Embed Size (px)
DESCRIPTION
Slide presentate nel corso della conferenza intitolata: Quali attrezzature per una produzione snella? fornitori specializzati e soluzioni fatte in casa: esempidi ideazione ed applicazione
Citation preview

GRUPPO DI STUDIO ORGANIZZAZIONE DELLA PRODUZIONE
QUALI ATTREZZATURE PER UNA QUALI ATTREZZATURE PER UNA
GRUPPO DI STUDIO ORGANIZZAZIONE DELLA PRODUZIONE
PRODUZIONE SNELLA? FORNITORI PRODUZIONE SNELLA? FORNITORI SPECIALIZZATI E SOLUZIONI FATTE INSPECIALIZZATI E SOLUZIONI FATTE INSPECIALIZZATI E SOLUZIONI FATTE IN SPECIALIZZATI E SOLUZIONI FATTE IN
CASA: ESEMPI CASA: ESEMPI DIDI IDEAZIONE ED IDEAZIONE ED APPLICAZIONEAPPLICAZIONEAPPLICAZIONE. APPLICAZIONE.
Relatori: Dott. Matteo CAPELLI, Dott. Franco GHIRALDO, Dott.ssa Manuela Relatori: Dott. Matteo CAPELLI, Dott. Franco GHIRALDO, Dott.ssa Manuela CANTELLI, Dott.CANTELLI, Dott. OdoardoOdoardo BADIABADIACANTELLI, Dott. CANTELLI, Dott. OdoardoOdoardo BADIABADIA
Mercoledì 18 gennaio 2012Mercoledì 18 gennaio 2012Ore 18.15Ore 18.15Ore 18.15Ore 18.15
Centro Produttività Veneto Centro Produttività Veneto -- Fondazione Giacomo RumorFondazione Giacomo RumorArea Gruppi di StudioArea Gruppi di Studio

LEAN SYSTEM
VICENZA 18-01-2012
Matteo Capelli
Export Manager Scaglia Indeva S.p.A.
Franco Giraldo
Responsabile Vendite Triveneto Scaglia Indeva S.p.A.

SCAGLIA INDEVA IL GRUPPO
650 employees worldwide
Indeva S.p.A headquarter Bergamo Italy
Indeva Italy – France - UK –Germany – USA
Sales presence in over 30 Countries

SCAGLIA INDEVA I PRODOTTI

SCAGLIA INDEVA MANIPOLATORI

SCAGLIA INDEVA AGV

SCAGLIA INDEVA STRUTTURE LEAN

LEAN MANUFACTURING
Cos’è la Lean Manufacturing?A cosa serve? Che problemi risolve?
Per chi è?Come si fa?
Con che tempi?In PRATICA………

Cos’è la Lean Manufacturing?
Lean manufacturing detta anche Produzione snella.
Semplicemente Usare di meno per fare di più.
Il pensiero snello, infatti, si basa sul fondamento
che bisogna dare al cliente quello che vuole,
utilizzando il minimo delle risorse .

Cos’è la Lean Manufacturing?

Dove agisce Scaglia Indeva
-Sforzi umani-Eccessi o anticipi di produzione (derivano da una pianificazione della produzione inefficiente)
- Mancanza di standardizzazione- Perdite di tempo attese e ritardi (possono derivare da un layout mal organizzato, da un lead time troppo lungo o, ancora, da attrezzature e manutenzioni inadeguate)
- Scorte
- Movimentazione e trasporto- Scarse performance di processo (si verificano quando il processo è obsoleto, se manca la --formazione, se le procedure non sono chiare o se gli indicatori per monitorare le performance non sono efficaci)
- Produzione di prodotti difettosi- Costi

