Embed Size (px)
Citation preview

Smart Tooling: Miniature Air Launched Decoy (MALD®)
Life Cycle Case Study
Tom MargrafDirector of Engineering937‐308‐[email protected]
Spintech Ventures, LLC. 1

Performing Organizations
Technical LeadRaytheon Missile SystemsP.O. Box 11337Tucson, AZ 85734‐1337
Contract PrimeUniversal Technology Corporation1270 N. Fairfield RoadDayton, OH 45432
Spintech Ventures, LLC.2
Work Funding Provided ByAFRL/RXMTTask Order 0019: “Shaped Memory Mandrel for the Miniature Air‐Launched Decoy(MALD)
Report InformationAFRL‐RX‐WP‐TR‐2011‐433October 2011

WHAT IS SMART TOOLING?
3 Spintech Ventures, LLC.

SMART TOOLING IS…
• A configurable, reusable tool for fabricating composite parts with complex geometries and/or trapped features
• A rigid mandrel during layup, and a flexible bladder during cure
Or,• A rigid mandrel during layup & cure, and then flexible during
demold
Spintech Ventures, LLC.4
Bladder Applications
Mandrel Applications

WHAT IS SHAPE MEMORY POLYMER?
Shape Memory Polymer Technology
Spintech Ventures, LLC.5
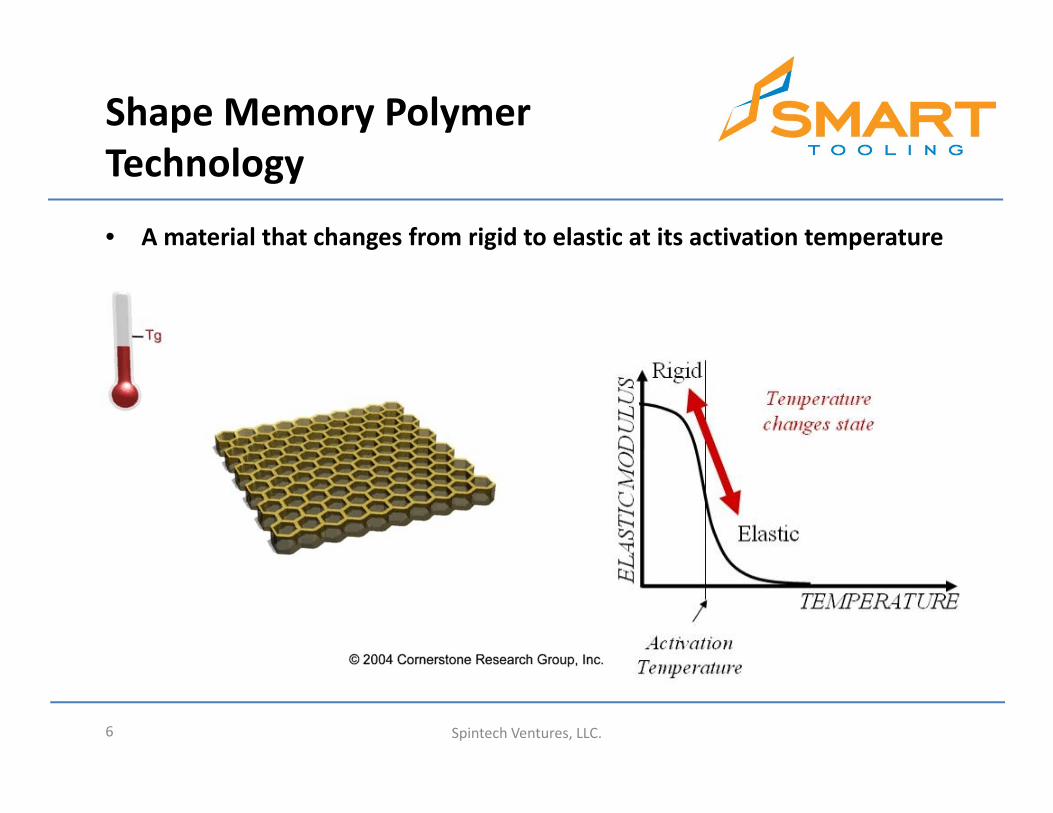
Shape Memory Polymer Technology
• A material that changes from rigid to elastic at its activation temperature
Spintech Ventures, LLC.6
SMP Bladder Process
Spintech Ventures, LLC.7

