Embed Size (px)
Citation preview

INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
CAMPUS ESTADO DE MÉXICO
SISTEMA DE CODIFICACIÓN DE PIEZAS PARA LA PLANEACIÓN DE PROCESOS METALMECÁNICOS
TRADICIONALES
TESIS QUE PARA OPTAR EL GRADO DE MAESTRO EN CIENCIAS DE LA INGENIERÍA
PRESENTA
JOSÉ SALVADOR RUIZ BACA
Asesor: Dr. Dante Jorge Dorantes González
Comité De Tesis:
Dr. Sadegh Babaii Kocheseraii Dr. Oleksandr Tkachenko Vasílevich M. en C. Francisco Javier Sandoval Palafox
Jurado:
Dr. Oleksandr Tkachenko Vasílevich Dr. Sadegh Babaii Kocheseraii M. en C. Francisco Javier Sandoval Palafox Dr. Dante Jorge Dorantes González
Presidente Secretario Vocal Vocal
Atizapán de Zaragoza, Estado de México, Diciembre de 2005.

1
DEDICATORIA
A mis padres, Salvador y Marìa del Carmen por estar siempre conmigo, por apoyarme en cada etapa de mi vida con tanto entusiasmo e incondicionalmente.

2
AGRADECIMIENTOS
A todos los profesores que me apoyaron a concluir esta etapa de mi preparación, al Dr. Dante Jorge Dorantes González, quien siempre estuvo dispuesto a dirigir y asesorar el desarrollo de este trabajo, a Francisco Javier Sandoval Palafox, quien dedicó gran parte de su valioso tiempo en apoyarme para la realización y culminaciòn de este desarrollo, al Dr. Sadegh Babaii Kocheseraii y el Dr. Oleksandr Tkachenko Vasílevich, quienes con sus comentarios y sugerencias ayudaron a la realización de un mejor trabajo. A mis compañeros, Werner, Joaquín, Rodolfo, Raúl, Ricardo, entre otros, quienes con su apoyo me alentaron a finalizar esta etapa de mi desarrollo. A mis hermanas, quienes me han brindado su apoyo y confianza en cada momento de mi vida. A Carolina, quien siempre estuvo apoyándome en los momentos màs difíciles de este trabajo. Al Instituto Tecnológico y de Estudios Superiores se Monterrey por darme la oportunidad de estudiar esta Maestría que tantos deseos tenía de realizar.

3
RESUMEN Este trabajo presenta la estructuración de un sistema de codificación de piezas basado en los principios del Análisis de Fabricación y los fundamentos de la Tecnología de Grupos, enfocando su estructuración en la agrupación de piezas de acuerdo a su similitud y los procesos de manufactura. La estructura del sistema de codificación de piezas está basado en el sistema KK-3, uno de los más difundidos y conocidos en todo el mundo, siempre pensando en la obtención de un Análisis de Fabricación completo a partir del código de las piezas. La información de los principales procesos de manufactura, materia prima, materiales, formas, tratamientos térmicos y superficiales, entre otras características, son tomados en cuenta para para identificar las características de las piezas a partir de su código. Se ha desarrollado un algoritmo para la selección de la categoría de máquinas herramientas necesarios para manufacturar las piezas, también es utilizado para agrupar las piezas de acuerdo a su asignación de máquina herramienta. Es posible identificar los procesos de manufactura básicos a partir de las piezas codificadas, así como las categorías de máquinas herramientas para manufacturarlas. Por último, se utilizan piezas muestra para ser codificadas con el sistema de codificación de piezas, las cuales son agrupadas de dos maneras diferentes: de acuerdo a un algoritmo heurístico que las clasifica de acuerdo a su código y, de acuerdo al algoritmo para la selección de la categoría de máquinas herramientas. Se establecen conclusiones acerca de la comparación entre estos diferentes métodos de agrupación de piezas y se proponen trabajos futuros para obtener mayor provecho del sistema de codificación de piezas y del algoritmo de selección de máquinas herramientas.

4
RESUMEN EN INGLÉS This work presents the structure of a Part Coding System based on the principles of Fabrication Analysis and Group Technology, focusing its structure on grouping pieces by its similarity and feasibility of manufacturing processes involved. The structure of the Part Coding System is based on the KK-3 system due to it is one of the most used and well known around the world, always thinking about obtainning a complete Fabrication Analysis from the code of the parts. The information of main processes, raw material, shape, material alloys, superficial and heat treatments, between other characteristics are taken into account in order to identify the most possible features of the parts from its code. An algorithm for the selection of machine tool category needed for manufacturing the parts is developed and used for grouping the parts. So, it is possible to identify the basic manufacturing processes of coded pieces, as well as the categories of machine tools required to manufacture them. Also, some sample parts are used to be coded with the new parts coding system, and these parts are grouped by two ways: according to a heuristic algorithm that group the parts from its code and, according to the algorithm to assign the machine tool category. These two grouping methods are compared and conclusions about these groupings are established. Some future work is proposed to improve the usage of these parts coding system and the algorithm that assign the machine tools category to each part.

5
CONTENIDO DEDICATORIA...........................................................................................................................................................1
AGRADECIMIENTOS ...............................................................................................................................................2
RESUMEN....................................................................................................................................................................3
RESUMEN EN INGLÉS .............................................................................................................................................4
CONTENIDO ...............................................................................................................................................................5
LISTA DE ABREVIATURAS ....................................................................................................................................7
LISTA DE FIGURAS ..................................................................................................................................................8
LISTA DE TABLAS ....................................................................................................................................................9
1 INTRODUCCIÓN...................................................................................................................................................11 1.1 ANTECEDENTES....................................................................................................................................12
1.1.1 IMPORTANCIA DE LA MANUFACTURA EN MÉXICO ....................................................................13 1.2 PLANTEAMIENTO DEL PROBLEMA ..................................................................................................19 1.3 JUSTIFICACIÓN .....................................................................................................................................21 1.4 ESTADO DEL ARTE ...............................................................................................................................22
1.4.1 CENTROS DE MECANIZADO CNC ...................................................................................................23 1.4.2 TECNOLOGÍA DE GRUPOS...............................................................................................................23 1.4.3 PLANEACIÓN DE PROCESOS Y DISEÑO DE SISTEMAS DE MANUFACTURA............................24
1.5 OBJETIVOS .............................................................................................................................................25 2 HERRAMIENTAS PARA EL PROCESAMIENTO Y LA CLASIFICACIÓN DE PIEZAS .........................27
2.1 TECNOLOGÍA DE GRUPOS ..................................................................................................................27 2.1.1 DESCRIPCIÓN DE LA TECNOLOGÍA DE GRUPOS ........................................................................28 2.1.2 APLICACIONES DE LA TECNOLOGÍA DE GRUPOS ......................................................................30
2.1.2.1 Familias de piezas ....................................................................................................................................... 33 2.2 SISTEMAS DE CODIFICACIÓN DE PIEZAS........................................................................................34
2.2.1 ESTRUCTURACIÓN DE LOS SISTEMAS DE CODIFICACIÓN DE PIEZAS....................................35 2.2.2 ANÁLISIS DE LOS SISTEMAS DE CODIFICACIÓN DE PIEZAS EXISTENTES ..............................37
2.3 ANÁLISIS DE FABRICACIÓN...............................................................................................................51 2.3.1 REQUERIMIENTOS DEL ANÁLISIS DE FABRICACIÓN..................................................................51 2.3.2 METODOLOGÍA PARA REALIZAR EL ANÁLISIS DE FABRICACIÓN ............................................54
2.4 PROCESOS DE MANUFACTURA.........................................................................................................57 2.4.1 CLASIFICACIÓN DE LOS PROCESOS DE MANUFACTURA ..........................................................58 2.4.2 PROCESOS UTILIZADOS EN SISTEMAS DE MANUFACTURA ......................................................58
2.4.2.1 Procesos tradicionales de mecanizado ........................................................................................................ 63 2.5 MÁQUINAS HERRAMIENTA DE CONTROL NUMÉRICO COMPUTARIZADO.............................82
2.5.1 EJES COMPLEMENTARIOS...............................................................................................................83 2.5.2 PROCESOS DE MECANIZADO PARA CADA CATEGORÍA DE MÁQUINA ....................................88 2.5.3 MÉTODOS DE SUJECIÓN EN LAS MÁQUINAS HERRAMIENTAS .................................................89
3 ESTRUCTURACIÓN DEL SISTEMA DE CODIFICACIÓN DE PIEZAS.....................................................92 3.1 SISTEMA DE CODIFICACIÓN DE PIEZAS ROTACIONALES...........................................................93
3.1.1 GRUPO DE DÍGITOS DE PROCESO INICIAL Y FORMA ANTES DEL MECANIZADO.................93 3.1.2 GRUPO DE DÍGITOS DE DIMENSIONES PRINCIPALES ...............................................................94 3.1.3 GRUPO DE DÍGITOS DE MATERIAL Y MAQUINABILIDAD ..........................................................95 3.1.4 GRUPO DE DÍGITOS DE MAQUINADOS EXTERIORES E INTERIORES ROTACIONALES .........96

6
3.1.5 GRUPO DE DÍGITOS DE MAQUINADOS ESPECIALES Y OTROS PROCESOS DE CORTE.......101 3.1.6 GRUPO DE DÍGITOS DE ACABADOS Y TRATAMIENTOS SUPERFICIALES..............................102 3.1.7 DÍGITO DE TRATAMIENTO DE PROPIEDADES...........................................................................104 3.1.8 DÍGITO DE PROCESOS DE UNIÓN................................................................................................104
3.2 SISTEMA DE CODIFICACIÓN DE PIEZAS NO ROTACIONALES ..................................................105 3.2.1 GRUPO DE DÍGITOS DE PROCESO INICIAL Y FORMA ANTES DEL MECANIZADO...............105 3.2.2 GRUPO DE DÍGITOS DE DIMENSIONES PRINCIPALES .............................................................105 3.2.3 GRUPO DE DÍGITOS DE MATERIAL Y MAQUINABILIDAD ........................................................106 3.2.4 GRUPO DE DÍGITOS DE MAQUINADOS EXTERIORES E INTERIORES NO ROTACIONALES.106
4 PROPUESTA DEL PROCESAMIENTO DE LA INFORMACIÓN CODIFICADA Y DEL ALGORITMO DE SELECCIÓN DE MH .......................................................................................................................................112
4.1 PROPUESTA PARA EL PROCESAMIENTO DE LA INFORMACIÓN DE LA CODIFICACIÓN DE PIEZAS PARA LA OBTENCIÓN DE FAMILIAS POR ANALOGÍAS TECNOLÓGICAS...............................112
4.1.1 PROCESAMIENTO DE INFORMACIÓN PARA PIEZAS CODIFICADAS CON EL SISTEMA KK-3 116 4.1.2 PROCESAMIENTO DE INFORMACIÓN PARA PIEZAS CODIFICADAS CON EL NUEVO SISTEMA DE CODIFICACIÓN .......................................................................................................................120
4.2 PROCEDIMIENTO DE SELECCIÓN DE LAS MÁQUINAS HERRAMIENTAS A PARTIR DEL SISTEMA DE CODIFICACIÓN DE PIEZAS Y DE LOS FUNDAMENTOS DE LA TECNOLOGÍA DE GRUPOS ...............................................................................................................................................................124
4.2.1 ALGORITMO DE SELECCIÓN DE CATEGORÍA DE MÁQUINAS HERRAMIENTAS ...................124 4.3 CONCLUSIONES ..................................................................................................................................134
5 CONCLUSIONES GENERALES .......................................................................................................................136
TRABAJOS FUTUROS Y RECOMENDACIONES............................................................................................138
REFERENCIAS Y BIBLIOGRAFÍA.....................................................................................................................139
ANEXO A TABLA COMPARATIVA DE SISTEMAS DE CODIFICACIÓN .................................................144
ANEXO B CLASIFICACIÓN DE LOS PROCESOS DE MANUFACTURA ...................................................145
ANEXO C .................................................................................................................................................................147
ANEXO D .................................................................................................................................................................149

7
LISTA DE ABREVIATURAS PIB Producto Interno Bruto CONACYT Comisión Nacional de Ciencia y Tecnología FIDETEC Fondo de Investigación y Desarrollo para la Modernización
Tecnológica FORCCYTEC Fondo para el Fortalecimiento de las Capacidades Científicas y
Tecnológicas SECOFI Secretaría de Comercio y Finanzas SMED Cambio de dispositivo ó herramienta en minutos (Single Minute
Exchange Die) MPa Mega Pascales PIF Prensado Isostático en Frío PIC Prensado Isostático en Caliente LASER Light Amplification by Stimulated Emission of Radiation
(Amplificación de Luz por Emisión de Radiación Estimulada) kV Kilovoltios HRC Hardness Rockwell C (Dureza Rockwell C) HV Hardness Vickers (Dureza Vickers) CA Corriente Alterna CD Corriente Directa MIG Metal en Gas Inerte TIG Tungsteno en Gas Inerte ASME American Society of Mechanical Engineers (Sociedad Americana
de Ingenieros Mecánicos) MICLASS Metal Institute Classification System OIR Organización para la Investigación Industrial MDSI Manufacturing Data Systems Incorporated TAGS Alpha Graphics System CAD Computer Aided Design (Diseño Asistido por Computadora) CAM Computer Aided Manufacturing (Manufactura Asistida por
Computadora) JSPMI Japanese Society for Promotion of Manufacturing Industry
(Sociedad Japonesa para la Promoción de la Industria de la Maquinaria)
ISO Internacional Standards Organization (Organización de Estandarización Internacional)
DFV (PVD) Deposición Física de Vapor (Physical Vapor Deposition) MH Máquina-Herramienta C Carbono N Nitrógeno Al Aluminio Cr Cromo µm Micrómetros

8
LISTA DE FIGURAS Figura 1-1 Aportación de la Industria al PIB Nacional................................................................. 14 Figura 1-2 Composición del PIB Industrial................................................................................... 14 Figura 1-3 Aportación de Productos Metálicos, Maquinaria y Equipo al Sector Manufacturero. 15 Figura 1-4 Promedio Porcentual de las Exportaciones del Sector Manufacturero 1995-2005 ..... 16 Figura 1-5 Promedio del Personal Ocupado en el Sector Manufacturero 1995-2005................... 16 Figura 1-6 Distribución de Patentes Otorgadas a Titulares Mexicanos en 1998 .......................... 17 Figura 1-7 Esquema General del Desarrollo del Proyecto ............................................................ 22 Figura 2-1 Distribución de Planta por Tipo de Proceso ................................................................ 33 Figura 2-2 Distribución de Planta por Tecnología de Grupos....................................................... 34 Figura 2-3 Estructura de los Monocódigos ................................................................................... 35 Figura 2-4 Estructura de los Códigos Híbridos ............................................................................. 37 Figura 2-5 Estructura Básica del Sistema Opitz............................................................................ 38 Figura 2-6 Árbol E Aplicada para Clasificar la Forma Básica de la Pieza de Trabajo ................. 44 Figura 2-7 Árbol N Aplicado para Clasificar las Características de las Formas........................... 44 Figura 2-8 Código de Familia de Piezas........................................................................................ 45 Figura 2-9 Formas Básicas Sistema DCLASS .............................................................................. 45 Figura 2-10 Clasificación del Material.......................................................................................... 47 Figura 2-11 Superficies de Partida y Referencia........................................................................... 53 Figura 2-12 Operaciones de Torneado .......................................................................................... 65 Figura 2-13 Operaciones Relacionadas con el Fresado Periférico................................................ 66 Figura 2-14 Operaciones Relacionadas con el Fresado Frontal .................................................... 67 Figura 2-15 Operaciones Relacionadas con el Taladrado ............................................................. 68 Figura 2-16 Superficies Generadas por Cepillado......................................................................... 69 Figura 2-17 Superficies Generadas por Mortajado ....................................................................... 70 Figura 2-18 Superficies Generadas por Brochado......................................................................... 71 Figura 2-19 Clasificación general de los Procesos de Unión........................................................ 78 Figura 2-20 Clasificación de los Procesos de Soldadura .............................................................. 79 Figura 2-21 Movimientos de Corte y de Avance para Máquinas-Herramienta Convencionales.. 88 Figura 4-1 Formación de 3 Familias con KK-3 - Rotacionales................................................... 117 Figura 4-2 Formación de 2 Familias con KK-3 - Rotacionales................................................... 118 Figura 4-3 Formación de 3 Familias con KK-3 – No Rotacionales ............................................ 119 Figura 4-4 Formación de 4 Familias con KK-3 – No Rotacionales ............................................ 119 Figura 4-5 Formación de 5 Familias con KK-3 – No Rotacionales ............................................ 120 Figura 4-6 Formación de 2 Familias con Nuevo Sistema – Rotacionales................................... 121 Figura 4-7 Formación de 3 Familias con Nuevo Sistema – Rotacionales................................... 121 Figura 4-8 Formación de 3 Familias con Nuevo Sistema – No Rotacionales............................. 122 Figura 4-9 Formación de 4 Familias con Nuevo Sistema – No Rotacionales............................. 123 Figura 4-10 Formación de 5 Familias con Nuevo Sistema – No Rotacionales........................... 123 Figura 4-11 Aproximación al Algoritmo de Selección de Máquinas-Herramienta CNC ........... 125 Figura 4-12 Algortimo de Asignación de Máquinas-Herramienta a Piezas Codificadas............ 127 Figura B5-1 Clasificación General de los Procesos de Manufactura .......................................... 145

9
LISTA DE TABLAS Tabla 1-1 Exportaciones por Grupos de Actividad Económica .................................................... 15 Tabla 1-2 Solicitudes de Patente en México ................................................................................. 18 Tabla 1-3 Patentes Otorgadas en México en 1998 ........................................................................ 18 Tabla 2-1 Código Geométrico del Sistema Opitz.......................................................................... 40 Tabla 2-2 Dígitos Suplementarios del Código Opitz .................................................................... 41 Tabla 2-3 Significado de los Primeros 18 Dígitos del Sistema MULTICLASS........................... 42 Tabla 2-4 Clasificación de la Dimensión de la Familia ................................................................ 43 Tabla 2-5 Clasificación de la Dimensión de la Familia ................................................................ 46 Tabla 2-6 Clasificación de la Clase de Precisión .......................................................................... 46 Tabla 2-7 Significado de los Dígitos del Sistema Vuoso .............................................................. 48 Tabla 2-8 Significado de los Dígitos del Sistema Vuste ............................................................... 48 Tabla 2-9 Significado de los Dígitos del Sistema CADCAM....................................................... 49 Tabla 2-10 Dígitos del Sistema KK-3 para una Pieza Rotacional................................................. 50 Tabla 2-11 Promedio de Rugosidad Obtenible por Diferentes Procesos ...................................... 56 Tabla 2-12 Signos para Acabados Superficiales ........................................................................... 57 Tabla 2-13 Características Generales de los Procesos de Fundición ............................................ 59 Tabla 2-14 Características de los Procesos de Forjado ................................................................. 60 Tabla 2-15 Obtención de la Maquinabilidad por Medio del Tiempo de Vida de la Heramienta .. 73 Tabla 2-16 Obtención de la Maquinabilidad por Medio de la Velocidad de Avance ................... 73 Tabla 2-17 Clasificación de los Procesos de Maquinado No Tradicionales de Acuerdo a la Fuente de Energía ...................................................................................................................................... 74 Tabla 2-18 Características Generales de los Procesos de Maquinado No Convencionales.......... 75 Tabla 2-19 Comparación de los Diversos Métodos de Unión....................................................... 80 Tabla 2-20 Procesos Viables en Tornos CNC............................................................................... 89 Tabla 2-21 Procesos Viables en Centros de Mecanizado CNC .................................................... 89 Tabla 3-1 Estructura General del Sistema Rotacional................................................................... 93 Tabla 3-2 Dígitos I y II del Sistema Rotacional ............................................................................ 94 Tabla 3-3 Dígitos III, IV y V del Sistema Rotacional................................................................... 95 Tabla 3-4 Dígitos VI y VII del Sistema Rotacional ...................................................................... 96 Tabla 3-5 Dígito VIII del Sistema Rotacional............................................................................... 97 Tabla 3-6 Dígito IX del Sistema Rotacional ................................................................................. 97 Tabla 3-7 Dígito X del Sistema Rotacional................................................................................... 98 Tabla 3-8 Dígito XI del Sistema Rotacional ................................................................................. 98 Tabla 3-9 Dígito XII del Sistema Rotacional ................................................................................ 99 Tabla 3-10 Dígito XIII del Sistema Rotacional............................................................................. 99 Tabla 3-11 Dígito XIV del Sistema Rotacional .......................................................................... 100 Tabla 3-12 Dígito XV del Sistema Rotacional............................................................................ 100 Tabla 3-13 Dígito XVI del Sistema Rotacional .......................................................................... 101 Tabla 3-14 Dígito XVII del Sistema Rotacional ......................................................................... 101 Tabla 3-15 Dígito XVIII del Sistema Rotacional........................................................................ 102 Tabla 3-16 Dígito XIX del Sistema Rotacional .......................................................................... 102 Tabla 3-17 Dígito XX del Sistema Rotacional............................................................................ 103 Tabla 3-18 Dígito XXI del Sistema Rotacional .......................................................................... 103 Tabla 3-19 Dígito XXII del Sistema Rotacional ......................................................................... 104 Tabla 3-20 Dígito XXIII del Sistema Rotacional........................................................................ 104 Tabla 3-21 Estructura General del Sistema No Rotacional......................................................... 105

10
Tabla 3-22 Dígitos III, IV y V del Sistema No Rotacional ......................................................... 106 Tabla 3-23 Dígito VIII del Sistema No Rotacional..................................................................... 107 Tabla 3-24 Dígito IX del Sistema No Rotacional ....................................................................... 107 Tabla 3-26 Dígito X del Sistema No Rotacional......................................................................... 108 Tabla 3-27 Dígito XI del Sistema No Rotacional ....................................................................... 108 Tabla 3-28 Dígito XII del Sistema No Rotacional ...................................................................... 109 Tabla 3-29 Dígito XIII del Sistema No Rotacional..................................................................... 109 Tabla 3-30 Dígito XIV del Sistema No Rotacional..................................................................... 110 Tabla 3-31 Dígito XV del Sistema No Rotacional ...................................................................... 110 Tabla 3-32 Dígito XVI del Sistema No Rotacional..................................................................... 111 Tabla 4-1 Codificación de Siete Piezas Rotacionales con el Sistema KK-3............................... 117 Tabla 4-2 Codificación de 12 Piezas No Rotacionales con el Sistema KK-3 ............................. 118 Tabla 4-3 Codificación de Siete Piezas Rotacionales – Nuevo Sistema..................................... 121 Tabla 4-4 Codificación de 12 Piezas No Rotacionales – Nuevo Sistema ................................... 122 Tabla 4-5 Asignación de Máquinas-Herramienta a Piezas Codificadas Rotacionales................ 128 Tabla 4-6 Asignación de Máquinas-Herramienta a Piezas Codificadas No Rotacionales.......... 129 Tabla 4-7 Dígitos utilizados para Asignación de MH de 7 Piezas Rotacionales – Nuevo Sistema..................................................................................................................................................... 130 Tabla 4-8 Asignación de Máquinas-Herramienta a Piezas Rotacionales.................................... 130 Tabla 4-9 Comparación Entre Resultados de Agrupamiento - Rotacionales .............................. 131 Tabla 4-10 Dígitos Útiles para Asignación de MH de 12 Piezas No Rotacionales – Nuevo Sistema ........................................................................................................................................ 132 Tabla 4-11 Asignación de Máquinas-Herramienta A Piezas No Rotacionales........................... 133 Tabla 4-12 Comparación Entre Resultados de Agrupamiento – Piezas No Rotacionales .......... 134

11
1 INTRODUCCIÓN Desde los inicios de la la revolución industrial hasta nuestros días los procesos de fabricación de piezas han sufrido grandes cambios, pero siempre se ha tratado de hacerlos de una manera lo más eficiente y rápida posible cada vez, con el menor desperdicio de materiales y el menor tiempo muerto de fabricación. Todo esto con el fin de reducir los costos de producción, el precio de los productos, y obviamente en las ganancias o utilidades de cada empresa. Algunas técnicas han sido desarrolladas para mejorar los puntos antes mencionados, y una de estas técnicas es la Tecnología de Grupos (TG). Inició a mediados del siglo pasado, y ha venido en aumento a partir de entonces, generando investigación y desarrollo en el área de manufactura.
La Tecnología de Grupos es una técnica que ayuda a incrementar la eficiencia de la producción por medio de la agrupación de una gran variedad de partes en familias para su proceso de fabricación Los beneficios que ofrece la tecnología de grupos pueden ser aprovechados al hacer un sistema de codificación que tome en cuenta el análisis de fabricación (AF), los procesos para la fabricación de piezas para materiales muy variados, y haciendo usos de la tecnología actual, como la automatización y las computadoras. Pocos desarrollos en la historia de la manufactura han tenido un impacto tan significativo como las computadoras que se utilizan en una amplia gama de aplicaciones, como el control y la optimización de los procesos de manufactura, manejo de materiales, ensamble, inspección,

12
prueba automatizada de los productos, control de inventarios, y numerosas actividades administrativas [9]. Entre las aplicaciones principales de las computadoras en la automatización en los procesos de manufactura son el control numérico por computadora (CNC), aplicado específicamente a las máquinas herramienta, manejo automatizado de los materiales, planeación de procesos asistidos por computadora (CAPP), la tecnología de grupos y la inteligencia artificial o sistemas inteligentes. Las aplicaciones principales utilizadas para este trabajo son las máquinas herramienta CNC, el manejo automatizado de los materiales y los procesos asistidos por computadora. Los sistemas automatizados controlados por computadora se están haciendo cada vez más capaces de aprender y tomar decisiones que optimizan las operaciones y minimizan los costos. La tecnología de grupos que tiene como principio agrupar y producir piezas agrupándolas en familias, de acuerdo con sus similitudes de diseño y procesos de manufactura empleados para su producción [9]. Generación de la idea La idea principal es la estructuración de un sistema de codificación de piezas para la manufactura enriquecido con procesos de manufactura de conformado y procesos para una amplia variedad de materiales, con un análisis de fabricación con el fin de automatizar el proceso de selección de categorías de máquinas herramientas utilizadas para producir grupos de piezas similares. Este trabajo está enfocado en una etapa de un proyecto dentro de una Cátedra de Investigación en el diseño de Sistemas Automatizados de Manufactura y consiste en estructurar un sistema de codificación de piezas por medio del cual se determine el conjunto de operaciones que se llevarán a cabo para la manufactura de grupos de piezas formados por el algoritmo estudiado en un trabajo previo a éste [1]. Para esto se utilizan herramientas que no han sido aplicadas a los Sistemas de Codificación de Piezas, como el Análisis de Fabricación, las máquinas herramienta CNC, y todos los proceso de manufactura necesarios para producir piezas, desde plásticos hasta cerámicos. Con el objeto de justificar las razones que motivan a realizar este trabajo a continuación se presentan diferentes factores que hacen necesario el desarrollo de nueva tecnología en nuestro país y la importancia que tiene el sector manufacturero en México.
1.1 ANTECEDENTES Actualmente existe mucha competencia en el mercado en todos los ramos, lo que causa una saturación en el mismo y genera cambios en los procesos de producción. En todos lados se tratan de reducir los costos y disminuir el tiempo de producción. También, se quiere tener la mejor calidad por el menor costo posible. La alta competencia en el mercado ha hecho que los clientes cambien, ahora son más exigentes con sus productos, buscando calidad, bajo precio y variedad. Por lo que las empresas buscan satisfacer las necesidades de sus clientes para no perder el segmento de mercado.

