Embed Size (px)
Citation preview

program keahlian Teknik otomasi industribidang keahlian Teknologi dan Rekayasa Teknik Instalasi Tenaga
Listrik
Abdul RozakMuh. Badrun
2019
SMK/MAK
jilid 2
Instalasi Motor Listrik

iiiTEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
REDAKSIONAL
Pengarah:Direktur Pembinaan SMKKepala Sub Direktorat KurikulumKepala Seksi PenilaianKepala Seksi Pembelajaran
Penulis:Abdul Rozak Muhamad Badrun
Yovie RahmatullahDanang Kurniawan
Pengendali Mutu: Winih Wicaksono
Penyunting:Rais SetiawanErna Fauziah
Editor:Raditya Setyo Hardani
Desain SampulSonny Rasdianto
Layout/Editing:Intan Sulistyani WidiartiApfi Anna KrismonitaRifda Ayu Satriana

iv
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
KATAPENGANTAR
KATA PENGANTAR
KA TA PENGANTAR
Dalam menyediakan referensi materi pembelajaran bagi guru dan peserta didik di SMK, Direktorat Pembinaan SMK berupaya menyediakan bahan ajar kejuruan yang sesuai dengan kebutuhan pembelajaran di SMK pada mata pelajaran C2 dan CJ dari 142 kompetensi keahlian yang ada pada Perdirjen Dikdasmen Nomor 06/D.DS/KK/2018 tanggal 7 Juni 2018 tentang Spektrum Keahlian SMK/MAK dan Struktur Kurikulum 2013 sesuai Perdirjen Dikdasmen Nomor 07/D.DS/KK/2018 tanggal 7 Juni 2018 ten tang Struktur Kurikulum SMK/MAK.
Bah an ajar yang disusun pad a tahun anggaran 2019 diharapkan dapat rnenumbuhkan motivasi belajar bagi peserta didik maupun guru kejuruan di SMK. Karena bahan ajar yang telah disusun ini selain menyajikan materi secara tertulis, juga dilengkapi dengan beberapa materi yang bersifat interaktifdengan penggunaan tautan pencarian yang dapat mernperluas pernahaman individu yang menggunakannya.
Bahan ajar kejuruan yang disusun pada tahun 2019 ini disusun oleh para guru kejuruan di SMK yang telah berpengalalaman menyelenggarakan proses pembelajaran sesuai dengan kompetensi keahlian masing-rnasing. Oleh karena itu, diharapkan dapat menjadi referensi bagi guru yang mengarnpu mata pelajaran yang sama pada program keahlian sejenis di SMK seluruh Indonesia.
Kepada para guru penyusun bahan ajar kejuruan yang telah mendedikasikan waktu, kompetensi, clan perhatiannya, Direktorat Pembinaan SMK menyampaikan ucapan terimakasih. Diharapkan karya ini bukan merupakan karya terakhir, namun seterusnya akan dilanjutkan dengan karya-karya berikutnya, sehingga SMK rnempunyai guru-guru yang procluktif dan kreatif dalam menyumbangkan pemikiran, potensi dan kornpetensinya bagi pengembangan pernbelajaran di SMK.
SMK Bisa! SMK Hebat!

vTEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
PRAKATA
Puji syukur kami panjatkan kepada Tuhan Yang Maha Esa sehingga buku yang berjudul Instalasi Motor-Motor Listrik Kelas XII ini sebagai penunjang pembelajaran pada Sekolah Menengah Kejuruan Bidang Keahlian Teknologi dan Rekayasa, Program Keahlian Teknik Ketenagalistrikan untuk Kompetensi Keahlian Teknik Instalasi Tenaga Listrik dan Teknik Tenaga Listrik. Buku ini disusun berdasarkan Kurikulum 2013 yang telah disempumakan sesuai SK Dirjen NOMOR: 130/D/KEP/KR/2017 tanggal 14 Februari 2017 tentang Struktur Kurikulum Sekolah Menengah Kejuruan (SMK)/Madrasah Aliyah Kejuruan (MAK) yang bertujuan untuk memperkuat kompetensi siswa dari sisi spiritual, sikap, pengetahuan, dan keterampilan di bidang Teknik Instalasi Motor-Motor Listrik.
Buku ini berisi materi pembelajaran yang membekali peserta didik dengan pengetahuan, dan keterampilan dalam dunia teknologi dan rekayasa. Buku ini juga mendorong siswa untuk memiliki sikap sosial dan spiritual melalui berbagai macam bentuk penugasan yang mendorong peserta didik agar dapat berdiskusi dan saling menghargai di antara mereka. Dengan pembelajaran yang mengacu pada kurikulum nasional ini para siswa dididik untuk selalu mensyukuri anugerah alam semesta yang dikaruniakan kepadanya melalui pemanfaatan yang bertanggung jawab.
Sesuai dengan pendekatan yang digunakan dalam kurikulum nasional, peran guru sangat penting untuk meningkatkan dan menyesuaikan daya serap para siswa dengan ketersediaan kegiatan buku Instalasi Motor-Motor Listrik Kelas XII ini. Guru dapat memperkayanya dengan kreasi dalam bentuk kegiatan-kegiatan lain yang sesuai dan relevan yang bersumber dari lingkungan dunia Teknik Instalasi Tenaga Listrik.
Buku Instalasi Motor-Motor Listrik Kelas XII, membutuhkan perbaikan dan penyempurnaan sehingga kritik, saran, dan masukan untuk perbaikan sangatlah penting bagi kami. Harapan kami, buku ini dapat memberikan kontribusi yang terbaik bagi kemajuan dunia pendidikan.
Penyusun
Abdul Rozak Muhamad Badrun
PRAKATA

vi
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
DAFTAR ISIDAFTAR ISI
KATA PENGANTAR ........................................................................................................................ivPRAKATA .........................................................................................................................................vDAFTAR ISI .....................................................................................................................................viDAFTAR GAMBAR ...................................................................................................................... viiiDAFTAR TABEL ..............................................................................................................................xiPETUNJUK PENGGUNAAN BUKU ............................................................................................ xiiPETA KONSEP BUKU ................................................................................................................. xiiiAPERSEPSI .................................................................................................................................. xiv
BAB I SPESIFIKASI SISTEM DAN KOMPONEN PROGRAMMABLE LOGIC CONTROL (PLC) 1A. Pengetahuan Umum mengenai Programmable Logic Control (PLC) ........................ 3B. Fungsi dan Prinsip Kerja Programmable Logic Controllers (PLC) ........................... 6C. Spesifikasi Sistem dan Komponen Programmable Logic Control (PLC) .................. 7D. Tipe-Tipe Programmable Logic Control (PLC) Merek dan Tipe PLC........................10
BAB II PROGRAMMABLE LOGIC CONTROL (PLC) MOTOR LISTRIK 1 FASA DAN MOTOR LISTRIK 3 FASA .................................................................................................................................19A. Prosedur Kerja Komponen Programmable Logic Control (PLC) .................................21B. Pemrograman dengan Programmable Logic Control (PLC) untuk Motor 1 Fasa 26C. Pemrograman dengan Programmable Logic Control (PLC) untuk Motor 3 Fasa 33Contoh Pemrograman SAFETY CRANE ..................................................................................33
BAB III INSTALASI KONTROL MOTOR DENGAN MENGGUNAKAN CONSULE DAN CX-PRO-GRAMMER PADA PROGRAMMABLE LOGIC CONTROL (PLC)..............................................41A. Sistem Operasi Programmable Logic Control (PLC)...................................................43B. Membuat Program Programmable Logic Control (PLC) Dengan Console .............43C. Membuat Program Programmable Logic Control (PLC) Dengan CX Program .....51
PENILAIAN AKHIR SEMESTER GASAL .....................................................................................81
BAB IV VARIABLE FREQUENCY DRIVE (VFD) .......................................................................87A. Pengetahuan Umum mengenai Variable Frequency Drive (VFD) .............................. 88B. Komponen Variable Frequency Drive (VFD) .................................................................90C. Sistem Variable Frequency Drive (VFD) Prinsip kerja variable speed drive.........96

viiTEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
DAFTAR ISI
BAB V MOTOR LISTRIK BERBASIS VFD ................................................................................105A. Instalasi Motor Listrik Berbasis VFD ...........................................................................106B. Konfigurasi Program Rangkaian Instalasi Motor Berbasis Variable Frequency Drive (VFD) ..........................................................................................................................................122
PENILAIAN AKHIR SEMESTER GENAP ..................................................................................129
DAFTAR PUSTAKA ....................................................................................................................137GLOSARIUM ..............................................................................................................................139BIODATA PENULIS ....................................................................................................................141

viii
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
DAFTAR GAMBAR DAFTAR GAMBAR
Gambar 1.1 Panel PLC Pada Industri ....................................................................................... 2Gambar 1.2.Programmable Logic Control (PLC) ................................................................... 3Gambar 1.3 Bagian-Bagian Pada PLC ..................................................................................... 7Gambar 1.4. Konfigurasi Komponen-Komponen PLC ......................................................... 8Gambar 1.5 Dick Morley .........................................................................................................15Gambar 2.1 Simulasi Teknologi PLC Pada Pengisian dan Pencacahan Botol Coca-Cola Otomatis .....................................................................................................................................20Gambar 2.2 Integrasi komponen input, unit prosesor, dan output ...............................21Gambar 2.3 Peletakan Terminal Input dan Output pada PLC Omron CPM2A .............21Gambar 2.4 Peletakan Terminal Input dan Output pada PLC Omron CP1L-L .............22Gambar 2.5 Susunan terminal Power supply dan terminal Input PLC Omron CPM2A-20 CDR ...................................................................................................................................................22Gambar 2.6 Power Supply Eksternal ....................................................................................23Gambar 2.7 Cara pengkabelan input device: (a) Power supply eksternal, (b) Power supply internal ..............................................................................................................................23Gambar 2.8 Terminal Power Supply internal 24V-DC dan output PLC OMRON CPM2A .........................................................................................................................................24Gambar 2.9 Pengkabelan pada sisi output PLC ................................................................25Gambar 2.10 Terminal Input-Output PLC Omron Tipe CP1L ...........................................25Gambar 2.11 LOAD (LD) ...........................................................................................................27Gambar 2.12 NOT......................................................................................................................27Gambar 2.13 AND .....................................................................................................................27Gambar 2.14 AND NOT ............................................................................................................28Gambar 2.15 OR ........................................................................................................................28Gambar 2.16 OR NO ................................................................................................................... 28Gambar 2.17 OUT .....................................................................................................................28Gambar 2.18 OUT NOT .............................................................................................................29Gambar 2.19 TIMER (TIM) ........................................................................................................29Gambar 2.20 COUNTER (CNT) .................................................................................................29Gambar 2.21 COUNTER (CNT) ................................................................................................30Gambar 2.22 Ladder Diagram.................................................................................................31Gambar 2.23 Diagram Ladder CPM2A ..................................................................................32Gambar 2.24 Diagram Ladder CP1L ......................................................................................32Gambar 2.25 Model Safety Crane .........................................................................................33Gambar 2.26 Ladder diagarm untuk safety crane .............................................................35Gambar 2.27 Mesin Industri dengan sistem Robot ..........................................................37Gambar 3.1 Console Program PLC ........................................................................................42Gambar 3.2. Logo CX Programmer ........................................................................................42Gambar: 3.3 Console ................................................................................................................43Gambar 3.4 Tombol Keyboard ...............................................................................................44Gambar 3.5 Fungsi Tombol-Tolmbol Console ....................................................................45Gambar 3.5 Fungsi Tombol-Tolmbol Console ....................................................................46Gambar 3.6 Langkah Input Password ...................................................................................46Gambar 3.7 display pada programing console ..................................................................47

ixTEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
DAFTAR GAMBAR
Gambar 3.8 Tampilan Console Posisi MONITOR ................................................................47Gambar 3.9 Tampilan Console CLR .......................................................................................47Gambar 3.10 Tampilan Console CLR ....................................................................................48Gambar 3.11 Langkah Menghapus Memori ........................................................................48Gambar 3.12 Setelah Memori Dihapus................................................................................48Gambar 3.13 Memulai Program Baru ...................................................................................48Gambar 3.14 Tampilan Console CLR ....................................................................................49Gambar 3.15 Menghapus Memori.........................................................................................49Gambar 3.16 Memori Telah Terhapus ..................................................................................49Gambar 3.17 Menghapus Sebagian Data ............................................................................49Gambar 3.18 Menghapus Memori.........................................................................................49Gambar 3.19 Langkah Penulisan Program Console ..........................................................51Gambar 3.20 Mengaktifkan CX Programmer melalui Start .............................................52Gambar 3.21 Icon CX Programmer pada Desktop .............................................................52Gambar 3.22 Bagian layar CX-Programmer V 9.1 .............................................................53Gambar 3.23 Membuat projek baru .....................................................................................53Gambar 3.24 Kotak dialog pemilihan tipe PLC ..................................................................54Gambar 3.25 Penyetingan jenis PLC dan kabel komunikasi dari komputer ke PLC untuk PLC Type CP1L-L ............................................................................................................54Gambar 3.26 Rangkaian Start-Stop dengan Pengunci .....................................................54Gambar 3.27 KEEP Instruction ...............................................................................................55Gambar 3.28 Ladder diagram dengan instruksi KEEP ketika sudah jadi ......................55Gambar 3.29. Penulisan Instruksi Timer, 30 detik ............................................................56Gambar 3.30 Ladder diagram penggunaan Timer .............................................................56Gambar 3.31 Membuat kontak NC-Timmer seri dengan tombol STOP ........................57Gambar 3.32 Pengunci Dengan Stop Manual-Otomatis .................................................57Gambar 3.33. Mengatur Counter ..........................................................................................58Gambar 3.34. Ladder setelah counter terpasang ...............................................................58Gambar 3.35 Ladder setelah tombol RESET terpasang ...................................................58Gambar 3.36 Program Counter lengkap ..............................................................................59Gambar 3.37 Ladder Up/Down Counter ..............................................................................60Gambar 3.38 Contoh penggunaan instruksi PULSE untuk membuat lampu berkedip 60Gambar 3.39 Instruksi DIFU untuk aplikasi start-stop lampu dengan satu tombol. 61Gambar 3.40. Edit Contact ......................................................................................................62Gambar 3.41. Program Compar .............................................................................................63Gambar 3.42. Edit Contact ......................................................................................................64Gambar 3.43 contoh penggunaan internal relay. ..............................................................65Gambar 3.44 Membuat internal relay dengan addres 600 .............................................65Gambar 3.45 Contoh penggunaan holding relay dan internal relay ...........................66Gambar 3.46 Membuat tombol START ................................................................................67Gambar 3.47 Hasil setelah START dan STOP dimasukkan ..............................................67Gambar 3.48 Membuat Coil K1 .............................................................................................68Gambar 3.49 Satu baris ladder (RUNG) ................................................................................68Gambar 3.50. Membuat OR pada START ..............................................................................69Gambar 3.51 Diagram Ladder Pengunci Yang Sudah Jadi ..............................................69Gambar 3.52. PLC Omron CPM 1A 10 I/O ...............................................................................71

x
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
DAFTAR GAMBAR
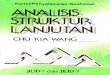
Gambar 3.53. Ladder diagram kendali pengasutan motor Star-delta 72Gambar 3.54. Prinsip kerja pengasutan motor star-delta dengan PLC ........................73Gambar 3.55. Wiring PLC pengasutan motor star-delta ....................................................74Gambar 3.60. Wiring PLC pengasutan motor star-delta .....................................................75Gambar 3.56. Tampilan CX-Programmer Pertama dibuka ...............................................76Gambar 3.57. Membuat Dokument Baru .............................................................................76Gambar 3.58. Dokumen Baru Dibuat ...................................................................................77Gambar 3.59. Keterangan Detail Tampilan CX-Programmer ..........................................77Gambar 4.1 2.2KW 3PH 380V VFD Inverter VFD Drive Variabel Frekuensi Drive ........88Gambar 4.2 2.2 KW 3PH 380V VFD Inverter VFD Drive Variabel Frekuensi Drive .......90Gambar 4.3 Rectifier ................................................................................................................91Gambar 4.4 Prinsip Kerja Inverter ...............................................................................................91Gambar 4.5 Variable voltage inverter (VVI) ........................................................................93Gambar 4.6 Current source inverter (CSI) ...........................................................................94Gambar 4.7 PWM Drive ...........................................................................................................94Gambar 4.8 Insulated Gate Bipolar Transistor .............................................................. 95Gambar 4.9 PWM Waveform ..................................................................................................95Gambar 4.10 Prinsip Kerja VSD .............................................................................................96Gambar 4.11 Pengawatan Sistem Kontrol Manual ...........................................................97Gambar 4.12 Pengawatan Sistem Kontrol Otomat ...........................................................97Gambar 4.13 Simulasi pengisian air tangki water level otomatis ................................98Gambar 4.14 Komponen Simulasi pengisian air tangki water level otomatis ..........98Gambar 4.15 Ladder diagram Simulasi pengisian air tangki water level otomatis ..99 Gambar 4.16 Realisasi Hardwaring ....................................................................................100Gambar 5.1 Simulasi Inverter ..............................................................................................106Gambar 5.2 Bentuk Gelombang Sinusoida Dan Timbulnya Medan Putar Pada Stator Motor Induksi ...........................................................................................................................108Gambar 5.3 Konstruksi Stator Dengan Alur-alurnya ......................................................111Gambar 5.4 Rotor Sangkar Tupai .........................................................................................113Gambar 5.5. Rotor Lilit ...........................................................................................................115Gambar 5.6. Terminal Box .....................................................................................................115Gambar 5.7. Torsi beban tetap.............................................................................................119Gambar 5.8. Daya beban tetap ............................................................................................119Gambar 5.8. Beban torsi bervariasi ....................................................................................120Gambar 5.9. Tipikal efisiensi dari motor induksi standar 10 HP efisiensi vs. beban .........................................................................................................................................121Gambar 5.10. Blok Diagram Inverter ..................................................................................123Gambar 5.11. Rangkaian pengukuran variabel speed drive .........................................124Gambar 5.12. Rangkaian Pengukuran VSD dengan Motor ............................................124Belajar Inverter Di Dunia Industri .......................................................................................126Gambar 5.13. Inverter Delta .................................................................................................126

xiTEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
DAFTAR TABELDAFTAR TABEL
DAFTAR TABELTabel 1.1 Merek dan Tipe PLC Allen Bradley ......................................................................10Tabel 1.2 Merek dan Tipe PLC Siemens ...............................................................................11Tabel 1.3 Merek dan Tipe PLC Omron ..................................................................................12Tabel 1.4 Merek dan Tipe PLC Schneider ............................................................................13Tabel 1.5 Merek dan Tipe PLC Mitsubishi ...........................................................................14Tabel 2.1 pengalamatan PLC Omron CPM2A ......................................................................32Tabel 2.3 Pengalamatan ..........................................................................................................34Tabel 3.1. Pengalamatan Rangkaian Start-Stop dengan Pengunci (PLC Type CPM2A) 66Tabel 3.2. Pengalamatan Rangkaian Start-Stop dengan Pengunci (PLC Type CP1L-L) 66Tabel 3.3 Input/Output kendali star-delta .............................................................................70Tabel 5.1. Tipe beban, aplikasi dan penghematan energi ............................................118Tabel 5.2. Efisiensi VFD .........................................................................................................121

xii
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PETUNJUK PENGGUNAAN BUKU
Syukur Alhamdulillah kami panjatkan kehadirat Allah SWT atas rahmatnya dan hidayah-Nya sehingga penulis dapat menyelesaian buku ini.
Buku ini merupakan buku pelajaran Instalasi Motor Listrik yang diharapkan dapat menjadi panduan, memperkaya dan meningkatkan penguasaan pengetahuan dan keterampilan bagi peserta didik. Perlu diketahui, karena buku ini termasuk penting maka bagi pengguna perlu untuk memperhatikan beberapa hal berikut : 1. Lebih baik Anda membaca bagian tujuan pembelajaran lebih dahulu agar Anda
dapat mengetahui tujuan mempelajari materi yang terdapat pada buku ini.2. Diharapkan Anda dapat membaca dan mempelajari materi yang terdapat pada
buku ini dengan teliti, saksama dan dapat berdiskusi dengan teman Anda maupun guru mata pelajaran terkait.
3. Manfaatkan fitur yang terdapat pada bagian cakrawala dan jelajah internet yang sudah terdapat pada buku ini untuk menambah wawasan Anda.
4. Pada bagian akhir setiap materi yang terdapat pada buku ini ada uji kompeternsi yang dapat Anda gunakan sebagai tolak ukur kepahaman Anda terkait materi yang terdapat pada buku ini
Sebagai catatan tidak perlu Anda tergesa-gesa untuk mempelajari banyak materi pada buku ini. Cukup perlahan yang penting Anda dapat memahami setiap materi yang tertulis dalam buku ini. Di setiap akhir materi dan pada bab akhir buku terdapat penilaian harian dan latihan PAS yang dapat Anda gunakan untuk mengukur seberapa jauh kepahaman Anda terkait materi yang telah dipelajari. Pahami setiap materi yang ada dan silakan bertanya pada guru mata pelajaran terkait apabila ada materi yang kurang Anda pahami.
Buku ini terdapat bagian-bagian untuk memperkaya dan menguji pengetahuan dan keterampilanmu. Adapun bagian-bagian tersebut adalah:
Contoh Soal Terdapat beberapa contoh soal yang dapat digunakan sebagai tolak ukur kepahaman peserta didik terkait materi yang telah dipelajari
Praktikum Lembar acuan yang digunakan untuk melatih keterampilan peserta didik sesuai kompetensi keahlianya.
Jelajah Internet Fitur yang dapat digunakan peserta didik untuk menambah sumber belajar dan wawasan. Menampilkan link sumber belajar.
Cakrawala Berisi tentang wawasan dan pengetahuan yang berkaitan dengan ilmu yang sedang dipelajari.
Tugas Mandiri Kegiatan yang bertujan untuk melatih peserta didik dalam memahami suatu materi dan dikerjakan secara individu.
Rangkuman Berisi ringkasan pokok materi dalam satu bab.Penilaian Harian Digunakan untuk mengetahui sejauh mana kompetensi yang
sudah dicapai peserta didik setelah mempelajari satu bab.Penilaian Akhir Semester
Digunakan untuk mengevaluasi kompetensi peserta didik setelah mempelajari materi dalam satu semester.
Refleksi Kegiatan yang dapat dilakukan oleh peserta didik maupun guru di akhir kegiatan pembelajaran guna mengevaluasi kegiatan belajar mengajar.
PETUNJUK

xiiiTEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
PETA KONSEP BUKU
PETA KONSEP BUKU
Spesifikasi Sistem dan Komponen Programmable
Logic Control (PLC)IN
STA
LASI
MO
TOR
LIS
TRIK
Programmable Logic Control (PLC) Motor Listrik 1 Fasa dan
Motor Listrik 3 Fasa
Instalasi Kontrol Motor dengan Menggunakan Consule
dan CX-Programmer pada Programmable Logic Control
(PLC)
Variable Frequency Drive (VFD)
Motor Listrik Berbasi VFD

xiv
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
APERSEPSI
Instalasi motor-motor listrik merupakan salah satu mata pelajaran produktif pada kompetensi keahlian Teknik Instalasi Tenaga Listrik. Mata pelajaran tersebut dipelajari di kelas XI dan XII, dalam buku ini akan memuat materi kelas XII atau Jilid II yang terbagi dalam dua semester dan lima bab.
Pada semester gasal peserta didik akan mempelajari materi tentang Spesifikasi Sistem dan Komponen Programmable Logic Control (PLC), Programmable Logic Control (PLC) Motor 1 Fasa dan 3 Fasa, serta Instalasi Kontrol Motor Dengan Menggunakan Programmable Logic Control (PLC). Sedangkan, di semester genap akan mempelajari tentang Variable Frequency Drive (VFD),dan Instalasi Motor Listrik Berbasis Variable Frequency Drive (VFD).
Buku ini diharapkan dapat menjadi penunjang bagi peserta didik untuk belajar mengenai kompetensi keahlian sehingga peserta didik dapat mengambil manfaatnya untuk diterapkan di dunia industri maupun di dunia usaha.
APERSEPSI

1TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
TUJUAN PEMBELAJARAN
KATA KUNCI
BAB I
SPESIFIKASI SISTEM DAN KOMPONENPROGRAMMABLE LOGIC CONTROL (PLC)
PETA KONSEP
Setelah mempelajari Spesifikasi system dan komponen Programable Logic Control (PLC), peserta didik dapat, Menjelaskan pengertian Programmable Logic Control (PLC), Prinsip kerja Programable Logic Control (PLC), dan Menyebutkan bagian utama pada Programable Logic Control (PLC).
Pengetahuan Umum mengenai
Programmable Logic Control (PLC)
SPESIFIKASI SISTEM DAN KOMPONENPROGRAMMABLE LOGIC CONTROL (PLC)
Fungsi dan Prinsip Kerja Programmable Logic Control (PLC)
Spesifikasi Sistem dan Komponen
Programmable Logic Control (PLC)
Tipe-TipeProgrammable
Logic Control (PLC)
PLC, Relay, Input, Output
BAB I SPESIFIKASI SISTEM DAN KOMPONEN PROGRAMMABLE LOGIC CONTROL (PLC)

2
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENDAHULUAN
Kontrol kendali industri pada awalnya mengandalkan pada relay elektromekanik. Relay ini bekerja bedasarkan prinsip kemagnetan. Sistem kendali ini memiliki beberapa kelemahan, diantaranya: (1) membutuhkan ruang kontrol yang besar, (2) perawatannya susah, (3) pengembangan sistem tidak mudah, (4) butuh waktu yang lama untuk membangun, memelihara, memperbaiki dan mengembangkan sistem kendali dengan relay elektromekanik.
Perkembangan komponen mikroelektronik pada akhirnya mampu menghasilkan sistem yang dapat menggantikan fungsi puluhan bahkan ratusan relay elektromekanik hanya dengan satu keping chip mikrokontroller yang dapat diprogram.
Gambar 1.1 Panel PLC Pada IndustriSumber: http://jasakonsultantechnik.blogspot.com/2016/12/jasa-service-mesin-industri-electrical_25.html

3TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
A. PENGETAHUAN UMUM MENGENAI PROGRAMMABLE LOGIC CONTROL (PLC)PLC pada awalnya sebagai alat elektronik untuk mengganti panel relay.
Pada saat itu PLC hanya bekerja untuk kondisi ON-OFF untuk pengendalian motor, solenoid, dan actuator. Alat ini mampu mengambil keputusan yang lebih baik dibandingkan relay biasa. PLC pertama-tama banyak digunakan pada bagian otomotif. Sebelum adanya PLC, sudah banyak peralatan kontrol sequence, ketika relay muncul, panel kontrol dengan relay menjadi kontrol sequence yang utama. Ketika transistor muncul, solidstate relay yang diterapkan seperti untuk kontrol dengan kecepatan tinggi.
Pada tahun 1978, penemuan chip mikroprosessor menaikkan kemampuan komputer untuk segala jenis sistem otomatisasi dengan harga yang terjangkau. Robotika, peralatan otomatis dan komputer dari berbagai tipe, termasuk PLC berkembang dengan pesat. Program PLC makin mudah untuk dimengerti oleh banyak orang.
Pada awal tahun 1980 PLC makin banyak digunakan. Beberapa perusahaan elektronik dan komputer membuat PLC dalam volume yang besar. Meskipun industri peralatan mesin CNC telah digunakan beberapa waktu yang lalu, PLC tetap digunakan. PLC juga digunakan untuk sistem otomatisasi building dan juga security control system. Sekarang sistem kontrol sudah meluas hingga keseluruh pabrik dan sistem kontrol total dikombinasikan dengan control feedback, pemrosesan data, dan sistem monitor terpusat. Saat ini PLC sudah menjadi alat yang cerdas, yang merupakan kebutuhan utama di industri modern. PLC modern juga sebagai alat yang dapat mengakuasi data dan menyimpanan.
Gambar 1.2.Programmable Logic Control (PLC)Sumber: PROGRAMMABLE LOGIC CONTROLLER (PLC) Disampaikan dalam PelatihanMekatronika Bagi Guru-guru SMK di
Daerah Istimewa Yogyakarta oleh Yuwono Indro Hatmojo, S.Pd., M.Eng
PLC sebenarnya adalah suatu sistem elektronika digital yang dirancang agar dapat mengendalikan mesin dengan proses mengimplementasikan fungsi nalar kendali sekuensial, operasi pewaktuan (timing), pencacahan (counting),

