Embed Size (px)
Citation preview

1
Sodium caseinate enhances the reconstituability of micellar casein
powder
Erix P. Schokker1, 2, *, Amirtha Puvanenthiran1, & Punsandani Udabage1
1 CSIRO Food and Nutritional Sciences, Private Bag 16, Werribee, VIC 3030,
Australia. 2 FrieslandCampina Research, P.O. Box 87, 7400 AB Deventer, the Netherlands.
* Corresponding author. Tel.: + +31 570 695916;
E-mail address: [email protected]
2
Abstract
Micellar casein powders (MC) were produced where sodium caseinate (NaCas; 4%
and 12% of the total protein) was added to the concentrate before and after
diafiltration prior to spray drying. The reconstituability of the MC increased with
increasing NaCas content, with the NaCas addition after diafiltration having the
greatest impact in improving the reconstituability compared to the addition before
diafiltration. A control experiment in which NaCas was dry-mixed with MC showed
that the improved reconstituability of the MC could not be explained solely by the
solubility of the NaCas, but was rather due to the increased amount of non-micellar
casein. The non-micellar casein would delay aggregation of casein micelles by
modification of the powder surface during spray-drying with the increased adsorption
of the non-micellar casein, or by acting as filler between casein micelles. The strategy
is novel, easily incorporated into the existing processing protocol, and more promising
than the existing technological fixes, because the integrity of the native casein
micelles and the high concentration of calcium are maintained with minimal changes
to composition and functionality.
Key words: micellar casein powder, sodium caseinate, native phosphocasein,
reconstituability, solubility, air-water interface

3
1. Introduction
Milk protein concentrate (MPC) and micellar casein powder (MC) are produced by
membrane filtration of skim milk followed by spray-drying. For the production of
MPC ultrafiltration (typically with a molecular weight cut-off of 10,000 MW) is used,
and the ratio between caseins and whey proteins in the end product is the same as in
the milk from which the MPC is made. Depending on the extent of diafiltration, hence
removal of lactose and salts, the final protein content of the MPC ranges from 42 to
85%. At higher protein contents, e.g., 90%, the product is called milk protein isolate
(MPI). For the preparation of MC (also referred to as native phosphocasein),
microfiltration (0.1-0.2 µm) is used. In this process also whey proteins are removed
from the milk, and a casein micelles enriched product remains (Rollema, & Muir,
2009).
The reconstitution process of MPCs and MCs is slow compared to e.g. skim milk
powder, especially at low temperatures and deteriorates even further on storage
(Anema, Pinder, Hunter, & Hemar, 2006; Havea, 2006; Mimouni, Deeth, Whittaker,
Gidley, & Bhandari, 2010a). Dissolving at higher temperature or at high shear
eliminates the poor reconstitution properties to some extent (Gaiani et al., 2006;
Jeantet, Schuck, Six, André, & Delaplace, 2010; McKenna, 2000; Mimouni, Deeth,
Whittaker, Gidley, & Bhandari, 2009). Certain processing steps may improve the
reconstituability of MPCs and MCs, e.g., lower drying temperatures (Schuck et al.,
1994), the partial depletion of calcium by cation exchange chromatography, chelating
agents or acidification (Bhaskar, Singh, & Blazey, 2001), the addition of NaCl before
or after ultrafiltration (Carr, 2002), or the addition of whey proteins or polydextrose
(Davenel, Schuck, & Marchal, 1997).
Work done in our laboratories showed that the reconstitution properties of MC can be
improved if the amount of non-micellar casein in the powder is increased (Schokker et
al., 2010). Especially, a MC in which sodium caseinate (NaCas) was included in the
preparation had improved reconstituability in cold water. Here, we explore the extent
to which this novel approach could be manipulated during production of the powders
and the mechanism(s) responsible for the improved reconstituability.

4
2. Materials & Methods
2.1. Materials
Skimmed milk was obtained from Tatura Milk Industries (Tatura, VIC 3616,
Australia). Sodium caseinate 180 (NaCas) was produced by Fonterra Co–Operative
Ltd. (Auckland, New Zealand).