13
La manufactura está sustentada en los materiales, los procesos y los sistemas [1], siempre buscando la eficacia, que puede ser representada por la capacidad de producción, tamaño físico y peso del producto y capacidad tecnológica del proceso. Para que se logre lo anterior se necesita: [1]
a) Mejorar la calidad y la productividad b) Mejorar las capacidades operativas de la producción c) Rapidez por medio de la automatización de procesos.
Las empresas están sujetas hoy en día a los clientes, los proveedores, la economía global, la economía del país y la competencia. Ahora los clientes juegan un rol muy importante en las empresas porque éstos ahora eligen sus productos y servicios dependiendo del precio, calidad y satisfacción. Para seguir compitiendo las empresas buscan un nivel mínimo de defectos en el producto, un tiempo de entrega exacto (just in time) y tener una alta gama de productos. Existen criterios en respuesta a las nuevas políticas de producción, los cuales son [1]: • Flexibilidad de los procesos de fabricación. • Automatización de los procesos. • Confiabilidad y calidad del producto. • Aumento de la productividad. • Confiabilidad del proceso. • Integración del producto, proceso y organización. • Reducción de tiempos de lanzamiento de nuevos productos. • Eliminación de desperdicios. • Reducción de los tiempos de preparación y de espera. Todos los puntos anteriores ayudan a que las empresas sean cada vez más competitivas, por eso que se siguen desarrollando técnicas para poder lograrlos y mejorarlos. Dentro de éstas técnicas entra el desarrollo de sistemas de codificación dentro de la TG y otras que pueden ser empleadas conjuntamente como SMED, Poka Yoke, entre muchas otras.
1.1.1 IMPORTANCIA DE LA MANUFACTURA EN MÉXICO
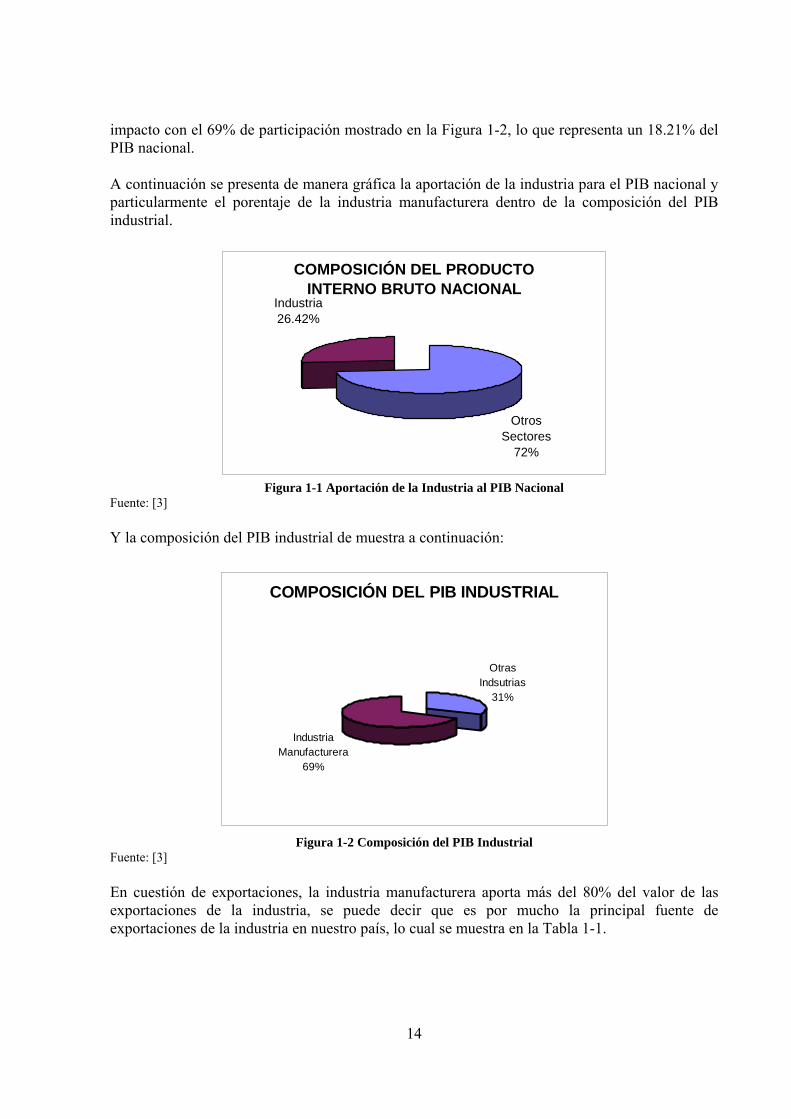
Existen varios factores determinantes para la adopción de una técnica de producción como las características geométricas y tecnológicas del producto, las características de los procesos de fabricación, el tamaño del lote, el volumen de producción y la variedad del producto. A pesar de que la manufactura aporta fuertes ingresos para el país, las empresas mexicanas tienen un pobre desarrollo tecnológico y alta dependencia del extranjero. En el año 2000 el Sector Industrial representó el 26.4% del Producto Bruto Interno (PIB) mostrado en la Figura 1-1. Esto nos indica la importancia que tiene la industria manufacturera en México. De la misma manera dentro del PIB industrial la industria manufacturera tiene un gran
14
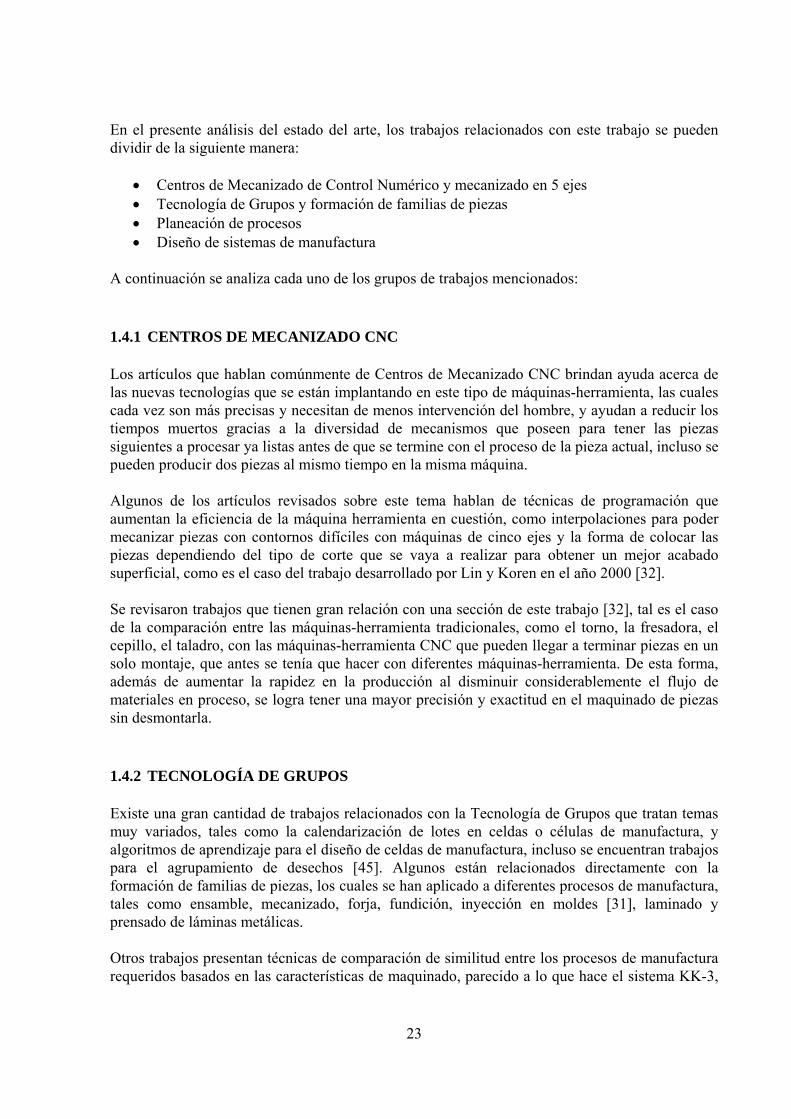
impacto con el 69% de participación mostrado en la Figura 1-2, lo que representa un 18.21% del PIB nacional. A continuación se presenta de manera gráfica la aportación de la industria para el PIB nacional y particularmente el porentaje de la industria manufacturera dentro de la composición del PIB industrial.
COMPOSICIÓN DEL PRODUCTO INTERNO BRUTO NACIONAL
Industria 26.42%
Otros Sectores
72%
Figura 1-1 Aportación de la Industria al PIB Nacional
Fuente: [3] Y la composición del PIB industrial de muestra a continuación:
COMPOSICIÓN DEL PIB INDUSTRIAL
Otras Indsutrias
31%
Industria Manufacturera
69%
Figura 1-2 Composición del PIB Industrial
Fuente: [3] En cuestión de exportaciones, la industria manufacturera aporta más del 80% del valor de las exportaciones de la industria, se puede decir que es por mucho la principal fuente de exportaciones de la industria en nuestro país, lo cual se muestra en la Tabla 1-1.

15
PERIODO Total Agricultura
y Silvicultura
Ganadería, Apicultura,
Caza y Pesca
Industrias Extractivas
Industrias Manufactureras
Servicios y Productos
no Clasificados
1995 79,541.6 3,323.4 692.8 7,974.8 67,382.9 167.61996 95,999.7 3,197.3 395 11,191.6 81,013.8 202.01997 110,431.3 3,408.3 419.7 10,840.4 95,565.4 197.71998 117,539.2 3,435.7 360.9 6,945.0 106,550.4 247.41999 136,361.8 3,473.3 452.6 9,372.4 122,819.2 244.42000 166,120.7 3,615.4 601.6 15,093.3 146,497.4 313.02001 158,779.8 3,325.9 576.9 12,392.2 142,115.3 369.62002 161,045.9 3,259.9 606.4 13,792.7 143,203.0 183.72003 164,766.3 3,911.3 753.1 17,194.3 142,704.6 202.72004 188,626.5 4,510.4 834.0 22,174.0 160,580.9 527.2
Tabla 1-1 Exportaciones por Grupos de Actividad Económica (millones de dólares) Fuente: [3] Así mismo, dentro de la industria manufacturera destaca el ramo de productos metálicos, maquinaria y equipo que tiene mucha relación con este trabajo, al tomar en cuenta las máquinas herramienta CNC como la fabricación de productos metálicos. En la siguiente figura se muestra la aportación de esta rama a la producción del sector manufacturero, teniendo mas de la tercera parte de aportación, apoya aún más a la realización de este trabajo teniendo impacto en esta rama.
Figura 1-3 Aportación de Productos Metálicos, Maquinaria y Equipo al Sector Manufacturero
Fuente: [3] Haciendo enfoque en el año 2004, el mayor porcentaje de las exportaciones de México del sector manufacturero fue la de productos metálicos, maquinaria y equipo con una participación del 73% como se muestra en la siguiente figura:

16
PROMEDIO PORCENTUAL DE LAS EXPORTACIONES DEL SECTOR MANUFACTURERO 1995-2000
Textiles, 8%
Madera, 1%
Productos químicos, 7%
No metálicos, 2%
Metálicas báscias, 4%
Productos metálicos, maquinaria y equipo, 73%
Alimentos, 3%
Papel, 1%
Otras ind. Manufactureras, 1%
Figura 1-4 Promedio Porcentual de las Exportaciones del Sector Manufacturero 1995-2005
Fuente: [3] Esta división de Productos Metálicos, Maquinaria y Equipo contrata al 21.62% de las personas del sector manufacturero equivalente a 360,837 personas empleadas promedio anual de 1995 al año 2005.
Figura 1-5 Promedio del Personal Ocupado en el Sector Manufacturero 1995-2005
Fuente: [3]

17
La manufactura en México La manufactura en México es un sector que ha tenido muchos problemas por no estar al nivel de otros países en cuestión tecnológica, lo que la convierte en obsoleta comparativamente con otros países. En el ámbito internacional la industria mexicana es poco competitiva, por lo que permite que las empresas transnacionales dominen y que las empresas pequeñas y medianas tengan poco apoyo causándoles esto grandes problemas económicos. Bajo este marco de referencia se puede intuir que existe una gran dependencia de la tecnología externa, lo que incrementa los costos por uso de marcas y patentes además de la compra del equipo. En el año 2000, de 34,895 empresas altamente representativas de la economía mexicana, el 77.1% emplea tecnología obsoleta, el 19.5% cuenta con equipo moderno vulnerable, el 2.9% tienen fuerza tecnológica pero carece de capacidad competitiva y estratégica, y únicamente el 0.5% utiliza tecnología de punta [1]. En comparación con algunos países altamente desarrollados la inversión en investigación científica y desarrollo tecnológico representa más del 50% de su PIB, además que su PIB es superior al de nuestro país. También es difícil encontrar que del desarrollo que se realiza en México solo se patentó el 4.38% para el año 1998, de las cuales el 51% pertenece a personas físicas o inventores independientes; el 33% a empresas grandes; el 14% corresponde a instituciones mexicanas de investigación y finalmente el 2% a empresas pequeñas.
DISTRIBUCIÓN DE PATENTES OTORGADAS A TITULARES MEXICANOS EN 1998
Inventores independientes; 51%
Empresas grandes; 33%
Empresas pequeñas; 2%
Institutos de investigación; 14%
Figura 1-6 Distribución de Patentes Otorgadas a Titulares Mexicanos en 1998
Fuente: [1] De las patentes otorgadas a titulares mexicanos pertenecientes al sector de educación superior y de investigación, destacan el Instituto Politécnico Nacional (6 patentes); el Instituto Mexicano del Petróleo (5 patentes); el Instituto de Investigaciones Eléctricas (3 patentes) y la Universidad Autónoma Metropolitana (2 patentes). La Tabla 1-2 muestra las empresas e instituciones líderes en solicitudes de patentes durante 1998, comparándolas con el año 1997.

18
EMPRESAS O INSTITUCIONES MEXICANAS QUE MÁS SOLICITUDES DE PATENTE PRESENTARON EN 1998
Empresas 1997 1998 Central Impulsora, S.A. de C.V. 1 21 Universidad Nacional Autónoma de México 7 15 Instituto Mexicano del Petróleo 15 14 Consorcio G Grupo DINA 4 6 Servicios CONDUMEX 13 6 Centro de Investigación en Química Aplicada 7 6
Agroservicios Nieto S.A. de C.V. 0 6 Universidad Autónoma de Nuevo León 1 5 Universidad de Guanajuato 1 5 CUPRUM, S.A. de C.V. 0 4 Grupo P.I. MABE 1 4 MZM, S.A. de C.V. 0 3 Universidad Autónoma Metropolitana 3 3 Plastindustrias Metálicas Mexicanas 0 3 Total 53 101
Tabla 1-2 Solicitudes de Patente en México Fuente: [6] Las patentes otorgadas a instituciones de educación superior y de investigación en 1998 son las siguientes [1]:
PATENTES OTORGADAS A INSTITUCIONES DE INVESTIGACIÓN CIENTÍFICA Y TECNOLÓGICA E INSTITUCIONES DE EDUCACIÓN SUPERIOR EN 1998
INSTITUCIÓN NÚMERO DE PATENTES OTORGADAS
Instituto Politécnico Nacional 6 Instituto Mexicano del Petróleo 5 Instituto de Investigaciones Eléctricas 3 Universidad Autónoma Metropolitana 2 Centro de Investigación Científica y de Educación Superior de Ensenada 1 Centro de Investigación Científica y de Estudios Avanzados del IPN 1 Instituto Mexicano de Tecnología del Agua 1 Instituto Mexicano del Transporte 1
TOTAL 20 Tabla 1-3 Patentes Otorgadas en México en 1998
Fuente: [6]

19
En México se necesita que el gobierno, las instituciones de educación superior y la iniciativa privada aumenten la inversión en el ámbito de la investigación y el desarrollo de nuevos productos patentados, ya que actualmente sólo el 0.4% del PIB se invierte en este ámbito a pesar de que el CONACYT ha creado programas dirigidos a impulsar la innovación en la empresa. Los esfuerzos realizados hasta el momento para impulsar el desarrollo tecnológico del país son los programas que ha creado el CONACYT como el Fondo de Investigación y Desarrollo para la Modernización Tecnológica (Fidetec), Fondo para el Fortalecimiento de las Capacidades Científicas y Tecnológicas (Forccytec) y programas de vinculación con la industria. Estos programas impulsan el desarrollo tecnológico mediante préstamos a empresas innovadoras, la creación de centros destinados a la compra de tecnología e información y la vinculación de la industria con las universidades o centros de investigación. Vivimos en un país que necesita impulsar el desarrollo tecnológico, el gobierno debería proporcionar las herramientas para el desarrollo de la pequeña y mediana empresa e instrumentar políticas que impulsen la planta industrial y la producción de bienes. Además se requiere de una política industrial que permita una diversificación de la base de las exportaciones y que genere ahorro interno para dinamizar las inversiones. Con este preámbulo se tiene una visión del estado de la industria manufacturera en México, y como se puede constatar hay muchas carencias y defectos en este sector, y por lo mismo, es un sector con un alto potencial y con grandes oportunidades de crecimiento a nivel nacional como en cuestión de exportaciones. Por estas razones se plantea un trabajo que apoya al sector manufacturero mexicano para elevar la producción y el desarrollo de tecnología, aportando al sector manufacturero con una mayor aportación al PIB y las exportaciones en México.
1.2 PLANTEAMIENTO DEL PROBLEMA La clasificación y codificación de grupos de piezas industriales es una metodología que permite una rápida y eficiente retroalimentación de la información. La clasificación de los componentes en grupos considerando su forma, calidad de los materiales y tamaño ha ayudado a la industria a generar los procesos de fabricación de partes y a programar la fabricación de las piezas en los Sistemas de Manufactura. El punto de este trabajo es que se pueden mejorar estos sistemas tomando en cuenta la funcionalidad de la pieza y el análisis de fabricación. Todos los códigos creados hasta la fecha, son muy completos en determinados ramos y han sido creados para una empresa, o para cierto tipo de empresas. Como el KK-3, que considera una gran cantidad de características de las piezas, pero no considera algún tratamiento térmico o procesos más complicados, y con el Opitz, otro sistema muy conocido es el mismo caso.
El sistema KK-3 ha sido ampliamente estudiado por precursores de este trabajo [1], donde se trata la asignación de la lista de operaciones necesarias para producir laa piezas a partir de un sistema de codificación de piezas.

20
Una de las conclusiones a las que se ha llegado en dicho trabajo es que los sistemas de codificación y clasificación de piezas se pueden mejorar para propósitos de asignación de la lista de operaciones. Es por eso que se ha recomendado para trabajos posteriores como este el complementar el sistema KK-3, que ha sido uno de los más utilizados a nivel mundial, o generar un nuevo Sistema de Codificación y Clasificación de Piezas que, además de la información que el KK-3 proporciona, contenga información referente a [1]:
• Procesos de manufactura de conformado. • Procesos especiales de mecanizado. • Forma de la materia prima. • Superficies de partida y de referencia • Tolerancias dimensionales de posición, de forma y rugosidades. • Procesos de unión permanente. • Procesos de mejoramiento de propiedades. • Procesos de mejoramiento de superficies.
Además se ha recomendado, para el mejor funcionamiento de un algoritmo de asignación de operaciones a partir del Sistema de Codificación y Clasificación de Piezas, que el nuevo sistema sea estructurado de tal forma que [1]:
• Las superficies estén ordenadas en función de su complejidad. • Defina los valores de acabado de manera cuantitativa. • Defina de manera clara el tipo la forma de las superficies. • No existan valores de los dígitos sin definir.
En este desarrollo se trata de cubrir con todas las consideraciones expuestas con anterioridad, por eso se ha desarrollado el Sistema de Codificación de Piezas para que sea más adecuado que el KK-3 al momento de generar el algoritmo de agrupación de piezas en familias y de obtener la asignación de procesos y operaciones para cada familia. La finalidad de este trabajo es que el nuevo sistema de clasificación de partes se pueda utilizar para propósitos generales en cuanto a procesos y materiales se refiere, tomando en cuenta desde los procesos utilizados para producir plásticos o polímeros, metales ferrosos y no ferrosos, hasta cerámicos y aleaciones de alta temperatura.
Las variables que utilizan para la estructuración del código son todos los materiales que se utilizan para la fabricación de piezas en la industria en general, tantos procesos como sea posible así como sus ventajas, tiempos de producción y materiales.
La metodología a seguir es generar un Sistema de Codificación de Piezas que permita la selección de procesos de acuerdo a las características de cada pieza, como dimensiones, material, exactitud y tratamientos térmicos y superficiales. Como parte final de este desarrollo, al tener piezas muestra codificadas y agrupadas en familias por la similitud en su código, está el aplicar el algoritmo presentado en trabajos anteriores [1] para la agrupación de piezas en familias, esperando obtener un agrupamiento de piezas congruente a su semejanza en todos los aspectos.

21
Para la realización de este trabajo se han estudiado diferentes tipos de materiales utilizados para la fabricación de piezas en ingeniería y los procesos utilizados para la producción de piezas. Las muestras que se extraen para probar el funcionamiento del sistema de codificación son las que se han ocupado en trabajos anteriores para probar el funcionamiento del KK-3, se aplican los materiales, formas y los planos de fabricación de cada una de estas piezas para así asegurar el adecuado funcionamiento del sistema de clasificación y codificación de piezas. El procesamiento de los datos se hace con un paquete de programación llamado Visual Basic.NET por medio de algoritmos de agrupación que ya han sido implementados en trabajos anteriores en otros sistemas de clasificación como en el KK-3 [1].
1.3 JUSTIFICACIÓN El requerimiento fundamental para la TG es tener un sistema de codificación y clasificación de piezas, el cual describa las características de la pieza, como su forma geométrica, material y procesos para producir la pieza con un número de código, y así reunir las partes con códigos similares en una misma célula o grupo de máquina.
Dentro de la TG está el clasificar piezas por medio de sistemas de codificación, además ayuda a incrementar la productividad cuando se tiene una amplia variedad de piezas y ha sido aplicada no solo en los campos de la manufactura y el diseño, también en problemas de planeación de la producción. Desde el punto de vista del análisis de fabricación los sistemas de codificación de partes carecen de una estructura que les ayude a tomar decisiones al involucrar procesos como mecanizado, soldadura, fundición entre otros. Estos sistemas están limitados a una caracterización robusta de las propiedades físicas mecánicas de los materiales. La Figura 1-7 muestra la ubicación de este trabajo dentro de un gran proyecto que lleva al diseño automatizado de Sistemas Automatizados de Manufactura, la parte sombreada indica la aportación de este trabajo al proyecto. Este trabajo integra y estructura un sistema de codificación de piezas para, por medio del procesamiento de la información codificada, obtener los procesos y operaciones de manufactura, las categorías de máquinas herramientas requeridas y, si es posible las secuencias de operación: Debido a que los sistemas de codificación de partes carecen de un análisis de fabricación y de una caracterización completa de los procesos de manufactura surge la necesidad de mejorarlos y así obtener obtener las categorías de máquina herramienta para cada grupo de piezas. Para trabajos futuros se tiene la intención que se puedan obtener hasta las secuencias de maquinado, plan de fabricación y hoja de operaciones de cada pieza codificada.

22
Procesamientode la
información
Sistemas de codificaciónde piezas
Medios
SalidaEntrada
Información de la pieza:•Dimensiones•Materiales
Recursos
Programa Computacional
•Procesos de Manufactura.•Análisis de Fabricación.•Análisis de Sistemas de Codificación •de piezas•Métodos de Sujeción
•Técnicas de Agrupación•Información detallada de lasMaquinas herramienta
•Planeación de Procesos.•Procesos y Operaciones de Manufactura•Categorías de Maquinas requeridas•Secuencias
•Plan de Fabricación•Hoja de operaciones.
Diseño Automatizado de un Sistema Automatizado de Manufactura
Tecnología deGrupos
MaquinasHerramienta
Procesamientode la
información
Sistemas de codificaciónde piezas
Medios
SalidaEntrada
Información de la pieza:•Dimensiones•Materiales
Recursos
Programa Computacional
•Procesos de Manufactura.•Análisis de Fabricación.•Análisis de Sistemas de Codificación •de piezas•Métodos de Sujeción
•Técnicas de Agrupación•Información detallada de lasMaquinas herramienta
•Planeación de Procesos.•Procesos y Operaciones de Manufactura•Categorías de Maquinas requeridas•Secuencias
•Plan de Fabricación•Hoja de operaciones.
Diseño Automatizado de un Sistema Automatizado de Manufactura
Tecnología deGrupos
MaquinasHerramienta
Figura 1-7 Esquema General del Desarrollo del Proyecto
El sistema de codificación de piezas modificado trata de complementarse con varios sistemas de codificación, principalmente basándose en la estructura del KK-3, además se está proponiendo el procesamiento de la información codificada por un programa computacional que agrupa las piezas en familias de acuerdo a la similitud en su codificación. Por último se propone en este trabajo un algoritmo de asignación de categoría de máquinas herramientas de acuerdo a las piezas codificadas con el nuevo sistema de codificación.
1.4 ESTADO DEL ARTE Existen muchos trabajos relacionados con este trabajo, como artículos que hablan de máquinas herramientas de 5 ejes, la comparación de éstas con las máquinas herramientas tradicionales, el diseño de sistemas de manufactura, agrupamiento de piezas apoyado en la Tecnología de Grupos y la selección de la secuencia del proceso de mecanizado y como la formación de celdas de manufactura.
23
En el presente análisis del estado del arte, los trabajos relacionados con este trabajo se pueden dividir de la siguiente manera:
• Centros de Mecanizado de Control Numérico y mecanizado en 5 ejes • Tecnología de Grupos y formación de familias de piezas • Planeación de procesos • Diseño de sistemas de manufactura
A continuación se analiza cada uno de los grupos de trabajos mencionados:
1.4.1 CENTROS DE MECANIZADO CNC
Los artículos que hablan comúnmente de Centros de Mecanizado CNC brindan ayuda acerca de las nuevas tecnologías que se están implantando en este tipo de máquinas-herramienta, las cuales cada vez son más precisas y necesitan de menos intervención del hombre, y ayudan a reducir los tiempos muertos gracias a la diversidad de mecanismos que poseen para tener las piezas siguientes a procesar ya listas antes de que se termine con el proceso de la pieza actual, incluso se pueden producir dos piezas al mismo tiempo en la misma máquina. Algunos de los artículos revisados sobre este tema hablan de técnicas de programación que aumentan la eficiencia de la máquina herramienta en cuestión, como interpolaciones para poder mecanizar piezas con contornos difíciles con máquinas de cinco ejes y la forma de colocar las piezas dependiendo del tipo de corte que se vaya a realizar para obtener un mejor acabado superficial, como es el caso del trabajo desarrollado por Lin y Koren en el año 2000 [32]. Se revisaron trabajos que tienen gran relación con una sección de este trabajo [32], tal es el caso de la comparación entre las máquinas-herramienta tradicionales, como el torno, la fresadora, el cepillo, el taladro, con las máquinas-herramienta CNC que pueden llegar a terminar piezas en un solo montaje, que antes se tenía que hacer con diferentes máquinas-herramienta. De esta forma, además de aumentar la rapidez en la producción al disminuir considerablemente el flujo de materiales en proceso, se logra tener una mayor precisión y exactitud en el maquinado de piezas sin desmontarla.
1.4.2 TECNOLOGÍA DE GRUPOS
Existe una gran cantidad de trabajos relacionados con la Tecnología de Grupos que tratan temas muy variados, tales como la calendarización de lotes en celdas o células de manufactura, y algoritmos de aprendizaje para el diseño de celdas de manufactura, incluso se encuentran trabajos para el agrupamiento de desechos [45]. Algunos están relacionados directamente con la formación de familias de piezas, los cuales se han aplicado a diferentes procesos de manufactura, tales como ensamble, mecanizado, forja, fundición, inyección en moldes [31], laminado y prensado de láminas metálicas. Otros trabajos presentan técnicas de comparación de similitud entre los procesos de manufactura requeridos basados en las características de maquinado, parecido a lo que hace el sistema KK-3,

24
sólo que el propósito de estos trabajos está más enfocado a realizar una planeación de procesos y una estimación de costos [33]. Una rama de trabajos de investigación muy interesante es la que propone utilizar sistemas inteligentes, como redes neuronales para la formación de celdas de manufactura, de la misma manera proponen nuevos métodos para aplicar estas técnicas a este propósito. En un caso en particular, se presenta un método de agrupamiento de máquinas por medio de una red neuronal que no necesita supervisión al ser entrenada, pero aún falta continuar su investigación probando el algoritmo introduciendo factores relacionados con la imperfección en los datos [34], lo que es encontrados normalmente en la industria. Existen trabajos de investigación muy particulares acerca de la clasificación y codificación de piezas que se han desarrollado específicamente para la industria de la fundición [35], los cuales utilizan un código jerárquico para definir las familias de productos, lo que es explicado con detenimiento más adelante. En en este caso es desafiante hacer una buena estructuración del sistema de codificación, debido a que los manufactureros de fundición por lo general se especializan en una línea de productos específica e introducen constantemente nueva tecnología. También se han desarrollado investigaciones para sistemas de formación de familias de piezas en el doblado de láminas de metal [36] que se apoyan en que algunas prensas producen más de un tipo de pieza sin necesidad de cambio de herramienta o ajuste. Dicho trabajo hace un estudio acerca de las diferentes tipos de piezas que se pueden producir en la misma máquina y bajo el mismo herramental y ajuste. Se revisó el trabajo realizado por Chwen, donde se desarrolla un algoritmo para la formación de familias utilizando la lógica difusa [37] que ha sido implementado en un trabajo anterior al presente dentro de la misma línea de investigación [1]. Este algoritmo es utilizado para ejemplificar y probar la formación de familias de piezas codificadas en este trabajo. En relación con este presente trabajo existen desarrollos que toman en cuenta los procesos de mecanizado, los agrupan de acuerdo a la máquina donde se pueden llevar a cabo [38] y de esta forma asignan grupos de piezas a las máquinas herramientas más recomendables. Lo más sobresaliente de este trabajo es que obtiene los datos de una base de datos de CAD pero hay que desarrollar un nuevo trabajo como este que trabaje con los sistemas CAD más actualizados posibles.
1.4.3 PLANEACIÓN DE PROCESOS Y DISEÑO DE SISTEMAS DE MANUFACTURA
El diseño de sistemas de manufactura está ligado con la planeación de procesos, ambos están fundados con las bases de la TG. En este trabajo se les ha dado este apartado especial debido al importante rol que conllevan cada uno. Se pueden hallar muchas investigaciones que giran alrededor del diseño de sistemas de manufactura, así como de la planeación de procesos. En algunos casos se encuentran involucrados con diferentes procesos como los de inyección con moldes o con procesos de mecanizado, entre otros. Recientemente se han desarrollado trabajos de investigación para la optimización en la planeación de procesos, los cuales toman en cuenta factores como la calidad del producto y las

25
tolerancias [41]. Este modelo incorpora el costo de una tolerancia aceptable para los procesos de manufactura y las pérdidas por no alcanzar la calidad requerida en un producto específico. También existen trabajos que consideran la capacidad de los equipos, errores de medición y capacidades del proceso. En cuanto al diseño de sistemas de manufactura existe una gran cantidad de trabajos, pero para objeto de estudio del presente trabajo destacan los que se enfocan a estudiar la secuencia las células de manufactura y la agrupación de piezas y máquinas en familias. Los beneficios aumentan en la disminución de las piezas entre celdas de manufactura. Este es un estudio a un nivel macro entre células de manufactura [44] que se puede aplicar cuando ya se tiene la planeación de procesos para cada familia de piezas y se tienen las células de manufactura formadas.
1.5 OBJETIVOS Objetivo General:
- Estructurar un sistema de codificación de piezas basado en el reconocimiento de los parámetros más significativos de los procesos tecnológicos en manufactura para lograr una adecuada agrupación de piezas en familias, basado en el sistema KK-3 y en el Análisis de Fabricación. Objetivos Específicos:
- Hacer un análisis completo de los parámetros y procesos tecnológicos más significativos para la formación de familias de piezas. - Desarrollar un programa computacional que automatice la formación de grupos de piezas a partir del código de las mismas. - Desarrollar un algoritmo de selección de las máquinas herramientas requeridas para producir cada pieza con base en el sistema de codificación de piezas para hacer una agrupación de las mismas de acuerdo a su asignación de máquina herramienta. Alcance de los objetivos Los objetivos que se han propuesto se limitan de la siguiente manera:
• La finalidad del programa computacional visual es ayudar a visualizar la agrupación de piezas ya codificadas, y no así la generación del código de cada pieza. Se toma en cuenta el algoritmo aplicado para formar familias de piezas en el sistema KK-3 en el trabajo anterior al presente [1].
• Por razones de espacio y de tiempo, dentro de la finalidad de este trabajo no se incluye el
generar el código de una gran cantidad de piezas para la prueba del nuevo sistema de codificación, se toman las piezas dibujadas y codificadas en el sistema KK-3 en el trabajo anterior al presente [1].