4
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
dan aritmatika. PLC tidak lain adalah komputer digital sehingga mempunyai processor, unit memori, unit kontrol, dan unit I/O, PLC berbeda dengan komputer dalam beberapa hal, yaitu, PLC dirancang untuk berada di lingkungan industri yang mungkin banyak debu, panas, guncangan, dan sebagainya. PLC harus dapat dioperasikan serta dirawat dengan mudah oleh teknisi pabrik. PLC sebagian besar tidak dilengkapi dengan monitor, tetapi dilengkapi dengan peripheral port yang berfungsi untuk memasukkan program sekaligus memonitor data atau program.Sebagian besar PLC dapat melakukan operasi sebagai berikut.
1. Relay Logic2. Penguncian (Locking )3. Pencacahan (Counting)4. Penambahan5. Pengurangan6. Pewaktuan (Timing)7. Kendali PI8. Operasi BCD9. Manipulasi Data10. Pembandingan11. Pergeseran
Kehandalan PLC (Programmable Logic Controller) adalah sebagai berikut.1. Flexibility
Pada awalnya, setiap mesin produksi yang dikendalikan secara elektronik memerlukan masing-masing kendali, misalnya 12 mesin memerlukan 12 kontroler. Sekarang dengan menggunakan satu model dari PLC dapat mengendalikan salah satu dari 12 mesin tersebut. Tiap mesin dikendalikan dengan masing-masing program sendiri.
2. Perubahan implementasi dan koreksi errorDengan menggunakan tipe relay yang terhubung pada panel, perubahan
program akan memerlukan waktu untuk menghubungkan kembali panel dan peralatan. Sedangkan dengan menggunakan PLC untuk melakukan perubahan program, tidak memerlukan waktu yang lama yaitu dengan cara mengubahnya pada sebuah software. Dan jika kesalahan program terjadi maka, kesalahan dapat langsung dideteksi keberadaannya dengan memonitor secara langsung. Cara memperbaikinya sangat mudah, hanya dengan mengubah diagram laddernya.
3. Harga yang rendahPLC lebih sederhana dalam bentuk, ukuran, dan peralatan lain yang
mendukungnya, sehingga harga lebih terjangkau. Saat ini PLC dapat dibeli berikut timer, counter, dan input analog dalam satu kemasan CPU. PLC mudah di dapat dan kini sudah banyak beredar di pasaran dengan bermacam-macam merk dan tipe.
4. Jumlah kontak yang banyakPLC memiliki jumlah kontak yang banyak untuk tiap koil yang tersedia.
Misal, panel yang menghubungkan relay mempunyai 5 kontak dan semua digunakan. Sementara pada perubahan desain diperlukan 4 kontak lagi

5TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
yang berarti diperlukan penambahan satu buah relay lagi. Ini berarti memerlukan waktu untuk menginstalasinya. Dengan menggunakan PLC, hanya diperlukan pengetikan untuk membuat 4 buah kontak lagi. Ratusan kontak dapat digunakan dari satu buah relay, jika memori pada komputer masih memungkinkan.
5. Memonitor hasilRangkaian program PLC dapat dicoba dahulu, ditest, diteliti dan
dimodifikasi pada kantor atau laboratorium, sehingga efisiensi waktu dapat dicapai. Untuk menguji program PLC tidak harus diinstalasikan dahulu ke alat yang hendak dijalankan, tetapi dapat dilihat langsung pada CPU PLC atau dilihat pada software pendukungnya.
6. Observasi visualOperasi dari rangkaian PLC dapat dilihat selama dioperasikan secara
langsung melalui layar CRT. Jika ada kesalahan operasi maupun kesalahan yang lain dapat langsung diketahui. Jalur logika akan menyala pada layar sehingga perbaikan dapat lebih cepat dilakukan melalui observasi visual. Bahkan beberapa PLC dapat memberikan pesan jika terjadi kesalahan.
7. Kecepatan operasiKecepatan operasi dari PLC melebihi kecepatan operasi daripada
relay pada saat bekerja yaitu dalam beberapa mikro detik. Sehingga dapat menentukan kecepatan output dari alat yang digunakan.
8. Metode bolean atau ladderProgram PLC dapat dilakukan dengan diagram ladder oleh para teknisi
atau juga menggunakan sistem bolean atau digital bagi para pemrogram PLC agar lebih mudah dan dapat disimulasikan pada software pendukungnya.
9. ReliabilityPeralatan solid state umumnya lebih tahan dibandingkan dengan relay
atau timer mekanik. PLC mampu bekerja pada kondisi lingkungan yang berat, misalnya goncangan, debu, suhu yang tinggi, dan sebagainya.
10. Penyederhanaan pemesanan komponenPLC adalah satu peralatan dengan satu waktu pengiriman. Jika satu
PLC tiba, maka semua relay, counter dan komponen lainnya juga tiba. Jika mendesain panel relay sebanyak 10 relay, maka diperlukan 10 penyalur yang berbeda pula waktu pengirimannya, sehingga jika lupa memesan satu relay akan berakibat tertundanya pengerjaan suatu panel.
11. DokumentasiMencetak rangkaian PLC dapat dilakukan segera secara nyata sebagian
atau keseluruhan rangkaian tanpa perlu melihat pada blueprint yang belum tentu up to date, dan juga tidak perlu memeriksa jalur kabel dengan rangkaian.
12. KeamananProgram PLC tidak dapat diubah oleh sembarang orang dan dapat
dibuatkan password. Sedangkan panel relay biasa memungkinkan terjadinya perubahan yang sulit untuk dideteksi.
13. Memudahkan perubahan dengan pemrograman ulang.PLC dapat dengan cepat diprogram ulang, hal ini memungkinkan untuk
mencampur proses, sementara produksi lainnya sedang berjalan.

6
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
B. FUNGSI DAN PRINSIP KERJA PROGRAMMABLE LOGIC CONTROLLERS (PLC)Programmable Logic Controllers (PLC) adalah komputer elektronik yang
mudah digunakan (user friendly) yang memiliki fungsi kendali untuk berbagai tipe dan tingkat kesulitan yang beraneka ragam. Definisi Programmable Logic Controller menurut Capiel (1982) adalah, sistem elektronik yang beroperasi secara digital dan didisain untuk pemakaian di lingkungan industri, di mana sistem ini menggunakan memori yang dapat diprogram untuk penyimpanan secara internal. Instruksi-instruksi yang mengimple-mentasikan fungsi-fungsi spesifik seperti logika, urutan, perwaktuan, pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui modul-modul I/O digital maupun analog. Berdasarkan namanya konsep PLC adalah sebagai berikut.1. Programmable, menunjukkan kemampuan dalam hal memori untuk
menyimpan program yang telah dibuat sehingga mudah diubah-ubah fungsi atau kegunaannya.
2. Logic, menunjukkan kemampuan dalam memproses input secara aritmatik dan logic (ALU), yaitu, melakukan operasi membandingkan, menjumlahkan, mengalikan, membagi, mengurangi, negasi, AND, OR, dan lain sebagainya.
3. Controller, menunjukkan kemampuan dalam mengontrol dan mengatur proses sehingga menghasilkan output yang diinginkan.
PLC ini dirancang untuk menggantikan suatu rangkaian relaysequensial dalam suatu sistem kontrol. Selain dapat diprogram, alat ini juga dapat dikendalikan, dan dioperasikan oleh orang yang tidak memiliki pengetahuan dibidang pengoperasian komputer secara khusus. PLC ini memiliki bahasa pemrograman yang mudah dipahami dan dapat dioperasikan bila program yang telah dibuat dengan menggunakan software yang sesuai dengan jenis PLC yang digunakan sudah dimasukkan.
Fungsi dan kegunaan PLC sangat luas. Dalam prakteknya PLC dapat dibagi secara umum dan secara khusus. Secara umum fungsi PLC adalah sebagai berikut.
1. Monitoring PlantPLC secara terus menerus memonitor status suatu sistem (misalnya
temperatur, tekanan, tingkat ketinggian) dan mengambil tindakan yang diperlukan sehubungan dengan proses yang dikontrol (misalnya nilai sudah melebihi batas) atau menampilkan pesan tersebut pada operator.
2. Shutdown SystemPrinsip kerja sebuah PLC adalah menerima sinyal masukan proses yang
dikendalikan lalu melakukan serangkaian instruksi logika terhadap sinyal masukan tersebut sesuai dengan program yang tersimpan dalam memori lalu menghasilkan sinyal keluaran untuk mengendalikan aktuator atau peralatan lainnya.
Prinsip kerja Programmable Logic Controllers (PLC)PLC merupakan peralatan elektronik yang dibangun dari mikroprosesor
untuk memonitor keadaan dari peralatan input untuk kemudian di analisa sesuai dengan kebutuhan perencana (programmer) untuk mengontrol keadaan output. Sinyal input diberikan kedalam input card.

7TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 1.3 Bagian-Bagian Pada PLCSumber: PROGRAMMABLE LOGIC CONTROLLER (PLC) Disampaikan dalam PelatihanMekatronika Bagi Guru-guru SMK di
Daerah Istimewa Yogyakarta oleh Yuwono Indro Hatmojo, S.Pd., M.Eng
Ada 2 jenis input card, yaitu sebagai berikut. 1. Analog input card2. Digital input card
Setiap input mempunyai alamat tertentu sehingga untuk mendeteksinya mikroprosesor memanggil berdasarkan alamatnya. Banyaknya input yang dapat diproses tergantung jenis PLC-nya. Sinyal output dikeluarkan PLC sesuai dengan program yang dibuat oleh pemakai berdasarkan analisa keadaan input.Ada 2 jenis outputcard, yaitu sebagai berikut.1. Analog output card2. Digital output card
Setiap ouputcard mempunyai alamat tertentu dan diproses oleh mikroprosesor menurut alamatnya. Banyaknya output tergantung jenis PLC-nya. Pada PLC juga dipersiapkan internalinput dan output untuk proses dalam PLC sesuai dengan kebutuhan program. Di mana internalinput dan output ini hanya sebagai flag dalam proses.
Di dalam PLC juga dipersiapkan timer yang dapat dibuat dalam konfigurasi on delai, off delai, on timer, off timer dan lain-lain sesuai dengan programnya. Untuk memproses timer tersebut, PLC memanggil berdasarkan alamatnya.
C. SPESIFIKASI SISTEM DAN KOMPONEN PROGRAMMABLE LOGIC CONTROL (PLC)Untuk melaksanakan sebagai kontrol system, PLC ini didukung oleh perangkat
lunak yang merupakan bagian penting dari PLC. Program PLC biasanya terdiri dari 2 jenis yaitu, ladder diagram dan instruksi dasar diagram, setiap PLC mempunyai perbedaan dalam penulisan program.1. Komponen Penyusun PLC
Pada umumnya, teradapat 5 (lima) komponen utama yang menyusun suatu PLC. Semua komponen tersebut harus ada untuk dapat menjalankan suatu PLC secara normal.

8
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 1.4. Konfigurasi Komponen-Komponen PLCSumber: PROGRAMMABLE LOGIC CONTROLLER (PLC) Disampaikan dalam PelatihanMekatronika Bagi Guru-guru SMK di
Daerah Istimewa Yogyakarta oleh Yuwono Indro Hatmojo, S.Pd., M.Eng
Komponen-komponen utama dari suatu PLC adalah sebagai berikut ini.a. Unit CPU (Central Processing Unit) CPU berfungsi untuk mengontrol dan mengawasi semua pengoperasian
dalam PLC, melaksanakan program yang disimpan didalam memori. Selain itu CPU juga memproses dan menghitung waktu memonitor waktu pelaksanaan perangkat lunak dan menterjemahkan program perantara yang berisi logika dan waktu yang dibutuhkan untuk komunikasi data dengan pemrogram. CPU merupakan bagian yang berfungsi sebagai otak bagi sistem. CPU berisi mikroprosesor yang menginterpretasikan sinyal-sinyal input dan melaksana-kan tindakan-tindakan pengontrolan sesuai dengan program yang telah tersimpan, lalu mengkomunikasikan keputusan-keputusan yang diambilnya sebagai sinyal kontrol ke output interface. Scan dari program umumnya memakan waktu 70 ms, tetapi hal itu tergantung dari panjang pendek program serta tingkat kerumitannya.
b. Unit Memori Memori didalam PLC digunakan untuk menyimpan data dan program.
Secara fisik, memori ini berupa chip dan untuk pengaman dipasang baterai back-up pada PLC. Unit memori ini sendiri dapat dibedakan atas 2 jenis, yaitu sebagai berikut.1) Volatile Memory, adalah suatu memori yang apabila sumber
tegangannya dilepas maka data yang tersimpan akan hilang. Karena itu memori jenis ini bukanlah media penyimpanan permanen. Untuk penyimpanan data dan program dalam jangka waktu yang lebih lama maka, memori ini harus mendapat daya terus-menerus, hal ini biasanya dilakukan dengan menggunakan baterai. Ada beberapa jenis memori volatil yaitu RAM (Random Access Memory), SRAM (Static RAM), dan DRAM (Dynamics RAM).

9TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
2) Non-Volatile Memory, merupakan kebalikan Volatile Memory yaitu suatu memori yang meski sumber tegangan dilepas data yang tersimpan tidak akan hilang. Salah satu jenis memori ini adalah ROM (Read Only Memory). Memori jenis ini hanya dapat dibaca saja dan tidak dapat di tambah ataupun diubah. Isi dari ROM berasal dari pabrik pembuatnya yang berupa sistem operasi dan terdiri dari program-program pokok yang diperlukan oleh sistem PLC. Untuk mengubah isi dari Rom maka, diperlukan memori jenis EPROM (Erasable Programmable ROM) yang dapat dihapus dengan mengekspos chip pada cahaya ultra violet pekat.
Memori yang terdapat dalam PLC berfungsi untuk menyimpan program dan memberikan lokasi-lokasi di mana hasil-hasil perhitungan dapat disimpan didalamnya. PLC menggunakan peralatan memori semi konduktor seperti RAM (Random Acces Memory), ROM (Read Only Memory), dan PROM (Programmable Read Only Memory). RAM mempunyai waktu akses yang cepat dan program-program yang terdapat di dalamnya dapat deprogram ulang sesuai dengan keinginan pemakainya. RAM disebut juga sebagai volatile memori, maksudnya program program yang terdapat mudah hilang jika supply listrik padam.
Dengan demikian untuk mengatasi supply listrik yang padam tersebut maka, diberi supply cadangan daya listrik berupa baterai yang disimpan pada RAM. Seringkali CMOS RAM dipilih untuk pemakaian power yang rendah. Baterai ini mempunyai jangka waktu kira-kira lima tahun setelah itu harus diganti.
c. Unit Power Supply Unit power supply atau unit catu daya diperlukan untuk mengkonversi
tegangan masukan AC (220Volt ~ 50Hz) atau DC (24Volt) sumber menjadi tegangan rendah DC 5 Volt yang dibutuhkan oleh prosesor dan rangkaian-rangkaian dalam input/output interface. Kegagalan dalam pemenuhan tegangan oleh power supply dapat menyebabkan kegagalan operasi PLC. Untuk itu diperlukan adanya baterai cadangan dengan tujuan agar pada saat voltage dropping, data yang ada pada memori tidak hilang.
d. Unit Programmer Komponen programmer merupakan alat yang digunakan untuk
berkomunikasi dengan PLC. Programmer mempunyai beberapa fungsi, yaitu, RUN, untuk mengendalikan suatu proses saat program dalam keadaan aktif. OFF, untuk mematikan PLC sehingga program dibuat tidak dapat dijalankan. MONITOR, untuk mengetahui keadaan suatu proses yang terjadi dalam PLC. PROGRAM, menyatakan suatu keadaan di mana programmer/monitor digunakan untuk membuat suatu program.
e. Unit Input/Output Unit input/output menyediakan antarmuka yang menghubungkan sistem
dengan dunia luar, memungkinkan dibuatnya sambungan-sambungan/koneksi antara perangkat-perangkat input, semisal sensor, dengan perangkat output, semisal motor dan selenoida, melalui kanal-kanal input/output. Demikian pula, melalui unit input/output, program-program

10
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
dimasukkan dari panel program. Setiap titik input/output memiliki sebuah alamat unik yang dapat digunakan oleh CPU.
D. TIPE-TIPE PROGRAMMABLE LOGIC CONTROL (PLC) MEREK DAN TIPE PLCSaat ini banyak merek serta tipe PLC yang dipakai di industri. Masing masing
PLC memiliki kelebihan dan kekurangan tersendiri. Tinggal pilih saja bedasarkan kebutuhan serta tebal kantong anda.
Berikut tabel beberapa merek serta tipe PLC yang banyak dipakai di industri. 1. Allen Bradley
Tabel 1.1 Merek dan Tipe PLC Allen Bradley
Jenis Tipe PLC Gambar
Logix-5 Family PLC-5
Logix-500 Family
SLC-500
Micrologix
Logix-5000 Family
Control Logix
Compact Logix
Flex Logix
Sumber: https://belajarplcmitsubishi.wordpress.com/2017/01/20/pengertian-dan-definisi-plc-secara-universal-bagian-bagiannya-
cara-memprogram-plc-merk-dan-type-plc-yang-sering-dipakai-otomasi-industri/

11TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
2. SiemensTabel 1.2 Merek dan Tipe PLC Siemens
Jenis Tipe PLC Gambar
Micro PLC S7-200
S7-1200
Modular PLC S5-115U
S7-300
S7-400
Sumber:https://belajarplcmitsubishi.wordpress.com/2017/01/20/pengertian-dan-definisi-plc-secara-universal-bagian-bagiannya-
cara-memprogram-plc-merk-dan-type-plc-yang-sering-dipakai-otomasi-industri/

12
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
3. OmronTabel 1.3 Merek dan Tipe PLC Omron
Jenis Tipe PLC Gambar
Micro PLC CPM1A
CP1E
Basic PLC CJ1M
CQM1H
Modular CJ1H/CJ1G
Sumber:https://belajarplcmitsubishi.wordpress.com/2017/01/20/pengertian-dan-definisi-plc-secara-universal-bagian-bagiannya-
cara-memprogram-plc-merk-dan-type-plc-yang-sering-dipakai-otomasi-industri/

13TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
4. SchneiderTabel 1.4 Merek dan Tipe PLC Schneider
Jenis Tipe PLC Gambar
Micro PLC Modicon M340
Machine Control PLC Modicon Premium
Process Control PLC Modicon Quantum
Programmable Controller Twido
Smart Relay Zelio
Sumber:https://belajarplcmitsubishi.wordpress.com/2017/01/20/pengertian-dan-definisi-plc-secara-universal-bagian-bagiannya-
cara-memprogram-plc-merk-dan-type-plc-yang-sering-dipakai-otomasi-industri/

14
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
5. MitsubishiTabel 1.5 Merek dan Tipe PLC Mitsubishi
Jenis Tipe PLC Gambar
Compact PLC MELSEC FX3UC
Sumber: https://belajarplcmitsubishi.wordpress.com/2017/01/20/pengertian-dan-definisi-plc-secara-universal-bagian-bagiannya-
cara-memprogram-plc-merk-dan-type-plc-yang-sering-dipakai-otomasi-industri/
Selain merek dan tipe PLC yang telah disebutkan di atas, masih banyak lahir merek dan tipe PLC lainnya seperti GE Fanuc, NAIS, dsb.
CONTOH SOAL
1. Di industri banyak menggunakan mesin-mesin produksi untuk menunjang kualitas produk yang akan dihasilkan. Dengan perkembangan teknoloogi industri yang awalnya menggunakan kontrol kerja mesin produksi dengan menggunakan sistem manual beralih ke sistem otomatis, salah satunya dengan menggunakan PLC. Jelaskan keuntungan penggunaan Programable Logic Control (PLC) pada mesin produksi di industri!
2. Pembahasan:Keuntungan penggunaan Programable Logic Control (PLC) pada mesin produksi di industri adalah sebagai berikut.Flexibility, Perubahan implementasi dan koreksi error, harga yang rendah, jumlah kontak yang banyak, memonitor hasil, observasi visual, kecepatan operasi, metode bolean atau ladder, reliability, penyederhanaan pemesanan komponen, dokumentasi, keamanan, memudahkan perubahan dengan pemrograman ulang.

15TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
CAKRAWALA
Penemu Programmable Logic Control (PLC)
Gambar 1.5 Dick MorleySumber: https://isaautomation.isa.org/morleyscholarship/
Pada tahun 1968, GM Hydramatic (Divisi Transmisi Otomatis) mengeluarkan permintaan proposal untuk penggantian elektronik untuk sistem relai berkabel yang didasarkan pada kertas putih yang ditulis oleh insinyur Edward R. Clark. Usulan yang menang datang dari Bedford Associates of Bedford, Massachusetts. PLC pertama, menunjuk 084 karena itu adalah proyek Eighty-FourBedford Associates, adalah hasilnya. Bedford Associates memulai perusahaan baru yang didedikasikan untuk mengembangkan, membuat, menjual, dan melayani produk baru ini. Sementara Modicon, yang berdiri untuk pengontrol digital modular. Salah satu orang yang mengerjakan proyek itu adalah Dick Morley, yang dianggap sebagai "bapak" dari PLC.Merek Modicon dijual pada tahun 1977 ke Gould Electronics, kemudian diakuisisi oleh Perusahaan Jerman AEG, dan kemudian French Schneider Electric, sebagai

16
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
JELAJAH INTERNET
Untuk menambah wawasan lebih jauh mengenai Spesifikasi Sistem Dan Komponen Programmable Logic Control (PLC) kalian juga dapat mempelajari secara mandiri dengan menggunakan internet. Salah satu website yang dapat kalian kunjungi untuk menambah informasi tentang Spesifikasi Sistem Dan Komponen Programmable Logic Control (PLC) adalah sebagai berikut ini.https://www.youtube.com/watch?v=yqlkj6Mog9g,
https://www.youtube.com/watch?v=043B5dAvMVs&t=31s

17TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
RANGKUMAN
1. PLC adalah suatu sistem elektronika digital yang dirancang agar dapat mengendalikan mesin dengan proses mengimplementasikan fungsi nalar kendali sekuensial,operasi pewaktuan (timing), pencacahan (counting), dan aritmatika. PLC tidak lain adalah komputer digital sehingga mempunyai processor, unit memori, unit kontrol, dan unit I/O.
2. Prinsip kerja sebuah PLC adalah menerima sinyal masukan proses yang dikendalikan lalu melakukan serangkaian instruksi logika terhadap sinyal masukan tersebut sesuai dengan program yang tersimpan dalam memori lalu menghasilkan sinyal keluaran untuk mengendalikan aktuator atau peralatan lainnya.
3. Keuntungan PLC yaitu, flexibility, perubahan implementasi dan koreksi error, harga yang rendah, jumlah kontak yang banyak, memonitor hasil, observasi visual, kecepatan operasi, metode bolean atau ladder, reliability, penyederhanaan pemesanan komponen, dokumentasi, keamanan, memudahkan perubahan dengan pemrograman ulang.
TUGAS MANDIRI
Buat kelompok pada tugas ini, setiap kelompok terdiri dari 2 orang siswa.1. Cari tipe-tipe PLC yang sering dipakai pada pemprograman kendali mesin
produksi di indutri!2. Buat table input dan output pada PLC untuk tipe 10 I/O dan 20 I/O CPM1A!3. Tuliskan Nameplate PLC untuk tipe 10 I/O dan 20 I/O CPM1A!4. Bandingkan PLC Tipe CPM1A untuk tipe 10 I/O dan 20 I/O!5. Apa keuntungan penggunaan PLC dibanding kontrol kendali manual
PENILAIAN AKHIR BAB
Kerjakanlah soal-soal di bawah ini dengan baik dan benar ! 1. Apa pengertian programmable logic controlerr?2. Sebutkan kelebihan penggunaan PLC pada rangkaian kontrol kendali motor
listrik bila di bandingkan dengan rangkaian kontrol kendali manual!3. Sebutkan bagian bagian utama dari programmable logic controlerr!4. Jelaskan fungsi unit memory pada programmable logic controlerr!5. Type programmable logic controlerr apa saja yang sering digunakan pada
industri?

18
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
REFLEKSI
Pada bab ini aku telah mempelajari tentang, pengertian pengetahuan umum mengenai Programmable Logic Control (PLC), Fungsi dan prinsip kerja Programmable Logic Control (PLC), tipe-tipe Programmable Logic Control (PLC). Materi yang telah aku pahami maupun yang belum aku pahami, aku akan beri tanda centang pada kolom di bawah ini. Aku juga akan bertanya bapak atau ibu guru jika ada materi yang belum aku pahami.
No. PernyataanPemahaman
Paham Tidak Paham
1. Pengertian PLC
2. Prinsip kerja PLC
3. Fungsi PLC
4. Tipe-tipe PLC

19TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
Setelah mempelajari Programable Logic Control (PLC) Motor Listrik 1 Fasa dan Motor Listrik 3 Fasa, peserta didik dapat, menerapkan Prosedur Kerja Komponen Programmable Logic Control (PLC), membuat pemrograman dengan Programmable Logic Control (PLC) untuk Motor Listrik 1 Fasa, dan membuat pemrograman dengan Programmable Logic Control (PLC) untuk Motor Listrik 3 Fasa.
TUJUAN PEMBELAJARAN
Pemrograman, motor listrik 1 fasa, motor listrik 3 fasa.
KATA KUNCI
BAB II
PROGRAMMABLE LOGIC CONTROL (PLC) MOTOR LISTRIK 1 FASA DAN MOTOR LISTRIK 3 FASA
PETA KONSEP
Menerapkan Prosedur Kerja
Komponen Programmable
Logic Control (PLC)
Programable Logic Control (PLC) Motor Listrik 1 Fasa dan Motor Listrik 3 Fasa
Membuat Pemrograman dengan Programmable Logic Control (PLC) untuk Motor Listrik 1 Fasa
Membuat Pemrograman dengan Programmable
Logic Control (PLC) untuk Motor Listrik 3
Fasa
BAB II PROGRAMMABLE LOGIC CONTROL (PLC) MOTOR LISTRIK 1 FASA DAN MOTOR LISTRIK 3 FASA

20
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENDAHULUAN
Untuk mengendalikan mesin-mesin di industri yang semakin komplek maka, perlu dibuat system rangkaian kendali yang mudah dibuat dan mempunyai fungsi sesuai dengan kerja mesin produksi pada industri tersebut. PLC adalah salah satu alat yang tepat digunakan untuk pengontrolan mesin industri. Karena industri memiliki beberapa kelebihan dibanding alat control relay elektromagnetik. Contoh pengendalian pada mesin motor listrik 1 fasa dan motor listrik 3 fasa yang sering digunakan pada industri diantaranya, system konveor, lift, dan mesin produksi yang lain. Ini lebih efektif bila kita gunakan PLC dibanding relay elektromagnetik.
Gambar 2.1 Simulasi Teknologi PLC Pada Pengisian dan Pencacahan Botol Coca-Cola Otomatis Sumber: https://cresta13110701unikom.wordpress.com/2011/01/14/perkembangan-teknologi-di-
industri-coca-cola-indonesia/

21TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
A. PROSEDUR KERJA KOMPONEN PROGRAMMABLE LOGIC CONTROL (PLC)Komponen utama PLC adalah: (1) Input, (2) CPU (Central Processing Unit), dan
(3) Output. Input pada PLC bisa berupa alat untuk mengoperasikan sistem (saklar, tombol) dan sensor. Output pada PLC adalah sistem yang dikontrol, bisa berupa aktuator (motor, kontaktor), motor listrik 1 fasa dan sebagainya.
Gambar 2.2 Integrasi komponen input, unit prosesor, dan output Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Penempatan terminal input dan terminal output pada PLC merk apapun selalu terpisah jauh (berseberangan). Hal ini dimaksudkan untuk mempermudah merangkai dan memperkecil terjadinya kesalahan merangkai. Contoh jika terminal input diletakkan di bagian atas PLC, maka terminal output diletakkan di bagian bawah PLC tersebut. Ada juga merk PLC yang input outputnya terpisah, yakni ditempatkan pada modul tambahan khusus input dan modul tambahan yang lain untuk output.
Gambar 2.3 Peletakan Terminal Input dan Output pada PLC Omron CPM2A Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Pada semua jenis PLC terminal input berada di atas, sedangkan terminal output berada di bagian bawah (Gambar 1.3 dan 1.4). Pemisahan letak terminal ini bertujuan untuk memudahkan pengguna dalam merangkai dan menganalisis rangkaian jika terjadi trouble hardware pada sistem.