IMPLEMENTAZIONE LEAN

IMPLEMENTAZIONE TIPOLOGIA AZIENDA
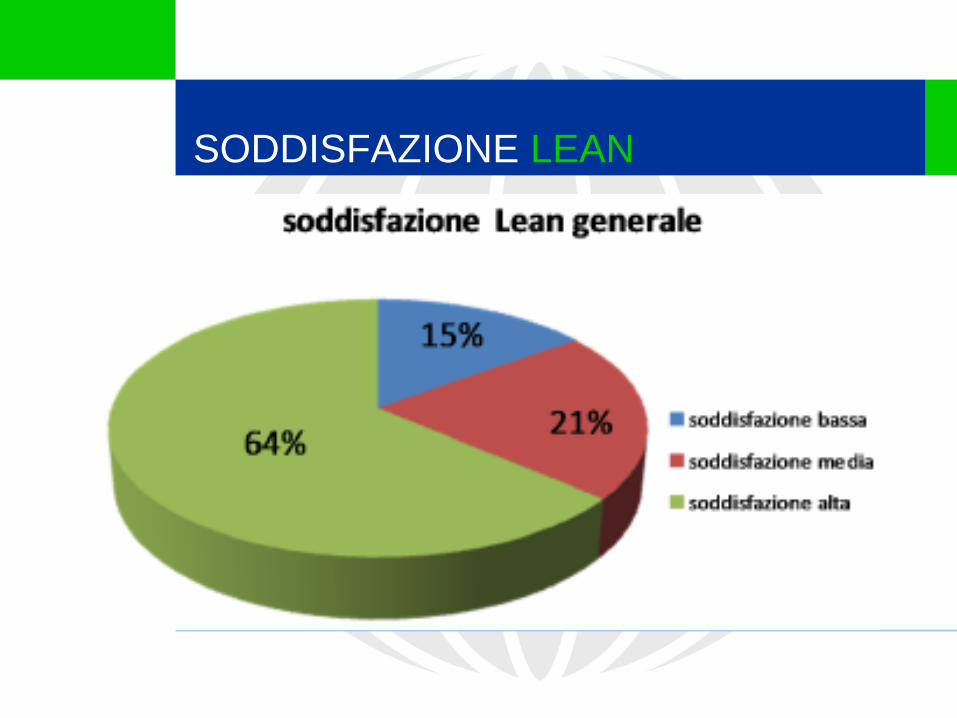
SODDISFAZIONE LEAN

DIFFICOLTA’ LEAN

Con che prodotti?
-Sforzi umani
(MANIPOLATORI INDUSTRIALI + Strutture tubolari LEAN)
- Perdite di tempo attese e ritardi
(AGV + Strutture tubolari LEAN)
- Movimentazione e trasporto
(AGV + Strutture tubolari LEAN+ MANIPOLATORI INDUSTRIALI)
- Costi
( AGV+ + Strutture tubolari LEAN + MANIPOLATORI INDUSTRIALI)

Filmato LEAN

Filmato AGV

Dove agisce Scaglia Indeva
-Sforzi umani-Eccessi o anticipi di produzione (derivano da una pianificazione della produzione inefficiente)
- Mancanza di standardizzazione- Perdite di tempo attese e ritardi (possono derivare da un layout mal organizzato, da un lead time troppo lungo o, ancora, da attrezzature e manutenzioni inadeguate)
- Scorte
- Movimentazione e trasporto- Scarse performance di processo (si verificano quando il processo è obsoleto, se manca la --formazione, se le procedure non sono chiare o se gli indicatori per monitorare le performance non sono efficaci)
- Produzione di prodotti difettosi- Costi

Con che prodotti?
-Sforzi umani
(MANIPOLATORI INDUSTRIALI + Strutture tubolari LEAN)
- Perdite di tempo attese e ritardi
(AGV + Strutture tubolari LEAN)
- Movimentazione e trasporto
(AGV + Strutture tubolari LEAN+ MANIPOLATORI INDUSTRIALI)
- Costi
( AGV+ + Strutture tubolari LEAN + MANIPOLATORI INDUSTRIALI)





