;3 – pompă; 4 – ejector; 5 – tub de menţinere; 6 – cameră de detentă; 7 – pompă (aseptică);
8 – omogenizator (aseptic); 9 – răcitor (aseptic).
Sterilizarea cu infuzie de abur este cea mai recentă îmbunătăţire adusă sistemului de sterilizare UHT. Obiectivele au fost îmbunătăţirea gustului şi a mirosului produselor UHT până la nivelul produselor pasteurizate.
Principiul infuziei s-a dovedit a fi superior din următoarele motive: - încălzirea blândă a produsului cu o menţinere scurtă, controlată, la temperatura de sterilizare şi o răcire prin detentă foarte rapidă conduc la o pierdere foarte mică a factorilor de calitate;- nu se produce cavitaţie în timpul încălzirii (aşa cum se întâmplă la injector);- posibilitate de dezaerare în timpul încălzirii;- dezodorizare eficientă în timpul răcirii prin detentă;- lipsa unui contact între oţelul inoxidabil şi produs în timpul încălzirii în domeniul critic de temperatură pentru denaturarea proteinelor;- evitarea arderii produsului;- posibilitatea regenerării energiei;- flexibilitatea de a prelucra o gamă largă de produse dificile.
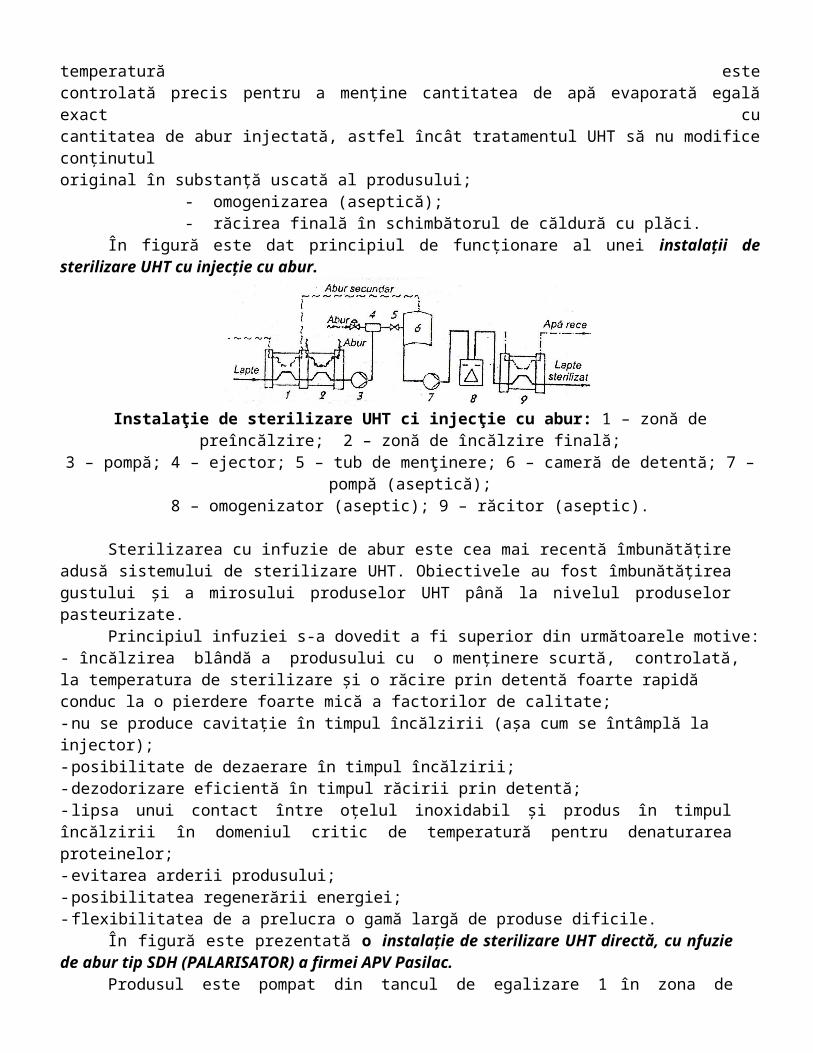
În figură este prezentată o instalaţie de sterilizare UHT directă, cu nfuzie de abur tip SDH (PALARISATOR) a firmei APV Pasilac.
