Embed Size (px)
Citation preview

Minerals Engineering 23 (2010) 1213–1219
Contents lists available at ScienceDirect
Minerals Engineering
journal homepage: www.elsevier .com/locate /mineng
Spreadsheet-based modeling of liner wear impact on charge motionin tumbling mills
M. Yahyaei, S. Banisi ⇑Mining Engineering Group, Shahid Bahonar University of Kerman, P.O. Box 76175-133, Kerman, Iran
a r t i c l e i n f o
Article history:Received 6 July 2010Accepted 16 August 2010
Keywords:ComminutionSAG millingModeling
0892-6875/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.mineng.2010.08.013
⇑ Corresponding author. Tel./fax: +98 341 2112764E-mail address: [email protected] (S. Banisi).
a b s t r a c t
Grinding remains the major constituent of the total cost of processing minerals in most applications.Charge motion is one of the key parameters affecting grinding efficiency and mill power draw. Althoughthere have been numerous investigations on the effect of liner design on charge motion, the effect ofcharge profile due to liner wear during mill operation along the mill length has not received much atten-tion. In this research, Powell’s analytical approach to calculate the charge trajectory with respect to theliner profile was used to develop a software based on Microsoft Excel� . As a case study, the liner wearprofile of the Sarcheshmeh copper complex SAG mill was used to model the liner wear rate and calculatethe changes of lifter face angle and lifter height during mill operation. Results were then used to deter-mine charge motion in the SAG mill at any given operation time. The results indicated that after 4000 h ofoperation the lifters face angle increased from 14� to 47.1� and the height of lifters decreased from 15.2 to5.8 cm. Modeling charge motion in the mill after 3000 h of operation showed 34� difference between themaximum and minimum of angles of impact along the mill length due to the nonuniform wear profile. Itwas also found that the variation in the pattern of the charge motion depends on the mill working hoursand the distance of the desired point from the feed end. It was determined that the ratio of spacing to theheight of lifters (S/H) plays an important role in the grinding efficiency and throughput. After 4000 h ofoperation, S/H ratio of the Sarcheshmeh SAG mill increased from 1.7 to 4.6.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Comminution is the most energy intensive operation whichconstitutes the major portion of operating and capital costs ofthe mineral processing plants. In the last decade, a vast numberof research works aimed at studying various aspects of grindingwith the aim of performance improvement (Davis, 1919; Mishraand Rajamani, 1990; Kalala et al., 2008; McElroy et al., 2009).Due to inherent complexity of grinding a comprehensive modelto describe the process has not yet been proposed. One major rea-son has been the simplification of dynamic conditions of the chargeinside the mill (Morrell, 1993). Laboratory studies have shown thatthe assumption of a fixed shape for the charge is far from the real-ity (Liddell, 1986). There have been many attempts to quantifyanalytically the effect of various parameters on the dynamics ofmill charge (McIvor, 1983; Vermeulen and Howat, 1986; Powell,1991; Augustine and Moys, 2006; Makokha et al., 2007; Cleary,2009). Mill liners transfer the input power to the charge and playa significant role on the motion of the charge (McIvor, 1983;Mishra and Rajamani, 1990; Moys, 1993; Cilliers et al., 1994;
ll rights reserved.
.
Radziszewski, 1997; Van Nierop et al., 2001; Kiangi and Moys,2006; Kalala et al., 2008). Mill liners designs affect the chargeprofile resulting in a specific grinding mechanism. Smooth linersincrease the abrasion mechanism which results in a finer product.Lifters improve the lifting action of liners and prevails shatter andimpact mechanisms in mill environment which results in a coarserproduct (Wills and Napier-Munn, 2007). A significant change in theballs impact points relative to charge toe due to liner profile andresulting direct impact of balls to liners could lead to broken linersand subsequent costly mill downtimes (Banisi and Hadizadeh,2007). Although a large number of studies have been carried outon the effect of liner profile on the charge motion and power draw,the effect of liner profile change during the operation on the chargemotion along the mill length has not received considerableattention.