22
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 2.4 Peletakan Terminal Input dan Output pada PLC Omron CP1L-L Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
1. Rangkaian InputPLC OMRON CPM2A-20CDR-A memiliki terminal input sebanyak 12
buah, yaitu, input 00.00 s.d input 00.11 (chanal 0)
Gambar 2.5 Susunan terminal Power supply dan terminal Input PLC Omron CPM2A-20 CDRSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Perhatikan! Identifikasi (temukan) letak terminal-terminal berikut ini pada panel PLC!a. Letak terminal input 00, 01, ..., 11b. Letak terminal COM UNTUK INPUTc. LED-INPUT yang menyala jika terminal input diberi tegangan 24 Volt
yang bertegangan 220 V-AC (lihat gambar 2.1)Input Device adalah komponen kendali yang dihubungkan ke terminal
input PLC. Contoh Input Device antara lain, tombol push buton, limit switch, sensor, encoder dll. Input Device berguna untuk mengoperasikan sistem kendali (PLC) yang akan dibuat.Cara pengkabelan Input Device:a. Kabel negatif 24 V-DC dihubungkan ke terminal Com-inputb. Terminal positif power supply 24 Volt dihubungkan ke salah satu kaki
pertama Input Devicec. Terminal Input 00, 01 ... 11 dihubungkan ka kaki kedua Input Device (lihat
gambar 2.2)

23TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
CatatanBahwa supply power 24 Volt bisa menggunakan power supply eksternal,
yakni power supply luar PLC, tetapi bisa juga menggunakan power internal supply yang sudah tersedia di dalam PLC.
Polaritas power supply tidak terlalu fatal, boleh dibolak-balik. Namun tetap disarankan selalu menghubungkan COM ke terminal negatif. a. Power supply eksternal
Gambar 2.6 Power Supply EksternalSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
b. Power Szupply internal
Gambar 2.7 Cara pengkabelan input device: (a) Power supply eksternal, (b) Power supply internalSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang

24
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
2. Rangkaian Output
Gambar 2.8 Terminal Power Supply internal 24V-DC dan output PLC OMRON CPM2ASumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
PLC OMRON CPM2A-20CDR-A memiliki terminal output sebanyak 8 buah,pada chanal 10, dengan 4 buah terminal COM yaitu sebagai berikut.
Perhatikan! Identifikasi (temukan) letak terminal berikut ini pada panel PLC !a. Letak terminal output 00, 01, .. 07, dengan terminal COM masing-masing.b. Letak terminal internal power supply +24 Volt, dan terminal (-).c. Letak terminal internal power supply -24 Volt, dan terminal (-)
berdekatan dengan terminal output 10.00 dan com.d. Jangan sampai terjadi hubung-singkat, terutama jika output terhubung
langsung dengan tegangan 220!
Cara Pengkabelan Output Device: Bayangkan bahwa PLC adalah skakelar untuk melayani bebana. Kabel Fasa sumber 220 V-AC dihubungkan ke terminal COM output PLC.b. Kabel Netral dari sumber 220 V-AC dihubungkan ke beban.c. Dari beban dihubungkan ke salah satu terminal output (00, 01, ..., 07),
lihat gambar 2.4.
a. Output 00 COM
b. Output 01 COM
c. Output 02 dan 03 COM
d. Output 04, 05, 06 dan 07 COM

25TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 2.9 Pengkabelan pada sisi output PLC Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Catat bahwa:a. Output 10.00 memiliki COM sendirib. Output 10.01 memiliki COM sendiric. Output 10.02 dan 10.03 memiliki COM bersama Output 10.04, 05, 06 dan
07 memiliki COM bersama
Awas!Jangan memasang beban (Device Output) lebih dari 2 Amper.Jika beban yang dikontrol lebih dari 2 Amper, gunakan relay atau kontaktor
Terminal Input-Output PLC Omron Tipe CP1L
Gambar 2.10 Terminal Input-Output PLC Omron Tipe CP1LSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas

26
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Tabel 2.1 Perbedaan Pengalamatan Input Dan Input PLC Omron CP2M dan CP1L
Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
B. PEMROGRAMAN DENGAN PROGRAMMABLE LOGIC CONTROL (PLC) UNTUK MOTOR 1 FASA
Kontrol program adalah komponen utama dalam sistem yang bekerja secara otomatis. Kontrol program harus didesain secara sistematis, terstruktur dengan baik dan harus terdokumentasi agar bebas dari kesalahan, pemeliharaan mudah dan efektif dalam biaya. Untuk memprogram PLC dapat digunakan prosedur berikut untuk menyelesaikan permasalahan mengenai kontrol.Langkah 1: Identifikasi masalah
Definisi permasalahan harus menjabarkan problema kontrol secara tepat dalam bentuk yang detail. Informasi yang diperlukan yaitu skema posisi, skema sekuensial dan tabel kebenaran yang menerangkan hubungan antara masukan dan keluaran dan juga berguna untuk tes terhadap resiko pada saat instalasi.Langkah 2: Allocation List
Allocation list berisi kondisi-kondisi program termasuk identifier atau alamat yang dipakai oleh keluaran atau masukan.Langkah 3: Pembuatan program
Terdapat 4 cara/bahasa untuk membuat program, yaitu dengan menggunakan ladder diagram (LD), function block diagram (FBD), structure text (ST atau intruction/statement list (SL).
Pembuatan program PLC secara umum merupakan gabungan dari logika-logika sederhana diantaranya adalah logika AND, logika OR maupun Inversenya serta pengunci. Logika AND merupakan instruksi yang harus selalu didahului sekurang-kurangnya satu kontak yang lain. Pada ladder diagram logika AND dapat dijelaskan sebagai kontak NO (Normally Open) dalam rangkaian seri dengan kontak-konta sebelumnya. Instruksi AND memungkinkan banyaknya masukan dari sinyal-sinyal kondisi. Bila semua sinyal kondisi bernilai benar (“1”/“true”) maka baris program tersebut akan dijalankan dan selain itu tidak dijalankan.
Logika OR dapat dijelaskan sebagai kontak NO (Normally Open) tunggal yang dihubungkan secara paralel dengan kontak pertama dari ladder diagram. Instruksi OR memungkinkan banyaknya masukan dari sinyal-sinyal kondisi. Bila salah satu
TIPE PENGALAMATAN INPUT
CPM 0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11
CP1L 0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11
TIPE PENGALAMATAN OUTPUT
CPM2A 10.00 10.01 10.02 10.03 10.04 10.05 10.06 10.07
CP1L 100.00 100.01 100.02 100.03 100.04 100.05 100.06 100.07

27TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
atau semua sinyal kondisi bernilai benar (“1”/“true”) maka baris program tersebut akan dijalankan dan selain itu tidak dijalankan. Untuk membuat program PLC kita harus mempunyai software program yang sesuai atau compatibel dengan perangkat PLC nya. Kita tahu bahwa software program antara lain ada twidosoft, telemecanique dan zeliosoft.1. Instruksi-instruksi dasar PLC
Berikut ini adalah contoh sebagian perintah-perintah dasar pada PLC.a. LOAD (LD)
Perintah ini digunakan jika urutan kerja suatu sistem kontrol hanya membutuhkan satu keadaan logika. Logika ini mirip dengan kontak relay NO.Simbol:
Gambar 2.11 LOAD (LD)Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
b. LOAD NOTPerintah ini digunakan jika urutan kerja sistem kontrol hanya
membutuhkan satu kondisi logika. Logika ini mirip dengan kontak relay NC.Simbol:
Gambar 2.12 NOTSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
c. ANDPerintah ini digunakan untuk urutan kerja sistem kontrol yang
lebih dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NO.Simbol:
Gambar 2.13 ANDSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
d. AND NOTPerintah ini digunakan untuk urutan kerja sistem kontrol yang
lebih dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NC.Simbol:

28
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 2.14 AND NOTSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
e. ORPerintah ini digunakan untuk urutan kerja sistem kontrol yang
lebih dari salah satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NO.Simbol:
Gambar 2.15 ORSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
f. OR NOTPerintah ini digunakan untuk urutan kerja sistem kontrol yang
lebih dari salah satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NC.Simbol:
Gambar 2.16 OR NOSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
g. OUTJika kondisi logika terpenuhi, perintah ini digunakan untuk
mengeluarkan satu output. Logika ini mirip dengan kontak relay NO. Simbol:
Gambar 2.17 OUTSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
h. OUT NOT

29TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Jika kondisi logika terpenuhi, perintah ini digunakan untuk mengeluarkan satu output. Logika ini mirip dengan kontak relay NC. Simbol:
Gambar 2.18 OUT NOTSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas
TIMER (TIM) dan COUNTER (CNT)Timer (TIM) dan Counter (CNT) Timer/Counter pada PLC berjumlah 512
buah yang bernomorTC 000 sampai dengan TC 511 (tergantung tipe PLC). Dalam satu program tidak boleh ada nomor timer/counter yang sama. Nilai timer/counter pada PLC bersifat menghitung mundur dari nilai awal yang ditetapkan oleh program, setelah mencapai angka nol maka contact NO timer/counter akan ON. Timer mempunyai batas antara 0000 sampai dengan 9999 dalam bentuk BCD dan dalam orde 100 ms. Sedangkan untuk counter mempunyai orde angka BCD dan mempunyai batas antara 0000 sampai dengan 9999.Simbol TIMER:
Gambar 2.19 TIMER (TIM)Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universita Negeri Malang
Timer aktif bila kondisi eksekusi ON dan reset bila OFF. Pertama dieksekusi TIM mengukur SV dalam orde 0,1 detik. Simbol COUNTER:
Gambar 2.20 COUNTER (CNT)Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang

30
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
i. COMPAR–CMP(20) Kegunaan: Membandingkan Cp1 dan Cp2 dan hasil output ke GR, EQ
dan LE flag dalam area. Simbol:
Gambar 2.21 COUNTER (CNT)Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
2. PLC Ladder DiagramLadder diagram atau diagram tangga atau disebut juga relay diagram
adalah bahasa yang paling populer untuk membuat program PLC, yang tidak lain berupa simbol dari skema diagram rangkaian listrik. Bagian-bagian dari ladder diagram dalam pemrograman PLC adalah sbagai berikut.a. Bus bar, merupakan garis tebal di sisi kiri dan kanan dari ladder diagram,
yang merupakan simbol dari kutub (+) dan kutub (-) yang akan mengalirkan listrik ke komponen-komponen yang akan dipasang dalam ladder diagram tersebut.
b. Input, merupakan masukan dari luar PLC, baik dari switch, sensor, relay, timer, potentiometer ataupun peralatan listrik yang lain, yang secara fisik ada di rangkaian listrik dari mesin, yang dihubungkan ke unit Input PLC, bisa berupa digital input maupun analog input. Biasanya dilambangkan dengan kontak NO dan/atau NC yang berfungsi sebagai syarat untuk berlakunya suatu operasi yang kita inginkan. Input ini biasanya dilambangkan dengan huruf I, input (Inggris) atau E, eingang (Jerman) atau X (Jepang) atau mungkin yang lain, tergantung dari jenis PLC dan bahasa pabrik pembuatnya.
c. Output, merupakan hasil keluaran dari PLC, yang bisa berupa digital output maupun analog output, yang bisa langsung dihubungkan kerangkaian listrik yang lain di mesin tersebut melalui unit output PLC. Output ini biasanya dilambangkan dengan huruf O, output (Inggris) atau A, ausgang (Jerman) atau Y (Jepang) atau mungkin yang lain, tergantung dari jenis PLC dan bahasa pabrik pembuatnya. Internal relay, Merupakan relay memori dari PLC itu sendiri, di mana bisa berupa relay, timer, counter, atau operasi-operasi logika yang lain. Seperti input dan output, simbol-simbol dari internal relay ini cukup beragam dan berbeda antara pabrikan yang satu dengan yang lain. Bukan hanya itu, jenis fungsinyapun juga bisa berbeda satu dengan yang lain, tetapi bisa dipelajari dengan membaca buku manual yang ada.
d. NO ( Normally Open), adalah kondisi di mana saat kontak tersebut tidak ditekan/mati maka kontak tersebut dalam kondisi tidak terhubung/putus. Sebaliknya, saat kontak tersebut ditekan/bekerja maka kontak tersebut

31TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
dalam kondisi terhubung.e. NC ( Normally Close), adalah kondisi di mana saat kontak tersebut tidak
ditekan/mati maka, kontak tersebut dalam kondisi terhubung. Sebaliknya, saat kontak tersebut ditekan/bekerja maka, kontak tersebut dalam kondisi tidak terhubung/putus.
Gambar 2.22 Ladder DiagramSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Contoh Program Sederhana: Start-Stop Motor Listrik 1 FasaKASUS: Sebuah motor dinyalakan melaui tombol START dan dimatikan melalui tombol STOP ALGORITMA KONTROLa. Tekan tombol START, maka motor listrik 1 fasa akan menyalab. Tekan tombol STOP, maka motor listrik 1 fasa akan mati.

32
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Tabel 2.1 pengalamatan PLC Omron CPM2A
DIAGRAM LADDER CPM2A
Gambar 2.23 Diagram Ladder CPM2ASumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas
TABEL 2.2 PENGALAMATAN PLC OMRON CP1L
DIAGRAM LADDER CP1L
Gambar 2.24 Diagram Ladder CP1LSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
NO PERALATAN INPUT ALAMAT PERALATAN OUTPUT ALAMAT
1 Tombol START 0.00 MOTOR LISTRIK 1 FASA 10.00
2 Tombol STOP 0.01
NO PERALATAN INPUT ALAMAT PERALATAN OUTPUT ALAMAT
1 Tombol STARAT 0.00 MOTOR LISTRIK 1 100.00
2 Tombol STOP 0.01

33TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
C. PEMROGRAMAN DENGAN PROGRAMMABLE LOGIC CONTROL (PLC) UNTUK MOTOR 3 FASACONTOH PEMROGRAMAN SAFETY CRANE
Gambar 2.25 Model Safety CraneSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Prinsip Kerja yang Diinginkan1. Jika tombol Open ditekan maka Crane siap dioperasikan, lampu HIJAU menyala2. Jika tombol Lock ditekan maka Crane berhenti bekerja dan diam di tempat,
lampu indikator MERAH menyala. Tombol Lock bisa direset menggunakan tombol Open.
3. Jika tombol Emergency ditekan maka Crane berhenti bekerja dan diam di tempat, lampu indikator MERAH menyala. Tombol Emergency bisa direset menggunakan tombol Open.
4. Jika sensor berat Overload maka lampu indikator MERAH berkedip, Crane berhenti. Overload direset menggunakan tombol Open.
Catat, ketika terjadi beban lebih, maka tombol OL akan ON terus kecuali bebannya sudah dikurangi. Jadi meskipun sudah di-reset, asalkan beban belum dikurangi maka tombol OL tetap ON dan Crane tidak bisa dioperasikan.
5. Tombol operasi maju-mundur, kiri-kanan, dan naik turun masing-masing saling mengunci hanya bisa beroperasi salah satu.

34
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Tabel 2.3 Pengalamatan
Pemrograman1. Tombol OPEN mengaktifkan internal relay IR-OPEN (addres 600) melalui KEEP.
KEEP akan direset oleh sensor OL dan internal relay IR-LOCK (addres 601. Tombol OPEN di –AND-kan dengan NC dari sensor OL, sehingga ketika OL aktif (Ncnya membuka) maka IR-OPEN tidak bisa diaktifkan.
2. Tombol LOCK dan EMERGENCY mengkatifkan internal relay IR-LOCK (addres 601). Internal relay IR-LOCK dinonaktifkan menggunan NC dari tombol OPEN.
3. Lampu indikator MERAH akan berkedip jika sensor OL aktif lampu ini akan menyala tanpa berkedip jika Internal Relay IR-LOCK sedang aktif.
4. Lampu HIJAU akan menyala jika Internal Relay IR-OPEN aktif.5. Semua motor crane bisa diaktifkan jika internal relay IR-OPEN sudah aktif.
a. Motor Maju dan Motor Mundur saling interlock. b. Motor Kanan dan Motor Kiri saling interlock. c. Motor Naik dan Motor Turun saling interlock.
INPUT DEVICES OUTPUT DEVICE
OPEN (NO) 0.00 K_MAJU 100.00
LOCK (NC) 0.01 K-MUNDUR 100.01
EMERGENCY (NO) 0.02 K-KIRI 100.02
OVERLOAD OL (NO) 0.03 K-KANAN 100.03
K-NAIK 100.04
MAJU 0.04 K-TURUN 100.05
MUNDUR 0.05
KIRI 0.06 Lampu Hijau 100.06
KANAN 0.07 Lampu Merah 100.07
NAIK 0.08
TURUN 0.09
IR#1 600

35TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 2.26 Ladder diagarm untuk safety craneSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang

36
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
1. Sebuah motor listrik 3 fasa dengan daya 3 pk supaya motor listrik tersebut berjalan dengan normal harus dioperasionalkan secara start bintang segitiga. Hal ini untuk menghindari motor listrik agar tidak terbakar lilitannya karena arus start yang besar. Buatlah bahasa mnemonic untuk motor listrik 3 fasa secara star bintang segitiga pada PLC.
Pembahasan
CONTOH SOAL
Alamat Instruksi Data Keterangan
00001 LD 00000 Tombol ON
00002 OR 01000
00003 And NOT 00001 Tombol Off
00004 And NOT 00002 Tol
00005 And NOT 00003 Tombol Emergensi
00006 Out 01000
00007 Time 00 # 050
00008 Time 01 # 055
00009 LD Time 00
00010 And NOT Time 01
00011 Out 01001
00012 LD Time 01
00013 Out 01002
00014 Fun 001

37TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
Jaringan industri melebarkan fungsi PLC
Gambar 2.27 Mesin Industri dengan sistem RobotSumber: https://www.se.com/id/id/work/insights/industrial-networking-expands-plc-functionality.jsp
Hari ketika para pekerja bekerja dengan otak dan otot telah lama berganti, ketika interaksi manusia dan mesin menjadi hal yang biasa di lantai pabrik. Contoh trerbaik dari hal ini adalah PLC, yang telah menjadi pekerja keras dalam otomatisasi dan industri manufaktur di seluruh dunia dalam jangka waktu bertahun-tahun. Dengan berinteraksi dengan segala sesuatu mulai dari sensor dan penjaga mesin hingga ke pengendali gerakan sera lat identifikasi canggih, PLC memastikan semua operasi berjalan dengan lancar (lihat Gambar 1) Melalui fleksibilitas yang ditawarkan PLC, pabrik bisa mengatur beberapa mesin sekaligus-mencapai tingkat integrasi yang lebih tinggi dan proses otomatisasi mesin serta meningkatkan kualitas produksi dan biaya operasional.
Manfaat dari PLC sangat dikenal luas Kontribusi mereka terhadap peningkatan efisiensi dan dukungan di belakang layar terhadap Ethernet untuk industri membuat kontrol yang tinggi ini memungkinkan. Bersama-sama, teknologi ini membuat komunikasi antara manusia dan mesin berjalam dengan mulus, sebuah kombinasi yang menguntungkan. Terdiri dari berbagai protokol, Ethernet untuk industri dikembangkan dengan kemampuan deterministik untuk memberikan alternatif biaya yang efektif untuk mewariskan sistem-sistem otomatisasi.
Dengan kemampuan yang canggih, fungsi mutakhir, dan instalasi yang disederhanakan, PLC merupakan landasan dari manufaktur modern. Namun, untuk secara efektif menggunakan perangkat ini, pengguna harus memahami peran penting permainan jaringan dan kebutuhan individu yang harus dipertimbangkan untuk solusi yang efektif. Bersama-sama, mereka membentuk infrastruktur terpadu yang dapat memperpanjang-mulai dari hal administratif sampai pengendalian-dan jaringan tiap tingkatan, menawarkan skalabilitas yang melekat untuk terus memenuhi tuntutan industri yang berkembang.
CAKRAWALA

38
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
Untuk menambah wawasan lebih jauh mengenai Programmable Logic Control (Plc) Motor Listrik 1 Fasa dan Motor Listrik 3 Fasa kalian juga dapat mempelajari secara mandiri dengan menggunakan internet. Salah satu website yang dapat kalian kunjungi untuk menambah informasi tentang Programmable Logic Control (Plc) Motor Listrik 1 Fasa dan Motor Listrik 3 Fasa adalah sebagai berikut. Sumber:https://www.youtube.com/watch?v=w1zv5KxUSbU&t=198s
1. LOAD (LD)Perintah ini digunakan jika urutan kerja suatu sistem kontrol hanya
membutuhkan satu keadaan logika.2. LOAD NOT
Perintah ini digunakan jika urutan kerja sistem kontrol hanya membutuhkan satu kondisi logika.
3. ANDPerintah ini digunakan untuk urutan kerja sistem kontrol yang lebih
dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output.
4. AND NOTPerintah ini digunakan untuk urutan kerja sistem kontrol yang lebih
dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output.
5. ORPerintah ini digunakan untuk urutan kerja sistem kontrol yang
lebih dari salah satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output.
RANGKUMAN
JELAJAH INTERNET

39TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
Kerjakan soal-soal di bawah ini dengan baik dan benar!1. Apa pengertian Programmable Logic Controlerr OMRON CPM 1A-20CDR?2. Gambarkan lambang instruiksi Load ( LD ) pada perintah dasar PLC!3. Berikan penjelasan Bus Bar pada Ledder Diagram dari Programmable Logic
Controlerr!4. Jelaskan Input Device pada Programmable Logic Controlerr !5. Jelaskan fungsi perintah Timer pada Programmable Logic Controler
Buat kelompok pada tugas ini, setiap kelompok terdiri dari 2 orang siswa:1. Buat diagram ladder motor listrik 1 fasa bekerja dua arah putaran.2. Buat bahasa mnemonic dari ladder motor listrik 1 fasa bekerja dua arah
putaran.3. Buat diagram ladder motor listrik 3 fasa start delta dengan menggunakan 1
timer4. Buat bahasa mnemonic untuk diagram ladder motor listrik 3 fasa start
delta dengan menggunakan 1 timer.5. Gambarkan rangkaian daya motor listrik 3 fasa start delta
TUGAS MANDIRI
PENILAIAN AKHIR BAB
RANGKUMAN
6. OR NOTPerintah ini digunakan untuk urutan kerja sistem kontrol yang
lebih dari salah satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output.
7. OUTJika kondisi logika terpenuhi, perintah ini digunakan untuk
mengeluarkan satu output8. OUT NOT
Jika kondisi logika terpenuhi, perintah ini digunakan untuk mengeluarkan satu output. TIMER (TIM) dan COUNTER (CNT)
9. Timer (TIM) dan Counter (CNT) Timer/Counter pada PLC berjumlah 512 buah yang bernomorTC 000
sampai dengan TC 511 (tergantung tipe PLC). Dalam satu program tidak boleh ada nomor Timer/Counter yang sama. Nilai Timer/Counter pada PLC bersifat menghitung mundur dari nilai awal yang ditetapkan oleh program, setelah mencapai angka nol maka contact NO timer/counter akan ON.
10. COMPAR–CMP(20) Kegunaan: membandingkan Cp1 dan Cp2 dan hasil output ke GR, EQ
dan LE flag dalam area.

40
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
Pada bab ini aku telah mempelajari tentang: Prosedur Kerja Komponen Programmable Logic Control (PLC), Pemrograman dengan Programmable Logic Control (PLC) untuk Motor Listrik 1 Fasa, Pemrograman dengan Programmable Logic Control (PLC) untuk Motor Listrik 3 Fasa. Materi yang telah aku pahami maupun yang belum aku pahami, aku akan beri tanda centang pada kolom di bawah ini. Aku juga akan bertanya bapak atau ibu guru jika ada materi yang belum aku pahami.
REFLEKSI

41TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
TUJUAN PEMBELAJARAN
KATA KUNCI
Setelah mempelajari Instalasi Kontrol Motor Dengan Menggunakan Consule Dan Cx-Programmer Pada Programmable Logic Control (PLC), peserta didik dapat, memahami Sistem Operasional Programmable Logic Control (PLC), membuat Program Programmable Logic Control (PLC) dengan Console, membuat Program Programmable Logic Control (PLC) dengan CX Program.
LD, OR, And, And NOT, Out
BAB III
INSTALASI KONTROL MOTOR DENGAN MENGGUNAKAN CONSULE DAN CX-PROGRAMMER PADA PROGRAMMABLE LOGIC CONTROL (PLC)
PETA KONSEP
Memahami Sistem Operasional
Programmable Logic Control (PLC)
Instalasi Kontrol Motor Dengan Menggunakan Consule Dan Cx-Programmer Pada Programmable Logic
Membuat Program Programmable Logic Control
(PLC) Dengan Cosule
Membuat Program Programmable Logic Control
(PLC) Dengan CX Program
BAB III INSTALASI KONTROL MOTOR DENGAN MENGGUNAKAN CONSULE DAN CX-PROGRAMMER PADA PROGRAMMABLE LOGIC CONTROL (PLC)

42
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENDAHULUAN
Sistem otomasi terutama otomasi industri memiliki pokok bahasan yang cukup luas yang meliputi komponen elektrik baik input maupun output, software, dan lain-lain. Pada Bab-bab sebelumnya telah dibahas mengenai komponen perangkat input dasar, perangkat output dasar dan perangkat kendali dasar serta rangkaian kendali dasar.
Bahasan kali ini adalah tentang perangkat kendali yang dapat diprogram karena merupakan bagian utama dari sebuah sistem otomasi industri. Ada bermacam-macam jenis perangkat pengendali yang dapat diprogram seperti Personal Computer (PC), Microcontroller dan Programmable Logic Controller (PLC), namun yang paling lazim digunakan pada sistem otomasi di industri adalah PLC.
Gambar 3.1 Console Program PLCSumber: https://uk.rs-online.com/web/p/plc-accessories/2164645/
Gambar 3.2. Logo CX ProgrammerSumber: https://www.musbikhin.com/pengantar-cx-programmer-seri-belajar-plc/

43TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
A. Sistem Operasi Programmable Logic Control (PLC)PLC bekerja melalui scanning program secara terus menerus, dalam siklus
scan terdapat 3 langkah penting. Sebenarnya terdapat lebih dari 3 langkah, tapi kita coba focus pada 3 langkah penting tersebut. Yang lain biasanya berkisar pada pengujian sistem dan memperbaharui isi counter dan timer yang ada.
Langkah 1-CHECK INPUT STATUS-Pada awal PLC melihat setiap input untuk menentukan kondisinya ON atau OFF, apakah sensor 1 terhubung ke input pertama dalam kondisi ON, bagaimana input kedua, bagaimana input ketiga, hal ini akan dicatat dalam memori untuk digunakan sebagai dasar pelaksanaan program berikutnya.
Langkah 2-EXECUTE PROGRAM-Berikutnya PLC menjalankan suatu program satu instruksi setiap kali, misalkan program anda mengatakan bahwa input pertama ON maka aksinya adalah mengaktifkan output pertama ON. Setelah diketahui input mana berkondisi ON atau OFF dari langkah sebelumnya, maka berdasarkan hal ini dapat diputuskan output mana yang seharusnya diaktifkan (ON/OFF) dan ini dicatat sebagai hasil pelaksanaan untuk digunakan pada langkah berikutnya.
Langkah 3-UPDATE OUTPUT STATUS-Pada akhirnya PLC memperbaharui status output berdasar hasil pelaksanaan program langkah 2, berdasar contoh pada langkah 1 input ON dan program anda mengatakan untuk mengaktifkan (ON) output pertama bila dihasilkan kondisi True.
B. Membuat Program Programmable Logic Control (PLC) Dengan ConsoleSebelum memulai memprogram PLC, ada baiknya kita pelajari lebih dahulu
operasi-operasi mendasar dari keyboard (papan ketik) dan setting awal yang diperlukan
Gambar: 3.3 ConsoleSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html

44
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
CPU PLC dapat diset ke 3 Mode/posisi PROGRAM, MONITOR, atau RUN yang dapat dilihat dari tampilan Programming Console.
1. Mode PROGRAM digunakan untuk membuat program atau membuat modifikasi atau perbaikan ke program yang sudah ada. Pada mode ini kita dapat menuliskan program yang kita buat dan akan langsung disimpan di RAM oleh PLC. Kita juga dapat mengubah isi DM, memeriksa hubungan input dengan input device, memeriksa hubungan output dengan output device, dan lain-lain. Untuk posisi ini, kita perlu ekstra hati-hati sebab kesalahan operasional Programming Console dapat menyebabkan berubahnya program yang ada di dalam memori PLC.
2. Mode MONITOR digunakan untuk mengubah nilai setting dari counter dan timer ketika PLC sedang beroperasi. Pada mode ini kita dapat memonitoring program, kondisi/status output kontak, serta akan sangat membantu dalam pelacakan kesalahan sistem.
3. Mode RUN Digunakan untuk mengoperasikan/menjalankan program yang telah kita buat tanpa dapat mengubah nilai setting timer dan counter.a. Mengenal Letak dan Fungsi Tombol Keyboard pada Programming
Console.Sebelum memasukkan program yang kita buat ke dalam memori
PLC dengan menggunakan Programming Console, terlebih dahulu akan kita pelajari letak dan fungsi tombol-tombol keyboard pada Programming Console. Adapun letak tombol-tombol keyboard pada Programming Console adalah seperti gambar di bawah ini.1) Letak Tombol Keyboard
Gambar 3.4 Tombol KeyboardSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
2) Fungsi Tombol-TombolBerikut ini adalah fungsi dari masing-masing tombol yang ada pada keyboard Programming Console.

45TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 3.5 Fungsi Tombol-Tolmbol ConsoleSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
b. Input Password pada Programming ConsolePLC mempunyai sebuah password (kata kunci) kontrol untuk
mencegah akses yang tidak diauthorisasi ke programnya. PLC selalu memprogram untuk memasukkan password ketika daya listrik pertama kali dihubungkan atau setelah programming console dipasang saat PLC beroperasi. Pada saat itu tampilan di Layar monitor (LCD Display) adalah sebagai berikut ini.

46
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 3.5 Fungsi Tombol-Tolmbol ConsoleSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
Langkah selanjutnya adalah memasukkan input password dengan menekan tombol CLR dan MONTR.
Gambar 3.6 Langkah Input PasswordSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html

47TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Display pada programming console selanjutnya adalah sebagai berikut.
Gambar 3.7 display pada programing consoleSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
Ini menunjukkan alamat program PLC (step program). Inilah yang selalu harus kita perhatikan saat akan melakukan operasional apa saja pada programming console. Dan setiap kali kita selesai memindahkan posisi kunci pada programming console, selalu ditampilkan pada layar: tergantung dari posisi kunci selector mode terakhir. Misalnya posisi kunci pertama pada PROGRAM, dan kemudian kita pindahkan ke posisi MONITOR, maka tampilan pada layar adalah sebagai berikut.
Gambar 3.8 Tampilan Console Posisi MONITORSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
Untuk itu kita diharuskan menekan tombol CLR sekali sampai pada layar tampil.
Gambar 3.9 Tampilan Console CLRSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
Jadi dapat dikatakan, setiap kali memindahkan posisi kunci pada programming console, kita harus menekan tombol input password, hingga tampilan menjadi seperti di atas. Ingatlah selalu langkah ini.
c. Menghapus ProgramMenghapus program dapat dilakukan baik CLEAR ALL, yang akan menghapus seluruh isi program dengan HR, CNT, dan DM, ataupun sebagian dari program saja (mulai dari address tertentu ataupun HR/CNT/DM ada yang dipertahankan.