Produsul este pompat din tancul de egalizare 1 în zona de regenerare 3 a schimbătorului de căldură cu plăci. Aici el este încălzit la 75°C înainte de a intra în camera de infuzie 5, în care este încălzit la 143°C, în 0,1 secunde, pentru ca apoi treacă în celula de menţinere 6. Produsul este menţinut 2 s la temperatura de sterilizare, după care ajunge în camera de detentă 7. Datorită răcirii sub vid, condensul adăugat este autoevaporat, iar temperatura scade la 73°C. Pompa ascetică 8 transferă produsul la omogenizatorul aseptic 9, care lucrează la 175 bar. Produsul este apoi răcit în zonele de regenerare 10 şi 11 ale schimbătorului de căldură cu plăci până la temperatura de ambalare.
Instalaţia este controlată cu un sistem de control cu microprocesor.Partea cea mai importantă a sterilizatorului prin infuzie Palarisatcr este noua concepţie a camerei de
infuzie şi a celulei de menţinere, prezentate în figură.
Instalaţie de sterilizare UHT cu infuzie de abur (PALARISATOR) - APV - Pasilac: 1 - tanc de egalizare; 2 - pompă; 3 - zonă de preîncălzire; 4 - pompă auxiliară; 5- cameră de infuzie; 6 -cameră de menţinere; 7- cameră de detentă; 8- pompă aseptică; 9- omogenizator aseptic; 10- zonă de răcire prin regenerare I; 11 -
zonă de răcire prin regenerare II; 12- condensator cu plăci; 13- răcitor cu plăci pentru apa din manta.