1.1. Liner design and charge motion: a background
It appears that White (1905) was the first person who tried tostudy the charge motion analytically. Later Davis (1919) relatedthe charge motion to power draw. Their works on determiningthe charge trajectory were similar; they assumed the materialinside the mill was a locked charge which moved in a circular pathuntil it reached the point of equilibrium. Grinding elements start

1214 M. Yahyaei, S. Banisi / Minerals Engineering 23 (2010) 1213–1219
their free flight after the point of equilibrium in a parabolic trackuntil they hit the mill shell. In this type of study parameters suchas liner profile, friction forces and interaction of grinding elementsare ignored.
Powell (1991) has analyzed the charge motion in detail. He ap-plied dynamics principles to determine the effect of liner profile oncharge motion. Nevertheless he ignored the interactions of grind-ing elements. McIvor (1983) also investigated the effect of liner de-sign on charge trajectory but he assumed that the outer layer ofmill load will immediately projected into free flight after it reachesthe point of equilibrium (McIvor, 1983). Taking the McIvor ap-proach Powell extended the study of the charge motion from thepoint of equilibrium until it reaches the edge of the lifter. Mishraand Rajamani (1990) have used discreet element modeling(DEM) method to predict not only the trajectory but also the inter-actions of grinding elements. In recent years, DEM modeling hasbeen the common approach to investigate the effect of operationparameters on charge motion and power draw in tumbling mills.
Morrell (1993) studied the effect of liner profile, mill speed andmill total filling on charge shape. He used a laboratory mill withone transparent end and photographed the load under variousoperating conditions. The variation of the toe and shoulder posi-tions for three different liner profiles at various mill speeds and fill-ings were studied in his work. Then he proposed various empiricalequations to relate the positions of toe and shoulder and inner loadradius to mill speed and filling (Morrell, 1993). In his work the loadtrajectory was not studied.
Radziszewski (1997) combined various relationships proposedby other researchers to model charge trajectory for various layerswithin the mill taking into account the slippage between layers.He then used it to estimate mill power draw. He also modeledthe liner wear by analyzing forces acting on liners using DEM.There have been other works regarding the factors influencingthe charge trajectory (Moys, 1993; Cilliers et al., 1994; Valderramaet al., 1995; Morrell and Kojovic, 1996; Van Nierop et al., 2001;Makokha et al., 2007; Kalala et al., 2008; Cleary, 2009).
1.2. Effect of liner wear on charge trajectory
During grinding liner profile (i.e., lifter height and face angle)changes gradually. The lifter face angle has been reported as themost effective parameter influencing the charge trajectory (McIvor,1983; Powell, 1991; Makokha et al., 2007; Rezaeizadeh et al.,2010). It has also been found that the lifter height plays a role inchanging the trajectory of the charge outer layer (McIvor, 1983).It is therefore necessary to study the relationship between the linerwear profile and charge behavior in order to understand the varia-tion of grinding performance during operation.
Banisi and Hadizadeh (2007) measured the 3-D liner wear pro-file at the Sarcheshmeh copper concentration plant SAG mill usingan especially-designed measuring device. They measured the linerwear profile regularly and entered the data into a mechanical soft-ware called Solidworks� to make the 3-D shape of liners at any gi-ven operating time. Their results could be used to model linerprofile variations during operation. The objective of the presentstudy was to predict charge trajectory change due to the liner wearalong the mill length for an industrial SAG mill using Powell (1991)methodology.
2. Materials and methods
2.1. Charge trajectory prediction software
In order to determine the charge trajectory a software calledGMT (Grinding Media Trajectory) was developed based on Micro-
soft Excel� spreadsheet using the method proposed by Powell(1991). In this approach if the grinding media is positioned at thetip of lifter it will start its free flight after the point of equilibrium.Otherwise, it will start to role or to slide on the lifter surface until itreaches the edge of the lifter. Then it will fall into free flight (Pow-ell, 1991). When the grinding media reaches the edge of liner, thereference frame should change to a Cartesian coordination whichits origin is positioned at the mill center to simplify the calcula-tions. The speed of the particle composed of its linear velocity par-allel with the lifter face and angular speed resulted from millrotation. These two types of speeds should resolve into compo-nents parallel with Cartesian axes to calculate the charge trajec-tory. The free flight of charge will end when it encounters themill shell.