2.2. Preparation and storage of MC powders
MC powders were prepared in the pilot plant at CSIRO-Food & Nutritional Sciences
in June 2010. A description of the powder production is given in Figure 1. The skim
milk was heat treated (15 s at 73.5°C, APV T4 plate heat exchanger), and
microfiltrated (Tetra Pack Filtration Systems, Alcross Pilot M7, fitted with 1.2 µm
Membralox 7P19-40 ceramic membrane module 1.7 m2, 800 kg/h, 48°C, 30 kPa
transmembrane pressure) to remove bacteria. The milk was microfiltered using a 0.1
µm membrane to remove whey proteins, lactose and salts and concentrated 3 times
(Alfa-Laval MFS-1, fitted with a 0.1 µm SCT-Membralox 1P19-40 membrane
module 0.24 m2, 90 kg/h, 45°C, 30 kPa transmembrane pressure). The 3 times
concentrate (3R) was subdivided in to portions of 80 L. To each of the portions 80 L
equal volumes of either water, 0.5% or 1.5% sodium caseinate was added, and the
mixtures were kept for 90 min at room temperature. Subsequently, the mixtures were
diafiltered using another 80 L of water and concentrated to 6 times concentration
(6R). Concentrate 6R1 was mixed with 6% NaCas, to match the ratio NaCas:total
milk protein of 6R4 and 6R5. The concentrates were spray-dried using a Drytec
Compact Laboratory Spray Dryer (Drytec, Kent, UK) fitted with a twin fluid nozzle
operated at 250 kPa atomisation pressure and a peristaltic pump (inlet temperature
170°C, outlet temperature 75°C, evaporation ~3-4 kg/h, temperature feed ~45°C). A
portion of powder 1 was dry-mixed with NaCas to obtain powders with similar
amounts of NaCas as powders 2 and 3. In the powders the amount of protein
originating from NaCas was approximately 0, 4, and 12% of the total milk protein in
the powders. Each MC powder was divided into ~6 g portions and placed in a
5
desiccator containing saturated MgCl2 solution, corresponding to an aw of 0.3, at
30°C.
2.3. Composition
Protein content of the MCs was analysed by the Dumas method using a Leco FP-2000
Nitrogen/Protein Analyzer. The casein content of the powders was determined by
precipitation at pH 4.6 after dissolving the MC for 24 h. Fat content was analysed
using Australian Standard method AS 2300.1.3, comprising the extraction of fat of the
dissolved powder with diethyl ether and petroleum spirit and measuring the extracted
fat gravimetrically. Lactose content was determined by an enzymatic method
according to Australian Standard method 2300.6.6. Moisture content was determined
by oven drying the powder at 102°C under atmospheric pressure. Ash content was
determined by incineration at 550°C. Calcium was determined by inductively coupled
plasma optical emission spectrometry after acidic digestion. Water activity of the
powders was determined directly after production using an Aqualab CX-2 (Decagon)
water activity meter. All analyses were performed in triplicate. Composition data for
NaCas was supplied by the manufacturer.
2.4. Reconstituability
5 g of MC was mixed with 95 g of milliQ water at 20 ± 3°C in a 400 mL beaker. The
mixture was stirred for 30 min at 600 RPM, using a Heidolph RZR 2050 electronic
overhead stirrer (Heidolph Elektro Kelheim, Germany) and a flat propeller designed
for dissolving powders. The solution was centrifuged 15 min at 750 g at 20°C
(Beckman J2-MC Centrifuge; JA-20 rotor, 2500 rpm), and the dry matter of the
dispersion and supernatant were measured by oven drying at 102°C.
Reconstituability (%) = (dry matter supernatant / dry matter MC dispersion) *100 %.
The reconstituability was determined in triplicate.

