-
8/4/2019 Solids Transport
1/11
INTEC ENGINEERING, INC. DEEPSTARMULTIPHASE DESIGN GUIDELINE
16.0 SOLIDS TRANSPORT
16.1 Introduction
The hydrocarbons produced from a reservoir are sometimes
accompanied by small
quantities of solids such as sand or fracturing materials
(proppants). Fo r example, the
Forties field produces i n the region of 5 to 40 pounds of sand
for every thousand barrels
of oi l produced. This sand norma lly collects in the separators
and is either removed by
manual intervention during maintenance periods or flushed out
using a jetting system.
When the South East Forties development was considering using
seabed templates
connected to the existing Forties Alpha platform by two 5 km
pipelines, there was
concern that the sand produced might settle out in the pipeline
causing pigs to become
stuck. The removal of sand may be relati vely simple using
pigging, prov ided that only
small amounts are deposited. The removal of larger quantities
may be difficult and time
consuming. To design such systems required knowledge on how the
sand is transported
and when it will accumulate. Thi s prompted experimental work to
be undertaken
(Reference 1). Again in 1990 the Forties Foxtrot development
highlighted the need for a
better understanding of solids transport in multiphase pipe line
systems.
The results of experimental work are presented here as a guide
to predicting the critical
conditions required to prevent solids accumulating in multiphase
oil and gas pipelines.
This is necessary to prevent pigs from becoming stuck and to
prevent possible corrosion
under solid deposits in pipelines. Because of the possible
stabilization of solid deposits
by heavy hydrocarbons, inhibitors, and the potential for
accelerated corrosion under
deposits, it is recommended to operate multiphase flowlines
above the settling velocity to
avoid solid deposition and below critical erosion velocit ies to
limit material loss.
This work is limited to solids that are heavier than the
carrying fluids (i.e., sand and
proppants) and may not be applicable to other solid substances
formed by chemical
reaction such as hydrates, asphaltenes and waxes.
16.2 Solid Particulate Settling Characteristics and Flow
Regimes
Flow regimes for solids transport in liquid/solid and
liquid/gas/ solid systems are
illustrated in Figure 16.2-1.
H-0806.35 16-1 1-Dec-00
-
8/4/2019 Solids Transport
2/11
INTEC ENGINEE RING, INC. DEEPST AR
MUL TIPH ASE DESIGN GUIDELINE
H-0806.35 16-2 1-Dec-00
-
8/4/2019 Solids Transport
3/11
INTEC ENGINEERING, INC. DEEPSTARMULTIPHASE DESIGN GUIDELINE
16.2.1 Liquid/Solid Systems:
Stationary bed
At very low liquid flowing velocities a stable solid bed is
formed with particles at the
bottom and no grains move at all. With an increase in the
velocity a stable bed height is
reached where the particles at the top are transported further
downstream to increase the
length of the bed. The upper surface of the bed is flat at very
lo w flowrates but becomes
wavy as the flowrate increases. A t higher liquid flowrates the
height of the stationary bed
decreases. A n equilibrium bed is reached when the shear at the
upper surface of the bed
transports solids downstream at a rate equal to the solid inflow
rate.
Moving dunes
If the liquid flowrate is increased further the bed breaks up
and the particles arrange
themselves into moving dunes in which the grains on the upper
surface o f the dune are
rolled along from back to front (downstream). The grains then
fall into the sheltered
region at the front of the dune. The dune passes over these
particles until they are once
again on the top surface. The motion of dunes is similar to sand
dunes in the desert and
to snow drifts. Smaller dunes move faster than larger ones and a
given length of
stationary deposit wil l break up into a number of dunes, each
with a characteristic length
and velocity.
Scouring
As the flowrate is increased further the grains roll along the
top of the dunes with
sufficient momentum that they escape from the sheltered
downstream region and are
swept away as individual scouring grains. Dunes can still
survive in this erosional
environment by replenishment from upstream particles.
Dispersed
At high liquid flowrates the dunes are dispersed. The solids
particles now move in the
produced fluid in an erratic pattern. However, a strong
concentration gradient is usually
observed.
16.2.2 Liquid/Gas/Solid Systems
Since the solids are heavier than the carrying fluids they are
usually transported along the
bottom of the pipe when the concentration is low. For this
reason the flow patterns
observed in single phase solid/liquid flow are similar to those
seen in stratified
liquid/gas/solid flow since the liquid occupies the lower part
of the pipe and the flowing
H-0806.35 16-3 1-Dec-00
-
8/4/2019 Solids Transport
4/11
INTEC ENGINEERING, INC. DEEPSTARMULTIPHASE DESIGN GUIDELINE
velocity is steady. However this is not the case when the
gas/liquid flow regime is plug
or slug flow, as the depth of the film and the velocities
vary.
Plug flow
In plug flow, the gas bubbles move along the top of the pipe and
have little effect on thesolids flow with the full range of regimes
already mentioned possible (Section 16.2.1).