26
• Presentar el algoritmo de asignación de máquinas-herramientas en forma de diagrama de flujo que depende totalmente de los dígitos generados en el sistema de codificación de piezas. Tomando en cuenta como primera opción las máquinas CNC debido a que cada vez son más frecuentes en el mercado mundial y nacional.
• Dentro del alcance de este trabajo no se incluye el desarrollo de algún proceso para la
toma de decisiones en el orden de aparición de las máquinas en un proceso de fabricación de las piezas codificadas.

27
2 HERRAMIENTAS PARA EL PROCESAMIENTO Y LA CLASIFICACIÓN DE PIEZAS
El sistema de codificación de piezas desarrollado en este trabajo fue estructurado con base en la investigación de los procesos tecnológicos para la fabricación de piezas. A continuación se describen las técnicas que han sido estudiadas y tomadas en cuenta para la estructuración del sistema de codificación de piezas como la Tecnología de Grupos y el Análisis de Fabricación. Se presenta un estudio de los Sistemas de Codificación y Clasificación existentes, la funcionalidad de los procesos de manufactura y de las máquinas herramientas considerados.
2.1 TECNOLOGÍA DE GRUPOS Como inicio de la TG se puede considerar el momento en el que R. E. Flanders, en 1925, presentó un artículo a la ASME (American Society of Mechanical Engineers, en español Sociedad Americana de Ingenieros Mecánicos) donde describió un método de manufactura que después sería considerado como TG. En dicho trabajo se enfatizó la estandarización del producto, la creación de departamentos basado en los productos en lugar de hacerlo por procesos apoyando la minimización del transporte de materiales. Su trabajo fue utilizado por la Compañía Jones and Lamson Machine para enfrentar dificultades en la manufactura y el control de la producción. En 1937, A. P. Sokolovski propuso que las piezas pueden ser clasificadas de acuerdo a características similares y podrían ser manufacturadas juntas con procesos estandarizados. Este trabajo fue desarrollado posteriormente por su colega y seguidor S. P. Mitrofanov. Otro evento significativo para el desarrollo de la TG ocurrió con J. C. Kerr, quien en 1938 presentó un artículo al Instituto de Ingenieros de la Producción (Institution of Production

28
Engineers) donde habló sobre seccionar grupos de máquinas herramientas. La idea de Kerr fue dar a las máquinas ciertos trabajos para realizarlos en secuencia con otras máquinas. De esta manera, a lo largo de los años siguientes y hasta la fecha esta filosofía se ha esparcido por todo el mundo de la manufactura.
2.1.1 DESCRIPCIÓN DE LA TECNOLOGÍA DE GRUPOS
Esta técnica envuelve métodos que buscan identificar similitud en el diseño de un producto y en los procesos de manufactura que se necesitan para producirlo. Se entiende como el uso de la clasificación de piezas para desarrollar alguna técnica en la forma de manufacturarlas, comprarlas, venderlas o almacenarlas. También se comprende como la estandarización de los procesos de manufactura agrupando las piezas de acuerdo a su similitud. La definición aceptada por este trabajo como adecuada es en la que la mayoría de los expertos en tecnología de grupos y el mismo Mitrofanov1 coinciden: “La Tecnología de Grupos es una técnica para fabricar lotes pequeños o medianos de piezas similares por medio de un proceso de manufactura con materiales, geometría y tamaño similares. Los grupos de piezas con producidas en un conjunto de células de máquinas que son agrupadas físicamente con herramientas específicas y programadas como sola unidad.” [2] Otra definición es la siguiente: “Es una filosofía de manufactura en donde se identifican las piezas que son similares y se agrupan para tomar ventaja de su similitud en el diseño y producción. Cada familia de piezas posee características de diseño y/o manufactura similares.” [19] Con la TG todas las actividades en todos los niveles de la empresa se producen mediante grupos tecnológicos, entendiéndose por grupos tecnológicos como la distribución física de un grupo de máquinas para procesar familias de piezas semejantes. El conjunto de grupo tecnológico incluye los siguientes puntos básicos [24]:
• Las piezas fabricadas en la empresa tienen características similares, lo cual permite agruparlas por familias.
• La semejanza entre piezas se aprovecha para integrar un grupo de máquinas que realicen todas las operaciones para determinado grupo de piezas.
• Con la búsqueda de equipo adicional, los grupos tecnológicos pueden ampliar el rango de procesos por realizar.
Para la implantación de la Tecnología de Grupos se recomienda la siguiente metodología general [24]:
• Entendimiento y apoyo de la organización. 1 S. P. Mitrofanov, considerado como un importante seguidor de la TG, autor del libro Scientific Principles of Group Technology, 1966.

29
• Formación de las familias de piezas. • Análisis de la maquinaria existente. • Fijación de reglas de colaboración con los otros departamentos. • Selección inicial de la primera familia por producir. • Implantación del primer grupo. • Planeación e instalación de otros grupos tecnológicos.
El proceso de agrupar las piezas en familias mediante sistemas de codificación y clasificación se hace de acuerdo con los atributos de diseño y manufactura de la pieza Los atributos de diseño pertenecen a semejanzas en características geométricas y consisten en los siguientes [9]:
a) Formas y dimensiones externas e internas. b) Relaciones de aspecto (longitud a ancho, o longitud a diámetro). c) Tolerancias dimensionales. d) Acabados superficiales. e) Funciones de la pieza.
Los atributos de manufactura implican las semejanzas en las secuencias de operaciones de manufactura que se ejecutan en la pieza. Los atributos de manufactura de una pieza consisten en:
a) Los procesos primarios empleados. b) Los procesos secundarios y de acabado utilizados. c) Las tolerancias dimensionales y el acabado superficial. d) La secuencia de operaciones que se efectúa. e) Las herramientas, dados, soportes y maquinaria que se emplean. f) La cantidad y rapidez de producción.
Para poder clasificar las piezas completamente, se deben tener en cuenta sus características geométricas y tecnológicas que se describen en los siguientes párrafos. Clasificación geométrica Las piezas mecanizadas se clasifican en rotacionales y prismáticas o no rotacionales. Las piezas rotacionales tienen formas cilíndricas obtenidas por remoción de material, cuando la pieza o la herramienta de corte se encuentran en revolución. Las partes prismáticas tienen forma de bloque, placa o superficie tridimensional, obtenida por remoción de material con movimientos lineales de la pieza combinados con rotación o traslación lineal de la herramienta de corte.

30
Los atributos considerados para realizar una clasificación geométrica son [1]:
• Forma externa principal. • Forma interna principal. • Dimensiones principales. • Relación entre las dimensiones principales.
Es importante mencionar, que para este trabajo las operaciones con desprendimiento de viruta tradicionales, permiten obtener las siguientes superficies externas e internas: • Superficies de revolución • Superficies planas • Superficies compuestas Clasificación tecnológica Los atributos considerados para realizar la clasificación tecnológica son [1]:
• Material. • Peso. • Operaciones principales. • Operaciones secundarias. • Tolerancias dimensionales, de forma y de posición. • Acabado superficial (rugosidad de las superficiales). • Tratamientos térmicos. • Recubrimientos superficiales. • Secuencia de operaciones. • Herramientas.
Una pieza ha sido caracterizada geométrica y tecnológicamente cuando se han descrito sus atributos correspondientes. Una buena clasificación geométrica y tecnológica permite definir cuales son los procesos más convenientes para producirla de acuerdo a sus atributos. También se pueden clasificar las piezas estudiando su flujo de producción, a este método se le llama Análisis del Flujo de Producción. Sin embargo, una desventaja de este método es que una hoja de ruta no necesariamente determina la operación manufacturera optimizada en su totalidad.
2.1.2 APLICACIONES DE LA TECNOLOGÍA DE GRUPOS
Para implementar la TG se requiere crear un método para reconocer los atributos de las piezas que permita una clasificación adecuada de las mismas.

31
Algunas ventajas generales sobresalientes del uso de la TG son las siguientes [6]:
• Efecto de producción en masa. Por medio de la agrupación de diferentes tipos de piezas, y con el uso de un efectivo de un sistema de codificación y clasificación de piezas, el tipo de producción puede ser cambiado de producción por trabajo a producción en masa o por lotes.
• Posibilidad de formar un patrón de flujo de producción. Con la TG, se espera que el flujo de trabajo siga siempre un patrón que se repite constantemente, así, los tiempos y costos de manejo de material y espera son reducidos, y la planeación de procesos es simplificada.
• Reducción de tiempos de ajuste y gastos. El tiempo y gastos de ajuste para cada trabajo son reducidos porque muchos trabajos son agrupados y procesados secuencialmente y las mismas máquinas herramientas son empleadas en todo el grupo de piezas.
• Distribución de planta de TG. Las máquinas herramienta también son acomodadas por grupos, y esto disminuye considerablemente el flujo y el manejo de material.
• Economía. La TG significa reducción en los gastos de producción desde que las piezas son agrupadas y fabricadas de acuerdo a características y/o procesos similares, por los puntos mencionados anteriormente.
Las ventajas del uso de grupos tecnológicos específicamente en las áreas de diseño, planeación de la producción, producción y administración dentro de una empresa son las siguientes [24]:
I. Diseño 1. La adecuada preparación del sistema de clasificación y códigos facilita el proceso del
diseño y la creación de diferentes bases de datos útiles en dicho proceso. 2. La clasificación que implica el proceso de estandarización permite reducir variaciones
en el diseño y eliminar repeticiones. 3. Reducción de costos de diseño debido a la creación de éste, de manera reintegrada. 4. La clasificación y estandarización facilitan la estimación de:
- Métodos de manufactura - Métodos de diseño - Métodos de ingeniería
II. Planeación y programación de la producción
1. La clasificación y los códigos debidamente preparados provienen de la posibilidad de estandarizar los procesos de producción.
2. La estandarización de los procesos de manufactura genera el diseño de los dispositivos y herramientas estandarizadas, facilita la programación de MH de control numérico y reduce los tiempos de cambio.
3. Las familias de piezas facilitan la planeación del proceso asistido por computadora (CAPP).
4. Las familias de piezas facilitan la programación y control del proceso de producción. 5. Se pueden reducir los inventarios si se disminuyen las rutas de transporte y el tiempo
de espera antes de los puestos de trabajo. 6. Un uso eficaz de la maquinaria genera la posibilidad de aplicar el control numérico,
así como centros de maquinado y de torneado.

32
III. Producción
1. Las familias de piezas mejoran la distribución de la planta (layout) y como resultado, reducen el costo de manejo de material, mejoran el aprovechamiento del área de trabajo.
2. Se reduce la mano de obra. 3. Se reduce el número de desechos. 4. Mediante la especialización del supervisor y operarios se mejora la calidad de la
producción. 5. Se reduce la variedad de los tipos y formas de la materia prima.
IV. Manejo y administración
1. Las ventajas de la aplicación de grupos pueden influir positivamente en los diversos departamentos de la empresa.
2. Se mejora la supervisión del trabajo y se descentralizan las decisiones, es decir se reduce el nivel de la toma de decisiones.
3. Se reducen los gastos y las inversiones a través de un mejor aprovechamiento de la mano de obra, maquinaria y equipo.
4. El sistema de codificación y clasificación forma el fundamento para desarrollar las aplicaciones relacionadas con las bases de datos para los objetivos de la planta.
5. Los grupos tecnológicos pueden reducir la burocracia evitando trámites innecesarios. La aplicación de la TG es dependiente de tener la estructura del sistema de codificación de piezas para poder tomar decisiones sobre los procesos para la manufactura. Por esta razón este trabajo se enfoca a la modificación de los sistemas de codificación de piezas existentes y está basado en los conceptos de Análisis de Fabricación para obtener los procesos necesarios para producir una pieza, así como las fases, subfases y operaciones en cada puesto de trabajo, dichos conceptos son definidos más adelante en la sección 2.3 Análisis de Fabricación. A pesar de toda la ayuda y ventajas que la TG puede brindar, algunas desventajas pueden presentarse, las cuales son [24]: a) La implantación del sistema de clasificación y codificación puede ocasionar fuertes gastos y
durar mucho tiempo, especialmente para el nuevo arreglo de dibujos y archivos. b) Podría ser necesario emplear nuevo personal para lograr los objetivos de los grupos
tecnológicos. c) Los sistemas de clasificación disponibles en el mercado pueden requerir modificaciones. Si el
sistema no funciona, la cantidad de piezas fabricadas fuera de los grupos tecnológicos puede resultar tan grande que se puede regresar al problema inicial.
d) La Tecnología de Grupos no resulta exitosa sin la colaboración entre los departamentos. e) Pueden surgir problemas en el balance de la capacidad de la maquinaria. f) En caso de fallas en la maquinaria básica se puede detener todo el grupo tecnológico, lo cual
significaría que el sistema no es flexible para los cambios inesperados. g) La reorganización de la planta según los requisitos de los grupos tecnológicos, puede
ocasionar fuertes gastos.

33
h) La infalibilidad de los datos actualizados y la documentación de los procesos se considera de gran importancia para la aplicación de los grupos tecnológicos.
i) La selección apropiada y la capacitación del personal es muy importante y difícil de realizar. j) El desarrollo de grupos tecnológicos puede ser complicado sin el apoyo de la Dirección de la
planta. k) La aplicación de la Tecnología de Grupos puede significar inversiones en nueva maquinaria o
equipo necesario para garantizar la independencia de nuevas formas organizacionales.
2.1.2.1 Familias de piezas Es un conjunto de piezas que son similares en su forma geométrica y tamaño o en sus procesos de manufactura. Una de las ventajas más importantes de agrupar las piezas de trabajo en familias se puede ver con las Figuras 2-1 y 2-2. La primera de ellas muestra una distribución de planta de tipo proceso para producción en lotes. La variedad de máquinas herramientas están acomodadas de acuerdo a la función que realizan. Hay un departamento de Torneado, otro de Fresado, otro de Taladrado, de Rectificado, y uno de Ensamble. El resultado de esta distribución de planta es una cantidad muy grande de movimiento de material, mucho ajuste de máquinas y cambios de herramientas en cada una de ellas y como consecuencia un alto costo de manufactura.
Figura 2-1 Distribución de Planta por Tipo de Proceso
La Figura 2-1 muestra una distribución de planta de TG equivalente, pero las máquinas herramientas están acomodadas en células de manufactura. Cada célula está organizada y especializada en producir una familia de piezas en particular. Se obtienen ventajas de mucho menor manejo de material y menor ajuste de herramientas, inventario en proceso y tiempo de fabricación.

34
Figura 2-2 Distribución de Planta por Tecnología de Grupos
El obstáculo más grande para cambiar la producción a TG de una producción convencional es poder agrupar las piezas de acuerdo a su similitud. Los métodos más comunes para identificar atributos similares en la manufactura y diseño de las piezas son tres, y dependen de un análisis extenso de muchos datos por personal entrenado, éstos son:
• Inspección visual • Sistemas de clasificación y codificación • Análisis del flujo de producción
Al utilizar la inspección visual la similitud en la manufactura de la pieza debe ser inspeccionada físicamente por un individuo, o en el mejor de los casos, se puede hacer a través de técnicas automatizadas como máquinas de visión, las cuales tienen un uso cada vez mayor en la industria. Con estos métodos se pueden tener muchos errores en la exactitud cuando la complejidad de las piezas aumenta o el número de máquinas y piezas utilizadas se vuelve excesivo. Así como tener una variación en el juicio de cada persona que se encuentre inspeccionando. Los sistemas de clasificación y codificación buscan eliminar el error humano y el juicio de una persona en la inspección manual, primero se codifican los atributos de las piezas y después se emplean métodos computacionales para la clasificación y agrupación de las piezas. En este caso se necesita encontrar un modelo matemático o algoritmo computacional que opere en forma sencilla para terminar la clasificación de las piezas en un tiempo razonable. Los métodos de análisis del flujo de producción tienden a reducir el número de datos a procesar, considerando únicamente los atributos de manufactura de las piezas, tomados de las hojas de ruta de proceso. La desventaja en el uso de estos métodos es que únicamente se toma en cuenta la ruta que llevan las piezas, por lo que se pueden llegar a perder detalles importantes, como las operaciones en cada puesto de trabajo que pueden variar considerablemente de uno a otro.
2.2 SISTEMAS DE CODIFICACIÓN DE PIEZAS Los sistemas de codificación de piezas asignan un número a cada pieza de acuerdo a sus características. Esta codificación permite agrupar piezas con características comunes. Para ello se usa una computadora que determine el conjunto de piezas similares. Un sistema de clasificación y codificación de piezas es uno de los pilares para la aplicación de la TG, proporciona los beneficios de reducir la proliferación de piezas y simplificar la planeación de

35
procesos, lo cual ha dado éxito a la implantación de la TG. El primer paso para el uso de la TG es establecer de manera adecuada un sistema de codificación y clasificación de piezas [1]. A continuación se explican los conceptos de clasificación y codificación. Codificación: Es la asignación de un símbolo o un grupo de símbolos para representar información, en este caso se representa información de una pieza a ser manufacturada. Clasificación: Es un algoritmo o protocolo utilizado para separar un gran número de objetos, en este caso, piezas, en grupos más pequeños. Para una aplicación dada donde se desea implementar la TG, se puede comenzar por seleccionar pequeños grupos de características representativas, donde cada una de éstas es dada por una o por algunas posiciones del código.
2.2.1 ESTRUCTURACIÓN DE LOS SISTEMAS DE CODIFICACIÓN DE PIEZAS
Los esquemas para estructurar un sistema de codificación y clasificación de piezas se basan en la idea de que cada característica dada se puede representar con un valor numérico o una letra [7], las estructuras pueden ser jerárquicas (monocódigo) o de cadena (policódigo). a) Estructura Jerárquica o Monocódigo En la estructura del monocódigo cada posición del sistema representa una característica o un subgrupo. El primer dígito representa un grupo entero. El siguiente dígito representa subgrupos de la característica anterior, y así sucesivamente. En este sentido, cada dígito es calificado por los dígitos que lo preceden y cada dígito siguiente ya contiene las propiedades de los dígitos previos a él.
Figura 2-3 Estructura de los Monocódigos
Por ejemplo: Considerando que el primer dígito únicamente nos indica si la pieza es rotacional o no rotacional (prismática). 1= Piezas prismáticas 2= Piezas rotacionales

36
Dentro de cada uno de los dos grupos anteriores, se pueden clasificar las piezas de acuerdo a ciertas características, por ejemplo, la presencia de perforaciones. 0 = Sin perforaciones 1 = Con perforaciones Ventajas de los monocódigos:
- Con sólo unos pocos dígitos, se puede almacenar una gran cantidad de información.
- La estructura del monocódigo permite que la información del código pueda ser utilizado a diferentes niveles de abstracción.
Desventajas de los monocódigos:
- Es muy difícil obtener una adecuada estructura jerárquica para todas las características.
- Diferentes subgrupos pueden llegar a tener diferentes niveles de sub-subgrupos, lo cual puede llevar a tener dígitos sin ocupar o en blanco en algunas posiciones.
b) Códigos de Cadena o Policódigos En este caso cada dígito del código representa una característica, por lo que el valor dado a algún dígito dentro del código no tiene relación con otros dígitos. Por ejemplo, una característica que puede ser representada por un dígito es la longitud de la pieza. El valor de dicho dígito puede ser representado por un número entero que se obtiene a partir del redondeo de la longitud en pulgadas de la pieza que está siendo codificada. Pero si se tienen piezas con una longitud mayor a 10 pulgadas, se necesitarían reservar dos o más dígitos para representar dicha característica. Ventajas de los Policódigos:
- Son fáciles de estructurar. Desventajas:
- Se almacena menos información por cada posición, por lo tanto, comparado con la estructura del monocódigo, se requieren más posiciones o dígitos en el código.
- Se requiere mayor trabajo para comparar y clasificar las piezas codificadas.

c) Códigos Híbridos: La estructura del código es una mezcla de policódigos con monocódigos. De esta manera se utiliza la estructura de monocódigo donde se puede y facilita, y se usa la estructura de policódigo para los demás dígitos. Con esto se puede lograr que la estructura del código obtenga información esencial en cada punto o característica de la pieza. Este es el método más utilizado para la estructuración de la mayoría de los sistemas de codificación y clasificación. Su estructura se muestra en la figura siguiente:
Figura 2-4 Estructura de los Códigos Híbridos
En el siguiente capítulo se presenta una descripción de los sistemas de codificación de piezas más conocidos, donde la mayoría son códigos híbridos, y se han utilizado para la clasificación de piezas, para aplicaciones de diseño y maquinado de las mismas.
37
2.2.2 ANÁLISIS DE LOS SISTEMAS DE CODIFICACIÓN DE PIEZAS EXISTENTES
Los primeros exploradores en esta área [24]: Mitrofanov (Rusia), Gombinski y Birsch (Inglaterra), Opitz (Alemania) y otros, establecieron los principios, adaptaron los resultados y desarrollaron sistemas. Se menciona que se han reportado más de 100 diferentes sistemas creados [1], aplicados a diferentes áreas como los proceso de maquinado, de fundición y de forja. Mitrofanov creó un sistema para diseñar celdas donde se pueden maquinar piezas de diferentes familias y formar entre ellas un grupo. Opitz lo elaboró para apoyar el diseño adecuado del equipo de producción. En la actualidad los sistemas desarrollados están orientados al área de producción. La mayoría de los sistemas tienen un carácter jerárquico, vienen desde las generalidades hasta los pequeños detalles y para sus clasificaciones cuentan con un código desde 6 posiciones, hasta otros más complicados con un código de hasta 32 posiciones. Para su uso se aplican los códigos numéricos o alfanuméricos. Algunos de los sistemas más conocidos se mencionan a continuación. Los sistemas de codificación que a continuación se mencionan son muy complejos para explicarlos y desarrollarlos por completo en este trabajo, así que se presenta una idea general de su funcionamiento.

c) Códigos Híbridos: La estructura del código es una mezcla de policódigos con monocódigos. De esta manera se utiliza la estructura de monocódigo donde se puede y facilita, y se usa la estructura de policódigo para los demás dígitos. Con esto se puede lograr que la estructura del código obtenga información esencial en cada punto o característica de la pieza. Este es el método más utilizado para la estructuración de la mayoría de los sistemas de codificación y clasificación. Su estructura se muestra en la figura siguiente:
Figura 2-4 Estructura de los Códigos Híbridos
En el siguiente capítulo se presenta una descripción de los sistemas de codificación de piezas más conocidos, donde la mayoría son códigos híbridos, y se han utilizado para la clasificación de piezas, para aplicaciones de diseño y maquinado de las mismas.
37
2.2.2 ANÁLISIS DE LOS SISTEMAS DE CODIFICACIÓN DE PIEZAS EXISTENTES
Los primeros exploradores en esta área [24]: Mitrofanov (Rusia), Gombinski y Birsch (Inglaterra), Opitz (Alemania) y otros, establecieron los principios, adaptaron los resultados y desarrollaron sistemas. Se menciona que se han reportado más de 100 diferentes sistemas creados [1], aplicados a diferentes áreas como los proceso de maquinado, de fundición y de forja. Mitrofanov creó un sistema para diseñar celdas donde se pueden maquinar piezas de diferentes familias y formar entre ellas un grupo. Opitz lo elaboró para apoyar el diseño adecuado del equipo de producción. En la actualidad los sistemas desarrollados están orientados al área de producción. La mayoría de los sistemas tienen un carácter jerárquico, vienen desde las generalidades hasta los pequeños detalles y para sus clasificaciones cuentan con un código desde 6 posiciones, hasta otros más complicados con un código de hasta 32 posiciones. Para su uso se aplican los códigos numéricos o alfanuméricos. Algunos de los sistemas más conocidos se mencionan a continuación. Los sistemas de codificación que a continuación se mencionan son muy complejos para explicarlos y desarrollarlos por completo en este trabajo, así que se presenta una idea general de su funcionamiento.

38
Sistema Opitz Desarrollado en los 1960´s por H. Opitz (1905-1977) en la Universidad de Aachen en Alemania. Representa uno de los primeros grandes esfuerzos desarrollados en la TG, y es uno de los más conocidos, aunque tal vez no el más utilizado. A cada pieza se le asigna un número de identificación (6 dígitos), un número de clasificación (9 dígitos) y un número de información (4 dígitos) y se representa así [24]:
XXXXXX XXXXXXXXX XX XX A B C D
donde: A. Es el número de identificación de la pieza, asignado en secuencia asociado con el
número del plano. B. Es el número de clasificación. Dentro de este número los primeros cinco dígitos
representan la codificación de forma y geometría de la pieza y los últimos cuatro dígitos representan la codificación suplementaria para especificar materia prima, tipo de material, precisión, entre otras.
C. Es el número para especificar el tipo de dibujo. D. Es el número para especificar el tipo de calidad necesaria.
En la siguiente figura [19] se muestra brevemente la codificación del número de identificación de la forma y geometría de la pieza, asociada aquí con el inciso B:
Figura 2-5 Estructura Básica del Sistema Opitz
1er. Dígito Tipo de Pieza
2º Dígito Forma
principal
3º Dígito Maquinado de
Sup. rotacionales
4º Dígito Maquinado de
Sup. planas
5º Dígito Orificios
Auxiliares y dientes
Especial
No
rot
acio
nal
Especial
Rot
acio
nal
9
8
7
6
5
4
3
2
1
0 Forma interna
Maq. Rot. Ext. e Int.
Principales orificios
Orificios aux. y dientes
Orificios auxiliares y dientes
Orificios auxiliares Y dientes
Maquinado de sup. planas
Maquinado de sup. planas
Maquinado de sup. planas
Forma externa
Forma principal
Forma principal
Forma principal
Código Suplementario
Dígitos
6 7 8 9
Dim
ensi
ones
M
ater
ial
Form
a de
la m
ater
ia p
rim
a E
xact
itud
Forma general
L/D =< 0.5
0.5<L/D=<3
L/D>3
A/B=<3A/C>=4
A/B>3
A/B=<3A/C < 4
L/D=<2 con desv.
L/D > 2 con desv.

39
El código básico consiste en nueve dígitos, y puede ser extendido añadiendo cuatro dígitos más. Los primeros cinco dígitos son los que expresan la forma de la pieza, los siguientes cuatro representan datos de diseño y manufactura. El código fue diseñado inicialmente para piezas maquinadas pero se ha podido utilizar con otros procesos como ensambles y fundición [4]. La codificación de forma (cinco dígitos) se explica brevemente en la Tabla 2-1:

40
Tabla 2-1 Código Geométrico del Sistema Opitz
Fuente: [24]

41
En el código suplementario (cuatro dígitos), el primer dígito define el tamaño general de la pieza, el segundo dígito se usa para especificar el tipo de material, el tercer dígito indica la forma inicial de la materia prima y el cuarto dígito especifica la exactitud deseada. La siguiente tabla muestra la estructura de los dígitos suplementarios del código Opitz.
Diámetro “D”
o Longitud de la arista “A”
Material Forma inicial Dígito indicativo de la precisión
mm Pulgadas 0 ≤ 20 ≤ 0.8 0 Hierro gris 0 Barra redondo, negro 0 No se especifica precisión
1 > 20 ≤ 50 > 0.8 ≤ 2 1 Hierro modular y hierro maleable 1 Barra redondo,
estirado brillante 1 2
2 > 50 ≤ 100 > 2 ≤ 4 2 Acero < 26.5 ton/pulg2 sin tratamiento térmico 2
Barra triangular, cuadrado, hexagonal, otros
2 3
3 > 100 ≤ 160 > 4 ≤ 6.5 3
Acero > 26.5 ton/pulg2 para tratamiento térmico bajo carbono, endurecido superficial sin tratamiento térmico
3 Tubo 3 4
4 > 160 ≤ 250 > 6.5 ≤ 10 4 Aceros 2 y 3 con tratamiento térmico 4 Ángulo U, T y de
perfiles similares 4 5
5 > 250 ≤ 400 > 10≤ 16 5 Aceros aleados sin tratamiento térmico 5 Hojalata 5 2 y 3
6 > 400 ≤ 600 > 16 ≤ 25 6 Aceros aleados con tratamiento térmico 6 Solera y placas 6 2 y 4
7 > 600 ≤ 1000 > 25 ≤ 40 7 Metales no ferrosos 7 Componentes vaciados y forjados 7 2 y 5
8 >1000 ≤2000 > 40 ≤ 80 8 Aleación ligera 8 Montaje mediante soldadura 8 3 y 4
9 > 2000 > 80 9 Otros materiales 9 Componentes premaquinados 9 (2 + 3 + 4 + 5)
Tabla 2-2 Dígitos Suplementarios del Código Opitz Fuente: [24] Se menciona que este sistema se ha probado con más de 100,000 piezas y sus resultados han sido satisfactorios. Una ventaja del sistema Opitz es su flexibilidad y la facilidad con que se puede modificar, con el fin de introducir o considerar las circunstancias específicas de una fábrica [24]. Pero también presenta dos desventajas, es posible tener diferentes códigos para partes que tienen atributos de manufactura muy similares y algunas piezas con diferentes procesos pueden llegar a tener el mismo código, o uno muy similar. Código MULTICLASS o MICLASS Originalmente llamado MICLASS (por Metal Institute Classification System), fue desarrollado por la Organización para la Investigación Industrial de Holanda (Netherlands Organization for Industrial Research, OIR por sus siglas en inglés), ha sido ampliamente usado y distribuido en los Estados Unidos de América. Es usado interactivamente con una computadora que pide al usuario contestar varias preguntas, y en base a las respuestas, la computadora asigna automáticamente un número de código a la pieza. El software está compuesto de varios módulos que pueden ser conectados entre sí. El costo de cada uno está entre $50,000 y $500,000 dólares. Consta de 30 posiciones, y está dividido en dos regiones, una es dada por la OIR, y la segunda es designada por el usuario de acuerdo a sus necesidades y requerimientos. El código es precedido

42
por un prefijo que identifica el tipo de pieza (por ejemplo, el valor 1 en el prefijo indica piezas maquinadas y láminas de metal). Para una pieza maquinada, el código para los primeros 18 dígitos se resume en la tabla siguiente:
Dígito Descripción 0 Prefijo del código 1 Categoría de forma principal 2 3 Configuración externa e interna
4 Elementos de maquinado secundario 5 6 Descriptores funcionales
7 8 9 10 11 12
Datos de dimensión
13 Tolerancias 14 15 Química del material
16 Forma de la materia prima 17 Cantidad de producción
18 Orientación de elementos de maquinado
Tabla 2-3 Significado de los Primeros 18 Dígitos del Sistema MULTICLASS Fuente: [19] A partir de la experiencia del MICLASS, la Organización para la Investigación Industrial (OIR) desarrolló el MULTICLASS con 32 posiciones, que permite la codificación de una gran variedad de productos, piezas, conjuntos, máquinas herramientas y piezas acopladas. Sistema CODE MDSI Desarrollado en los años setenta por Manufacturing Data Systems Incorporated (MDSI), CODE MDSI, es un código diseñado para clasificar y codificar piezas mecanizadas, aunque puede ser modificado de acuerdo a las necesidades de la compañía. Es un código del tipo híbrido, que utiliza 8 posiciones. Para cada posición utiliza 16 valores, de 0 a 9 y de A hasta la F, es decir, es hexadecimal. La primera posición indica la forma básica de la pieza, y el resto de las posiciones registran información referente a la forma de la pieza, sus características y dimensiones. Estos datos pueden ser almacenados en bases de datos [4].