MALD LIFE CYCLE CASE STUDYShape Memory Polymer Technology
Spintech Ventures, LLC.8
Introduction
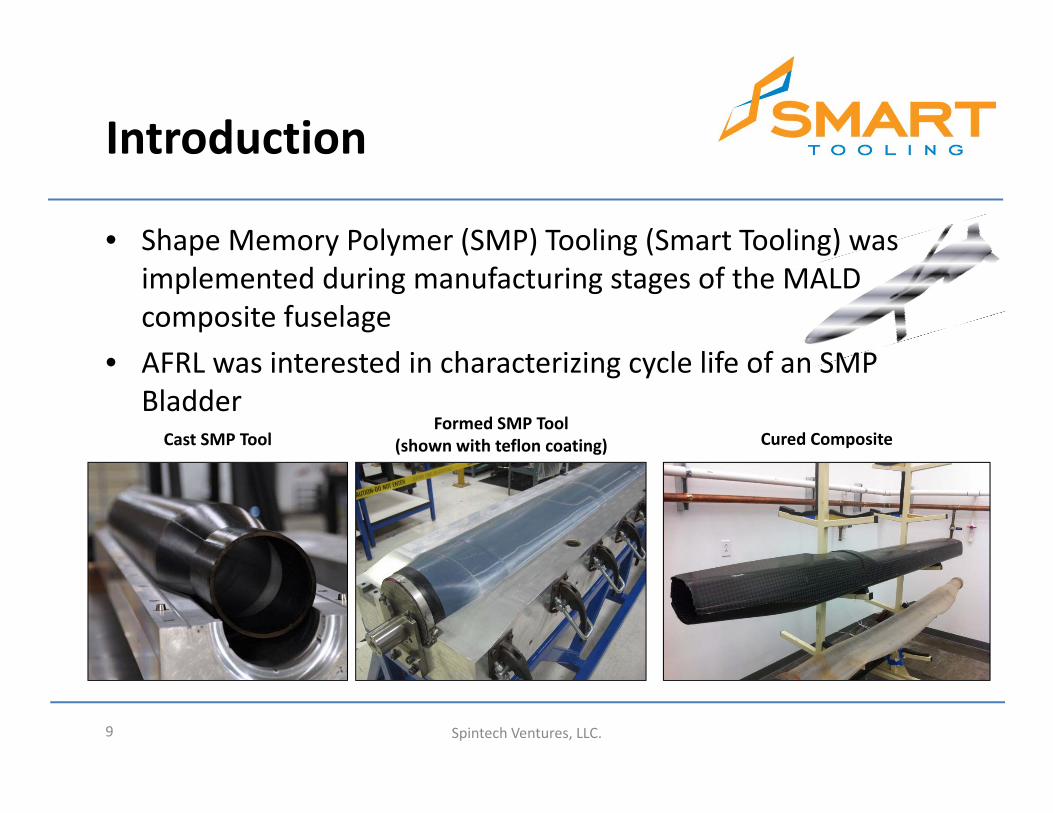
• Shape Memory Polymer (SMP) Tooling (Smart Tooling) was implemented during manufacturing stages of the MALD composite fuselage
• AFRL was interested in characterizing cycle life of an SMP Bladder
Spintech Ventures, LLC.9
Cast SMP ToolFormed SMP Tool
(shown with teflon coating) Cured Composite

Characterization Plan
• Material characterization testing was performed – Coupon Level (DMA, TMA, & Density): Targeted at determining
changes in tooling resulting from cyclic use – Subscale System Level – (Fiber Volume, Void Volume, & Tg): Targeted
at determining laminate quality as a function of tool cycle
Spintech Ventures, LLC.10
30”