Esempi di strutture Scaglia Indeva












Flessibilità
Modularità
Materiale riutilizzabile
Peso limitato
Costo
Fai da te

Scaglia Indeva S.p.A.
Grazie per l’attenzione

Idee e Tecnologie sempre all‘Avanguardia
Linee di montaggio manuali a flusso:d kda 20 kg a 20 ton
1fomir.it easysae.it [email protected]

Linea di assemblaggio a flusso secondo i principi della Lean Production
Perchè un processo a flusso è efficiente ?Perchè un processo a flusso è efficiente ?
Materiale
Macchine Produzione
Informazione
MacchineJob shop
Informazione
Materiale
Produzione
Informazione
Macchine Produzione a flusso
2fomir.it easysae.it [email protected]
Informazione

Perchè optare per una produzione a flusso?
• I flussi di valore interni (Value Streams) possono essere ottimizzati
• Logistica facilitata
• Riduzione della movimentazione del materiale e del flusso di informazioni (concetto macchina-uomo)
• Tempi di attraversamento definiti per rispettare le consegne
• Alimentazione della corrente, aria compressa, olio direttamente sulla linea
• Identificazione degli errori nel momento in cui si verificano
3fomir.it easysae.it [email protected]

Idee e Tecnologie sempre all‘Avanguardia
Cerniera porta
Peso: < 20 kg
Pompa
20 kg < Peso < 100 kg
Trattore
Peso: > 10 ton
4fomir.it easysae.it [email protected]
RoundTrack® SystemM-SystemFly-System

Linee di montaggio manuali
Linee di montaggio manuali Fly-System Linee di montaggio manuali M-System
R li d ll li di i Fl S d M S è li
1. Scelta dei banchi e degli accessori per rendere ergonomico (D.Lgs. 81/08) e razionale ogni singolo posto di lavoro
Realizzare delle linee di montaggio Fly-System ed M-System è semplice:
ogni singolo posto di lavoro
2. Definizione del layout secondo le specifiche necessità
3. Scelta dei pallet
5fomir.it easysae.it [email protected]
4. Posa dei binari/guide di scorrimento dei pallet

Linee di montaggio manuali Fly-System
1. Scelta dei banchi e degli accessori per rendere ergonomico e razionale ogni singolo posto di lavoro
6fomir.it easysae.it [email protected]

Linee di montaggio manuali Fly-System
2. Definizione del layout secondo le specifiche necessità
2.1 Cella a linea retta
2.2 Cella a U 2.3 Cella parallela
7fomir.it easysae.it [email protected]

Linee di montaggio manuali Fly-System
3. Scelta dei pallet.
Il pallet standard è in grado di movimentare sino a 20 kg senza sforzo ed in assoluta sicurezza. E’dotato di ruote pivottanti con cuscinetti e boccole di guida.
8fomir.it easysae.it [email protected]

Linee di montaggio manuali Fly-System
4. Posa del binario di guida dei pallet.
Il binario di guida consiste in un profilo di alluminio a U fissato sopra i piani di lavoro.Sui piani di lavoro vengono poi fissati gli arresti pallet
9fomir.it easysae.it [email protected]

Linee di montaggio manuali M-System
1. Scelta dei banchi e degli accessori per rendere ergonomico e razionale1. Scelta dei banchi e degli accessori per rendere ergonomico e razionaleogni singolo posto di lavoro
10fomir.it easysae.it [email protected]

Linee di montaggio manuali M-System
2. Definizione del layout secondo le specifiche necessità
2.1 Cella a linea retta
2.2 Cella a U 2.3 Cella parallela
11fomir.it easysae.it [email protected]

Linee di montaggio manuali M-System
3. Scelta dei pallet.
Il pallet standard è in grado di movimentare sino a 100 kg senza sforzo ed in assoluta sicurezza. E’dotato di ruote con cuscinetti, arresto a molla con sgancio leva e può essere dotato di tavola girevolecon fermo ogni 90°
12fomir.it easysae.it [email protected]