43
El significado de cada posición se da en la siguiente tabla:
Posición no.
Característica descrita
1 Tipo de pieza
2 Forma básica exterior
3 Tipo de orificio principal
4 Ubicación de los orificios diferentes del principal
5 Rebajes,cuerdas
6 Significado especial (por ejemplo; concentridad)
7 Característica de longitud
8 Longitud total de la pieza
Tabla 2-4 Clasificación de la Dimensión de la Familia Sistema Brisch Birn Este sistema fue desarrollado en Inglaterra en 1948. El código es completamente numérico y fue uno de los primeros, si no es que el primer sistema para clasificar y codificar procesos dentro de la organización introduciendo orden y control en toda la industria manufacturera. El código es apropiado para la utilización en el diseño. La compañía Brisch Birn & Partners, Inc. desarrolló un programa computacional para la integración y organización de datos necesarios para producir un producto dentro de una compañía. El programa fue llamado “Alpha Graphics System” (TAGS), el cual funciona como un minicompilador que puede ser operado desde un procesador central para proveer datos a toda la planta manufacturera. Sistema DCLASS Desarrollado en el Laboratorio de CAD/CAM de la Brigham Young University en 1976, DCLASS no es propiamente un Sistema de Codificación y Clasificación, es un Sistema Computacional diseñado para recorrer rápida y eficientemente un árbol de decisiones. Con este recorrido genera un código que puede ser usado para comparar la información de la pieza en una base de datos. DCLASS es utilizado como un programa manejador de base de datos. El sistema puede procesar la información a través de árboles de monocódigos o policódigos para formar sistemas de monocódigo, policódigo o sistemas híbridos [4]. Cuenta con un módulo de estandarización de familias de piezas, con un módulo de estandarización de procesos y un módulo de estandarización de las herramientas. Además cuenta con un paquete computacional, el cual se utiliza para estandarizar tiempos, calcular costos y el diseño integrado (adaptación del diseño del producto existente) [24]

44
La concepción fundamental del sistema DCLASS está basado en: • Árbol en E • Árbol en N
La diferencia básica entre ambos conceptos es la siguiente [24]:
• Árbol en E tiene los datos que se rechazan de manera mutua. • Árbol en E tiene carácter binario y es probable encontrar una ramificación con más de tres
ramas. • Árbol en N tiene los datos que no se rechazan de una manera mutua. Por lo que se pueden
escoger las ramas simultáneamente.
Redondo Forma del sólido Redondo con desviaciones
Redondo inclinado en B Rotacional
Media esfera O/T sólido Cono
Torus Forma básica
Soportes Forma de placa
No rotacional Sólido de forma de caja
Formas especiales
Figura 2-6 Árbol E Aplicada para Clasificar la Forma Básica de la Pieza de Trabajo Fuente [24]
Chaflán Características esquina / filo Corte en bisel
Soldadura ortogonal Radio
Agujero / Nicho
Características de las formas Dientes / Rosca / Nudo Curvatura
Delineación Asiento Nervadura Alabes
Chaveta, Ranura Figura 2-7 Árbol N Aplicado para Clasificar las Características de las Formas
Fuente [24]

45
El código se muestra en la Figura 2-8 es alfanumérico y contiene 8 dígitos, ordenados de la siguiente manera:
• Los tres primeros, la forma básica • El cuarto, características especiales • El quinto, la dimensión • El sexto, precisión • El séptimo y octavo, tipo de material
Forma
básica
Característica
de la forma
Tamaño Precisión Material
B 1 1 - 2 - 3 - 4 - A 1
Figura 2-8 Código de Familia de Piezas Fuente: [24] Por lo general, las formas básicas de las piezas se consideran como rotacionales y no rotacionales. Las formas básicas se dividen tomando en cuenta sus características geométricas, en internas y externas. Algunos ejemplos de las formas básicas tomadas en cuenta en este sistema de codificación se muestran en la Figura 2-9.
Figura 2-9 Formas Básicas Sistema DCLASS
Fuente: [24]

46
Código de dimensión Este código forma la tercera sección de la descripción de familia. Los diferentes tamaños de la pieza se pueden diferenciar mediante nueve distintos números mostrados en la tabla siguiente:
Código Inglés Métrico Descripción
1 0.5” 10 mm Sub-miniatura 2 2” 50 mm Miniatura 3 4” 100 mm Pequeño
4 10” 250 mm Medio-pequeño
5 20” 500 mm Medio 6 40” 1000 mm Medio-grande 7 100” 2500 mm Grande 8 400” 10000 mm Extra-grande 9 1000” 25000 mm Gigante
Tabla 2-5 Clasificación de la Dimensión de la Familia Fuente: [24] Código de tolerancia Este código se determina mediante cinco diferentes números. Los rangos de la rugosidad y tolerancia se indican en la siguiente tabla:
Código Tolerancia Rugosidad
1 2 3 4 5
< 0.0005” .0005” -
.002” .002” - .010” .010” - .30”
> .30”
< 4 RMS 4-32 RMS
32-125 RMS 125-500 RMS
> 500 RMS
Tabla 2-6 Clasificación de la Clase de Precisión Fuente: [24] Los últimos dos dígitos se reservan para determinación del material. La descripción es alfanumérica, como se muestra en la figura que se encuentra en la siguiente página [24]:

47
Aceros AISI/SAE A1
Aceros tipo H A2
Aceros al carbón/ Aleaciones bajas A3
aleaciones bajas Aceros p/ transformadores A4
Aceros especiales A5
Aceros
Aceros p/ herramienta A6
Aceros de alta Acero inoxidable A7
aleación Ultra fuerte A8
Ferrosos
Hierro gris B1
Hierro blanco B2
Hierro Hierro maleable B3
Fundido Hierro dúctil B4
Hierro de aleación B5
Aleaciones de aluminio D1
Metales ligeros Aleaciones de berilio D2
Aleaciones de magnesio D3
Aleaciones de titanio D4
Aleaciones de cromo E1
Aleaciones de cobalto E2
Metales de peso Aleaciones de cobre E3
Metales de promedio Aleaciones de manganeso E4
Metales ingeniería Aleaciones de níquel E5
Aleaciones de vanadio E6
Aleaciones de bismuto F1
Aleaciones de plomo F2
Aleaciones de bajo Aleaciones de estaño F3
punto de fusión Aleaciones de zinc F4
Metales pesados Niobio G1
Aleaciones de molibdeno G2
Aleaciones de alto Aleaciones de tantalio G3
No punto de fusión Aleaciones de tungsteno G4
Ferrosos
Metales Metales nobles H1
preciosos Grupo platino H2
Metales Aleaciones de galio J1
Especiales Aleaciones de germanio J2
Metales Aleaciones de indio J3
especiales Aleaciones de silicón J4
Aleaciones de telurio J5
Figura 2-10 Clasificación del Material

48
Sistema VUOSO-PRAHA Este código tiene una estructura de cadena, está compuesto de 4 dígitos que caracterizan a la pieza, por tipo, clase, grupo y material. Es usado en la clasificación de piezas con el fin de determinar que departamento las producirá [1]. Fue destinado para un grupo amplio de piezas con formas complejas y piezas hechas en lámina. La base es un código numérico de 4 lugares, los cuales se resumen en la siguiente tabla:
Posición Característica descrita
Tipo Forma básica
Clase Carácter y tamaño de la pieza
Grupo Presencia de elementos tecnológicos de diseño o de construcción
Sub-grupo
Tipo de semi producto y material
Tabla 2-7 Significado de los Dígitos del Sistema Vuoso Sistema VUSTE-PRAHA
Es un método que descompone en forma lógica la base de una pieza de la industria de maquinarias. El objetivo de todo el método es obtener información estable sobre el estado de una pieza del programa básico de producción para asegurar su forma operativa.
La base del método requiere de información sobre los rasgos característicos de las piezas tal como elementos constructivos y la tecnología de producción del maquinado, conformado, colado, entre otros. La base del código es un número de tres posiciones:
Posición No.
Característica descrita
Tipo Forma básica
Clase Carácter de la pieza
Grupo Presencia de elementos tecnológicos de diseño
Tabla 2-8 Significado de los Dígitos del Sistema Vuste Está diseñado para un amplio grupo de piezas, desde rotacionales hasta piezas fabricadas de lámina.

49
Sistema de clasificación CADCAM
El significado de las posiciones individuales en el sistema de codificación CADCAM son las siguientes:
Posición Significado de la posición
1 Forma global de la pieza
2 Forma exterior
3 Forma interior
4 Dimensión exterior- tolerancia en las dimensiones exteriores
5,6 Dimensiones
7 Longitud
8 Longitud secundaria
9 Rugosidad
10 Tolerancia de la forma
11 Material
12 Semi producto (semi terminado)
13,14 Dimensión interna
15 Cuerda
16 Simetría de la pieza
17 Orificios perfilados
18 Tolerancia
19,20,21 Superficies frontales de las piezas de rotación
22,23 Ranuras/ rebaje
Tabla 2-9 Significado de los Dígitos del Sistema CADCAM Este sistema tiene una gran similitud en su estructura y sus posiciones al sistema KK-3 que es explicado a continuación. Sistema KK-3 El Sistema KK-3 fue desarrollado en la década de los setenta por la Sociedad Japonesa para la Promoción de la Industria de la Maquinaria (JSPMI por sus siglas en inglés). Es un sistema creado con el propósito de clasificar y codificar piezas mecanizadas. Esta compuesto de 42

50
dígitos decimales, 21 de para piezas rotacionales y otros 21 para las piezas no rotacionales o prismáticas, la mayor parte de los dígitos pueden adoptar 10 posibles valores que permiten obtener información detallada sobre las piezas. El significado de cada dígito para el sistema KK-3 se muestra en la siguiente tabla.
1 Clasificación general 2
Nombre de la pieza Clasificación detallada
3 Clasificación general 4
Materiales Clasificación detallada
5 Longitud 6
Dimensiones principales Diámetro
7 Formas principales y relación entre L/D 8 Superficie externa y forma inicial 9 Partes con cuerdas concéntricas
10 Ranura funcional 11 Partes con forma extraordinaria 12 Superficies formadas 13
Superficie externa
Superficie cíclicas 14 Forma interna inicial 15 Superficies internas curveadas
16
Superficie interna Superficies planas y cilíndricas
internas 17 Superficie final 18 Barrenos regularmente localizados
19
Barrenos no concéntrico
s Barrenos especiales 20
Detalles de forma y tipos de procesos
Procesos sin corte de material 21 Exactitud
Tabla 2-10 Dígitos del Sistema KK-3 para una Pieza Rotacional Fuente [1] El Sistema de Codificación y Clasificación KK-3 ha sido elegido como base para desarrollar este trabajo sobre otros sistemas, debido a que tiene características que otros no tienen. Mientras el sistema KK-3 se caracteriza porque:
• Fue diseñado con el objeto de clasificar y codificar piezas sometidas a procesos de mecanizado, razón por la cual, esta estructurado de tal manera que clasifica y codifica piezas de acuerdo a características o atributos geométricos y tecnológicos generados mediante el corte de metal o abrasión.
• Es de dominio público. • Es capaz de describir algunos de manufactura sin desprendimiento de viruta como
doblado, soldadura, prensado y forja. • Utiliza 21 dígitos universales para la descripción de piezas rotacionales, y 21 dígitos
universales para las piezas no rotacionales, lo que facilita su uso y estandarización. Además de que es el código público que proporciona más información acerca de las piezas.

Otros sistemas como Opitz, Vuoso y Vuste Praha, MICLASS, DCLASS, CODE, entre otros se caracterizan porque:
• Fueron diseñados con el objeto de clasificar y codificar piezas en función de atributos de diseño, de manufactura o incluso considerando funciones administrativas, pero sin ser tan explícitos y detallados en la descripción de piezas mecanizadas como el KK-3.
• La mayoría son sistemas de dominio privado que son comercializados por alguna empresa.
• No describen procesos de manufactura sin desprendimiento de viruta como: soldadura, forja, etc.
• Utilizan una menor cantidad de dígitos universales. El sistema que utiliza más dígitos de este tipo es el MICLASS, con 12 dígitos únicos o universales y 18 asignados por el usuario. Esto dificulta su uso y estandarización, además que con respecto al Sistema KK-3 proporciona información menos detallada de las piezas.
Se conluye de acuerdo a lo anterior que el Sistema de Codificación y Clasificación KK-3, es el más adecuado para tomarlo como base para la estructuración de un nuevo sistema de codificación de piezas, además que se cuenta con un estudio muy cercano y completo de este sistema [1], el cual no es sencillo obtener de otros sistemas de codificación de piezas. En el APÉNDICE A se muestra una tabla comparativa de los sistemas de clasificación y codificación más conocidos y utilizados alrededor del mundo.
51
2.3 ANÁLISIS DE FABRICACIÓN El Análisis de Fabricación se define como: “la elección de la secuencia en que intervienen diferentes equipos y herramientas en un proceso, para obtener el producto especificado en un dibujo de proyecto” [5]. Con la ayuda del Análisis de Fabricación se estructura el nuevo sistema de codificación de piezas, de tal manera que la información proporcionada por éste sea suficiente para la caracterización geométrica y tecnológica de las piezas, así como para la obtención de las posibles operaciones de mecanizado y su secuencia.
2.3.1 REQUERIMIENTOS DEL ANÁLISIS DE FABRICACIÓN
Para realizar un Análisis de Fabricación en el caso que el equipo y herramientas de fabricación ya están plenamente definidos, se requiere la siguiente información [5]: • Dibujo de detallado de la pieza o grupo de piezas por fabricar. • Ritmo de producción (pieza/unidad de tiempo).

Otros sistemas como Opitz, Vuoso y Vuste Praha, MICLASS, DCLASS, CODE, entre otros se caracterizan porque:
• Fueron diseñados con el objeto de clasificar y codificar piezas en función de atributos de diseño, de manufactura o incluso considerando funciones administrativas, pero sin ser tan explícitos y detallados en la descripción de piezas mecanizadas como el KK-3.
• La mayoría son sistemas de dominio privado que son comercializados por alguna empresa.
• No describen procesos de manufactura sin desprendimiento de viruta como: soldadura, forja, etc.
• Utilizan una menor cantidad de dígitos universales. El sistema que utiliza más dígitos de este tipo es el MICLASS, con 12 dígitos únicos o universales y 18 asignados por el usuario. Esto dificulta su uso y estandarización, además que con respecto al Sistema KK-3 proporciona información menos detallada de las piezas.
Se conluye de acuerdo a lo anterior que el Sistema de Codificación y Clasificación KK-3, es el más adecuado para tomarlo como base para la estructuración de un nuevo sistema de codificación de piezas, además que se cuenta con un estudio muy cercano y completo de este sistema [1], el cual no es sencillo obtener de otros sistemas de codificación de piezas. En el APÉNDICE A se muestra una tabla comparativa de los sistemas de clasificación y codificación más conocidos y utilizados alrededor del mundo.
51
2.3 ANÁLISIS DE FABRICACIÓN El Análisis de Fabricación se define como: “la elección de la secuencia en que intervienen diferentes equipos y herramientas en un proceso, para obtener el producto especificado en un dibujo de proyecto” [5]. Con la ayuda del Análisis de Fabricación se estructura el nuevo sistema de codificación de piezas, de tal manera que la información proporcionada por éste sea suficiente para la caracterización geométrica y tecnológica de las piezas, así como para la obtención de las posibles operaciones de mecanizado y su secuencia.
2.3.1 REQUERIMIENTOS DEL ANÁLISIS DE FABRICACIÓN
Para realizar un Análisis de Fabricación en el caso que el equipo y herramientas de fabricación ya están plenamente definidos, se requiere la siguiente información [5]: • Dibujo de detallado de la pieza o grupo de piezas por fabricar. • Ritmo de producción (pieza/unidad de tiempo).

52
• Base de datos con las capacidades y limitaciones del equipo (máquinas, herramientas, dispositivos de sujeción, elementos de medición) disponible para la fabricación.
Cuando el equipo y el herramental necesario para la fabricación del producto no están definidos, se realiza un pre-análisis de fabricación con ayuda del dibujo detallado de la pieza o producto. Posteriormente se define el equipo que tiene las características necesarias para producir las piezas deseadas de acuerdo a sus especificaciones, para esto se consulta información acerca de [1]:
• Maquinaria. • Equipo. • Herramienta. • Dispositivos de sujeción. • Instrumentos o aparatos de medición. • Información técnica sobre nuevos procesos, para definir aquellos que sean los más
adecuados para la obtención del producto. Para realizar un Análisis de Fabricación correcto, es necesario manejar y conocer los siguientes conceptos: Proceso Es la labor realizada en varios departamentos de trabajo. Por ejemplo, la fabricación de un automóvil. Por lo general se identifica en la hoja de ruta con números tales como 100, 200, 300, etcétera. Fase Es el conjunto de actividades ejecutadas en un mismo puesto de trabajo. Por ejemplo, torneado fresado, taladrado, mecanizados en general, moldeado, forjado, control, armado, almacenado, pintado, etcétera. Se identifica en la hoja de ruta con números tales como 10, 20, 30, etcétera. Y, a su vez, una fase puede estar formada por varias subfases. Subfase Se entiende por subfase el trabajo realizado sin desmontar la pieza, ya sea que ésta esté colocada en un montaje de mecanizado, sujeta sobre un plato de máquina o montada en un tornillo de banco. Por ejemplo, tornear, fresar, taladrar, fundir, forjar, soldar, pintar, etcétera. Se identifica en la hoja de ruta con letras tales como A, B, C, etcétera. Y, una subfase, también puede estar formada por una o varias operaciones. Operación Una operación es representada por el trabajo ejecutado sin desmontar a la pieza, y sin cambio de herramienta. Por ejemplo:

53
- Una pasada de mecanizado es una operación. - Varias pasadas de mecanizado son operaciones diferentes cuando se interrumpe el
movimiento entre las pasadas, o si existen movimientos de retroceso de la herramienta o de la pieza.
- En cambio, varias pasadas de mecanizado constituyen una sola operación, si son realizadas simultánea o sucesivamente, pero por el mismo movimiento relativo pieza-herramienta y sin interrupción del mismo (mecanizado con tren de fresas).
Para una operación de mecanizado, es necesario indicar si se trata de una operación de desbaste, semiacabado, acabado o superacabado. Las operaciones suelen identificarse en la hoja de ruta con letras tales como a, b, c, etcétera. Superficie de partida Es la superficie de la pieza en bruto, que sirve a la pieza de apoyo sobre la máquina al iniciar la subfase de mecanizado, por ejemplo, la pieza sobre un disco o la bancada de una máquina fresadora, o la superficie de la pieza que es sujetada con el check de un torno, con objeto de obtener superficies de referencia. La cota que une la superficie en bruto con la primera superficie de referencia a obtener, se llama cota de partida. Las tolerancias de las cotas de partida pueden ser dimensionales o de posición. A continuación se muestra un dibujo donde se aprecian las superficies de partida y referencia [1]:
COTA DE PARTIDACOTA DE REFERENCIA
0.8
0.8
COTA DE REFERENCIA
COTA DE PARTIDA
Figura 2-11 Superficies de Partida y Referencia

54
Superficie de referencia Es una superficie mecanizada, que sirve de apoyo a la pieza sobre la máquina en las diferentes subfases de mecanizado. La cota que une dos superficies mecanizadas se llama cota de referencia. Las tolerancias de las cotas de referencia pueden ser dimensionales o de posición.
2.3.2 METODOLOGÍA PARA REALIZAR EL ANÁLISIS DE FABRICACIÓN
El Análisis de Fabricación se realiza de manera metódica con el propósito de facilitar la obtención de la secuencia de operaciones y los tiempos de cada una de ellas. El análisis de fabricación se realiza siguiendo la secuencia siguiente [1]:
1. Análisis del dibujo detallado de la pieza. 2. Determinación del proceso. 3. Determinación de las fases. 4. Determinación de las subfases. 5. Determinación de las operaciones.
1. El estudio de la pieza se realiza con el objeto de caracterizarla geométrica y tecnológicamente, la caracterización consiste en determinar los siguientes atributos de la pieza:
• Formas • Dimensiones • Tolerancias dimensionales • Tolerancias de forma • Tolerancias de posición • Rugosidad de las superficies • Superficies de partida • Superficies de referencia • Materiales • Recubrimientos superficiales • Tratamientos térmicos
2. El proceso se determina con: Formas: Si los tipos de formas que se desean fabricar son prismáticas, rotacionales o combinadas, se escogerán los procesos puedan obtener esas formas. Dimensiones: Si las dimensiones de la pieza que se va a producir son muy grandes, será menester usar maquinaria pesada o procesos típicos para fabricaciones de este tipo. En cambio, si las dimensiones son pequeñas, los procesos serán otros. Por ejemplo, se puede decir que para la

55
fabricación de piezas grandes y pesadas, se usará forja, fundición o mecano soldadura. Mientras que para piezas pequeñas, se usarán procesos de mecanizado. Es importante considerar en ambos casos la calidad especificada en las piezas. Materiales: Casi todos los materiales pueden trabajarse en cualquier proceso, sin embargo, existen limitaciones que influyen en la elección del proceso. Por ejemplo, el acero inoxidable generalmente es laminado o mecanizado y solo algunas empresas especializadas lo funden. Recubrimientos superficiales: Si la pieza tiene recubrimientos superficiales, éstos generalmente se aplican al finalizar la obtención de sus formas y dimensiones, aunque algunas veces van intercalados en el proceso. Tratamientos térmicos: Utilizados para homogeneizar la estructura cristalina de los metales, para cambiar sus propiedades mecánicas o para proporcionar dureza, los tratamientos térmicos determinan en forma definitiva el proceso, pues debido a las deformaciones que éstos causan, se deberá poner especial atención a lo que se va a realizar con la pieza después de haberla sometido al tratamiento. 3. Las fases se determinan en función de: Las Tolerancias dimensionales: En función de éstas, se escogen las máquinas que intervendrán en el proceso. No es posible pensar que se pueda obtener una agujero con calidad 7 en un pieza obtenida por fundición en arena. Las operaciones necesarias en este caso serían utilizar el taladrado para obtener calidad 11 y después un escariado para obtener calidad 7. 4. Las subfases se obtienen observando: Tolerancias de forma y posición: En función de los defectos de forma y posición tolerados, es posible determinar la necesidad de hacer cambios de montaje o no al generar las diferentes superficies. Superficies de partida y de referencia: La elección de las superficies de partida y referencia es importante, pues es en función de éstas y de las herramientas de corte, se obtendrán las cotas de partida y referencia que se indican en el dibujo detallado de la pieza. 5. Las operaciones son determinadas con: La rugosidad de las superficies: Para obtener la rugosidad especificada, es necesario tomar en cuenta: el afilado de la herramienta, el avance, la profundidad de corte y la lubricación utilizada, pues en función de estos factores esta el valor de rugosidad obtenido. Otro parámetro importante en la selección de la operación de mecanizado es el acabado superficial. Con las tecnologías de los diferentes procesos se pueden obtener las siguientes rugosidades:

56
Rugosidad Ra en micras 50 25 12.5 6.3 3.2 1.6 0.8 0.4 0.2 0.1 0.05 0.03Asentados diversos (lapeado, honeado) Bruñido Maquinado electrolítico o químico Maquinado por electroerosión Chorro de agua o de vapor Rectificado con grano de 120 a 400 Granallado Rectificado con grano de 40 a 120 Torneado con herramientas de diamante o cerámica Maquinado por ultrasonido Brochado Laminado, extrusión o estiraro en frío Fresado con herramientas de acero rápido o carburo Torneado con herramientas de acero rápido o carburo Perforado con herramientas de acero rápido o carburo Tallado de enganes Moldeo a la cera perdida Moldeo en cáscara Moldeo en molde permanente Taladrado con todas la brocas Cepillado Laminado o extrusión en caliente Forjado en caliente Mortajado Moldeo en arena Rugosidad Ra en micras 50 25 12.5 6.3 3.2 1.6 0.8 0.4 0.2 0.1 0.05 0.03 Valores normalmente alcanzados Valores logrados pocas veces
Tabla 2-11 Promedio de Rugosidad Obtenible por Diferentes Procesos Fuente: [5]

57
Los valores de rugosidad para las superficies de las piezas son representados por medio de signos superficiales en el dibujo detallado de la misma. La tabla siguiente muestra los signos para cada uno de los diferentes acabados superficiales y su respectivo valor en micras (1 µ = 1/1000 mm).
Signo superficial Significado Profundidad de
marcas en µ Sin signo
Superficies brutas, como las que se obtienen por procesos sin arranque de viruta como laminado, forja, fundición, etc. Arbitrario
Signo de aproximado
Superficies brutas, como las obtenidas con procesos de fundición en arena en verde. Arbitrario
Superficies tales como las obtenidas en operaciones de desbastado con desprendimiento de viruta. Las marcas se notan al tacto y son observadas a simple vista.
Hasta 160
Superficies tales como las que resultan en trabajos de afinado con desprendimiento de viruta. Los surcos superficiales son visibles a simple vista.
Hasta 25
Superficies generadas con operaciones de acabado fino con desprendimiento de viruta. Las marcas no son visibles a simple vista.
Hasta 4
Superficies obtenidas mediante un afinado superfino, por ejemplo, el lapeado y el repasado. Hasta 1
Tabla 2-12 Signos para Acabados Superficiales Fuente: [12] Tolerancias de forma y posición Las tolerancias de forma y posición al igual que las dimensionales son esenciales para el correcto funcionamiento de las piezas. Estas tolerancias son especificadas de acuerdo a la función que desarrollará la pieza. Aunque las tolerancias de forma, posición y dimensionales que se alcanzan en las máquinas herramientas CNC, las cuales están consideradas en este trabajo como primordiales, son muy altas, se pueden considerar al hacer un Análisis de Fabricación.
2.4 PROCESOS DE MANUFACTURA La manufactura es el proceso de convertir la materia prima en productos, es decir, de producir artículos manualmente o con la ayuda de máquinas, agregando valor al material original. Un proceso de manufactura implica la aplicación de principios físicos y químicos para cambiar la geometría, las propiedades de un material, dar un acabado diferente a la pieza, o ensamblar un producto. Todas estas transformaciones le van agregando valor a los productos o materiales que son sometidos a procesos de manufactura.

Los valores de rugosidad para las superficies de las piezas son representados por medio de signos superficiales en el dibujo detallado de la misma. La tabla siguiente muestra los signos para cada uno de los diferentes acabados superficiales y su respectivo valor en micras (1 µ = 1/1000 mm).
Signo superficial Significado Profundidad de
marcas en µ Sin signo
Superficies brutas, como las que se obtienen por procesos sin arranque de viruta como laminado, forja, fundición, etc. Arbitrario
Signo de aproximado
Superficies brutas, como las obtenidas con procesos de fundición en arena en verde. Arbitrario
Superficies tales como las obtenidas en operaciones de desbastado con desprendimiento de viruta. Las marcas se notan al tacto y son observadas a simple vista.
Hasta 160
Superficies tales como las que resultan en trabajos de afinado con desprendimiento de viruta. Los surcos superficiales son visibles a simple vista.
Hasta 25
Superficies generadas con operaciones de acabado fino con desprendimiento de viruta. Las marcas no son visibles a simple vista.
Hasta 4
Superficies obtenidas mediante un afinado superfino, por ejemplo, el lapeado y el repasado. Hasta 1
Tabla 2-12 Signos para Acabados Superficiales Fuente: [12] Tolerancias de forma y posición Las tolerancias de forma y posición al igual que las dimensionales son esenciales para el correcto funcionamiento de las piezas. Estas tolerancias son especificadas de acuerdo a la función que desarrollará la pieza. Aunque las tolerancias de forma, posición y dimensionales que se alcanzan en las máquinas herramientas CNC, las cuales están consideradas en este trabajo como primordiales, son muy altas, se pueden considerar al hacer un Análisis de Fabricación.
57
2.4 PROCESOS DE MANUFACTURA La manufactura es el proceso de convertir la materia prima en productos, es decir, de producir artículos manualmente o con la ayuda de máquinas, agregando valor al material original. Un proceso de manufactura implica la aplicación de principios físicos y químicos para cambiar la geometría, las propiedades de un material, dar un acabado diferente a la pieza, o ensamblar un producto. Todas estas transformaciones le van agregando valor a los productos o materiales que son sometidos a procesos de manufactura.

58
2.4.1 CLASIFICACIÓN DE LOS PROCESOS DE MANUFACTURA
Los métodos de fabricación para el trabajo de los metales pueden clasificarse de acuerdo a los procesos de manufactura, los cuales, con ciertas modificaciones, pueden aplicarse a la mayoría de los materiales no metálicos. Los procesos de manufactura pueden ser divididos en dos grandes grupos: operaciones de procesamiento y operaciones de ensamble. Las operaciones de procesamiento transforman el material de trabajo de un estado a otro con mayor valor económico, esta transformación consiste en cambios geométricos, de propiedades o de apariencia. Las operaciones de ensamble consisten en la unión de dos o más componentes con el objeto de crear un nuevo producto llamado ensamble o subensamble [1]. Las figuras del APÉNDICE B muestran la clasificación de los procesos de manufactura de acuerdo al impacto que tienen sobre las piezas o materiales a procesar. Este trabajo se enfoca a todos estos tipos de procesos, particularmente en los procesos con desprendimiento de viruta.
2.4.2 PROCESOS UTILIZADOS EN SISTEMAS DE MANUFACTURA
Los procesos de manufactura mencionados y explicados en esta sección son tomados en cuenta para la estructuración del nuevo sistema de codificación de piezas y se recomienda un estudio mucho más amplio de cada uno de ellos para la implementación correcta de los mismos. En esta sección únicamente se da una explicación de los procesos que abarca el sistema de codificación de piezas generado en la siguiente sección de este trabajo, las diferentes características que se toman en cuenta para su agregación al sistema de codificación de piezas. Procesos de fundición de metales El proceso de fundición se trata, de manera resumida de tres pasos: vaciar metal fundido en un molde construido siguiendo la forma de la pieza a manufacturarse, dejar que se enfríe, y por último extraer el metal del molde. La siguiente tabla se basa para la estructuración del sistema de codificación, ésta contiene rugosidades y precisión dimensional de cada uno de los procesos, los cuales son factores cruciales en el desarrollo de este trabajo. De esta manera se presenta un valor diferente en el sistema de acuerdo a, inicialmente los tipos de materiales que se pueden aplicar a cada proceso, después se toman en cuenta la precisión dimensional y el acabado superficial que se pueden obtener con cada uno de ellos, y siempre ordenados de lo más simple a lo más complejo.