Characterization Plan
• Coupon level testing was performed by Raytheon Manufacturing, Process and Producibility laboratories in Tucson, AZ.
• Subcomponent tooling, processes and composite panel build was managed by Cobham Composites in San Diego, CA.
• Subcomponent mechanical panel testing was performed by Delsen Testing Laboratories in Glendale, CA. The data analysis and project reporting was led by MALD Mechanical Engineering at Raytheon.
Spintech Ventures, LLC.11

Project Objectives
Project goals were to • Understand the long term robustness of shape memory
mandrel polymers specific to the MALD fuselage manufacturing process
• Understand repetitive mandrel usage as a function of the finished fuselage performance characteristics
Spintech Ventures, LLC.12

Coupon Level Test Matrix
Spintech Ventures, LLC.13

TMA Results (CTE)
Spintech Ventures, LLC.14
Below Tg Above Tg
• Overlays of the TMA traces for the initial condition, 15 cycles and 30 cycles for a typical serial number are shown in the figure left.
• No significant change in CTE resulted from testing of 30 thermal cycles.

Dynamic Mechanical Analysis (DMA) – Results
Spintech Ventures, LLC.15

Dynamic Mechanical Analysis (DMA) ‐ Results
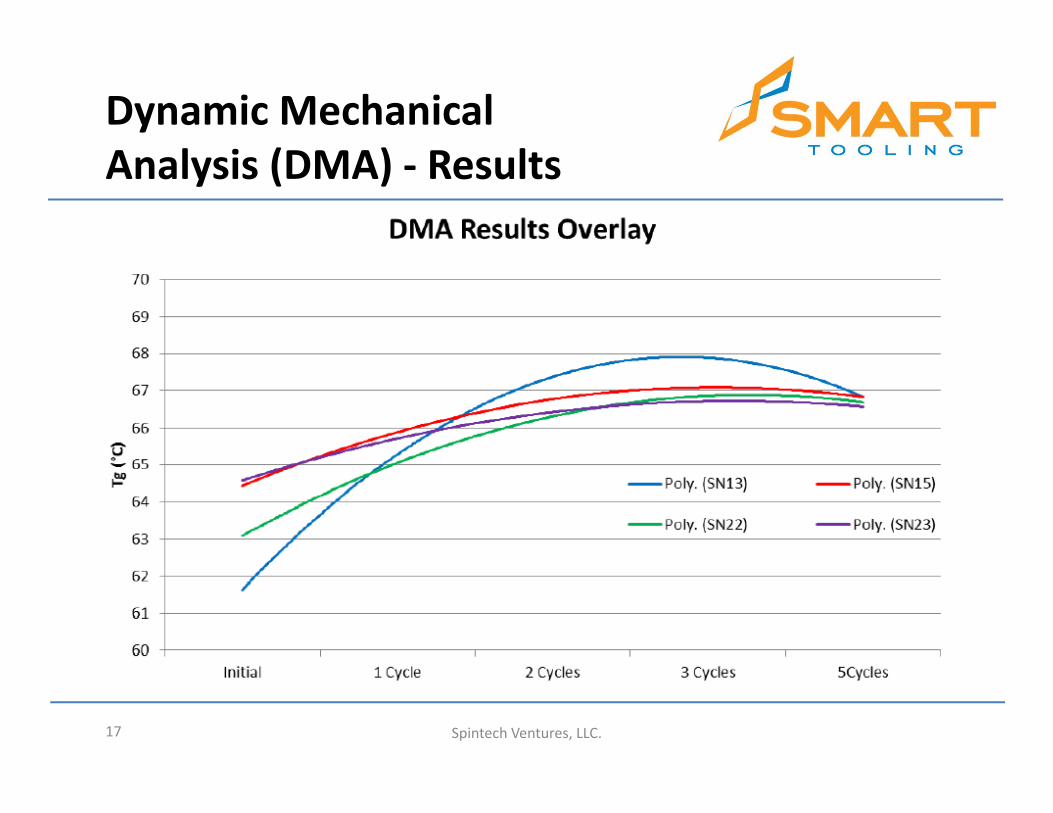
• The DMA traces were overlaid in two ways, from initial forming to 30 cycles and from initial to 5 cycles. The polynomial best fit trends shown in these figure reveal the tendency for the glass transition temperatures to go towards steady state after the initial thermal cycles
Spintech Ventures, LLC.16
Dynamic Mechanical Analysis (DMA) ‐ Results
Spintech Ventures, LLC.17