48
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
1) Menghapus Seluruh Isi ProgramUntuk menghapus semua isi program, dapat dilakukan dengan cara berikut ini.a) Pindahkan Selector Mode ke posisi PROGRAMb) Tekan tombol CLR samapai terlihat 0000 yang ditampilkan pada
programming console
Gambar 3.10 Tampilan Console CLRSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
c) Kemudian Memori PLC akan dihapus setelah menekan tombol berikut:
Gambar 3.11 Langkah Menghapus MemoriSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
d) Tampilan pada programming console selanjutnya adalah sebagai berikut:
Gambar 3.12 Setelah Memori DihapusSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
e) Untuk memulai memasukkan program baru, tekanlah tombol CLR sehingga tampilan seperti berikut ini.
Gambar 3.13 Memulai Program BaruSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
2) Menghapus Sebagian ProgramUntuk menghapus sebagian isi program, dapat dilakukan dengan cara berikut ini.a) Pindahkan Selector Mode ke posisi PROGRAMb) Tekan tombol CLR samapai terlihat 0000 yang ditampilkan
pada programming console.

49TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 3.14 Tampilan Console CLRSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
c) Kemudian Memori PLC akan dihapus setelah menekan tombol berikut:
Gambar 3.15 Menghapus MemoriSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
d) Tampilan pada programming console selanjutnya adalah sebagai berikut ini.
Gambar 3.16 Memori Telah TerhapusSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
e) Misalnya ingin mempertahankan data pada HR (pada dareah data ini tidak akan dihapus), maka setelah tampilan di atas tekan tombol HR, sehingga tampilan menjadi seperti berikut ini.
Gambar 3.17 Menghapus Sebagian DataSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
f) Selanjutnya tekan tombol MONITOR, dan tampilan menjadi
Gambar 3.18 Menghapus MemoriSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
g) Langkah terakhir adalah menekan tombol CLR.

50
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
3) Menghapus Baris ProgramUntuk menghapus satu baris program saja, dapat dilakukan dengan cara berikut ini.a) Tampilkan dahulu pada layar programming console baris
instruksi yang akan dihapus, misalnya OR 00005 pada alamat step program 00002.
b) Setelah tampil dilayar, tekanlah tombol DEL pada keyboard programming console.
c) Kemudian tekanlah tombol tanda panah ke atas.d) Tampilan pada layar akan muncul pesan DELETE END, yang
menunjukkan bahwa anda telah menghapus baris instruksi OR 00005 pada alamat step program 00002.
4) Menulis ProgramSaat menulis program, PLC harus dalam mode . Tekanlah
tombol pada Programming Console sesuai dengan Kode Mnemonic Program yang telah dibuat lalu tekan tombol WRITE, agar tersimpan dalam RAM CPU-PLC. Jika telah selesai memasukkan baris-baris instruksi program dan sampai pada akhir program, maka program harus diakhiri dengan instruksi END. Jika tombol END tidak ada, maka pada Programming console pasti ada tombol FUN. Untuk mengakhiri program, tekan tombol FUN kemudian tekan angka 01, maka pada layar yang tampil adalah END(01). Jadi Instruksi END adalah merupakan instruksi sebuah fungsi yaitu FUN (01).Contoh:Misalnya kita mempunyai program dengan Kode Mnemonic sebagai berikut.
Table 3.1 Kode Mnemonic
ALAMAT INSTRUKSI DATA OPERANDS
00000 LD 00001 WRITE
00001 OR 01000 WRITE
00002 AND NOT 00002 WRITE
00003 OUT 01000 WRITE
00004 END 00100 WRITE

51TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Cara menuliskan program tersebut adalah sebagai berikut
Gambar 3.19 Langkah Penulisan Program ConsoleSumber: http://tiptlsmkn1smi.blogspot.com/2010/03/pemograman-plc-dengan-console.html
C. Membuat Program Programmable Logic Control (PLC) Dengan CX ProgramCX-Programmer adalah software aplikasi yang dikembangkan oleh Omron
untuk memprogram semua jenis PLC produk Omron. Modul ini hanya membahas pemrograman menggunakan CX-Programmer versi 9.1.
CX-Programmer adalah sofware aplikasi berbasis Windows. Oleh karena itu mengaktifkannya mirip dengan software berbasis Windows lainnya. Beberapa pilihan cara mengaktifkannya adalah sebagai berikut.Alternatif pertama:1. Klik Start2. Klik All Programs3. Klik Omron4. Klik CX One5. Klik CX Programmer, maka akan muncul tampilan awal seperti gambar
berikut ini.

52
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 3.20 Mengaktifkan CX Programmer melalui StartSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Alternatif kedua:
Jika pada Desktop ada icon maka tinggal double-klik pada gambar icon tersebut.
Gambar 3.21 Icon CX Programmer pada DesktopSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang

53TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 3.22 Bagian layar CX-Programmer V 9.1Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
1. Tombol ShortcutToombol Shortcurt adalah tombol yang digunakan untuk membuat komponen Ladder.C : membuat tombol Normaly Open/ : membuat tombol Normaly CloseW : membuat tombol Normaly Open OR X: membuat tombol Normaly Close OR O : membuat Normal Open CoilQ : membuat Normal Close Coil
2. Membuat Projek Baru File New
Gambar 3.23 Membuat projek baruSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang

54
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 3.24 Kotak dialog pemilihan tipe PLCSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Gambar 3.25 Penyetingan jenis PLC dan kabel komunikasi dari komputer ke PLC untuk PLC Type CP1L-LSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Program Dasar: Rangkaian Start-Stop dengan Pengunci Gambar 3.7 menunjukkan rangkaian pengunci sederhana yang biasa digunakan pada sistem kendali magnetik (rangkaian kontaktor) pada motor listrik.
Gambar 3.26 Rangkaian Start-Stop dengan PengunciSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang

55TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
1. Membuat Program PLC pada CX-Programmera. INSTRUKSI-INSTRUKSI CX PROGRAMER
1) KEEP (FUN 11)Keep adalah special instruction yang terdapat di CX Programmer yang berfungsi sebagai pengunci. KEEP sama dengan rangkaian pengunci, bedanya KEEP lebih sederhana. Cara mengunci menggunakan KEEP adalah sebagai berikut (lihat Gambar 3.27).
Gambar 3.27 KEEP InstructionSumber: JobSheet PLC Prodi D3 Teknik ElektronikaUniversitas Negeri Malang
a) Buat tombol START: Ketik C, masukkan addres 000 dan comment START
b) Buat instruksi KEEP: Ketik I, untuk mengeluarkan special instruction, lalu ketik KEEP(spasi) alamat_output. Contoh: KEEP
c) 10000, pada kotak dialog Edit Comment ketikkan OUT (lihat Gambar 3.27).
d) Pindahkan kursor di bawah tombol START, ketik C untuk membuat tombol RESET (STOP), kemudian ketikkan address
e) 0001, klik OK dan ketikkan RESET akhiri dengan klik OKf) Hasilnya seperti ditunjukkan pada Gambar 3.28.
Gambar 3.28 Ladder diagram dengan instruksi KEEP ketika sudah jadiSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang

56
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
2) TIMMERProgram timer pada PLC berfungsi untuk mengatur penyalaan output pada PLC sesuai kebutuhan. Sintak penulisan timmer adalah sebagai berikut.TIM spasi addres timmer spasi #waktuMisal TIM 0000 #300: artinya timmer 00 dengan seting waktu 300X 0,1 detik = 30 detik.Contoh Aplikasi: Lampu menyala selama 30 detik, kemudian mati. Cara membuat ladder adalah sebagai berikut:a) Buatlah ladder rangkaian start-stop lampu.b) Pindahkan kursor pada RUNG-1, buat kontak NO dengan alamat
100.00 (merujuk ke alamat OUTPUT)c) Membuat timmer: (Gambar 3.29)
(1) Ketikkan I, kemudian isikan TIM 0000 #300, klik OK(2) Pindahkan kursor pada baris 2. Hasilnya seperti ditunjukkan
pada Gambar 3.30.
Gambar 3.29. Penulisan Instruksi Timer, 30 detikSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri
Malang
Gambar 3.30 Ladder diagram penggunaan TimerSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri
Malang

57TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 3.31 Membuat kontak NC-Timmer seri dengan tombol STOPSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri
Malang
d) Tambahkan kontak NC-Timmer pada rangkaian stop seperti yang diperlihatkan pada gambar 3.31.(3) Tempatkan kursos di sebelah kanan tombol STOP(4) Ketik /, untuk membuat NC Timmer c. Masukkan addres T000,
klik OK.(5) Jika muncul edit Comment klik OK lagi. Hasilnya lihat Gb.
3.32.
Gambar 3.32 Pengunci Dengan Stop Manual-Otomatis Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri
Malang
3) UP COUNTERSecara makna, counter berarti penghitung. Pada PLC Omron, fungsi counter adalah untuk menghitung berapa kali masukan pada suatu sistem yang diinginkan. Sintak penulisan adalah sebagai berikut ini.CNT (spasi) alamat (spasi) #nilaicounter.Contoh CNT 0000 #3 Counter 00 akan aktif setelah diberi masukkan sebanyak tiga kali.Contoh aplikasi counterMenyalakan lampu setelah tombol ditekan 3 kali. Langkah membuat ladder adalah sebagai berikut ini.a) Pasang tombol START dengan addres 0000b) Pasang counter:
(1) Ketik I (new instruction)(2) Ketik CNT 0000 #3, klik OK (Gambar 3.32)(3) Ketikan komentar COUNTER 3X, klik OK

58
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 3.33. Mengatur CounterSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Gambar 3.34. Ladder setelah counter terpasangSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
c) Pasang tombol NO untuk RESET dengan adrres 001(1) Ketik C, masukkan addres 001 dan komentar RESET (Gambar
3.35)(2) Panjangkan garis dengan menekan tombol Ctrl dan panah
kanan
Gambar 3.35 Ladder setelah tombol RESET terpasang Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri
Malang

59TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
d) Masukkan ke output(1) Pasang tombol NO, berikan addres C0000b. Pasang Output,
berikan addres 10000 dan comment LAMP (Gambar 3.36)
Gambar 3.36 Program Counter lengkapSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri
Malang
(2) counter tersebut adalah ketika input 0.00 ditekan sebanyak 3 kali, maka counter C0000 akan aktif sehingga mengaktifkan output dengan alamat 100.00. Untuk membuat hitungan counter kembali ke 0, maka tombol RESET harus diaktifkan.
4) UP/DOWN COUNTERHampir sama dengan up counter, pada up/down counter juga berfungsi sebagai penghitung jumlah masukan. Akan tetapi dengan up/down counter, nilai masukan bisa ditambah maupun dikurangi secara berurutan. Cara memrogram up/down counter sama dengan up counter akan tetapi perintah CNT diganti dengan CNTR. Langkah pemrograman adalah sebagai berikut.a) Pasang tombol NO , beri address 000, dan comment COUNT UP
b. Pasang Counter Up/Down: Ketiikan I, masukkan CNTR 0000 #6 c. Pasang tombol NO, beri address 001, dan comment COUNT DOWN.
b) Pasang tombol NO, beri address 002, dan comment RESET.c) Pasang tombol NO, beri address C0000.d) Pasang coil NO, beri address 10000 dan comment LAMP.e) Hasilnya ditunjukkan pada (Gambar 3.37).

60
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 3.37 Ladder Up/Down CounterSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
5) CLOCK/PULSEPada PLC Omron, terdapat bit-bit khusus yang mempunyai fungsi-fungsi khusus. Salah satu bit khusus pada PLC omron adalah CLOCK/PULSE yang terus menerus akan berkedip selama dalam jeda waktu tertentu. Langkah pemrograman adalah sebagai berikut.a) Pasang tombol NO , beri address P kemudian tekan tombol panah
Down atau Up untuk menyeting waktu berkedip yang diinginkan:b) P_0_02s artinya mengahasilkan pulsa dengan lebar 0,02 detik c.
P_0_1s artinya mengahasilkan pulsa dengan lebar 0,1 detikc) P_1m artinya mengahasilkan pulsa dengan lebar 1 menit.
Ladder berikut merupakan contoh penggunaan PULSE untuk membuat lampu berkedip
Gambar 3.38 Contoh penggunaan instruksi PULSE untuk membuat lampu berkedipSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
6) DIFFERENTIAL UP (DIFU)Aplikasi kontrol ini berfungsi untuk meng ON kan output selama satu scan. Sintak penulisan instruksi DIFU adalah DIFU addres. Contoh program menggunakan DIFU seperti ditunjukkan pada Gambar 3.39.

61TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Cara kerjanya adalah sebagai berikut.a) Apabila tombol START ditekan maka output DIFU 600 akan on
dan kontak DIFU 600 akan hidup hanya sekejap walaupun tombol START ditekan lama.(1) Lampu 100.00 akan menyala.(2) Counter CNT01 akan menghitung #1
b) Apabila tombol START ditekan satu kali lagi maka output DIFU 600 akan on dan kontak DIFU 600 akan ON sekejap walaupun tombol START ditekan lama.(1) Counter CNT01 akan menghitung #2(2) NC dari Counter CNT01 akan membuka sehingga lampu mati(3) NO dari Counter CNT01 akan menutup sehingga mereset
Counter
Gambar 3.39 Instruksi DIFU untuk aplikasi start-stop lampu dengan satu tombol. Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri
Malang
7) DIFFERENTIAL DOWNDifferential Down atau DIFD adalah instruksi dari omron yang akan menyalakan output selama satu scan jika input berubah dari high ke low. Cara memrogramnya sama dengan DIFU, hanya saja DIFU diganti dengan DIFD.
8) COMPAREComparator digunakan untuk membandingkan masukan satu dengan masukan lain, atau masukan satu dengan nilai pembanding yang telah ditentukan. Instruksinya adalah CMP(spasi)data_1(spasi)data_2.Contoh: Menjalankan tiga buah pompa dengan prinsip kerja yang diinginkan adalah sebagai berikut:a) Pompa PUMP#1 akan bekerja jika nilai CNT000 lebih tinggi
dibanding nilai CNT001 (GT, Greater Than).b) Pompa PUMP#2 akan bekerja jika nilai CNT000 sama dengan
nilai CNT001 (EQ, Equal).c) Pompa PUMP#3 akan bekerja jika nilai CNT000 lebih rendah
dibanding nilai CNT001 (LT, Lower Than).

62
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
2. Proses Membuat Laddera. Pasang tombol START dengan addres 0.00, tombol STOP dengan addres
0.01. Internal Relay dengan addres 600, pengunci dengan addres 600 rung 0
b. Membuat Comparator (rung 1) adalah sebagai berikut.1) Pasang tombol NO dengan addres 600.2) Ketik I, kemudian masukkan CMP C0 C1, klik OK.3) masukkan CNT000, klik OK.4) masukkan CNT001, klik OK.5) Pasang cabang ke bawah (Ctrl + panah ke bawah).6) Pasang tombol NO, klik , kemudian pilih adres P_GT, klik OK.
Gambar 3.40. Edit ContactSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
7) Pasang new coil, beri address 100.00 dan comment PUMP#1.8) Pasang cabang ke bawah, tambahkan NO, pilih address P_EQ.9) Pasang new coil, beri address 100.01 dan comment PUMP#2.10) Pasang cabang ke bawah, tambahkan NO, pilih adress P_LT.11) Pasang new coil, beri address 100.02 dan comment PUMP#3.
c. Membuat Counter CNT000 (rung 2)1) Pasang tombol NO dengan addres 0.01 dengan comment COUNT1.2) Pasang counter CNT 0000 #4, dengan comment CNT0003) Pasang tombol RESET dengan addres 0.02 g.
d. Membuat Counter CNT000 (rung 3)1) Pasang tombol NO dengan addres 0.03 dengan comment COUNT1.2) Pasang counter CNT 0001 #4, dengan comment CNT001.3) Pasang tombol RESET dengan addres 0.02.

63TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 3.41. Program ComparSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
3. IL dan ILC (Inter Lock dan Inter Lock Clear)IL adalah singkatan dari Inter Lock sedangkan ILC adalah singkatan
dari Interlock Clear berfungsi untuk mengunci program. Biasanya IL dan ILC digunakan untuk tombol Emergency. Contoh program menggunakan IL dan ILC, pada gambar di bawah ada 5 network, IL dipasang pada network kedua ini berarti apabila tombol ss di hidupkan maka program yang berada pada network 3 tidak bisa dihidupkan sedangkan program pada network 1 masih bisa dihidupkan atau dengan kata lain apabila IL dihidupkan maka program yang berada antara IL dan ILC tidak bisa dihidupkan,setiap pemasangan IL harus dipasang juga ILC. Dan setiap mengakhiri program jangan lupa diakhiri dengan END(01). Contoh program dengan menggunakan software syswin 3.4.

64
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 3.42. Edit ContactSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Untuk membuat instruksi IL dan ILC, tekan huruf I pada keyboard lalu ketik IL/ILC pada kolom kemudian klik OK.
4. INTERNAL RELAYInternal Relay adalah general purpose relay yang ada di dalam PLC, tidak
dapat diakses secara langsung untuk digunakan sebagai input maupun output. Internal Relay adalah relay semu yang merupakan bit digital yang disimpan pada internal image register.
Semua PLC mempunyai internal relay akan tetapi penomeran dan jumlah maksimum yang diperbolehkan tergantung dari merek dan model PLC. Internal Relay adalah tool pemrograman yang sangat berharga bagi para programmer.
Internal relay memberi keleluasaan pada programmer untuk melaksanakan operasi internal yang lebih rumit tanpa memerlukan penggunaan biaya mahal untuk beberapa output relay. Dalam buku ini contoh penggunaan internal relay penulis memakai simbol IR dengan penomeran sbb, yaitu, 600-615.

65TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 3.43 contoh penggunaan internal relay.Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Cara membuat internal relay seperti membuat output, yang berbeda hanya alamatnya. Ketik huruf O, isikan addres, isikan comment, klik OK (lihat gambar 3.44)
Gambar 3.44 Membuat internal relay dengan addres 600Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
5. HOLDING RELAYHolding Relay adalah relay internal yang di pakai untuk menahan sistem
yang sedang bekerja ketika power supply off, misalnya jika sumber tegangan (listrik PLN) mati. Dengan adanya holding relay maka proses bisa tetap lanjut tidak mulai dari awal lagi.
Cara membuat instruksi Holding Relay (HR) seperti membuat output, berbeda hanya cara menulkiskan addresnya, tekan huruf O, isikan addres diawali dengan H, isikan comment. Gambar 3.45 menunjukkan contoh penggunaan Holding Relay yang digabung dengan Internal Relay.

66
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 3.45 Contoh penggunaan holding relay dan internal relay Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Tabel PengalamatanTabel pengalamatan adalah tabel yang berisi fungsi input-output dan alamat masing-masing fungsi tersebut. Tabel pengalamatan berguna untuk membantu programmer mengidentifikasi input dan output sehingga akan mempersingkat waktu pemrograman.Tabel 3.1. Pengalamatan Rangkaian Start-Stop dengan Pengunci (PLC Type CPM2A)
0.01 Innput STOP Tombol Push button NC
10.00 Output K1 Contactor Coil
Tabel 3.2. Pengalamatan Rangkaian Start-Stop dengan Pengunci (PLC Type CP1L-L)
Address Type Fungsi Keterangan
0.00 Input START Tombol Push button NO
0.01 Input STOP Tombol Push button NC
100.00 Output K1 Contactor Coil
Proses Membuat Ladder Diagram (PLC Omorn Tipe CP1L)
1. Membuat tombol START:a. Ketik C, membuat kontak NOb. Setelah muncul kotak dialog New Contack, ketikkan address 000, klik OKc. Ketik START, kemudian klik OK. ( lihat gambar 3.46)

67TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 3.46 Membuat tombol STARTSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
2. Membuat tombol STOP:a. Ketik/membuat kontak NCb. ketikkan addres 001, klik OKc. ketikkan STOP, klik OK ( lihat gambar 3.47)
Gambar 3.47 Hasil setelah START dan STOP dimasukkan Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
3. Membuat Coil K1:a. Ketik O membuat koil (output)b. Isikan address 10000, klik OK.c. Isikan komentar K1, klik OK (lihat Gambar 3.48)d. Maka akan dihasilkan satu baris ladder (RUNG) seperti ditunjukkan pada
gambar 3.49

68
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 3.48 Membuat Coil K1Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Gambar 3.49 Satu baris ladder (RUNG)Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
4. Membuat pengunci:a. Klik pada tombol START, kemudian pindahkan kursor di bawah tombol
start.b. Ketikkan W membuat Normally Open OR, gambar 3.50 c. Isikan 10000,
klik OKc. Isikan K1, klik OK.d. Hasilnya seperti ditunjukkan pada gambar 3.51.e. Simpan program tersebut dengan klik File-Save dan beri nama Rangkaian

69TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Pengunci Dasar.
Gambar 3.50. Membuat OR pada STARTSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Gambar 3.51 Diagram Ladder Pengunci Yang Sudah Jadi Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
5. Pemasangan Instalasi Kontrol Motor Listrik dengan Menggunakan Programmable Logic Control (PLC)a. Merancang Instalasi Pengasutan Motor Star-Delta dengan Menggunakan
PLCSebelum merancang Pengasutan motor dengan metode PLC ini, kita harus menentukan dulu perencanaan yang baik tentang device input dan output baik internal atau pun external dari PLC ini agar komponen serta PLC yang digunakan optimal dan tepat guna. Kolom pertama adalah device input, kolom kedua adalah controller dan kolom ketiga adalah device output.

70
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Tabel 3.3 Input/Output kendali star-delta
Keterangan:1) Device Input
Merupakan komponen eksternal dari PLC yang menjadi input sinyal logic dari PLC tersebut. Pada rancangan ini perangkat input terdiri dari: Push button start ( NO ) , Push button stop ( NC ) , Thermal Overload ( NC ). Sebenarnya anda sebagai perancang mempunyai wewenang penuh dalam menggunakan jenis device input ini memakai NO ataupun NC tetapi harus menyesuaikan dengan program ladder PLC yang dibuat. Pemilihan kondisi device input NO atau NC sangat disarankan sesuai dengan standar yang ada sama seperti yang kondisi yang terpasang pada metode konvensional meskipun tidak menutup kemungkinan anda keluar dari standar ini misalkan dikarenakan perangkat input external PLC yang tersedia terbatas hanya NO atau NC saja, maka bisa disiasati dengan mudah dengan mengubah ladder diagram PLC menyesuaikan kondisi device input tersebut.
2) ControllerMerupakan komponen internal dari PLC, berisi tentang ladder diagram yang terdiri dari internal relay dan timer. Internal relay yang gunakan adalah alamat input/output PLC Omron CPM 1A 10CDR. Pemilihan PLC ini disesuaikan dengan jumlah input dan output yang dibutuhkan yang bisa kita ketahui saat perencanaan dengan menggunakan tabel input/output yang sudah dijelaskan di atas. Adapun PLC CPM 1A yang gunakan dipilih yang mempunyai jumlah I/O = 10 buah, di mana Input = 6 buah ( alamat 0.00 s/d 0.05 ) dan output = 4 buah ( alamat 10.0 s/d 10.3 ). Semakin banyak jumlah I/O dalam sebuah PLC maka harga PLC tersebut semakin mahal. Berikut penampakan dari PLC yang dimaksud.

71TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 3.52. PLC Omron CPM 1A 10 I/OSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas
3) Device OutputMerupakan komponen eksternal dari PLC yang menjadi komponen penerima tegangan keluaran dari PLC hasil dari pengendalian program PLC yang dirancang. Perangkat output pada rancangan ini terdiri dari 3 coil kontaktor yang masing-masing merupakan: Coil kontaktor utama , Coil kontaktor star , Coil kontaktor delta. Coil ini akan langsung menerima tegangan output dari PLC sebesar tegangan kerjanya yaitu 220 VAC.
6. Ladder Diagram PLC Kendali Pengasutan Motor Star-DeltaLadder Diagram merupakan salah satu bentuk bahasa pemrograman
dari PLC. memilih bahasa ladder karena bahasa ini menurut lebih mudah dipahami dalam membandingkan dengan rangkaian kontrol konvensional sebagai rujukan perancangan. Berikut adalah ladder diagram dari kendali pengasutan motor star-delta dengan menggunakan pengalamatan PLC Omron CPM 1A.

72
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 3.53. Ladder diagram kendali pengasutan motor Star-deltaSumber: JobSheet PLC Prodi D3 Teknik Elektronika
Universitas Negeri Malang
Analisa aliran arus pun bisa dilakukan dengan teknik yang sama. Itulah salah satu kelebihan ladder diagram menurut, jadi tidak perlu membebani harus belajar teknik yang asing lagi, cukup pengembangan dari teknik sebelumnya.
Karena keterbatasan output dari PLC yang dipakai, untuk lampu indikator tidak agendakan masuk pada ladder diagram di atas. Dalam hal ini anda bisa mensiasatinya dengan cara memasang paralel dengan kontaktor motor selama arus antara lampu dan coil kontaktor tersebut nantinya masih dibatas arus yang diijinkan PLC. Jika ternyata lampu indikator tersebut menghasilkan arus melebihi batas dari yang diijinkan PLC silahkan siasati lagi menggunakan coil relay dari luar.
Untuk perangkat timer pada diagram kontrol konvensional, dengan sistem PLC tidak digunakan lagi karena timer tersebut sudah bisa digantikan perannya dengan timer program dari PLC. Pada Ladder PLC ini menggunakan jenis timer BCD ( Binary Coded Desimal ) 100 ms, agar penentuan waktu tidak perlu pusing konversi ke bilangan biner, anda bisa langsung menentukan berapa jumlah waktu yang diperlukan pada set value dalam angka desimal biasa kemudian dikalikan 100 mili second. Pada ladder ini kondisikan set value timer 300 x 100ms = 30 second, asumsi waktu yang diperlukan untuk dimulainya perpindahan hubungan belitan motor dari star ke delta.
Untuk menentukan set value timer ini sesuai dari percobaan dan kondisi lapangan ditempat anda. Ketika timer tersebut mendapatkan input tegangan/logic 1 maka timer akan mulai menghitung sesuai seting waktu yang sudah kita tentukan, dan ketika waktu timer sudah tercapai maka kontak dari timer akan berubah kondisi, dari NC menjadi open ataupun sebaliknya. Jadi prinsip kerja

73TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
timer PLC ini pada dasarnya sama dengan prinsip kerja komponen timer (TDR) yang dipakai pada sistem konvensional.
7. Prinsip Kerja Ladder PLC Pengasutan Motor Start-DeltaUntuk menjelaskan prinsip kerja dari ladder PLC Pengasutan motor star-delta ini, perhatikan kembali gambar di bawah ini
Gambar 3.54. Prinsip kerja pengasutan motor star-delta dengan PLC Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Untuk Ladder Stop dan OL pada program PLC dibuat kontak jenis NO, karena input dari luar posisi push button stop dan OL adalah tertutup (mengirim logic 1) maka saat dioperasikan kontak stop dan OL pada ladder diagram akan aktif (NO menjadi close).Network 1
Saat push button start dioperasikan maka kontak 0.00 pada ladder menjadi close mengirimkan logic 1 ke internal relay 10.00 (output menuju coil kontaktor utama motor) dan kontak relay dari 10.00 akan menjadi close dan mengunci aliran arus menuju internal relay 10.00 menjaga tetap aktif. Jadi posisi push button start dari luar pada kondisi ini sudah tidak berpengaruh lagi close ataupun open.Network 2Kontak 10.00 yang sebelumnya sudah dioperasikan di network 1 akan membuat internal relay 10.01 (output menuju coil kontaktor start) mendapat logic 1/aktif berbarengan dengan aktifnya timer TIM000. Timer akan langsung menghitung waktu sesuai dari set value yaitu sebanyak 30 second. Setelah waktu tercapai maka kontak timer TIM000 akan berubah kondisi, yang NC TIM000 menuju internal relay star 10.01 akan menjadi open sehingga hubungan belitan start motor akan non aktif.Network 3Kontak interlock dari internal relay star 10.01 posisi kembali ke NC karena internal relay 10.01 tersebut sudah Off terputus oleh kontak timer TIM000 di

74
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
network 2. Kontak NO timer TIM000 yang waktunya sudah tercapai berubah menjadi close dan mengirim tegangan/logic 1 ke internal relay 10.02 ( output menuju coil kontaktor delta ) dan kontak relay dari 10.02 akan menjadi close dan mengunci aliran arus menuju internal relay 10.02 menjaga tetap aktif. Jadi posisi kontak timer TIM000 pada kondisi ini sudah tidak berpengaruh lagi close ataupun open. Aktifnya internal relay 10.02 ini juga memutuskan kerja timer di network 2 karena posisi kontak NC dari 10.02 menjadi open sekaligus menjadi interlock untuk internal relay star 10.01. Jadi jika motor sudah posisi hubungan belitan star maka kontaktor bintang ataupun timer tidak bisa diaktifkan. Motor akan berhenti operasi jika push button stop ditekan atau OL terputus yang mengakibatkan internal relay 10.00 menjadi tidak aktif/ logic 0.NB: Untuk interlock dari star ke delta ataupun sebaliknya, selain interlock software bisa juga dilakukan interlock pada hardware yaitu pada perangkat kontak bantu NC kontaktor star dan delta sehingga jika terjadimerror pada perangkat software, perangkat interlock hardware masih bisa mengamankan star dan delta tidak masuk berbarengan pada kondisi tertentu. Instalasi bisa dilakukan dengan cara output yang menuju coil kontaktor star sebelumnya masuk ke kontak bantu NC delta terlebih dahulu, begitu juga output yang menuju coil kontaktor delta sebelumnya masuk ke kontak bantu NC star terlebih dahulu. Dalam contoh wiring yang sampaikan hanya sebatas interlock software, silahkan anda untuk berkreasi sendiri.
8. Wiring Diagram PLC Kendali Pengasutan Motor Star-DeltaBerikut ini adalah wiring diagram atau diagram pengawatan dari pengasutan motor star-delta menggunakan PLC Omron CPM 1A 10CDR.
Gambar 3.55. Wiring PLC pengasutan motor star-delta Sumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang

75TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
SoalPengoperasian motor listrik 3 fasa yang berdaya besar tidak bias kita pasang secara langsung untuk operasionalannya. Hal ini seorang teknisi harus bisa mengantisipaai supaya motor tersebut bisa berkerja sesuai dengan harapan.Gambarkan wiring diagram atau diagram pengawatan dari pengasutan motor star-delta menggunakan PLC Omron CPM 1A 10CDR!PembahasanGambarkan wiring diagram atau diagram pengawatan dari pengasutan motor star-delta menggunakan PLC Omron CPM 1A 10C.
Gambar 3.60. Wiring PLC pengasutan motor star-deltaSumber: JobSheet PLC Prodi D3 Teknik Elektronika Universitas Negeri Malang
Pengenalan CX-Programmer
CX-Programmer merupakan software khusus untuk memprogram PLC buatan OMRON. CX Programmer ini sendiri merupakan salah satu software bagian dari CX-One. Dengan CX-Programmer ini kita bisa memprogram aneka PLC buatan omron dan salah satu fitur yang saya suka yaitu adanya fitur simulasi tanpa harus terhubung dengan PLC, sehingga kita bisa mensimulasikan ladder yang kita buat, dan simulasi ini juga bisa kita hubungkan dengan HMI PLC Omron yang telah kita buat dengan menggunakan CX-Designer (bagian dari CX-One).Berikut tampilan dari CX-Programmer saat pertama kali dibuka.
CAKRAWALA
CONTOH SOAL

76
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
Gambar 3.56. Tampilan CX-Programmer Pertama dibukaSumber: https://www.musbikhin.com/pengantar-cx-programmer-seri-belajar-plc/
Untuk memulai menggunakan CX-Programmer ini yaitu pada menu pilih file new atau bisa langsung pada toolbar klik gambar kertas putih untuk memulai membuat project baru, kalo untuk membuka file project yang sudah dibuat sebelumnya yaitu pilih file open atau pada toolbar pilih gambar disamping kertas putih maka akan muncul tampilan berikut ini.
Gambar 3.57. Membuat Dokument BaruSumber: https://www.musbikhin.com/pengantar-cx-programmer-seri-belajar-plc/
CAKRAWALA

77TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
Setelah memilih tipe PLC yang akan digunakan, misalnya PLC CJ1M dan Network type yang akan digunakan yaitu Toolbus untuk setting lebih dalam bisa diklik setting, kemudian klik OK maka akan tampil tampilan berikut:
Gambar 3.58. Dokumen Baru DibuatSumber: https://www.musbikhin.com/pengantar-cx-programmer-seri-belajar-plc/
Keterangan detail untuk tampilan tersebut yaitu sebagai berikut.
Gambar 3.59. Keterangan Detail Tampilan CX-ProgrammerSumber: https://www.musbikhin.com/pengantar-cx-programmer-seri-belajar-plc/
CAKRAWALA

78
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
1. Mode PROGRAM digunakan untuk membuat program atau membuat modifikasi atau perbaikan ke program,
2. Mode MONITOR digunakan untuk mengubah nilai setting dari counter dan timer ketika
3. PLC sedang beroperasi.4. Mode RUN Digunakan untuk mengoperasikan/menjalankan program yang
telah kita buat tanpa dapat mengubah nilai setting timer dan counter input password dengan menekan tombol CLR dan MONTR.
5. Memori PLC akan dihapus setelah menekan tombol berikut:
6. CX-Programmer adalah sofware aplikasi berbasis Windows. Oleh karena itu mengaktifkannya mirip dengan software berbasis Windows lainnya
7. Program timer pada PLC berfungsi untuk mengatur penyalaan output pada PLC sesuai kebutuhan fungsi counter adalah untuk menghitung berapa kali masukan pada suatu sistem yang diinginkan
Untuk menambah wawasan lebih jauh mengenai Instalasi Kontrol Motor Dengan Menggunakan Consule Dan Cx-Programmer Pada Programmable Logic Control (PLC), kalian juga dapat mempelajari secara mandiri dengan menggunakan internet. Salah satu website yang dapat kalian kunjungi untuk menambah informasi tentang Kontrol Motor Dengan Menggunakan Consule Dan Cx-Programmer Pada Programmable Logic Control (PLC) adalah sebagai berikut ini.
Sumber: https://www.youtube.com/watch?v=n3GrAIJYY4Q&feature=youtube
JELAJAH INTERNET
RANGKUMAN

79TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
1. Sebutkan 2 jenis cara memasukkan program kendali kedalam Programmable Logic Contrrolerr!
2. Gambarkan Diagram Ladder untuk 2 buah Motor Listrik I fasa secara bekerja secara bergantian!
3. Berikan penjelasan cara menghapus program kendali pada PLC dengan menggunakan Consule!
4. Jelaskan kelebihan CX Program jika dibandingkan dengan Consule saat memasukkan program ladder pada Programmable Logic Controlerr!
5. Tuliskan tabel mnemonic untuk Diagram Ladder 2 motor listrik I fasa bekerja secara berurutan!
Buat kelompok pada tugas ini, setiap kelompok terdiri dari 2 orang siswa!1. Buat diagram ladder motor listrik 3 fasa bekerja Star Delta!2. Buat bahasa mnemonic ladder motor listrik 3 fasa bekerja Star Delta!3. Buat program motor listrik 3 fasa bekerja Start Delta dengan CX-Programmer!4. Buat program dua buah motor listrik 3 fasa bekerja secara berurutan
dengan CX-Programmer (motor 1 bekerja setelah itu baru motor 2 bekerja, untuk mematikan kedua motor tersebut tekan tombol off)!
5. Buat program satu buah motor listrik satu fasa bekerja secara dua arah putaran dengan CX-Programmer!
TUGAS MANDIRI
PENILAIAN AKHIR BAB

80
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
Pada bab ini aku telah mempelajari tentang: Sistem Operasional Programmable Logic Control (PLC), Membuat Program Programmable Logic Control (PLC) dengan Console, Membuat Program Programmable Logic Control (PLC) dengan CX Program.Materi yang telah aku pahami maupun yang belum aku pahami, aku akan beri tanda centang pada kolom di bawah ini. Aku juga akan bertanya bapak atau ibu guru jika ada materi yang belum aku pahami.
No. Pernyataan
Pemahaman
Paham Tidak paham
1 Sistem Operasional Programmable LogicControl (PLC),
2 Membuat Program Programmable LogicControl (PLC) Dengan Console,
3Membuat Program Programmable Logic
Control (PLC) Dengan CX Program
REFLEKSI

81TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
PENILAIAN AKHIR SEMSETERGASAL
PETUNJUK UMUM:1. Tulislah terlebih dahulu data diri anda pada lembar jawab yang telah
disediakan!2. Kerjakanlah terlebih dahulu soal-soal yang kamu anggap mudah!
3. Semua pekerjaan dikerjakan di lembar jawab yang disediakan sesuai dengan petunjuk mengerjakan!
4. Apabila terdapat jawaban yang salah, dan ingin diadakan pembetulan, dapat dilakukan dengan cara memberi tanda dua garis sejajar pada jawaban yang salah, kemudian berilah tanda silang pada jawaban yang kamu anggap benar.Contoh: -Jawaban salah : a b c d e -Dibetulkan menjadi : a b c d e
5. Periksalah pekerjaanmu sebelum diserahkan kepada pengawas!A. SOAL PILIHAN GANDA1. Yang termasuk bit kerja adalah bit yang .....
A. terdapat pada output PLCB. terdapat pada input PLCC. tidak terdapat pada output PLCD. merupakan bit output tapi tidak ada di terminal outputE. adanya diluar bit output
2. Yang bukan termasuk peralatan input kendali PLC adalah....A. tombolB. saklarC. sensorD. photo electrikE. lampu
3. Yang bukan peralatan output kendali PLC adalah....A. lampuB. coilC. motor listrikD. tombolE. solenoid
4. Untuk menyimpan program yang kita buat kedalam PLC agar tidak hilang walaupun power suply dimatikan dan dapat di edit dalam PLC set up kita gunakan....A. programB. monitorC. runD. transfer to PLCE. monitoring
PENILAIAN AKHIR SEMESTER GASAL

82
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENILAIAN AKHIR SEMSETERGASAL
5. Fungsi KEEP pada fasilitas PLC untuk ....A. menahan status suatu bitB. menghubungkan status bitC. menghitung bitD. mengukur input bitE. memindahkan bit
6. Pada mode apa yang digunakan untuk me-download program dan data ke PLC ….A. mode monitorB. mode runC. mode onD. mode stopE. mode edit
7. Fasilitas yang berfungsi menyimpan data bit agar tidak hilang walaupun sumber daya listrik dimatikan adalah ....A. ARB. LRC. SRD. DME. HR
8. Jika PLC mempunyai I/ O 20 berarti banyaknya kontak ( bit ) input dan output sebanyak ....A. 10 dan 10B. 12 dan 8C. 14 dan 6D. 16 dan 4E. 18 dan 2
9. Yang termasuk bit kerja adalah bit yang .....A. terdapat pada output PLCB. terdapat pada input PLCC. tidak terdapat pada output PLCD. merupakan bit output tapi tidak ada di terminal outputE. adanya diluar bit output
10. Yang bukan termasuk peralatan input kendali PLC adalah....A. tombolB. saklarC. sensorD. photo electrikE. lampu

83TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
PENILAIAN AKHIR SEMSETERGASAL
11. Yang bukan peralatan output kendali PLC adalah....A. lampuB. coilC. motor listrikD. tombolE. solenoid
12. Untuk menyimpan program yang kita buat kedalam PLC agar tidak hilang walaupun power suply dimatikan dan dapat di edit dalam PLC set up kita gunakan....A. programB. monitorC. runD. transfer to PLCE. monitoring
13. Tiga bagian pokok dari PLC adalah ....A. Pemroses, memori dan input/ outputB. Input, output dan pemrosesC. Memori, input dan outputD. Memori, pemroses dan inputE. Memori, pemroses dan output
14. Tegangan input PLC menggunakan tegangan ....A. 12 VacB. 12 VdcC. 24 VacD. 24 VdcE. 100 Vdc
15. Untuk output PLC type CDR-A dapat digunakan tegangan ....A. dc atau acB. 24 VdcC. 220 VacD. 12 s.d 220 Vdc ataupun acE. 12 s.d 220 Vac
16. Fungsi counter pada fasilitas PLC berfungsi untuk ....A. menghitung naikB. mengukur waktuC. mengakhiri programD. menyimpan programE. menghitung turun

84
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENILAIAN AKHIR SEMSETERGASAL
17. Fungsi KEEP pada fasilitas PLC untuk ....A. menahan status suatu bitB. menghubungkan status bitC. menghitung bitD. mengukur input bitE. memindahkan bit
18. Berikut ini elemen pemrograman dalam keadaan komputer terhubung denan PLC, kecuali ....A. setup hubunganB. menghapus program saat onlineC. download program dan eksekusiD. mengedit program saat onlineE. mengedit area memory PLC
19. Pada mode apa yang digunakan untuk me-download program dan data ke PLC ….A. mode monitorB. mode runC. mode onD. mode stopE. mode edit
20. Untuk mentransfer program dari komputer ke PLC, menggunakan perintah ….A. uploadB. downloadC. save asD. editE. save
21. Berikut ini instruksi-instruksi dasar pada diagram ladder, kecuali....A. downloadB. ANDC. ORD. ANDNOTE. ORNOT
22. Untuk memprogram PLC dapat digunakan ..........bahasa pemogramanA. 1B. 2C. 3D. 4E. 5

85TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
PENILAIAN AKHIR SEMSETERGASAL
23. Jika PLC mempunyai I/O 20 berarti mempunyai bit input sebanyak....A. 6B. 8C. 10D. 12E. 14
24. Dari gambar soal nomor 32, Lampu akan menyala ( ON ) jika..A. I03 dan I04 OFB. I03 dan I04 ONC. I03 ON dan I04 OFD. I03 OF dan I04 ONE. I03 ON kemudian I04 di ON lalu di OF
25. Tranduser dalam sistem PLC berfungsi....A. Mengubah sinyal listrik menjadi besaran listrik.B. Mengubah suatu besaran listrik menjadi sinyal listrik.C. Mengubah besaran listrik menjadi analog listrik.D. Mengubah besaran listrik menjadi satuan listrik.E. Mengubah energi listrik menjadi besaran listrik.
26. Sistem kontrol loop terbuka mempunyai karakteristik...A. Mempunyai umpan balik untuk mengkoreksi outputnya.B. Tidak mempunyai peralatan output.C. Tidak mempunyai umpan balik untuk mengkoreksi outputnya.D. Tidak mempunyai peralatan input.E. Tidak memiliki bagian proses.
27. Yang dimaksud feedback adalah....A. Sistem masukan keoutput agar dihasilkan output yang tepat.B. Bagian yang memberi masukan pada rangkaian pemroses agar bekerja.C. Bagian dari output yang memberi masukan keinput.D. Bagian pemroses yang memberikan masukan terhadap gangguan.E. Gangguan yang memberi masukan kepada pemroses.

86
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENILAIAN AKHIR SEMSETERGASAL
28. Bagian yang mengkomunikasikan antara CPU, I/O dan memori disebut...A. Bus systemB. Logika systemC. Data systemD. Memory systemE. Rel system
29. Data bus dalam CPU berfungsi untuk...A. Menerima dan mengirimkan informasi.B. Menetapkan alamat dan membuka komunikasi.C. Tukar menukar informasi.D. Memberikan masukan input.E. Menghasilkan output.
30. Dipasaran PLC ada 2 jenis antara lain jenis compact artinya...A. PLC mempunyai output terpisah.B. PLC mempunyai input terpisah.C. PLC mempunyai input dan output terpisah.D. PLC mempunyai I/O sudah menjadi satu dengan CPU.E. PLC mempunyai power suply terpisah.
SOAL ESSAY 1. Sebutkan kelebihan penggunaan PLC pada rangkaian kontrol kendali motor listrik
bila di bandingkan dengan rangkaian kontrol kendali manual!2. Gambarkan lambang instruksi Load (LD) pada perintah dasar PLC!3. Berikan penjelasan Bus Bar pada Ladder Diagram dari Programmable Logic
Controlerr!4. Jelaskan kelebihan CX Program jika dibandingkan dengan Consule saat
memasukkan program ladder pada Programmable Logic Controlerr!5. Tuliskan tabel mnemonic untuk diagram ladder 2 motor listrik 1 fasa bekerja
secara berurutan!

87TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
VFD, Inverter, Motor Listrik
Setelah mempelajari Variable Frequency Drive (VFD), peserta didik dapat, pengetahuan umum mengenai Variable Frequency Drive (VFD), komponen Variable Frequency Drive (VFD), sistem Variable Frequency Drive (VFD), gambar kerja instalasi motor listrik berbasis Variable Frequency Drive (VFD).
TUJUAN PEMBELAJARAN
KATA KUNCI
BAB IVVARIABLE FREQUENCY DRIVE (VFD)
PETA KONSEP
Pengetahuan Umum mengenai
Variable Frequency Drive (VFD)
Komponen Variable
Frequency Drive (VFD)
Sistem Variable
Frequency Drive (VFD)
Gambar Kerja Instalasi Motor Listrik Berbasis
Variable Frequency Drive (VFD)
Variable Frequency Drive (VFD)
BAB IV VARIABLE FREQUENCY DRIVE (VFD)

88
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENDAHULUAN
Penggunaan motor induksi di industri semakin banyak mengingat kesederhanaan konstruksi, keamanan terhadap lingkungan dan kemudahan perawatannya jika dibandingkan dengan motor DC. Kelebihan motor DC adalah kemudahan metode pengendaliannya yang memungkinkan pengaturan kecepatan dan juga torsi secara bersamaan di mana hal tersebut selama ini belum bisa dilakukan bila menggunakan motor induksi. Berkembangnya teknologi semikonduktor maka dewasa ini mendorong berkembangnya peralatan pengatur kecepatan motor induksi dengan menggunakan inverter yang biasa disebut Variable Speed Drive (VSD) tetapi karena metode pengendaliannya dilakukan dengan mengatur tegangan dan frekuensi secara bersamaan maka device semacam ini disebut Variable Voltage Variable
Gambar 4.1 2.2KW 3PH 380V VFD Inverter VFD Drive Variabel Frekuensi Drive Sumber: https://sea.banggood.com/2_2KW-3PH-380V-VFD-Inverter-VFD-Drive-Variable-Frequency-Drive-For-
Motor-Speed-Control-p-1237114.html
MATERI PEMBELAJARAN
A. PENGETAHUAN UMUM MENGENAI VARIABLE FREQUENCY DRIVE (VFD)1. Variabel Speed Drive
Variabel speed drive atau variabel frekuensi drive adalah suatu alat yang digunakan untuk mengendalikan kecepatan motor listrik (AC) dengan mengontrol frekuensi daya listrik yang dipasok ke motor. Variabel frekuensi drive semakin popular karena kemampuannya untuk mengontrol kecepatan motor induksi. VSD mengontrol kecepatan motor induksid engan mengubah frekuensi dari grid untuk nilai disesuaikan pada sisi mesin sehingga memungkinkan motor listrik dengan cepat dan mudah menyesuaikan kecepatan dengan nilai yang diinginkan. Dua fungsi utama dari variabel frekuensi drive adalah untuk melakukan konversi listrik dari satu frekuensi ke yang lain, dan untuk mengontrol frekuensi keluaran.
Aplikasi VSD digunakan dari mulai peralatan kecil sampai peralatan besar, yaitu pengaturan pabrik tambang, kompresor dan sistem ventilasi untuk bangunan besar. Selain itu VSD juga digunakan pada pompa, konveyor dan

89TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
alat pengendali mesin. Penggunaan variabel frekuensi drive pada motor dapat menghemat energi sehingga mengurangi biaya listrik.
Pada dasarnya ada tiga cara pengaturan speed melalui VSD yaitu pengaturan secara mekanik, hidraulik dan elektrik. Khusus untuk pengaturan secara elektrik dilakukan dengan cara mengatur frekuensi supply arus yang masuk ke motor, oleh karena itu pengaturan dengan cara ini lebih dikenal dengan nama VFD (Variable Frequency Drive).
2. Keuntungan VFDa. Energy Saving
Untuk sistem pompa sentrifugal, kita mengenal adanya prinsip dasar hukum afinitas, yaitu sebagai berikut ini.1) Volume flow berbanding lurus dengan kecepatan putar2) Pressure berbanding lurus dengan kuadrat dari kecepatan putar, dan3) Input power (daya) berbanding lurus dengan pangkat tiga dari
kecepatan putarBerdasarkan hukum afinitas tersebut, maka pengaturan kecepatan
putar sesuai variasi beban akan sangat signifikan mengurangi daya yang dibutuhkan untuk melakukan kerja tersebut dengan perbandingan hingga pangkat tiganya.
Kita ambil contoh, jika suatu pompa akan digunakan untuk mengalirkan volume flow 50% dari range kerja normalnya, maka kita bisa mengatur kecepatan putar pompa tersebut dengan mengurangi setara 50% kecepatan putar normal. Dengan kecepatan yang berkurang sebesar 50% atau ½ dari kecepatan normal, maka daya yang dibutuhkan adalah hanya sebesar 1/8 dari daya normal, yang artinya penghematan yang dilakukan adalah sebesar 7/8 kali dari daya normal.
b. Mengurangi mechanical stressVFD dapat digunakan sebagai salah satu metode soft starter untuk
melakukan start motor. Dengan adanya soft starter dapat mengurangi adanya tekanan pada isolasi motor akibat munculnya arus yang tinggi pada saat motor di-start, sehingga secara jangka panjang dapat meningkatkan reliability terhadap isolasi motor. Dengan adanya VFD, ketika motor di-start maka motor tidak akan langsung berputar ke frekuensi kerja normalnya, tetapi berjalan pelan mulai dari frekuensi rendah dan secara bertahap secara halus dinaikkan oleh VFD ke frekuensi yang lebih tinggi hingga mencapai frekuensi normalnya. Selain VFD ada beberapa metode yang lain yang dapat dipakai sebagai soft starter
c. Meningkatkan Power FactorBerdasarkan hasil riset, dengan menggunakan VFD maka dapat
memperbaiki power factor sistem kelistrikan ke motor mulai 0.9 hingga mendekati unity power factor tergantung dari range kecepatan dan teknologi peralatan yang digunakan untuk penyearahnya.
Namun selain memiliki kelebihan di atas, penggunaan VFD juga akan memberikan efek negatif terhadap sistem seperti munculnya harmonisa pada tegangan supply karena metode switching/on-off yang digunakan, serta efek lain seperti acoustic noise dan motor derating.

90
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
3. Skematik topologi VFD
Gambar 4.2 2.2 KW 3PH 380V VFD Inverter VFD Drive Variabel Frekuensi DriveSumber: http://pabriksetrum.blogspot.com/2014/10/variable-frequency-drive-vfd.html
B. KOMPONEN VARIABLE FREQUENCY DRIVE (VFD)1. Rectifier
Rectifier (Penyearah Gelombang) adalah suatu bagian dari rangkaian catu daya atau power supply yang berfungsi sebagai pengubah sinyal AC (Alternating Current) menjadi sinyal DC (Direct Current). Rangkaian rectifier atas penyearah gelombang ini pada umumnya menggunakan dioda sebagai komponen utamanya. Hal ini dikarenakan dioda memiliki karakteristik yang hanya melewatkan arus listrik ke satu arah dan menghambat arus listrik dari arah sebaliknya. Jika sebuah dioda dialiri arus bolak-balik (AC), maka dioda

91TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
tersebut hanya akan melewatkan setengah gelombang, sedangkan setengah gelombangnya lagi diblokir. Untuk lebih jelas lihat gambar di bawah ini.
Gambar 4.3 RectifierSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
2. InverterInverter merupakan rangkaian elektronika daya yang berfungsi sebagai
pengubah arus searah (DC) menjadi arus bolak-balik (AC) dengan menggunakan metode switching dengan frekuensi yang dapat diatur. Tegangan bolak-balik yang dihasilkan berbentuk gelombang persegi dan pada pemakaian tertentu diperlukan filter untuk menghasilkan bentuk gelombang sinus.
Umumya suatu inverter terdiri dari rangkaian jembatan thryristor dan rangkaian pengaturan penyalaan. Rangkaian pengaturan penyalaan digunakan untuk mengatur tegangan dan frekuensi yang dihasilkan inverter. Perioda pulsa yang memacu thyristor akan menentukan frekuensi yang dihasilkan, sedangkan tegangan efektifnya ditentukan oleh lebar pulsa tersebut.
Prinsip kerja dari sebuah inverter adalah dengan menggabungkan sebuah rangkaian multivibrator yang dihubungkan dengan sebuah transformator penaik tegangan (Step Up). Inverter dapat digunakan untuk mensuplai beban dengan tegangan AC dengan daya yang disesuaikan dengan daya tegangan DC yang tersedia. Contoh penggunaan inverter dapat digunakan untuk rangkaian UPS (Uninterrupted Power Supply) untuk suplai tegangan listrik bila terjadi pemutusan listrik dari PLN dengan tiba-tiba.
Gambar 4.4 Prinsip Kerja InverterSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Rangkaian di atas adalah prinsip kerja dari inverter. Bila posisi sakelar yang On.a. S1 dan S2 + VDCb. S3 dan S4 -VDCc. S1 dan S3 0d. S2 dan S4 0

92
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Jika posisi saklar ada pada posisi 1, maka R akan dialiri listrik dari arah kiri ke kanan. Jika saklar pada posisi ke dua, maka R akan mendapatkan aliran listrik dari arah kanan ke kiri, inilah prinsip arus bolak balik (AC) pada satu perioda yang merupakan gelombang sinus setengah gelombang pertama pada posisi positif dan setengah gelombang kedua pada posisi negatif. Prinsip kerja dari inverter dapat dijelaskan dengan menggunakan 4 saklar seperti ditunjukkan pada gambar 2.3 . Bila sakelar S1 dan S2 dalam kondisi on maka akan mengalir aliran arus DC ke beban R dari arah kiri ke kanan, jika yang hidup saklar S3 dan S4 maka akan mengalir aliran arus DC ke beban R dari arah kanan ke kiri. Inverter dapat diklasifikasikan menjadi dua macam yaitu inverter 1 fasa dan inverter 3 fasa.
Kualitas inverter merupakan penentu dari kualitas daya yang dihasilkan oleh suatu sistem. Sistem inverter yang membangun sebuah sistem biasanya disesuaikan dengan beban kritis yang akan diaplikasikan. Pada dasarnya sistem inverter yang digunakan tidaklah menjadi masalah yang serius jika beban kritisnya masih berupa komputer saja tetapi ketidaksesuaian karakteristik inverter pada beban tertentu dapat menyebabkan sebuah sistem berhenti bekerja.
Tugas utama dari sebuah inverter adalah mengubah tegangan DC dari rangkaian rectifier-charger menjadi tegangan AC yang berupa sinyal sinus setelah melalui pembentukan gelombang dan rangkaian filter. Tegangan output yang dihasilkan harus stabil baik amplitudo tegangan maupun frekuensi tegangan yang dihasilkan, distorsi yang rendah, tidak terdapat tegangan transien serta tidak dapat diinterupsi oleh suatu keadaan.a. Memilih inverter
Setiap penggunaan motor AC di industri memiliki pemilihan FVD (inverter) yang berbeda-beda tergantung pengaplikasiannya. Ada beberapa kriteria umum yang digunakan ketika akan memilih inverter yaitu sebagai berikut.1) Pengaplikasian motor tersebut di industri seperti contoh motor
pompa, fan, blower, HVAC, conveyor, crane, compressor, lift, dan lain sebagainya.
2) Jenis motor yang meliputi motor induksi, permanen magnet motor, servo, dan motor khusus lainnya.
3) Kapasitas dari motor dalam kW atau HP (Horse Power)4) Tegangan rating dari motor 200 V (200-280 V) atau 400 V (380-
480V) atau MV (Medium Voltage)5) Rating arus dari motor
b. Jenis -Jenis Inverter 1) Variable voltage inverter (VVI)
Jenis inverter ini menggunakan konverter jembatan SCR untuk mengubah tegangan input AC ke DC. SCR adalah komponen elektronika daya yang memiliki kemampuan untuk mengatur nilai tegangan DC mulai dari 0 hingga mendekati 600 VDC. Induktor L1 sebagai choke dengan kapasitor C1 membentuk bagian dengan istilah DC-link yang membantu memperhalus kualitas tegangan DC hasil konversi. Bagian

93TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
inverter sendiri terdiri dari kumpulan device penyaklaran seperti: thyristor, transistor bipolar, MOSFET, atau IGBT. Gambaran berikut menunjukkan inverter yang menggunakan transistor bipolar. Pengatur logika, biasanya dalam bentuk kartu elektronik, yang memiliki komponen utama sebuah mikroprosesor akan mengatur kapan waktu transistor-transistor inverter hidup atau mati untuk menghasilkan tegangan dan frekuensi yang bervariasi untuk dilanjutkan ke motor sesuai bebannya.
Gambar 4.5 Variable voltage inverter (VVI)Sumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Tipe inverter ini menggunakan enam langkah untuk menyelesaikan satu putaran 360°(6 langkah masing-masing 60°). Oleh karena hanya enam langkah, inverter jenis ini memiliki kekurangan yaitu torsi yang pulsatif (peningkatan/penurunan nilai yang mendadak) setiap penyaklaran terjadi. Dan ini dapat ditemui pada operasi kecepatan rendah seiring variasi putaran motor. Istilah teknis dari putaran yang bervariasi ini adalah cogging. Selain itu, bentuk gelombang sinyal keluaran yang tidak sinusoidal sempurna mengakibatkan pemanasan berlebih di motor yang mengakibatkan motor mesti dijalankan di bawah nilai rating-nya.
2) Current source inverter (CSI)Jenis inverter satu ini menggunakan SCR untuk menghasilkan
tegangan DC-link yang bervariasi untuk suplai ke bagian inverter yang juga terdiri dari SCR untuk menyaklarkan keluaran ke motor. Beda dengan VVI yang mengontrol tegangan, CSI justru mengontrol arus yang akan disuplai ke motor. Karena inilah pemilihan motor haruslah hati-hati agar cocok dengan drive. Berikut gambaran sederhana inverter sumber arus.