Linee di montaggio manuali M-System
4. Posa dei binari di scorrimento dei pallet.
I binari di scorrimento consistono in una coppia di profilo di alluminio di nostro disegno fissati sopra Ipiani di lavoro.Sui binari vengono poi fissati gli arresti pallet
13fomir.it easysae.it [email protected]

RoundTrack® - Tipologie e vantaggi
Sistema Ø 25 mm
C tt i ti hCaretteristiche: Scorrimento agevole (coefficiente di attrito 0.01) Posizionamento accurato Economico
Sistema Ø 40 mm
Economico A filo pavimento Nessun rischio di inciampo Facile da pulire
15fomir.it easysae.it [email protected]

Perchè utilizzare il sistema RoundTrack® in una linea di produzione a flusso?
I sistemi RoundTrack® sono l‘opzione ideale per implementare una produzione snella perchè :
- I binari mostrano chiaramente il „Value Stream“- Il materiale può essere movimentato/trasportato facilmente- Gli operatori possono lavorare direttamente sui binari senza alcun rischio di inciampo/collisioneinciampo/collisione- Tecnologia semplice - Sistema estremamente robusto, che può essere attraversato da muletti, ed altri mezzi di movimentazione
Si t h ò tili t i i di i i ( d l i i - Sistema che può essere utilizzato per operazioni di precisione (ad es. regolazioni macchine utensili) grazie alle guide ed alle speciali ruote - Possibilità di installare sistemi a movimentazione automatica- Facile riposizionamento dei carrelli vuoti tramite muletto o paranco- Ogni linea può essere implementata con sistemi di deviazione, rotazione o piattaforme elevatrici- Facile da capire e da integrare nei reparti di produzione- Le guide possono essere installate su tutti i tipi di pavimento (previa verifica della Le guide possono essere installate su tutti i tipi di pavimento (previa verifica della robustezza strutturale del pavimento) anche in presenza di pavimenti non particolarmente planari e puliti- Le guide possono essere installate anche in ambienti sporchi (reparti di verniciatura, saldatura )
16fomir.it easysae.it [email protected]
saldatura ...)- Costi di manutenzione quasi pari a zero- Alimentazione energetica molto bassa

Consumi energetici – un benefit
Il sistema Roundtrack offre dei benefici in termini di energia e costi
1800020000 45
KW
h
05
KW
1000012000140001600018000
25303540
tico/
anno
in
K
05050
asso
rbita
in
K
02000400060008000
10000
05101520
sum
o en
erge
t
050
Pote
nza
a
0 0
Con
s
i ad
aria
AG
V
rasp
orto
a
pal
let
Ski
d ra
il
ndTR
ack
Cus
cin
stem
i di t
auto
mat
ici
Roun
Consumo energetico in KWh
Si a
17fomir.it easysae.it [email protected]
Il consumo di energia è meno del 10% !
Potenza assorbita in KW

Linea a flusso Trumpf - TC L 3030/3050
Piccoli componenti componenti, viti etc. dalla zona interna Paranco per
movimentare movimentare oggetti pesanti
C id i ( lib )
Stoccaggio preassemblati
18fomir.it easysae.it [email protected]
Corridoio (accesso libero) p(visibili e segnati sul
pavimento)

Linea a flusso Trumpf
Corridoio libero che consente il carico dei preassemblati
19fomir.it easysae.it [email protected]
carico dei preassemblati

Linea a flussoTrumpf
Lisca di pesce –Lisca di pesce Realizzata per particolari e pgruppi di assemblaggio
20fomir.it easysae.it [email protected] 20

Layout della linea a flusso presso la Biesse, IT
Direzione del flusso
Linea a flusso per la produzione di macchine per la lavorazione del legno presso la Biesse:
• Linea a flusso con 2 aree trasversali per il p
carico/scarico dei basamenti/macchine finite
dalla linea principale
• Lunghezza della linea: ca. 160 m
• Carrelli a spinta manuale con sollevamento
pneumatico per consentire l’esatto
posizionamento delle macchine sulle piastre
di livellamento
G id di 25
21fomir.it easysae.it [email protected]
• Guida diam. 25
• Peso delle macchine: ca. 8.000 kg