Dynamic Mechanical Analysis (DMA) ‐ Results
• The overlay of DMA traces below highlights the lack of significant change in Tg from the as‐received to multiple thermal cycles
Spintech Ventures, LLC.18

Density
• Material density measurements provide a quick and easy method to identify a material or to indicate degree of uniformity between material lots
• Changes in density can be attributed to local crystallinity, thermal history, and/or composition
• Five density measurements from each of the mandrel segment tests will be used to evaluate variability
Spintech Ventures, LLC.19

Test Matrix
• Density measurements taken from each mandrel in the “as received” condition showed no significant difference from batch to batch.
• The table below shows the density data which concludes that no difference was detected between the four different polymer batches tested
Spintech Ventures, LLC.20
Differential Scanning Calorimetry (DSC)• DSC provides a method for measuring chemical changes
within a specified temperature range• These changes assist in identifying specific polymer behaviors• DSC is used as a screening aid prior to any processing in order
to quickly flag a material anomaly• Heat capacity was measured at various temperature intervals
ranging from ‐100 F (‐73 C) to 441 F (227 C). • Samples were tested using temperature modulations of +/‐
1.00 C every 120 seconds. • Each sample was held isothermally at each temperature step
for 20 minutes before ramping to the next step. • Heat capacity data was obtained from the reversing heat
capacity signal.
Spintech Ventures, LLC.21

Differential Scanning Calorimetry (DSC) ‐ Results
Spintech Ventures, LLC.22

Differential Scanning Calorimetry (DSC) ‐ Results• DSC was used to measure the heat flow of SN 13 and 15 during 30 successive
thermal cycles. Specimens were heated from 32 F (0 C) to 329 F (165 C) at a rate of 18 F/min (10 C/min), and then cooled to 32 F at a rate of 50 F/min. This controlled heat‐cool‐heat cycle accumulation is figures below. These plots are very telling in that the initial thermal cycles is a clear standout and all cycles thereafter become virtually identical.
Spintech Ventures, LLC.23

RESULTS AND DISCUSSIONSUBCOMPONENT LEVEL TESTING
24 Spintech Ventures, LLC.

Subcomponent Level Testing
• Subcomponent tests were performed using subscale tooling that closely mimics the MALD fuselage manufacturing process
• The subscale tooling utilized similar cross section geometry as the full scale production fuselage: however, a shorter length was implemented
• Representative cross sections allow for realistic hoop strains in traditional problematic pressure areas such as the small radii
• Flat sections in the top and bottom of the fuselage geometries enable the ability to perform mechanical testing
Spintech Ventures, LLC.25

Subcomponent Level Testing
• As with production mandrels, the target dimensions will be such that no more than 25% strain will be induced at any one cross section, global not local.
• Flush mounted pressure transducers in the mandrel forming tool will provide data such that plots of mandrel surface pressure with respect to time and temperature over repeated cycles can be created
• The same pressure recording methodology utilizing load cells was implemented into the laminate cure tool
• OML laminate pressure can be related to laminate consolidation and thus to production part quality
Spintech Ventures, LLC.26

Subcomponent Level Testing
• Seven (7) production mandrels specifically designated for the ManTech effort were purchased
Spintech Ventures, LLC.27
Subcomponent Level Testing
• The subscale fuselage section was modeled specifically for this project; however, the scale and cross‐sections were derived from the MALD fuselage. The same materials, ply sequence and manufacturing procedures were used. The length was shortened to a more manageable 30 inches. The geometry was also flattened on the upper and lower surfaces to allow for mechanical test specimens.
Spintech Ventures, LLC.28