59
Procesos Materiales típicos Acabado superficial típico (µ m) Porosidad Precisión
dimensional
Troquel No ferroso (Al, Mg, Zn, Cu) 1 – 2 1 - 2 1
Molde de yeso No ferroso (Al, Mg, Zn, Cu) 1 – 2 3 2
Cera perdida o por revestimiento Todos 1 – 3 3 1
Molde permanente Todos 2 – 3 2 - 3 1 Moldeo en cáscara Todos 1 – 3 4 2 Modelo desechable Todos 5 – 20 4 2 Centrífugo Todos 2 – 10 1 - 2 3 Arena Todos 5 – 25 4 3
Tabla 2-13 Características Generales de los Procesos de Fundición Fuente: [9] Aunque todas las formas de fundición mencionadas anteriormente han sido implementadas con mucha mano de obra manual a lo largo de muchos años, las fundidoras modernas tienen instalaciones automatizadas y computarizadas para todos los aspectos de sus operaciones. Producen una amplia variedad y tamaños de piezas fundidas a elevadas velocidades de producción, bajo costo y con buen control de calidad. Forjado de los metales El forjado es un proceso en el que la pieza se conforma mediante fuerzas de compresión, aplicadas a través de diferentes dados y herramientas, en la mayoría de las forjas se requiere equipo como prensas. Es una de las operaciones más antiguas de trabajo de metales. Se utiliza para producir piezas discretas, tales como tornillos, remaches, bielas, ejes de turbinas engranajes, herramientas de mano y piezas estructurales para maquinaria, aviones, ferrocarriles y una gran variedad de equipo de transporte. A continuación se enlista la secuencia de procesos en las operaciones de forjado:
1. Se obtiene un trozo de metal, por lo general ya está preformado, por medio de corte, aserrado, maquinado, entre otros;
2. Se calientan los dados, si es que aún no se ha hecho antes; 3. Se aplica una presión a la pieza o trozo de metal, pudiendo ser con dado abierto o cerrado
con la ayuda de prensas o martinetes; 4. Se le da un acabado a la pieza, puede ser un recorte, maquinado, tratamiento térmico o
limpieza. La tabla siguiente resalta las propiedades de cada proceso de forjado, con sus ventajas y limitaciones, las cuales pueden tomarse en cuenta para el sistema de codificación, así como para tomarse en cuenta en la agrupación de familias de piezas El parámetro principal que se toma en cuenta para este propósito es la necesidad de maquinado después del proceso de forjado.

60
PROCESOS DE FORJADO
Proceso Ventajas Limitaciones Dado abierto Útil para cantidades pequeñas;
amplia gama de tamaños disponibles; buenas características de resistencia.
Limitado a formas sencillas y es difícil mantener tolerancias estrechas; poca capacidad de producción.
Dado cerrado Buena precisión dimensional; gran capacidad de producción; buena reproducibilidad.
Gran costo con cantidades pequeñas; con frecuencia se necesita maquinado.
Bloqueador Bajo costo de dado; gran capacidad de producción.
Necesario maquinar para llegar a la forma final.
Tipo convencional Requiere mucho menos maquinado que en el bloqueador; grandes capacidades de producción.
Costo de matrices mayor que en el bloqueador.
De precisión Tolerancias cerradas; se puede ahorrar el maquinado a veces.
Requiere grandes fuerzas y medios para separar la forjadura de los dados.
Tabla 2-14 Características de los Procesos de Forjado Fuente: [9] En la modificación del sistema de codificación se agregan los procesos de forjado mencionados, así como otros menos comunes mencionados a continuación:
• Forjado rotatorio • Cabeceado • Forjado orbital • Forjado incremental • Forjado isotérmico
Se observa que, en varios procesos de forjado, se necesita aplicar un acabado a la pieza que ha sido forjada, es por eso que en el nuevo sistema de codificación de piezas estructurado más adelante, en la sección 3.1, se toman en cuenta los procesos de forjado, con la posibilidad que se requiera un proceso posterior de maquinado o algún tratamiento térmico o superficial. Procesos de extrusión y estirado de metales El proceso de extrusión, consisten en pasar una palanquilla (“billet” en inglés), por lo general redonda, por una matriz o dado. Se puede producir casi cualquier perfil transversal sólido o hueco con la extrusión, obteniéndose piezas semiacabadas. La extrusión se puede hacer a temperatura ambiente o a alta temperatura, dependiendo de la ductilidad del material. Se pueden obtener, por medio de este proceso, piezas como tornillos y componentes para automóviles, bicicletas, motocicletas, maquinaria pesada y equipo de transporte. Los materiales

61
que normalmente se pueden aplicar a la extrusión son el acero, magnesio, plomo, aluminio y cobre. A continuación se mencionan algunos procesos de extrusión y estirado de metales:
• Extrusión en caliente • Extrusión en frío • Extrusión por impacto • Extrusión hidrostática • Proceso de estirado o trefilado • Extrusión lateral
Rolado o laminado de metales El laminado es el proceso de reducir el espesor o modificar la sección transversal de una pieza larga mediante fuerzas de compresión aplicadas a través de un juego de rodillos. Se utiliza para producir placas, lámina, solera, entre muchos otros perfiles. La laminación representa aproximadamente el 90% de los metales producidos usando procesos de metalurgia [9]. Algunas operaciones de laminado son las que se mencionan a continuación:
• Laminado plano o simple • Laminado de forma • Laminado de roscas
Formado de láminas metálicas Este proceso se utiliza para producir una gran cantidad de productos, tales como escritorios, archiveros, carrocerías de autos, fuselajes de aviones y las latas de las bebidas; en general, todos los objetos que estén hechos de lámina con una forma determinada, ya sea recta o curva. Los productos hechos por este proceso tienen la ventaja que son de poco peso y con una buena versatilidad de formas. El material más utilizado en el formado de láminas metálicas es el acero al bajo carbono, por su buena resistencia y capacidad de conformado. Antes de fabricar una pieza de lámina metálica, se saca una pieza bruta de dimensiones adecuadas a partir de una lámina grande mediante el cizallamiento, corte o troquelado; esto es, la hoja se corta sometiéndola a esfuerzos cortantes. En el procesamiento de láminas metálicas, se pueden llevar ciertas operaciones secundarias hechas con el troquelado casi en su totalidad, el cual es un proceso de corte que consiste en las siguientes operaciones:
• Perforado: punzonado de varios orificios en una lámina; • Partido: corte de lámina en dos o más piezas; • Muescado: remoción de piezas de las orillas.

62
Con esto se puede deducir que las láminas metálicas que son formadas requieren de procesos secundarios muy sencillos, por lo que no se utilizan máquinas herramientas muy especializadas como un centro de mecanizado CNC u otra máquina con controles especiales, aunque puede darse el caso que después de que una lámina sea formada requiera de un posicionamiento con mucha exactitud de perforaciones ubicadas, por lo que después de este proceso puede requerirse la utilización de un centro de mecanizado. Moldeo y conformación de plásticos y materiales compuestos El procesamiento de plásticos implica efectuar operaciones parecidas a las que se usan para formar y moldear metales. Los plásticos se pueden moldear, colar, conformar, maquinar y pegar, se pueden procesar con relativa facilidad con pocas operaciones, para obtener formas diversas. Los plásticos se suelen recibir en las plantas manufactureras en forma de partículas pequeñas (“pellets”) y se funden inmediatamente antes del proceso de moldeo, esto es para el caso de los termoplásticos. También se consiguen en forma de lámina, placa, varilla y tubo, que se pueden conformar o maquinar para obtener una amplia diversidad de productos. En este tipo de productos, se puede obtener una buena precisión dimensional en la inyección, requiriéndose mucho menos de procesos posteriores de mecanizado o acabado que cuando los materiales son extruidos. Procesos de compactación de polvos metálicos La compactación de polvos metálicos es una técnica para fabricar piezas metálicas compactando polvos metálicos finos en matrices o moldes adecuados, y después sinterizándolos, es decir, calentándolos sin fundirlos. También se le llama metalurgia de polvos, en el cual se pueden disponer de una gran cantidad de formulaciones en polvo, producir partes con sus dimensiones finales, y se tiene una ventaja económica sobre otros procesos, haciéndolo atractivo para muchas aplicaciones como piezas utilizadas en el riego de campos, tapas de cojinetes para automóviles, algunas piezas con dientes, como engranes y flechas, levas, bujes, productos porosos, como filtros y cojinetes impregnados de aceite, entre otros. Los metales más utilizados en la metalurgia de polvos son hierro, cobre, estaño, aluminio, níquel, titanio, así como los metales refractarios. Esta técnica se ha vuelto competitiva con procesos como fundición, forjado y maquinado, en especial para piezas relativamente complejas hechas de aleaciones de alta resistencia y duras En el caso del procesamiento de los metales refractarios de alto punto de fusión, que pueden ser difíciles o caros producir con otros métodos, se utiliza ampliamente esta técnica. Permite grandes tasas de producción en piezas relativamente complicadas, buen control dimensional. En algunos casos, elimina las operaciones de maquinado y acabado. Las operaciones necesarias para llevar a cabo la metalurgia de polvos son:
• Producción de polvo; • Mezclado;

63
• Compactación; • Sinterización; • Operaciones e acabado.
Moldeo de cerámicos Los cerámicos se pueden procesar por medio de varias técnicas, pero en general, el procedimiento implica los siguientes pasos:
• Quebrar o moler la materia prima para convertirla en partículas finas. • Mezclarlas con aditivos para darles ciertas características deseadas, y • Moldear, secar y quemar el material.
Las partículas son trituradas, por lo general, en molinos, este procedimiento se puede hacer en seco o en húmedo, consiguiéndose mejores resultados en húmedo al no dejar que las partículas se volatilicen. Algunas de las funciones que tienen los aditivos con los que se mezclan las partículas son una o más de las siguientes: sirven de aglomerante de las partículas cerámicas; como lubricante, para ayudar al desmoldeo; humectante, para mejorar el mezclado; plastificante, para hacer que la mezcla sea más plástica y moldeable; entre otras. A continuación se mencionan algunos procesos que se llevan a cabo en el moldeo de cerámicos:
• Proceso de vaciado o de barbotina • Extrusión • Prensado en seco • Prensado en húmedo • Prensado en caliente • Prensado isostático • Torneado • Moldeo por inyección
Estos procesos aún tienen limitaciones respecto a los demás, como lo son, exactitud dimensional limitada y espesor limitado, pero también tienen sus ventajas como una capacidad de producción alta y en el moldeo por barbotina se pueden obtener piezas con formas complejas.
2.4.2.1 Procesos tradicionales de mecanizado El mecanizado de metales se puede definir como el conjunto de procesos de conformado de metales por arranque de viruta con ayuda de una o más herramientas de uno o varios filos, animadas de un movimiento con relación a la pieza por la potencia disponible en la máquina. Todas estas máquinas trabajan con una herramienta, razón por la cual se llaman máquinas-herramientas, distinguiéndose, las máquinas de tornear, las de fresar, las de taladrar, las de rectificar y las de cepillar, entre otras.

64
Existen varias operaciones de mecanizado, cada una de ellas es capaz de generar determinadas geometrías y texturas superficiales. Las operaciones se clasifican en principales y secundarias [1]. Operaciones principales de maquinado Torneado: Es un proceso de mecanizado en el cual un herramienta de un solo punto remueve material de la superficie de una pieza cilíndrica en rotación, la herramienta es movida linealmente en dirección paralela o no al eje de rotación. Operaciones relacionadas al torneado:
a) Torneado cilíndrico: Esta es quizá la operación más sencilla desarrollada por el torno, en ésta, la herramienta se desplaza de manera paralela al eje de rotación de la pieza de trabajo.
b) Careado: En esta operación la herramienta es desplazada en forma radial en una de las superficies laterales de la pieza, con el fin fe generar una superficie plana en ella.
c) Torneado cónico: La herramienta se desplaza no en forma paralela al eje de rotación, si no formando un ángulo con dicho eje, creando de esta forma la geometría cónica.
d) Torneado de contorno: Esta operación consiste en desplazar la herramienta a lo largo del eje principal y siguiendo una trayectoria determinada por la geometría deseada.
e) Torneado de forma: Llamada a veces formado, se caracteriza por que la herramienta tiene la forma deseada en la pieza de trabajo, dicha forma es obtenida mediante el desplazamiento radial de la herramienta contra la pieza de trabajo.
f) Achaflanado: Por medio de esta operación se corta a un ángulo determinado la esquina de la pieza cilíndrica, obteniéndose la forma llamada chaflán.
g) Ranurado: Esta operación consiste en desplazar la herramienta en forma radial a través de la pieza de trabajo y a una distancia determinada, la herramienta puede o no tener el ancho de la ranura deseado.
h) Tronzado: A diferencia de la operación anterior, en ésta la herramienta se desplaza radialmente y a todo lo largo del radio de la pieza de trabajo, con el objeto de cortarla en dos partes.
i) Roscado: Esta operación se lleva acabo mediante un desplazamiento combinado de la herramienta a lo largo del eje de rotación de la misma y a lo largo de su radio, el desplazamiento es lo suficientemente rápido de tal forma que la rosca es generada.
j) Mandrilado: Mediante esta operación es posible obtener superficies internas casi de cualquier tipo en la pieza de trabajo, para ello es necesario realizar primeramente una perforación lo suficientemente grande que permita la entrada de la herramienta de corte.
k) Taladrado: Esta operación consiste en perforar la pieza de trabajo, para ello la broca avanza en forma colineal al eje de rotación de la pieza, generándose una perforación concéntrica.
l) Moleteado: No es propiamente una operación de mecanizado, debido a que no existe corte de material, en lugar de ello el material es deformado obteniéndose impresiones antiderrapantes en su superficie exterior.

65
La Figura 2-12 muestra un esquema de las operaciones de torneado.
AvanceAvance
Avance
Avance
Avance
Avance
Avance
a) b) c) d) e)
f) g)
Avance
h)
Avance
i)
j)
Avance Avance
k) k)
Figura 2-12 Operaciones de Torneado
Fuente: [1] Fresado: Operación en la que el corte se realiza por dos movimientos conjugados, un movimiento de corte de la herramienta de fresado, arrastrada por el husillo de la máquina, y un movimiento de avance de la pieza fijada a la mesa. Se definen dos tipos de fresado: el fresado de perfil o periférico y el fresado frontal o vertical. El primero se distingue debido a que el eje de la fresa se halla dispuesto paralelamente a la superficie de trabajo de la pieza, la fresa es de forma cilíndrica y arranca la viruta con los filos de su periferia. Mientras que en el segundo, el eje de la fresa es normal a la superficie de trabajo, y la fresa corta con los dientes de su periferia y con los frontales. Las operaciones relacionadas con el fresado periférico son:
a) Desbastado: Es la operación básica del fresado periférico, en ésta la fresa se extiende más allá de los límites de la pieza de trabajo.
b) Ranurado: Se distingue por que el ancho de la fresa es menor al ancho de la pieza de trabajo, con lo cual se crea un canal en la pieza. El ancho de la fresa determinará el tamaño de la ranura.

66
c) Escalonado: En esta operación la fresa corta un extremo de la pieza de trabajo, formándose en ella un escalón.
d) Escalonado paralelo: Esta operación es similar a la anterior, solo que el corte de metal se realiza en ambos lados de la pieza. Cuando la geometría a obtener no se resume a solo escalones se puede usar un tren de fresas (fresas colocadas una tras de otra de manera simultánea) con el fin de obtener la forma deseada.
La figura 2-13 muestra un esquema de las operaciones con fresado periférico.
a) b)
c) d)
Pieza Pieza
PiezaPieza
Figura 2-13 Operaciones Relacionadas con el Fresado Periférico
Fuente: [1] Las operaciones relacionadas con el fresado frontal son:
a) Desbastado: Es la operación básica de este tipo de fresado, en ella la fresa se desplaza a lo largo y ancho de toda la superficie, con el fin de remover material.
b) Escalonado: En esta operación, la fresa solo remueve material en un lado de la pieza de trabajo, dando lugar a la formación de un escalón.
c) Barrenado: Operación con la cual se aumenta un poco el diámetro de una perforación con ayuda de una fresa.
d) Perfilado: Consiste en dar forma a la superficie lateral de una pieza plana mediante el corte del material con los dientes periféricos de la fresa.
e) Fresado de cajas. Es otro tipo de fresado periférico utilizado en la formación de cajas internas en piezas planas.
f) Contorneado de superficies: Realizado mediante fresas con punta redondeada, la cual es desplazada a lo largo de trayectorias curvilíneas en toda la superficie de la pieza de trabajo.

67
La figura 2-14 muestra un esquema de las operaciones con fresado frontal.
a) b) c)
d) e)
f)
Pieza Pieza Pieza
Pieza
Pieza
Pieza
Figura 2-14 Operaciones Relacionadas con el Fresado Frontal
Fuente: [1] Taladrado: Operación para producir orificios cilíndricos por la acción de una herramienta cortante giratoria llamada broca, la cual se distingue por tener dos dientes cortantes en su punta. Para ejecutar esta operación la broca es accionada contra la superficie de la pieza de trabajo, la cual ha sido fijada. El diámetro de la perforación es determinado por el diámetro de la broca. Operaciones relacionadas con el taladrado:
a) Rimado o escariado: Utilizado para hacer ligeramente más grande un taladro o perforación, con el objeto de lograr una mejor tolerancia y un mejor acabado. La herramienta utilizada se conoce como rima o escariador.
b) Roscado interior: Por medio de un macho de roscar y teniendo una perforación previamente realizada, se logra crear una rosca interna.
c) Escalonado: Por medio de esta operación se genera una perforación con diferentes diámetros, por ejemplo, el más grande sobre el pequeño, con el objeto de colocar un tornillo.
d) Avellanado: Es muy similar al anterior, solo que en este caso la perforación más grande sigue una forma cónica hasta llegar a la perforación más pequeña.

68
e) Centrado: Esta operación realiza un taladro pequeño, el cual es ubicado con gran exactitud y que sirve de referencia para futuros taladros o perforaciones.
f) Refrentado: Es muy similar al fresado, con esta operación se busca obtener una superficie plana en determinadas áreas.
g) Taladrado cónico: Es una operación en la que la perforación tiene una forma cónica. h) Barrenado: Se ejecuta esta operación con el objetivo de taladrar agujeros previamente
taladrados u obtenidos por fundición, para ello se emplea una herramienta denominada barrena.
La figura 2-15 muestra las operaciones de taladrado.
a) b) c)
d) e) f)
h)g)
Figura 2-15 Operaciones Relacionadas con el Taladrado
Fuente: [1] Además, existen otras operaciones que tienen un uso ampliamente difundido en la industria metalmecánica, y que serán explicadas de manera muy superficial debido a que el presente trabajo se enfoca a las tres operaciones principales mencionadas anteriormente. Operaciones secundarias de mecanizado Cepillado: Procedimiento de trabajo para obtener superficies planas y curvas por arranque de viruta con movimiento rectilíneo del útil de cepillar. Las superficies posibles de generar con este

69
mecanizado, y el movimiento típico de la pieza y herramienta pueden ser observados en la Figura 2-16. El Acepillado es una operación similar, sólo que en ésta, el movimiento es realizado por la pieza de trabajo.
SUPERFICIES GENERADAS POR EL CEPILLADO
MOVIMIENTOS TÍPICOS EN EL CEPILLADO
Figura 2-16 Superficies Generadas por Cepillado
Fuente: [1] Mortajado: El mortajado es un mecanizado con el cual es posible realizar ranuras interiores, dentados interiores, vaciados, perfilado de superficies con bordes curvos, entre otras. (Figura 2-17). Este mecanizado se caracteriza porque el movimiento principal corre a cargo de la herramienta, mientras que los movimientos de avance y de ajuste son ejecutados por la pieza. El mortajado es una operación lenta con respecto a otros tipos de mecanizado como el brochado, razón por la cual ha sido desplazado. Brochado: Procedimiento de mecanizado de superficies con ayuda de una herramienta de forma de filos cortantes múltiples llamada brocha. Si el perfil que se va a brochar es cerrado, el brochado es interior, y es exterior, si el perfil es abierto. Con el brochado interior es posible mecanizar agujeros con perfiles diversos, mientras que el brochado exterior se emplea frecuentemente en determinadas piezas en vez del fresado. El brochado interior requiere un barreno previo. La figura 2-18 muestra la forma como actúa la brocha en el material y los tipos de geometrías que pueden ser generadas con esta operación de mecanizado.

70
SUPERFICIES GENERADAS POR EL MORTAJADO
MOVIMIENTOS TÍPICOS EN EL MORTAJADO
Figura 2-17 Superficies Generadas por Mortajado
Fuente: [1] Aserrado y Tronzado: Operación de corte para separar una pieza de otra, dividirla en partes o eliminar una porción no deseada. Generalmente se lleva a cabo con una sierra dentada. Rectificado, Esmerilado, Lijado y Desbarbado: Son procedimientos de mecanizado por abrasión para mejorar las superficies. Lapeado y Superacabado: Son procedimientos que permiten perfeccionar la rugosidad por abrasión hasta acabado espejo. Bruñido: Operación de acabado, en la cual la presión ejercida por la herramienta sobre la pieza obliga a las crestas de la superficie a fluir hacia los huecos. Permite obtener una mejor superficie, aumento de la dureza superficial, mayor resistencia a la fractura y calibrado dimensional.

71
SUPERFICIES GENERADAS POR EL BROCHADO
Pieza
MOVIMIENTOS TÍPICOS EN EL BROCHADO
Aguja de brochar
Figura 2-18 Superficies Generadas por Brochado
Fuente: [1] Maquinabilidad La maquinabilidad se define como la facilidad o dificultad de remover material para transformar una materia prima en un producto terminado total o parcialmente. El grado de maquinabilidad, es entonces, un número asignado a los materiales para indicar la facilidad o dificultad de maquinarlos. Las virutas de un material se pueden cortar con relativa facilidad, y las de otros con mayor dificultad. Esta diferencia se atribuye a la maquinabilidad de los materiales, la cual es una combinación de cinco criterios [18]:
• Resistencia al desgaste. • Presión específica de corte. • Rotura de viruta. • Formación de borde acumulado. • Carácter de recubrimiento de la herramienta.
El concepto de maquinabilidad fue introducido a principios del siglo pasado cuando las herramientas de acero de alta velocidad dominaban el mercado. A la vida de una herramienta obtenida realizando torneado de acero B1112 con herramienta hecha de acero de alta velocidad a 55 m/min le fue asignado un rango de 100% [10].

72
Para poder medir la maquinabilidad de un material se deben de tomar en cuenta diversos factores, los cuales se tienen que conservar, y en caso de que haya variación en alguno de ellos, ésta debe ser tomada en cuenta para la medición de maquinabilidad de determiando material, estos factores son los siguientes [10]:
• Material de la herramienta de corte • Operación de maquinado (continua o interrumpida) • Geometría de la herramienta de corte • Condiciones de maquinado • Fluido de corte utilizado • Rigidez de la máquina herramienta.
El grado de maquinabilidad de un material tiene influencia de ciertas propiedades como la dureza del material, esfuerzo de tensión, composición química, microestructura, endurecimiento por deformación, y el proceso de manufactura. El valor de maquinabilidad puede ser obtenido para varios materiales usando un tipo de herramienta ajustada a las mismas condiciones de corte. Estos valores pueden cambiar dependiendo de la variación de las condiciones y del material de la herramienta. Existen más de una forma para obtener el valor de maquinabilidad de los materiales, a continuación se explican dos diferentes formas para hacerlo, por medio del tiempo de vida de la herramienta. La maquinabilidad relativa de muchos materiales ha sido expresada numéricamente de forma satisfactoria hasta cierto punto. Las variables más importantes que indican la maquinabilidad son la duración de la herramienta y la calidad del acabado superficial producido. Las condiciones del material que determinan la maquinabilidad son: la composición, el tratamiento térmico y la microestructura. Las propiedades mecánicas medibles de dureza, resistencia a la tensión y ductilidad dan alguna indicación de las propiedades de maquinado que deben esperarse, pero, por ejemplo, no pueden distinguir entre la maquinabilidad de un acero suave de corte libre y de uno inoxidable austenítico con propiedades mecánicas de prueba semejante, pero con parámetros de maquinado muy diferentes. El valor numérico porcentual relativo que indica la maquinabilidad de muchos materiales para ingeniería se puede hallar en la fuente [10], dichos porcentajes están basados en pruebas reales de corte y reflejan la experiencia común en el corte de dichos materiales. La primera forma de obtener el valor de maquinabilidad de tres materiales, A, B y C, se toma como referencia, en este caso, el material A, si la herramienta sufre un desgaste de 0.38 mm en su punta en 50 min, se toma como el 100%, y con el material B y C se tarda 32 y 14 min respectivamente en ocurrir el mismo desgaste en la herramienta, los valores se obtienen como se muestra en la Tabla 2-15.

73
Material Tiempo de vida de
herramienta Cálculo de
maquinabilidad Valor
A 50 min --- 100% B 32 min (32/50) X 100 64% C 14 min (14/50) X 100 28%
Tabla 2-15 Obtención de la Maquinabilidad por Medio del Tiempo de Vida de la Heramienta Fuente: [18] Otra forma de obtener el valor de maquinabilidad es tomando en cuenta la velocidad de avance requerida para tener el mismo desgaste en una misma herramienta con diferentes materiales, como se muestra en la siguiente tabla:
Material
Velocidad de avance requerida para provocar el
desgaste en la herramienta
Cálculo de maquinabilidad Valor
A 189 m/min --- 100% B 146 m/min (146/189) X 100 77% C 122 m/min (122/189) X 100 65%
Tabla 2-16 Obtención de la Maquinabilidad por Medio de la Velocidad de Avance Fuente: [18] Procesos de maquinado y acabado con abrasivos En muchas piezas producidas con procesos de manufactura se requieren acabados superficiales y exactitud dimensional muy finos, uno de los procesos para producir esas piezas es por maquinado abrasivo. Un abrasivo es una partícula dura, pequeña y no metálica que tiene aristas agudas y forma irregular, los abrasivos son capaces de quitar pequeñas cantidades de material de una superficie, mediante un proceso de corte que produce virutas diminutas. Por su dureza, los abrasivos también se usan en procesos de acabado para piezas muy duras o con tratamiento térmico, por ejemplo, para dar forma a materiales no metálicos duros, como cerámicos, vidrios, para quitar cordones y salpicaduras de soldadura, y para limpiar superficies con chorros de aire o agua que contienen partículas abrasivas. Los abrasivos usados más frecuentemente en los procesos de manufactura son:
• Abrasivos convencionales o Óxido de aluminio (Al2 O3) o Carburo de silicio(Si C)
• Carburo de silicio o Nitruro de boro cúbico(c BN) o Diamante
Otro tipo de rectificado es el rectificado electroquímico, explicado más adelante en la sección de mecanizados no tradicionales

74
Procesos de acabado superficial Además de los descritos anteriormente, se usan otros procesos de acabado de piezas. Estos procesos usan también granos abrasivos. Las operaciones de acabado pueden constituir una parte importante del tiempo de producción y del costo de la pieza, por eso deben ser especificadas para su consideración de costos y ventajas.
• Abrasivos recubiertos • Honeado • Lapeado • Pulido • Pulido químico mecánico • Electropulido • Abrillantado • Procesos no tradicionales de maquinado
Se han creado y aplicado principios científicos a procesos de remoción de material de tipo no convencional. Se utilizan fuentes de energía como la química, electroquímica y termoeléctrica en procesos de maquinado, que en ciertas circunstancias más ventajas tecnológicas o económicas que los métodos tradicionales. Además, estos procesos pueden aportar otras ventajas sobre los maquinados convencionales [18]:
• Maquinar materiales “exóticos” creados para usos de alto rendimiento en la industria aeroespacial, por ejemplo, aleaciones de acero de alta resistencia y aleaciones resistentes al calor.
• Producir figuras de diseño muy costosas, difíciles y hasta imposibles de hacer por medio de métodos tradicionales.
La clasificación de los procesos de maquinado se clasifican de acuerdo a la fuente de energía con la cual se llevan a cabo, y se muestran en la siguiente tabla: Fuente de
energía Mecánica Termoeléctrica Electroquímica
Técnica de remoción
de material
Corte Erosión Vaporización
a)
Vaporización
b)
Desplazamiento de iones
Medio empleado
para remover material
Herramienta de corte
Partículas abrasivas a alta
velocidad
Corrientes de electrones de alto voltaje
Radiación de luz
amplificada
Electrolito-corriente de alta densidad
Proceso Maquinado convenciona
l
Maquinado ultrasónico
Maquinado por electrodescarg
a Láser Maquinado
electroquímico
Tabla 2-17 Clasificación de los Procesos de Maquinado No Tradicionales de Acuerdo a la Fuente de Energía Fuente: [18]

75
Además de los procesos que se mencionan en la tabla, existen otras variantes que son demasiado numerosas para ser tratadas en este texto. La siguiente tabla muestra las características de los procesos de maquinado no convencionales:
Proceso Características Maquinado químico Remoción superficial en superficies grandes, planas o curvas; bajo costo
de herramientas y equipo; corridas cortas de producción. Maquinado electroquímico
Formas complicadas con cavidades profundas; herramientas y equipos costosos; alto consumo de energía; producciones de medianas a grandes.
Rectificado electroquímico
Utilizado para dar acabado a materiales duros; como herramientas de carburo de tungsteno; mayor rapidez de producción que en el rectificado.
Electroerosión Formado y corte de partes complicadas hechas con materiales duros; herramientas y equipo costosos; pueden producirse daños en superficie.
Electroerosión con alambre
Calado de superficies planas o curvas; equipo costoso.
Maquinado con rayo láser
Corte y perforado de materiales delgados; deja zonas afectadas por el calor; equipo costoso y consume mucha energía.
Maquinado con haz de electrones
Corte y fabricación de orificios de materiales delgados; orificios y ranuras muy pequeños; requiere vacío; equipo costoso; deja zonas afectadas por el calor.
Maquinado con chorro de agua
Corte de toda clase de materiales no metálicos hasta 25 mm o más de espesor; no deja daños térmicos; es ruidoso.
Maquinado con chorro de agua abrasivo
Corte de materiales metálicos y no metálicos, en una o varias capas.
Maquinado con chorro de aire abrasivo
Corte, rasurado, rebabeado, ataque y limpieza de materiales metálicos; se controla manualmente; tiende a redondear aristas agudas; es peligroso por el material que desprende a alta velocidad.
Tabla 2-18 Características Generales de los Procesos de Maquinado No Convencionales Fuente: [9] Procesos de mejoramiento de superficies Después de fabricar una pieza podría necesitarse que algunas superficies de la misma se siguieran procesando para hacer que tengan ciertas propiedades o características. Los tratamientos superficiales pueden servir para los siguientes casos [9]:
• Mejorar la resistencia al desgaste, a la erosión y a la penetración (en superficies de desgaste de maquinaria, ejes, rodillos, levas).
• Reducir la adhesión • Controlar la fricción sobre las superficies deslizantes de las herramientas, dados, cojinetes
y correderas. • Mejorar la lubricación (modificar la superficie para que retenga el aceite). • Mejorar la resistencia a la corrosión y oxidación (en láminas para automóviles). • Mejorar la resistencia a la fatiga (rodamientos).