6
3. Results
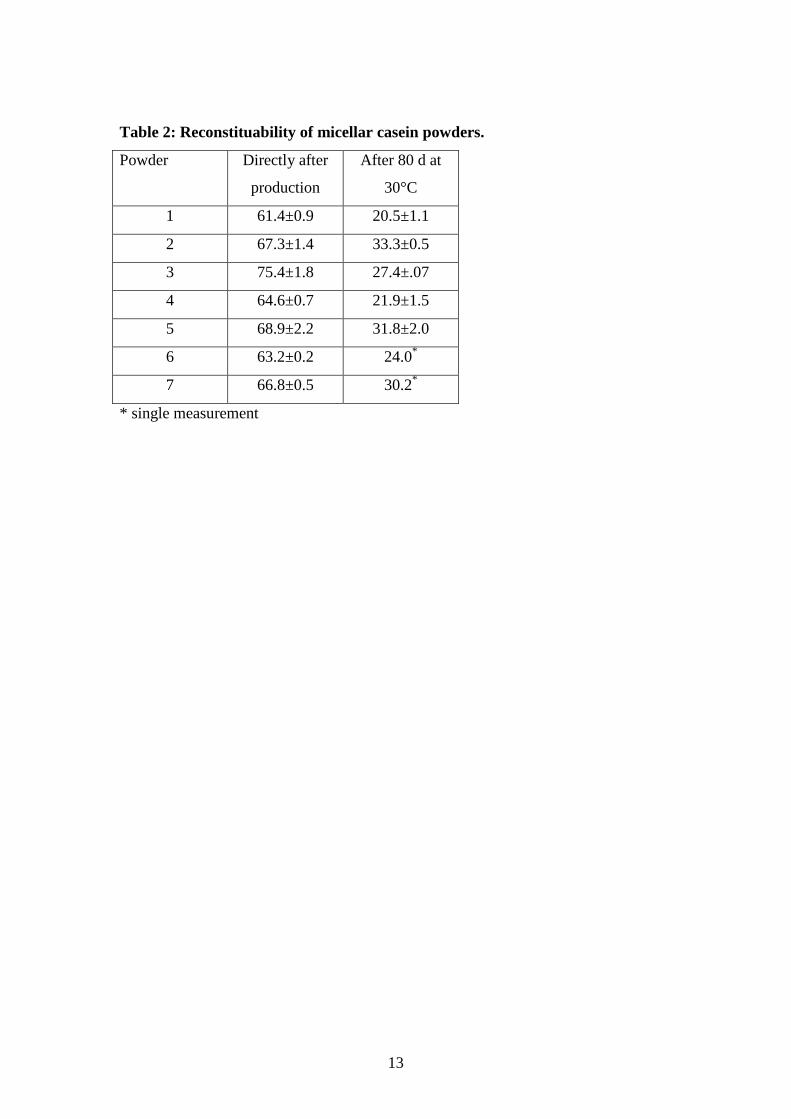
The composition of the MCs and the NaCas is given in Table 1. In Table 2 the
reconstituability values of the MCs directly after production and after storage for 80 d
at 30°C are given.
The results show that addition of NaCas to MC markedly improved the
reconstituability of fresh MC, confirming previous results (Schokker et al., 2010).
Even low concentrations had a positive effect. The effect of NaCas addition on the
reconstituability appears proportional to its concentration (Figure 2). Mixing the
NaCas to the liquid concentrate before spray-drying had a greater positive effect than
if the NaCas was dry-mixed after spray-drying. Mixing the NaCas directly before
spray-drying was more efficient than mixing the NaCas earlier in the process, i.e.
before the diafiltration step. In the concentrated milk where NaCas is added after the
diafiltration, more non-micellar casein would be retained in the concentrate than in the
case when NaCas is added before diafiltration.
In the case of the powder where NaCas was dry-mixed with MC, the increased
reconstituability of the powder may be explained by the reconstituability of the two
components. I.e., if we assume that the added NaCas dissolves almost completely
within 30 min (Bastier, Dumay, & Cheftel, 1993), and the MC component
reconstitutes as in the MC to which no NaCas was added, the increase in
reconstituability of the MC powder would be accounted for. E.g., in the case of
powder 7, containing 12% NaCas, the calculated reconstituability would be 66.0%
(i.e., 0.88*61.4 + 0.12*100), as compared to 66.8% for the measured reconstituability.