94
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 4.6 Current source inverter (CSI)Sumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Percikan arus akibat proses penyaklaran dapat dilihat pada keluaran jika kita mengukurnya menggunakan osciloscope. Pada kecepatan rendah sifat arus yang pulsatif dapat mengakibatkan motor tersendat ‘cog‘.
3) Pulse width modulationTeknik penyaklaran satu ini memberikan output yang lebih
sinusoidal dibandingkan dua jenis inverter sebelumnya. Drive yang menggunakan PWM terbukti lebih efisien dan memberikan tingkat performa yang lebih tinggi. Sama seperti VVI, sebuah PWM juga terdiri atas rangkaian konverter, DC link, control logic, dan sebuah inverter. Biasanya konverter yang digunakan adalah tipe tidak terkontrol (dioda biasa) namun juga ada yang menggunakan setengah terkontrol atau kontrol penuh. Perhatikan gambar sebuah PWM berikut ini.
Gambar 4.7 PWM DriveSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Untuk bagian inverter, rangkaian PWM di atas menggunakan divais elektronika daya “Insulated Gate Bipolar Transistor” (IGBT ). IGBT

95TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
memiliki kemampuan penyaklaran yang sangat tinggi hingga ribuan kali perdetik di mana dapat aktif kurang dari 400 nano detik dan mati dalam waktu 500 nano detik. IGBT dibangun oleh sebuah gate, kolektor, dan emiter. Saat gate diberikan tegangan positif (biasanya +15VDC), arus akan mengalir melalui kolektor dan emiter. IGBT akan mati saat tegangan positif dihilangkan dari gate. Selama kondisi mati, tegangan gate IGBT akan ditahan pada nilai tegangan negatif yang kecil sekitar -15V VDC untuk mencegah agar tidak hidup dengan sendirinya.
Gambar 4.8 Insulated Gate Bipolar Transistor Sumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Berikut gambaran gelombang keluaran inverter PWM.
Gambar 4.9 PWM WaveformSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Sebagai catatan, amplituda tegangan dapat kita mainkan dengan mengatur durasi hidupnya. Untuk frekuensi rendah yang membutuhkan tegangan rendah, durasi ini akan diperpendek hingga pembentukan arus dan tegangan motor akan lambat. Dengan memperpanjang durasi penyaklaran, pembentukan arus dan tegangan akan cukup lama hingga mencapai nilai yang maksimal dibandingkan waktu yang lebih pendek.
Dengan banyaknya inverter akan menghasilkan step yang lebih halus sehingga fungsi filter dapat diminimalisasikan. Penggunaan inverter dengan tipe ini jarang dipakai untuk aplikasi komputer tetapi biasanya digunakan untuk aplikasi 3 fasa dengan kapasitas daya yang besar. Walaupun demikian kelemahan sistem inverter ini adalah dengan banyaknya inverter yang digunakan akan menghasilkan

96
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
sinyal sinus yang baik namun biaya yang dibutuhkan untuk membuat inverter ini menjadi berlipat-lipat tergantung dari jumlah inverter yang digunakan.
Yang menjadi titik berat pada tipe inverter ini adalah pada bagian osilator dan kontrolnya karena pada bagian ini akan menghasilkan trigger-trigger bagi SCR-SCR yang berfungsi sebagai inverter tersebut dengan perioda yang disesuaikan antara yang satu dengan yang lainnya sehingg dapat membentuk sinyal stair case up/down dengan frekuensi yang sesuai dengan frekuensi yang dinginkan.
C. SISTEM VARIABLE FREQUENCY DRIVE (VFD) PRINSIP KERJA VARIABLE SPEED DRIVE
Gambar 4.10 Prinsip Kerja VSDSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Prinsip kerja dari variabel speed drive yang sederhana adalah sebagai berikut ini.1. Tegangan yang masuk dari jala-jala 220/380 volt dan frekuensi 50 Hz
merupakan tegangan arus bolak-balik (AC) dengan nilai tegangan dan frekuensi yang konstan. Kemudian tegangan dan frekuensi yang masuk dialirkan ke board Rectifier/ penyearah DC, dan ditampung ke kapasitor bank.
2. Untuk meratakan tegangan DC, maka tegangan dimasukkan ke DC link.3. Komponen yang terdapat pada DC link berupa kapasitor atau induktor.4. Tegangan DC kemudian diumpankan ke board inverter untuk dijadikan AC
kembali dengan frekuensi sesuai kebutuhan. Jadi dari DC ke AC yang komponen utamanya adalah semikonduktor aktif seperti IGBT. Dengan menggunakan frekuensi carrier (bisa sampai 20 kHz), tegangan DC dicacah dan dimodulasi sehingga keluar tegangan dan frekuensi yang diinginkan.
A. Gambar Kerja Instalasi Motor Listrik Berbasis Variable Frequency Drive (VFD)1. Pengontrolan Variable Speed Drive
Kontrol start/stop pada pengendalian Variable Speed Drive dapat direalisasikan dalam beberapa cara yaitu sebagai berikut.a. Pengontrolan dengan sistem manual b. Pengontrolan dengan sistem
otomatisPengontrolan Variable speed drive manual ini dapat dilakukan
dengan tombol tekan start dan stop yang dihubungkan dengan cara penggawatan langsung pada terminal control inverter VSD seperti yang ditunjukan pada gambar. Alternatif lain jika pengontrolan dari peralatan yang terpisah atau dari jarak jauh dapat dilakukan dengan menggunakan PLC, ini dapat dilakukan penggawatan secara langsung dari PLC ke terminal inverter VSD seperti yang ditunjukan pada gambar

97TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 4.11 Pengawatan Sistem Kontrol ManualSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Gambar 4.12 Pengawatan Sistem Kontrol OtomatSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf

98
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
2. Project percobaan
Gambar 4.13 Simulasi pengisian air tangki water level otomatisSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Tugasnya adalah buat rancangan logika menggunakan relay yang memenuhi syarat berikut ini.a. Mengisi air ke tanki secara otomatisb. Ketika low level sensor tidak mendeteksi air (tentunya begitu pula dengan
high level sensor) maka pompa akan hidup dan mengisi air sampai high level sensor mendeteksi adanya air dan pompa akan mati.
c. Ketika valve dibuka, level air akan turun. Walaupun high level sensor sudah tidak mendeteksi air, pompa masih belum hidup sampai low level sensor tidak mendeteksi air lagi dan pompa kembali hidup. Seperti proses sebelumnya.
d. Saat level air turun, user dapat mengisi secara manual air dalam tangki dengan menekan push button fill manual.
e. Proses ini dapat dihentikan dengan menekan tombol stop. Beberapa perangkat yang digunakan untuk percobaan ini, yaitu, Power supply IFM 24Vdc-220Vac, beberapa relay omron 24Vdc + socket, 2 buah capacitive sensor IFM 24Vdc, Inverter Yaskawa V1000 Series-VTBA0003BAA, 2 buah push button, dan beberapa jumper motor untuk pompa.
Gambar 4.14 Komponen Simulasi pengisian air tangki water level otomatisSumber: https://rhmdzhrs.wordpress.com/category/pengetahuan/

99TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
High level dan low level sensor menggunakan 2 buah capacitive sensor IFM 24 Vdc. Rating dari motor tersebut mengenai memilih inverter maka inverter ini sudah memenuhi syarat yaitu dengan spesifikasi berikut: (saat normal duty), (normal duty) Berikut adalah rancangan dalam bentuk ladder diagram.
Gambar 4.15 Ladder diagram Simulasi pengisian air tangki water level otomatisSumber: https://rhmdzhrs.wordpress.com/category/pengetahuan/
Rancangan ini menggunakan kondisi latching relay dan reset relay. Penjelasan dari diagram ini sebagai berikut ini.a. Rangkaian ini running otomatis sesuai spesifikasi minimal masalah,
jika anda ingin menambahkan cara menghidupkan sistem di awal dengan sebuah trigger manual, anda dapat menambahkan sebuah rangkaian tombol start.
b. Rangkaian push button Stop dibuat dengan rangkaian reset relay, sehingga di awal rangkaiannya tertutup selama push button belum ditekan. Setelah push button ditekan maka rangkaian akan terbuka dan bertahan dalam keadaan terbuka
c. Sensor low level dan high level dalam kondisi NOT, sehingga perlu ditambah relay masing-masing untuk membuat kondisi NOT.
d. Sensor low level dan relay 2 membentuk rangkaian latching, sedangkan sensor high level sebagai pengubah keadaan menjadi unlatching kembali.
e. Cara kerja rangkaian pada nomor (4) adalah, saat low level dan high level tidak mendeteksi air, maka rangkaian menjadi tertutup dan relay aktif. Saat low level sensor mendeteksi adanya air jalurnya jadi terbuka, namun karena relay telah aktif dan high level belum mendeteksi maka tetap ada jalur tertutup untuk tetap menghidupkan relay. Saat high level dan low level mendeteksi air, maka jalur terbuka sehingga relay mati. Saat high level sensor tidak mendeteksi air, namun karena low level sensor masih mendeteksi air dan relay sebelumnya mati maka jalur tetap terbuka, menyebabkan relay tetap mati sampai low level sensor tidak mendeteksi adanya air. Begitu skemanya berulang.

100
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Berikut realisasi hardwiring rancangan di atas
Gambar 4.16 Realisasi Hardwaring
Sumber: https://rhmdzhrs.wordpress.com/category/pengetahuan/
Di atas terlihat bagian yaitu ke rangkaian logic inverter. Karena inverter tipe ini dapat dikendalikan oleh masukan digital (untuk rangkaian di atas sumber tegangan logicnya berasal dari inverter sendiri) untuk melakukan RUN atau STOP.

101TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
1. Di industri banyak menggunakan mesin-mesin produksi untuk menunjang kualitas produk yang akan dihasilkan dengan menggunakan motor-motor listrik AC dan penggunaan Motor Induksi di industri semakin banyak mengingat kesederhanan konstruksi, keamanan terhadap lingkungan dan kemudahan perawatannya jika dibandingkan dengan motor DC Dengan ditambahi beberapa pelengkap dan peralatan control yang tepat ‘.Selanjutnya mulailah ditemukan peralatan yang digunakan untuk mengatur kecepatan putar motor listrik yaitu inverter dan dikembangkan menjadi lebih canggih dan mudah digunakan. Jelaskan manfaat-mnfaat yang dihasilkan dari penggunaan peralatan inverter!
Pembahasan:1. Keuntungan dan manfaat penggunaan VSD (Variable Speed Drive) pada mesin
produksi digunakan untuk melakukan sebagai berikut ini. a. Menyesuaikan kecepatan pengendali dengan keperluan kecepatan
proses.b. Menyesuaikan torque (kopel/torsi) pengendali dengan keperluan kopel
proses.c. Menghemat energi dan meningkatkan efisiensi
Sejarah Inverter
Pada akhir abad ke-19 hingga pertengahan abad ke-20, konversi daya DC ke AC dilakukan dengan menggunakan converter putar atau set motor generator (MG set). Di awal abad ke-20, tabung hampa udara dan tabung berisi gas mulai digunakan sebagai kenop pada sirkuit inverter. Jenis tabung yang paling banyak digunakan saat itu adalah thyrathon.Awal mula penemuan inverter elektromekanis menjelaskan nama ‘inverter ’ yang kita kenal sekarang ini. Converter AC ke DC dahulu menggunakan motor AC induksi yang tersambung langsung ke dynamo sehingga generator dapat menciptakan arus DC.Pada perkembangan selanjutnya diciptakan converter sinkron yang bisa dianggap sebagai AC yang diralat secara mekanis. Dengan ditambahi beberapa pelengkap dan peralatan kontrol yang tepat, MG set atau converter putar bisa berfungsi terbalik, yakni mengkonversi DC ke AC.
Inverter sendiri berarti inverter converter atau ‘konverter yang berfungsi membalikkan. Selanjutnya, mulailah inverter dikembangkan menjadi lebih canggih dan mudah digunakan. Salah satu bentuk perkembangannya adalah inverter perata arus. Sebelum tahun 1957 transistor tidak mampu menyediakan tegangan dan arus yang cukup untuk kinerja aplikasi inverter. Hingga akhirnya di tahun tersebut diperkenalkan thysitor atau perata arus dengan silicon (SCR) yang memprakarsai perkembangan sirkuit inverter solid.Komutasi atau pertukaran arus listrik yang dibutuhkan SCR adalah kunci dari desain sirkuit SCR yang baik. SCR tidak mematikan atau menukar arus secara otomatis ketika sinyal control gerbangnya
CAKRAWALA
CONTOH SOAL

102
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
RANGKUMAN
Inverter merupakan alat atau komponen yang cukup banyak digunakan karena fungsinya untuk mengubah listrik DC menjadi AC. Inverter digunakan untuk mengatur kecepatan motor-motor listrik/servo motor atau bisa disebut converter drive.
Prinsip kerja inverter adalah mengubah input motor (listrik AC) menjadi DC dan kemudian dijadikan AC lagi dengan frekuensi yang dikehendaki sehingga motor dapat dikontrol sesuai dengan kecepatan yang diinginkan.
Fungsi Inverter adalah untuk mengubah kecepatan motor AC dengan cara mengubah frekuensi inputnya, n = 120f/p di mana: n = putaran per menitf = frekuensi (Hz) p = jumlah.
Mengubah kecepatan motor dengan Inverter akan berakibat, torsi lebih besar, presisi kecepatan dan torsi yang tinggi, kontrol beban menjadi dinamis untuk berbagai aplikasi motor, dapat berkombinasi dengan PLC (Programmable Logic Control) untuk fungsi otomasi dan regulasi, menghemat energy, menambah kemampuan monitoring, Hubungan manusia dengan mesin (interface ) lebih baik, sebagai pengaman dari motor, mesin (beban) bahkan proses dll.
Untuk menambah wawasan lebih jauh mengenai Variable Frequency Drive (VFD), kalian juga dapat mempelajari secara mandiri dengan menggunakan internet. Salah satu website yang dapat kalian kunjungi untuk menambah informasi tentang Variable Frequency Drive (VFD) adalah sebagai berikut ini.Sumber: https://www.youtube.com/watch?v=g7jFGOn6xfU
JELAJAH INTERNET
dalam keadaan mati. SCR hanya akan mematikan arus ketika arus yang sedang melaju dikurangi jumlahnya hingga sangat sedikit.Pada prinsipnya inverter berfungsi untuk mengubah listrik DC dari berbagai sumber (misalnya baterai dan panel tenaga surya) ke dalam bentuk listrik AC. Listrik yang dihasilkan bisa dalam tegangan berapapun sesuai kebutuhan. Umumnya inverter bisa mengoperasikan peralatan listrik AC dan memproduksi DC dalam jumlah tegangan tertentu.
CAKRAWALA

103TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
Buat kelompok pada tugas ini, setiap kelompok terdiri dari 2 orang siswa.1. Sebutkan dan jelaskan jenis-jenis Variable Speed Drive!2. Jelaskan cara pengontrolan Variable Speed Drive!3. Bandingkan inverter untuk Current Source Inverter (CSI) dengan Variable
Voltage Inverter (VVI)!4. Apa keuntungan pengaturan kecepatan putaran motor dengan menggunakan
VFD?5. Jelaskan fungsi transistor pada rangkaian inverter!
Kerjakan soal-soal di bawah ini dengan baik dan benar!1. Apa yang dimaksud dengan variabel speed drive pada sistem kendali
mmotor listrik?2. Sebutkan keuntungan apa saja yang kita dapatkan saat menggunakan sistem
variabel speed drive pada pengendalian mototr listrik!3. Sebutkan jenis jenis inverter yang sering digunakan pada sistem Variabel
Speed Drive!4. Gambarkan rangkaian inverter Current Source Inverter (CSI)!5. Jelaskan prinsip kerja dari Variabel Speed Drive!
Torsi adalah gaya putar yang dihasilkan oleh motor listrik untuk memutar beban. Semakin besar daya motor maka makin besar torsi yang dihasilkan dan makin kuat motor menggerakkan beban, torsi dapat ditambah dengan menggunakan gear box (cara mekanis) dan inverter (cara elektronik) selama satu menit.torsi lebih (over torsi) terjadi jika torsi beban lebih besar dari torsi nominal, pada 80% aplikasi terjadi pada saat kecepatan rendah atau saat start.
Jika torsi inverter rendah akan mengakibatkan, dinamika gerakan rendah (tidak memungkinkan gerakan beban yang kompleks), motor sering overload (motor rusak atau thermal overload relay trip), hentakan mekanis (mesin/beban rusak, perlu perawatan intensif), lonjakan arus (motor rusak atau breaker trip), presisi dalam proses hilang, proteksi tidak terjamin.
RANGKUMAN
TUGAS MANDIRI
PENILAIAN AKHIR BAB

104
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
Pada bab ini aku telah mempelajari tentang, pengetahuan umum mengenai Variable Frequency Drive (VFD), komponen Variable Frequency Drive (VFD), sistem Variable Frequency Drive (VFD), gambar kerja instalasi motor listrik berbasis Variable Frequency Drive (VFD).
Materi yang telah aku pahami maupun yang belum aku pahami, aku akan beri tanda centang pada kolom di bawah ini. Aku juga akan bertanya bapak atau ibu guru jika ada materi yang belum aku pahami.
REFLEKSI

105TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
TUJUAN PEMBELAJARAN
KATA KUNCI
Setelah mempelajari Instalasi Motor Listrik Berbasis VFD, peserta didik dapat, mengetahui teknik Instalasi Motor Listrik Berbasis VFD, Mengkonfigurasi Program Rangkaian Instalasi Motor Berbasis Variable Frequency Drive (VFD).
Motor Listrik, Frekuensi Variabel Drive, Inverter
BAB VMOTOR LISTRIK BERBASIS VFD
PETA KONSEP
Motor Listrik Berbasis VFD
Instalasi Motor Listrik Berbasis VFD
Konfigurasi Program Rangkaian Instalasi Mo-tor Berbasis Variable Frequency Drive (VFD)
BAB V MOTOR LISTRIK BERBASIS VFD

106
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENDAHULUAN
Berbagai aplikasi industri memerlukan kontrol gerak mesin dengan bantuan mo-tor-motor. VFD memberi batasan kontrol kontinu atas kecepatan mesin. Beberapa ap-likasi, seperti pabrik kertas, rolling mill, pompa, dan alat-alat mesin tidak dapat ber-jalan tanpa VFD ini sedangkan yang lainnya, seperti pompa sentrifugal, bisa mendapat manfaat dari penghematan energi. Umumnya VFD digunakan untuk melakukan berikut ini, menyesuaikan kecepatan pengendali dengan keperluan kecepatan proses, menye-suaikan torque (kopel/torsi) pengendali dengan keperluan kopel proses, menghemat energi dan meningkatkan efisiensi.
Gambar 5.1 Simulasi InverterSumber: https://www.musbikhin.com/rahasia-setting-invert-
er-step-by-step langsung-praktek-inverter-fuji-seri-belajar-plc/
MATERI PEMBELAJARAN
A. INSTALASI MOTOR LISTRIK BERBASIS VFD1. Motor Listrik
Motor listrik berfungsi untuk mengubah energi listrik menjadi energi me-kanik yang berupa tenaga putar. Motor listrik terdiri dari dua bagian yang sangat penting yaitu stator atau bagian yang diam dan rotor atau bagian berputar. Pada motor AC, kumparan rotor tidak menerima energi listrik secara langsung, tetapi secara induksi seperti yang terjadi pada energi kumparan transformator. Oleh karena itu motor AC dikenal dengan motor induksi. Dilihat dari kesederhanaann-ya, konstruksinya yang kuat dan kokoh serta mempunyai karekteristik kerja yang baik, motor induksi tiga fasa yang cocok dan paling banyak digunakan dalam bidang industri.
Penggunaan motor induksi yang banyak dipakai di kalangan industri mem-punyai keuntungan dan kerugian sebagai berikut. a. Mempunyai konstruksi yang sederhana.b. Relatif lebih murah harganya bila dibandingkan dengan jenis motor yang lain-

107TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
nya.c. Menghasilkan putaran yang konstan.d. Mudah perawatannya.e. Untuk pengasutan tidak memerlukan motor lain sebagai penggerak mula.f. Tidak membutuhkan sikat-sikat, sehingga rugi gesekan bisa dikurangi.
Namun disamping hal tersebut di atas, terdapat pula faktor-faktor kerugian yang tidak menguntungkan dari motor induksi yaitu sebagai berikut.a. Putarannya sulit diatur.b. Arus asut yang cukup tinggi, berkisar antara 5 s/d 6 kali arus nominal motorc. Pengaturan kecepatan dari motor induksi sangat mempengaruhi efisiensi.d. Kecepatan motor induksi akan menurun seiring dengan bertambahnya beban,
tidak seperti motor DC atau motor shunt.e. Kopel awal mutunya rendah dibandingkan dengan motor DC.
2. Prinsip Kerja Motor Induksi Pada dasarnya ada beberapa prinsip penting pada motor-motor induksi yai-
tu sebagai berikut.a. Apabila sumber tegangan tiga fasa dihubungkan pada kumparan stator maka
akan timbul medan putar dengan kecepatan sinkron (ns).b. Medan putar stator tersebut akan memotong batang konduktor pada rotor.c. Akibatnya pada kumparan rotor timbul induksi (ggl) sebesar:
E2 = 4,44.f2.N2. md. Karena kumparan rotor merupakan rangkaian yang tertutup, ggl (E) akan
menghasilkan arus (I).e. Adanya arus didalam medan magnet menimbulkan gaya pada motor.f. Bila kopel mula dihasilkan oleh gaya (F) pada rotor cukup besar untuk memi-
kul kopel beban, rotor akan berputar searah dengan medan putar stator.g. Tegangan induksi timbul karena terpotongnya batang konduktor (rotor) oleh
medan putar stator. Artinya agar tegangan terinduksi diperlukan adanya per-bedaan relatif antara kecepatan medan putar stator (ns) dengan kecepatan berputar rotor (nr).
h. Perbedaan kecepatan antara nr dan ns disebut slip (s) dinyatakan dengan
r u m u s b e r i k u t i n i .
i. Bila nr = ns , tegangan tidak akan terinduksi dan arus tidak mengalir pada kumparan jangkar (rotor), dengan demikian tidak dihasilkan kopel. Kopel mo-tor akan ditimbulkan apabila nr lebih kecil dari ns.
j. Dilihat dari cara kerjanya maka motor tak serempak disebut juga motor in-duksi atau motor asinkron.
Prinsip kerja motor induksi ini juga dapat dijelaskan dengan gelombang si-nusoidal seperti pada gambar 2.11, terbentuknya medan putar pada stator mo-tor induksi. Tampak stator dengan dua kutub, dapat diterangkan dengan empat kondisi.
ɸ

108
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
a. Saat sudut 00. Arus I1 bernilai positip sedangkan arus I2 dan arus I3 bernilai negatif dalam hal ini belitan V2, U1 dan W2 bertanda silang (arus meninggalkan pembaca), dan belitan V1, U2 dan W1 bertanda titik (arus listrik menuju pembaca). terbentuk fluk magnet pada garis horizontal sudut 00. kutub S (south=selatan) dan kutub N (north=utara).
b. Saat sudut 1200. Arus I2 bernilai positip sedangkan arus I1 dan arus I3 bernilai negatif, dalam hal ini belitan W2, V1 dan U2 bertanda silang (arus meninggalkan pembaca), dan kawat W1, V2 dan U1 bertanda titik (arus menuju pembaca). Garis fluk magnit kutub S dan N bergeser 1200 dari posisi awal.
c. Saat sudut 2400. Arus I3 bernilai positif dan I1 dan I2 bernilai negatif,belitan U2, W1, dan V2 bertanda silang (arus meninggalkan pembaca), dan kawat U1, W2 dan V1 bertanda titik (arus menuju pembaca). Garis fluk magnit kutub S dan N bergeser 1200 dari posisi kedua.
d. Saat sudut 3600. Posisi ini sama dengan saat sudut 00. Di mana kutub Sdan N kembali keposisi awal sekali. Dari keempat kondisi di atas saat sudut 00
, 1200 , 2400 , 3600, dapat dijelaskan terbentuknya medan putar pada stator, medan magnet putar stator akan memotong belitan rotor. Kecepatan medan putar stator ini sering disebut kecepatan sinkron, tidak dapat diamati dengan alat ukur tetapi dapat dihitung secara teoritis yaitu dengan menggunakan rumus berikut ini.
Di mana:ns = Kecepatan putaran medan stator (Rpm)f = Frekuensi jala-jala (Hz)120 = KonstantaP = Jumlah kutub pada motor (pole)
3. Slip Perbedaan kecepatan antara medan putar stator dengan rotor tergantung pada besarnya beban dari motor tersebut. Perbedaan putaran ini disebut dengan slip (S) yang dinyatakan dalam (%). Harga slip selalu berubah-ubah tergantung dari
Gambar 5.2 Bentuk Gelombang Sinusoida Dan Timbulnya Medan Putar Pada Stator Motor Induksi
Sumber: http://eprints.polsri.ac.id/3250/3/BAB%202.pdf

109TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
besarnya beban yang dipikul yaitu dari 100% saat start sampai dengan 0% saat diam (ns=nr). Perbedaan putaran antara putaran medan stator dan putaran rotor dapat dihitung dengan persamaan berikut ini.
Di mana:ns = Kecepatan Medan Stator(Rpm) n = Kecepatan Motor Induksi (Rpm)
Dalam hal ini kecepatan relatif rotor terhadap kecepatan medan putar stator adalah nrel,di mana nrel= ns-nr. Frekuensi yang dibangkitkan pada belitan rotor adalah f2, di mana:
Maka:
Di mana:f1 = Frekuensi jala-jala (Hz) f2 = Frekuensi pada rotor (Hz) s = Slipnr = Kecepatan Putaran Medan Rotor (Rpm) ns = Kecepatan Putaran Medan Stator (Rpm)
Apabila, slip = 0 (ns-nr) maka f2 = 0 dan apabila rotor ditahan maka slip =1 (nr = 0) maka f2 = f1. Dari persamaan f2 = s. f1, diketahui bahwa frekuensi rotor dipengaruhi oleh slip karena GGL induksi dan reaktansi pada rotor merupakan fungsi frekuensi maka besarnya juga turut dipengaruhi oleh slip.
a. TorsiTorsi adalah kekuatan yang menghasilkan suatu rotasi (putaran). Hal ini menyebabkan objek untuk berputar. Torsi terdiri dari gaya dan jarak (lb-ft) di mana untuk menghitung nilai torsi, kita dapat menerapkan rumus:
= F x SDi mana: = torsi (lb-ft) F = gaya (lb)S = jarak (kaki)Apabila satuan diubah menjadi satuan lb ft maka: 1 lb = 4,447 N 1 lb ft = 1,356 Nm
Ʈ
Ʈ
Ʈ

110
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARANGLOSARIUM
1 ft = 0,3048 m 1 Nm = 0,737 lb ft
Untuk menghitung torsi motor pada saat beban penuh, kita dapat menerapkan rumus berikut ini.
Atau menggunakan persamaan rumus sebagai berikut ini.
Di mana: = TorsiHP = Daya kuda 5252 = Konstantanr = Kecepatan Motor InduksiPout = Daya keluaran (output) motor induksi
= Kecepatan sudut putarb. Efisiensi Motor Induksi 3 Fasa
Perhitungan efisiensi motor induksi melibatkan rugi-rugi yang terjadi pada stator dan rotor. Rugi-rugi stator terdiri atas rugi-rugi hysteresis, rugi-rugi eddy current, rugi-rugi inti dan rugi-rugi tembaga pada kumparan stator.
Efisiensi motor adalah perbandingan antara daya keluaran motor induksi dengan daya masukan motor induksi, yaitu dilihat pada persamaan (2.8) sebagai berikut ini.
Di mana:Pout = Daya output motor induksi Pin = Daya input motor induksi
Di mana:V = TeganganI = ArusCos = Faktor DayaPout = Daya keluaran motor induksiPrugi-rugi = Rugi-rugi daya pada motor induksi
Ʈ
𝜔
ⱷ

111TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
= Torsi MotorN = Kecepatan Motor induksi9,55 = Konstanta
c. Konstruksi Motor Induksi 3 FasaPada dasarnya motor induksi terdiri dari suatu bagian yang tidak
bergerak (stator) dan bagian yang bergerak (rotor). Secara ringkas stator terdiri dari lilitan yang berisolasi dan pelat-pelat besi yang mempunyai ketebalan 0,35-0,5 mm, disusun menjadi sebuah blok yang berbentuk gelang dan disisi dalamnya dilengkapi dengan alur-alur. Dari sisi lain inti besi stator dan rotor terbuat dari lapisan (email) baja silikon tebalnya 0,35 -0,5 mm, tersusun rapi, masing-masing terisolasi secara elektrik dan terhubung singkat pada ujung-ujungnya.
Lamel inti besi stator dan rotor bagian motor dengan garis tengah bagian motor, dengan garis tengah bagian luar dari stator lebih dari 1 mm. Bagi motor dengan garis tengah yang lebih besar, lamel inti besi merupakan busur inti segmen yang disambung–sambung menjadi satu lingkaran. Celah udara antara stator dan rotor pada motor yang kecil adalah 0,25-0,75 mm, pada motor yang besar sampai 10 mm. Celah udara yang besar ini disediakan bagi kemungkinan terjadinya perenggangan pada sumbu sebagai akibat pembebanan transversal pada sumbu atau sambungannya. Tarikan pada pita (belt) atau beban yang tergantung tersebut akan menyebabkan sumbu motor melengkung.
Pada dasarnya inti besi stator dan belitan rotor motor tak serempak ini sama dengan stator dan belitan stator mesin serempak. Kesamaan ini dapat ditunjukan bahwa pada rotor mesin tak serempak yang dipasang/sesuai dengan stator mesin tak serempak akan dapat bekerja dengan baik.
d. Bagian stator (bagian motor yang diam)
Ʈ
Gambar 5.3 Konstruksi Stator Dengan Alur-alurnyaSumber: http://eprints.polsri.ac.id/3250/3/BAB%202.pdf
Pada bagian stator terdapat beberapa slot yang merupakan tempat kawat (konduktor) dari tiga kumparan tiga fasa yang disebut kumparan stator, yang masing-masing kumparan mendapatkan suplai arus tiga fasa. Stator terdiri dari pelat-pelat besi yang disusun sama besar dengan rotor dan pada bagian dalam mempunyai banyak alur-alur yang diberi kumparan kawat tembaga yang berisolasi. Jika kumparan stator mendapatkan suplai

