Embed Size (px)
Citation preview

Soldadura de PlásticosAutomotriz
Soldadura de PlásticosAutomotriz

SOLDADURA DE PLÁSTICOS
Casi todo vehículo automotor construido hoy en día, tiene componentes hechos de una variedad de plásticos. Defensas, parrillas, spoilers, faros y hasta paneles completos que permiten a los diseñadores hacer estas piezas con diseños aerodinámicos y de apariencia estilizada y bonita, y a su vez re s i s t e n t e s a l i m p a c t o y s i n p ro b l e m a s d e c o r ro s i ó n .
El plástico ofrece la fuerza estructural del acero con la virtud de una gran elasticidad. Los impactos menores que pueden deformar el acero, mas allá de repararse, el plástico los absorbe. Donde se presenta el daño hay oportunidad de reparar soldando el plástico, sin perdida de la fuerza del componente.
Quebraduras, separaciones, dobladuras e incluso perdida del material puede ser remediado con la ayuda de la pistola de aire caliente LEISTER TRIAC “S”. Donde un componente de acero con cierto daño sería renovado a cierto costo, la reparación de la parte de plástico puede ahorrarle tiempo y dinero, particularmente cuando los accidentes son en temporada de invierno hay mucha demanda para los fabricantes de auto partes.
La soldadura de plásticos no produce humo cuando el procedimiento es seguido correctamente. Un componente de plástico puede ser restaurado rápidamente a una condición de “nuevo” sin necesidad de tratamientos especiales. La combinación de soldadura y los procesos recomendados de pintura no dejarán huella de la reparación que deberá durar toda la vida del vehículo.
La mayoría de los fabricantes de auto partes marcan los componentes plásticos con códigos de identificación del material. ABS y PP/EPDM son soldados fácilmente.
Las tablas en el cuerpo de la Pistola indican los parámetros de control con toberas especificas.

Identificando Plásticos
Preparación de la superficie
La mayoría de los plásticos usados en la manufactura de automóviles son termoplásticos. Calentados hasta que se emblandecen, pueden ser moldeados o soldados. Hay diferentes tipos de termoplásticos, cada uno tiene una temperatura especifica de soldadura.
Reconociendo plásticos por medio de prueba de soldadura
Si toda la información anterior no está disponible en la pieza o componente, una prueba de soldadura puede hacerse en la parte trasera del componente usando un perfil de soldadura del mismo material.
1. Adapte a la pistola LEISTER TRIAC”S” la tobera de soldadura apropiada para el tipo de perfil de soldadura seleccionado.2. Seleccione la temperatura con el potenciómetro (perilla roja) de acuerdo al material que se vaya a utilizar en la prueba (ver pagina 6). Permita a la pistola alcanzar la temperatura deseada. 3. Lijar la superficie en el área donde se hará la prueba para remover cualquier contaminación.4. Alimente el perfil de soldadura a través de la tobera para que haga contacto con la superficie del componente.5. Siguiendo la técnica descrita en “proceso de soldadura”, solde 2cms. De prueba con le perfil en la superficie del componente.6. Remueva la Pistola del área de soldadura y luego corte el perfil de soldadura aproximadamente a 2cms. de la superficie delcomponente.7. Permita que la soldadura se enfríe y luego trate de arrancar el perfil de soldadura del componente. Si se puede arrancar con facilidad, repita la prueba con otro perfil diferente. Si al querer arrancar el perfil este se queda firme en el componente, el plástico ha sido identificado positivamente.
Método:
Siguiendo los siguientes sencillos pasos preparatorios, se asegurará de tener una reparación exitosa.
Los componentes de plástico pueden ser reparados por el frente o por detrás, de acuerdo al acceso que se tenga mas fácil. Una soldadura de refuerzo se puede hacer por la parte de atrás en una reparación hechapor el frente, para restaurar la fuerza en áreas diseñadas para resistir impactos. Las fotografías en este folleto muestran una reparación en la parte frontal del componente.
Si el daño o partidura es por detrás de alguna vista protectora odecorativa, ésta tiene que ser removida del componente para que haya un acceso total al área a reparar.
Las vistas usualmente son adheridas con algún tipo de pegamento que se suaviza con calor. Si intenta remover la vista en estado frío puede dañar mas allá de la reparación.
