Embed Size (px)
DESCRIPTION
SNI 06-1903-2000 Standard Indonesian Rubber (SIR)
Citation preview

SNI 06-1903-2000
Standar Nasional Indonesia
ICS 83.060 Badan Standardisasi Nasional
Standard Indonesian Rubber (SIR)

SNI 06-1903-2000
i
Daftar isi
Daftar isi ................................................................................................................................. i
Pendahuluan ......................................................................................................................... ii
1 Ruang Iingkup .............................................................................................................. 1
2 Definisi.......................................................................................................................... 1
3 Penggolongan .............................................................................................................. 1
4 Bahan olah ................................................................................................................... 1
5 Syarat ukuran ............................................................................................................... 1
6 Syarat Mutu .................................................................................................................. 2
7 Cara Pengambilan Contoh............................................................................................ 3
8 Cara Uji ........................................................................................................................ 4
9 Cara Pengemasan...................................................................................................... 29
10 Syarat Penandaan...................................................................................................... 41
11 Catatan Umum ........................................................................................................... 53

SNI 06-1903-2000
ii
Pendahuluan
Standard Indonesian Rubber (SIR) ini adalah merupakan revisi dari SNI 06—1903—1990, Standard Indonesian Rubber. Standar Indonesian Rubber direvisi dengan alasan sebagai berikut : 1. Standar bahan baku olah karet (Bokar) telah direvisi sehingga standar SIR harus di —
sesuaikan dengan perubahan standar bahan baku tersebut. 2. Adanya perkembangan pemakaian peralatan yang baru seperti pemakaian dirt heater,
plastimeter MK 4 dan lain—lain, juga penyesuaian pemakaian bahan kimianya. 3. Pelabelan dan pengemasan Pemakaian jenis kemasan baru seperti : pallet metal dan
container loose ball dan pencantumkan logo perusahaan serta tanda SNI bagi perusahaan yang telah menerapkan.
4. Penyesuaian metoda uji dengan standar internasional. Standar ini telah dibahas dalam rapat—rapat teknis dan pra konsensus di Palembang dan terakhir dibahas dalam Rapat Konsensus di Jakarta pada tanggal 26 Nopember 1999 yang di — hadiri oleh produsen, asosiasi, konsumen, lembaga uji dan instansi terkait. Standar ini disusun oleh BPSMB Palembang, Departemen Perindustrian dan Perdagangan.

SNI 06-1903-2000
1 dari 53
Standard Indonesian Rubber (SIR)
1 Ruang Iingkup Standar ini meliputi ruang Iingkup, definisi, penggolongan, bahan olah, syarat ukuran, syarat mutu, pengambilan contoh, cara uji, pengemasan, syarat penandaan dan catatan umum Standard Indonesian Rubber (SIR).
2 Definisi Standard Indonesian Rubber adalah karet alam yang diperoleh dengan pengolahan bahan olah karet yang berasal dari getah batang pohon Hevea Brasiliensis secara mekanis dengan atau tanpa kimia, serta mutunya ditentukan secara spesifikasi teknis.
3 Penggolongan SIR digolongkan dalam 6 jenis mutu yaitu - SIR 3 CV ( Constant Viscosity ) - SIR 3 L ( Light ) - SIR 3 WF ( Whole Field ) - SIR 5 - SIR 10 SIR 20
4 Bahan olah SIR 3 CV, SIR 3 L dan SIR 3 WF dari Lateks. SIR 5, SIR 10 dan SIR 20 dari koagulum lateks Untuk memilih jenis bahan olah yang sesuai dengan rencana produksi, produsen SIR dapat berpedoman kepada SNI 06-2047 revisi terakhir ( Standar Bahan Olah Karat ).
5 Syarat ukuran Standard Indonesian Rubber disajikan dalam bentuk bandela yang dikempa dengan berat dan ukuran tertentu, Ukuran bandela SIR yang diperdagangkan adalah panjang 675 ± 25 mm Iebar 355 ± 10 mm, dapat mempunyai berat sebesar 33 1/3 kg atau 35 kg atau sesuai permintaan pembeli.

SNI 06-1903-2000
2 dari 53
6 Syarat Mutu Tabel : 1
Skema Persyaratan Mutu
Keterangan : *) Tanda Pengenal Tingkatan Batasan Viskositas Mooney : CV—50 45—55 CV — 60 55 — 65 CV—70 65—75 '*) Informasi mengenai cure dibenkan daiam bentuk Rheograph sebagai Standard non—mandatory.

SNI 06-1903-2000
3 dari 53
7 Cara Pengambilan Contoh
7.1 Petugas Pengambil Contoh ( PPC ) Petugas Pengambil Contoh adalah petugas dari laboratorium yang sudah diakui dan teregistrasi pada Lembaga Sertifikasi Personil. Petugas Pengambil Contoh ( PPC ) tersebut dapat dari laboratorium pabrik atau laboratorium independen yang diakui.
7.2. Cara Pengambilan Contoh Pengambilan Contoh dilakukan terhadap bandela SIR yang keluar dari mesin kempa ( bale press) sebelum bandela tersebut dibungkus plastik polietilen dengan interval maksimum 9 bandela dan disesuaikan dengan jumlah bandela didalam setiap pallet. Misalnya dapat dilakukan terhadap bandela nomor 2, 11, 20 dan seterusnya atau bandela nomor 5, 14, 23 dan seterusnya atau yang lazim dilakukan adalah bandela nomor 9, 18, 27 dan seterusnya.
7.3. Cara Pemotongan dan Penanganan Contoh - Letakkan bandela terpilih diatas meja yang bersih dengan posisi mendatar dan sisi
terpendek kearah vertikal. - Potong salah satu sudut bandela dengan ukuran kira-kira 5 cm x 5 cm x tebal bandela
kearah sisi vertikal. - Potongan lainnya diambil dengan cara yang sama pada sudut yang berlawanan arah
diagonal. - Untuk jelasnya lihat gambar berikut :
− Berat satu potongan contoh (A atau B) adalah 150 sampai 200 gram.
− Satukan kedua contoh tersebut kemudian dimasukan kedalam kantong plastik.
− Setelah diberi label contoh yang menerangkan mengenai Tanggal produksi, nomor pallet / contoh. nomor potongan / bandela dan keterangan tambahan lain bila
diperlukan, kemudian kantong plastik yang berisi contoh ditutup selanjutnya dikirim ke laboratorium untuk diuji.

SNI 06-1903-2000
4 dari 53
CATATAN : Saat ini dalam praktek, digunakan beberapa ukuran kemasan / pallet. Ukuran kemasan I pallet tersebut didasarkan pada jumlah bandela yang dapat ditampung didalamnya. Janis ukuran kemasan / pallet yang lazim digunakan untuk pengemasan SIR yaitu : - Kemasan/Pallet Standar berisi : 30 bandela - Kemasan/Pallet Jumbo berisi : 36 bandela - Kemasan/Pallet Super Jumbo berisi : 42 bandela - Kemasan/Pallet lain sesuai permintaan pembeli Untuk itu maka jumlah minimum contoh yang dapat mewakili bandela didalam setiap kemasan / pallet ditentukan sebagal berikut : - Untuk Kemasan/Pallet Standar : 3 contoh - Untuk Kemasan/Pallet Jumbo : 4 contoh - Untuk Kemasan/Pallet Super Jumbo : 5 contoh - Kemasan/Pallet lain sesuai permintaan pembeli : 1 contoh untuk setiap 9 bandela - Untuk Peti Kemas/Container : 1 contoh untuk setiap 9 bandela
8 Cara Uji
8.1 Penyeragaman Contoh [ ISO 1795: 1992 (E) Modifikasi oleh RRIM I Sebelum pengujian mutu SIR dilaksanakan, kedua belah potongan contoh karat disatukan dan digiling untuk penyeraga man. Selanjutnya contoh uji diambil dart contoh karat yang telah diseragamkan ini. 8.1.1 Peralatan 8.1.1.1 Gilingan Laboratorlum - Ukuran rol minimum diameter 150 mm x 300 mm panjang - Perbandingan kecepatan putaran rol depan dan rol belakang
1 dengan gesekan : 1 : 1,4 ± 0,1 2 tanpa gesekan : 1 : 1
- Kecepatan berputar : 30 ± 1 rpm - Diiengkapi sistem pendingin dengan air mengalir. 8.1.1.2 Neraca : Kapasitas mencapai 500 ± 1 gr 8.1.1.3 Saki atau lembaran plastik 8.1.1.4 Gunting 8.1.1.5 Kantong plastlk/wadah yang sesuai untuk menghidari penguapan : (Untuk contoh uji zat menguap )

SNI 06-1903-2000
5 dari 53
8.1.2 Cara Kerja - Satukan kedua belah contoh karet tersebut pada butir 8.1 dan giling 6 kali melalui
gilingan laboratorium dengan celah rol : 1,65 mm. Rol gilingan dijalankan dengan kecepatan 1 : 1,4 dan didinginkan dengan aliran air pada suhu kamar.
- Setelah tiap kali penggilingan, lembaran karet digulung dan salah satu ujung gulungan dimasukkan kembali ke gilingan pada penggilingan berikutnya, letakkan baki atau lembaran plastik yang bersih dibawah rol gilingan guna menampung remahan atau kotoran karet yang jatuh selama penggilingan.
- Remahan dan kotoran karet tersebut dikembalikan pada lembaran karet sebelum penggilingan berikutnya.
- Pada penggilingan yang ke 6 kali, lembaran karet tidak digulung melainkan dilipat dua, lembaran karet yang telah diseragamkan tersebut digunting menjadi contoh uji untuk
Penetapan kadar kotoran : 20 - 25 gram Penetapan kadar abu : 10 - 15 gram Penetapan kadar zat menguap : 20 - 25 gram Penetapan PRI : 15 - 25 gram Penentuan warna (Untuk SIR 3 L) : 15 - 25 gram Penetapan kadar nitrogen : 5 - 10 gram
- Khususnya untuk penetapan kadar zat menguap contoh uji disimpan didalam kantong
plastik 1 wadah yang sesuai dan ditutup rapat segera setelah penyeragaman dan pengguntingan.
- haI tersebut tidak segera dilaksanakan, maka kelembaban pada karet dan kelembaban pada udara akan berada dalam keseimbangan sehingga pengujian yang dilakukan tidak akan menunjukkan hasil yang sebenarnya.
- Untuk penetapan ujl tambahan bila dikehendaki : Penetapan ASHT SIR 3 CV : 1,5 - 25 gram Penetapan Viskositas Mooney SIR 3 CV : 100 - 150 gram.
8.2 Penetapan Kadar Kotoran [ISO 249 — 1987 ( E ) J Kotoran adalah bends asing yang tidak larut dan tidak dapat melalui saringan 325 mesh. Adanya kotoran didalam karet yang relafrf tinggi dapat mengurangi sifat dinamika yang unggul darl vulkanisat karet alam antara lain kalor timbul dan ketahanan retak lenturnya. Kotoran tersebut juga mengganggu pada pembuatan vulkanisat tipis Potongan uji untuk penetapan k adar kotoran perlu ditipiskan lagi untuk memudahkan pelarutan. Potongan uji yang telah digiling ulang, dilarutkan didalam pelarut yang mempunyai titik didih tinggi, disertai penambahan suatu zat untuk memudahkan larutnya karet ( rubber peptiser ). Larutan kotor yang tertinggal kemudian dituangkan melalui saringan 325 mesh.