76
• Reconstruir superficies de componentes desgastados. • Modificar la textura superficial. • Impartir cualidades decorativas (dar color).
A continuación se mencionan las técnicas de endurecimiento superficial, las cuales implican métodos mecánicos o térmicos, después se mencionan distintos tipos de recubrimientos que se aplican a las superficies. Tratamientos mecánicos de superficies Los métodos mecánicos más comunes que se emplean para mejorar las superficies se mencionan a continuación:
• Granallado • Impactado con chorro de agua. • Impacto con láser • Bruñido con rodillo • Endurecimiento con explosivo • Chapeado mecánico • Revestido mecánico
Métodos de endurecimiento por tratamientos térmicos Las estructuras de algunos materiales se pueden modificar para mejorar sus propiedades, como dureza y resistencia, fatiga y desgaste, principalmente, por medio del calentamiento y enfriamiento controlado a diversas velocidades. Los métodos tradicionales de endurecimiento superficial por medio de tratamientos térmicos son:
• Tratamiento térmico de aleaciones ferrosas • Tratamiento térmico de aleaciones no ferrosas y de aceros inoxidables • Endurecimiento superficial • Carburizado o cementado • Carbonitruración • Cianuración • Nitruración • Boronizado • Endurecimiento a la flama • Templado por inducción.
Otros métodos que se aplican para el endurecimiento o resistencia a la corrosión en superficies, pero no necesariamente utilizando el calentamiento y enfriamiento de las piezas a tratar son los siguientes:
• Rociado térmico • Deposición de vapor
o Deposición física de vapor

77
o Deposición química de vapor • Implantación iónica • Anodizado. • Recubrimiento de conversión. • Inmersión en caliente. • Recubrimiento cerámico. • Recubrimiento de diamante.
Procesos de unión Algunos productos se hacen de un solo componente o una sola pieza, como tornillos, clavos, grapas, broches. Pero la mayoría de los artículos que se fabrican en la industria manufacturera, aún los más sencillos, se componen por lo menos de dos piezas o más, como los cuchillos con mango de madera, sartenes que están en el mismo caso. Es por eso que se ha integrado al sistema de codificación de piezas los procesos de unión. En esta sección se describen los principales procesos de unión, se discute su funcionalidad y otras características importantes, como la resistencia y precisión que son capaces de proporcionar. Estos procesos no se pueden excluir en el proceso de selección de operaciones en la fabricación de piezas y partes, debido a que son un aspecto muy importante dentro de la industria manufacturera por las siguientes razones [9]:
• Es la mayoría de los casos, es imposible manufacturar un producto de una sola pieza, como en el caso de los automóviles, artículos de cocina, de oficina, refrigeradores, etc.
• Es más económico fabricar productos en partes, y después unir las piezas. • Los productos que suelen requerir de mantenimiento o reparación, necesitan diseñarse de
tal manera que se puedan desarmar fácilmente. • Se pueden necesitar distintas propiedades en diferentes puntos o zonas de un producto,
para los fines funcionales del mismo, de esta manera se pueden tratar y fabricar de diferentes materiales cada una de las piezas que conforman un producto.
• Se facilita el transporte del producto en componentes individuales o más pequeños que el conjunto completo, y ensamblarlos en el lugar donde serán utilizados, como las prensas de cientos de toneladas y las máquinas herramientas de gran tamaño.
Los principales procesos de unión se clasifican de la siguiente manera: Los procesos de unión se pueden dividir en tres categorías principales: soldadura, unión adhesiva y sujeción mecánica, como se muestra en la Figura 2-19, la cual puede servir como una guía de selección del proceso. A su vez, los procesos de soldadura se dividen en tres tipos: soldadura de fusión, soldadura en estado sólido y soldadura fuerte y blanda, mostrados en la Figura 2-20. Soldadura por fusión consiste en fundir juntamente materiales mediante el calor que se suele suministrar por medios químicos o eléctricos, se puede o no usar metales de relleno. Este proceso constituye una parte principal de la soldadura; abarca la soldadura de arco con electrodos consumibles o no consumibles y los procesos de soldadura con haz de alta energía. La unión soldad sufre cambio metalúrgicos y físicos importantes que, a su vez tienen, un gran efecto sobre las propiedades y funcionamientos del componente o la estructura soldados.

78
En la soldadura en estado sólido la unión se hace sin fundir, en consecuencia no hay fase líquida (fundida) en la unión. Las categorías básicas son unidas por difusión y soldadura en frío, ultrasónicas, por fricción, por resistencia y por explosión. La unión por difusión, combinado con el formado superplástico, se ha convertido en un proceso importante en la manufactura de formas complicadas. El latonado y el estañado usan metales de relleno e implican menores temperaturas que en la soldadura por fusión. El calor requerido de suministra externamente.
Figura 2-19 Clasificación general de los Procesos de Unión
Fuente: [9]
Procesos de unión
Sujeción mecánica
Adhesión
Soldadura
Sujeción, sellado, plegado, cosido, etc.

79
Figura 2-20 Clasificación de los Procesos de Soldadura
Fuente: [9] La adhesión se ha vuelto tecnología de importancia por sus diversas ventajas; tiene aplicaciones únicas que requieren resistencia, hermeticidad, aislamiento, amortiguamiento de vibraciones y resistencia a la corrosión entre metales distintos. Se incluyen en esta categoría los adhesivos conductores eléctricos para tecnologías de montaje superficial. La sujeción mecánica implica métodos tradicionales que usan diversos sujetadores, tornillos, tuercas y remaches. Se pueden unir plásticos con adhesivos, fusión con diversas fuentes de calor internas o externas, y con sujeción mecánica. La elección de un proceso de unión depende de varios factores:
• La aplicación. • El diseño de la unión. • Los materiales que intervienen. • Las formas de los componentes que se vana unir, sus espesores y sus tamaños.
Soldadura
Estado sólido
Fuerte, blanda
Fusión
Eléctrica
Química
Mecánica
Eléctrica
Química
Oxígeno, termita.
Arco, resistencia, haz de electrones, rayo láser.
Resistencia
Difusión, explosión.
En frío, fricción, ultrasónica.

80
La resistencia, así como la funcionalidad con piezas grandes o pequeñas, tolerancias y confiabilidad, entre otras, de los principales procesos de unión se muestran en la tabla siguiente: CARACTERÍSTICAS
MÉTODO
Res
iste
ncia
Var
iabi
lidad
de
dis
eño
Piez
as
pequ
eñas
Piez
as g
rand
es
Tole
ranc
ias
Con
fiabi
lidad
Faci
lidad
de
m
ante
nim
ient
o
Insp
ecci
ón
visu
al
Cos
to
Soldadura de arco 1 2 3 1 3 1 2 2 2 Soldadura de resistencia 1 2 1 1 3 3 3 3 1 Latonado 1 1 1 1 3 1 3 2 3 Tornillos y tuercas 1 2 3 1 2 1 1 1 3 Remachado 1 2 3 1 1 1 3 1 2 Sujetadores 2 3 3 1 2 2 2 1 3 Sellado, fruncido 2 2 1 3 3 1 3 1 1 Adhesión 3 1 1 2 3 2 3 3 2
Tabla 2-19 Comparación de los Diversos Métodos de Unión Fuente: [9] Nota: 1, muy bueno 2, bueno 3, malo A continuación se mencionan los principales procesos de unión:
• Soldadura Por Fusión • Soldadura con oxígeno • Soldadura con arco
o soldadura con arco protegido o soldadura con arco sumergido o soldadura de arco con metal y gas o soldadura con arco y núcleo de fundente o soldadura con electrogas o soldadura por electroescoria o soldadura con arco de tungsteno y gas o soldadura con hidrógeno atómico o soldadura de arco con plasma
• Soldadura con termita • Soldadura con haz de electrones • Soldadura con rayo láser
Soldadura en estado sólido Los procesos mencionados a continuación no funden el material, no derriten las piezas. El principio se basa en dos superficies limpias que están en contacto atómico bajo una presión

81
suficiente, las cuales forman ligas y producen una unión fuerte, al aplicar calor externo, la liga mejora considerablemente. Los procesos de soldadura en estado sólido son:
• Soldadura en frío • Soldadura ultrasónica • Soldadura por fricción • Soldadura por resistencia • Soldadura por explosión • Soldadura por difusión
Soldadura Fuerte y Blanda En los procesos descritos anteriormente, los materiales se calientan hasta su punto de fusión o a una temperatura menor, a continuación se describen las soldaduras que no necesitan calentar los materiales de las piezas para generar la unión. Unión adhesiva Muchas piezas que van unidas se pueden sujetar y ensamblar usando adhesivos, los adhesivos se pueden conseguir en forma líquida, en polvo, emulsión, pasta, cinta y película. Para satisfacer los requerimientos determinados a la aplicación es necesario revisar las diferentes propiedades de los diferentes adhesivos en [9], como:
• Resistencia al cortante y al desprendimiento. • Tenacidad. • Resistencia a fluidos y agentes químicos. • Resistencia a la degradación ambiental, como calor y humedad. • Capacidad de humedecer las superficies por unir.
Sujeción mecánica Muchos objetos o productos se fabrican por medio de la unión de dos o más piezas fijadas mecánicamente. La sujeción mecánica tiene las siguientes ventajas con respecto a otros procesos de unión [9]:
• Facilidad de manufactura. • Facilidad de ensamble y transporte. • Facilidad de desarmado, mantenimiento y reemplazo o reparación de piezas. • Facilidad de crear diseños que requieran uniones móviles, como bisagras, mecanismos de
corredera y componentes y soportes que requieran de ajuste. • Menor costo general de manufactura del producto.
Este proceso también se llama ensamblado mecánico, los métodos más comunes son el uso de tornillo, tuercas, roscas, pernos y otros sujetadores o fijadores. Por lo general este tipo de uniones requieren de orificios donde se insertan los sujetadores, dichas uniones deben estar diseñadas para soportar esfuerzos cortantes y de tensión, si es que lo requieren.

82
2.5 MÁQUINAS HERRAMIENTA DE CONTROL NUMÉRICO COMPUTARIZADO
El control numérico se refiere a a la operación de máquinas herramientas con datos numéricos almacenados en cinta de papel o magnética, tarjetas tabulares, memoria de computadora o información directa. Un ejemplo histórico del uso de instrucciones perforadas en una cinta de papel es la pianola. Las notas por tocar (instrucciones) se definen por una serie de agujeros en un rollo de papel que luego son captadas por el piano que cual toca las notas. Aunque las máquinas de control numérico permiten parar posiciones sucesivas o continuas de la mesa y herramientas, avances y velocidades de corte, el principio tiene la misma finalidad, controlar el funcionamiento de una máquina. En la actualidad el Contro Numérico es la operación de máquinas herramienta y máquinas para otros procesos por medio de una serie de instrucciones codificadas. Un programa de CN comprende una lista ordenada de instrucciones. El programa puede utilizarse repetitivamente para obtener resultados idénticos. El control numérico es un medio para controlar la máquina, no es un método de maquinado [13]. Las máquinas herramientas de Control Numérico Computarizado (CNC) constituyen una modalidad de automatización flexible muy utilizada, son máquinas herramientas programadas para fabricar lotes de pequeño y medio tamaño de piezas de formas complicadas. Los programas de software sustituyen a los especialistas que controlaban convencionalmente los cambios de las máquinas, que incluye las tareas, movimientos y sus velocidades; así como algunas variables de control para comprobar aspectos tales como temperatura, vibración, condición del material, desgaste de las herramientas, entre otros, que llevan a hacer los reajustes necesarios. Las máquinas herramientas CNC pueden realizar con mayor frecuencia el trabajo de precisión, mientras que los robots se limitan a la carga, descarga y ensamblaje de materiales. Para determinar si conviene hacer un gasto comprando máquinas herramientas CNC se tiene que considerar la mano de obra, la disponibilidad de operadores especializados, tipo y grado de precisión requerida, fiabilidad de las máquinas, entre otros factores. Algunas empresas que producen una gama de productos estrecha se han dirigido a las máquinas herramientas CNC porque aunque el gasto que se hace en la programación sea alto, una vez que se hace la primera vez se puede utilizar posteriormente sin necesidad de volver a programar. Ventajas:
• Incremento de la flexibilidad en la maquinaria (se adapta mejor a los cambios en las tareas y en los programas de producción).
• Incremento en la flexibilidad para el cambio, en la medida en que las instrucciones grabadas se pueden modificar cuando sea necesario, con lo que facilitan la adaptación a los cambios introducidos por la ingeniería de diseño.
• Reducción de mano de obra y de inventarios, así como de los tiempos de lanzamiento, de suministro externo y de proceso.

83
Desventajas: • La frecuencia de errores en la programación. • El costo de una máquinas herramientas CNC es mucho mayor a las máquinas
herramientas convencionales. • La necesidad de tener personal mayormente calificado en el manejo de máquinas
herramientas y de programación CNC. Una ventaja que toma en cuenta para este trabajo es precisamente la flexibilidad que tienen las máquinas CNC al implementarles ejes complementarios que ayuden a fabricar cierto tipo de piezas en diferentes tipos de máquinas herramientas, es por eso que se presenta un estudio de las mismas a continuación.
2.5.1 EJES COMPLEMENTARIOS
Algunas máquinas herramientas CNC disponen de mesas giratorias y/o cabezales para cabezales orientables. En ellas la pieza puede ser mecanizada por diferentes planos y ángulos de aproximación. Los ejes sobre los que giran estas mesas y cabezales se controlan de forma independiente y se conocen con el nombre de ejes complementarios de rotación. Su velocidad se regula también de forma autónoma. Los ejes complementarios de rotación se designan en la programación CNC como A, B, C. Debido a las exigencias impuestas por la complejidad de ciertas piezas otras máquinas herramientas CNC están dotadas de más de tres ejes de desplazamiento principal. Los centros de mecanizado presentan usualmente en adición a los tres principales, un cuarto eje para la orientación del cabezal, un quinto para el giro de la mesa y hasta un sexto (W) de aproximación de la herramienta. La trayectoria de la herramienta se define mediante la composición de los desplazamientos en X, Y y Z. Máquinas Herramienta de Cinco Ejes En el mercado existen máquinas herramienta con distintas formas de desplazamiento rotativo, y cada diseño tiene sus características y ventajas particulares. Hace ya algunos años las compañías podían reducir gastos y tiempo de trabajo gracias a sus transportadores de paletas, o dejando trabajar las máquinas en baja velocidad durante un montaje en otro cabezal en la misma máquinas herramientas. Ahora las compañías pueden aprovechar sus máquinas herramientas reduciendo los tiempos de montaje aún más por medio del mecanizado de cinco ejes. En esta sección se estudian las máquinas que ofrecen diferentes estrategias de manejo del pivote de los ejes de giro, las cuales pueden realizar una gran variedad de trabajos de cinco ejes en los que durante el mecanizado se realizan desplazamientos simultáneos en los ejes lineales y rotativos.

84
Además de estos mecanizados de superficies onduladas, el quinto eje cumple su función reorientando la herramienta y/o la pieza de trabajo en la dirección del corte. El movimiento de rotación economiza:
• Tiempo de montaje, permitiéndole al husillo alcanzar caras opuestas de la pieza de trabajo en un solo montaje.
• Costos de herramental, al permitir el montaje con inclinación de herramientas estándar de fresado para mecanizar superficies inclinadas, que de otra forma requerirían el uso de una herramienta especial.
En las máquinas de cinco ejes existe una gran diferencia en la forma en como mueven sus ejes rotativos, algunos pivotean la mesa, otros el cabezal del husillo y otros hacen las dos cosas, y cada forma de pivoteo en la máquinas herramientas de cinco ejes repercute directamente en el tipo de trabajo que se puede realizar en ésta. Por lo tanto cada método de movimiento de los ejes rotativos hace a cada máquina de 5 ejes ser la mejor para procesar una geometría de pieza en particular. A continuación se revisan las características y el trabajo ideal que puede realizarse en diferentes máquinas herramientas de cinco ejes. Máquina torno/fresa con eje B Los ejes adicionales rotativos de fresado de estas máquinas les permiten completar muchos tipos de piezas complejas en un solo montaje. Dentro de la categoría de las máquinas torno/fresa están las máquinas con eje-B, de tornear, que incluye funciones de fresado de cinco ejes. La adquisición de una máquina con eje-B requiere una inversión significativa en dinero y en tiempo. Además, tiene un precio 20% mayor, comparada con las máquinas torno/fresa de similar capacidad, pero sin las funciones de eje-B. Sin embargo, para los talleres que produzcan piezas que puedan beneficiarse con el mecanizado del eje-B, las ganancias en productividad brindadas por estas máquinas justifican con creces el gasto adicional. El eje B La máquina con eje-B combina las capacidades de torneado de una máquina de tornear horizontal/vertical con las capacidades de fresado y mecanizado de un centro de mecanizado de cinco ejes. Como las máquinas tradicionales torno/fresa, las máquinas-herramienta con eje-B proporcionan control sobre los ejes Z-X (torneado) y C (rotativo de fresado). El cabezal eje-B, utilizado como un husillo de fresar o como un portaherramientas de torneado, le permite a la máquina completar todo el torneado y el fresado en un solo montaje. Estas máquinas-herramienta también le dan al usuario control sobre el eje Y para operaciones de fresado fuera de centro. Sin embargo, la capacidad del eje-B hace diferentes a estas máquinas. El eje-B es definido como una rotación alrededor del eje Y, y este posicionamiento de quinto eje hace posibles los cortes con ángulos compuestos. La capacidad del eje-B le da a la máquina soporte total para fresado indexado de cinco ejes y fresado de forma libre simultánea en tres dimensiones y con cinco ejes. La máquina de eje-B es, literalmente, una máquina que hace el trabajo de dos, ya que soporta el rango completo de operaciones posibles de torneado y fresado, con la ventaja de hacerlo en un solo montaje.

85
Las máquinas con eje-B incrementan la exactitud de las piezas porque mantienen unas tolerancias muy ajustadas entre los rasgos torneados y fresados. Por ejemplo, cuando el cuerpo de una herramienta de corte es mecanizado en una máquina con eje-B, resulta más fácil mantener las tolerancias geométricas entre las operaciones de fresado y torneado. Cuando están equipadas con husillos duales, el rango de mecanizado expandido de las máquinas con eje-B les permite realizar operaciones de torneado y fresado en el frente y en la parte posterior de la pieza. Cada husillo (principal y secundario), que actúa como un soporte de pieza, permite cortes simultáneos de cinco ejes en el frente y en la parte posterior de la pieza, completándola en un solo montaje. Un trabajo que antes requería cuatro montajes (torneado frontal, torneado posterior, fresado frontal y fresado posterior) puede ser reducido a un solo montaje en una máquina con capacidad de eje-B. Aspecto de las piezas de eje-B Las piezas cilíndricas con rasgos fresados en ángulos compuestos o en caras múltiples son sorprendentemente comunes. Las piezas utilizadas en industrias de equipo pesado y de servicios petroleros y que producen piezas que demandan contorneados y terminados de cinco ejes pueden ser fabricadas eficientemente en máquinas con eje-B, con lo que se puede fabricar ejes con estrías, ranuras y caras en ángulos compuestos. Las máquinas con eje-B también pueden fabricar piezas intrincadas y de múltiples caras, como cuerpos de herramientas y portaherramientas. El tamaño de las piezas eje-B puede variar considerablemente. Piezas tan pequeñas como un engranaje de 0,04" de diámetro o tan grandes como una fundición metálica pueden beneficiarse con el mecanizado de eje-B. Existen máquinas con eje-B diseñadas para manejar piezas grandes y pesadas, como fundiciones y forjas, las cuales pueden acomodar piezas de trabajo hasta de 17" de diámetro. También se encuentran en el mercado modelos más pequeños de máquina con eje-B, con aproximadamente la mitad del peso y tamaño que la mencionada anteriormente, apropiada para el mecanizado de piezas de eje-B más pequeñas, como algunas que no superan los 8" de diámetro. Máquinas herramientas con mesa rotativa y cabezal de husillo pivotante Este tipo de máquinas son centros de mecanizado que tienen mesa rotativa de 360º debajo de la pieza de trabajo, la cual también puede girar durante el corte, lo cual se complementa con un eje A de pivote, que posiciona el cabezal del husillo desde 30º sobre la horizontal, hasta 30º por debajo. Algunas máquinas de este tipo ofrecen una zona de trabajo de 50" de diámetro por 50" de alto. Las piezas que pueden ser ideales para esta máquina son cilindros con huecos alrededor de la periferia, en particular con orificios en ángulo. Un ejemplo es el alojamiento de una turbina. En una pieza como ésta el mismo orificio aparece en varias localizaciones alrededor del diámetro exterior. Cuando este es el caso, una máquina con ese diseño puede posicionarse de un hueco al siguiente, con un movimiento en un solo eje. Cualquier otro tipo de máquina de cinco ejes tendría que desplazarse de un orificio radial a otro en una pieza cilíndrica, utilizando movimientos al menos en dos ejes, e incluso podrían ser más.

86
Pero en una máquina de mesa rotativa y cabezal pivotante, la herramienta sólo tiene que ser inclinada al ángulo correcto para el orificio una sola vez, y el cabezal del husillo únicamente tiene que ser posicionado en X, Y y Z, una sola vez. Otra fortaleza de este diseño de máquina se relaciona con el tamaño de la pieza. Entre menos ejes rotativos muevan la pieza, la máquina podrá recibir piezas más grandes. Esta máquina rota la pieza en B, así el giro de la pieza está limitado a este eje. Sin embargo, como este es el único pivote de la pieza de trabajo la máquina puede manejar piezas altas de una manera efectiva. Las máquinas de cinco ejes que manejan los dos pivotes en la mesa generalmente están limitadas a piezas que son pequeñas en relación con los desplazamientos lineales. La desventaja en este tipo de máquinas es que si se elimina un eje de la mesa tiene que ser implementado en el cabezal del husillo. Mientras un pivote en la mesa limita las dimensiones de la pieza de trabajo, un pivote en el cabezal del husillo hace las dimensiones de la herramienta más difíciles de manejar. Doble mesa giratoria Con frecuencia, los centros de mecanizado horizontales con ejes de mesa rotativa, cuentan con un eje rotativo secundario llamado unidad de eje A de 360º con la posibilidad de ser montada en la mesa principal. Esta unidad de eje A puede ser montada a lo largo de la mesa principal, la cual puede ser tan grande que da una mayor flexibilidad. Las piezas que se recomiendan fabricar en este tipo de máquinas son las que presentan un anillo de orificios paralelos al husillo (como una brida), en general, las piezas cilíndricas que requieren mecanizado alrededor de su diámetro exterior. Cuando se agrega la segunda mesa giratoria el tamaño de la pieza es más restringido, pero aún con este eje instalado, este modelo es el mejor tipo de máquina de cinco ejes para el uso de herramientas o extensiones largas, en especial en ángulos poco comunes. Otras máquinas no ofrecen suficiente desplazamiento, alejándose de la pieza para permitir el paso de herramientas largas. Una medida común en este tipo de máquinas es la que tiene 36" de desplazamiento en el eje Z, con 40" de desplazamiento en el eje W. Una pieza de cinco ejes que requiera de cortes pesados requiere un cabezal del husillo fijo. Ninguna máquina de cinco ejes podrá efectuar un corte más profundo de lo que pueda soportar el eje rotativo, y los rodamientos para una mesa rotativa son, en términos generales, más grandes que los de un cabezal de husillo pivotado. Cabezal de husillo de doble pivote Este tipo de máquina combina un eje C de 360º con un pivote en B de 135º. Se pierde algo de rigidez al colocar los dos pivotes en el husillo, pero esto se compensa con la ganancia en flexibilidad. Cualquier máquina de cinco ejes con mesa rotativa tiende a favorecer las piezas redondas, y este diseño de doble pivote en el husillo hace a la máquina ideal para piezas que definitivamente no son redondas. Esta es una máquina muy eficiente para el mecanizado en un

87
solo montaje de piezas largas, particularmente aquellas con huecos y ángulos poco comunes en toda su longitud. Mesa rotativa + mesa Trunnion en una máquina compacta Este diseño es similar a la solución de doble mesa rotativa, pero con dos pivotes debajo de la pieza de trabajo y ninguno en el cabezal del husillo. Este eje Trunnion, referido como eje "B" se localiza en un ángulo de 45º con respecto a Y. En este caso, el husillo fijo convierte a esta máquina de cinco ejes en pequeña y accesible, pero que no está en capacidad de realizar cortes fuertes. La máquina mesa rotativa/Trunnion no puede aceptar piezas grandes pero hace que el trabajo de mecanizado de cinco ejes de piezas pequeñas sea económico. Además, el diseño vertical hace que los operadores la puedan cargar y descargar más fácilmente, permitiendo que el fabricante realice trabajos de mecanizado de piezas que no serían prácticos de trabajar en las otras máquinas de cinco ejes. Se considera que esta es una máquina de cinco ejes muy precisa. En la práctica, los diseños de cabezal de husillo pivotante pierden precisión por la incertidumbre en los parámetros de las herramientas. De la misma manera, una máquina de doble mesa giratoria tiene la incertidumbre del sitio de colocación del eje A con respecto al pivote B. Por esta razón, esta máquina puede ayudar al mecanizado continuo de piezas no muy grandes de 5 ejes. Aunque los trabajos de cinco ejes en su mayoría son grandes, esto puede deberse a que tradicionalmente las máquinas de cinco ejes han sido históricamente grandes, construidas bajo pedido. Hoy muchos fabricantes están ofreciendo máquinas de cinco ejes que se alejan de esta tradición.

88
2.5.2 PROCESOS DE MECANIZADO PARA CADA CATEGORÍA DE MÁQUINA
Los centros de maquinado pueden requerir grandes inversiones de capital, por lo que para ser económicos deben usarse cuando menos durante dos turnos. Por lo que debe haber demanda suficiente y continua de los productos que se elaboran en ellos, para justificar su compra. La selección del tipo y tamaño de los centros de maquinado depende de varios factores, los principales son:
• El tipo de productos, su tamaño y la complejidad de su forma. • El tipo de operaciones de maquinado que se efectúen y la clase y cantidad de
herramientas de corte necesarias. • La precisión dimensional necesaria. • El volumen de producción requerido.
La versatilidad es el factor clave para seleccionar los centros de maquinado, pero las consideraciones anteriores se deben ponderar contra la gran inversión de capital necesaria, y comparar los costos de fabricar los mismos productos con varias de las herramientas más tradicionales. Las operaciones posibles en cada tipo de máquinas herramientas simple se muestran en la siguiente tabla:
Máquina Movimiento principal de corte
Movimiento de avance
Tipos de operaciones
Torno La pieza gira Herramienta y carro Superficies cilíndricas,
taladrado, barrenado, rimado y careado.
Barrenadora La herramienta gira Mesa Taladrado, barrenado, escariado y careado
Cepillo de mesa Mesa viajera Herramienta Superficies planas
Cepillo de codo Herramienta viajera Mesa Superficies planas
Fresadora horizontal La herramienta gira Mesa Superficies planas, dientes
de engranes, levas, taladrado, barrenado, rimado y refrentado.
Barrenadora horizontal
La herramienta gira Herramienta viajera Superficies cilíndricas
Taladro La herramienta gira Herramienta Taladrado, barrenado, refrentado y roscado.
Sierra Herramienta Herramienta y/o pieza Corte
Escariadora Herramienta Herramienta Superficies interiores y exteriores.
Figura 2-21 Movimientos de Corte y de Avance para Máquinas-Herramienta Convencionales Fuente: [13] Las operaciones de maquinado descritas anteriormente se pueden hacer en los centros de torneado y de maquinado CNC, sin tener que utilizar varias de las herramientas mencionadas en la tabla anterior, es por eso que las máquinas CNC han tenido un gran uso en la industria, además

89
de su alto nivel de automatización. A continuación se presenta una tabla con las operaciones que se pueden realizar en los centros de torneado CNC y los centros de maquinado CNC.
Torno CNC simple
Torno CNC de doble husillo
Torno CNC con herramienta viva
Torno CNC con doble cabezal y
herramienta viva
Torno/Fresa con eje B
Se pueden hacer todas las operaciones de torneado, para piezas con escalón de un solo lado tanto interior como exterior, sin tener que desmontarla.
Se pueden hacer todas la operaciones de torneado, pero se pueden maquinar ambos lados de la pieza, cuando ésta tiene escalones de ambos lados, al tener un sistema de cambio automático de la pieza de un husillo al otro.
Se pueden hacer todas las operaciones de torneado en piezas con escalones de un solo lado, y además operaciones de fresado como ranurado, fresado de cajas, barrenado axial en una sola cara de la pieza.
Se pueden hacer todas las operaciones mencionadas en las máquinas anteriores, en ambas caras de la pieza.
Sirve para todas las operaciones mencionadas en las máquinas anteriores y además sirve para el fresado y perforado en diferentes ángulos en piezas rotacionales.
Tabla 2-20 Procesos Viables en Tornos CNC De la misma manera, se ha realizado una tabla para las operaciones recomendades en las principales categorías de Centros de Mecanizado con sus diferentes ejes.
Centro de Maquinado
CNC
CM con mesa
giratoria
CM con doble mesa giratoria
CM con husillo
pivotante
CM con husillo de doble pivote
CM con mesa
giratoria y husillo
pivotante Se pueden hacer todos las operaciones de fresado descritas en la sección de mecanizados.
Orificios y maquinados a lo largo de la circunferencia de la pieza.
Maquinados y orificios inclinados alrededor de piezas rotacionales, con piezas cortas.
Para piezas no redondas, con perforaciones inclinadas en un solo eje.
Para piezas no redondas, largas, particularmente aquellas con huecos y ángulos poco comunes en toda su longitud.
Maquinados y orificios inclinados alrededor de piezas rotacionales más largas.
Tabla 2-21 Procesos Viables en Centros de Mecanizado CNC En base a estos tipos de máquinas herramientas CNC se puede realizar un algoritmo de asignación para las piezas codificadas, el cual se estudia en el Capítulo 4.
2.5.3 MÉTODOS DE SUJECIÓN EN LAS MÁQUINAS HERRAMIENTAS
Las necesidades de incrementar la productividad para satisfacer las demandas de la industria han traído como consecuencia rangos mayores en la remoción de materiales y velocidades de husillo mayores. Se han creado husillos de alto desempeño con mordazas para cambio rápido que pueden sujetar las piezas rápidamente, con exactitud y mayor seguridad cada vez.