The increased reconstituability of the MCs to which NaCas was added to the milk
concentrate (i.e. before spray-drying) is larger than just the extra dissolution of NaCas
(Figure 2). This increase in reconstituability is not due to the sodium introduced with
the NaCas, because this amount was less than the amount that would improve the
reconstituability of MPCs (Carr, 2000). The improved reconstituability of the MC
where NaCas was mixed to the milk concentrate would be due to the effect of the
increased amount of non-micellar casein (Schokker et al., 2010).

7
Upon storage the reconstituability of the MCs decreased (Table 2). There was no
relation between the amount of non-micellar casein in the MC and the storage stability
of the MC, consistent with previous results (Schokker et al., 2010).
4. Discussion
It has been reported that the loss of reconstituability in MPC and MC powder is not
due to the formation of insoluble material, but is rather a decrease in the rate of
release of casein micelles from the dispersed powder particles (Mimouni et al., 2010a;
Mimouni, Deeth, Whittaker, Gidley, & Bhandari, 2010b; Schokker et al., 2010). The
loss of reconstituability is believed to be primarily due to the cross-linking between
casein micelles. Cross-linking between casein micelles occurs especially between
micelles at the particle surface, leading to “skin” formation (McKenna, 2000;
Mimouni et al., 2010b).
The cross-linking between casein micelles at the particle surface is possibly mediated
by their adsorption and spreading at the air-water interface (Schokker et al., 2010).
Casein micelles that are spread on an air-water interface are more susceptible for
aggregation (Walstra, 2000). Therefore, adsorption of casein micelles at the air-water
interface after atomization in the spray-drying process and the subsequent aggregation
of these micelles need to be minimized to prevent extensive cross-linking between the
micelles and loss of reconstituability.
MPC and MC powders have 2-3 times more protein than skim milk powder; for a
given volume, more proteins and less lactose are present. This would lead to an
effective decrease in the distances between casein micelles. The decrease in the mean
distance between two casein micelles would promote the aggregation of casein
micelles leading to skin formation and loss of reconstituability. Therefore, in addition
to controlling the surface composition of a powder particle, cross-linking between
casein micelles, both on the powder particle surface and in the core, would be reduced
if molecules that spatially separate the casein micelles in the powder are added.
Processes contributing to improving the reconstituability of MPC and MC powders
are: (1) addition of NaCas (this study; Schokker et al., 2010), partial depletion of

8
calcium by cation exchange chromatography, chelating agents or acidification
(Bhaskar et al., 2001; Schokker et al., 2010), the addition of NaCl (Carr, 2002;
Schokker et al., 2010). These processes increase the amount of non-micellar casein in
the system and hence the amount of non micellar casein adsorbed on the surface. (2)
The addition of whey proteins or polydextrose (Davenel et al., 1997) which act as
fillers. In the case of whey proteins, the addition of whey proteins to the milk leads to
a decreased amount of casein micelles adsorbed on the surface of the powder. (3)
Lower drying temperatures (Schuck et al., 1994) which decreases the amount of heat
denaturation and aggregation.
The structural design of the powder particle and its surface is dictated by the
constituents of the concentrate during drying and is responsible for the
reconstituability of the fresh powders. Non-micellar casein may reduce aggregation
via two mechanisms. As illustrated in Figure 3A, during spray drying, the increased
amount of casein micelles in a normal milk protein concentrate (System 1) will favour
a preferential adsorption of casein micelles at the air-water interface. In contrast, in a
concentrate where there is increased amounts of non-micellar casein (System 2), there
would be less of casein micelles being adsorbed to the interface due to the more
surface active nature of non-micellar casein in comparison with micellar casein
(Figure 3D). This difference in the composition of the interface will result in a powder
with higher reconstituability in system 2 than in system 1.