SNI 06-1903-2000
6 dari 53
Kotoran yang tertinggal pada saringan setelah dikeringkan didalam oven, kemudian ditimbang setelah didinginkan. Hasil pelaksanaan pengujian yang balk, dapat dilihat dari mudah bergeraknya kotoran kering didalam saringan. 8.2.1 Peralatan dan Bahan 8.2.1. 1 Neraca Analitis : pembacaan mencapai 0,1 mg 8.2.1. 2 Thermometer : 200 ° C 8.2.1. 3 Wadah : kapasitas 20 liter untuk menyimpan terpentin 8.2.1. 4 Buret Otomatis : 50 ml untuk peptiser 8.2.1. 5 Wadah : 600 ml untuk mencuci saringan 8.2.1.6 Labu Erlenmeyer : 500 ml 8.2.1. 7 Desikator : diameter minimum 20 cm 8.2.1. 8 Pemanas ( Infra merah atau alat lain yang setara : lampu infra merah (masing — masing 250
watt ) disusun menurut baris dan kolom. Jarak antara dasar labu dengan ujung lampu sekitar 10—20 cm Tiap kolom mempunyai sakelar listrik tersendiri yang dapat dimatikan bila terjadi pendidihan dari larutan di dalam tabu yang terletak diatas kolom lampu tersebut.
8.2.1. 9 Pemegang Saringan : 8.2.1.10 Gilingan laboratorium : uraian pada 8.1.1.1. 8.2.1.11 Neraca : kapasitas mencapai 500 ± 1 gr 8.2.1.12 Baki / lembaran plastic : 8.2.1.13 Gunting :
SNI 06-1903-2000
7 dari 53
8.2.1.14 Penjepit : untuk contoh uji kadar zat menguap 8.2.1.15 0 v e n : untuk penggunaan pada suhu sekitar 100 ° C
dianjurkan oven tanpa kipas. (fan). 8.2.1.16 Pemegang labu Erlenmeyer : 8.2.1.17 Sarung tangan asbes : 8.2.1.18 Saringan : saringan baja tahan karat dengan diameter
luar 30 mm tebal 2 — 3 mm dan tinggi 13 mm dan kasa fosfor kuningan atau baja tahan karat dart 325 410 (ASTM) .atau berukuran 44 u (BS) yang dipatri pada saringan tersebut.
8.2.1.19 Slide proyektor : disarankan Elmo CV - 11 atau yang sejenis 8.2.1.20 Pemegang untuk :
memeriksa saringan 8.2.1.21 Botol semprot 8.2.1.22 Pembersih saringan : ultrasonic bath atau yang sejenis 8.2.1.23 Terpentin mineral : titik didih 155 - 196 ° C 8.2.1.24 Peptiser : Cureo IS. Kempep atau Rupepa 8.2.1.25 Silica gel : dengan indikator warna biru 8.2.1.26 Teepol atau pembersih : Iarutan 0, 5 % berativolume dalam
lain yang sesuai air. 8.2.2 Cara Kerja - Giling contoh uji untuk penetapan kadar kotoran sebesar 20 - 25 gram 2 kali melalui
gilingan laboratorium ( setelah penggilingan pertama,lembaran karet dilipat dua), kedua rol berputar dengan kecepatan yang sama (1 : 1 ), dan celah rol diatur 0,33 mm.
- Timbang kira - kira 10 gram lembaran contoh karet dengan ketelitian mendekati 0,1 mg.
SNI 06-1903-2000
8 dari 53
- Kemudian digunting kecil-kecil menjadi 12-15 potongan atau ditipiskan. - Masukan kedalam labu Erlenmeyer 500 ml yang telah berisi terpentin mineral 250 ml
dan 1 - 2 ml peptiser.
− Panaskan diatas pemanas ( 8.2.1.8.) selama 1,5 - 2,5 jam pada suhu 120 °C 5°C. - Kocok sekali - sekali untuk mempercepat pelarutan. - Jika karet telah larut sempurna saving dalam keadaan panas secara dekantasi melalui
saringan yang bersih. - Saringan yang akan digunakan, sebelumnya harus dikeringkan didalam oven selama
lebih kurang 1 jam pada suhu 100 ° C dan setelah didinginkan didalam desikator sampai suhu kamar ± 30 menit, kemudian ditimbang.
- Blarkan kotoran mengendap sebanyak mungkln didasar labu Erlenmeyer untuk pencucian selanjutnya. Cuci kotoran didalam labu 2 kali rnasing
- masiilg dengan 30 — 50 ml terpentin panas. - Tuangkan cucian kedalam saringan dengan memiringkan labu sehingga mulut labu
mengendap kebawah, semprotkan terpentin dingin kedalamnya dengan menggunakan botol semprot
- Usahakan agar seluruh sisa kotoran terbawa kedalam saringan. - Pencucian diakhiri dengan menyemprotkan terpentin panas pada sekeliling dinding
bagian dalam saringan dengan hats—hats. - Keringkan saringan berisi kotoran didalam oven pada suhu 90 — 100 ° C selama 1 jam
dinginkan dalam desikator selama ± 30 menit, kemudian ditimbang dengan ketelitian mendekati 0,1 mg.
A = bobot saringan berikut kotoran B = bobot saringan kosong C = bobot potortigan uji CATATAN Terpentin mineral dan peptiser harus bebas kotoran dan air. Air dan terpentin tidak dapat bercampur menyebabkan sukarnya penyaringan. Bagian yang berada didalam fasa air tidak akan larut dan akan melekat pada dasar labu. Larutan karet yang dibiarkan mendidih, dapat menghasilkan zat yang menyerupai gel, sehingga menyukarkan penyaringan dan akan memberikan kadar kotoran yang tinggi. Karat diusahakan agar terlarut sempurna dalam terpentin. Setelah iarut, lalu digoyang-goyangkan untuk mengamati apakah butir kotoran dapat bergerak bebas dan akan mengendap pada bagian tengah dan dasar tabu. Bila pengamatan tersebut tidak dilakukan, maka kemungkinan ada butir karet yang tidak larut dan melekat pada labu kemudian tercuci

SNI 06-1903-2000
9 dari 53
dan masuk kedalam saringan, sehingga setelah pengeringan akan memberikan basil yang Ie6ih tinggi. Labu Erlenmeyer sebelum digunakan harus selalu diperiksa. Labu yang telah rusak atau retak sangat berbahaya, karena dapat menimbulkan letusan dan kebakaran. Pencucian saringan dengan alat pencuci ultrasonic memberikan hasil yang memuaskan. Dalam pekerjaan sehari — had 70 saringan selama kira — kira 15 menit didalam alat pencuci untrasonic yang berisi terpentin, perendaman dilanjutkan didalam iarutan pembersih selama 15 menit. Akhirnya saringan direndam dan dicuci dengan air bersih didalam galas piala. Setelah itu dikeringkan didalam oven kira — kira 1 jam pada suhu 100 ° C, dinginkan didalam desikator sampai suhu kamar ( ± 30 menit) lalu ditimbang. Dengan mengikuti cara pencucian ini, maka setiap saringan dapat digunakan untuk kira—kira 50 kali pengujian. Penyemprotan dengan deras air untuk membersihkan saringan sedapat mungkin dihindarkan, karena hal ini akan merusak saringan sehingga kemungkinan saringan itu hanya dapat digunakan untuk 20 — 25 kali pengujian saja. Saringan hendaknya diperiksa setiap minggu dengan menggunakan slide projector. Saringan yang telah rusak tidak boleh digunakan lagi.
8.3 Penetapan Kadar Abu [ ISO 247 — 1990 (E) ) Abu didalam karet terjadi dari Oksida, Karbonat dan Fosfat dari Kalium, Magnesium, Kalsium, Natrium dan beberapa unsur lain dalam jumlah yang berbeda — beda. Abu dapat pula mengandung silicat yang berasal dari karet atau benda asing yang jumlah kandungannya bergantung pada pengolahan bahan mentah karet. Abu dari karet memberikan sedikit gambaran mengenai jumlah bahan mineral didalam karet. Beberapa bahan mineral didalam karet yang meninggalkan abu dapat mengurangi sifat dinamika yang unggul seperti kalor timbul ( heat build — up) dan ketahanan retak Ientur ( flex cracking resistance) dari vulkanisat karet slam. Ada dua cara menetapkan kadar abu : Cara 1 Potongan uji dibungkus dengan kertas saving lalu dipijarkan didalam mufle furnace pada suhu 550 ° C selama 2 — 4 jam. Cara 2 Potongan uji dipijarkan perlahan — lahan diatas pembakar listrik/gas. Kemudian pemijaran dilanjutkan didalam mufle furnace pada suhu 550 ° C selama kira — kira 2 jam.

SNI 06-1903-2000
10 dari 53
8,3.1 Peralatan dan Bahan 8.3.1.1. — Neraca : Pembacaan mencapai 0,1 mg 8.3.1.2 — Pembakar listrik/gas : diperlukan untuk pengabuan pendahuluan (
cara II ) 8.3.1.3 — Tang : Ukuran yang sesuai untuk keamanan
pekerja. 8.3.1.4 — Mufe Furnace : Lengkap dengan pirometer dan alat
pengatur suhu. 8.3.1.5 — Cawan silica/porselin : Kapasitas 50 ml 8.3.1.6 — Kertas saring babas abu . Whatman No. 542 (cara I) 8.3.1.7 — Desikator memakai carat : 8.3.1.8 — Silica gel : Dengan indicator warna biru. 8.3.1.9 — Lemari asam : 8.3.2 Cara Karla - Potong dan timbang 5 gram contoh uji untuk penetapan kadar abu tersebut pada (
8.1.2.) dengan ketelitian mendekati 0,1 mg Cara I - Bungkus potongan uji tersebut dengan kertas saring babas abu. - Masukkan kedalam cawan yang sebelumnya telah dipijarkan didalam mufle furnace
pada suhu 550 ° C selama 2 jam dan setelah didinginkan kembali didalam desikator sampai mencapai suhu kamar (± 30 menit) kemudian ditimbang
- Masukan cawan berisi potongan uji kedalam mufle furnace dalam le mad asam dan pijarkan pada suhu 550 ± 20 ° C selama 2 — 4 jam sampai abu tidak mengandung jelaga ( carbon) lagi. Dinginkan didalam desikator sampai suhu kamar kemudian timbang dengan ketelitian mendekati 0,1 mg
Cara II - Gunting potongan uji tersebut menjadi kecil—kecii. - Masukkan kedalam cawan yang sebelumnya telah dipijarkan dan telah diketahui

SNI 06-1903-2000
11 dari 53
bobotnya. - Cawan berisi karat kemudian dipijarkan diatas pembakar listrik / gas sampai tidak
keluar asap selanjutnya pemijaran diteruskan didalam mufle furnace pada suhu 550 ± 20 ° C selama kira — kira 2 jam, yaitu sampai tidak mengandung jelaga lagi.
- Dinginkan cawan yang berisi abu didalam desikator sampal suhu kamar ( ± 30 menit). - Kemudian ditimbang dengan ketelitian 0, 1 mg. Perhitungan :
A = bobot cawan berikut abu B = bobot kosong C = bobot potongan uji. CATATAN : Sebelum masuk muffle cawan hares kering.
8.4 Penetapan Kadar Zat Menguap [ ISO 248 — 1991 (E ) ) Zat menguap didalam karat sebagian besar terdiri dari uap air dan sisanya adalah zat — zat lain seperti serum yang mudah menguap pada suhu 100 ° C. Kadar zat menguap adalah bobot yang hilang dari potongan uji setelah pengeringan. Adanya zat yang mudah menguap didalam karat, selain dapat menyebabkan bau busuk, memudahkan tumbuhnya jamur yang dapat menimbulkan kesulitan pada waktu mencampurkan bahan—bahan kimia kedalam karat pada waktu pembuatan kompon tersebut terutama untuk pencampuran karbon black pada suhu rendah. Potongan uji untuk menetapkan kadar zat menguap ditimbang lalu ditipiskan dan digunting menjadi potongan kecil — kecil untuk memperluas permukaan guna memudahkan pengeringan pada suhu 100 ° C. 8.4.1 Peralatan dan Bahan 8.4.1.1 — Neraca : Pembacaan mencapai 0,1 mg 8.4.1.2 — Cawan porselin : Kapasitas 50 — 60 ml 8.4.1.3 — Tang : Panjang kira—kira 20 cm

SNI 06-1903-2000
12 dari 53
8.4.1.4 — Desikator : Diameter 20 — 25 cm 8.4.1.5 — 0 v e n : Dapat digunakan pada suhu 100 ± 3 ° C
dilengkapi dengan alat pengontrol suhu, kipas angin (fan) dan sistem sirkulasi udara
8.4.1.6 — Gunting : 8.4.1.7 — Silica gel : Dengan indikator warna biru 8.4.2 Cara Kerja - Keluarkan contoh uji untuk penetapan kadar zat menguap (seperti yang disebutkan
pada butir 8.1.2. - Potong dan timbang 10 gram dengan ketelitian mendekati 0,1 mg. - Tipiskan dengan gilingan laboratorium hingga tebalnya mencapai maksimum 1,5 mm - Gunting lembaran tipis contoh uji tersebut menjadi potongan kecil berukuran 2,5 x 2,5
mm, selanjutnya dimasukkan kedalan cawan yang telah dipanaskan kedalam oven pada suhu 100 ° C dan telah diketahui bobotnya.
- Cawan berikut karet kemudian dipanaskan didalam oven pada suhu 100 ± 3 ° C selama 2 — 3 jam ( sampai bobot tetap ). Dinginkan didalam desikator sampai suhu kamar ( ± 30 menit) kemudian ditimbang kembali.
Perhitungan :
A = bobot cawan berikut contoh sebelum dipanaskan B = bobot cawan berikut contoh setelah dipanaskan C = bobot potongan uji
8.5 Penetapan Plasticity Retention Index [ ISO 2930 — 1991 (E) j Penentuan Plasticity Retention Index ( PRI) adalah cara pengujian yang sederhana dan cepat untuk mengukur ketahanan karet terhadap degradasi oleh oksidasi pada suhu tinggi. Pengujian ini meiiputi pengujian plastisitas Wallace dari potongan uji sebelum dan sesudah pengusangan didalam oven dengan suhu 140 ° C. Suhu dan waktu pengusangan diatur sedemikian rupa sehingga dapat memberikan perbedaan yang nyata dari berbagai jenis karet mentah