Layout della linea a flusso presso la Biesse, IT
Corridoio e carico preassemblatipreassemblati
Direzione del flusso
Carico del basamento (grande e pesante)
Scarico della macchina finita (grande e pesante)
22fomir.it easysae.it [email protected]

Layout della linea a flusso presso la Biesse, IT
Carrelli con sollevamento
Carrelli senza sollevamento Carrelli sollevababili abbassati Le Carrelli senza sollevamento Carrelli sollevababili abbassati. Le macchina poggia sui carrelli non sollevabili
23fomir.it easysae.it [email protected]

L’introduzione di una linea a flusso teso e pezzo unico ha radicalmente modificato il sistema di montaggio
Gennaio 2007 Dicembre 2007 Febbraio 2008ASSEMBLAGGIO A ISOLE ASSEMBLAGGIO JIT
(Applicazione dei 4 principi ed eliminazione dello spreco evidente)
ASSEMBLAGGIO JIT + KAIZEN
(Applicazione dei 4 principi e primo passo verso l’eliminazione o eliminazione dello spreco evidente) primo passo verso l eliminazione
dello spreco nascosto)
oram
ento
• Potenziale pericolo per l’operatore.
• Operatori che attendono per l’utilizzo
Mig
li pin concomitanza del carroponte.
Evoluzione del sistema di trasporto
TempoL hi è f ll’i l •Gli operatori lavorano nello step O t i f i ll t d tti•La macchina è ferma nell’isola produttiva.
•Si spostano gli operatori quando hanno finito la fase di montaggio.
Gli operatori lavorano nello step produttivo.
•La macchina si muove allo scadere del Takt Time con il carroponte partendo dal ultimo step produttivo in maniera non sincronizzata.
•Operatori fermi nello step produttivo.
•La macchina si muove allo scadere del Takt Time in maniera sincronizzata sui binari Strothmann.
24fomir.it easysae.it [email protected]
L’evoluzione di Biesse
Schema della linea
Indicatori

Le principali fasi delle movimentazioni in lineaLayout della linea a flusso
1.Introduzione in linea3.Uscita dalla linea
23 1
2 M i t i i li2.Movimentazione in linea
L i t i i l t li di 15 t l 160 t i Il
Flusso materiale
La movimentazione avviene manualmente su una linea di 15 step lunga 160 metri. Il peso della macchina è di circa 8000 kg.
L’evoluzione di Bi
Schema della Indicatori
25fomir.it easysae.it [email protected]
di Biesse linea

I risultati ottenuti confermano la teoria Flusso materiale
Indicatori
Produttività(N°macchine/N°
∆ (%)
+23%( /operatori)
Spazi (m2)
+23%
-28%
Nr. Piazzole Produttive -42%
Tempo di attraversamento -57%
Ril i i
Tempo ciclo -15%
Rilavorazioni(ore) -45 %
26fomir.it easysae.it [email protected]
L’evoluzione di Biesse
Schema della linea
Indicatori

Esempi di linee a flusso
Linea di assemblaggio a flusso presso la Krauss Maffei di Monaco per macchine di stampaggio:p gg
Lunghezza della linea ca.80 m con 12 carrelli singoli
Peso delle macchina ca. 17 ton
9 stazioni a movimentazione con passo 9 stazioni a movimentazione con passo del pellegrino
Possibilità di montare sulla stessa linea i hi d ll t ti l i sia macchine della stessa tipologia
che di diversa tipologia
27fomir.it easysae.it [email protected]

Esempi di linee a flusso
Linea a flusso per l‘assemblaggio di gondole motore per il settore eolico presso la Nothern Power Systems (USA)
Lunghezza linea ca 100 m Lunghezza linea ca. 100 m
Peso dei motori ca. 18 ton
Movimentazione manuale
28fomir.it easysae.it [email protected]