112
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
arus tiga fasa maka pada kumparan tersebut akan timbul flux magnit putar. Karena adanya flux magnit putar pada kumparan stator, mengakibatkan rotor berputar karena adanya induksi magnet dengan kecepatan putar rotor sinkon dengan kecepatan putar stator.
Di mana:ns = Kecepatan putaran medan stator (Rpm)f = Frekuensi jala-jala (Hz)120 = KonstantaP = Jumlah kutub pada motor (pole)
Dari bagian motor yang diam (stator) dapat dibagi–bagi menjadi beberapa bagian antara lain sebagai berikut.1) Bodi motor ( Gandar )
Fungsi utama dari bodi atau gandar motor adalah sebagai bagian dari tempat mengalirnya fluks megnet yang dihasilkan kutub–kutub magnet, karena itu beban motor dibuat dari bahan ferromagnetik. Disamping itu badan motor ini berfungsi untuk meletakkan alat–alat tertentu dan melindungi bagian–bagian mesin lainnya. Biasanya pada motor terdapat papan nama atau name plate yang bertuliskan spesifikasi umum dari motor.
2) Inti kutub magnet dan lilitan penguat magnetSebagaimana diketehui bahwa fluks magnet yang terdapat pada
motor arus searah dihasilkan oleh kutub magnet buatan yang dibuat dengan prinsip elektromagnetis. Lilitan penguat magnet berfungsi untuk mengalirkan arus listrik agar terjadi proses elektromagnetis.
3) Sikat-sikat dan pemegang sikatFungsi dari sikat adalah sebagai jembatan bagi aliran arus dari
sumber. Disamping itu sikat memegang peranan penting untuk terjadinya komutasi, agar gesekkan antara sikat dan komutator, maka sikat harus lebih lunak dari pada komutator dan biasanya terbuat dari bahan arang.Di bawah ini menunjukkan kelompok-kelompok tingkatan sikat, antara lain:a) Sikat grafit alamb) Sikat karbon kerasc) Sikat elektrografitd) Sikat grafit logame) Sikat karbon logam
Sikat-Sikat akan aus selama operasi dan tingginya akan berkurang. Aus yang diizinkan ditentukan oleh konstruksi dari pemegang sikat (gagang sikat). Bagian puncak dari sikat diberi pelat tembaga guna mendapatkan kontak yang baik antara sikat dan dinding pemegang sikat.
Satu atau dua pengantar yang fleksibel dibenamkan ke dalam sikat untuk menghantarkan arus dari sikat ke jepitan dari pemegang sikat bila sikat-sikat terdapat pada kedudukan yang benar, maka baut

113TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
harus dieratkan sepenuhnya. Ini menetapkan jembatan sikat dalam suatu kedudukan yang tidak dapat bergerak pada pelindung ujung. Gagang sikat ( pemegang sikat ) berguna untuk menimbulkan tekanan yang diperlukan antara sikat. Ketiadaan bunga api pada komutator banyak tergantung pada mulur dari perakitan dan pemasangan gagang sikat. Tiap-tiap gagang sikat dilengkapi dengan suatu pegas yang menekan pada sikat melalui suatu sistem tertentu sehingga sikat tidak terjepit.
e. Bagian rotor (bagian motor yang bergerak)Berdasarkan hukum faraday tentang imbas magnet, maka medan
putar yang secara relatif merupakan medan magnet yang bergerak terhadap penghantar rotor yang akan menimbulkan gaya gerak listrik (ggl). Frekuensi ggl imbas ini sama dengan frekuensi jala-jala.
Besar ggl imbas ini berbanding lurus dengan kecepatan relatif antara medan putar dan penghantar rotor. Penghantar–penghantar dalam rotor yang membentuk suatu rangkaian tertutup, merupakan rangkaian maju bagi arus rotor dan searah dengan hukum yang berlaku yaitu hukum lenz.
Arahnya melawan fluksi yang mengimbas, dalam hal ini arus rotor itu ditimbulkan karena adanya perbedaan kecepatan yang berada diantara fluksi atau medan putar stator dengan penghantar yang diam. Rotor akan berputar dalam arah yang sama dengan arah medan putar stator, untuk mengurangi beda kecepatan di atas.
Di mana:ns = Kecepatan Medan Stator (Rpm) n = Kecepatan Motor Induksi (Rpm)
Menurut jenis rotor pada motor induksi dibagi menjadi 2 (dua) yaitu:1) Rotor sangkar tupai (Squirrel Cage Rotor)
Rotor yang terdiri dari sejumlah lilitan yang berbentuk batang tembaga yang dihubungkan singkat pada setiap ujungnya kemudian disatukan (dicor) menjadi satu kesatuan sebagaimana gambar 5.4.
Gambar 5.4 Rotor Sangkar TupaiSumber: http://eprints.polsri.ac.id/3250/3/BAB%202.pdf

114
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Jenis rotor sangkar tupai, yang terdiri dari satu set tembaga atau potongan aluminium yang dipasang ke dalam slot, yang terhubung ke sebuah akhir cincin pada setiap akhir rotor. Konstruksi gulungan rotor ini menyerupai ‘kandang tupai’. Potongan aluminium rotor biasanya dicor mati ke dalam slot rotor, yang membuat konstruksinya sangat kasar. Meskipun potongan rotor aluminium berada dalam kontak langsung dengan laminasi baja, hampir semua arus rotor melalui jeruji aluminium dan tidak di laminasi. Sejumlah motor induksi yang beredar dipasaran maupun yang banyak digunakan sekitar 90% adalah motor induksi dengan ”Rotor Sangkar”. Alasan umum yang diperoleh adalah karena konstruksi yang sederhana dan juga lebih murah harganya.
Sejumlah batang-batang konduktor tersebut dimasukkan ke dalam laminasi-laminasi yang terbuat dari bahan besi silikon serta menjadi satu dengan poros rotor. Sebagaimana konstruksi tersebut di atas terutama batang-batang konduktor yang terhubung singkat, maka tidak dimungkinkan untuk menambah ”Tahanan Luar” (yang dipasang secara seri) dengan rotor guna keperluan ”Pengasutan”.Selain itu pula posisi dari batang-batang konduktor/tembaga posisinya dibuat tidak paralel (tidak segaris) dengan poros rotor. Posisi batang konduktor dipasang agak miring. Alasan diletakkan posisi miring dari konduktor terhadap poros adalah:a) Memperhalus suara pada saat motor berputar (memperkecil
dengungan magnetis/suara bising)b) Menghilangkan kecenderungan ”Lock atau mengunci” yang
disebabkan karena interaksi langsung antara medan magnit stator dan rotor.
Pada motor-motor dengan kapasitas kecil, batang-batang konduktor di cor menjadi satu bagian dengan alumunium alloy. Selain itu juga contoh lainnya adalah ada juga yang rotornya hanya berupa besi tanpa satupun konduktor. Jenis seperti ini biasanya disebut sebagai ”Motor Arus Eddy”.
2) Rotor belitan (Wound Rotor)Motor rotor belitan atau motor slipring berbeda dengan motor
rotor sangkar dalam konstruksi rotornya. Seperti namanya rotor belitan dengan lilitan terisolasi serupa dengan lilitan stator. Lilitan fasa rotor dihubungkan secara Y dengan poros motor. Ketiga cincin slip yang terpasang pada cincin slip dan sikat–sikat dapat dilihat berada disebelah kiri lilitan rotor. Lilitan rotor tidak dihubungkan ke pencatu. Cincin slip dan sikat semata–mata merupakan penghubung tahanan kendali variabel luar ke dalam rangkain motor. Motor rotor belitan kurang banyak digunakan dibandingkan dengan motor rotor sangkar karena harganya mahal dan biaya pemeliharaan lebih besar. Rotor ini terbuat dari laminasi-laminasi besi dengan alur-alur sebagai tempat meletakkan belitan (kumparan) dengan ujung-ujung belitan yang juga terhubung singkat seperti gambar 5.5.

115TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 5.5. Rotor LilitSumber: http://eprints.polsri.ac.id/3250/3/BAB%202.pdf
Motor dengan jenis rotor belitan biasanya diperlukan pada saat pengasutan atau pengaturan kecepatan di mana dikehendaki torsi asut yang tinggi. Belitan-belitan yang terpasang pada rotor telah diisolasi sebagaimana belitan yang terdapat pada stator. Belitan yang ada pada rotor diletakkan juga pada alur-alur rotor dan pada setiap ujungnya dihubungkan secara langsung pada cincin (slipring) yang posisinya dibagian depan dari rotor serta menjadi satu dengan poros. Belitan rotor ini di desain sama dengan kutub yang dimiliki belitan statornya dan selalu dalam bentuk belitan 3 fasa sekalipun statornya hanya 2 fasa. Pengaturan belitan/gulungan/kumparan dilakukan untuk masing-masing fasa adalah sama. Sedangkan pada ujung-ujung dari masing kumparan/fasa yang keluar dihubungkan ke 3 buah cincin (slipring) berdasarkan jumlah fasanya. Konstruksi slip ring terhubung secara langsung dengan masing-masing sikat. Dengan demikian, maka pada jenis ini dapat dihungkan secara langsung ke ”Tahanan luar” guna keperluan pengasutan.
f. Terminal boxTerminal box adalah bagian yang bertugas menghubungkan aliran listrik
dari sumber ke motor. Dari terminal box pengaturan star atau delta dapat dilakukan. Pengaturan star atau delta mengacu pada informasi yang tertera pada nameplate motor tersebut. Pada terminal box terdapat winding dengan format U1-V1-W1 dan W2-U2-V2 seperti gambar di bawah ini.
Gambar 5.6. Terminal BoxSumber: http://eprints.polsri.ac.id/3250/3/BAB%202.pd

116
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
g. Klasifikasi Motor Listrik AC Motor listrik AC memiliki beberapa jenis, yang jenis ini membedakan
berdasarkan beberapa faktor utama yang antara lain berdasarkan prinsip kerja, berdasarkan macam arus dan berdasarkan kecepatan.Berdasarkan Prinsip Kerja adalah sebagai berikut.
1) Motor Sinkron.a) Biasa (tanpa slip ring)b) Super (dengan slip ring)
2) Motor Asinkron.a) Motor Induksi (Squirel Cage & Slip Ring )b) Motor Komutator ( Seri, Terkompensasi, Shunt, Repulasi )
3) Berdasarkan Macam Arus1) Fasa tunggal2) Tiga fasa
4) Berdasarkan Kecepatana) Kecepatan konstanb) Kecepatan berubahc) Kecepatan diatur
h. Gangguan-Gangguan Pada Motor InduksiJenis –jenis gangguan yang sering terjadi pada Motor Induksi yaitu:
1) Gangguan fisik dari lingkungan sekelilingnyaa) Pasirb) Airc) Gasd) Debu dll.
2) Gangguan Mekanisa) Pelumasan bantal-bantal motor tidak sempurna.b) Pemeliharaan motor yang kurang baik.c) Pemasangan instalasi yang tidak teliti.d) Pemakaian bagian perlengkapan motor yang tidak sesuai.e) Pembebanan mekanis yang digerakkan lebih besar dari
kemampuan motor.3) Gangguan Beban Lebih
Gangguan ini di sebabkan oleh besarnya beban yang ditanggung motor melebihi kapasitasnya. Akibatnya arus yang lebih besar yang menimbulkan panas sehinga dapat merusak isolasi pada motor.
4) Gangguan Tegangan TurunTurunnya tegangan jala-jala akan mengurangi momen dari motor listrik, sebab momen sebanding dengan kuadrat tegangan. Karena momen beban konstan, maka slip motor bertambah besar hal ini akan mengakibatkan lebih banyak daya reaktif yang diserap motor, sehingga arus yang di perlukan motor juga semakin besar untuk itu diperlukan penstabilan tegangan.
5) Gangguan Hubung SingkatBiasanya terjadi oleh beberapa sebab, yaitu sebagai berikut ini.

117TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
a) Gangguan hubung singkat pada antara fasa, dapat terjadi pada kabel penghubung jala-jala dengan motor atau pada ujung kabel dan pada kumparan-kumparan motor (Ground).
b) Gangguan antara masing-masing lilitan pada salah satu kumparan stator, hal ini akan menggangu keseimbangan motor dan arus yang mengalir pada kumparan yang bersangkutan akan menjadi lebih besar. Dalam suatu sistem kelistrikan mustahil untuk mendapatkan kondisi sistem yang sempurna. Oleh karena itu, diperlukan suatu alat proteksi untuk melindungi sistem atau meminimalkan gangguan tersebut.
4. Kontrol Kecepatan Motor Motor Induksi AC (Alternating Current) adalah mesin dengan kecepatan
konstan, dengan variasi kecepatan dari tanpa beban ke beban penuh berkisar 2-5%, merepresentasikan sl ip dari motor tersebut. Kecepatan dari mesin tersebut ditentukan oleh frekuensi (f) suplai daya dan jumlah kutub (P) magnet pada statornya. Ditentukan melalui persamaan:
Ns = (120.f)/P Slip (s) = [(Ns -Nr)/Ns] x 100% Di mana: Ns = kecepatan sinkron (RPM) Nr = kecepatan rotor (RPM) f = frequensi jala-jala (Hz) P = Jumlah Kutub (poles)
Sebagian besar aplikasinya motor dengan kecepatan tetap (fixed) lebih banyak digunakan. Pada aplikasi atau sistem seperti ini, elemen kontrol seperti damper dan valve digunakan untuk meregulasi aliran (flow) dan tekanan (pressure). Peralatan ini biasanya menyebabkan operasi yang tidak efisien serta pemborosan energi karena aksi pembukaan dan penutupan tersebut.
Bagaimanapun, sering sangat dibutuhkan sebuah motor yang dapat beroperasi pada dua atau lebih kecepatan, atau malahan pada operasi full variable speed. Elemen kontrol konvensional dapat diganti dengan menerapkan operasi variable speed menggunakan suatu VFD. Banyak sekali penghematan energi yang dapat dicapai pada berbagai aplikasi dengan memvariasikan kecepatan motor dan beban yang dikendalikan dengan menerapkan VFD yang tersedia secara komersial. Penghematan termasuk dari segi capital cost dan biaya perawatan berkaitan dengan elemen kontrol ini.
Tabel berikut ini menunjukkan contoh-contoh beban dan kemungkinan penghematan energinya.
― ‖

118
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Tabel 5.1. Tipe beban, aplikasi dan penghematan energi
Tipe Beban Aplikasi Pertimbangan tentang Energi
Beban torsi bervariasi: a. Daya bervariasi pada
nilai pangkat tiga dari kecepatan.
a. Torsi bervariasi pada nilai pangkat dua dari kecepatan
a. Fan sentrifugalb. Pompa sentrifugalc. Blower d. Sistem HVAC
(Heating, Ventilation and Air Conditioning)
Pada kecepatan rendah terjadi penghematan energi yang signifikan sebagai akibat penurunan daya motor yang sebanding dengan pangkat tiga penurunan kecepatan
Beban torsi tetap:a. Torsi tetap pada
kecepatan motor yang bervariasi.
b. Daya bervariasi secara langsung dengan kecepatan
a. Mixer b. Conveyorc. Kompresor d. Printing Presses
Pada kecepatan rendah terjadi penghematan energi yang berbanding lurus dengan penurunan kecepatan.
Beban daya tetap:a. Membangkitkan daya
yang sama pada setiap kecepatan.
b. Perubahan torsi berbanding terbalik dengan perubahan kecepatan.
a. Peralatan-peralatan mesin
b. Mesin bubutc. Mesin-mesin
penggilingand. Punch presses
Tidak ada penghematan energi pada penurunan kecepatan, akan tetapi, penghematan energi dapat dicapai dengan mengoptimasi kecepatan pemotongan dan permesinan untuk produk yang sedang diproduksi
a. Karakteristik Beban yang dikendalikan dan Kebutuhan Daya Perilaku dari torsi dan daya (horsepower) beserta kecepatan (RPM) menentukan kebutuhan dari sistem motor-drive.
Horsepower = RPM * Torsi (ft-lb)/5250 1 horsepower (HP) = 746 Watts = 0.746 kWatts maka: Daya (kW) = RPM * Torsi (Nm)/9550
Persamaan torsi di atas menyiratkan bahwa torsi berbanding lurus dengan nilai daya dan berbanding terbalik dengan kecepatan (RPM). Kita dapat mengkategorikan aplikasi-aplikasi drive berdasarkan kebutuhan torsi operasionalnya: 1) Torsi beban tetap
Torsi beban tetap meskipun terjadi perubahan kecepatan. Dengan demikian daya yang dibutuhkan adalah berbanding lurus dengan perubahan kecepatan putaran motor. Contoh-contoh tipikal aplikasi

119TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
untuk torsi tetap adalah: a) Conveyor b) Extruder c) Mixer d) Positive displacement pump and compressor.
Gambar 5.7. Torsi beban tetapSumber: http://bsd.pendidikan.id/data/2013/kelas12smk/Kelas12SMKIn-
stalasiMotorListrik5.pdf
Beberapa keuntungan aplikasi VFD dengan torsi tetap adalah pengendalian kecepatan dan starting serta stopping dengan percepatan/ perlambatan secara presisi. Jenis kisaran kecepatan untuk beban torsi tetap adalah 10:1. Aplikasi ini umumnya menyebabkan penghematan energi sedang pada kecepatan rendah. Daya (horsepower) beban tetap
Gambar 5.8. Daya beban tetapSumber: http://bsd.pendidikan.id/data/2013/kelas12smk/Kelas-
12SMKInstalasiMotorListrik5.pdf
2) Daya beban tetap Jenis kedua dari karakteristik beban adalah daya tetap. Pada
aplikasi ini kebutuhan torsi bervariasi secara berlawanan dengan kecepatan (torsi tinggi maka kecepatan rendah, begitupun sebaliknya). Ketika torsi bertambah maka kecepatan harus menurun untuk mendapatkan beban daya tetap. Hubungannya dapat dituliskan sebagai berikut:

120
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Daya = kecepatan * torsi * tetapanContoh-contoh untuk tipe beban ini adalah pada mesin bubut atau
pengeboron dan mesin penggilingan di mana dibutuhkan pemotongan berat pada kecepatan rendah dan pemotongan cepat ringan pada kecepatan tinggi. Aplikasi ini tidak menawarkan penghematan energi pada penurunan kecepatan. Beban torsi bervariasi
Gambar 5.8. Beban torsi bervariasiSumber: http://bsd.pendidikan.id/data/2013/kelas_12smk/Kelas_12_
SMK_Instalasi_Motor_Listrik_5.pdf
3) Torsi beban bervariasi (variable torque loads)Tipe ketiga dari karakteristik beban adalah beban torsi bervariasi.
Contohnya Centrifugal fans, blowers dan pompa. Penggunaan VFD dengan beban torsi bervariasi memberikan penghematan energi yang signifikan. Pada aplikasi ini.a. Torsi bervariasi secara lansung dengan kuadrat kecepatan. b. Daya bervariasi secara langsung dengan pangkat tiga kecepatan.
Ini berarti pada kecepatan setengah (½), daya yang dibutuhkan adalah sekitar seperdelapan (1/8) dari nilai maksimum. Sebuah VFD mereduksi total energi yang masuk ke sistem jika tidak dibutuhkan.
b. Efisiensi motor listrik dan pengendali Efisiensi dari motor listrik AC pada beban penuh berkisar pada nilai
80% untuk motor-motor kecil ke nilai lebih dari 95% untuk motor berdaya lebih dari 100 HP. Efisiensi sebuah motor listrik menurun signifikan seiring dengan penurunan beban di bawah 40%. Maka disarankan bahwa motor yang digunakan dapat beroperasi pada beban penuh dengan nilai daya 75% dari nilai daya motor. Gambar 5.9. mununjukkan tipikal kurva efisiensi motor vs. pembebanan.

121TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Gambar 5.9. Tipikal efisiensi dari motor induksi standar 10 HP efisiensi vs. beban
Sumber: http://bsd.pendidikan.id/data/2013/kelas_12smk/Ke-las_12_SMK_Instalasi_Motor_Listrik_5.pdf
Efisiensi motor listrik dan sistem drive adalah rasio dari daya output mekanik dengan input daya dan umumnya direpresentasikan dalam persentase.
Efisiensi sistem motor = (Output(mekanik)/Input(electrical)) * 100% Sebuah VFD sangat efisien. Tipikal efisiensinya 97% atau lebih untuk beban penuh. Efisiensinya turun saat beban juga menurun. Secara khusus, VFD di atas 10 HP memiliki efisiensi lebih dari 90% untuk beban lebih besar dari 25% beban penuh.
Tabel 5.2. Efisiensi VFD
Sumber: http://bsd.pendidikan.id/data/2013/kelas12smk/Kelas12SMKInstalasiMotorListrik5.pdf

122
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Tabel berikut menunjukkan efisiensi VFD pada beban yang bervariasi. Efisiensi sistem lebih rendah daripada efisiensi produk motor dan VFD karena efisiensi motor bervariasi dengan beban dan karena adanya efek harmonik pada motor. Sayangya, hampir tidak mungkin untuk mengetahui akan berapakah nilai efisiensi motor/drive, tetapi karena daya input ke sebuah sistem torsi bervariasi (variable torque) menurun sesuai dengan kecepatan, sehingga perkiraan dari efisiensi sistem adalah hal yang dapat dilakukan. Ketika menghitung konsumsi energi dari sebuah sistem motor drive, tetapkan efisiensi sistem pada range 80-90 % untuk motor 10 HP atau lebih dan beban 25% atau lebih. 117 Pada umumnya, area efisiensi yang rendah berkorespondensi untuk motor ukuran kecil serta beban kecil dan area efisiensi tinggi berkorespondesi untuk motor ukuran besar serta beban besar.
c. Pemilihan VFD Berikut adalah langkah-langkah pemilihan VFD.1) Menetapkan spesifikasi awal untuk aplikasi drive Untuk memilih kombinasi motor dan VFD yang tepat, informasi berikut
sebaiknya tersedia: Tegangan (Volt) dan frekuensi (Hz) sumber listrik., Torsi start (Newton meters)., Torsi beban (Newton meters) dan hubungannya dengan kecepatan., Rentang kecepatan (rev/min)., Nilai percepatan yang dibutuhkan., Momen inersia motor dan beban (kgm^2).
2) Pemilihan jumlah pole (kutub) motor Pemilihan jumlah pole ini berkaitan dengan pemilihan kecepatan putaran motor yang akan digunakan.
3) Menentukan nilai daya (power) motor Nilai daya motor dihitung berdasarkan persamaan berikut Power = (Torsi (Nm) * kecepatan(rev/min))/9550 kW *torsi disini adalah torsi mekanik, dan kecepatan adalah kecepatan putaran.
4) Langkah berikutnya adalah memilih VFD yang sesuai dengan spesifikasi kebutuhan. Dalam pemilihannya faktor-faktor berikut patut dipertimbangkan, tegangan dan frekuensi suplai listrik, nilai arus listrik motor, duty type (Variable torque atau constant torque). VFD yang dipilih memiliki nilai arus listrik yang lebih tinggi dengan nilai arus listrik motor.
B. KONFIGURASI PROGRAM RANGKAIAN INSTALASI MOTOR BERBASIS VARIABLE FREQUENCY DRIVE (VFD)
Pengaturan frekuensi untuk mengendalikan kecepatan motor induksi biasanya diikuti juga dengan pengaturan tegangan masuk V1 yang sebanding dengan frekuensi tersebut karena untuk mendapatkan fluks konstan, diperlukan V1 ~ f.
Kecepatan putar motor induksi tiga phasa dapat diatur dengan mengubah frekuensi sumber, karena medan putar stator merupakan fungsi dari frekuensi sumber. Pengaturan frekuensi sumber merupakan metode pengaturan yang memungkinkan yang lebih luas. Frekuensi sumber AC yang konstan (50 Hz) harus diubah sesuai kebutuhan yang diinginkan. Proses pengubahan frekuensi ini memerlukan converter dari AC ke DC (Rectifier), dan dari DC dijadikan ke AC kembali (Inverter) dengan frekuensi yang berbeda.
ⱷ

123TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Dengan demikian jika frekuensi motor ditingkatkan maka akan meningkatkan kecepatan motor, sebaliknya dengan memperkecil frekuensi akan memperlambat kecepatan motor. Pengendalian frekuensi motor menggunakan rangkaian inverter dapat dilihat seperti pada gambar berikut:
Gambar 5.10. Blok Diagram InverterSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Prinsip kerja inverter yang sederhana adalah sebagai berikut.1. Tegangan yang masuk dari jala jala 50 Hz dialirkan ke board penyearah DC
(Rectifier), dan ditampung ke bank capacitor. Jadi dari AC di jadikan DC.2. Tegangan DC kemudian diumpankan ke board inverter untuk dijadikan AC
kembali dengan frekuensi sesuai kebutuhan. Jadi dari DC ke AC yang komponen utamanya adalah Semikonduktor aktif seperti IGBT (Insulated Gate Bipolar Transistor). Dengan menggunakan frekuensi carrier (bisasampai 20 kHz), tegangan DC dicacah dan dimodulasi sehingga keluar tegangan dan frekuensi yang diinginkan.
Secara umum motor DC akan digunakan bila memiliki kemampuan untuk menggunakan pengendali kecepatan. Namun karena keterbatasan motor DC, motor AC terus menjadi fokus bagi penggunaan variasi kecepatan. Baik motor sinkron maupun motor induksi keduanya cocok untuk penggunaan kontrol variasi kecepatan. Karena motor induksi adalah motor asinkron, perubahan suplai frekuensi dapat memvariasikan kecepatan. Strategi pengendalian motor induksi secara khusus akan tergantung pada sejumlah faktor termasuk biaya investasi, ketahanan beban dan beberapa persyaratan pengendalian khusus. Hal ini memerlukan suatu tinjauan rinci mengenai karakteristik beban dan data historis pada aliran proses.1. Konfigurasi Pengujian Rangkaian Instalasi Motor Berbasis Variable Frequency
Drive (VFD)a. Alat ukur
Alat ukur yang digunakan dalam pengujian variabel speed drive yaitu:1) Power Quality Analyzer Q4 Plus2) Tachometer3) Voltmeter4) Amperemeter
b. Langkah-Langkah Pengujian Instalasi Motor Listyrik Berbasis Variable Frequency Drive

124
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
MATERI PEMBELAJARAN
Gambar 5.11. Rangkaian pengukuran variabel speed driveSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf
Berikut merupakan prosedur dan langkah-langkah pengujian tanpa beban:1) Hubungkan variabel speed drive dengan sumber 3 fasa2) Tekan tombol run pada variabel speed drive.3) Hidupkan power quality analyzer dengan menekan tombol on.4) Pasangkan probe tegangan dan probe arus power quality analyzer ke
terminal keluaran variabel speed drive .5) Buka menu measurement pada power quality analyzer.6) Atur frekuensi pada variabel speed drive dari 10 hz sampai 60 hz7) Catat nilai tegangan, arus, THD I, dan THD U yang terbaca pada meenu
measurement di power quality analyser8) Atur frekuensi ke nilai 0 hz, sehingga motor berhenti berputar.9) Tekan tombol stop pada VSD10) Matikan saklar sumber 3 fasa.
c. Langkah-Langkah Pengujian Instalasi Motor Listyrik Berbasis Variable Frequency Drive BerbebanPada pengujian ini dilakukan dua tahap, yaitu pengujian vsd dihubungkan ke motor dan pengujian nilai torsi.
Gambar 5.12. Rangkaian Pengukuran VSD dengan MotorSumber: http://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf

125TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
MATERI PEMBELAJARAN
Berikut merupakan prosedur pengujian berbeban.1) Rangkai hubungan motor induksi dengan hubungan bintang.2) Hubungkan motor induksi dengan variabel speed drive.3) Masukkan sumber tegangan AC 3 pasa ke variabel speed drive sehingga
rangkaian terhubung seperti gambar 3.54) Tekan tombol Run pada VSD5) Atur frekuensi VSD pada frekuensi 10 hz sampai 60 hz.6) Ukur nilai kecepatan (Nr) pada motor induksi setiap perubahan
frekuensi7) Hidupkan power quality analyzer dengan menekan tombol on.8) Pasangkan probe tegangan dan arus power quality analyzer ke terminal
keluaran variabel speed drive .9) Buka software metrel power view sehingga parameter tegangan,arus,
frekuensi, THD bisa terbaca di PC.10) Salin nilai dan bentuk gelombang tegangan serta THD tegangan setiap11) perubahan frekuensi yang terbaca di software power view ke microsoft
excel.12) Simpan file microsoft excel di dokumen PC.13) Atur frekuensi ke nilai 0 hz, sehingga motor berhenti berputar.14) Tekan tombol stop pada VSD15) Matikan saklar sumber 3 fasa.
CONTOH SOAL
1. Penggunaan motor induksi yang banyak dipakai di kalangan industri mempunyai keuntungan dan kerugian hal itu juga akan berpengaruh dalam penerapan pengaturan kecepatannya. Dengan pemasangan inverter sebagai peralatan tambahan untuk mengatur kecepatan putar motor tersebut. Sebutkan keuntungan dan kerugian motor induksi disbanding motor capasitor!Pembahasan:Penggunaan motor induksi yang banyak dipakai di kalangan industri mempunyai keuntungan dan kerugian sebagai berikut ini.
a. Mempunyai konstruksi yang sederhana.b. Relatif lebih murah harganya bila dibandingkan dengan jenis motor
yang lainnya.c. Menghasilkan putaran yang konstan. d. Mudah perawatannya.e. Untuk pengasutan tidak memerlukan motor lain sebagai penggerak
mula.f. Tidak membutuhkan sikat-sikat, sehingga rugi gesekan bisa dikurangi.