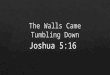
GMT in comparison with other software packages has theadvantages of using all MS Excel� readily available functions andcapabilities. The main feature of GMT is the ability to show the kid-ney-type shape of the charge along with the trajectory which hasnot been incorporated in similar software packages. The ratio ofspacing to the height of lifters (S/H) along the mill length is alsopredicated. Morrell’s (1993) approach was applied to determinethe charge shape in which he calculated positions of the toe andshoulder and inner charge radius based on mill speed and filling.In other software packages, the shape of the charge is indicatedwith a straight line with a constant angle which has been shownto be not very realistic (Morrell, 1993). Because of the differencesin the calculation of charge trajectory for rods and balls an optionhas been provided which enables the user to choose the media type.A powerful error detection system has also been incorporated inGMT which checks input data entry and prevents inclusion of inva-lid values in the calculation procedure. Fig. 1 shows the data entrysection of the software. There are three sections to be completed bythe user: mill, grinding media and liner data sections. A graphicallegend has also been provided which defines the mill effectivediameter, lifter width, lifter face angle and lifter height. Since inthe literature various ways of defining these parameters have beenadapted, the legend prevents any possible confusion. In the millsection, the values indicating the effective diameter, speed and fill-ing are entered. In the grinding media section, the media type (i.e.,ball or rod), diameter and density are recorded. In the liner section,lifter face angle, liner height, lifter width, number of lifters, staticfriction and dynamic friction should be entered. Negative valuesor values out of a normal range will be prevented from enteringby the error detection system. For the media trajectory calculationthe values shown in Table 1 were used in the GMT software.
2.2. The Sarcheshmeh copper complex SAG mill
This study was carried out at the Sarcheshmeh copper complexlocated in south-eastern Iran. At the new concentration plant of theSarcheshmeh copper complex a 9.75 � 4.87 m SAG mill is used togrind the product of a gyratory crusher where particles are smallerthan 17.5 cm. The SAG mill uses two 5500 hp synchronous motorsand works with constant 10.5 rpm rotational speed in two direc-tions. The mill shell is lined with two series of 60-row liners. Themill liners are chrome-molybdenum steel casting type with a Brin-nell hardness between 325 and 375. The lifter face angle, lifterheight and plate thickness are 14�, 152 mm and 78 mm, respec-tively. The liner length is 2084 mm which weighs 1130 kg. Themanufacturer recommends that the liners should be changed whenthe lifter height reaches one third of its initial height (i.e., 51 cm).
The shape of liners was obtained by taking six measurements(profiles) with equal intervals along the length of the liner (Yahyaeiet al., 2009). Since each profile was characterized by 25 pointscorresponding to 25 needles of the measurement device, it waspossible to find a model to describe the height decrease of each

Fig. 1. Data entry section of the GMT software.
Table 1SAG mill characteristics used in GMT software to simulate charge motion.
Milldiameter(m)
Mill speed (%of criticalspeed)
Milltotalfilling(%)
Balldiameter(mm)
Staticfrictioncoefficienta
Dynamicfrictioncoefficienta
9.6 77 35 127 0.2 0.15
a These values were taken from Powell’s work (Powell, 1991).
M. Yahyaei, S. Banisi / Minerals Engineering 23 (2010) 1213–1219 1215
point with operation time. At any given operation time, for anyprofile, 25 point measurements were taken.
3. Results and discussion
3.1. Media trajectory predication by GMT software
Once the user has finished the completion of the data entry sec-tion in the GMT software, the trajectory along with the chargeshape could be calculated by pressing the ‘‘Simulate” button. A typ-ical result page of the software is shown in Fig. 2. In addition to thegraphical representation of the charge shape and trajectory someuseful information regarding the impact point (Xi, Yi, ui), impactspeed (Vxi, Vyi, VT), impact energy (Ek), positions of toe (�t) andshoulder (�s) and distance to height ratio of the lifters (S/H) arealso provided.