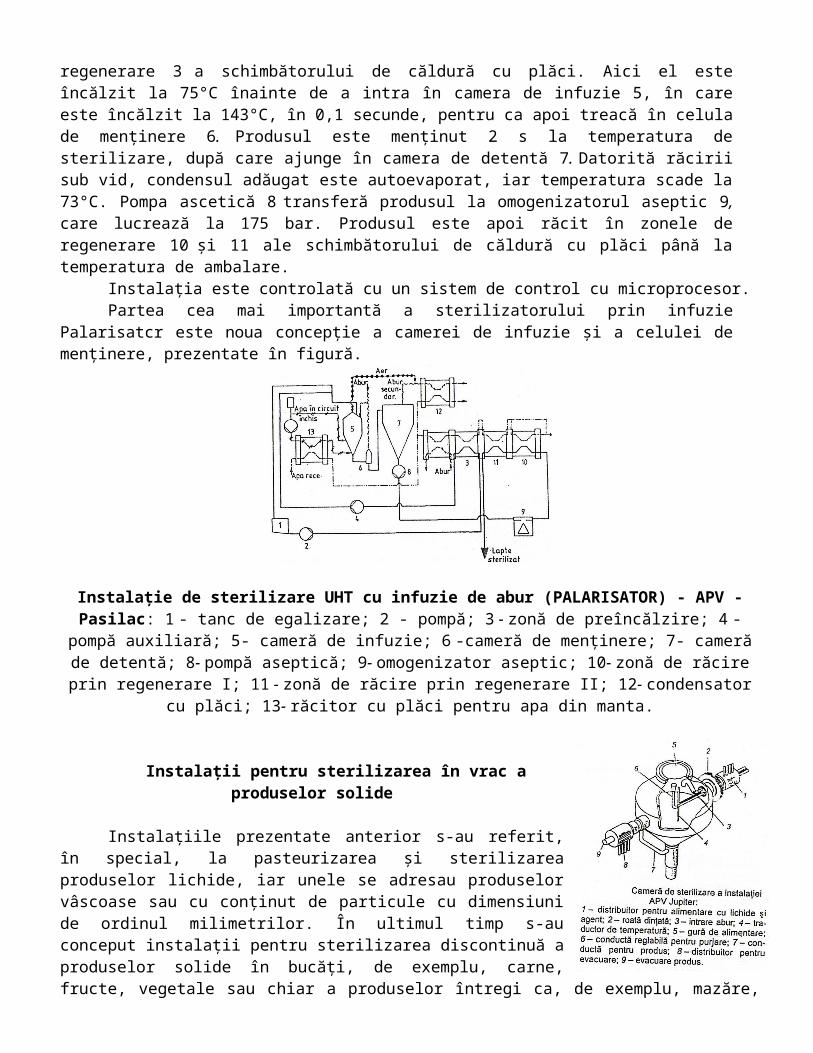
Instalaţii pentru sterilizarea în vrac a produselor solide
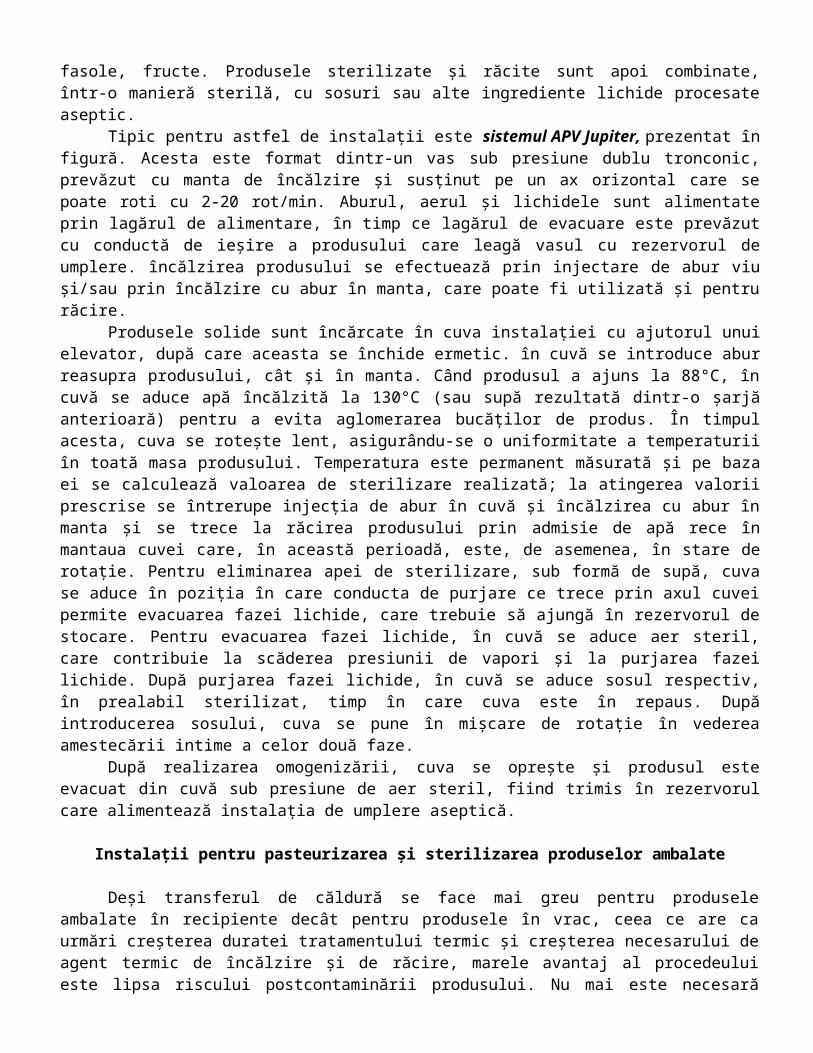
Instalaţiile prezentate anterior s-au referit, în special, la pasteurizarea şi sterilizarea produselor lichide, iar unele se adresau produselor vâscoase sau cu conţinut de particule cu dimensiuni de ordinul milimetrilor. În ultimul timp s-au conceput instalaţii pentru sterilizarea discontinuă a produselor solide în bucăţi, de exemplu, carne, fructe, vegetale sau chiar a produselor întregi ca, de exemplu, mazăre, fasole, fructe. Produsele sterilizate şi răcite sunt apoi combinate, într-o manieră sterilă, cu sosuri sau alte ingrediente lichide procesate aseptic.
Tipic pentru astfel de instalaţii este sistemul APV Jupiter, prezentat în figură. Acesta este format dintr-un vas sub presiune dublu tronconic, prevăzut cu manta de încălzire şi susţinut pe un ax orizontal care se poate roti cu 2-20 rot/min. Aburul, aerul şi lichidele sunt alimentate prin lagărul de alimentare, în timp ce lagărul de evacuare este prevăzut cu conductă de ieşire a produsului care leagă vasul cu rezervorul de umplere. încălzirea produsului se efectuează prin injectare de abur viu şi/sau prin încălzire cu abur în manta, care poate fi utilizată şi pentru răcire.