As the amount of gas is increased the bubble depth increases and
the fluctuating
velocities affect the transport similar to that described in
slug flow.
Slug flow
In slug flow the transport of solids is complicated as the solid
may settle during the
passage of the film region and may be transported in the slug
body . There can be a large
diameter effect as the depth o f the film varies and shields the
bottom of the pipe from the
turbulence of the slug. A bed can be formed i f either the slug
or film does not transportthe solid. In cases where the solid is
transported in the slug, only the mot ion is
intermittent. The frequency between slugs may be a factor i f
bed compaction and
stabilization by other products is a possibility.
Fo r slug flow in slightly uphill inclined pipes the solid may
be transported backwards due
to the reverse flow in the film region. Therefore, the overal l
motion of the sand depends
on the efficiency of the forward transport by the slug and the
reverse motion caused by
the film region.
Low holdup wavy flow
In wet gas pipelines the liquid can be transported as a thin
film along the bottom of the
pipe, in which case the solid concentration in the film can be
high, and in the extreme
may appear as a wet solid bed. In this case little is known
about the conditions required to
remove the wet solids.
Annular flow
In annular flow the sol ids may be transported in the liquid
film and the gas core. Since
the velocities are high in annular flow the usual concern is
whether the erosion rate isexcessive rather than i f the sol ids
will be transported or not.
Several factors can significantly complicate the analysis of the
conditions required to
prevent the accumulation of solids in multiphase pipelines.
These include :
Three phase flow effects (gas, oi l, and water flow)
H-0806.35 16-4 1-Dec-00
-
8/4/2019 Solids Transport
5/11
INTEC ENGINEERING, INC. DEEPSTARMULTIPHASE DESIGN GUIDELINE
Preferential wetting of the solids by another phase (i.e., water
wet solids removal by
the oil phase)
Bed stabilization by other products (i.e., wax)
Effect ofinhibitors or other chemicals
16.2.3 Predicting the Limit of a Stationary Deposit
The conditions required to prevent the formation of stationary
deposits in multiphase
pipelines can be estimated using a method developed by X F E in
1993 (Reference 2). The
model is based upon a series of equations derived by Thomas
(Reference 3) for
calculating the friction velocity at the limit of solid
transport in a liquid/solid system.
The friction velocity is related to the pressure gradient and
has been extended by X F E to
the case of transporting solids in multiphase systems. This is
accomplished by estimating
the flowing conditions that give rise to the same pressure
gradient that is required to
transport solids in the liquid/solid system. The model is hence
called the minimum solids
transport pressure drop model. The Thomas equations are used to
predict the flowing
pressure gradient associated with the minimum transport
condition in liquid/solid flow
where enough energy is passed to a solid particle to enable it
to remain in the bulk of the
fluid phase and to be transported downstream. Using this
pressure gradient, a locus of
points can plotted on a two-phase flow pattern map for a
constant pressure gradient equal
to the pressure gradient at the minimum transport condition.
In the X F E model the two phase pressure gradient is predicted
using the method of Beggs
and Bri l l by guessing values for the gas superficial
velocities for a given liquid superficial
velocity and calculating the two-phase pressure gradient.
Iterations are performed until
the velocities produce a pressure gradient equal to that for the
minimum transport
condition calculated by the Thomas equations for the same liquid
flowing velocity. The
calculation is repeated for a range ofliquid velocities to yield
a locus ofvelocities above
which the pressure gradient should be sufficient to transport
the solids along the pipeline.
16.2.4 Determinat ion of Pressure Gradient at the Minimum
Transport Condition
Thomas derived several equations for the minimum transport
condition depending on thesolids concentration and whether the
solids particle diameter is smaller or larger than the
laminar sub-layer in the liquid. The first step in the analysis
is to determine the solids
particle diameter and the thickness of the laminar sub-layer,
however, since the thickness
of the laminar sub-layer depends on the Reynolds number, some
iteration is required.
The initial assumption is that the particle diameter is greater
than the thickness of the
H-0806.35 16-5 1-Dec-00
-
8/4/2019 Solids Transport
6/11
INTEC ENGINEERING, INC. DEEPSTARMULTIPHASE DESIGN GUIDELINE
laminar sub-layer and check for this condition after the
friction velocity has been
calculated.
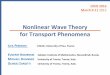
16.2.5 Partic le Diameter
It is important to use the correct particle size in the analysis
as this affects the calculationof the particle settling velocity
and also determines which method is used, depending on
whether the particle is smaller or larger than the laminar
sub-layer . Fo r single sized
particles this is no problem. However, the solids produced with
oil and gas usually
contains a wide range of particle sizes. Figure 16.2-2 shows the
particle size distribution
for the Forties field sand and shows that the size varies from
45 microns to over 1 mm.