La pistola LEISTER TIAC “S” tiene un caudal de aire de 230 litros por minuto a una temperatura precisa de entre 20ºC y 700ºC. Para remover la vista la pistola de aire caliente es usada sin tobera a una temperatura de 300ºC. Las tablas de temperaturas impresas en el cuerpo de la pistola muestran el control de los parámetros para alcanzar la temperatura deseada.
Siempre que la pistola esté en uso, la parte metálica (el tubo de la resistencia) está extremadamente caliente, siempre que la pistola noesté en uso hay que dejarla sobre su base de descanso.
Moviendo la pistola de aire caliente sobre la superficie de la vista ayuda a que el pegamento de la vista se suavice. También previene de que haya quemaduras. Cuando el pegamento se suaviza la vista puede ser jalada con cuidado, permitiendo que pueda ser usada de nuevo después de la reparación.
El control rotatorio en la parte trasera de la pistola, permite alcanzar temperaturas de soldaduras exactas.

Prevención de que se siga la quebradura:
Después de remover las vistas decorativas y el adhesivo, en el final de cada partidura se debe agujerar conun taladro con broca no mayor a 3mmde diámetro, para prevenir que laquebradura se haga mas larga. Recuerde que las rebabas de plástico son tan peligrosas para sus ojos comolas de metal, use lentes protectores.
Perdida de material
Cuando pequeños pedazos de plástico se han perdido o desprendido del componente, se pueden usar pequeños pedazos del mismo material, estos pueden ser moldeados e insertados,aunque el éxito de esto dependerá de la disponibilidad de pequeños pedazos de plástico y de la habilidad y experiencia del operador.
A lo largo de la partidura se debe hacer una ranura o canal en forma de V 90º para que elperfil sea fácilmente soldado al componente.Comience por remover cualquier pintura sobre el área a reparar con una lija. Un área de 10 a 15mm alrededor de la parte dañada debe ser suficiente. Si secciones del material han sido impactadas y han quedado atrapadas, aplicandoaire caliente a una temperatura de 200ºC ayudará a liberarlas.Un desarmador o una navaja también pueden ayudar a liberar estas partes.El canal en forma de V puede ser hecho con el uso cuidadoso de una navaja con filo, pero la mejor herramienta es una fresa rotatoria pequeña (broca tipo lima con filo por los lados y en la punta). Esto va a crear un canal de 90º en un solo paso, aun siguiendo el camino mas errático en la rajadura.Comience a acanalar o ranurar 10mm mas alláde donde comienza la partidura e incremente la profundidad de la ranura progresivamentehasta lo máximo al mismo tiempo que se acerque al comienzo de la partidura. La profundidad de la ranura no debe ser mayor a 2/3 del espesor del material.Los mejores resultados son obtenidos cuando es usado un taladro de alta velocidad. Un taladro de baja velocidad o el uso de navaja o una fresa manual pueden hacer que sesalga de la ranura. Durante el proceso acanalado siempre use lentes protectores y una mascara contra polvo para prevenir irritación de las partículas de plástico.Cuando la ranura fue terminada, el perfil de soldadura debe de entrar limpiamente sobre la ranura, la curvatura superior del perfil de soldadura debe quedar para el lado de arriba 1 o 2mm sobre la superficie que se va a reparar.Esto permite la operación de soldadura, eliminando la necesidad de rellenos y asegurando la profundidad suficiente para la penetración del perfil de soldadura.Esta prueba se hace con componentes grandes como defensas o facias donde se debe usar perfil de soldadura de 5mm. Si se usa perfil de 3mm se deberá hacer mas de un cordón de soldadura. Para componentes pequeños un solo cordón de soldadura de 3mm es suficiente.