3.2. Liner wear profile measurement: the Sarcheshmeh copper complexSAG mill
A typical 3-D model of a worn liner after 5384 h of operation isshown in Fig. 3. It is evident that during the operation lifter heightand lifter face angle changes rather significantly. During the linerlife time (5384 h), four series of measurements were performedat 2120, 3259, 3759 and 5384 h of operation, respectively (for clar-ity only two of the four operation hours curves are shown in Fig. 4).In this manner, the heights of liners at any specific locations (i.e.,profiles 1–6) and the corresponding operation times became avail-able. A mathematical relationship was found to describe the heightdecrease versus increase in operation time for any of 25 points on
each profile. Therefore, in total 150 (6 � 25) equations each show-ing the lifter height vs. time made the modeling of the liner profileshape change possible. The general form of the equations was:
hiðtÞ ¼ hið0Þ þ k1i � t2 þ k2i � t ð1Þ
where hi(0), hi(t) and kji are the initial height of the ith point, theheight after t hours of operation and constants at the correspondingpoint, respectively (Yahyaei et al., 2009). In order to use the GMTsoftware to predict media trajectory, the lifter height and lifter faceangle were needed. These values were calculated upon knowing theprofile for any given operation time using Eq. (1).
3.3. Lifter face angle and height change
In order to evaluate the accuracy of the proposed model to esti-mate the lifter height for any given operation time, lifter heightsfor different profiles over the liner life time were compared withthe values obtained from the model. One criterion which is com-monly used to evaluate the models accuracy is their correspondingcorrelation coefficients. The correlation coefficients for the modelsof six profiles varied from 0.91 to 0.98 which indicated an accept-able accuracy (Yahyaei et al., 2009). This assured that the use ofmodel to study the variations of lifter face angles and heights dur-ing operation was legitimate. The lifter face angle was measured asthe angle between the lifter face and the direction which is normalto the liner plate (Fig. 1).
The largest change in the lifter face angle during operation oc-curred at the distance between 0.8 and 1.7 m from the feed endof the mill (Fig. 5). Due to the nonuniform liner wear profile alongthe mill length the lifter angle face for any given operation hoursvaried significantly. For example, the largest change in the lifterangle face for the operation hours of 3000 was from 14� to 34.6�which occurred between 0.8 and 1.7 m from the feed end. As ex-pected the change in the discharge end because of finer particlesize and uniform distribution compared to the feed end was notsignificant. The comparison of the curves for the distances 1.7and 4.2 m from the feed end in Fig. 5 clearly verifies theobservation.
The change in the lifter height during the operation is shown inFig. 6. The largest reduction in the lifter height occurred in the0.8 to 1.7 m from the feed end while the discharge end did not

Fig. 2. A typical result page of the GMT software.
Fig. 3. Typical 3-D model of new and worn liners after 5384 h of operation.
Fig. 4. The change of lifter profile (no. 3) over the liner life time.
Fig. 5. Lifter angle change along the mill length during operation.
Fig. 6. Lifter height change along the mill length during operation.
1216 M. Yahyaei, S. Banisi / Minerals Engineering 23 (2010) 1213–1219
experience any significant changes. The line showing the changein the lifter height for the profile 4.2 m away from the feed endis almost horizontal indicating a minor change during a period of5384 h of operation. Given the significant changes in the lifterface angle and height during operation it is expected that chargetrajectory also experiences considerable variations.
3.4. Charge trajectory change
The results obtained from modeling of the wear profile of theSarcheshmeh SAG mill were used to predict the charge trajectory
by the GMT software. The values regarding the characteristics ofthe mill were the ones shown in Table 1 and the lifter face angleand height for any position along the mill length were calculated.One such trajectory predication for a point 2.5 m away from thefeed end for a period of 4000 h of operation is illustrated inFig. 7. The effect of liner profile change during the operation was

Fig. 7. Charge trajectories for a point 2.5 m away from the feed end for a period of4000 h of operation.