90
Mecanismos de sujeción en tornos CNC
• Platos universales de dos, tres o cuatro garras autocentrables: • Platos frontales para la colocación de mordazas para agarre de formas irregulares • Puntos y contrapuntos con arrastre para piezas esbeltas • Lunetas escamoteables para apoyo intermedio • Conos o boquillas
Otros elementos de sujeción en los tornos CNC son:
• Mordazas autocentrables y, • Pinzas para sujeción de piezas cilíndricas pequeñas.
Mecanismos de sujeción en Centros de Mecanizado Los métodos de sujeción en los centros de maquinado CNC universales son muy diferentes a los que se ocupan en los centros de torneado CNC, debido a que aquí se pueden maquinar piezas totalmente diferentes, desde placas y láminas, perfiles variados, incluso piezas rotacionales que han sido maquinadas en un torno CNC con anterioridad. Al igual que en los tornos CNC, el ajuste y acomodo de la pieza dentro de la máquina CNC debe ser lo suficientemente rígido para soportar las fuerzas generadas al maquinar las piezas. La mayoría de los métodos de sujeción utilizados en los centros de maquinado normales se pueden utilizar para sujetar piezas dentro de los centros de maquinado CNC, estos métodos de sujeción se mencionan a continuación:
• Tornillo de banco • Platos de ángulo • Bloques en V • Bloques de escalera o de pasos • Elementos de soporte o apoyos de diseño específico • Barras paralelas • Platos o mesas magnéticas
Los dispositivos de sujeción permiten asegurar la pieza a la mesa de trabajo (fresado) o al cabezal (torneado). El número de funciones controlables que están relacionadas con estos sistemas depende de la forma de alimentación de piezas (manual o automática) y de la complejidad del sistema de amarre. En los tornos el plato de garras se puede abrir y cerrar mediante instrucciones programadas de CN. También se puede establecer por programa la presión de cierre de las garras. En fresado las presiones de apriete no resultan tan críticas. El aspecto más crítico en la sujeción en estas máquinas es la rapidez de montaje y desmontaje, así como la precisión en el posicionado de la pieza en la mesa de trabajo. El sistema de amarre debe permitir una fácil carga y descarga de la pieza de trabajo y garantizar la repetitividad en la colocación estable y precisa en la zona de trabajo de la máquinas herramientas CNC. Los sistemas de sujeción normalizados y modulares se utilizan

91
frecuentemente. Estos dispositivos pueden llegar a permitir el mecanizado completo sin operaciones de montaje y desmontaje.

92
3 ESTRUCTURACIÓN DEL SISTEMA DE CODIFICACIÓN DE PIEZAS
A continuación se presenta la estructuración del sistema de codificación de piezas que principalmente se aplica a piezas mecanizadas, está basado en el sistema KK-3, se agregan otros procesos de manufactura como formado, el moldeo en la fundición, en los plásticos y materiales compuestos, entre otros. Los primeros dos dígitos representan el tipo de proceso inicial que se requiere para producir una pieza, después, el dígito III define la forma de la pieza después del proceso descrito en los dígitos I y II, esto ayuda a saber si la pieza es rotacional o no rotacional. Los dígitos intermedios definen los maquinados realizados en un torno o en un centro de maquinado, y por último se definen los procesos que comúnmente suelen llevarse a cabo después de un maquinado convencional, como procesos de acabado superficial, de maquinados no convencionales, tratamientos térmicos, tratamientos superficiales y procesos de unión. Las superficies han sido ordenadas en función de su complejidad y los procesos van interviniendo en el sistema de codificación de acuerdo a su requerimiento para producir la pieza. Los primeros dos dígitos ayudan a saber el origen de la pieza, si antes de ser mecanizada fue forjada, fundida, prensada, laminada, moldeada, entre otros procesos. Esto ayuda significativamente a ampliar la funcionalidad del sistema de codificación, integrando otros procesos además de los procesos de maquinado. Es muy común la producción de piezas inicialmente por este tipo de procesos y después pueden pasar por procesos de unión, procesos de maquinado, desde muy simples, como un simple barreno, hasta algo mucho más complejo, como la generación de una o varias superficies o dientes o procesos de mejora de propiedades, como tratamientos térmicos y/o superficiales.

93
3.1 SISTEMA DE CODIFICACIÓN DE PIEZAS ROTACIONALES El sistema de codificación de piezas rotacionales queda estructurado de la siguiente manera:
DÍGITO COMPONENTES ROTACIONALES DÍGITO COMPONENTES
ROTACIONALES DÍGITO COMPONENTES ROTACIONALES
1 Clasificación general 8 Forma general 17 Maquinados no
convencionales
2
Proceso inicial Clasificación
detallada 9 Forma detallada 18 Doblado, formado y corte
3 Forma general de la pieza 10 Sup. Planas 19 Rectificado de superficies
4 Diámetro 11 Perforaciones 20 Acabados superficiales
5
Dimensiones
principales Longitud 12
Supe
rfic
ie e
xter
na
Sup. Cíclicas 21 Tratamientos superficiales
6 13 Perforación principal 22 Tratamiento de
propiedades
7
Material y maquinabilidad 14 Detalles internos 23 Procesos de unión
15 Supe
rfic
ie
inte
rna
Sup. Planas o de forma
16 Cuerdas excéntricas
Tabla 3-1 Estructura General del Sistema Rotacional
3.1.1 GRUPO DE DÍGITOS DE PROCESO INICIAL Y FORMA ANTES DEL MECANIZADO
Los procesos tomados en cuenta para estructurar el Sistema de Codificación de Piezas se presentan en dos grupos. El primero de estos grupos contiene los procesos que se integran al sistema al inicio, por lo general se llevan a cabo al inicio de la fabricación de las piezas. El segundo grupo se integra al sistema al final debido a que son procesos que, por lo general se llevan a cabo después o en lugar de los procesos de mecanizado tradicionales. De esta manera los grupos son:
Grupo 1 (procesos iniciales):
1. Fundición. 2. Laminado. 3. Formado de láminas metálicas. 4. Forja. 5. Procesos de extrusión y estirado de metales. 6. Compactación de polvos. 7. Procesos de moldeo de cerámicos. 8. Moldeo y conformación de plásticos y materiales compuestos. 9. Maquinado convencional o tradicional.
Este grupo de procesos se llevan a cabo antes del mecanizado de las piezas y se estructuran en los dos primeros dígitos de la siguiente manera:

94
CLASIFICACIÓN POR PROCESO INICIAL DE FABRICACIÓN
II I 0 1 2 3 4 5 6 7 8 9
0 Procesos de maquinado únicamente
Dígitos I y II = 0 N / A
1 Fundición Troquel (Al,Mg,Zn,Cu)
Revestimiento (Cera perdida)
Molde cerámico Molde perm. Molde yeso
(Al,Mg,Zn,Cu) Moldeo en
cáscara Modelo
desechable Centrífuga Arena Al vacío y otros
2 Forja De precisión Dado cerrado Isotérmico (Ti, super
aleaciones) Tipo
convencional Bloqueador Dado abierto Rotatorio
(Ejes, pernos, tubos)
Inclinado (Cojinetes de bolas)
Orbital (Discos formas
cónicas)
Cabeceado Tornillos, pernos, clavos
3 Extrusión y estirado de
metales
Extrusión por impacto
Extrusión hidrostática
Extrusión en frío
Extrusión en caliente
Extrusión lateral
Estirado perfil redondo
Estirado perfil
redondo hueco
Estirado perfil
cuadrado
Estirado perfil cuadrado
hueco Otros
4 Moldeo y
conf. Plást. y mat.
compuestos
Moldeo por inyección
Moldeo de espuma
Moldeo por transferencia
Moldeo por compresión
Moldeo por soplado Moldeo rotativo Colado Extrusión
Termoformado (láminas de
plástico) Otros
5 Compactación de polvos
PI en molde de cerámica
Prensado isostático en frío
Prensado isostático en
caliente Compactación sin presión
Moldeo por Inyección de
Metales Deposición por
rociado Extrusión Laminado Otros N/A
6 Moldeo de cerámicos
Moldeo por inyección
Extruído y Torneado Sacudimiento Prensado en
seco Prensado en
húmedo Prensado en
caliente Prensado isostático
Moldeo de barbotina Extrusión Otros
7 Formado de
láminas metálicas
Rechazado (simétricos)
buen acabado Embutido Por laminación
(piezas largas) Estampado Por extensión Superplástico (tol. Estrechas)
Con hule (dados y prensas)
Por explosión
Impulso magnético
Repujado, otros
8 Rolado o
laminado de metales
Perforado rotativo de
tubos Laminado de
roscas Laminado de forma en frío
Laminado de forma en caliente
Laminado plano en frío
Laminado plano en caliente
N/A N/A N/A N/A
Tabla 3-2 Dígitos I y II del Sistema Rotacional Algunos de los procesos anteriores son acompañados generalmente de procesos secundarios como maquinados, soldadura, tratamientos térmicos y tratamientos superficiales que forman parte de un segundo grupo de procesos incluidos en los últimos dígitos del código, estos procesos son:
• Grupo 2 (procesos posteriores al maquinado): 1. Procesos abrasivos. 2. Procesos de maquinados especiales (no tradicionales o no convencionales). 3. Procesos de unión permanente. 4. Procesos de mejoramiento de propiedades. 5. Procesos de mejoramiento de superficies.
Para piezas que se fabrican principalmente con maquinados, los dígitos I y II ayuda a conocer únicamente de qué proceso fue obtenida la materia prima.
3.1.2 GRUPO DE DÍGITOS DE DIMENSIONES PRINCIPALES
En este grupo de dígitos se definen la forma de la materia prima antes del mecanizado y las dimensiones principales de la pieza, primero se define el diámetro (en caso de piezas rotacionales) y después la longitud de la pieza.

95
Estos dígitos ayudan a tomar decisiones acerca del tipo y tamaño de la máquina o máquinas que se utilizarán para la fabricación de las piezas. Además ayudan a conocer la forma principal que dicha materia prima tiene antes de ser maquinada para el desarrollo de algoritmo de asignación de operaciones y conocer las superficies de partida y de referencia de las piezas. La estructura de estos dígitos se muestra a continuación:
CLASIFICACIÓN POR FORMA PRINCIPAL Y DIMENSIONES PRINCIPALES DÍGITO III IV V
Dimensiones principales Valor del dígito
Forma de la materia prima antes del mecanizado Diámetro A (mm) Largo B (mm)
0 Barra redonda sólida A<=16 B<=16
1 Barra redonda hueca 16<A<=50 16<B<=50
2 Tubo 50<A<=100 50<B<=100
3 Barra hexagonal,
triangular, cuadrado y otros
100<A<=160 100<B<=160
4
Rot
acio
nal
Formas variadas, vaciados, forjados y otros 160<A<=240 160<B<=240
5 240<A<=360 240<B<=360
6 360<A<=600 360<B<=600
7 600<A<=1000 600<B<=1000
8 1000<A<=2000 1000<B<=2000
9
No
Rot
acio
nal
2000<A 2000<B
Tabla 3-3 Dígitos III, IV y V del Sistema Rotacional Los dígitos IV y V son iguales al sistema Rotacional y al sistema KK-3, debido a que las medidas que representa tienen relación con los centro de maquinado utilizados en el área de mecanizado. Con la diferencia que en lugar de considerar como medidas principales el diámetro y la longitud de la pieza, se consideran el largo y ancho de la misma respecivamente.
3.1.3 GRUPO DE DÍGITOS DE MATERIAL Y MAQUINABILIDAD
Los dígitos VI y VII han sido organizados de acuerdo al tipo de material que se requiere para la fabricación de las piezas, enseguida se codifica el material de acuerdo a su clasificación detallada. Se ordenan de acuerdo a su maquinabilidad o nivel de dureza. Así, primero se elige el tipo de material a utilizar y después se asigna un número al dígito VII de acuerdo a la maquinabilidad o dureza del material. Con esta caracterización se pueden obtener los parámetros de maquinado como velocidades de corte y de avance de las herramientas, profundidad de corte y el tipo de herramientas de corte a utilizar. Para la mayoría de los materiales propuestos para estos dígitos se tiene el valor de la maquinabilidad en porcentaje, para los que no fue posible encontrarla se colocó la dureza Vickers. La aproximación para esta estructuración se presenta a continuación:

96
CLASIFICACIÓN DEL MATERIAL Y MAQUINABILIDAD
VII VI 0 1 2 3 4 5 6 7 8 9
0 Polímeros y plásticos
Poliestireno 27
Poli-carbonato
30 Resinas 34 PVC
37 Epóxico
37 Acrílicos
37 Nylons
38 Poliésters
39 Otros
1 Aleaciones metálicas
Magnesio, fundido o extruido
480%
Aluminio fundición
450%
Aluminio extruido 360%
Aluminio forjado
76%
Aleaciones de Berilio
Aleaciones de Titanio
Aleaciones de Cromo
Aleaciones de Cobalto
Aleaciones de Cobre Otros
2 Aleaciones metálicas pesadas
Aleaciones de Bismuto
Aleaciones de Plomo
Aleaciones de Estaño
Aleaciones de Zinc
Aleaciones de Niobio
Aleaciones de
Molibdeno
Aleaciones de
Tantalio
Aleaciones de
Tungsteno Otros
3 Aceros
bajo carbono
12L14 170%
1213 1215 136%
1212 100%
1117 91%
1144R 85%
1144 76%
1020 1030 72%
1040 64%
1050 54%
1095 42%
4 Aceros grado
maquinaria
4140R 85%
1018 70%
4140T 8620 65%
1045R 65%
1015 60%
4320 60%
4340R 57%
1045 55%
4820R 49% Otros
5 Aleaciones de acero
4130R 72%
2355R 70%
4620 66%
4142R 65%
4150R 6150R 60%
4340R 57%
9310R 51%
4820R 49%
52100R 40% Otros
6 Hierros Hierro gris ASTM 20
73%
Hierro nodular
60-40-18 65-45-12
61%
ASTM clase 25
55%
ASTM clases
30, 35 y 40
48%
Hierro nodular
80-55-06 39%
Hierro gris clases 45 y
50 36%
Otros
7 Acero inoxidable
416R 110%
303R 78% 310
410R 430R 54%
302R 304R 316R 45%
420R 431R 45%
321R 347R 36%
A286 Envejecido
33%
Hastelloy X 19% Otros
8 Aceros grado
herramienta
W 100%
P20, P21 65-80%
L 65-75%
H(10-19) 60-70%
S 60-70%
A 45-60%
O 45-60%
H(20-) 45-55%
M2, T1 40-50%
D, A7 30-40%
9 Cerámicos Otros <1100
Silicatos 1100
Nitruros 1375
Boruros 1800
Óxidos 2000
Carburos (Boro) 2400
Carburos (TiC) 3000
Otros >3000
Tabla 3-4 Dígitos VI y VII del Sistema Rotacional
3.1.4 GRUPO DE DÍGITOS DE MAQUINADOS EXTERIORES E INTERIORES ROTACIONALES
Para los dígitos intermedios se ha tomando un sistema de codificación similar al KK-3 que contiene los maquinados que llevan las piezas rotacionales, tomando en cuenta el análisis de fabricación para diferenciar las formas escenciales que caracterizan las categorías de máquinas herramientas en lugar de basarse únicamente en las formas exteriores y interiores de las piezas. Inicialmente el dígito siguiente se divide en si la pieza lleva escalón de un lado, o de ambos lados para determinar si se requiere un torno con uno o dos cabezales respectivamente:

97
SUPERFICIE EXTERNA, FORMA GENERAL
0 Cilíndrico
1 Recto
2 Con disminución funcional
3 Maquinado suave o de contorno
4 Esca
lona
do d
e un
la
do
2 + 3
5 Recto
6 Con disminución funcional
7 Maquinado suave o de contorno
8
Esca
lona
do e
n am
bos e
xtre
mos
6 + 7
9 Otros
Tabla 3-5 Dígito VIII del Sistema Rotacional El dígito siguiente no ayuda en la toma de decisiones acerca de la categoríade máquina-herramienta a asignar a la pieza, únicamente ayuda a saber que se requiere otro tipo de mecanizados.
SUPERFICIE EXTERNA, FORMA EXTERIOR
0 Ninguna forma
1 Ranura funcional o de forma
2 Moleteado
3 1 + 2
4
Sin
cuer
da e
xter
ior
Otros
5 Solo cuerda exterior
6 Ranura funcional o de forma
7 Moleteado
8 6 + 7
9
Con
cue
rda
exte
rior
Otros
Tabla 3-6 Dígito IX del Sistema Rotacional El dígito siguiente es crucial para la toma de decisiones acerca de la categoría de máquina-herramienta, ya que define si la pieza rotacional lleva algún fresado o superficie plana, con esto se puede decidir entre direccionarla a un torno con herramienta viva o no:

98
SUPERFICIE EXTERNA, SUPERFICIES PLANAS
0 Ninguna
1 Escalone
s o muesca
2 Ranuras
3 1 + 2
4 Secc
ión
trans
vers
al c
ilínd
rica
Otros
5 Ninguna
6 Escalone
s o muesca
7 Ranuras
8 6 + 7
9
Secc
ión
trans
vers
al n
o ci
líndr
ica
Otros
Tabla 3-7 Dígito X del Sistema Rotacional Lo mismo pasa con el dígito siguiente, que indica las perforaciones auxiliares en una pieza rotacional, las cuales pueden ser axiales excéntricas, radiales o inclinadas, un factor importante en este caso es si lleva o no perforaciones inclinadas para definir la necesidad de un Torno Fresa con eje B:
SUPERFICIE EXTERNA, PERFORACIONES
0 Ninguna
1 Radiales rectas
2 Axiales
excéntricos
3 1 + 2
4 Sin
perf
orac
ione
s inc
linad
as
Otros
5 Ninguna
6 Radiales rectas
7 Axiales
excéntricos
8 6 + 7
9
Con
per
fora
cion
es o
su
perf
icie
s inc
linad
as
Otros
Tabla 3-8 Dígito XI del Sistema Rotacional

99
El dígito siguiente define las superficies cíclicas y es crucial para determinar los procesos que necesita la pieza. Determina si se necesita un Centro de Mecanizado en caso de la cremallera o de un Torno con herramienta viva en alguno de los otros casos:
SUPERFICIE EXTERNA, SUPERFICIES CÍCLICAS
0 Ninguna
1 Engrane circular y superficie plana
2 Engrane cónico
3 1 + 2
4
Sin
crem
alle
ra
Helicoidales y otros
5 Ninguna
6 Engrane circular y superficie plana
7 Engrane cónico
8 6 + 7
9
Con
cre
mal
lera
Helicoidales y otros
Tabla 3-9 Dígito XII del Sistema Rotacional La forma de la perforación principal tiene mucho que ver con el equipo requerido determinando si se requiere torno con doble cabezal en el caso de ser escalonado en ambos lados:
SUPERFICIE INTERNA, PERFORACIÓN PRINCIPAL
0 Ninguno
1 Perforación recta
2 Recto
3 Ciego
Escalonado
4 Pasado Escalonado
5
Esca
lona
do d
e un
ex
trem
o
Otros
6 Recto
7 Ciegos
Escalonado
8 Pasado Escalonado
9 Esca
lona
do e
n am
bos
extre
mos
Otros
Tabla 3-10 Dígito XIII del Sistema Rotacional

100
El siguiente dígito no influye en la toma de decisiones, únicamente sirve para determinar las operaciones de mecanizado en la parte interior.
SUPERFICIE INTERNA, FORMAS INTERNAS
0 Ninguna forma
1 Ranura funcional o de forma
2 Maquinado suave o de controno
3 1 + 2
4
Sin
cuer
da in
terio
r
Otros
5 Solo cuerda interior
6 Ranura funcional o de forma
7 Maquinado suave o de controno
8 6 + 7
9
Con
cue
rda
inte
rior
Otros
Tabla 3-11 Dígito XIV del Sistema Rotacional El dígito XV es crucial para decidir si la pieza requiere de brochado para dar una forma especial en la parte interior de la misma en cualquiera de los casos que tome algún valor:
SUPERFICIE INTERNA, SUPERFICIES INTERNAS NO CIRCULARES
0 Ninguna forma
1 Superficie interna plana
2 Engranaje
3 1 + 2
4 Sin
supe
rfic
ie in
tern
a cu
rva
Otros
5 Ninguna forma
6 Superficie interna plana
7 Engranaje
8 6 + 7
9 Con
supe
rfic
ie in
tern
a cu
rva
Otros
Tabla 3-12 Dígito XV del Sistema Rotacional

101
El último dígito de mecanizado rotacional únicamente ayuda a saber si la pieza requiere cuerdas en perforaciones o extremidades auxiliares que se hayan realizado en el dígito XI.
OTRAS CUERDAS
0 Ninguna
1 Externa
2
Rosca excéntrica
Interna
3 1 + 7
4 2 + 7
5 1 + 8
6 2 + 8
7 Externa
8 Roscas radiales
Interna
9 Otras
Tabla 3-13 Dígito XVI del Sistema Rotacional
3.1.5 GRUPO DE DÍGITOS DE MAQUINADOS ESPECIALES Y OTROS PROCESOS DE CORTE
Este dígito indica si la pieza requiere algún tipo de mecanizado no tradicional de los listados dentro del mismo.
MAQUINADOS NO CONVENCIONALES
0 Ninguno
1 Maquinado químico
2 Maquinado electroquímico
3 Electroerosión
4 Electroerosión con alambre
5 Maquinado con rayo laser
6 Maquinado con haz de electrones
7 Maquinado con chorro de agua
8 Maquinado con chorro de agua abrasivo
9 Maquinado con chorro de aire abrasivo Tabla 3-14 Dígito XVII del Sistema Rotacional

o o
a
102
Cuando la pieza asi lo requiera, el siguiente dígito puede indicar si lleva algún tipo de procesimportante que le cambie la forma, como el doblado y el formado después de que la pieza ha sidmecanizada.
OTROS PROCESOS POSTERIORES AL MAQUINADO
0 Ninguno
1 Doblado
2 Formado 3 Corte
4 1 + 2
5 1 + 3
6 2 + 3
7 1 + 2 + 3
8 Otros
9 7 + 8 Tabla 3-15 Dígito XVIII del Sistema Rotacional
3.1.6 GRUPO DE DÍGITOS DE ACABADOS Y TRATAMIENTOS SUPERFICIALES
El dígito XIX se refiere a los procesos de rectificado cilíndrico y plano que puede requerir algunpieza.
PROCESOS DE RECTIFICADO
0 Ninguno Exterior Interior 1 Cilíndric
o De forma
2 Sin centros
3 Plano
4 1 + 2
5 1 + 3
6 2 + 3
7 1 + 2 + 3
8 Electroquímico
9 7 y/o 8 Tabla 3-16 Dígito XIX del Sistema Rotacional

103
Para otro tipo de acabados sperficiales que requieren de otro tipo de máquinas, incluso algunos requieren de un elemento externo como el cepillado con alambre, este dígito indica si se requiere alguno de éstos.
ACABADOS SUPERFICIALES
0 Ninguno
1 Lijado
2 Honeado
3 Lapeado
4 Pulido
5 Pulido químico mecánico
6 Electropulido
7 Abrillantado
8 Cepillado de alambre
9 Otros Tabla 3-17 Dígito XX del Sistema Rotacional
También si la pieza lo requiere el código define los tratamientos superficiales que se requieren, algunos de éstos ya son tratamientos que producen cambios en la superficie a nivel molecular, como endureciemiento, más que un simple acabado.
TRATAMIENTOS SUPERFICIALES
0 Ninguno
1 Granallado
2 Impactado con chorro de agua o aire
3 Impactado con láser
4 Endurecimiento por explosivo
5 Chapeado y revestido mecánico
6 Bruñido con rodillo
7 Recubrimiento de cerámico
8 Recubrimiento de diamante
9 Otros Tabla 3-18 Dígito XXI del Sistema Rotacional
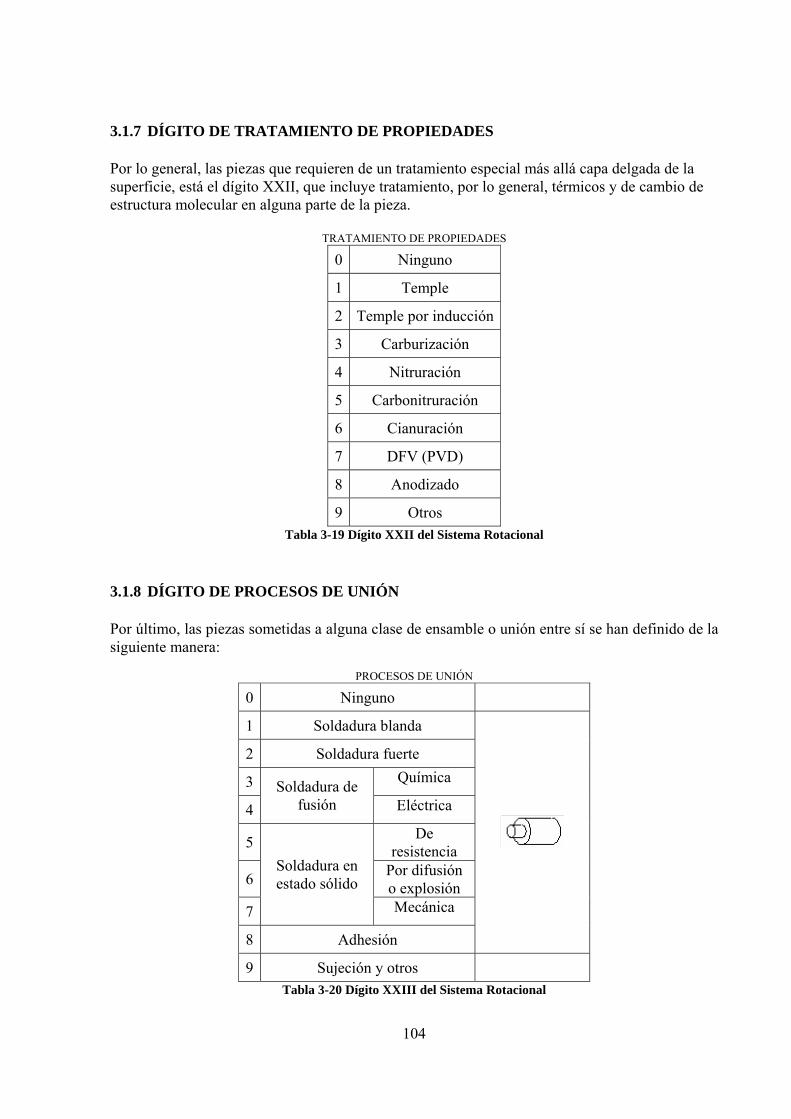
104
3.1.7 DÍGITO DE TRATAMIENTO DE PROPIEDADES
Por lo general, las piezas que requieren de un tratamiento especial más allá capa delgada de la superficie, está el dígito XXII, que incluye tratamiento, por lo general, térmicos y de cambio de estructura molecular en alguna parte de la pieza.
TRATAMIENTO DE PROPIEDADES
0 Ninguno
1 Temple
2 Temple por inducción
3 Carburización
4 Nitruración
5 Carbonitruración
6 Cianuración
7 DFV (PVD)
8 Anodizado
9 Otros Tabla 3-19 Dígito XXII del Sistema Rotacional
3.1.8 DÍGITO DE PROCESOS DE UNIÓN
Por último, las piezas sometidas a alguna clase de ensamble o unión entre sí se han definido de la siguiente manera:
PROCESOS DE UNIÓN
0 Ninguno
1 Soldadura blanda
2 Soldadura fuerte
3 Química
4 Soldadura de
fusión Eléctrica
5 De resistencia
6 Por difusión o explosión
7
Soldadura en estado sólido
Mecánica
8 Adhesión
9 Sujeción y otros
Tabla 3-20 Dígito XXIII del Sistema Rotacional

105
3.2 SISTEMA DE CODIFICACIÓN DE PIEZAS NO ROTACIONALES Para piezas que no necesitan de mecanizado rotacional, se ha estructurado el sistema de codificación para piezas no rotacionales, el cual varía del sistema para piezas rotacionales en los dígitos de mecanizado, del VIII al XVII. El sistema de codificación de piezas no rotacionales queda estructurado de la siguiente manera: DÍGITO COMPONENTES NO
ROTACIONALES DÍGITO COMPONENTES NO ROTACIONALES DÍGITO COMPONENTES NO
ROTACIONALES
1 Clasificación general 8 Superficies
planas 17 Maquinados no convencionales
2
Proceso Inicial Clasificación
detallada 9 Superficies curvas 18 Doblado, formado y
corte
3 Forma general de la pieza 10
Superficie externa
Ranuras y/o engranaje 19 Rectificado de
superficies
4 Diámetro 11 Forma general 20 Acabados
superficiales
5
Dimensiones principales Longitud 12
Perforación principal Forma
detallada 21 Tratamientos superficiales
6 13 Orientación 22 Tratamiento de propiedades
7 Material y maquinabilidad
14 Escalones 23 Procesos de unión
15 Cuerdas
16
Perforaciones secundarias
Sup. planas o de forma
Tabla 3-21 Estructura General del Sistema No Rotacional
3.2.1 GRUPO DE DÍGITOS DE PROCESO INICIAL Y FORMA ANTES DEL MECANIZADO
Los dígitos I y II son iguales en ambos sistemas, tanto en el rotacional como en el no rotacional, debido a que únicamente nos indican el proceso inicial de la pieza antes de ser mecanizada, este par de dígitos se muestra en la Tabla 3-2 referente al Sistema Rotacional.
3.2.2 GRUPO DE DÍGITOS DE DIMENSIONES PRINCIPALES
El dígito III es crítico en la decisión de la pieza, indica si ésta es rotacional o no rotacional, del valor 5 al 9 indica la forma que puede tener la materia prima antes de ser mecanizada no rotacionalmente.