126
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
CAKRAWALA
Belajar Inverter Di Dunia Industri
Inverter atau yang sering disebut dengan Variable Speed Drive (VSD) merupakan sistem kontrol yang banyak digunakan dalam dunia industri dengan cara mengatur frekuensi motor untuk mendapatkan pengaturan kecepatan dan torsi sesuai dengan kebutuhan proses produksi di Industri. Dalam dunia industri khususnya inverter ini digunakan untuk mengatur dari motor induksi, motor induksi banyak digunakan untuk penggerak beberapa peralatan dalam industri seperti pompa, kompresor, fun, blower, konveyor, dan penggerak proses produksi lainnya. Motor induksi dipilih dikarenakan karena motor induksi memiliki banyak keunggulan dibanding motor sinkron atau motor DC yaitu konstruksi sederhana, tahan lama, perawatan mudah dan efisiensinya tinggi. Dibalik keunggulannya terdapat juga kelemahan yaitu dalam hal pengaturan kecepatan dan torsi awal yang rendah. Berikut ini adalah salah contoh dari inverter yang banyak digunakan di industri.
Gambar 5.13. Inverter DeltaSumber: http://eliprawisuda.blogspot.com/2012/12/belajar-invert-
er-di-dunia-industri.html
Parameter yang dibutuhkan dari motor induksi adalah pengaturan kecepatan dan torsi motor. Untuk itu dibutuhkan pengaturan yang fleksibel dengan cara mengubah frekuensi inputannya dari 50 Hz (Standar PLN) menjadi frekuensi yang diinginkan agar motor dapat berputar pada kecepatan yang diinginkan. Untuk mengubah frekuensi tersebut untuk menjadi frekuensi yang diingginkan adalah dengan cara mengubah sumber AC menjadi DC. Untuk itu dibutuhkan rangkaian Rectifier (Penyearah) atau Converter (Penyearah Terkendali). Pada umumnya digunakan konverter (penyearah terkendali) untuk mendapatkan sumber DC dari listrik AC. Setelah listrik AC diubah jadi sumber DC maka perlu dilakukan perataan bentuk gelombang DC yang masih mengandung ripple (riak) AC. Caranya dengan menambahkan DC Link atau semacam regulator. Hal ini berfungsi untuk meratakan bentuk gelombang DC agar berbentuk lurus dan stabil tidak terjadi naik turun (riak).
Setelah didapatkan listrik DC yang murni, langkah berikutnya adalah mengubah Listrik DC menjadi listrik AC dengan rangkaian inverter. Inverter sebenarnya berisi rangkaian fip flop yang melakukan pensaklaran secara

127TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
CAKRAWALA
bergantian terhadap listrik DC sehingga menghasilkan listrik AC. Bentuk gelombang yang dihasilkan dengan rangkaian inverter bisa gelombang kotak atau gelombang sinus. Untuk menghasilkan Listrik AC dari Output rangkaian inverter dengan gelombang sinus diperlukan rangkaian PWM (Pulse Width Modulator). Rangkaian ini yang akan mencacah listrik DC menjadi listrik AC dengan bentuk gelombang mendekati sinus. Gambar xxx beberapa jenis inverter yang banyak digunakan pada dunia industri .
JELAJAH INTERNET
Untuk menambah wawasan lebih jauh mengenai Motor Listrik Berbasis Variable Frequency Drive (VFD), kalian juga dapat mempelajari secara mandiri dengan menggunakan internet. Salah satu website yang dapat kalian kunjungi untuk menambah informasi tentang Motor Listrik Berbasis Variable Frequency Drive (VFD) adalah sebagai berikut:
Sumber: https://www.youtube.com/watch?v=TLZuLoidU9Q
RANGKUMAN
Langkah Pengujian Instalasi Motor Listyrik Berbasis Variable Frequency Drive, Hubungkan variabel speed drive dengan sumber 3 fasa, Tekan tombol run pada variabel speed drive, Hidupkan power quality analyzer dengan menekan tombol on, Pasangkan probe tegangan dan probe arus power quality analyzer ke terminal keluaran variabel speed drive, Buka menu measurement pada power quality analyzer, Atur frekuensi pada variabel speed drive dari 10 hz sampai 60 hz, Catat nilai tegangan, arus, THD I, dan THD U yang terbaca pada meenu measurement di power quality analyser, Atur frekuensi ke nilai 0 hz, sehingga motor berhenti berputar, Tekan tombol stop pada VSD, Matikan saklar sumber 3 fasa.
Langkah Pengujian Instalasi Motor Listyrik Berbasis Variable Frequency Drive Berbeban, Rangkai hubungan motor induksi dengan hubungan bintang, Hubungkan motor induksi dengan variabel speed drive, Masukkan sumber tegangan AC 3 pasa ke variabel speed drive sehingga rangkaian terhubung, Tekan tombol Run pada VSD, Atur frekuensi VSD pada frekuensi 10 hz sampai 60 hz, Ukur nilai kecepatan (Nr) pada motor induksi setiap perubahan frekuensi, Hidupkan power quality analyzer dengan menekan tombol on, Pasangkan probe tegangan dan arus power quality analyzer ke terminal keluaran variabel speed drive , Buka software metrel power view sehingga parameter tegangan,arus, frekuensi, THD bisa terbaca di PC, Salin nilai dan bentuk gelombang tegangan serta THD tegangan setiap, perubahan frekuensi yang terbaca di software power view ke microsoft excel, Simpan file microsoft excel di dokumen PC, Atur frekuensi ke nilai 0 hz, sehingga motor berhenti berputar, Tekan tombol stop pada VSD, Matikan saklar sumber 3 fasa.

128
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
TUGAS MANDIRI
Buat kelompok pada tugas ini, setiap kelompok terdiri dari 2 orang siswa.1. Uraikan langkah pengujian instalasi motor listrik berbasis Variable
Frequency Drive tanpa beban!2. Uraikan langkah pengujian instalasi motor listrik berbasis Variable
Frequency Drive dengan beban!3. Gambarkan pemasangan Inverter dalam pengujian instalasi motor listrik
tanpa beban untuk mengatur kecepatan putaranya!4. Gambarkan blok diagram pengujian instalasi motor listrik dengan beban
untuk berbasis Variable Frekuensi Drive!Jelaskan prinsip kerja inverter!
PENILAIAN AKHIR BAB
Kerjakan soal di bawah ini dengan baik dan benar!1. Apa yang dimaksud dengan torsi motor listrik?2. Langkah langkah apa saja yang kita lakukann saat memilih sistem Variabel
Speed Drive pada pengendalian motor listrik!3. Sebutkan langkah- langkah pengujian instalasi motor listrik berbasis VSD
tanpa beban!4. Gambarkan rangkaian pengukuran Variabel Speed Drive tanpa beban!5. Dipakai di mana saja sistem Variabel Speed Drive sering digunakan!
REFLEKSI
Pada bab ini aku telah mempelajari tentang: Motor Listrik Berbasis VFD, Instalasi Motor Listrik Berbasis VFD, Konfigurasi Program Rangkaian Instalasi Motor Berbasis Variable Frequency Drive (VFD).
Materi yang telah aku pahami maupun yang belum aku pahami, aku akan beri tanda centang pada kolom di bawah ini. Aku juga akan bertanya bapak atau ibu guru jika ada materi yang belum aku pahami.
No. PernyataanPemahaman
Paham Tidak Paham
1 Motor Listrik Berbasis VFD
2 Instalasi Motor Listrik Berbasis VFD
3Konfigurasi Program Rangkaian Instalasi Motor Berbasis Variable Frequency Drive (VFD),

129TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
PENILAIAN AKHIR SEMSETERGENAP
PETUNJUK UMUM:1. Tulislah terlebih dahulu data diri anda pada lembar jawab yang telah disediakan.2. Kerjakanlah terlebih dahulu soal-soal yang kamu anggap mudah.3. Semua pekerjaan dikerjakan di lembar jawab yang disediakan sesuai dengan
petunjuk mengerjakan.4. Apabila terdapat jawaban yang salah, dan ingin diadakan pembetulan, dapat
dilakukan dengan cara memberi tanda dua garis sejajar pada jawaban yang salah, kemudian berilah tanda silang pada jawaban yang kamu anggap benar.Contoh: - Jawaban salah : a b c d e - Dibetulkan menjadi : a b c d e
5. Periksalah pekerjaanmu sebelum diserahkan kepada pengawas
A. SOAL PILIHAN GANDA1. Jenis motor yang digunakan pada hair drier adalah sejenis ….
a. Motor Shaded pole b. Motor DC c. Motor Universal d. Motor split phase e. Motor ac
2. Sebuah motor listrik lilitannya terbakar, setelah digulung ulang selesai maka untuk melihat hasil lilitannya short body atau tidak menggunakan alat........a. Megger b. Earthtesterc. Tachometerd. Tang Amperee. Multimeter
3. Sebelum dipakai instalasi penerangan listrik harus di uji tahanan isolasinya dengan megger, besarnya tahanan isolasi minimal yang diperbolehkan adalah …a. 100 x tegangan yang digunakan. b. 1000 x tegangan yang digunakan.c. 1000 x arus yang digunakan. d. 100 x arus yang digunakan.e. 10.000 x tegangan yang digunakan
4. Kotak kontak yang dipasang pada instalasi penerangan listrik,harus memenuhi syarat ….a. Kotak kontak yang tingginya kurang dari 1,25 meter tidak memakai tutupb. Terminal yang bertegangan diletakkan pada sebelah kanan. c. Kotak kontak bukan WD boleh dipasang di tempat basah. d. Terminal yang bertegangan diletakkan pada sebelah kiri.e. Terminal netral diletakkan pada sebelah kiri.
5. Berapa jumlah penghantar pada titik A dari gambar diagram garis tunggal pada rangkaian Instalasi gudang bawah tanah di bawah ini?
PENILAIAN AKHIR SEMESTER GENAP

130
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENILAIAN AKHIR SEMSETERGENAP
a. 1 kawat penghantarb. 2 kawat penghantarc. 3 kawat penghantar
d. 4 kawat penghantare. 5 kawat penghantar
6. Jika dalam sebuah gedung perkantoran terdapat 7 buah kotak kontak dan 19 buah lampu maka pembagian kelompok yang benar adalah..
a.
b.
c.
d.
e. 7. Syarat pemasangan pipa instalansi adalah tersebut di bawah, kecuali …..
a. Di daerah bersuhu sedangb. Tidak ada beban mekanikc. Paling banyak diisi 6 karet untuk hantaran berdiameter 1,5 mm2
d. Dipasang di tanah berair dengan kabel NYAe. Ditanam di dalam tembok.
8. Perhatikan pernyataan di bawah ini:1. Di lantai dekat dinding2. Di lantai, berdiri bebas di ruangan3. Menempel tetap dinding

131TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
PENILAIAN AKHIR SEMSETERGENAP
4. Di tempatkan di atas meja khusus5. Dipasang di rakYang termasuk cara pemasangan panel hubung bagi (PHB) adalah a. 5, 4, 2b. 4, 5, 1 c. 3, 4, 5 d. 2, 3, 4 e. 1, 2, 3
9. Warna kabel suatu penghantar untuk 3 fasa berdasarkan PUIL 2000 secara berurutan R, S, T, N adalah...........a. Kuning, merah, biru, hitamb. Merah, kuning, hitam, biruc. Merah, hitam, biru, hijaud. Merah,kuning, biru, hitame. Biru, hitam, kuning, merah
10. Pada instalasi lampu gudang bawah tanah agar lampu dapat dinyalakan, dimatikan dan dimasuki dari satu sisi saja harus menggunakan ...a. 2 sakelar tunggalb. 2 sakelar seric. 1 saklar tunggal dan 2 saklar tukard. 1 sakelar tunggal dan 1 sakelar tukar/sakelar hotele. sakelar seri dan 1 sakelar tukar/sakelar hotel
11. Jika arus nominal motor induksi 3 fasa 10 Amper, maka besar MCB yang digunakan adalah …a. 10 Ab. 18 Ac. 14 Ad. 16 Ae. 20 A
12. Rangkaian suatu instalasi kontrol pada box panel listrik pada umumnya dibedakan menjadi 2, yaitu rangkaian control dan rangkaian daya. Kabel penghantar yang digunakan untuk rangkaian control berdasarkan SOP adalah jenis kabel . . .a. NYA b. NYAFc. NYM d. NYY e. NYCY
13. Pemasangan instalasi listrik sesuai PUIL adalaha. KWHmeter-MCB-Box sekring-peralatan listrikb. MCB-KWHmeter-Box sekring-peralatan listrikc. Box sekring-MCB-KWHmeter-peralatan listrikd. MCB-peralatan listrik-KWHmeter-Box sekringe. Box sekring- MCB- peralatan listrik- KWHmeter

132
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENILAIAN AKHIR SEMSETERGENAP
14. Jenis gambar listrik yang menyatakan fungsi tata letak komponen beserta jalurnya secara singkat ...a. diagram garis tunggalb. diagram garis gandac. diagram lingkaran arusd. diagram pengawatane. diagram beban
15. Pemasangan fitting pada instalasi luar permukaan perlu bahan tambahan, yaitu a. bochtb. klemc. tuled. rosete. doos
16. Yang perlu diperhatikan dalam pemasangan instalasi distribusi listrik seperti di bawah ini, kecuali .....a. Semua penghantar harus disusun rapib. Semua komponen harus disusun rapic. Bagian yang bertegangan terlindungd. Bersifat permanen/tanpa pengembangane. Mempunyai keandalan yang tinggi
17. Salah satu gangguan pada motor kapasitor yang menyebabkan kumparan stator terbakar adalaha. kabel power input motor putusb. nilai kapasitor lebih tinggic. tegangan input naikd. tegangan input kurang sekali
e. kumparan motor terbakar18. Transistor, SCR, TRIAC pada sistem control elektronik biasanya digunakan sebagai:
a. Penguat akhirb. Penstabil teganganc. Saklar penyearahd. Sensor e. Penyearah
19. Ada empat variable yang mempengaruhi tahanan system pentanahan, kecuali..a. Panjang/ kedalaman elektroda pentanahanb. Diameter elektroda pentanahan c. Jumlah elektroda pentanahand. Desain system pentanahane. Penggunaan bahan kimia

133TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
PENILAIAN AKHIR SEMSETERGENAP
20. Pada gambar rangkaian pengendali, fungsi kontak timer KT adalah..........
a. Mengaktifkan kontaktor 3 dan mematikan kontaktor 2b. Mengaktifkan kontaktor 2 dan mematikan kontaktor 3c. Mengaktifkan kontaktor 2 dan kontaktor 3d. Mengaktifkan kontaktor 3 dan mematikan kontaktor 1e. Mengaktifkan kontaktor 2 dan mematikan kontaktor 1
21. Perhatikan gambar di bawah ini:Metode pemasangan Panel Hubung Bagi (PHB) berdasarkan gambar di atas termasuk jenis a. Terbukab. Tertutupc. Cara tetap (fix)d. Mudah dipindah-pindah (removable)e. Sistem laci (withdrawable)
22. Berikut yang bukan merupakan skema sistem pentanahana. TNb. TN-C c. TN-N d. ITe. TT
23. Diketahui gambar:
F
N
OFF
K1
ON1 ON2 K1

134
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENILAIAN AKHIR SEMSETERGENAP
Pada gambar tersebut bila dirubah ke ladder diagram adalaha.
0001
0002
0003
00041000
d.0001
0002
1000
00001000
b.0001
0002
0003
10000000
e.
0001
0002
00001000
c. 0001
0002
1000
10000000
24. Gambar instalasi tenaga system diagram satu garis yang terdiri dari motor 3 fasa dilengkapi sakelar canai, bimetal, pengaman lebur adalah….
a.M
d.M
b.M
e.M
c.M
25. Pada motor listrik yang sudah selesai digulung, untuk mengetes tahanan isolasi antara kumparan dan antara kumparan dengan body digunakan ………. a. Multimeter d. Earth tester b. Megger e. Voltmeter c. Galvanometer
26. Berikut ini yang termasuk jenis– jenis desain konstruksi PHB adalah .

135TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
PENILAIAN AKHIR SEMSETERGENAP
a. PHB out lineb. PHB in linec. PHB integral (dalam tembok)d. PHB jenis semi terbukae. PHB jenis terbuka
27. Variasi urutan angka pada kontak utama dan kontak Bantu yang benar adalah….
28. Gambar di bawah adalah rangkaian control dua motor yang bekerja berurutan. Agar rangkaian berfungsi, kontak pada kotak A adalah…..a. NO K1b. NC K1c. NO K2d. NC K2e. NC S2
29. Relai impuls dapat dirangkai dengan tombol tekan untuk melayani lampu tangga. Relai impuls ini sebagai pengganti saklar

136
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
PENILAIAN AKHIR SEMSETERGENAP
a. TPDTb. SPDTc. Silangd. Tukare. Tunggal
30. Double acting cylinder merupakan salah satu bagian Elemen Pneumatik dari ……a. Aktuatorb. Prosesorc. Elemen Kontrol
d. Pemasok Energie. Sensor
ESSAY1. Apa yang dimaksud dengan Variabel Speed Drive pada sistem kendali motor
listrik?2. Sebutkan keuntungan apa saja yang kita dapatkan saat menggunakan sistem
Variabel Speed Drive pada pengendalian mototr listrik!3. Sebutkan jenis jenis inverter yang sering digunakan pada sistem Variabel Speed
Drive!4. Langkah langkah apa saja yang kita lakukann saat memilih sistem Variabel Speed
Drive pada pengendalian mototr listrik!5. Sebutkan langkah langkah pengujian instalasi motor listrik berbasis VSD tanpa
beban!

137TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
DAFTAR PUSTAKA
Ackermann, R. dkk. 1994. Programmable Logic Controllers Pesto DIDACTIC edisi 4. Hand Book Pesto DIDACTIC.
Asisten laboratorium. 2014. Modul Praktikum Programmable Logic Controller.Cilegon: Laboratorium Konversi Energi Listrik Jurusan Elektro Universitas Sultan Ageng Tirtayasa.
Badan Standardisasi Nasional. 2002. Persyaratan Umum Instalasi Listrik 201I. Jakarta: Yayasan PUIL.
Bolton, William. 2003. Programmable Logic Controller (PLC) - Sebuah Pengantar Edisi Ketiga. Jakarta: Erlangga.
Brown, Mark. 2005. Practical Troubleshooting Electrical Equipment and Control Circuit. Oxford: Newnes Linacre, Jordan Hill.
Budiyanto, M. dan A. Wijaya. 2003. Pengenalan Dasar-Dasar PLC (Programmable Logic Controller). Yogyakarta: Gava Media.
Cahya dkk. 2011. Rancang Bangun Inverter 3 Fasa untuk Pengaturan Kecepatan Motor Induksi. Surabaya: Politeknik Elektronika Negeri Surabaya & Institut Teknologi Surabaya.
Deutsche Gesellschahft fur Zusammenarbeit (GTZ). 2003. Tables for the ElectricTrades. Deutchland: Eschborn.
Herman, Yani dan Noer Muhammad. 2013. Perancangan Instalasi Listrik.Kasatkin, A. 1960. Basic Electrical Engineering. Moscow: Peace Publisher.Kissell, Thomas E. 1990. Modern Industrial/Electrical Motor Controls: Operation,
Installation, and Troubleshooting. New Jersey: Prentice Hall, Englewood Cliffs.
Mantra, AB. 2005. Simulasi Pintu Garasi Mobil Otomatis Berbasis PLC OMRON SYSMAC CPMlA. Tugas Akhir. Universitas Negeri Semarang.
Munthe, Brayan. 2010. Karakteristik Motor Listrik. Bandung: PPPPTK BMTI.Muslim, Supari dan Joko. 2009. Teknik Perencanaan dan Pemasangan Instalasi Listrik.
Surabaya: Direktorat Pembinaan Sekolah Menengah Kejuruan, Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah, dan Departemen Pendidikan Nasional.
Pakpahan, F. Masse. 2007. Rangkaian Kontrol Magnetik. Bandung: Instalasi ListrikTEDC Bandung.
PPPG Teknologi Bandung. 2006. Electrical Machine Control.Prih, Susumardjati dkk. 2008. Teknik Pemanfaatan Tenaga Listrik Jilid I. Jakarta:
Direktorat Pembinaan Sekolah Menengah Kejuruan.Siswoyo. 2008. Teknik Listrik Industri Jilid 2 Untuk SMK. Jakarta: Direktorat Pembinaan
Sekolah Menengah Kejuruan, Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah, dan Departemen Pendidikan Nasional.
Sugondo, S, P. 1998. Prototype Sistem Penyiraman dan Pemupukan Tanaman Secara

138
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
Otomatis Untuk Pertanian Rumah Kaea. Jurnal Laporan Teknis Berkala Vol. 6, No. 10, Desember 1998.
Sumanto. 1993. Motor Listrik Arus Bolak Balik Motor Induksi Motor Sinkron.Yogyakarta: Penerbit Andi.
Suryono dan Tugino. 2005. Panduan Work Shop Pemrograman dan Aplikasi PLC.: Laboratorium Jurusan Teknik Elektro, UNNES.
Team Lab TE UMS. 2005. Control Pneumatic dengan Programmable Logic Controller (PLC). Modul Pelatihan PLC. Surakarta: Universitas Muhammadiyah Surakarta.
Theraja, BL. 2000. Electrical Technology. Nirja Construction & Development Co, (P) Ltd.
Wasito, S. 2001. Vademekum Elektronika. Jakarta: Gramedia Pustaka Umum.Wijayacitra, Paulus. 1994. Buku Data IC Catu Daya. Jakarta: Elexmedia Komputindo.Zhanggischan dan Zuhal. 2004. Prinsip Dasar Elektronik. Jakarta: Gramedia Pustaka
Utama.Zuhal. 1998. Dasar Teknik Tenaga Listrik Dan Elektronika Daya. Jakarta: PT Gramedia Pustaka Utama.https://www.musbikhin.com/rahasia-setting-inverter-step-by-step-langsung-praktek-inverter-fuji-seri-belajar-plc/ http://eprints.polsri.ac.id/3250/3/BAB%202.pdf http://bsd.pendidikan.id/data/2013/kelas12smk/Kelas12SMKInstalasiMotorListrik5.pdfhttp://deninurulhuda.pe.student.pens.ac.id/Jurnal%20deni.pdf http://eliprawisuda.blogspot.com/2012/12/belajar-inverter-di-dunia-industri.html
DAFTAR PUSTAKA

139TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
GLOSARIUM
AND : Perintah digunakan untuk urutan kerja sistem kontrol yang lebih dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output.
AND NOT : Perintah digunakan untuk urutan kerja sistem kontrol yang lebih dari satu kondisi logika yang harus terpenuhi semuanya untuk mengeluarkan satu output.
CONSOLE : Alat yang berfungsi untuk memasukan kode mnemonic kedalam PLC.
COUNTER (CNT) : Perintah yang digunakan untuk pencacahan atau penghitungan yang dibutuhkan.
CX PROGRAM : Software aplikasi yang berfungsi untuk memasukan program leader ke dalam PLC.
EFISIENSI MOTOR : Perbandingan antara daya keluaran motor induksi dengan daya masukan motor induksi.
LOAD (LD) : Perintah digunakan jika urutan kerja suatu sistem kontrol hanya membutuhkan satu keadaan logika.
LOAD NOT : Perintah digunakan jika urutan kerja sistem kontrol hanya membutuhkan satu kondisi logika.
MOTOR LISTRIK : Suatu komponen yang merubah energy listrik menjadi energy gerak
OR : Perintah digunakan untuk urutan kerja sistem kontrol yang lebih dari salah satu kondisi logikayang harus terpenuhi semuanya untuk mengeluarkan satu output.
OR NOT : Perintah digunakan untuk urutan kerja sistem kontrol yang lebih dari salah satu kondisi logikayang harus terpenuhi semuanya untuk mengeluarkan satu output.
OUT : Perintah digunakan untuk mengeluarkan satu output.OUT NOT : Perintah digunakan untuk mengeluarkan satu outputPLC : Suatu sistem elektronika digital yang dirancang
agar dapat mengendalikan mesin dengan proses mengimplementasikan fungsi nalar kendalisekuensial,operasi pewaktuan(timing), pencacahan (counting), dan aritmatika
ROTOR : Bagian motor listrik yang berputarSLIP : Perbedaan kecepatan antara medan putar stator dengan
rotor tergantung pada besarnya beban dari motor tersebut.
STATOR : Bagian motor listrik yang tidak berputar

140
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
TERMINAL BOX : Bagian yang bertugas menghubungkan aliran listrik dari sumber ke motor
TIMER (TIM) : Perintah digunakan untuk pengaturan setting waktu yang dibuthkan
TORSI : Kekuatan yang menghasilkan suatu rotasi (putaran). Hal ini menyebabkan objek untuk berputar
VARIABLE FREQUENCY DRIVE (VFD)
: Alat yang berfungsi untuk mengatur kecepatan putar motor listrik berdasarkan perubahan frekuensi listrik.
VARIABLE SPEED DRIVE Variable (VSD)
: Sistem kontrol yang banyak digunakan dalam dunia industri dengan cara mengatur frekuensi motor untuk mendapatkan pengaturan kecepatan dan torsi sesuai dengan kebutuhan proses produksi di Industri
GLOSARIUM

141TEKNIK INSTALASI TENAGA LISTRIK
INSTALASI MOTOR LISRTRIK
BIODATA PENULIS
BIODATA PENULIS 1
Nama Lengkap : Abdul Rozak, S.Pd.M.SiTelepon/HP/WA : 081327399434Email : [email protected] Kantor : SMKS YATPI Godong Jl. BrigJend Katamso No. 1Kompetensi Keahlian : TITL
Riwayat Pekerjaan/Profesi (10 Tahun Terakhir)1. Guru SMKS YATPI Godong (Tahun 2001 s.d sekarang)
Riwayat Pendidikan Tinggi dan Tahun Belajar1. S1 Pendidikan Teknik Elektro, Universitas Negeri Semarang (Lulus Tahun 2001)2. S2 Menejemen Pendidikan, STIEPARI Semarang ( Lulus Tahun 2018)
Judul Buku dan Tahun Terbit (10 Tahun Terakhir)-
Informasi Lain dari PenulisTinggal di Dusun Panjen RT 1 RW 3 Kuripan, Karangawen Demak. Lahir di Demak, 19 Desember 1976. Sekolah Dasar di lalui di SD N 2 Kuripan, MTsN 2 Demak dan SMK N 5 Semarang . Tahun 1996 kuliah di Universitas Negeri Semarang, lulus tahun 2001.Menempuh S2 Menejemen Pendidikan pada tahun 2016 di STIEPARI Semarang Lulus Tahun 2018. Menjadi guru di SMKS YATPI Godon, dari tahun 2001 – sekarang.

142
INSTALASI MOTOR LISTRIK
TEKNIK INSTALASI TENAGA LISTRIK
BIODATA PENULIS
BIODATA PENULIS 2
Nama Lengkap : Muhamad Badrun, S.Pd.M.SiTelepon /HP/WA : 0895600155319Email : [email protected] Kantor : SMKS YATPI Godong Jl. BrigJend Katamso No. 1Kompetensi Keahlian : TITL
Riwayat Pekerjaan/Profesi (10 Tahun Terakhir)1. Guru SMKS YATPI Godong (Tahun 2001 s.d sekarang)
Riwayat Pendidikan Tinggi dan Tahun Belajar1. S1 Pendidikan Teknik Elektro, Universitas Negeri Semarang (Lulus Tahun 2002)2. S2 Menejemen Pendidikan, STIEPARI Semarang ( Lulus Tahun 2018)
Judul Buku dan Tahun Terbit (10 Tahun Terakhir)-
Informasi Lain dari PenulisTinggal di Dusun Senggrong RT 1 RW 4 Kangkung, Mranggen Demak. Lahir di Demak, 5 Maret 1976. Sekolah Dasar di lalui di SD N 1 Kangkung , SMP N 2 Mranggen dan SMK Pelita Nusantara Semarang . Tahun 1996 kuliah di Universitas Negeri Semarang, lulus tahun 2002.Menempuh S2 Menejemen Pendidikan pada tahun 2016 di STIEPARI Semarang Lulus Tahun 2018. Menjadi guru di SMKS YATPI Godong , dari tahun 2001 - sekarang

No. 158 SMKS YATPI GODONG