Soldadura de fijación
Las operaciones de soldadura se completan en dos operaciones.Primero solde fijando la base de la quebradura, el calor une las dos piezas del componente y las deja alineadas.La tobera de fijación de soldadura (la cual entra a presión sobre la tobera estándar de 5mm) es usada a una temperatura especifica dependiendo del material, ver tabla anexa. La soldadura es hecha mejor si se hace de una forma continua de principio a fin, pasando la tobera de fijación a lo largo de la base de cada ranura tipo “V”.La tobera debe ser sostenida con su punta en contacto con la base de la ranura y el talón suavemente levantado. La suela de la tobera debe estar inclinada a un ángulo no mayor a 20º de la basede la ranura. a como la tobera se vaya metiendo en la ranura el aire caliente suaviza el plástico debajo del talón de la tobera y la punta une el material. Evite aplicar presión a la soldadura por medio de la Pistola, ya que el material en la base de la ranura es mas delgado y no es fuerte. Mientras haya soldadura de fijación, habrá menos desalineamientos entre los lados de los paneles o el material de aporte puede
ser corregido sosteniendo las secciones en posición hasta que la unión se haya soldado y enfriado.Después de cada soldadura cepille la tobera para limpiarla con un cepilla con cerdas de acero. Remueva cualquier residuo difícil, incrementando la temperatura al máximo para suavizarlo.
Soldadura Principal
La regla mas importante en la soldadura de plástico es que solo se pueden soldar los mismos tipos de plástico. Es por eso que es necesario identificar el material plástico y seleccionar el material adecuado.La operación de soldadura comienza con la preparación delperfil de soldadura. Corte la punta en forma de una punta deuna pluma usando una navaja o cortador especial, esto se hace para que la soldadura entre mejor en la ranura tipo V, particularmente donde comienza en el centro del panel, previniendo que se formen burbujas de plástico.
Coloque la tobera de soldadura rápida a la pistola Triac”S” ajuste la temperatura correcta de acuerdo al material a soldary deje que la Pistola se caliente por unos 2 minutos antes de empezar a soldar.Inserte el perfil de soldadura ya debidamente punteado a través de la tobera de soldadura rápida hasta que el perfil salgaaproximadamente 5mm por la parte de debajo de la tobera. Sostenga la pistola hasta que la tobera de soldadura rápida corra a lo largo de la rajadura, paralelamente a la superficie del componente.El perfil de soldadura debe ser sostenido e insertado un poco mas delante de la ranura en V, así el calor será dirigido hacia el punto donde empezará la soldadura.Cuando la superficie plástica muestre signos de una pequeña humedad mueva la tobera a lo largo de la ranura en V. La punta de la tobera debe descansar sobre el perfil en la ranura, mientras debajo del talón deberá haber un espacio de aire de unos 3mm. Alimente el perfil uniformemente a la tobera conla mano haciendo una presión de 2.5 Kg. Aproximadamente, lo suficientemente para empujar el perfil emblandecido dentro de la ranura. para poder saber como se siente el hacer una presión de 2.5Kg. tome una pequeña muestra de perfil y úsela para presionar hacia abajo en una bascula hasta que registre 2.5Kg. No aplique la fuerza hacia abajo usando la pistola por si sola. Donde sea posible la soldadura debe ser completada en una sola corrida continua sobre la partidura.
Corte el perfil de soldadura de la punta hasta quedar como la punta de una pluma, esto es para proveer un relleno progresivo en donde empieza la ranura en V. La soldadura del plásticos es mas fácil que la soldadura convencional de metal. Cuide que la tobera de soldadura rápida vaya paralelamente a la superficie del componente, haciendo fuerza solo en el perfil y no en la pistola.
El correcto matiz entre el perfil de soldadura y el materialocurre cuando el perfil es visto suavemente y el nuevo perfil se mueve por debajo de la tobera de alimentación. A como el perfilse va derritiendo en la ranura, dos suaves y continuos surcos aparecerán en las orillas, acompañados de un suave labio a loslados de la soldadura.
No se mueva demasiado rápido como para que no se forme el labio, ni demasiado lento como para quemar, tostar o distorsionar el plástico.
Cuando la soldadura ha sido completada, remueva la pistola, remueva la tobera del perfil que haya quedado. Una vez frío, el perfil sin soldar debe ser cortado en la punta, tan cerca de la soldadura como sea posible.La soldadura debe de formar un pequeño borde, suave
y continuo.