Produsele solide sunt încărcate în cuva instalaţiei cu ajutorul unui elevator, după care aceasta se închi-de ermetic. în cuvă se introduce abur reasupra produsului, cât şi în manta. Când produsul a ajuns la 88°C, în cuvă se aduce apă încălzită la 130°C (sau supă rezultată dintr-o şarjă anterioară) pentru a evita aglomerarea bucăţilor de produs. În timpul acesta, cuva se roteşte lent, asigurându-se o uniformitate a temperaturii în toată masa produsului. Temperatura este permanent măsurată şi pe baza ei se calculează valoarea de sterilizare realizată; la atingerea valorii prescrise se întrerupe injecţia de abur în cuvă şi încălzirea cu abur în manta şi se trece la răcirea produsului prin admisie de apă rece în mantaua cuvei care, în această perioadă, este, de asemenea, în stare de rotaţie. Pentru eliminarea apei de sterilizare, sub formă de supă, cuva se aduce în poziţia în care conducta de purjare ce trece prin axul cuvei permite evacuarea fazei lichide, care trebuie să ajungă în rezervorul de stocare. Pentru evacuarea fazei lichide, în cuvă se aduce aer steril, care contribuie la scăderea presiunii de vapori şi la purjarea fazei lichide. După purjarea fazei lichide, în cuvă se aduce sosul respectiv, în prealabil sterilizat, timp în care cuva este în repaus. După introducerea sosului, cuva se pune în mişcare de rotaţie în vederea amestecării intime a celor două faze.
După realizarea omogenizării, cuva se opreşte şi produsul este evacuat din cuvă sub presiune de aer steril, fiind trimis în rezervorul care alimentează instalaţia de umplere aseptică.
Instalaţii pentru pasteurizarea şi sterilizarea produselor ambalate

Deşi transferul de căldură se face mai greu pentru produsele ambalate în recipiente decât pentru produsele în vrac, ceea ce are ca urmări creşterea duratei tratamentului termic şi creşterea necesarului de agent termic de încălzire şi de răcire, marele avantaj al procedeului este lipsa riscului postcontaminării produsului. Nu mai este necesară ambalarea aseptică şi sterilizarea ambalajelor, ceea ce echilibrează în general consumul energetic mai ridicat de la tratamentele termice de stabilizare a produselor ambalate.
În ceea ce priveşte creşterea duratei tratamentului termic, aceasta este nu numai o urmare a reducerii fluxului termic datorită prezenţei ambalajului ci şi un lucru impus, deoarece temperatura tratamentului termic este limitată de creşterea presiunii din interiorul ambalajului. În nici un caz nu se poate aplica o sterilizare UHT (135...145°C timp de 2-6 s) pentru produsele ambalate în recipiente, dar se pot atinge performanţe de sterilizare la 120...130°C, cu durată de menţinere de 2-12 min în unele instalaţii ca, de exemplu, la sterilizarea cu flacără (Steriflame).
În general, pentru pasteurizarea vinului şi a berii, dacă la pasteurizarea în vrac era suficient un regim HTST (70...75°C, timp de 15-30 s), pentru pasteurizarea în butelii de sticlă în pasteurizatoare de tip tunel este necesar un regim LTLT (60...650C, timp de 20-30 min). Diferenţele care apar pentru durată totală (încălzire-pasteurizare-răcire) a tratamentului termic sunt şi mai mari.
Cu toate acestea, lipsa riscului reinfectării şi a contaminării după tratamentul termic, în timpul transportului şi a depozitării, cu creşterea securităţii produsului, fac ca pasteurizarea şi sterilizarea produselor ambalate să fie o tehnică foarte utilizată. La aceasta se adaugă şi faptul că pentru produsele păstoase sau cu solid în lichid, sau, în general, pentru produsele greu pompabile, instalaţiile pentru tratamentul termic de stabilizare în vrac nu sunt încă bine puse la punct şi generalizate, astfel încât pentru acestea nu există alternativă.
Procesarea termică a produselor ambalate în recipiente se poate face prin încălzire indirectă cu abur saturat, cu apă caldă, cu aer cald în convecţie forţată sau crin încălzire directă la flacără. Dintre acestea, încălzirea cu abur saturat sau cu apă caldă sunt cele mai utilizate metode.
După regimul de lucru, instalaţiile se pot împărţi în instalaţii cu funcţionare discontinuă şi instalaţii cu funcţionare continuă.