As illustrated in Figure 3B and 3E, the aggregation of the casein micelles may occur
at the surface as well as in the core. In system 2 both types of aggregation occur to a
lesser extent (Figure 3E) than in system 1 (Figure 3B) because the increased non-
micellar caseins in system 2 will spatially separate casein micelles, preventing cross-
linking of neighbouring micelles both on the surface and in the core of the powder
particle. Due to these reasons the release of the casein micelles from the dispersed
powder particles would be faster in system 2 compared to system 1.
The effect of non-micellar casein is apparent in the fresh MC. Non-micellar casein
seems to have no preventative effect during the storage of the powders. This would
suggest that the action of non-micellar casein is especially in preventing adsorption
and spreading of casein micelles at the air-water interface.

9
5. Conclusions
The reconstituability of MC can be enhanced by the addition of NaCas to the
concentrate. We proposed that addition of NaCas increases the amount of non-
micellar casein in the concentrate, which reduces adsorption and spreading of casein
micelles on the air/water interface and which acts as filler between casein micelles,
thereby preventing aggregation of the micelles. The reconstituability of the MC
increased with increasing NaCas content, with the NaCas addition after diafiltration
having the greatest impact in improving the reconstituability compared to the addition
before diafiltration. Addition of NaCas to the final concentrate has the additional
advantages of postponed product differentiation, less slowing down of the
microfiltration as compared to addition of NaCas to the half-concentrate, and that the
viscosity of the feed for the spray-dryer remains rather low. The improvement in
reconstituability with small amounts of added sodium caseinate is more appealing
than the existing technological fixes since the additive is a casein, the integrity of the
native casein micelles and the high concentration of calcium is maintained with
minimal changes to functionality.
Acknowledgements
The authors wish to thank Michael Mazzonetto and Daryl Unthank for producing the
micellar casein powders.
5. References
1. Anema, S.G., Pinder, D.N., Hunter, R.J., & Hemar, Y. (2006). Effects of storage
temperature on the solubility of milk protein concentrate. Food Hydrocolloids, 20,
386-393.
2. Bastier, P., Dumay, E., & Cheftel, J.C. 1993. Physicochemical and functional
properties of commercial caseinates. Lebensmittel-Wissenschaft und Technologie,
26, 529-537.
3. Bhaskar, G.V., Singh, H., & Blazey, N.D. (2001). Milk protein products and
processes. WO01/41578.

10
4. Carr, A.J. (2002). Monovalent salt enhances solubility of milk protein concentrate.
WO02/096208.
5. Davenel, A., Schuck, P., & Marchal, P. (1997). A NMR relaxometry method for
determining the reconstitutability and water-holding capacity of protein-rich milk
powders. Milchwissenschaft, 52, 35-39.
6. Gaiani, C., Scher, J., Schuck, P., Hardy, J., Desobry, S., & Banon, S. (2006). The
dissolution behaviour of native phosphocaseinate as a function of concentration
and temperature using a rheological approach. International Dairy Journal, 16,
1427-1434.
7. Havea, P. (2006). Protein interactions in milk protein concentrate powders.
International Dairy Journal, 16, 415-422.
8. Jeantet, R., Schuck, P., Six, T., André, C., & Delaplace, G. (2010). The influence
of stirring speed, temperature and solid concentration on the rehydration time of
micellar casein powder. Dairy Science and Technology, 90, 225-236.
9. McKenna, A.B. (2000). Effect of processing and storage on the reconstitution
properties of whole milk and ultrafiltered skim milk powders. PhD thesis, Massey
University, Palmerston North, New Zealand.
10. Mimouni, A., Deeth, H.C., Whittaker, A.K., Gidley, M.J., & Bhandari, B.R.
(2009). Rehydration process of milk protein concentrate powder monitored by
static light scattering. Food Hydrocolloids, 23, 1958-1965.