Esempi di linee a flusso
Svincoli con il sistema Quadro Turnstile
Grazie al sistema Quadro Turnstile è possibile cambiare la direzione del flusso
29fomir.it easysae.it [email protected]

Esempi di linee a flusso
Reintjes Gears - Germany
Linea a flusso per l‘assemblaggio di ea a usso pe asse b agg o dmotoriduttori per motori nautici
Lunghezza linea ca. 40 m
Peso del motoriduttore ca. 3 ton
Movimentazione manualeMovimentazione manuale
Piattaforma sollevabile montata sopra il carrello
30fomir.it easysae.it [email protected]

Esempi di linee a flusso
NAF – Neuenkirchner Achsenfabrik
Linea di assemblaggio a flusso ad anello con carrelli dotati di dispositivo pneumatico per cambio direzione
Peso del pezzo ca. 1 ton
Lunghezza della linea ca. 20 x 4 m
31fomir.it easysae.it [email protected]

Esempi di linee a flusso
Linea a flusso per il montaggio di riduttori (ca.30 t) : Carrelli e stazioni di rotazione
Carrello
32www.strothmann.com [email protected]
Stazione di rotazione fissa 0-90°

Esempi di linee a flusso
Bosch Rexroth , Brno (CZ)
Linea a flusso a movimentazione del tipo passo del pellegrino per l‘assemblaggio di pompe idraulichel assemblaggio di pompe idrauliche
Lughezza della linea ca. 110 m
Peso della macchina ca. 5 ton
12 stazioni a movimentazione passo del pellegrinopellegrino
Linea dedicata ( una tipologia di prodotto)
33fomir.it easysae.it [email protected]

Esempi di linee a flusso
Linea a flusso per il montaggio di motori a
GE – Ungheria/Cina/Austria
Linea a flusso per il montaggio di motori a gas
Peso del motore ca. 20 ton a movimentazione l Ol l 30 i i manuale. Oltre le 30 ton movimentazione
a passo del pellegrino
Lunghezza linea ca. 90 m a 4 binari con gcarrelli piccoli
34fomir.it easysae.it [email protected]

Esempi di linee a flusso
Komatsu Hanomag – Germania
Linea a flusso per il montaggio di escavatori
• 2 aree trasversali per il carico dei preassemblati sulla linea principale
• Linea principale a • Linea principale a movimentazione continua
• Carrelli a movimentazione manuale dotati di dispositivo pneumatico per cambio direzione
• Guide diam. 25 / 40
• Peso della macchina max. 32 ton
35fomir.it easysae.it [email protected]

Grazie per l’attenzione
Sono a Vs disposizione per analizzare leSono a Vs. disposizione per analizzare le
vostre applicazionipp
FOMIR srl unipersonaleFOMIR srl unipersonaleVia Torricelli 237I-40059 Fossatone di Medicina (BO)Tel. 051 78 24 44
Dott ssa Man ela CantelliDott.ssa Manuela Cantelli
ww.fomir. it www.easysae.it
36fomir.it easysae.it [email protected]

QualitQualitàà -- CPV CPV Rev 0Rev 0 11
10_11_201110_11_2011

QualitQualitàà -- CPV CPV Rev 0Rev 0 22
Settimane kaizen
Atto primo: progettazioneAtto primo: progettazionedelle lineedelle linee
mercato
Ri-progettazione linee
takt time
Filosofia lean
5 S

QualitQualitàà -- CPV CPV Rev 0Rev 0 33
Come eravamo :Come eravamo :
Prima degli eventi di miglioramento:
Ordprod
Linea prod tipo A,B
Linea prod tipo C,D,E,F
Spedassemblaggio
gruppi
Materiali
Materiali

QualitQualitàà -- CPV CPV Rev 0Rev 0 44
criticitcriticitàà ::
•• LottiLotti sempresempre pipiùù piccolipiccoli e e didi tipologiatipologia variabilevariabile““tamponamentitamponamenti sullesulle lineelinee””
•• RitardiRitardi per per mancantimancanti in in linealinea ((materialemateriale bordobordo linealinea, , notevolenotevole numeronumero didi codicicodici) )
•• EccessivoEccessivo materialemateriale in in repartoreparto a terraa terra ““figliofiglio didinessunonessuno””