For most cases it is recommended to use the mean particle
diameter or d50 value (in this
case 255 microns) for the determination of the minimum transport
criteria. Though it is
also recommended to investigate the sensitivity of the results
to the particle diameter
used.
H-0806.35 16-6 1-Dec-00
-
8/4/2019 Solids Transport
7/11
INTEC ENGINEERING, INC. DEEPSTARMULTIPHASE DESIGN GUIDELINE
16.2.6 Thickness of Laminar Sub-layer
The thickness of the laminar sub-layer is related to the
pipeline diameter and the
Reynolds number for the case of a smooth pipe with a Reynolds
number
-
8/4/2019 Solids Transport
8/11
INTEC ENGINEERING, INC. DEEPSTARMULTIPHASE DESIGN GUIDELINE
(c) New ton 's law:
For Re > 500
ws = 1.74 [gd ( p s- p l) / p l ] 0 5
Where the particle Reynolds number is given by:
Re = (1488 d ws p I) /m
Since the Reynolds number depends on the particle settling velo
city, the correct equation
to use is found by calcula ting the settling velocit y and
Reynolds number by each equation
and comparing the Reynolds number with the applicable limits for
each method. Fo r
particles o f between 50 and 1000 microns in oi l, the
appropriate l aw is likely to be either
Stoke's or the intermediate law.
The particle settling velocity can be used to estimate the
flowing conditions required to
transport solids in vertica l pipes. For liquid /gas/solid flow
it is required to consider in
which phase the solid particles are transported.
16.2.8 Friction Velocity at Minimum Transport Condition
When the particle diameter is larger than the laminar sub-layer
then the friction velocity
at deposition for the limiting condition of infinite dilution is
correlated by:
uo* = [0.204 ws (u /d) (u/D) - 0 6 {(p s-p l) /p l} - 0 2 3 ] 0
7 1 4
where:
ws = particle settling velocit y (ft/s)
uo* = friction velocity at minimum transport condition for
infinite dilution (ft/s)
d = solids particle diameter (ft)
u = kinematic viscos ity (ft2/s)
When the solids concentration is high the friction velocity is
modified by the following
relationship:
(uc*/u,*) = 1 + 2.8 (ws / u o * ) 0 3 3 F 0 . 5
Where uc* is the friction velocity at the minimum transport
condition for a given
concentration and F is the solids concentration volume fraction
in ft3
/ft3
.
H-0806.35 16-8 1-Dec-00
-
8/4/2019 Solids Transport
9/11
INTEC ENGINEERING, INC. DEEPSTARMULTIPHASE DESIGN GUIDELINE
Fo r most cases of interest in oil and gas pipelines, the solids
concentration is low and the
first equation is usually sufficient to determine the friction
velocity for minimum
transport. However, i f the liquid holdup is small, the
concentration correction may be
required.
When the solids particle diameter is smaller than the laminar
sub-layer the expression for
the friction velocity at the min imum transport condition
is:
u* = [100ws (u / d )2 7 1 ] 0 2 6 9
Given the friction velocity and the Reynolds number, the
thickness of the laminar sub
layer can be calculated and the appropriate friction velocity
expression checked.
16.2.9 Pressure Gradient at Minimum Transport Condition
Following the above procedure determines the friction velocity
at the minimum transport
condition for the l iquid phase. This is easily used to
calculate the associated single phase
pressure gradient at this condi tion using the expression:
A Pmtc = (4 p l m2 ) / [144 gc D]
where:
gc = 32.174
A two-phase flow pressure drop calculation can now be used to
determine the l iquid and
gas velocity combinations, which result in the same two-phase
flow pressure gradient. It
is useful to plot the locus ofthese points on a flow pattern map
to indicate the conditions
under which solids may or may not be transported. Alternatively
comparing the two-
phase pressure drop with the minimum transport condition for the
condit ions of interest
will indicate whether solids are deposited or not. F igure
16.2-3 shows a compar ison of
the model predictions with some experimental data.
H-0806.35 16-9 1-Dec-00
-
8/4/2019 Solids Transport
10/11
INTEC ENGINEE RING, INC. DEEPST AR
MUL TIPH ASE DESIGN GUIDELINE
Figure 16.2-3: Comparisons of the model with BHRA data
H-0806.35 16-10 1-Dec-00
-
8/4/2019 Solids Transport
11/11
INTEC ENGINEERING, INC. DEEPSTARMULTIPHASE DESIGN GUIDELINE
16.3 References
1.Fairhurst, CP, "Sand Transport in the South East Forties Pipe
Line" , BHRA,1983.
2. Smith, M " A Model for Predicting Sol ids Transport in Near
Hor izon tal Multi-phase Oi l
and Gas Pipe Lines", X F E report 8/2/1993.
3. Wasp, Kenny and Gandhi, "Solid-Liquid Flow Slurry Pipe Line
Transportation", Gulf
Publishing Company, Clausthal, Germany, 1979.
H-0806.35 16-11 1-Dec-00