SNI 06-1903-2000
13 dari 53
Nilai PRI yang tinggi menunjukkan ketahanan yang tinggi terhadap degradasi oleh oksidasi 8.5.1 Peralatan dan Bahan 8.5.1.1 — Gilingan laboratorium : Uraian ( 8.1.1.1. ) 8.5.1.2 — Pengukur tebal : Batty model 1353 atau jenls lainnya yang
dapat digunakan untuk mengukur tebal contoh uji dengan pembagian skala terkecil 0,01 mm.
8.5.1.3 — Wallace Punch : Alat pemotong contoh uji 8.5.1.4 — Wallace Rapid Plastimeter : Alat uji plastisitas karat yang dilengkapi
dengan alat pengukur waktu otomatis yang dapat diatur 15 detik untuk waktu pra pemanasan dan 15 detik berikutnya untuk waktu pengukuran plastisitas.
Perangkat lain adalah steam generator dengan tekanan uap diatur pada 0,5 — 1,0 psi. Piringan plastimeter yang digunakan berdiameter 10 mm.
8.5.1.5 — Alat pengukur waktu : Pengukur waktu pengusangan yang
dilengkapi dengan bel 8.5.1.6 — 0 v e n : Dapatmencapai suhu 140 ° C dengan
penyimpangan ± 0.2 ° C diseluruh ruangan oven dan dapat mencapai suhu konstan selama tidak Iebih dari 6 menit setelah diisi dengan contoh uji serta dilengkapi dengan fan untuk mengatur sirkulasi udara.
8.5.1.7 — Tatakan Contoh : Untuk menempatkan potongan uji yang
diusangkan 8.5.1.8 — Kertas Sigaret : Merek TST dengan sampul berwarna jingga
( orange ).

SNI 06-1903-2000
14 dari 53
8.5.2 Cara Kerja - Giling contoh uji seberat 15—25 gram (uraian 8.1.2.) maksimum 3 kali dengan gilingan
Iaboratorium yang telah diatur sehingga kedua rolnya berputar tanpa fiksi. - Celah rol diatur sedemikian rupa sehingga lembaran karat yang dihasilkan
mempunyai:ketebalan antara 1,6 — 1,8 mm. Apabila setelah 3 kali gilingan diperoleh lembaran karat dengan ketehalan tidak sesuai dengan syarat yang telah ditentukan, maka atur kembali celah roll dan gunakan contoh uji barn untuk digiling.
Lembaran karat yang dihasilkan tidak boleh berlubang dan mempunyai ketebalan yang merata setiap bagian. Lembaran tersebut kemudian dilipat 2 dan ditekan dengan telapak tangan. Selanjutnya dipotong dengan wallace punch sebanyak 6 potongan uji dengan urutan seperti gambar 2.
Gambar : 2 Contoh Potongan Uji Untuk Plastisitas
- Potongan uji (1) untuk pengukuran plastisitas awal dan potongan uji (2 ) untuk pengukuran plastisitas setelah pengusangan. Potongan uji hares mempunyai ketebalan antara 3,2 — 3,6 mm (ketelitian 0,01 mm) dengan garis tengah ± 13 mm.
- Letakkan potongan uji untuk pengukuran plastisitas setelah pengusangan diatas tatakan contoh dan masukkan kedalam oven pada suhu 140 ° C ± 0,2 ° C selama tepat 30 menit.
- Setelah dikeluarkan kemudian didinginkan sampai suhu kamar. - Pada pengukuran platisitas wallace, letakan potongan uji diantara 2 lembar kertas
sigaret yang berukuran 40 mm x 35 mm diatas piringan plastimeter, kemudian tutup piringan plastimeter tersebut. Setelah ketukan pertama piringan bawah akan bergerak keatas selama 15 detik dan menekan piringan atas, dan setelah ketukan kedua berakhir dicatat sebagai nilai pengukuran plastisitas.
- Angka yang dicatat adalah angka yang ditunjuk oleh mikrometer/display pada waktu berhenti begerak.
Perhitungan

SNI 06-1903-2000
15 dari 53
Po = Plastisitas awal Pa (P30) = Plastisitas setelah pengusangan selama 30 menit CATATAN : 1. Plastimeter wallace harus selalu diperiksa (ver'rlikasi) dengan mengikuti buku petunjuk
wallace. 2. Pemeriksaan cepat adalah dengan menggunakan karat viskositas mantap (CV)
dilakukan dengan cara :
- Segera setelah kalibrasi beban selesai dilakukan yaitu untuk meyakinkan bahwa kalibrasi telah dilaksanakan dengan benar
- Satu kali setiap hart penggunaan untuk meyakinkan bahwa plastimeter masih
berfungsi dengan balk. Apabila dijumpai adanya penyimpangan maka kalibrasi tersebut diatas harus segera dilakukan.
3. Kertas sigaret dengan ukuran 70 mm x40 mm digunting menjadi 2 potong yang sama .
Tidak dibenarkan menggunakan potongan kertas sigaret tersebut dengan hanya melipat dua saja atau memotong kertas sigaret menjadi tiga.
4. Oven untuk pengusangan tidak boleh diisi terlalu banyak potongan uji, karena hal ini
dapat mengganggu keseragaman suhu didalam overt tersebut. Jumlah potongan uji yang diusangkan hendaknya dijaga agar selalu sama pada setiap pengusangan.
5. Suhu oven agar selalu diperiksa sebelum potongan uji dimasukan kedalam oven, hat
ini untuk meyakinkan bahwa suhu telah stabil pada 140' C sekurang—kurangnya selama 5 ( lima) menit.
6. Nilai tengah dart tiga hash pengujian plastisitas dapat diambil apabila selisih setiap
hasil pengujian tidak lebih dart 3 (tiga) satuan.
8.6 Pengujlan Warna [ ISO 4660 — 1991 (E ) Pengujian warna hanya dilakukan untuk jenis mutu SIR 3 L karena karet ini harus memiliki nilai index warna yang kecil, sebab penggunaan karet jenis mutu ini untuk pembuatan barang karet yang putih, tembus cahaya atau yang berwarna cerah. Pada pengujian ini, warna karat dibandingkan dengan komparator warna standar. Potongan uji disiapkan dengan memanaskannya pada cetakan khusus. Potongan uji dan piringan kaca warna standar diletakan sejajar dan berdekatan dalam bingkai komparator.

SNI 06-1903-2000
16 dari 53
Perbandingan warna dilakukan dibawah sinar terpencar terhadap latar belakang putih keruh (putih susu ). Warna standar di kalibrasi dalam satuan index warna berdasarkan warna lovibond dengan satuan warna kuning tua (amber ). Nilai index warna yang tinggi menunjukkan warna yang Iebih tua. Ketelitian pengujian sangat dipengaruhi oleh faktor ketepatan tekanan mesin kempa, suhu pemanas dan waktu pemanasan pada saat pembuatan potongan uji. 8.6.1 Peralatan dan Bahan 8.6.1.1 — Gilingan laboratorium : Uraian ( 8.1.1.1. ) 8.6.1.2 — Mesin kempa hidrolik : Dapat menghasilkan tekanan sekurang
kurangnya 500 psi, selama digunakan suhu piringan pemanas dijaga agar tetap pada 150 ° C ± 3 ° C
8.6.1.3 — Cetakan : Terbuat dart baja tahan karat atau
aluminium dengan tebal 1,6 ± 0,05 mm. Satu lembar penutup dan satu lembar untuk alas cetakan yang terbuat dad baja tahan karat.
8.6.1.4 — Warna standar : Piringan komparator Lovibond dengan
satuan amber ' Rubber Latex Colour' No. 4 / 19 A mempunyai satuan 1 — 5 dengan interval 0,5 satuan 5—16 dengan interval 1.0 satuan.
8.6.1.5 — Wallace Punch : 8.6.1.6 — Lembaran tipis poliester transparan atau solulose : Melinex atau sejenis 8.6.1.7 — Bingkai komparator :
SNI 06-1903-2000
17 dari 53
Cara Kerja - Giling contoh uji untuk pengujian warna yang diuraikan pada butir 8.1.2. maksimum
sebanyak tiga kali dengan gilingan laboratorium, 8.1.1. - Setiap kali penggilingan contoh dilipat dua. - Kedua roll giling berputar dengan kecepatan yang sama dan celah rol diatur
sedemikian rupa sehingga lembaran karet mempunyai ketebalan 1,6 — 1,8 mm. - Lembaran karet tersebut kemudian dilipat dua dan ditekan perlahan — lahan dengan
telapak tangan. - Lembaran contoh yang rata dan tidak berlubang akhirnya mempunyai ketebalan 3,2 —
3,6 mm Potong dua buah potongan uji dengan wallace punch, satukan dan pipihkan dua potongan uji tersebut perlahan—lahan dengan jari.
- Letak potongan uji kedalam lobang cetakan diantara dua lembaran poliester atau solulosa.
- Kemudian dikempa dengan mesin kempa bertekanan 500 psi setelah contoh dalam cetakan tersebut diletakan diantara dua lembar plat.
- Pengempaan dilakukan pada suhu 150 ± 3 °C selama 5 ± 0,2 menit. - Keluarkan potongan uji yang terlapisi film poliester dan potongan uji ini harus
mempunyai ketebalan 1,6 ± 0,2 mm dan bebas dad benda lain yang berwarna atau dapat mengganggu warna dari karet.
- Bandingkan warna potongan uji dengan warna standar, yang dilakukan dibawah sinar terpencar dan berlatar belakang putih keruh (putih susu) dengan menggunakan bingkai komparator pemegang cetakan contoh uji berikut potongan uji dan warna standar.
- Letakkan potongan uji sedemikian rupa sehingga berada paling dekat dengan warna standar agar perbandingan warna mudah dilakukan. Jika menggunakan bingkai komparator, selembar kertas putih ( dengan lubang menyesuaikan proyeksi) diletakan diatas alas. Letakkan berturut - turut piringan warna standar dan cetakan yang berisi potongan uji pada proyeksi.
- Pasang bingkai dan satu per satu warna potongan uji dibandingkan dengan warna standar.
Index warna potongan uji ditentukan dari warna standar yang paling mendekati dengan warna potongan uji. CATATAN : Kadang - kadang ada warn karet yang tidak dapat dibandingkan karena terlampau kuning, kehijau - hijauan atau abu - abu. Jika ha! ini terjadi, maka karet tersebut dianggap sebagai karet yang mempunyai warna tidak normal dan harus dicatat pada laporan pengujian. Warna yang tidak normal dapat terjadi karena pemisahan fraksi - fraksi kedalam lateks, sehingga mengakibatkan terkontamina slnya pig men alam.