11. Mimouni, A., Deeth, H.C., Whittaker, A.K., Gidley, M.J., & Bhandari, B.R.
(2010a). Rehydration of high-protein-containing dairy powder: slow- and fast-
dissolving components and storage effects. Dairy Science and Technology, 90,
335-344.
12. Mimouni, A., Deeth, H.C., Whittaker, A.K., Gidley, M.J., & Bhandari, B.R.
(2010b). Investigation of the microstructure of milk protein concentrate powders
during rehydration: alterations during storage. Journal of Dairy Science, 93, 463-
472.
13. Rollema, H.S., & Muir, D.D. (2009). Casein and related products. In A.Y. Tamine
(Ed.), Dairy powders and concentrated products (pp. 235-254). Chichester: Wiley-
Blackwell.
14. Schokker, E.P., Church, J.S., Mata, J.P., Gilbert, E.P., Puvanenthiran, A., &
Udabage, P. (2010). Reconstitution properties of micellar casein powder: effects
of composition and storage. International Dairy Journal, submitted.

11
15. Schuck, P., Piat, M., Méjean, S., Le Graet, Y., Fauquant, J., Brulé, G., & Maubais,
J.L. (1994). Déshydratation par atomisation de phosphocaséinate natif obtenu par
microfiltration sur membrane. Lait, 74, 375-388.
16. Walstra, P. (1990). On the stability of casein micelles. Journal of Dairy Science,
73, 1965-1979.
12
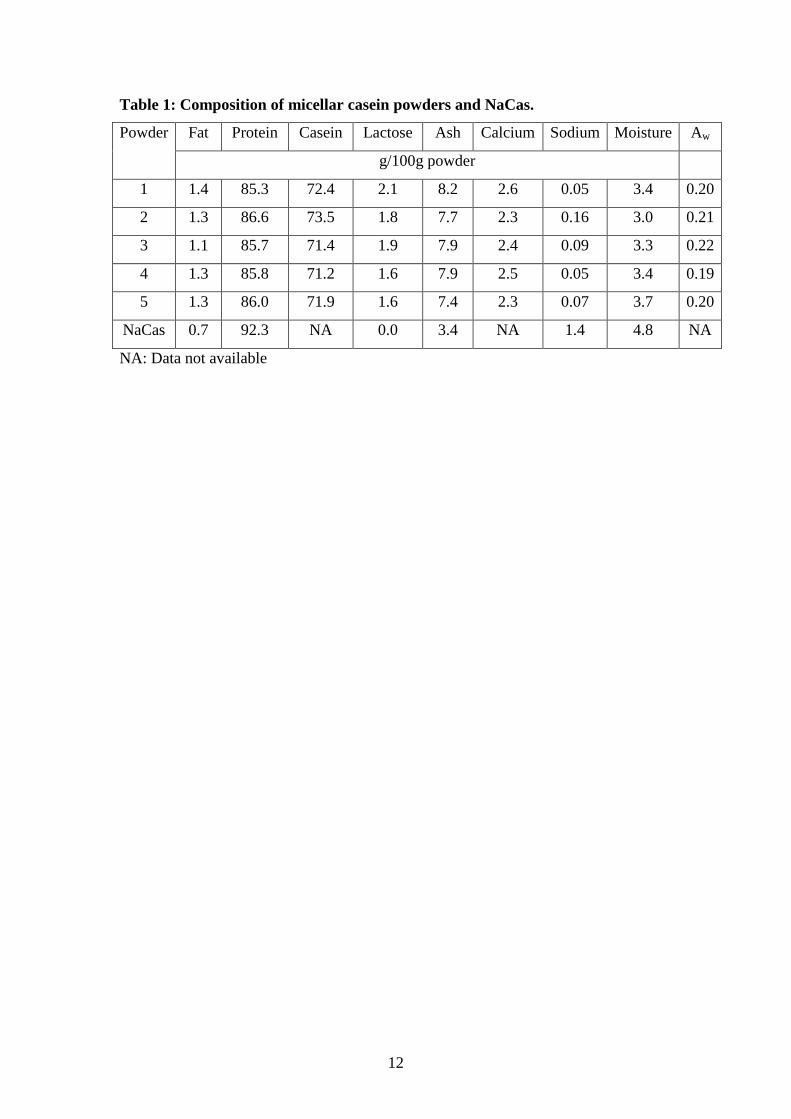
Table 1: Composition of micellar casein powders and NaCas.