Subcomponent Level Testing
Spintech Ventures, LLC.29
30”
Subcomponent Level Testing
• A series of tests were performed to build upon the lessons learned during coupon level testing
• The series of tests were aimed at characterizing the induced forming strain effects as a function of cured laminate properties
• The most drastic geometry changes of the MALD fuselage were incorporated into the subscale design
Spintech Ventures, LLC.30

Subcomponent Level Testing
• To ensure each mandrel conformed to the proper geometry prior to composite layup, the mandrels were checked with a go/no‐go gage
• Dimensional inspection was performed after the forming cycle• Profile tolerance in the IML fuselage shape is to a profile of
0.020 inches• The fuselages were built using the same materials, stacking
sequence and layup requirement as their production counterparts
• Laminates were built on mandrel 13 at cycles 1, 12, and 24, and on mandrel 21 at cycle 1
Spintech Ventures, LLC.31

Subcomponent Level Testing
• Load cells were placed in the corner radii and in flat sections to provided pressure data that can be correlated to physical and mechanical witness panel properties as well as indications to aging trends
• The placement of the load cells are in critical buildup and non‐buildup areas
Spintech Ventures, LLC.32
Subcomponent Level Testing
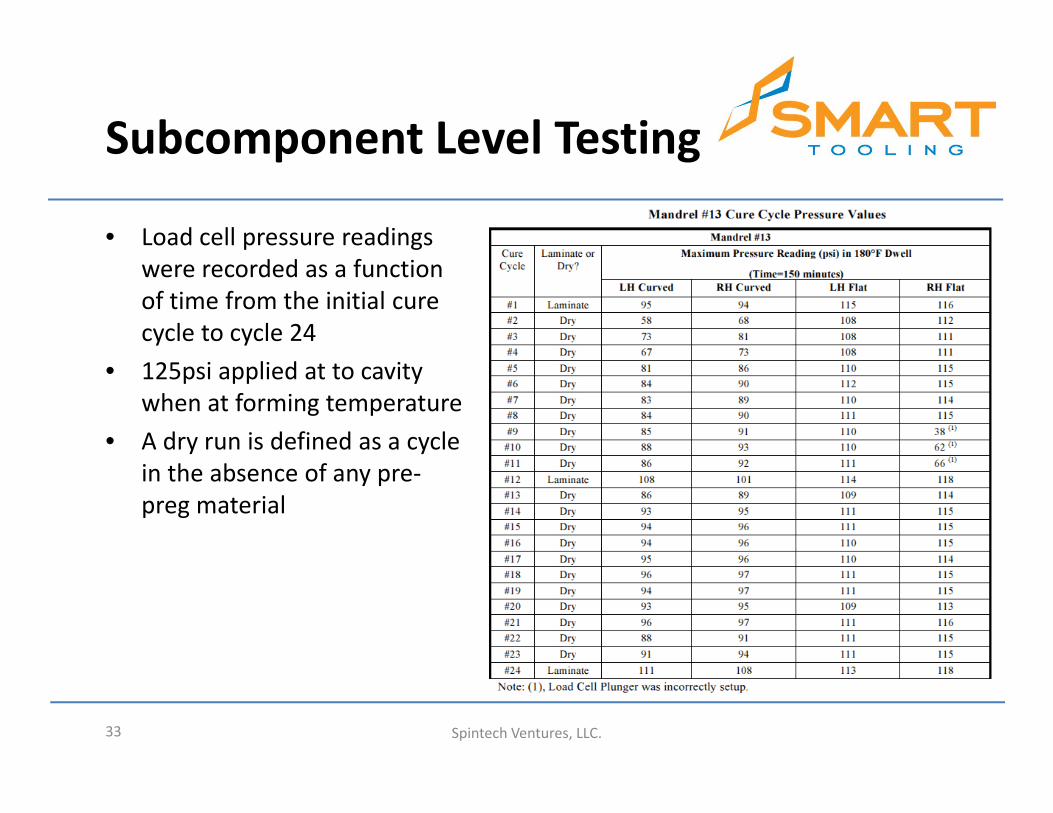
• Load cell pressure readings were recorded as a function of time from the initial cure cycle to cycle 24
• 125psi applied at to cavity when at forming temperature
• A dry run is defined as a cycle in the absence of any pre‐preg material
Spintech Ventures, LLC.33