QualitQualitàà -- CPV CPV Rev 0Rev 0 55
Le nostre risposte alle criticitLe nostre risposte alle criticitàà ::
•• LottiLotti sempresempre pipiùù piccolipiccoli e e didi tipologiatipologia variabilevariabile““tamponamentitamponamenti sullesulle lineelinee””
•• AllineamentoAllineamento delledelle tipologietipologie didi linealinea allealle ricric. del . del mercmerc. . semplificazionesemplificazione deidei movimentimovimentidelldell’’operatoreoperatore nellenelle fasifasi didi assemblaggioassemblaggio e e bilanciamentobilanciamento delledelle fasifasi
•• RitardiRitardi per per mancantimancanti in in linealinea ((materialemateriale bordobordolinealinea) )
•• EccessivoEccessivo materialemateriale in in repartoreparto a terraa terra ““figliofiglio didinessunonessuno””
•• AffidabilitAffidabilitàà e e snellimentosnellimento delledelle politichepolitiche didi gestionegestionedeidei materialimateriali bordobordo linealinea

QualitQualitàà -- CPV CPV Rev 0Rev 0 66
Ostacolo: che cosa ci dOstacolo: che cosa ci dàà sicurezza sicurezza

QualitQualitàà -- CPV CPV Rev 0Rev 0 77
Come siamo:Come siamo:
Ordprod
assemblaggio
Materiali
Isola F
Tipo E
Tipo E
Isola G
Sped
Linea prod tipo A,B
Linea prod tipo C,D
Sped
gruppi
Tipo E
Materiali
banchetto
carrello
rulliera

QualitQualitàà -- CPV CPV Rev 0Rev 0 88
mrp
Consumo mp
Nessun carico/scarico, solo movim. Ordine acquisto
AffidabilitAffidabilit àà e e snellimentosnellimento delledelle politichepolitiche didigestionegestione deidei materialimateriali bordobordo linealinea
Come eravamo : politica di gestione Come eravamo : politica di gestione mrpmrp
Linea prod tipo C,D,E,F
Magazzino mp ubicazione b.l.
Magazzino mp ubicazione centrale
Proposte di acquisto Analisi acquisti
mp
Chiamata materiali: voice

QualitQualitàà -- CPV CPV Rev 0Rev 0 99
Punto di riordino
Consumo mp
Attività di carico/scarico e movim.
AffidabilitAffidabilit àà e e snellimentosnellimento delledelle politichepolitiche didigestionegestione deidei materialimateriali bordobordo linealinea
Come siamo : politica doppio cassetto (ma un poCome siamo : politica doppio cassetto (ma un po’’ timorosi)timorosi)
Linea prod tipo C,D,E,F
Magazzino mp b.l. doppio cassetto
Magazzino mp ubicazione centrale
Mail al fornitore: q.tà e codice Safety stock supplier
mp
Chiamata materiali mag centrale: bar code
Esiste ancora un doppio passaggio nel Esiste ancora un doppio passaggio nel magazzino centralemagazzino centrale

QualitQualitàà -- CPV CPV Rev 0Rev 0 1010
Consumo mp
Attività di carico/scarico e movim.
AffidabilitAffidabilit àà e e snellimentosnellimento delledelle politichepolitiche didigestionegestione deidei materialimateriali bordobordo linealinea
Come saremo : politica doppio cassetto Come saremo : politica doppio cassetto
Linea prod tipo C,D,E,F
Magazzino mp b.l. doppio cassetto
Mail al fornitore: q.tà e codice Safety stock supplier
mp
Chiamata materiali mag b.l.: bar code