Fig. 8. Charge trajectories for various distances from the feed end an operation timeof 3000 h.
Fig. 9. Variations of charge impact point along the mill length for various operationhours.
M. Yahyaei, S. Banisi / Minerals Engineering 23 (2010) 1213–1219 1217
found to be significant in particular after 3000 h of operation. If thischange in the trajectory is not compensated by other factors suchas increasing the mill speed it could have an adverse effect onthe efficiency of the grinding. This problem is of importance inthe case of the Sarcheshmeh SAG mill where a constant speed driveis used. The charge shape which is also shown in Fig. 7 (dottedlines) suggests the possibility of direct impact of balls and liners.The broken liners detected at the early weeks of the operation wereindicative of the problem. The charge trajectory should be taken
into consideration in determining the liner removal time ratherthan the amount of scrap metal of liners which is common in mostplants. As it was shown, the wear profile along the mill length wasnot uniform which makes the suggestion regarding the liner re-moval time reasonable.
In order to study variations of the charge trajectory along themill length the trajectories were obtained after a certain operationtime at distances of 0.8, 1.7, 2.5, 3.4., 4.2 m from the feed end,respectively. Fig. 8 shows the charge trajectories for an operationtime of 3000 h. The significant variations of the trajectories indi-cate nonuniform liner wear profile along the mill length. The im-pact point was measured in degrees starting from the horizontalline passing the mill center (i.e., 3 o’clock position) and movingcounterclockwise. The largest difference in the angles of impactpoints along the mill length was found to be 34�. It is interestingto note that the shape of mill load remained constant. This is be-cause the relationships used to calculate the mill load shape donot take into consideration the change in the liner profile (Morrell,1993). Further study is warranted to investigate this issue.
The variations of the impact angle along the mill length foroperation hours of 1000, 3000 and 4000, respectively, are shownin Fig. 9. Since in the first 1000 h of operation the liner wear rateis not significant, the charge impact point is approximately 230�and does not change. In this region, cataracting is the prominentmode of charge motion. As the operation hours increase and theliner wear profiles become nonuniform impact angles vary. At3000 h of operation the impact angle curve is not uniform anymoreand between 1.2 and 2 m from the feed end the contact angle is inthe range of 265–269�. This range corresponds to the area withhigh rate of wear where the lifer height is low (7.8 cm) and face an-gle is high (35�). The higher impact angles result from lower lifterheights and higher face angles both indicative of worn liners. For4000 h of operation curve, in the region between 0.8 and 2 m fromthe feed end the maximum indicates where the face angle is max-imum (47.1�) and lifter height is minimum (5.8 cm) both indicativeof severe wearing. It was found that after 5000 h of operation theaverage impact angle reached 302� (excluding the first and lastprofiles) which clearly showed rolling down the charge to toe. Im-pact angles above 300� indicate conditions where the balls do nothave any vertical free flight and after the equilibrium point rolldown. This cascading led to finer grinding and increased liner wear.As a result, a significant reduction in the mill throughput was expe-rienced and the plant had to remove liners after 5384 h ofoperation.
One criterion which is commonly used to study the efficiency ofgrinding is the lifter spacing to height ratio (S/H). When the linersare installed the S/H ratio is low (i.e., 1.8–2) because the lifterheight is at the maximum. As the operation continues the liner

Fig. 10. Variations of the S/H ratios along the mill length for three differentoperation hours.
Fig. 11. Relationship between the mill throughput and the S/H ratio for theSarcheshmeh copper complex SAG mill.