SNI 06-1903-2000
18 dari 53
8.7 Uji Pengerasan Dalam Penyimpanan yang Dipercepat ( Accelerated Storage Hardening Test) : [ BRIM Bulletin No. 7. 1970 ] Pengerasan karena penyimpanan ( Storage Hardening) menunjukan kecenderungan meningkatnya viskositas karet aiam selama penyimpanan akibat terbentuknya ikatan silang ( cross links) antar molekul karet lkatan silang ini umumnya disebabkan oleh reaksi kondensasi gugusan aldehida yang terdapat secara alamiah didalam molekul karet dan kemungkinan adanya sejumlah kecil gugusan peroksida didalam karet Accelerated Storage Hardening Test (ASHT) merupakan cara yang dipercepat yaitu dengan pengujian plastisitas wallace dari potongan uji sebelum dan sesudah penyimpanan dalam waktu singkat dengan kondisi yang dapat mempercepat reaksi pengerasan. Pengerasan potongan uji dipercepat dengan cara meletakkan contoh diatas foscpen tao ksida pada tekanan udara dan suhu 60 0 C selama 24 jam. Selisih nilai plastisitas ( P ) yang diperoleh dinyatakan sebagai Accelerated Storage Hardening ( ASH ). 8.7.1 Peralatan dan Bahan 8.7.1.1 — Gilingan laboratorium : Uraian ( 8.1.1.1. ) 8.7.1.2 — Wallace Rapid Plastimeter : Uraian 8.5.1.4. digunakan piringan atas
yang berdiameter 10 mm 8.7.1.3 — Wallace Punch : 8.7.1.4 ----0 v e n : Keseragaman dan perubahan suhu
didalam oven yang diperkenankan ± 1 ° C selama pengusangan selama 24 jam. oven harus mampu mencapal suhu awal kurang dari 10 menit setelah botol timbang berisi contoh dimasukan.
8.7.1.5 — Pengukur tebal : Uraian 8.5.1.2. 8.7.1.6 — Botol timbang : 8.7.1.7 — Tatakan kasa : Dibuat dari kasa baja tahan karat 40
mesh, Tatakan digunakan , bersama-

SNI 06-1903-2000
19 dari 53
sama dengan botol timbang. 8.7.1.8 — Tang : Panjang kira—kira 20 cm. 8.7.1.9 — Spatula : Tahan korosi terhadap asam fosfat. 8.7.1.10 Difosforpentaoksida : Agarberhati—hati menyimpan dan (
P205 ). bekerja dengan bahan kimia korosif ini. Harus disimpan didalam wadah yang kedap udara dan ditempat yang kering dan dingin. Kacamata dan sarung tangan harus dipergunakan selama bekerja dengan bahan kimia ini.
8.7.1.11 — Silicon Grease : Untuk melapisi tutup botol timbang
agar kedap udara. 8.7.1.12 — Kertas Tissue : Kertas tissue babas dari asam yang
dapat merusak kaca. 8.7.2 Cara Kerja - Siapkan contoh uji sesuai dengan cara mempersiapkan contoh untuk pengujian PRI
sehingga memperoleh potongan ujitl dan,2 gambar 2) . - Botol timbang dan potongan uji harus bersih Berta kering. - Kemudian masukan 6—8 gram P2O5, kedalam botol timbang dan letakkan 3 butir
potongan uji no 2 diatas tatakan dan diatur agar tidak saling bersentuhan. - Lapiskan silikon greace pada tutup botol timbang bagian dalam yang bersinggungan
dengan botol dan putar beberapa kali agar silikon greace rata diantara tutup botolnya. - Panaskan botol timl3angan yang telah berisi contoh tersebut didalam oven pada suhu
60 ± 1° C selama 24 ± 1 jam. - Setelah 30 menit berada didalam oven periksa botol timbang untuk mengetahui
kekedapan udara dengan memutar dan memeriksa kembali tutup botolnya dan catat waktu dimulainya pengujian.
- Ukur plastisitas potongan uji no 1 dan potongan uji no 2 yang telah mengalami pengerasan dan bandingkan kedua hasil tersebut.
Accelerated Storage Hardening (Q P) dinyatakan sebagai berikut Q P = PH—Po PH = Nilai tengah dari ketiga pengukuran plastisitas potongan uji yang telah dikeraskan Po = Nilai tengah dari ketiga pengukuran plastisitas potongan uji yang tidak dikeraskan

SNI 06-1903-2000
20 dari 53
8.8 Penentuan Kadar Nitrogen [ ISO 1656 — 1988 (E) ] Nitrogen terdapat didalam karet terutama berasal dari protein dan dapat digunakan sebagai petunjuk besarnya kadar protein. Walaupun banyaknya nitrogen bergantung pada jenis protein, diperkirakan kadar protein = 6,25 x kadar nitrogen. tetapi tidak dapat dianggap sebagai kadar protein yang sebenarnya. Karet Skim mengandung kadar nitrogen yang tinggi. Nitrogen ditetapkan dengan cara semi mikro Kjeldahl. Karet dioksidasi dengan pemanasan oleh campuran katalis dan asam sulfat pekat, yang merubah senyawaan nitrogen menjadi ammonium hidrogensulfat. Setelah suasana dirubah menjadi basa amonia dipisahkan dengan destilasi uap dan diikat oleh larutan standar asam borat, kemudian dititer dengan larutan standar asam sulfat. 8.8.1 Peralatan dan Bahan 8.8.1.1 — Alat destruksi Mikro Kjeldahl : 8.8.1.2 — Alat destilasi ( Markham ) : 8.8.1.3 — Labu mikro Kjeldahl : (30 — 50 ml) dibuat dari borosilikat 8.8.1.4 — Mikro Buret : Kapasitas 10 ml dengan skala 0,01 ml 8.8.1.5 — Pemanas listrik : 8.8.1.6 — Labu penampung : Erlenmeyer 100 ml 8.8.1.7 — Asamsulfat pekat : p.a. (b.j = 1,84 ) 8.8.1.8 — Larutan asamsulfat 0,01 N : Distandardisasi dengan natrium
karbonat p.a. 8.8.1.9 — Larutan natrium hidroksida : (67 % W / V ) 8.8.1.10 — Campuran katalis : Campur dengan baik :
15 bagian anhidrida kalsium sulfat 2 bagian tembaga sulfat pentahidrat 1 bagian serbuk silenium.
8.8.1.11 — Larutan indikator ( 0,15 % W / V) : Larutan 0,1 gr merah metil dan 0,05 gr
biru metilen didalam 100 ml etil alkohol

SNI 06-1903-2000
21 dari 53
96 % ( larutan ini akan rusak jika disimpan lama, gunakan larutan baru tiap kali penetapan ).
8.8.1.12 — Larutan asam borak : Larutkan 40 gr asam borak dengan air
suling, jika perlu dipanaskan. 'Tambahkan air suling hingga menjadi 2 liter.
8.8.2 Cara Kerja - Timbang dengan teliti kira-kira 0,1 gram contoh karet yang telah diseragamkan,
masukan kedalam labu mikro kjeldahl, tambahkan kira—kira 0,65 gr campuran katalis dan 3- 5 ml asam sulfat pekat.
- Didihkan perlahan - lahan sampai timbul warna hijau (atau tak berwarna ) dan tidak terdapat bintik - bintik warna kuning. Biasanya memerlukan waktu 1 jam.
- Dinginkan dan encerkan dengan 10 ml air suling. - Pindahkan larutan diatas kedalam alat destilasi dan bilas dua atau tiga kali dengan 3
ml air suling. Alat destilasi sebelumnya telah dialiri uap selama 30 menit. - Masukan 10 ml asam borak dan 2 atau 3 tetes indikator kedalam labu penampung 100
ml. - Letakan labu tersebut sedemikian rupa sehingga ujung kondensor tercelup dibawah
permukaan larutan asam borak. - Tambahkan 10 ml larutan natrium hidroksida 67 % kedalam alat destilasi, bilas dengan
5 ml air suling. - Alirkan uap melewati alat destilasi selama 5 menit. mulai saat itu destilat mulai keluar. - Turunkan labu penampung sehingga kondensor tepat diatas larutan dan destilasi
dilanjutkan beberapa menit lagi. Bilas ujung kondensor dengan air suling. - Destilat segera dititrasi dengan larutan standar asam sulfat 0,01 N menggunakan
pnikroburet 10 ml, Titik akhir titrasi ditandai dengan perubahan warna dari hijau menjadi ungu muda.
- Untuk membuat blanko, lakukan cara yang sama dengan semua pereaksi tanpa contoh karet.
Perhitungan :
V1 = ml H2SO4 untuk titrasi larutan berisi contoh V2 = ml H2SO4 untuk titrasi larutan blanko N = Normalitas H2SO4 W = Bobot contoh ( gram )

SNI 06-1903-2000
22 dari 53
8.9 Pengujian Viskositas Mooney [ ISO 289 — 1985 (E ) I Viskositas dari karat pada umumnya di uji dengan alat ' Mooney Viscometer' yang prinsip kerjanya adalah memutarkan sebuah rotor yang berbentuk silinder didalam karat tersebut. Makin besar viskositas karat, makin besar pula perlawanan yang diberikan oleh karat tersebut kepada rotor. Besarnya torak yang dialami oleh sumbu rotor diukur oleh sebuah pegas yang berbentuk • dan dihubungkan dengan dengan mikrometer yang mempunyai skala 0 — 100. 8.9.1 Peralatan 8.9.1.1 Alat utama yang digunakan adalah viscometer Mooney atau biasa disebut der•,gan' Shearing Disk Viscometer', alat ini terdiri dari : - Sebuah ruang yang dibentuk oleh dua buah pelat stator yaitu stator atas dan stator
bawah yang dapat dipanaskan oleh elemen listrik yang suhunya dapat diamati pada 2 buah termometer.
- Sebuah rotor yang berputar didalam ruangan tersebut diatas dengan kecepatan 2 rpm
yang digerakan oleh sebuah motor listrik. Rotor tersedia dalam 2 macam ukuran yaitu' L ( Large, 38,i mm ) dan ukuran ' S ' (Small, 30,48 mm ) Rotor' L' biasanya digunakan untuk pengujian karat. Sedangkan Rotor S' digunakan untuk pengujian kompon karat.
- Sebuah mikrometer yang dihubungkan dengan pegas berbentuk huruf ' U ' yang
bergerak menurut besarnya torak pada sumbu rotor. , - Sebuah rotor, pull, bingkai dan beban khusus untuk kalibrasi alai. 8.9.1.2 Stopwath yang digunakan untuk pengukuran waktu pemanasan pendahuluan dan selang pengamatan. 8.9.1.3 Kompresor yang sanggup menghasilkan tekanan udara sebesa' 75 psi ( 5,27 kglcm2 ) 8.9.2 Persiapan Contoh - Contoh diambil dari contoh yang telah disiapkan untuk pengujian kadar kotoran, kadar
abu, kadar zat menguap, maupun PRl yaitu contoh yang telah digiling ( Lab Mill) sebanyak 6 kali dengan celah roll 1,65 mm.
- Lembaran contoh diambil 2 buah potongan uji dengan menggunakan alat pemotong
khusus sehingga ukuran diameter sama dengan diameter rotor.

SNI 06-1903-2000
23 dari 53
8.9.3 Cara Pengujian - Hidupkan alat viskometer sekurang-kurangnya 1 jam untuk pemanasan - Hidupkan kompressor dan buka krannya hingga tekanan mancapai 75 psi - Tutup plat stator atas dengan menekan kedua tombol hijau sampai lampu indikator
menyala. - Hidupkan kontrol heater ( pada posisi on ) - Hidupkan boost heater ( pada posisi on ) - Aturlah regulator sehingga suhu stator atas dan stator bawah stabil pada 100±0,5°C - Buka stator atas dengan menekan tombol merah. - Gunakan rotor ' L • untuk pengujian karat mentah yang kemudian dimasukan kedalam
lubang yang terdapat pada stator bawah. selanjutnya tutup kembali stator atas. - Tunggu selama 5 - 10 menit sampal suhu stabil kembali. - Motor dijalankan dan diperiksa titik 0 pada skala mikrometer. Bila tidak tepat atur titik
nol tersebut. - Buka plat stator atas dengan menekan tombol merah. - Keluarkan rotor dengan menekan handle kebawah dan gunakan sarung tangan untuk
mengambil rotor yang panas tersebut. - Tusukkan rotor ke contoh karet pertama yang telah diberi Iubang dengan gunting atau
alat lain, kemudian rotor bersama dengan contoh karet dimasukan ke stator bawah. - Contoh kedua diletakkan tepat diatas rotor. - Tutup stator atas dan setelah tertutup stopwatch dijalankan. - Setelah tepat satu menit jalankan motor. - Nilai viskositas dibaca pada alat penunjuk setelah 4 menit ( menit ke 5 ). - Matikan motor kemudian buka stator atas dan rotor beserta contoh karet dikeluarkan. 8.9.4 Pencatatan Hasil Pengujian Nilai Viskositas Mooney dinyatakan sebagai berikut : Bila mikrometer menunjukkan skala mis : 63, maka viskositas mooney dilaporkan sebagai berikut : 63 ML (1 + 4 )' 100 ° C. - Angka Viskositas Mooney (M ) - Ukuran Rotor yang digunakan untuk karet mentah ( L ) - Waktu pemanasan pendahuluan ( pre—heating) selama satu menit (1'). - Waktu pengujian selama empat menit (4 ') . - Suhu pengujian (I00 ° C )