Instalaţii de pasteurizare şi sterilizare discontinue
Utilajele pentru pasteurizare şi sterilizare discontinue poartă denumirea generică de autoclave. Ele prezintă avantajul că se pot utiliza pentru diferite mărimi de recipiente şi pot fi folosite pentru diferite regimuri de temperatură-timp, dar consumul de abur şi apă este mai mare în comparaţie cu instalaţiile cu funcţionare continuă.
Autoclavele pot fi de construcţie verticală sau orizontală. Autoclavele verticale (cu încărcarea la partea superioară) necesită spaţiu de amplasare mai mic decât autoclavele orizontale (cu încărcarea laterală), dar acestea din urmă sunt mai convenabile din punct de vedere al încărcării şi descărcării. în plus, autoclavele orizontale pot asigura o mişcare de rotaţie ambalajelor, ceea ce duce la îmbunătăţirea transferului termic şi la reducerea duratei tratamentului termic.
Autoclave verticale. Autoclava verticală este un vas cilindric confecţionat din tablă de oţel, cu fund bombat, prevăzută cu capac rabatabil. Capacul este prins de corpul autoclavei cu balamale şi strâns pentru asigurarea închiderii cu buloane rabatabile legate de corp şi strânse cu piuliţe tip fluture. Etanşeitatea dintre capac şi corpul autoclavei este asigurată printr-o garnitură de azbest sau bumbac, îmbibată în ulei. Pentru uşurinţa manevrării capacului, acesta este prevăzut cu contragreutăţi.
La partea inferioară a vasului este montat un barbotor prin care se aduce aburul în autoclava. Barbotorul poate avea diferite forme: inelar (cu orificii de 3 mm înclinate la 45° faţă de verticală în sus şi în jos) sau cu alimentare centrală cu 4 sau 6 ramificaţii. Aerul necesar creării suprapresiunii în autoclava se introduce tot prin barbotor.
La fundul autoclavei se găseşte racordul pentru scurgerea apei, care este în legătură cu conducta de preaplin, de la partea superioară. în partea inferioară a capacului se găseşte o serpentină perforată pentru
alimentarea cu apă, legată la reţea printr-un furtun de cauciuc.Pe conductele de abur, apă şi aer, între ventile şi autoclava, se montează dapete de reţinere, care lasă să
treacă fluidul într-o singură direcţie, de la ventil la autoclavă.Recipientele cu produs se aduc în autoclava în coşuri. Se construiesc autoclave cu 1-4 coşuri. Coşurile
sunt cilindrice şi au diametrul cu circa 80 mm mai mic decât diametrul interior al corpului autoclavei pentru asigurarea spaţiului liber de circulaţie a apei. Coşurile sunt confecţionate din tablă perforată, cu orificii de minimum 25 mm şi distanţa maximă dintre orificii de 2,5xd, pentru o bună circulaţie a fluiudelor printre recipiente. Coşurile se aşază concentric şi se sprijină pe suporturi corpul autoclavei.
Autoclava mai este prevăzută cu ventil de aerisire şi supapă de siguranţă montate pe capac, şi buzunar, montat pe corpul autoclavei, în care se introduce termometrul.
Autoclava verticală: 1 - corp cilindric; 2 - capac rabatabil; 3 - fund; 4 - coş; 5 - barbotor; 6 - inel-suport; 7 - racord evacuare apă; 8 - conductă stropire apă; 9 - racord apă de răcire; 10 - braţ; 11- contragreutate;
12 - balama; 13 - bulon rabatabil; 14 - piuliţă tip fluture; 15 - inel sudat; 16 - garnitură de etanşare; 17 - placă sudată; 18 - buzunar; 19 - conductă de legătură; 2 0- termometru; 21 - manometru;
22 - supapă de siguranţă; 23 - ventil de aerisire; 24 - ventil cu 3 căi; 25 - racord preaplin.Autoclava se sprijină pe sol pe suporturi de sprijin.Pentru buna funcţionare a autoclavelor, trebuie să se respecte riguros fazele de încărcare, preîncălzire,
sterilizare, răcire şi anumite reguli de conducere a procesului de sterilizare.În vederea sterilizării, coşurile cu recipiente se introduc în autoclava şi se aşază pe cele trei suporturi
de sprijin. Se introduce apoi apă în autoclava până la nivelul conductei de preaplin, după care se închide autoclava prin strângerea celor opt şuruburi rabatabile şi se deschid ventilele de admisie a aburului, de aerisire, de preaplin. în momentul în care prin racordul de aerisire ies vapori, se închid ventilele de aerisire şi de preaplin, urmărindu-se în continuare ridicarea temperaturii şi a presiunii. La atingerea temperaturii de 105...110°C se introduce aer comprimat, astfel ca presiunea să crească treptat în interiorul autoclavei, ajungându-se la o suprapresiune de aer de 1,5 bar pentru o temperatură de 120°C. Schema unei instalaţii de sterilizare cu suprapresiune de aer este prezentată în figură.