Subcomponent Level Testing
• The applied pressure values in the flat region are consistent within a few percent through the cycles
• The curved region load cell produce an increase pressure trend through the first few cycles and is most likely cause from minor bridging in the corners or just sporadic data
• Bridging across a load cell is feasible since material movement in a tight corner radius is more difficult thus resulting in lower pressures
Spintech Ventures, LLC.34

Subcomponent Level Testing
• In the presence of a laminate, the composite material offers compliancy and the ability to transmit internally applied pressures, thus acting as a pressure intensifier
Spintech Ventures, LLC.35

Subcomponent Level TestingWitness Panel Mechanical Test Data• Physical and mechanical testing of the cured composite laminate was
performed • The sample layout is shown below
Spintech Ventures, LLC.36

Subcomponent Level TestingWitness Panel Mechanical Test Data• The table below outlines the findings of physical and mechanical witness panel
test results• All mechanical testing was performed at Room Temperature Ambient (RTA)
Spintech Ventures, LLC.37
ManTech Witness Panel Mechanical/Physical Property ResultsMandrel # 13 Mandrel #21
Property Units Test Method Cycle #1
Cycle#12
Cycle #24
Cycle #1
Fiber Content, Volume % ASTM D3171 55.20 55.16 52.26 53.60
Void Volume % ASTM D3171 1.36 1.35 1.28 1.61
Glass Transition Temperature, Dry °F SACMA SRM
18R‐94 379.00 381.00 378.00 376.00

Subcomponent Level TestingWitness Panel Mechanical Test Data• The difference in mechanical property values, not reported, (interlaminar
shear, tensile, and compressive strain) are within 4% from cycle 1 to cycle 24• In addition the first panels from both mandrels also produced properties
within 4% of one another• These two mandrels were made at different times and using different polymer
batches so the inherent variable should be built in• An increase in means and reduction in deviations is seen in all mechanical
property instances• This average value scatter is tighter than the individual witness panel standard
deviation which suggests that the mechanical property degradation is not visible within 24 cycles
Spintech Ventures, LLC.38

Project Conclusions
• The building block style approach to this project included coupon and subscale level testing
• Coupon level testing was aimed to understand the polymer mandrel material as a function of thermal cycling
• The data generated did not show noticeable differences in polymer batches; however, the observations did result in a 3 to 5% increase in Tgafter the first thermal heat cycle
• With no significant changes in Tg, Modulus, or CTE after the first cycle, the data fully supports the conclusion that degradation due to thermal cycling up to 30 cycles is non‐existent
Spintech Ventures, LLC.39

Project Conclusions
• Subscale testing was based upon characterizing final composite laminate properties after repetitive mandrel usage
• Pressure data as a function of time and cycle supported earlier claims that the mandrel only behaves differently during the first heat cycle to maximum temperature
• Mechanical and physical data from cured laminates revealed no drifting trends between the initial cure cycle and cycle 24
• The test data was shown to be statistically equivalent to production fuselage witness panels (data not reported)
• Production witness panel physical and mechanical data was also statistically analyzed because data could be evaluated after each cycle
• This analysis did not reveal any loss of laminate quality after 24 uses on a single mandrel
Spintech Ventures, LLC.40
Project Conclusions
• The program goal is to have a mandrel that can withstand a minimum of 12 cycles without degrading the finished product
• The coupon level, subscale level and production witness panel data suggests that as long as a mandrel can stay in the process free from any mishandling issues, the laminate quality should meet the minimum performance requirement to at least 24 cycles which is double the current target
Spintech Ventures, LLC.41

Special Thanks & Acknowledgements:
Raytheon• Matt Jeter• Mike Morzinski• Alison DeVore• Luis Noriega• Dan Reller• Dale Iverson
Spintech Ventures, LLC.42
Smart Tooling• Robert Graziano
Cobham Composite Products
• Mark Kempkey• Rita Hoey
AFRL/RXMT• James Poindexter





