SNI 06-1903-2000
24 dari 53
8.10 Pengujian Pemasakan ( Cure ) I Vulkanisasi ( Practical Manual for Rubber Analysis, by Malaysian Rubber Producers Research Association, 1981/ISO. 3417 and ISO 1658 ). Dengan alat viskometer mooney pengujian karakteristik vulkanisasi sebenarnya dapat juga dilakukan, tetapi j;embacaan yang lebih besar dari 35 satuan diatas nilai viskositas minimum sudah tidak teliti lagi. Hal ini disebabkan oleh karena diatas 35 satuan, contoh karet (kompon) yang diuji telah matang dan elastis atau sudah tidak plastis lagi. Rotor visko meter mooney yang hanya berputar pada satu arah saja kini mengalami pengurangan tahanan dari karat karena terjadi' slip. Untuk pengujian karakterlstik vulkanisasi yang lengkap dan teliti maka viskometer mooney telah dim odifikasi terutama pada bentuk rotor dan putaran rotor serta suhu pengujian yang digunakan lebih tinggi. 8.10.1 Peralatan dan Bahan 8.10.1.1 Mat yang digunakan adalah Conical Disk Viscometer atau Rheometer yang prinsip kerjanya hampir sama dengan viskometer mooney. Alat tersebut terdiri dari : - Sebuah ruang yang dibentuk oleh dua bush pelat stator yaitu stator bawah dan stator
atas yang dipanaskan dengan elemen listrik dan suhunya dapat diamati pada alat pengukur suhu.
- Sebuah rotor berbentuk' bi— conical' yang terletak didalam ruang tersebut diatas yang
berputar bolak — batik dan membentuk sudut oskilasi yang dapat diatur yaitu sebesar 1 °, 3 ° dan 5 °. Oleh sebab itu Rheometer biasa juga disebut dengan nama ' Oscillating Disk Curemeter' Rotor tersedia dalam dua macam ukuran yaitu Standard Rotor dan Micro Rotor.
- Sebuah alat pencatat ( recorder) yang dapat mendeteksi hasil pengukuran yang dicatat
dalam kertas grafik dalam bentuk kurva. - Kompresor yang dapat menghasilkan tekanan udara sebesar 60 psi ( 4.2 kg / cm2 ) 8.10.1.2 — Seng Oksida (ZnO ) 8.10.1.3 — Asam Stearat 8.10.1.4 — Mercaptobenzothiazole ( MBT ) 8.10.1.5 — Belerang (S )

SNI 06-1903-2000
25 dari 53
8.10.2 Persiapan Contoh Seperti telah diutarakan bahwa untuk pengujian karakteristik vulkanisasi digunakan suatu kompon Standard ACS I yang susunannya adalah sebagai berikut : - Karat 100 Bagian berat - Seng Oksida 6 Bagian berat - Asam stearat 0,5 Bagian berat - MBT ( mrcaptobenzothiazole) 0,5 Bagian berat - Belerang 3,5 Bagian berat 8.10.3 Cara Pembuatan Kompon 8.10.3.1 Cara Langsung Kompon dibuat dalam mesin giling (lab, mill) yang kedua rolnya telah dipanaskan sampai suhu 70 ° C. Cara Kerja : - Masukan karat kedatam mesin giling sebanyak dua kali metalui celah rot 0,2 mm. - Kemudian celah rot diatur menjadi 1,4 mm dan lebar dirubah menjadi 0,75 bagian lebar
semula dengan cara menggeser sekatnya. - Karat digiiing sampai menjadi plastis dan diusahakan agar karat tersebut melekat pada
rot depan. - Celah rol diatur lagi sehingga menjadi 1,9 mm kemudian tambahkan sedikit demi
sedikit dengan urutan : Asam stearat Seng oksida M B T Belerang
Selama pencampuran dengan bahan kimia keratlah karat yang melekat pada rot sebanyak tiga kali selebar 0,75 bagian dari lebar rot sampai terjadi gulungan kompon diatas celah rot. - Setetah kompon menjadi homogen, kemudian dipotong dan dikeluarkan dalam bentuk
gutungan. - Aturlah celah rot menjadi 0,8 mm dan kompon kemudian digiling lagi sebanyak enam
kali dengan memasukan ujung gutungan kompon terlebih dahuiu pada setiap penggilingan.

SNI 06-1903-2000
26 dari 53
- ailing satu kali dengan celah rot 1,4 mm dengan memasukan gulungan rol memanjang sejajar dengan celah rol dan karat tangsung dikeluarkan dalam bentuk lembaran.
Selama pembuatan kompon, suhu rot harus dijaga tetap pada 70 ° C dan pembuatan kompon tersebut harus selesai dalam waktu 3 — 3,5 menit karena penggilingan yang berlangsung lebih lama akan menurunkan nllal vlskosltasnya. Campuran kompon kemudian siap di uji dengan Rheo meter. 8.10.3.2 Cara Tidak Langsung Untuk mempermudah dan mempercepat pembuatan kompon ACS I, bahan — bahan dapat dicampurkan dalam bentuk campuran induk (masterbatch ). Untuk mencegah terjadinya pravulkanisasi didalam campuran induk, maka dibuat dua macam campuran induk masing-masing campuran induk MBT dan campuran induk belerang. Untuk campuran induk ini digunakan karet yang berwarna kuning atau karet yang sejenis dengan contoh. Pada umumnya digunakan karet jenis mutu SIR 5 L, SIR 5 atau RSS I. Susunan Campuran Induk adalah sebagai berikut :
Janis Campuran Induk : MBT Belerang Karat 100 100 Sang oksida 120 120 Asam stearat 10 10 MBT 20 -- Belerang — 140 ______ ________ Jumlah .... 250 370 Cara Pembuatan Campuran Induk ( Master Batch ) - Pengerjaan dilakukan dengan mesin giling ( lab, mill ). Pada suhu kamar (alirkan air
sebagai pendingin roll ) - Atur celah roll pada 0 dan masukan karet sedikit demi sedikit - Lebarkan celah roll tahap demi tahap sampai diperoleh gulungan karet yang Iembut
(plastis ). - Tambahkan bahan kimia dan atur kembali celah roll sampai terjadi gulungan kompon
diatas celah roll.

SNI 06-1903-2000
27 dari 53
- Setelah 3/4 dari bahan kimia ditambahkan, keratlah kompon yang melekat pada roll satu kali setiap sisi.
- Tambahkan sisa bahan kimia sampai habis - Keratlah kompon sampai campuran homogen - Setelah homogen, potong dan keluarkan kompon tersebut — Atur celah roll ke posisi 0 - Masukan / lewatkan kompon sebanyak 3 kali dan setiap kali kompon tersebut harus
digulung. - Atur celah roll pada 1,4 mm dan masukan kompon sebanyak 1 kaii. Campuran induk yang diperoleh harus disimpan dalam desikator agar tetap kering pada suhu 25 ± 2 ° C. Campuran induk dapat disimpan selama tidak Iebih dari 3 bulan. 8.10.3.3 Cara Persiapan Contoh (kompon ) - Timbang 95 gram contoh uji ( karat yang akan diuji ) - Timbang 6,25 gram campuran induk MBT - Timbang 9,25 gram campuran induk belerang - Panaskan roll dari mesin giling pada suhu 70 t 5 ° C - Pengerjaan selanjutnya adalah sesuai dengan urutan sebagai berikut :
8.10.4 Cara Pengujian 8.10.4.1 Persiapan Pengujian - HIdupkan slat Rheometer dan panaskan hingga mencapai suhu 160 ± 0,3 ° C pelat
stator atas dalam keadaan tertutup

SNI 06-1903-2000
28 dari 53
- Aiur suhu oksilasi pada posisi 3 - Letakan kertas grafik pada alat pencatat ( recorder ) - Atur ' Chart Motor' sesuai dengan kebutuhan, umpamanya pada posisi 30 (30 menit ). - Peralatan pencatat pada posisi' UP • servo dan Time pada posisi 'OFF' - Hidupkan kompresor dan krannya dibuka - Tunggu selama kurang Iebih 45 menit sampai suhu stabil yang ditandai dengan lampu
indikator menyala berkedip—kedip dengan cepat - Periksa suhu kedua stator pada' Recorder Meter' dengan cara : a) Letakan tombol pada posisi' OFF ' atur jarum meter sehingga tepat pada skala 100. b) Letakan tombol pada posisi 'LO' jarum meter harus menunjukan pada skala 100 c) Letakan tombol pada posisi 'Hi' jarum meter harus menunjukan pada skala 200 d) Letakkan tomboi pada posisi ' Upper' jarum meter harus menunjukan pada skala 160 ±
0,3 ° C e) Letakan tombol pada posisi ' Lower' jarum meter harus menunjukan pada skala 160 ±
0,3 ° C - Aturlah titik nol dari pen pencatat dengan menekan'resert botton' Resert botton baru
akan berfungsi apabila pen pencatat telah melewati 1 (satu) skala dan apabila pen belum dapat kembali ketitik nol aturlah posisi Chart Motor' pada kecepatan yang tinggi dan setelah pen melewati 1 skala barulah' resert botton' ditekan.
- Setelah suhu stabil, stator atas dibuka kemudian rotor diletakan didalamnya. Selanjutnya stator ditutup kembali untuk memanaskan rotor sela ma 2 menit.
8.10.4.2 Pelaksanaan Pengujian - Timbarig contoh kompon seberat 9-10 gram. Bentuk potongan uji tidak begitu panting,
tetapi disarankan agar ukurannya sesuai dengan diameter rotor - Hidupkan motor Stator dibuka - ' Servo dan Time' dinyalakan yaitu pada posisi' on' dan tunggu sampai pen terletak
pada torak 0 - ' On / Off / Auto' pada posisi " Auto' - Pen pada posisi' Down' - Letakan potongan uji diatas rotor - Selanjutnya stator ditutup dan pencatatan berjalan secara otomatis. 8.10.4.3 Selesai Pengujian - Pen dipindahkan pada posisi' UP' - ' Servo dan Time ' pada posisi' OFF' dan matikan motor. - Pengunci rotor dikendurkan

SNI 06-1903-2000
29 dari 53
- Stator atas dibuka - Rotor berikut contoh karat dlkeluarkan - Bersihkan rotor dan statornya sebelum pemakaian selanjutnya. 8.10.5 Hasil Pengujian Hasil pengujian yang diperoleh berupa kurva pada kertas grafik, yang kemudian dicari dan dievaluasi berturut-turut :
− Torak minimum (T.min) yang dinyatakan dalam lb.in
− Torak maksimum (T.mak) yang dinyatakan dalam !bin
− Torak optimum (T.90 ) yang dinyatakan dalam !bin
− T.90 = 9/10 (Tmak—Tmin)+T.min
− Waktu pemasakan optimum (t. 90) dalam menit
− Waktu " Scorch " (t.2) yaitu waktu pada kenaikan torak sebesar 2 ib.in dari torak minimum. dinyatakan dalam menit. Kecepatan pamasakan ( Cure Rate) : (t. 90 — t. 2) menit
Contoh : Dari kurva yang diperoleh ternya bahwa hasil pengujian menunjukkan :
− T Min : 6,3 lb. in
− T Mak : 43, 0 lb. in
− T 90 : 9/10 ( 43,0—6,3) + 6,3 lb in = 39,3 lb. in
− t 90 : 9,6 menit ( dicari pada grafik )
− t 2 : 1,7 menit ( dicari pada grafik ). Cure rate = 9,6 - 1,7 = 7,9 menit
9 Cara Pengemasan
9.1 Kemasan Dalam ( Bandela ) Setiap bandela harus dibungkus plastik dengan spesifikasi sebagai berikut : Jenis : polietilen transparan Ketebalan : 0,03 mm ± 0,005 mm Titik leleh : maksimum 108 ° C Berat jenis : 0,92

SNI 06-1903-2000
30 dari 53
Apabila ketebalan plastik yang digunakan lebih dari 0,10 mm agar dicantumkan tulisan " Strip Polythene Before Use " pada plastik tersebut. Disamping menggunakan plastik pembungkus bandela, produsen dapat pula melengkapi dengan pita bandela dengan spesifikasi sebagai berikut : Jenis : polietilen Lebar : 70 mm Tebal : 0,05 mm Titik leleh : maksimum 108 ° C Berat jenis : 0,92
9.2 Kemasan Luar Pengemasan luar dari Standard Indonesian Rubber ada 2 cara yaitu
− Menggunakan pallet
− Menggunakan peti kemas ( container) berupa loose bale
9.2.1 Jenis Pallet 9.2.1.1 Pallet kayu ( wooden pallet ) 9.2.1.2 Pallet plastic disebut Shrink Wrap Unit ( SW ) 9.2.1.3 Pallet metal disebut metal box, metal crate atau metal basket 9.2.2 Ukuran Kemasan − Pallet standar berisi 30 bandela
− Pallet jumbo dapat menampung 36 bandela
− Pallet super jumbo dapat menampung 42 bandela
− Pallet lain sesuai permintaan pembeli
− Peti kemas ( container) 20 feets dapat menampung 612 — 624 bandela
− Peti kemas ( container) 40 feets dapat menampung 1.224—1248 bandela 9.2.3 Persyaratan Bahan Kemasan 9.2.3.1 Kayu untuk wooden pallet Kayu untuk pallet, kayu yang mempunyai kelas awet minimum III dan kelas kuat minimum II. Harus tahan terhadap serangga, tidak mengandung jamur biru/lapuk dan tidak bermata / pecah, kadar air maksimum 15 %.