Fat Protein Casein Lactose Ash Calcium Sodium Moisture Aw Powder
g/100g powder
1 1.4 85.3 72.4 2.1 8.2 2.6 0.05 3.4 0.20
2 1.3 86.6 73.5 1.8 7.7 2.3 0.16 3.0 0.21
3 1.1 85.7 71.4 1.9 7.9 2.4 0.09 3.3 0.22
4 1.3 85.8 71.2 1.6 7.9 2.5 0.05 3.4 0.19
5 1.3 86.0 71.9 1.6 7.4 2.3 0.07 3.7 0.20
NaCas 0.7 92.3 NA 0.0 3.4 NA 1.4 4.8 NA
NA: Data not available
13
Table 2: Reconstituability of micellar casein powders.
Powder Directly after
production
After 80 d at
30°C
1 61.4±0.9 20.5±1.1
2 67.3±1.4 33.3±0.5
3 75.4±1.8 27.4±.07
4 64.6±0.7 21.9±1.5
5 68.9±2.2 31.8±2.0
6 63.2±0.2 24.0*
7 66.8±0.5 30.2*
* single measurement

14
Figure 1: Production of micellar casein powders
Skimmed milk
Pasteurisation and Microfiltration 1.2µm
Microfiltration 0.1 µm
Concentrate (3R)
Spray-dry
Powder 1
Mix 2.5:1 with 6% NaCas
(6R2)
Spray-dry
Powder 2
Mix 7.5:1 with 6% NaCas
(6R3)
Spray-dry
Powder 3
Dry mix with NaCas
Powders 6 & 7
Mix 1:1 with water
Diafiltration 0.1 µm
Concentrate (6R1)
Mix 1:1 with 0.5% NaCas
Diafiltration 0.1 µm
Concentrate (6R4)
Spray-dry
Powder 4
Mix 1:1 with 1.5% NaCas
Diafiltration 0.1 µm
Concentrate (6R5)
Spray-dry
Powder 5
Mix 1:1 with water
Diafiltration 0.1 µm
Concentrate (6R1)
Mix 1:1 with 0.5% NaCas
Diafiltration 0.1 µm
Concentrate (6R4)
Spray-dry
Powder 4
Mix 1:1 with 1.5% NaCas
Diafiltration 0.1 µm
Concentrate (6R5)
Spray-dry
Powder 5

15
60
70
80
0 5 10 15
Proportion of NaCas (%)
Rec
ons
titu
abil
ity
(%)
Figure 2: Reconstituability of micellar casein powders containing sodium caseinate
(NaCas). � : NaCas mixed directly before spray-drying (powders 2 and 3); ◊: NaCas
mixed before diafiltration (powders 4 and 5); �: NaCas dry-mixed with MC
(powders 6 and 7). �: Micellar casein powder without extra NaCas (powder 1).

16
Figure 3: Proposed mechanism for the improvement of reconstituability of micellar
casein powder with an increased concentration of non-micellar casein, e.g. by addition
of sodium caseinate.
Storage Solubilization
A B C
Storage Solubilization
Casein Micelles Non-micellar casein
D E F
System 1
System 2
Storage Solubilization
A B C
Storage Solubilization
Casein Micelles Non-micellar casein
D E F
Storage Solubilization
A B C
Storage Solubilization
A B C
Storage Solubilization
Casein Micelles Non-micellar caseinCasein MicellesCasein Micelles Non-micellar caseinNon-micellar casein
DD EE FF
System 1
System 2





