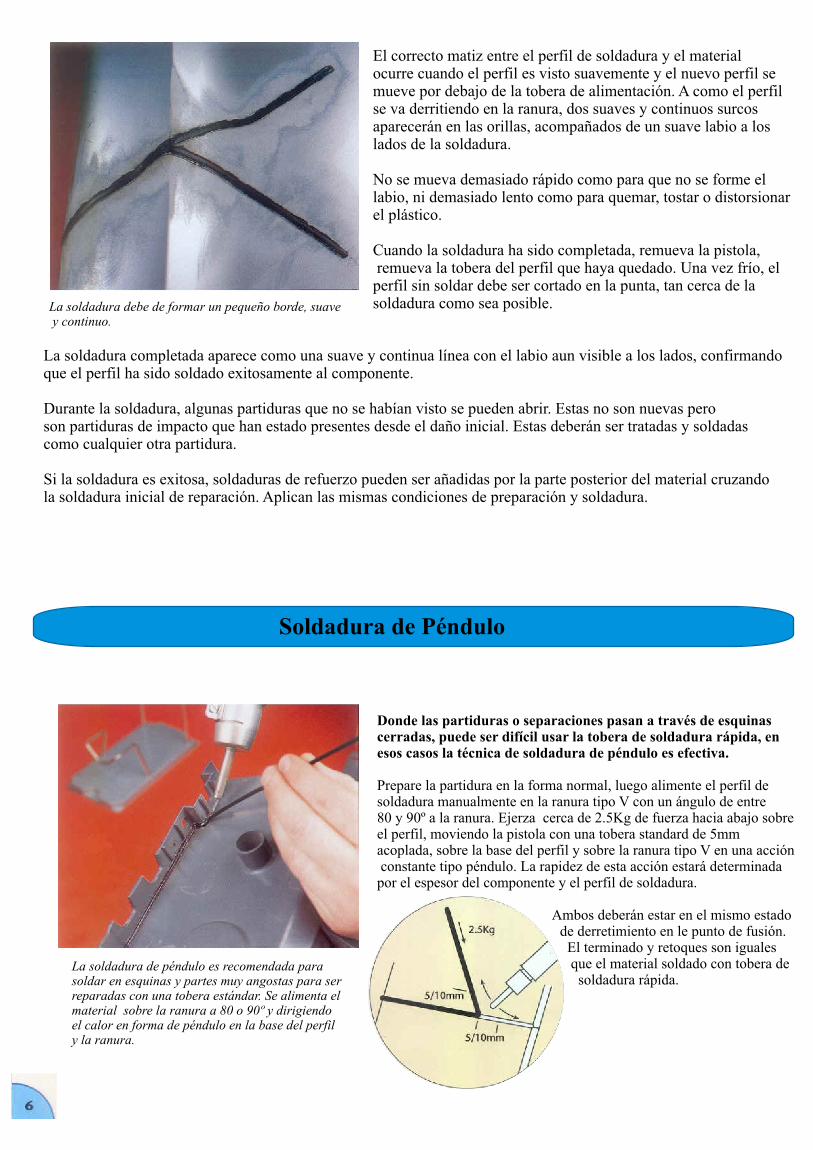
Soldadura de Péndulo
Donde las partiduras o separaciones pasan a través de esquinas cerradas, puede ser difícil usar la tobera de soldadura rápida, en esos casos la técnica de soldadura de péndulo es efectiva.
Prepare la partidura en la forma normal, luego alimente el perfil de soldadura manualmente en la ranura tipo V con un ángulo de entre 80 y 90º a la ranura. Ejerza cerca de 2.5Kg de fuerza hacia abajo sobreel perfil, moviendo la pistola con una tobera standard de 5mm acoplada, sobre la base del perfil y sobre la ranura tipo V en una acción constante tipo péndulo. La rapidez de esta acción estará determinada por el espesor del componente y el perfil de soldadura.
Ambos deberán estar en el mismo estado de derretimiento en le punto de fusión. El terminado y retoques son iguales que el material soldado con tobera de soldadura rápida.
La soldadura de péndulo es recomendada para soldar en esquinas y partes muy angostas para serreparadas con una tobera estándar. Se alimenta elmaterial sobre la ranura a 80 o 90º y dirigiendo el calor en forma de péndulo en la base del perfil y la ranura.
La soldadura completada aparece como una suave y continua línea con el labio aun visible a los lados, confirmando que el perfil ha sido soldado exitosamente al componente.
Durante la soldadura, algunas partiduras que no se habían visto se pueden abrir. Estas no son nuevas pero son partiduras de impacto que han estado presentes desde el daño inicial. Estas deberán ser tratadas y soldadas como cualquier otra partidura.