SNI 06-1903-2000
31 dari 53
9.2.3.2 Plastik Lapisan Antara ( inter layer ) Plastik lapisan antara dipotong untuk tiap lapisan bandela, dan dapat juga digunakan continous interleaf - Jenis : polietilen transparan atau warna lain sesuai
kesepakatan dengan pembeli - Tebal minimum : 0,10 mm ± 0,02 mm - Titik leleh : maks. 108 ° C - Berat jenis : 0,92 6.2.1.1 Plastik Lapisan Luar ( Outer Wrapping ) - Jenis : polietilen transparan atau warna lain sesuai
dengan kesepakatan dengan pembeli. - Tebal : 0,14 mm ± 0,01 mm - Berat jenis : 0,92 9.2.3.4 Kantong Plastik SW ( Shrink Wrap bag) dan topi plastik penutup pallet metal ( shrink wrap cap) : - Jenis : polietilen transparan - Tebal minimum : 0,2 mm - Tegangan tarik minimum : 80 kg / cm2 - Ketahanan sobek ( tear strenght) minimum : 30 kg / cm - Impact strenght minimum 1.050 gr per P. 50 (height ) - Penyusutan (elongation) minimum : 60 % - Titik leleh maksimum : 108 ° C - Berat jenis : 0,92 9.2.3.5 Plastik pengikat bagian dalam ( internal plastik straps) khususnya untuk metal pallet : a. Cyclop M 1.400 W + 16 atau pengikat poliester yang setara.
ukuran : lebar 12,7 mm tebal 0,65 mm break strenght : minimum 400 Ibs joint holding strenght : minimum 280 lbs warna : putih

SNI 06-1903-2000
32 dari 53
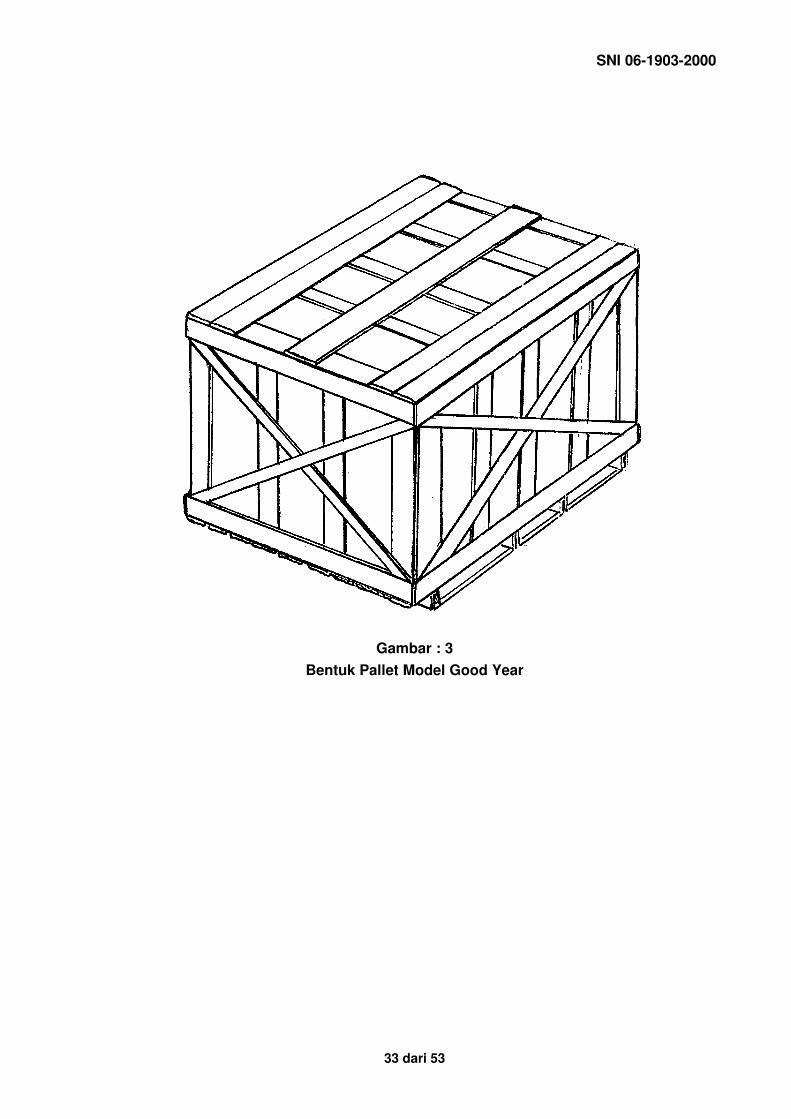
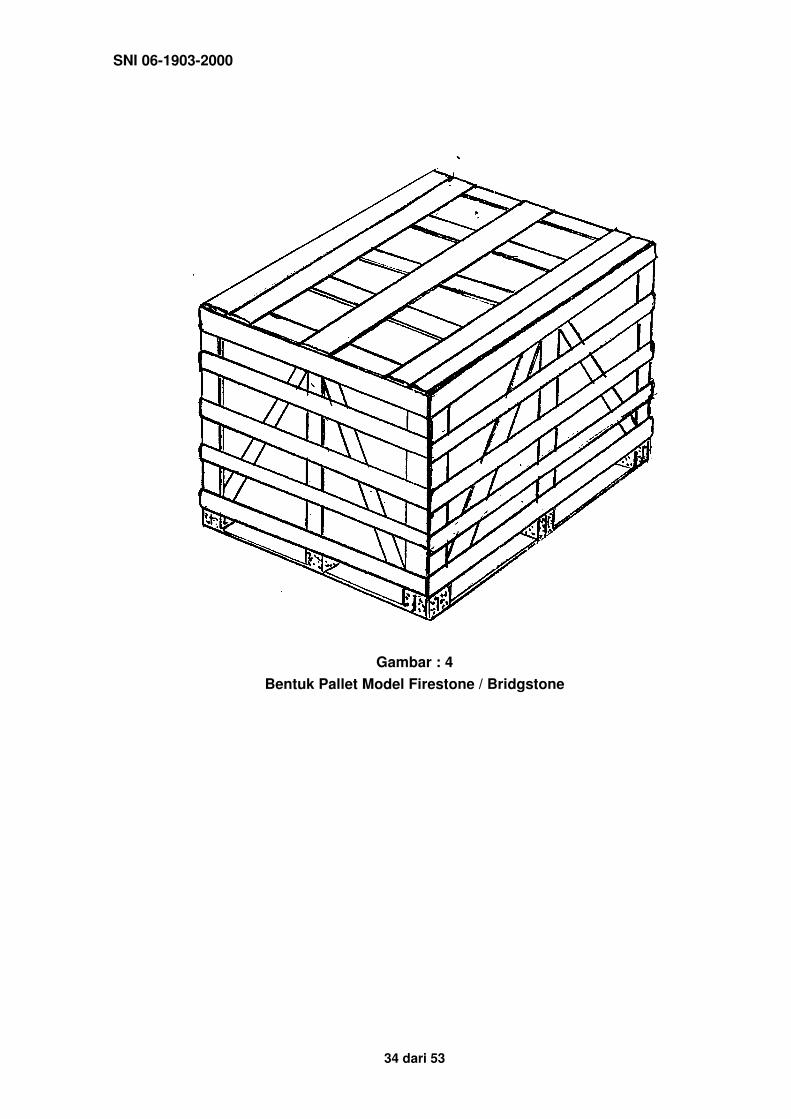
b. Cyclop 401100 BK 6 atau pengikat poliester lain yang setara. ukuran : lebar 12,7 mm tebal 0,71 mm break strenght : minimum 1.100 lbs joint holding strenght : minimum 770 lbs warna : hitam 9.2.4 Bentuk Pallet Kayu Bentuk pallet kayu yang digunakan adalah bentuk Good Year ( gambar 3 ) bentuk Fire Stone/Bridgestone (gambar 4) atau bentuk lain sesuai permintaan pembeli.
SNI 06-1903-2000
33 dari 53
Gambar : 3 Bentuk Pallet Model Good Year
SNI 06-1903-2000
34 dari 53
Gambar : 4 Bentuk Pallet Model Firestone / Bridgstone

SNI 06-1903-2000
35 dari 53
9.2.5 Ukuran Pallet Kayu Ukuran pallet kayu adalah sebagai berikut
Panjang/mm Lebar / mm Tinggi (termasuk kaki) !mm Pallet Standar : 1.422 1.092 940 Pallet Jumbo : 1.422 1.092 1.092 Pallet Super Jumbo : 1.422 1.092 1.244 Berat pallet kayu kosong termasuk seluruh komponennya maksimum 90 kg. 9.2.6 Cara Penyusunan Bandela 9.2.6.1 Pallet Kayu - Sebelum bandela-bandela dimasukan, sisi dan alas bagian dalam dari pallet terlebih
dahulu dilapisi dengan plastik lapisan luar ( outer wrapping) lihat ( 9.2.3.3.) dengan ukuran panjang dan lebar sedemikian rupa sehingga dapat menutupi seluruh bandela.
- Bandela individual yang telah dibungkus dengan plastik pembungkus yang diberi tanda
lambang SIR harus disusun dalam keadaan rapat (tidak berongga) satu dengan lain secara teratur dengan susunan yang terdiri atas 6 bandela untuk setup lapisan. Contoh penyusunan bandela dapat dilihat pada (gambar 5 lay out A ).
- Setelah 6 bandela disusun pada peti pallet dan merupakan satu lapisan, diatasnya diberi plastik lapisan antara ( inter layer) lihat ( 9.2.3.2. ).
- Lapisan kedua terdiri dari 6 bandela yang disusun diatas plastik lapisan antara dengan
susunan seperti ( gambar 5 lay out B ) - Diatas lapisan susunan 6 bandela tersebut diberi pula plastik lapisan antara, demikian
selanjutnya hingga lapisan ke 5 untuk pallet standar, ke 6 untuk jumbo dan ke 7 untuk super jumbo dengan susunan bandela lay out A dan lay out B secara selang seling. Diatas lapisan paling atas ditutup dengan plastik lapisan luar ( outer layer) dan akhirnya ditutup dengan konstruksi kayu.