Schema unei instalaţii de sterilizare cu suprapresiune de abur: 1 - autoclavă; 2 - compresor; 3 - recipient de presiune; 4 - ventil de aerisire; 5 - supapă de siguranţă; 6 - termometru;
7 - manometru; 8 - conductă alimentare abur; 9 - conductă de aer; 10 - clapetă de reţinere; 11 - conductă alimentare apă; 12 - conductă golire autoclavă; 13 - conductă de preaplin;
14 - manometru; 15 - supapă de siguranţă; 16, 17, 18, 19,20,21-ventile.
Pentru fiecare tip de conservă şi recipient există un regim precis de creştere a temperaturii şi presiunii în intervalul de timp prescris.
Din momentul atingerii temperaturii de sterilizare, operaţia decurge la temperatură constantă, iar presiunea de aer se ridică treptat de la mijlocul duratei de sterilizare, astfel încât să ajungă la 2 bar. La o presiune de aer mai mare se deschide supapa de siguranţă.
La sfârşitul perioadei de sterilizare prescrise, se deschide ventilul de abur şi se deschid uşor ventilele de preaplin şi de alimentare cu apă de răcire. Se menţine suprapresiunea de 2 bar, manipulând ventilele de apă, aer şi preaplin până la atingerea temperaturii de 100°C, când se acţionează ventilul de aerisire pentru reducerea treptată a suprapresiunii. Se continuă alimentarea cu apă de răcire, până când temperatura ajunge la valoarea prescrisă. Surplusul de apă se evacuează prin preaplin.
La sfârşitul operaţiei de răcire se deschide capacul şi se scot coşurile din autoclavă cu ajutorul unui electropalan.
Autoclavă verticală poate funcţiona şi în regim de pasteurizare pentru produsele ce necesită un tratament termic de stabilizare sub 100°C. În acest caz nu mai este nevoie de contrapresiune de aer.
Autoclave orizontale. Autoclavele orizontale sunt în prezent mai răspândite decât cele verticale şi se construiesc în mai multe variante:- autoclave orizontale cu coşurile în mişcare de rotaţie, fără economizor (Lubeca LW3003);- autoclave orizontale cu coşurile în mişcare de rotaţie, cu economizor (Rotomat Atmos, Lubeca LW 2002);- autoclave statice, fără economizor, cu mediul de încălzire şi răcire în circulaţie, cu sau fără schimbător de căldură (Lubeca LW 406-6);- autoclave statice, cu economizor, cu mediul de încălzire şi răcire în circulaţie (Lubeca LW 402 G);- autoclave statice, cu schimbător de căldură cu plăci pe circuitul de răcire (Jumbo Lagarde).
Autoclavele care sunt prevăzute cu un dispozitiv ce permite rotirea coşurilor cu ambalaje în interiorul autoclavei se numesc rotoclave. Rotirea contribuie la îmbunătăţirea transferului de căldură şi ca o consecinţă la scurtarea duratei de sterilizare.
Rotoclavele pot fi prevăzute cu dispozitive de rotire numai într-o singură direcţie sau cu dispozitive de rotire pendulare, între rotirea spre stânga şi cea spre dreapta făcându-se o pauză. La unele rotoclave, durata de rotire pendulară este reglată fără trepte, între 5 şi 10 s, cu o pauză de 15 s, iar la cele comandate electronic, pe baza unui program cu cartele perforate, se poate realiza orice program de rotire pendulară.
Economizorul este un vas sub presiune, aşezat deasupra autoclavei, în care se preîncălzeşte apa înaintea începerii operaţiei de sterilizare.
Autoclava Rotomat-Atmos este o autoclavă cu economizor, deci este formată dintr-o autoclavă orizontală şi un vas sub presiune.