Si la soldadura es exitosa, soldaduras de refuerzo pueden ser añadidas por la parte posterior del material cruzando la soldadura inicial de reparación. Aplican las mismas condiciones de preparación y soldadura.

Defectos de Soldadura
La tabla y fotos que a continuación se ven, detallan las causas mas comunes de los defectos en soldadura de plásticos
1.La soldadura comenzó correctamente pero se hizo muy rápida, sin la formación del labio indica que se hizo muy rápido o con muy baja temperatura.
2.No se le permitió a la pistola tener la correcta temperatura de operación y la soldadura fue terminada muy pronto dejando un hoyo.
3.Mucha presión fue aplicada al perfil, dejando una baja y deformada cama de soldadura, el rellenado será necesario.4.La temperatura de soldadura fue muy alta, se quemaron los lados de la soldadura. La reparación de la soldadura puede hacerse quebradiza.
Defectos y Causas de la soldadura:
·Preparación incorrecta del lado de la soldadura.·La velocidad de soldadura fue muy rapida/temperatura muy baja.se quizo soldar le material con un perfil de otro material.·Técnica muy pobre.
Una pobre penetración o pobre bondeo:
·El perfil de soldadura fue estirado.·La presión aplicada en el perfil de soldadura no fue pareja
·Velocidad de soldadura, demasiado baja.·Temperatura muy alta
El ancho de la cama de soldadura no es parejo:
La soldadura quedó carbonizada:
·Área de reparación se sobrecalentó.·Las partes se fijaron bajo mucha tensión.·La preparación del material fue muy pobre.
Rompimiento del material:
Emparejado o Rebajado de la Soldadura
Una soldadura exitosa forma un suave borde parejo a lo largo de la superficie del componente. El cordón de soldadura debe de rebajarse solo cuando esté frío, si se haceen caliente el disco o lija se atorarán y se embarraran del mismo material.Recuerda que el plástico es un material suave que se une fácilmente a los abrasivos. Por esta razón use primero un disco con lija granulada tipo 120, después progresiva-mente cambie a una lija de tipo 180 y finalmente a una tipo 320, para producir un acabado muy liso y suave. Siempre use papeles nuevos y limpios. Permita un margen de 7 a 10 cms alrededor del área de soldadura para hacer el emparejado, para poder hacer mejor el proceso de pintura.
La soldadura debe rebajarse con un disco granulado tipo 120, seguido por una lija 180 y después una 320 para obtener un acabado suave y fino.Mas delante el acabado fino o suave puede ser obtenido usando un papel abrasivo muy fino. Prepárelo a 10cms de cada lado de la soldadura, pero tenga cuidado de sobre rebajarlo.
Pintando los Plásticos
Hay muchos esquemas de pintura que son aconsejables para usarsecon componentes plásticos. Revise con el fabricante del vehículo para los esquemas aprobados en ese vehículo.La preparación de la superficie antes de pintar puede ser completadacon un papel abrasivo de grado muy fino, seguida con una limpieza minuciosa, esto es esencial para una buena adhesión de la pintura. Los agentes de limpieza deben ser compatibles con el esquema de pintura recomendado.Un componente de plástico reparado debe ser completamente repintado, para asegurar que no se note la reparación.El componente ya terminado debe quedar tan fuerte como lo es originalmente y debe proveer un acabado cosmético.
Haga un reacabado completo en el componente, para hacer una reparación invisible. Use solo esquemas de pintura recomendados para plástico.

Leister Triac “S” equipo de aire caliente y accesorios
No. De la foto
1 Leister Triac “S” equipo de aire caliente disponible en 120 y 230 volts.El equipo provee 230 litros de aire por minuto a una temperaturaconstante y precisa en un rango de 20ºC a 700º
2 Tobera para soldadura rápida de 5.7 mm para perfil triangular
3 Tobera para soldadura rápida de 3 mm para perfil redondo
4 Tobera en cuña para puntear de 5 mm
5 Broca tipo esmeril
6
7
Soporte de descanso para pistola
Variedad de soldadura o perfil en diferentes tipo de plásticos
LDM, S.A. De C.V., Blvd. Agustín de Vildosola # 144-A Col. Villa de SerisTel. (662) 250-0021 Fax. 250-0077
e-mail: [email protected] www.ldmleister.com.mx





