SNI 06-1903-2000
36 dari 53
Gambar : 5 Lay Out Penyusunan Bandela
9.2.6.2 Pallet Plastik (Shrink Wrap Unit ) - Bandela SIR disusun diatas alas pets yang dibuat dart kayu yang konstruksinya sama
seperti untuk pallet kayu, karena hanya tersedia alas peti saja, maka untuk menyusun bandela-bandela tersebut diperlukan adanya forming box yang dapat dipasang pada alas peti.
- Mula -mula alas peti dialasi plastik polietilen dengan ketebalan 0,10 mm - 0,15 mm. - Kemudian bandela-bandela disusun diatas alas peti. - Penyusunan bandela sama dengan susunan pallet kayu, antara susunan bandela
lainnya diberi alas plastik interlayer. - Sesudah seluruh bandela tersusun dalam forming box, maka diatas susunan bandela
diletakan tutup plat besi yang ukurannya sama persis dengan ukuran forming box sehingga apabila ditekan dapat masuk kedalam forming box
- Diatas tutup tersebut diletakkan beban seberat 2 ton selama maks 48 jam sehingga apabila beban tersebut diangkat, maka akan diperoleh suatu susunan bandela yang padat dan rapih.
- Susunan bandela tersebut kemudian diberi tanda I label pada keempat sisinya, dan kemudian diselubungi dengan kantong plastik polietilen Iihat ( 9.2.3.4. )
- Plastik.,pengemas dalam bentuk kantong diselubungkan pada susunan bandela yang telah padat dan rapih tersebut selanjutnya dipanaskan / disemprotkan dengan brander khusus dengan bahan bakar elpiji sehingga plastik akan menyusut dengan rapat.
- Disamping Itu dapat digunakan cars penyusutan dengan memakai oven khusus. CATATAN : Apabila disepakati dengan pembeli, penyusunan bandela untuk pallet kayu dan SW dapat digunakan lay out D sebagai pengganti lay out B. 9.2.6.3 Pallet Metal - Sebelum pallet metal diisi dengan bandela-bandela SIR terlebih dahulu dipasang label
penandaan pada keempat sisi pallet yang ditempatkan pada bagian luar dad lapisan dalam pallet.
- Pasang plastik pengikat ( 9.2.3.5.a ) sebanyak 4 buah, dua sejajar lebar pallet dan dua sejajar panjang pallet ( gambar 6 )

SNI 06-1903-2000
37 dari 53
- Pemakaian plastik pengikat ini bisa juga hanya dua buah yaitu sejajar lebar pallet ( sesuai per mintaan pembeli ).
- Pasang plastik bagian luar / outer wrapping ( 9.2.3.3. ) pada dasar pallet (diatas plastik pengikat) dengan ukuran sesuai, sehingga bisa menutupi sebagian kecil dinding—dinding pallet.
- Susun bandela SIR ( lapisan 1) sesuai gambar 5 lay out A dengan label bandela menghadap kebawah
- Setelah selesai penyusunan bandela lapisan pertama, tutup dengan plastik interlayer ( 9.2.3.2.) dan selanjutnya disusun lapisan kedua dengan susunan seperti gambar 5 lay out B dan label bandela menghadap keatas
- Setiap penyusunan bandela tiap lapisan, tarik ujung kedelapan plastik pengikat untuk mengencangkannya
- Lakukan penyusunan bandela sampai lapisan keenam dimana untuk lapisan 1 s/d 5 menggunakan lay out A dan B secara selang sang dan lapisan ke 6 menggunakan lay out C ( lay out lapisan ke 6 dapat juga disesuaiakan dengan permintaan pembeli )
- Lapisan 2 s/d 6 label bandelanya menghadap keatas. Contoh penggunaan plastik pengikat pada pallet meta! adalah seperti gambar 6.

SNI 06-1903-2000
38 dari 53
Gambar : 6 Cara Penempatan PlasQ, Pengikat Pada Pallet Metal
- Pasang plastik outer wrapping ( 9.2,3.3, ) diatas lapisan ke 6 dan selanjutnya ikatkan
plastik pengikat dengan rinienggunakan alai Cyklop CF 95 atau yang setara - Pasang pengikat atas metal pallet dengan menggunakan plastik penglkat ( 9.2.3,5.b )
dengan bantuan alat Cyklop CF 95 atau yang setara - Terakhir pasang topi plastik / shrink wrap cap ( 9.2.3.4. ) pada bagian atas pallet metal
dan selanjutnya top! tersebut dipanaskan / disemprot dengan brander khusus sehingga menyusut dengan rapat

SNI 06-1903-2000
39 dari 53
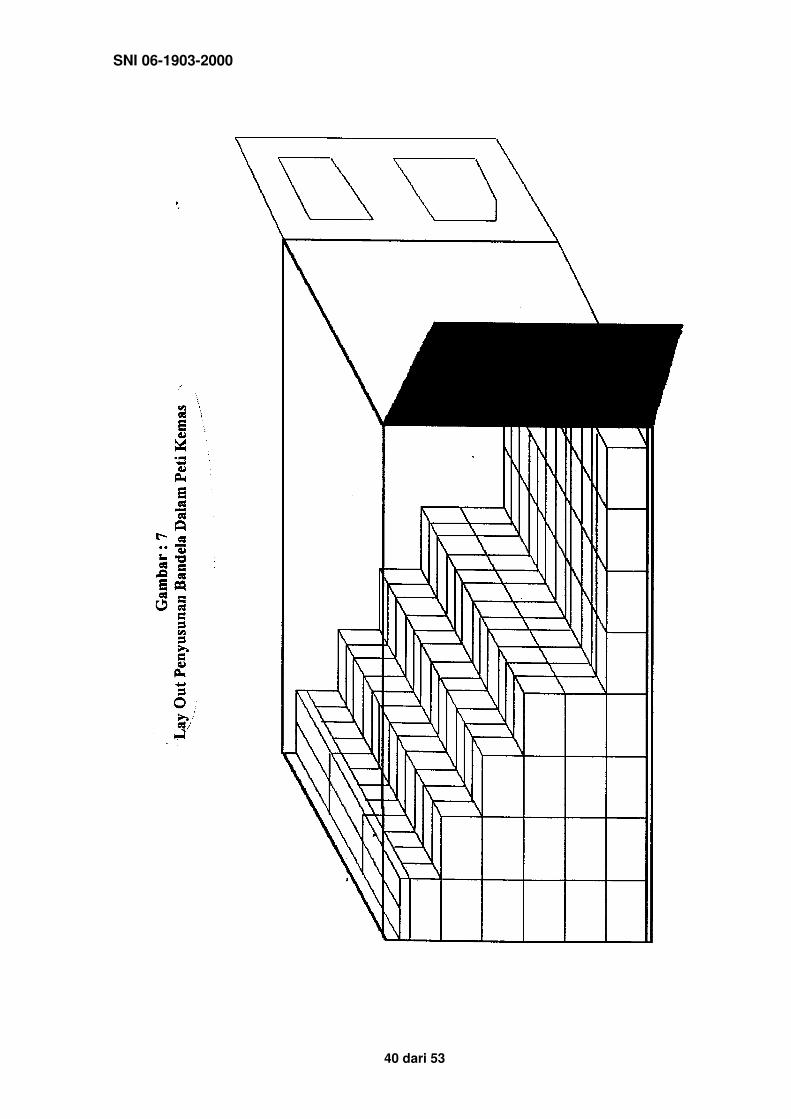
9.2.6.4 Peti Kemas (Container) - Pertama pasang alas plastik pada dasar peti kemas menggunakan plastik lapisan luar
( 9.2.3.3. ) - Selanjutnya susun bandela muiai dari baris pertama dengan posisi dimana tebal
bandela menghadap lantal dan posisi panjang bandela sejajar dengan panjang pet! kemas ( satu baris beris! 12 bandela ) sebanyak 6 lapis dan pada lapis ketujuh disi 6 bandela yang terdiri darl dua baris ( masing-masing tiga bandela ) dengan posisi melintang dan label bandela menghadap keatas.
- Lakukan penyusunan dengan cara yang sama untuk baris kedua s/d kedelapan (
container 20 feets ) atau keenambelas ( container 40 feets ) - Pasang label pada pintu bagian dalam dan selanjutnya ditutup dan dikunci - Lay out penyusunan bandela ini adalah seperti gambar 7. CATATAN Dalam penyusunan bandela, baik untuk pallet maupun untuk container perlu diperhatikan agar bekas solderan plastik tidak bertemu / bersentuhan saba sama lainnya.
SNI 06-1903-2000
40 dari 53

SNI 06-1903-2000
41 dari 53
9.2.7 Cara Pengaturan Lot Produsen Standard Indonesian Rubber harus mengatur pengemasan produknya sehingga memenuhi ketentuan Satu lot/ partai Standard Indonesian Rubber mempunyai berat Netto : Minimum 5 ton : Maksimum 25 ton
10 Syarat Penandaan
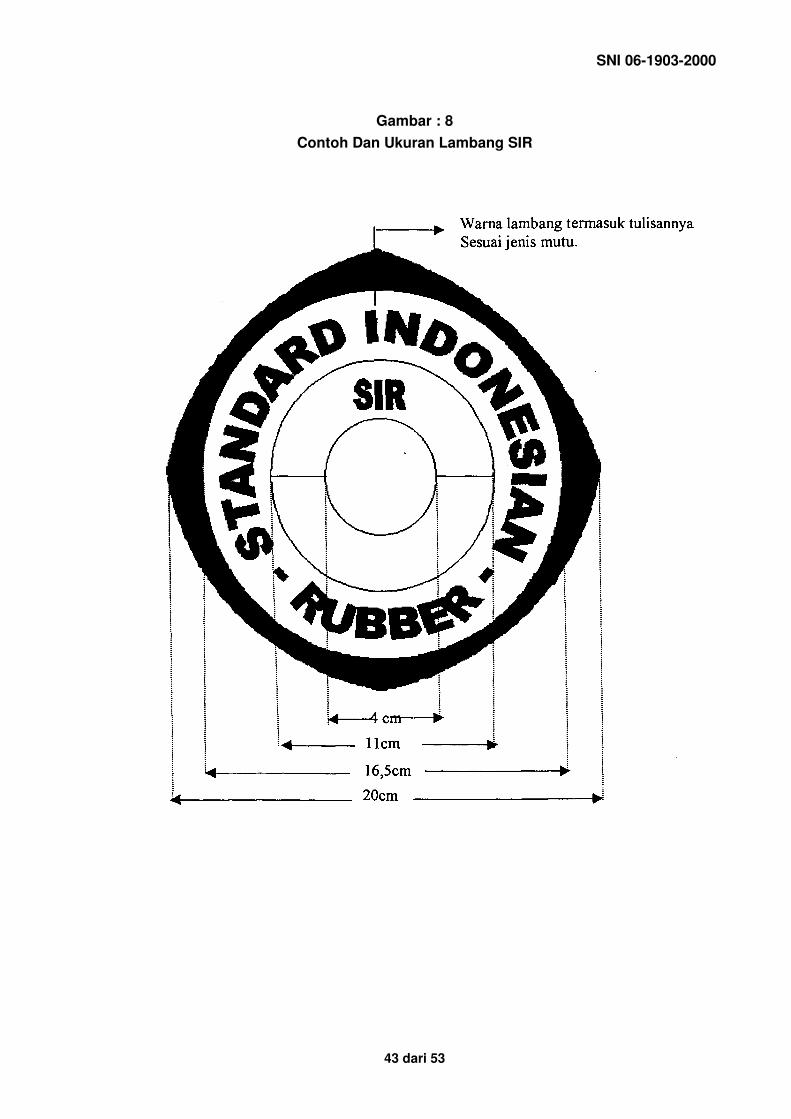
10.1 Lambang / Simbol 10.1.1 Bentuk dan Ukuran Lambang /Simbol Lambang SIR terdiri Bari gambar berbentuk segi empat bersisi lengkung dengan 3 (tiga) lingkaran terdiri dari lingkaran luar,lingkaran tengah dan lingkaran dalam, dengan garis mendatar yang menghubungkan lingkaran tengah, dan lingkaran dalam. Jarak antara sudut yang berhadapan 20 cm, sedangkan garis lingkaran luar, lingkaran tengah dan lingkaran dalam berturut — turut 16,5 cm, 11 cm dan 4 cm. Jarak antara sumbu lingkaran kemasing — masing sudut adalah 10 cm. Besar / Ukuran lambang dapat disesuaikan dengan tujuan penggunaan dan ketersediaan tempat ( space ) dengan merubah angka — angka tersebut diatas menjadi angka—angka perbandingan. 10.1.2 Huruf pada Lambang / Simbol Diantara lingkaran tengah dengan lingkaran luar dibubuhkan tullsan Standard Indonesian Rubber, diatas lingkaran dalam terdapat huruf SIR dart dibawah lingkaran dalam dicantumkan Tanda Pengenal Produsen SIR dari perusahaan yang bersangkutan, dan didalamnya dicantumkan jenis mutu SIR yang bersangkutan. 10.1.3 Warna Lambang / Simbol Warna lambang SIR dibedakan menurut jenis mutu yaitu Warna hijau untuk SIR 3 CV, SIR 3 L dan SIR 3 WF Warna hijau dengan garis mendatar coklat untuk SIR Warna coklat untuk SIR.10 Warna merah untuk SIR 20 Contoh lambang / simbol beserta ukurannya adalah seperti Gambar 8. dan contoh—contoh lambang SIR berdasarkan jenis mutunya adalah seperti Gambar 9.