1218 M. Yahyaei, S. Banisi / Minerals Engineering 23 (2010) 1213–1219
wear becomes significant resulting in higher S/H ratios. Over theyears various S/H ratios have been proposed for new liners butthe recent trend has been between 3 and 4 for low–medium–highlifter arrangements (Meekel et al., 2001). The main concern regard-ing the S/H ratio is the material packing between lifters as the S/Hratio decreases. The variations of the S/H ratios along the milllength for three different operation hours are illustrated inFig. 10. As the operation hours increased from 1000 to 3000 theS/H ratio increased especially in areas where the wear rate washigh. The area between 1.2 and 1.6 m from the feed end showedthe highest value of the S/H ratio; this area had the highest rateof wear. When operation hours reached 5000, the lifter height re-duced to 3.2 cm which was far from the original value of15.2 cm. This resulted in very high values of S/H ratios (7–7.2) indi-cating cascading mode for the charge. This suggested that the lin-ers should have been changed before 5000 h of operation. Someresearchers have reported a correlation between the S/H ratioand the mill throughput (Meaders and MacPherson, 1964; Mako-kha et al., 2007; Cleary, 2009). The relationship between the millthroughput and the S/H ratio for the Sarcheshmeh copper complexSAG mill is shown in Fig. 11. The tonnage reported is the averagetonnage up to the time of liner profiles measurement. For a giventhroughput the maximum S/H ratio was selected. The optimumrange for the S/H ratio was found to be between 3 and 4. For lowS/H ratios there is a possibility of material packing between thelifters which reduces the intensity of impact mechanism. For highvalues of S/H ratios charge cascading is predominant due to severeliner wear and reduced lifter height. This also results in a lowergrinding efficiency.
4. Conclusions
1. A spreadsheet-based software was developed to model thecharge trajectory in tumbling mills using the methodology pro-posed by Powell (1991).
2. The 3-D liner wear profiles at various operation hours wereused to predict the charge trajectory along the mill length in a9.75 � 4.88 m SAG mill at the Sarcheshmeh copper complex.
3. By 3-D modeling of liner wear profiles it was found that after3000 h of operation, at the areas with high wear rates, the lifterface angle increased from 14� to 35.2� and lifter heightdecreased from 15.2 to 8 cm.
4. The largest difference in the angles of charge impact points after3000 h of operation along the mill length due to nonuniformliner wear profile was found to be 34�.
5. Modeling of the charge trajectories indicated that the amount ofvariation not only was related to the operation hours but thelocation of the measured profile along the mill length alsoplayed an important role.
6. There is a ratio of lifter spacing to height ratio (S/H) in whichthe mill throughput is maximum; for the Sarcheshmeh SAG millthe ratio was found to be between 3 and 4.
7. By using detailed liner monitoring techniques linked to mill tra-jectory software the operation of large SAG mills can beimproved through adjusting the mill speed considering existingliner profile, on time replacement of liners and designing non-uniform liners based on the liners wear pattern.
Acknowledgements
The help received from Dr. Morrell, S. Mohammadi, and M.Hadizadeh in understanding the charge trajectory and shape equa-tions and also liner wear profile measurements are greatlyacknowledged. The authors would like to thank National IranianCopper Industries Company (N.I.C.I.Co.) for supporting this re-search and permission to publish this article. Special appreciationis also extended to the operating, maintenance, metallurgy andR&D personnel for their continued help.
References
Augustine, B.M., Moys, M.H., 2006. Towards optimizing ball milling capacity: effectof lifter design. Minerals Engineering 19, 1439–1445.
Banisi, S., Hadizadeh, M., 2007. 3-D liner wear profile measurement and analysis inindustrial SAG mills. Minerals Engineering 20, 132–139.
Cilliers, J.J., Austin, L.G., Leger, P., Deneys, A., 1994. A method of investigating rodmotion in a laboratory rod mill. Minerals Engineering 7 (5/6), 533–549.
Cleary, P.W., 2009. Ball motion, axial segregation and power consumption in a fullscale two chamber cement mill. Minerals Engineering 22, 809–820.
Davis, E.W., 1919. Fine crushing in ball mills. AIME Transactions 61, 250–296.Kalala, T.J., Breetzke, M., Moys, M.H., 2008. Study of the influence of liner wear on
the load behavior of an industrial dry tumbling mill using the discrete elementmethod (DEM). International Journal of Mineral Processing 86, 33–39.