Autoclava orizontală este prevăzută la un capăt cu un fund fix, iar la celălalt capăt cu un capac montat pe balamale care se închide şi se etanşează la corpul autoclavei cu ajutorul unor pârghii şi a unei roţi de strângere. Coşurile, în care se aşază recipientele, au formă cubică şi se introduc pe două şine de ghidaj, fixate în sistemul de rotaţie. Mişcarea de rotaţie este transmisă la axul sistemului de rotaţie de către un electromotor prin intermediul unei cutii de viteze, al unei transmisii cu roţi dinţate şi al unei transmisii cu curea. Autoclava mai este prevăzută cu racorduri pentru alimentarea cu apă rece, apă fierbinte, abur şi aer, precum şi pentru evacuarea apei uzate la canal.
Autoclava Rotomat - Atmos: 1- corp de sterilizare; 2 - rezervor de apă caldă; 3 - pompă; 4 - pompă apă rece; 5, 6, 7 - relee; 8 - conductă de dezaerare; 9 - ventil de legătură; 10 - tablou de comandă; 11 - conductă abur; 12 - ventil; 13 - conductă evacuare; 14 - ventil; 15 - depresurizare; 16- conductă de aer;
17 - ventil apă rece; 18 - capac etanşare; 19 - dispozitiv de înregistrare a turaţiei; 20 - manometru.
Vasul de presiune este prevăzut cu un barbotor de abur pentru încălzirea apei şi cu o serie de racorduri pentru alimentarea cu apă rece, abur, şi apă fierbinte de la autoclava şi pentru evacuarea apei fierbinţi.
În cele trei perioade (preîncălzire, sterilizare, răcire), coşurile cu recipiente se găsesc în mişcare de rotaţie. După răcire, se evacuează complet apa din autoclavă, se deschide capacul acesteia şi se scot coşurile.
Ca şi autoclavele verticale, rotoclavele pot fi montate individual sau în baterii.
Instalaţii de pasteurizare şi sterilizare cu funcţionare continuă
În aceste instalaţii produsele, ambalate în borcane, butelii de sticlă, cutii metalice sau ambalaje din material plastic trec continuu prin mai multe sectoare termice în care are loc preîncălzirea, pasteurizarea/sterilizarea şi răcirea produsului, uneori urmată şi de uscarea ambalajului, conform unei diagrame temperatură-timp bine stabilită, funcţie de natura produsului.
Avantajele instalaţiilor de pasteurizare şi sterilizare cu funcţionare continuă sunt:- capacitate mare de producţie, cu consum minim de utilităţi;- siguranţă maximă în funcţionare;- posibilitatea efectuării tratamentului termic pentru toate tipurile de ambalaje, cu diferite sisteme de închidere, eventual posibilitatea tratării concomitente a două sau mai multe tipuri de recipiente;- consumul redus de manoperă.
Pasteurizatoare/sterilizatoare tip tunel. În principiu, sunt construite dintr-o carcasă în formă de tunel în care recipientele se deplasează de la un capăt la altul cu ajutorul unui mijloc de transport, pe un singur nivel sau pe mai multe niveluri şi sunt caracterizate prin funcţionarea la presiune atmosferică. Deci, chiar atunci când se numesc sterilizatoare, pentru că efectul tratamentului termic este de sterilizare, temperatura este < 100°C (este cazul produselor cu aciditate medie şi ridicată, cu pH<4,5).
Agentul termic utilizat este aburul sau apa caldă, iar agentul de răcire este apa rece. Numărul sectoarelor termice este cuprins între 5 şi 8 în funcţie de temperatura iniţială a produsului, temperatura de pasteurizare/sterilizare, temperatura finală a produsului şi natura ambalajului. Primele sectoare urmăresc aducerea produsului de la temperatura iniţială la temperatura de pasteurizare/sterilizare şi pot fi în număr de 1-3, sau pot lipsi, atunci când umplerea recipientelor s-a făcut la cald la o temperatură apropiată de temperatura de pasteurizare/sterilizare. Următorul sector, de obicei cel central, are rolul de a menţine produsul la temperatura de pasteurizare/sterilizare, iar ultimele sunt destinate răcirii treptate a recipientelor cu produs. În cazul borcanelor şi a buteliilor de sticlă, care nu rezistă la şocuri termice, încălzirea şi răcirea trebuie să se facă în trepte limitate de temperatură. Astfel, se recomandă ca la încălzire saltul termic să fie mai mic de 25°C, în timp de 5 minute, iar la răcire căderea de temperatură să nu depăşească 33°C pentru acelaşi interval de timp.