SNI 06-1903-2000
42 dari 53
10.1.4 Tanda Pengenal Produsen (TPP ) Tanda Pengenal Produsen ( TPP) adalah tanda pengenal yang hares dimiliki masing -masing produsen SIR yang diberikan oleh pemerintah, yang dalam ini adalah Departemen ( Ministry ) yang menangani bidang Perdagangan. Tanda Pengenal Produsen ( TPP ) terdiri dari 3 (tiga) huruf dimana huruf pertama menunjukkan daerah / wilayah lokasi produsen yaitu - S untuk daerah Sumatera - D untuk daerah Jawa - K untuk daerah Kalimantan - C untuk daerah Sulawesi - M untuk daerah Maluku - P untuk daerah Irian Jaya Sedangkan huruf kedua dan ketiga menunjukkan perusahaannya. Menurut urutan masuknya permohonan, untuk produsen—produsen SIR diberi Tanda Pengenal Produsen : - Dari Sumatera SAA; SAB; SAC ----------------------------------------SZZ - Dari Jawa DAA; DAB; SAC. ---------------------------------------------DZZ - Dari Kalimantan KAA; KAC; ---------------------------------------------KZZ - Dari Sulawesi CAA; CAB; CAC -----------------------------------------CZZ - Dari Maluku MAA; MAB; MAC ------------------------------------------MZZ - Dari Irian Jaya ; PAA; PAB; PAC - - - - 7 -----------------------------PZZ
SNI 06-1903-2000
43 dari 53
Gambar : 8 Contoh Dan Ukuran Lambang SIR

SNI 06-1903-2000
44 dari 53

SNI 06-1903-2000
45 dari 53
10.2 Penandaan Dan Pembungkus Bandela Penandaan pada plastik pembungkus bandela minimal mencantumkan - Lambang SIR sesuai jenis mutunya tepat ditengah plastik - Warna lmbang oesuai jenis mutunya - Tanda Pengenal Produsen ( TPP ) - Berat Netto bandela - Nama Produsen - Tanda SNI bags yang sudah dapat Sertifikat Produk penggunaan tanda SNI - Tanda lain sesual permintaan dan kesepakatan dengan pembeli.
Gambar 10 Contoh Penandaan Pembungkus Bandela
10.3 Penandaan Pada Pita Pembungkus Pemakaian pita polietilen tidak merupakan keharusan tetapi merupakan aiternatif untuk penandaan bandela. Yang dimaksud dengan pita polietilen adalah pica bandela dengan spesifikasi sebagaimana diuraikan pada butir 9.1. dengan warna adalah - Jingga untuk SIR 3 CV - Taansparan untuk SIR 3 L - Putih susu / transparan untuk SIR 3 WF, SIR 5, SIR 10 dan SIR 20.
SNI 06-1903-2000
46 dari 53
Penandaan pada pita polietilen adalah dengan mencantumkan lambang SIR sesuai jenis mutu ditengah -tengah pita dan dilengkapi dengan TPP, Nama Perusahaan, Produce of Indonesia dan ukuran berat bersih 33 1/3 kg atau 35 kg dapat juga ditambahkan tanda lain. Seperti tanda SNI bagi yang sudah mendapatkan Sertifikat Produk penggunaan tanda SNI atau tanda lain sesuai permintaarVkesepakatan dengan pembeli. Warna lambang SIR atau tulisan-tulisan lain pada pita polietilen dibedakan menurut penggolongan jenis mutu SIR yang dikemasnya. Pita polietilen diliiitkan pada bandela Standard Indonesian Rubber sebelum bandela tersebut dimasukkan kedalam kantong plastik polietilen polos. Pita tanda pengenai tersebut tidak boleh berbentuk selubung (tabung ) ataupun berlapis ganda serta harus disolder pada setiap ujungnya setelah dililitkan, oleh karena itu sama sekali tidak boleh ditalikan. Contoh penandaan pada pita polietilen adalah seperti pada gambar 11.

SNI 06-1903-2000
47 dari 53
SNI 06-1903-2000
48 dari 53
10,4 Penandaan pada Pallet Kayu Penandaan pallet kayu adalah dengan mencantumkan lambang SIR pada bagian atas pet! dan keempat sisinya. Warna lambang dibedakan menurut penggolongan jenis mutu SIR yang dikemasnya. Jumlah bandeia, keterangan berat ( berat bersih, berat kotor ) juga dapat dicantumkan pada pallet kayu yang ditempatkan dibawah nama perusahaan, juga dicantumkan Produce of Indonesia Pencantuman • Lot No. ' diatas 0 Pallet No.' dengan ukuran sama Dapat ditambahkan tulisan lain seperti use spreaders, keep dry. Penandaan langsung pada kayu dengan menggunakan cat, sumba atau sejenisnya yang tidak mudah hilang dan warna yang sesual.
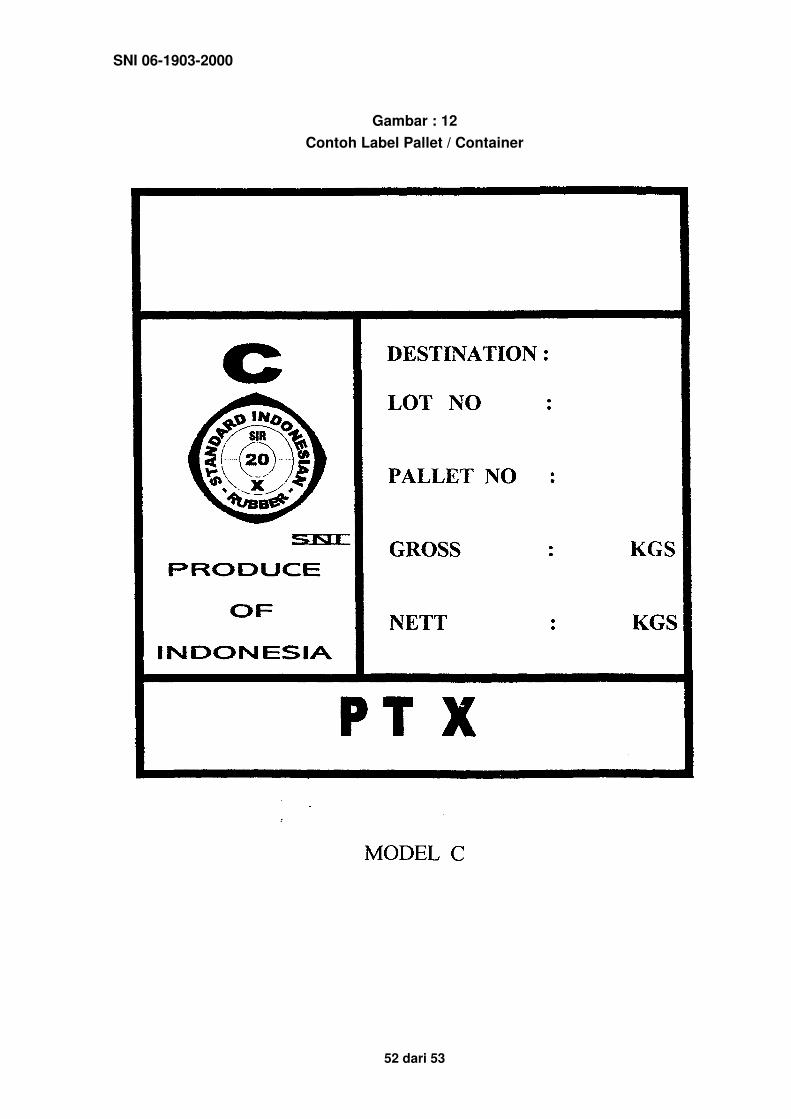
10.5 Penandaan pada Pallet Shrink Wrap Penandaan pada pallet SW adalah dengan menggunakan label yang ditempatkan pada minimum pada dua sisi pallet pada lapisan sebelah dalam. Pada label sebelah kiri tertera lambang SIR dan nama perusahaan. label bagian sebelah kanan tertera nomor pallet, Nomor Lot, berat bersih dan berat berat kotor serta negara tujuan, sedangkan pada label bagian bawah dicantumkan perkataan • Produce of Indonesia '. Dapat dilengkapi tullsan lain misalnya Simbol /Logo pembell, kode grade pembeli dan tanda SNI bags yang sudah mendapatkan Sertifikat Produk penggunaan tanda SNI. Ukuran label 24 x 33,5 cm dibagi dalam tiga kolom Kolom pertama ( kiri) ukurannya 14,5 x 19,5 cm Kolom kedua ( kanan) ukurannya 19 x 19,5 cm dan kolom (bawah) ukurannya 4,5 x 33,5 cm Ukuran label dan Jumlah kolomnya dapat disesuaikan dengan permintaan / kesepakatan dengan pembeli dan penempatan Produce of Indonesia dan nama perusahaan juga dapat disesuaikan. Warna tulisan dalam label Produce of Indonesia : hitam atau sesuai warna lambang atau
permintaan pembeli Nama Perusahaan; negara tujuan : No. pallet, berat bersih dan berat kotor : hitam atau sesuai warna lambang Lambang : sesuai dengan jenis mutu

SNI 06-1903-2000
49 dari 53
Bahan plastik untuk label adalah lembaran polietilen dengan warna putih susu untuk SIR 3 CV. Transparan untuk SIR 3 L, putih susu untuk SIR 3 WF, SIR 5, SIR 10 dan SIR 20.
10.6 Penandaan pada Pallet Metal Penandaan pada pallet metal adalah dengan menggunakan label seperti yang digunakan pada Shrink Wrap Unit label ditempatkan pada bagian luar lapisan dalam pallet pada keempat sisi pallet.
10.7 Penandaan pada Peti Kemas (Container) Penandaan pada peti kemas adalah dengan menggunakan label seperti yang digunakan untuk Shrink Wrap Unit dan pallet metal. Label ditempatkan pada bagian dalam dari pintu peti kemas. Contoh - contoh label yang dapat digunakan pada pallet SW, Metal dan container adalah seperti pada gambar 12.

SNI 06-1903-2000
50 dari 53
Gambar : 12 Contoh Label Pallet / Container

SNI 06-1903-2000
51 dari 53
Gambar : 12 Contoh Label Pallet / Container
SNI 06-1903-2000
52 dari 53
Gambar : 12 Contoh Label Pallet / Container
SNI 06-1903-2000
53 dari 53
11 Catatan Umum 11.1 Yang dimaksud dengan nilai minimum Plasticity Retention Index (PRI) tercantum pada standar ini adalah nilai minimum yang dipersyaratkan oleh pembeii ( consumer's ) sedangkan nilai minimum PRI yang harus dicapai oleh produsen adalah lebih tingqi 10 point untuk setiap jenis SIR, terkecuali SIR 3 WF, SIR 3 L dan SIR 5. Sebagai contoh untuk SIR 20 nilai minimum PRI yang harus dicapai oleh produsen adalah 60. Hai ini agar mengurangi kemungkinan turunnya nilai PRI dalam batas consumer's limit setelah diterima oleh konsumen. 11.2 Yang dimaksud dengan kadar zat menguap (volatile matter ) maksimum yang tercantum pada pasal !n! adalah kadar maksimum yang dipersyaratkan oleh pembeli (consumer's limit) sedangkan maksimum zat menguap yang dihasilkan oleh produsen adalah 0,50 % ( b/b ) ( produser's limit). Hal ini mengurangi kemungkinan naiknya kadar zat menguap selama perjalanan. 11.3 WASHT adalah singkatan dari Wallace Accelerated Storage Hardening Test yaitu pengujian ASHT dengan menggunakan Wallace Plastimeter. 11.4 Untuk karakteristik kadar Nitrogen, pengujian dilakukan terhadap 1 contoh mewakill 1 lot. 11.5 Untuk karakteristik kadar Zat Menguap, pengujian dilakukan terhadap 1 contoh mewrakili 1 pallet atau 1 contoh mewakili 36 bandela (bagi yang menggunakan kemasan Container berupa loose bale ).
![ADDITION OF SHELTERS TO CONTROL THE PHYSIOLOGICAL ...(Indonesian National Standard [SNI] 01-2891-1992). Fat digestibility was calculated from the consumption of reduced fecal fat (%)](https://img.dokumen.tips/doc/110x75/60968f38bb1261589b46e73d/addition-of-shelters-to-control-the-physiological-indonesian-national-standard.jpg)




