Kiangi, K.K., Moys, M.H., 2006. Measurement of the load behaviour in a dry pilot millusing an inductive proximity probe. Minerals Engineering 19, 1348–1356.
Liddell, K.S., 1986. The effect of mill speed, filling and pulp rheology on thedynamics behaviour of the load in a rotary grinding mill, MSc thesis. Universityof Witwatersrand, Johannesburg, South Africa.
Makokha, A.B., Moys, M.H., Bwalya, M.M., Kimera, K., 2007. A new approach tooptimizing the life and performance of worn liners in ball mills: experimentalstudy and DEM simulation. International Journal of Mineral Processing 84, 221–227.
McElroy, L., Bao, J., Yang, R.Y., Yu, A.B., 2009. A soft-sensor approach to flow regimedetection for milling processes. Powder Technology 188, 234–241.
McIvor, R.E., 1983. Effects of speed and liner configuration on ball mill performance.Mining Engineering 1, 617–622.
Meaders, R.C., MacPherson, A.R., 1964. Technical design of autogenous mills. MiningEngineering 9, 81–83.
Meekel, W., Adams, A., Hanna, K., 2001. Mill liner development at Highland Valleycopper. In: Proceedings International Autogenous and SemiautogenousGrinding Technology, vol. 3, pp. 224–239 (vancover).
Mishra, B.K., Rajamani, R.K., 1990. Numerical simulation of charge motion in ballmill. In: Proceedings 7th European Symposium on Comminution, pp. 555–563.

M. Yahyaei, S. Banisi / Minerals Engineering 23 (2010) 1213–1219 1219
Morrell, S., 1993. The prediction of power draw in wet tumbling mills. PhD thesis,University of Queensland, Brisbane.
Morrell, S., Kojovic, T., 1996. The influence of slurry transport on the power draw ofautogenous and semi-autogenous mills. In Proceedings InternationalAutogenous and Semiautogenous Grinding Technology, vol. 1, pp. 373–389(vancouver).
Moys, M.H., 1993. A model of mill power as affected by mill speed, load volume, andliner design. The Journal of South African Institute of Mining and Metallurgy 93(6), 135–141.
Powell, M.S., 1991. The effect of liner design on the motion of the outer grindingelements in a rotary mill. International Journal of Mineral Processing 31, 163–193.
Radziszewski, P., 1997. Ball charge dynamics and liner wear simulation. In:Proceedings 29th Annual Meeting of CMP, pp. 91–107 (Quebec).
Rezaeizadeh, M., Fooladi, M., Powell, M.S., Weerasekara, N.S., 2010. An experimentalinvestigation of the effects of operating parameters on the wear of lifters intumbling mills. Minerals Engineering 23 (7), 58–562.
Valderrama, W., Grandela, P., Magne, L., 1995. Liner shape and power consumptionin rotary mills. In: Proceedings The XIX International Mineral ProcessingConference, pp. 177–182.
Van Nierop, M.A., Glover, G., Hinde, A.L., Moys, M.H., 2001. A discrete elementmethod investigation of the charge motion and power draw of an experimentaltwo-dimensional mill. International Journal of Mineral Processing 61, 77–92.
Vermeulen, L.A., Howat, D.D., 1986. Fluctuations in the slip of the grinding charge inrotary mills with smooth liners. International Journal of Mineral Processing 16,153–168.
White, H.A., 1905. Theory of tube-mill action. Journal of Chemical, Metallurgical andMining Society of South Africa V, 290.
Wills, B.A., Napier-Munn, T.J., 2007. Will’s mineral processing technology, seventhed., Elsevier Science and Technology Books, pp. 147–149.
Yahyaei, M., Banisi, S., Hadizadeh, M., 2009. Modification of SAG mill liner shapebased on 3-D liner wear profile measurements. International Journal of MineralProcessing 91, 111–115.


























![Tumbling and more_konikoff_[1]](https://img.dokumen.tips/doc/110x75/55c0f75bbb61ebda288b461b/tumbling-and-morekonikoff1.jpg)