QualitQualitàà -- CPV CPV Rev 0Rev 0 1111
AffidabilitAffidabilit àà e e snellimentosnellimento delledelle politichepolitiche didi gestionegestione deideimaterialimateriali bordobordo linealinea
Es: 4 codici in chiamata
Strumento hardware di gestione del bordo linea + Strumento hardware di gestione del bordo linea + lettore codice barre lettore codice barre SemplicitSemplicitàà=affidabilit=affidabilitàà
Scorte
Movimento

QualitQualitàà -- CPV CPV Rev 0Rev 0 1212
AffidabilitAffidabilit àà e e snellimentosnellimento delledelle politichepolitiche didi gestionegestione deideimaterialimateriali bordobordo linealinea
Piattaforma base sviluppo : lotus notes
Strumento Strumento swsw di gestione del bordo linea :di gestione del bordo linea :2 mesi /uomo interno di sviluppo pacchetti dedicati 2 mesi /uomo interno di sviluppo pacchetti dedicati con lcon l’’obiettivo di rendere affidabile ed immediato il obiettivo di rendere affidabile ed immediato il
passaggio e controllo delle informazioni in azienda e passaggio e controllo delle informazioni in azienda e fuorifuori

QualitQualitàà -- CPV CPV Rev 0Rev 0 1313
SupplySupply chainchain

QualitQualitàà -- CPV CPV Rev 0Rev 0 1414
PrecedenzaPrecedenza allaalla semplificazionesemplificazione deidei movimentimovimenti delldell ’’operatoreoperatorenellenelle fasifasi didi assemblaggioassemblaggio ((attivitattivit àà a a valorevalore aggiuntoaggiunto ))
Usare risorse più costose del necessario per le attività produttive o inserire funzioni aggiuntive oltre a quelle che aveva inizialmente richiesto il cliente produce solo sprechi. Qui nasce un problema particolare riguardo alle persone. Gli operatori che possiedono una qualifica superiore a quella richiesta per realizzare determinate attività, generano dei costi per mantenere le proprie competenze che vanno persi nell'esecuzione di attività che richiedono una qualifica minore.
Sovraprocessare
A differenza del trasporto, il movimento si riferisce ai macchinari o agli operai, perché questi possono subire usure, danneggiamenti o avere problemi relativi alla sicurezza. Include anche gli investimenti e i costi del processo produttivo.
Movimento
Le scorte, che siano sotto forma di materie prime, di materiale in lavorazione (WIP), o di prodotti finiti, rappresentano comunque un capitale che deve ancora produrre un guadagno sia per il produttore che per il cliente. Ciascuna di queste tre voci che non sia ancora elaborata per poter produrre valore è uno spreco.
Scorte
Si riferisce sia al tempo trascorso dagli operatori aspettando che arrivino le risorse, sia il tempo che passa mentre aspettano che il prodotto venga portato via, sia il capitale investito in beni e servizi che non sono stati ancora consegnati al cliente. Spesso esistono dei processi ad hoc per gestire queste attese.
Attesa
Ogni volta che un prodotto viene sottoposto ad un movimento rischia di essere danneggiato, perso, ecc, oltre ad essere un'attività di non-valore aggiunto. Il trasporto non comporta alcuna trasformazione al prodotto che il cliente sia disposto a pagare.
Trasporto
La sovrapproduzione è la produzione o l'acquisizione di un oggetto prima che esso sia veramente richiesto. E' lo spreco più pericoloso per l'azienda perchénasconde i problemi della produzione. La sovraproduzione deve essere immagazzinata, gestita e protetta.
Sovrapproduzione
I difetti presenti nel bene prodotto spingono il cliente a rifiutarlo. Lo sforzo impiegato per creare questi difetti è uno spreco. Nuovi processi per la gestione dello spreco devono essere aggiunti per provare a recuperare una parte del valore dal prodotto, che rischia di essere scartato al 100%.
Difetti
I Sette Sprechi nel dettaglioI Sette Sprechi nel dettaglioI Sette Sprechi nel dettaglioI Sette Sprechi nel dettaglio






