La folosirea apei ca agent termic, transferul de căldură se poate face prin imersarea recipientelor în
baie de apă, prin stropire cu ajutorul duzelor de pulverizare sau prin inundaţie continuă, când se folosesc bazine cu funduri perforate. Sistemul de captare şi recirculare a apei de stropire este constituit din bazine de colectare, pompe, conducte, duşuri sau bazine perforate. Bazinele de colectare pot fi amplasate dedesubt sau lateral de tunel. Temperatura apei se reglează automat, prin barbotare de abur sau cu schimbătoare de căldură cu abur în bazinele centrale de colectare şi prin recircularea apei între bazinele de la intrare şi cele de la ieşire, în scopul recuperării căldurii, prin formarea unor zone conjugate.
În funcţie de sistemul de transport al recipientelor în interiorul instalaţiei, acestea se împart în următoarele categorii:- instalaţii cu casete mobile;- instalaţii cu grătare păşitoare, acţionate mecanic, pneumatic sau hidraulic (pas de pelerin);- instalaţii cu benzi transportoare acţionate mecanic.
Instalaţiile de pasteurizare/sterilizare tip tunel se utilizează pentru tratamentul termic al produselor lichide ca, de exemplu: bere, vin, sucuri, băuturi răcoritoare (carbonatate sau nu), sosuri, cât şi pentru produse vâscoase, semisolide sau cu conţinut de solid în lichid ca, de exemplu: pastă de tomate, gemuri, budinci.
Pasteurizatoarele-tunel pentru bere, vin, sucuri de fructe, băuturi răcoritoare, cidru, au construcţie asemănătoare în ceea ce priveşte numărul de zone şi regimul termic al acestora, încadrându-se în sistemul de tratament termic LTLT (Low Temperature Long Time). De exemplu, regimul termic pentru pasteurizarea berii este de 60...70°C, timp de 20 minute, cu o durată totală de trecere prin tunel de aproximativ o oră. Pasteurizarea vinului se face la temperatură de 65...70°C, cu un timp de tratare termică de 60 minute pentru vinurile obişnuite şi de 90-100 minute pentru cele spumante şi spumoase, din care în jur de 1/2 pentru trecerea prin sectorul de pasteurizare propriu-zis pentru primele şi circa 2/3 pentru cele din a doua categorie.
Pasteurizatorul LE DELUGE tip "C" (Gasquet), destinat fn special pasteurizării berii, se caracterizează prin faptul că alimentarea şi evacuarea buteliitor se realizează pe aceeaşi parte a tunelului, prin două transportoare etajate.
Tratamentul termic se efectuează în 7 zone, repartizate pe două etaje super-pczabile: la etajul superior buteliile sunt încălzite în 3 zone cu temperaturile de 15, 30 şi 48°C, după care intră în zona de pasteurizare la 65°C, zonă ce se continuă la etajul inferior, unde buteliile sunt apoi răcite în zonele cu temperaturi de 48, 30 şi 15°C. Prin suprapunerea zonelor de preîncălzire cu cele de răcire şi împărţirea zonei de pasteurizare în două părţi suprapuse, se micşorează considerabil lungimea instalaţiei.
Transportul buteliilor se face cu casete mobile. După intrarea în pasteurizator, buteliile se aşază în rânduri paralele pe etajerele goale şi rămân în ele până la sfârşitul tratamentului, fără a fi lovite sau basculate în decursul trecerii prin aparat. Casetele posedă câte un spătar care sprijină buteliile împotriva alunecării. Casetele avansează în instalaţie printr-un joc combinat de lonjeroane fixe şi mobile. Acestea din urmă ridică casetele la fiecare ciclu, le deplasează pe o distanţă precisă şi fixă, apoi le depune pe lonjeroanele fixe şi revin la locul iniţial. Translarea casetelor se efectuează deci fără lanţ.
Plafonul aparatului este prevăzut cu bazine perforate, care repartizează jeturi de apă pe fiecare rând de butelii, producând o scurgere continuă cu o mare eficacitate termică.






