106
CLASIFICACIÓN POR FORMA PRINCIPAL Y DIMENSIONES PRINCIPALES
DÍGITO III IV V Dimensiones principales Valor del
dígito Forma de la materia prima antes
del mecanizado Largo A (mm) Ancho B (mm)
0 A<=16 B<=16
1 16<A<=50 16<B<=50
2 50<A<=100 50<B<=100
3 100<A<=160 100<B<=160
4
Rot
acio
nal
160<A<=240 160<B<=240
5 Lámina o placa (3.175mm a 25.4 mm) 240<A<=360 240<B<=360
6 Placa mayor a 25.4 mm 360<A<=600 360<B<=600
7 Barra hexagonal,
triangular, cuadrado y otros
600<A<=1000 600<B<=1000
8 Ángulo U, T y de perfiles similares 1000<A<=2000 1000<B<=2000
9
No
Rot
acio
nal
Formas variadas, vaciados, forjados y otros 2000<A 2000<B
Tabla 3-22 Dígitos III, IV y V del Sistema No Rotacional
3.2.3 GRUPO DE DÍGITOS DE MATERIAL Y MAQUINABILIDAD
Para los dígitos que se refieren a maquinabilidad y material, no es necesario volver a mostrar la tabla que los explica, ya que es la misma que para las piezas rotacionales mostrada con anterioridad, la Tabla 3-4.
3.2.4 GRUPO DE DÍGITOS DE MAQUINADOS EXTERIORES E INTERIORES NO ROTACIONALES
Los siguientes dígitos se refieren al mecanizado de piezas no rotacionales exclusivamente, como el mecanizado de superficies planas, rectas o a un ángulo determinado, ranuras planas o circulares en el exterior de la pieza, la forma de la perforación principal. En esta sección también se especifican la ubicación y la forma de las perforaciones secundarias a formar, si se requieren de alguna cuerda la orientación de las perforaciones que se requieran, así como las ranuras y otros elementos necesarios para mecanizar una pieza no rotacional. Las superficies planas se indican en el dígito VIII de este sistema hecho para piezas que no requieren mecanizado rotacional. Se hace una distinción para piezas que no requieren el maquinado de superficies inclinadas del valor 0 al 4 de esta posición y las que sí lo requieren del valor 5 al 9, desde aquí se comienza a definir la necesidad de ejes adicionales en el Centro de Mecanizado a utilizar:

107
SUPERFICIES PLANAS
0 Ninguna 1 Superficie plana 2 Superficie
escalonada 3 Superficie en
ambos lados 4 Si
n su
perf
icie
s pla
nas a
un
dete
rmin
ado
ángu
lo
Escalonado en ambos lados
5 Ninguna plana
6 Superficie plana
7 Superficie escalonada
8 Superficie en ambos lados
9 Con
supe
rfic
ies p
lana
s a u
n de
term
inad
o án
gulo
Escalonado en ambos lados
Tabla 3-23 Dígito VIII del Sistema No Rotacional El fresado periférico y el vertical se indican en el siguiente dígito, además se indica si la pieza requiere de mecanizado en 3 dimensiones, lo cual también ayuda a la asignación de MH, sugiriéndose el uso de doble mesa rotativa en el algoritmo de selección en el capítulo siguiente para el caso de requerirse la generación de superficies curvas en 3D:
SUPERFICIES CURVAS
0 Ninguna forma
1 Maquinado frontal
2 Maquinado periférico
3 1 + 2
4 Sin
supe
rfic
ies c
urva
s en
3D
Otros
5 Ninguna forma
6 Maquinado frontal
7 Maquinado periférico
8 6 + 7
9 Con
supe
rfic
ies c
urva
s en
3D
Otros
Tabla 3-24 Dígito IX del Sistema No Rotacional Las ranuras circulares y lineales se concocen a través del dígito X del sistema de codificación no rotacional sin tener repercusiones en el Centro de Mecanizado requerido:

108
RANURAS DE POSICIÓN Y/O ENGRANAJE
0 Ninguna
1 Rotacional
2 Engranaje
3 1 + 2
4 Si
n ra
nura
s lin
eale
s Otros
5 Ninguna
6 Rotacional
7 Engranaje
8 6 + 7
9
Con
ranu
ras l
inea
les
Otros
Tabla 3-25 Dígito X del Sistema No Rotacional El dígito XI del sistema no rotacional indica la forma principal de la perforación principal, si esta requiere maquinado de ambos lados la pieza necesitará ser rotada o desmontada, en el primer caso se requiere una mesa giratoria.
PERFORACIÓN PRINCIPAL
0 Ninguna
1 Recta
2 Escalonada de un lado
3
Una
pe
rfor
ació
n
Escalonada de ambos lados
4 Rectas
5 Escalonada de un lado
6
Paralelas
Escalonadas en ambos lados
7 Rectas
8 Escalonada de un lado
9
Dos
o m
ás p
erfo
raci
ones
A 90º
Escalonadas en ambos lados
Tabla 3-26 Dígito XI del Sistema No Rotacional

109
El dígito siguiente define si se requiere brochado, en caso de que tome el valor de 0 a 4 no se requiere, pero si su valor es de 5 a 9 se requiere de brochado para hacer ranuras o engranajes en interiores:
FORMADO DE SUPERFICIES EN PERFORACIÓN PRINCIPAL
0 Ninguna
1 Con cuerda
2 Con ranura circular
3 1 + 2
4
Sin
ranu
ras a
xial
es
Otros
5 Ninguna
6 Con cuerda
7 Con ranura circular
8 1 + 2
9 Con
ranu
ras a
xial
es o
eng
rana
je
Otros
Tabla 3-27 Dígito XII del Sistema No Rotacional El dígito XIII define si se requiere de una mesa giratoria para realizar perforaciones cíclicas circulares en el caso de tomar un valor entre 5 y 9:
PERFORACIONES SECUNDARIAS
0 Ninguna
1 Perforaciones verticales y/o horizontales
2 Perforaciones inclinadas
3 1 + 2
4 Sin
perf
orac
ione
s cíc
licas
ci
rcul
ares
Otras
5 Ninguna
6 Perforaciones verticales y/o horizontales
7 Perforaciones inclinadas
8 6 + 7
9
Con
per
fora
cion
es c
íclic
as
circ
ular
es
Otras
Tabla 3-28 Dígito XIII del Sistema No Rotacional

110
Las siguientes dos posiciones, los dígitos XIV y el XV no repercuten en la decisión del Centro de Mecanizado porque sólo especifican detalles en perforaciones definidad anteriormente:
ESCALONES EN PERFORACIONES AUXILIARES
0 Ninguna
1 En verticales
2 En horizontales
3 1 + 2
4 Sólo
en
perf
orac
ione
s sin
un
ángu
lo d
eter
min
ado
Otras
5 Ninguna
6 En verticales
7 En horizontales
8 1 + 2
9 En p
erfo
raci
ones
a u
n án
gulo
de
term
inad
o
Otras
Tabla 3-29 Dígito XIV del Sistema No Rotacional
CUERDAS EN PERFORACIONES AUXILIARES
0 Ninguna
1 En verticales
2 En horizontales
3 1 + 2
4 Sólo
en
perf
orac
ione
s sin
un
ángu
lo d
eter
min
ado
Otras
5 Ninguna
6 En verticales
7 En horizontales
8 1 + 2
9 En p
erfo
raci
ones
a u
n án
gulo
de
term
inad
o
Otras
Tabla 3-30 Dígito XV del Sistema No Rotacional El últmo dígito define si se requiere brochado o no, no se requiere en el caso de tomar el valor de cero, pero para el valor de 1 a 4 se requiere brochado, pero adicionalmente para los valores de 5 a 9 se requiere brochado en un ángulo determinado de la pieza respecto a sus ejes ordinarios.

111
SUPERFICIES PLANAS O DE FORMA EN PERFORACIONES AUXILIARES
0 Ninguna
1 En verticales
2 En horizontales
3 1 + 2
4 Sólo
en
perf
orac
ione
s sin
un
ángu
lo d
eter
min
ado
Otras
5 Ninguna
6 En verticales
7 En horizontales
8 1 + 2
9 En p
erfo
raci
ones
a u
n án
gulo
de
term
inad
o
Otras
Tabla 3-31 Dígito XVI del Sistema No Rotacional En la parte final del Sistema de Codificación de Piezas, del dígito XVII al XXIII se conserva la misma estructura tanto para las piezas Rotacionales como para las piezas No Rotcionales. El código que define los procesos que se llevan generalmente después del mecanizado es el mismo para ambos casos como en un principio del sistema de codificación. Expectativas del Sistema de Codificación A partir de la estructuración del nuevo sistema de codificación se pueden llegar a muchos beneficios en la automatización de la asignación procesos y toma de decisiones en los sistemas automatizados de manufactura. El sistema de codificación presentado puede brindar los siguientes beneficios:
• Generar un algoritmo completo de asignación de operaciones a partir de la información que proporciona el Sistema de Clasificación y Codificación.
• Determinar las operaciones necesarias para fabricar las piezas codificadas de una manera estructurada
• Permite conocer las superficies internas y externas para inferir operaciones de mecanizado recomendadas.
• El nuevo sistema de codificación posee información acerca de acabados superficiales, tratamientos superficiales y térmicos, así como procesos de unión, forma de la materia prima, de donde se pueden llegar a obtener las superficies de partida y/o las superficies de referencia.
• Es posible generar un algoritmo de asignación de las máquinas herramientas necesarias para producir cada pieza, para automatizar la asignación de operaciones de mecanizado.

112
4 PROPUESTA DEL PROCESAMIENTO DE LA INFORMACIÓN CODIFICADA Y DEL ALGORITMO DE SELECCIÓN DE MH
El sistema de codificación de piezas fue estructurado en el capítulo anterior con el propósito de tener una mejor formación de familias y una mejor caracterización geométrica y tecnológica de las piezas. A continuación se presenta una propuesta de automatizar el algoritmo para la agrupación de piezas una vez que se han sido codificadas. El programa fue realizado inicialmente para el sistema KK-3. Este capítulo trata la aplicación de dicho algoritmo en el nuevo sistema de codificación de piezas para la formación de familias de las piezas codificadas. Se utilizan siete piezas muestra rotacionales y 12 piezas muestra no rotacionales, obteniendo los resultados presentados a continuación.
4.1 PROPUESTA PARA EL PROCESAMIENTO DE LA INFORMACIÓN DE LA CODIFICACIÓN DE PIEZAS PARA LA OBTENCIÓN DE FAMILIAS POR ANALOGÍAS TECNOLÓGICAS
Se realizó un programa computacional basado en el algoritmo para la agrupación de familias aplicado al sistema KK-3 en el realizado en un trabajo previo al presente [1]. El algoritmo se compone de cuatro pasos [1], los cuales se muestran el las siguientes páginas:

113
I. Clasificación de las piezas Esta clasificación consiste en definir si las piezas son rotacionales o no rotacionales, y se realiza debido a que el Sistema de Codificación, al igual que el sistema KK-3 codifica las piezas de acuerdo a dos grupos, piezas rotacionales y piezas no rotacionales. II. Codificación de las piezas Las piezas ya han sido definidas como rotacionales o prismáticas (no rotacionales) y son caracterizadas geométrica y tecnológicamente mediante el Sistema de Codificación correspondiente. III. Obtención del coeficiente de similaridad entre las piezas. El coeficiente de similaridad rij, se obtiene a partir de los códigos de cada una de las piezas, mediante la siguiente relación:
∑=
−= 23
1
1
kjkik
ij
xxr (1)
Donde:
ijr : Coeficiente de similaridad entre pieza i y la pieza j.
ikx : Valor del código en el dígito k, en la pieza i.
jkx : Valor del código en el dígito k, en la pieza j. a. Matriz de similaridad Con los coeficientes de similaridad se construye la matriz de similaridad que nos proporciona un panorama general acerca de la similitud entre las piezas, y permite definir con rapidez las piezas semilla que darán paso a la formación de familias.
Matriz de similaridad
⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢
⎣
⎡
=
nnnnn
n
n
n
ij
rrrr
rrrrrrrrrrrr
R
,3,2,1,
,33,32,31,3
,23,22,21,2
,13,12,11,1
L
MLMMM
L
L
L

114
IV. Formación de familias Con la matriz de similaridad formada es posible realizar la formación de familias por medio de los siguientes pasos: a. Decidir el número inicial de familias a formar. b. Selección de las piezas semilla. Las piezas semilla son aquellos pares de piezas cuyos coeficientes de similaridad deben cumplir las siguientes condiciones:
1. { }njni
rrr ijijP ,,3,2,1,,3,2,1
maxL
L
==
==
2. 0175.0≥ijr . Donde:
jir , : Coeficiente de similaridad entre las piezas i y la pieza j.
Pr : Coeficiente de similaridad entre las piezas semilla de la familia P. n : Número de piezas a ser agrupadas. El número de pares de piezas semilla es igual al número de familias que se desean formar. Es importante mencionar que el valor mínimo 0175.0≥ijr del coeficiente de similaridad, a partir del cual los pares de piezas pueden ser considerados como piezas semilla, fue obtenido mediante un análisis realizado al Sistema, el cual consiste en lo siguiente: Se obtiene que el valor mínimo del coeficiente de similaridad con estas consideraciones es de 1/142. Estos valores representan bajo las consideraciones señaladas piezas totalmente opuestas de acuerdo a los parámetros del sistema, sin embargo, con el propósito de encontrar un valor para el coeficiente de similaridad a partir del cual las piezas puedan ser consideradas semilla, se realizó lo siguiente: la diferencia absoluta máxima entre códigos de dos piezas puede ser de 142, esta diferencia representa un 100% de diferencias o un 0% de semejanza, de acuerdo a los parámetros del sistema y de acuerdo a las consideraciones señaladas, si se define que el valor del coeficiente de similaridad a partir del cual las piezas puedan ser consideradas como semilla debe representar un 60% de similitud o semejanza, se obtiene que el valor mínimo para el coeficiente de similaridad debe de ser 1/57, lo que significa en cifras decimales un valor de 0.0175. La selección de piezas semilla tiene una restricción, la cual consiste en que una pieza no puede ser asignada a dos familias. Con esta restricción se evita la existencia de piezas que provocan el surgimiento de cuellos de botella en el proceso de producción.

115
c. Agrupación de piezas restantes c1. Obtención de la suma de los coeficientes de similaridad entre la pieza no asignada i con las piezas semilla de la familia k. Aplicando
P
P
ci
cjjiPi rS
∉
∈∑= ,,
(2)
Donde:
PiS , : Suma de los coeficientes de similaridad de la pieza i con las piezas semilla de la familia k.
jir , : Coeficientes de similaridad entre la pieza i y una pieza semilla de la familia P. c2. Obtención del coeficiente de similaridad entre la pieza no asignada i, y las piezas semilla de la familia P. Aplicando:
( ]1,0;2 ,
,, ∈= Pi
P
Pipi R
rS
R (3)
Donde:
PiR , : Coeficiente de similaridad entre la pieza no asignada i y las piezas semilla de la familia P.
piS , : Suma de los coeficientes de similaridad de la pieza i con las piezas semilla de la familia P.
Pr : Coeficiente de similaridad entre piezas semilla de la familia P. c3. Evaluación del coeficiente de similaridad entre la pieza no asignada i, y las piezas semilla de la familia k. Cuando el coeficiente de similaridad PiR , ha sido obtenido, éste se somete a la siguiente
comparación: 4.0, ≥PiR sí PiR , es mayor, la pieza podrá ser asignada a una familia, en caso contrario, se convierte en pieza no asignada y espera a que todas las piezas se sometan por primera vez al proceso de agrupación. Una vez que todas las piezas han pasado por el proceso, las piezas no asignadas en el primer intento inician nuevamente el proceso de agrupación desde el inciso B del paso IV de este algoritmo. Si después de haber sido sometida al proceso de agrupación por segunda vez, la pieza no encuentra otra con la cual cumpla las condiciones del inciso IV, ésta se convierte automáticamente en una pieza excepcional, es decir, no puede ser integrada a ninguna familia bajo las restricciones impuestas en este algoritmo.

116
V. Asignación de una pieza a una familia: Cuando existen varios coeficientes de similaridad PiR , que cumplen la condición c3, se procede a definir a que familia será integrada la pieza, para ello se sigue la siguiente condición:
{ } NPRR PiPi ,,3,2,1max ,, L== Donde: N: número de familias formadas. Con el algoritmo presentado para la formación de familias de piezas se desarrolló un programa computacional que permite elegir una base de datos hecha en “Microsoft Office Access 2003”, donde se almacenan desde unas pocas hasta miles de piezas codificadas por algún sistema de codificación de piezas. El programa puede elegir las piezas a procesar o agrupar, también da la opción de elegir el número de familias a formas y al final despliega las familias de piezas formadas, donde se puede analizar y volver a pedir otro número de familias a formar, hasta llegar a la manera deseada de agrupar las piezas.
4.1.1 PROCESAMIENTO DE INFORMACIÓN PARA PIEZAS CODIFICADAS CON EL SISTEMA KK-3
Con el desarrollo del programa computacional con aplicaciones de ventanas se hizo sencilla y gráfica la agrupación en familias de un gran número de piezas codificadas, ya sea en el sistema KK-3 o en algún otro, como el generado por este trabajo. El programa ha sido creado en Visual Basic.NET. La aplicación del algoritmo de agrupación para un grupo de piezas rotacionales muestra se despliega continuación con el programa computacional para el código KK-3. Las piezas que ayudan como muestra con el programa computacional se muestran en el APÉNDICE C [1]: Inicialmente, el programa lleva al usuario directamente a obtener los datos codificados que se encuentren en una base de datos hecha en el programa “Microsoft Office Access 2003” que es uno de los sistemas más utilizados en la actualidad para almacenar datos de este tipo de arreglos en forma de tablas.

117
Los códigos de siete piezas rotacionales con el sistema KK-3 son:
CÓDIGO KK-3 DE PIEZAS ROTACIONALES
PZA./DIG. I II III IV V VI VII VIII IX X XI XII XIII XIV XV XVI XVII XVIII XIX XX XXI
1 1 1 4 0 5 3 3 2 0 0 0 3 1 2 5 0 1 0 0 0 1 2 1 3 4 0 4 3 0 4 1 0 0 2 0 1 0 0 1 0 0 0 1 3 3 5 4 0 2 1 0 1 0 0 0 0 0 8 2 0 0 0 0 0 1 4 3 5 4 0 2 2 0 3 0 0 0 2 0 2 1 0 0 3 0 0 1 5 3 5 4 0 0 1 0 0 0 0 0 3 0 2 0 0 0 0 0 0 1 6 1 1 4 0 5 2 3 6 0 0 0 0 0 4 0 0 3 3 0 0 1 7 2 6 4 5 1 2 0 1 0 1 0 0 0 3 2 0 1 1 1 0 1
Tabla 4-1 Codificación de Siete Piezas Rotacionales con el Sistema KK-3 A continuación se presenta la formación de familias con el programa computacional:
Figura 4-1 Formación de 3 Familias con KK-3 - Rotacionales

118
Figura 4-2 Formación de 2 Familias con KK-3 - Rotacionales
Cuando se forman 3 familias se obtienen tres parejas de piezas las cuales están marcadas con ícono café, la pieza 4 con la pieza 5, la pieza 1 con la pieza 2, y la pieza 3 con la pieza 7, así la única pieza que queda por agregarse a las familias es la 6 que es indexada a la familia 2, junto con las piezas 1 y 2. Pero si elegimos formar sólo 2 familias, se mantienen las piezas semilla de los dos primeros grupos, la pieza 4 con la pieza 5, y la pieza 1 con la pieza 2, la pieza 6 vuelve a ser agrupada con las piezas 1 y 2; pero se ve un notable cambio con las piezas 3 y 7, que estaban juntas formando la familia 3, ahora se han agrupado a la familia 1 y a la familia 2 respectivamente, como se muestra entre las Figuras 4-1 y 4-2. En el APÉNDICE D se presentan los dibujos de 12 piezas No Rotacionales que han sido codificadas con el sistema KK-3 en trabajos anteriores [1], las cuales se han añadido también a la base de datos para ser agrupadas por el programa computacional. La codificación con el sistema KK-3 para dichas piezas se muestran a continuación:
CÓDIGO KK-3 DE PIEZAS NO ROTACIONALES PZA./DIG. I II III IV V VI VII VIII IX X XI XII XIII XIV XV XVI XVII XVIII XIX XX XXI101 5 2 4 4 2 1 1 0 0 0 2 0 2 0 0 0 0 0 0 0 2 102 5 2 3 4 2 1 1 0 0 0 2 0 2 0 0 0 0 0 0 0 3 103 5 2 2 4 2 1 1 0 0 0 2 0 0 0 0 2 2 0 0 0 3 104 5 9 7 0 2 1 0 0 0 0 2 0 0 0 0 3 0 0 0 0 1 105 6 1 1 1 2 1 3 0 0 0 2 1 0 0 0 4 0 0 0 0 1 106 6 7 2 5 2 1 5 0 0 0 2 1 0 0 0 0 2 1 0 0 3 107 9 9 0 1 4 1 5 0 0 1 2 0 1 0 0 3 1 4 0 0 3 108 7 9 3 9 3 3 5 0 0 0 0 0 1 0 0 0 2 0 0 0 4 109 7 9 2 9 2 2 5 0 0 0 0 0 0 0 0 0 1 2 1 3 1 100 7 9 4 5 2 1 5 0 0 1 0 0 0 0 0 0 2 0 0 3 2 111 6 1 0 1 2 1 2 0 0 5 0 1 1 0 0 0 2 0 0 0 5 112 6 1 0 0 1 1 0 0 0 5 0 1 1 0 0 0 0 0 0 0 5
Tabla 4-2 Codificación de 12 Piezas No Rotacionales con el Sistema KK-3

119
Los resultados, al proponer la formación de tres, cuatro y cinco familias con estas 12 piezas son lo siguientes:
Figura 4-3 Formación de 3 Familias con KK-3 – No Rotacionales
Figura 4-4 Formación de 4 Familias con KK-3 – No Rotacionales

120
Figura 4-5 Formación de 5 Familias con KK-3 – No Rotacionales
Se observa que al ir aumentando el número de familias, se conservan las piezas semilla de las primeras 3 familias, y las piezas que antes eran anexadas a estas primeras tres familias ahora forman nuevas familias entre sí, esto nos sirve para conservar las piezas que más se parecen entre sí en las primeras familias, y se puede ir probando con la formación de, ya sea de más familias o de menos familias, para que las piezas restantes se agreguen a las familias formadas inicialmente o para que formen una o varias nuevas familias entre sí. La versatilidad que se tiene en este programa es que se pueden formar el número de familias deseadas las veces que sea necesario hasta llegar a una agrupación adecuada. De esta manera se puede probar de una manera rápida el funcionamiento de este algoritmo de agrupamiento y así obtener la mejor agrupación posible de piezas. Pero siempre sujeto a la apreciación de cada usuario y del conocimiento que cada uno de ellos tenga acerca de las piezas que están siendo codificadas y procesadas para su agrupamiento en familias.
4.1.2 PROCESAMIENTO DE INFORMACIÓN PARA PIEZAS CODIFICADAS CON EL NUEVO SISTEMA DE CODIFICACIÓN
A partir de la estructuración del sistema de codificación mostrado en el Capítulo 3 se ha realizado la codificación de las mismas siete piezas rotacionales codificadas con el sistema KK-3 en la sección anterior con el fin de hacer una comparación entre las diferentes formas de agrupar las piezas en cada uno de los casos con una variación en el número de familias a formar, a continuación se presenta la codificación de dichas piezas rotacionales:

121
CÓDIGO DE PIEZAS ROTACIONALES No. I II III IV V VI VII VIII IX X XI XII XIII XIV XV XVI XVII XVIII XIX XX XXI XXII XXIII
1 3 1 0 3 5 4 3 5 1 1 0 0 2 5 0 0 0 0 0 0 0 0 0 2 3 3 0 3 4 4 3 6 1 2 0 0 2 0 0 0 0 0 0 0 0 0 0 3 3 3 0 1 2 4 3 1 0 0 2 0 8 0 0 0 0 0 0 0 0 0 0 4 3 3 0 2 2 4 3 5 0 2 1 0 8 0 0 0 0 0 0 0 0 0 0 5 3 3 0 1 0 4 3 5 0 0 0 0 8 3 0 0 0 0 0 0 0 0 0 6 3 3 0 2 5 4 3 6 0 2 1 0 2 0 0 0 0 0 0 0 0 0 0 7 3 3 0 2 4 4 2 5 1 1 5 0 4 1 0 0 0 0 0 0 0 0 0
Tabla 4-3 Codificación de Siete Piezas Rotacionales – Nuevo Sistema Al momento de probar con el mismo algoritmo las piezas codificadas ahora con el nuevo sistema, se encuentran los siguientes resultados para un agrupamiento de las piezas en dos y tres familias respectivamente:
Figura 4-6 Formación de 2 Familias con Nuevo Sistema – Rotacionales
Figura 4-7 Formación de 3 Familias con Nuevo Sistema – Rotacionales
En este caso, se observa el mismo comportamiento que con el sistema KK-3, cuando se van aumentando el número de familias, se conservan las primeras piezas semilla de los primeros grupos, ya que son las piezas que tienen mayor coeficiente de similaridad entre ellas. Esto se

122
debe más bien al algoritmo de agrupación de piezas en familias que al propio sistema de codificación.
CÓDIGO DE PIEZAS NO ROTACIONALES No. I II III IV V VI VII VIII IX X XI XII XIII XIV XV XVI XVII XVIII XIX XX XXI XXII XXIII
101 2 3 5 2 1 4 4 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 102 2 3 5 2 1 4 3 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 103 2 3 5 2 1 4 2 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 104 2 3 7 2 1 1 2 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 105 2 3 7 2 1 4 3 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 106 2 3 6 2 1 4 3 2 0 0 1 0 1 1 0 0 0 0 0 0 0 0 0 107 1 3 8 4 1 6 3 3 6 0 0 0 1 1 0 0 0 0 0 0 0 0 0 108 2 3 9 3 3 4 3 2 0 0 7 0 1 0 0 0 0 0 0 0 0 0 0 109 2 3 9 2 2 4 3 1 0 0 7 0 0 0 0 0 0 0 0 0 0 0 0 110 2 3 6 2 1 4 3 4 0 0 7 0 0 0 0 0 0 0 0 0 0 0 0 111 1 3 8 2 1 6 3 9 0 5 1 0 0 0 0 0 0 0 0 0 0 0 0 112 1 3 8 1 1 6 2 9 0 5 0 0 0 0 0 0 0 0 0 0 0 0 0
Tabla 4-4 Codificación de 12 Piezas No Rotacionales – Nuevo Sistema La agrupación de piezas en familias para las piezas no rotacionales con el programa computacional se da de la siguiente manera:
Figura 4-8 Formación de 3 Familias con Nuevo Sistema – No Rotacionales
Al agrupar las 12 piezas aumentando el número de familias se presenta el mismo comportamiento que con las piezas rotacionales con este mismo sistema de codificación y con el sistema KK-3, las piezas que se agregan a las familias ya formadas (con ícono blanco) se van separando formando sus propias familias con otras piezas que también eran agregadas a otra o a la misma familia que la pieza.

123
Figura 4-9 Formación de 4 Familias con Nuevo Sistema – No Rotacionales
En la figura anterior se muestra la separación de las piezas 108 y 109 de la familia 3, formando una nueva cuarta familia, la pieza 107 también sale de la familia 3 para agregarse a la 4, siendo que es más similar a las piezas semilla la familia 3.
Figura 4-10 Formación de 5 Familias con Nuevo Sistema – No Rotacionales
Por último, al formar cinco familias con el programa con las 12 piezas no rotacionales se observa que las piezas 103 y la 106 que pertenecían a diferentes familias cuando sólo se había calculado el algoritmo con tres y con cuatro familias a formar. Es interesante el análisis que se puede hacer al estar variando el número de familias a formar con determinado grupo de piezas, ya que dependiendo de éste número podemos obtener un muy buen o no tan buen resultado de agrupamiento de piezas, por esta razón se ha generado un algoritmo de

124
asignación de máquinas herramientas para las piezas codificadas con el nuevo sistema, así se podrá ver cuál es el número de familias que más conviene para estas piezas muestra conociendo la máquina herramienta necesaria para cada una de ellas.
4.2 PROCEDIMIENTO DE SELECCIÓN DE LAS MÁQUINAS HERRAMIENTAS A PARTIR DEL SISTEMA DE CODIFICACIÓN DE PIEZAS Y DE LOS FUNDAMENTOS DE LA TECNOLOGÍA DE GRUPOS
El siguiente algoritmo presenta la asignación de las categorías de máquinas herramientas a utilizar para cada pieza. Así mismo se compara un algoritmo presentado en un trabajo anterior con el nuevo algoritmo presentado por este trabajo, obteniéndose una mejora en cuanto a diversidad de máquinas herramientas tomadas en cuenta tanto para piezas rotacionales como no rotacionales.
4.2.1 ALGORITMO DE SELECCIÓN DE CATEGORÍA DE MÁQUINAS HERRAMIENTAS
Se ha desarrollado un algoritmo para la selección de las MH adecuadas para la fabricación de piezas apoyado en el desarrollo del Capítulo 2, específicamente donde se categorizan de manera general las MH. En trabajos previos al presente se desarrolló un algoritmo de este tipo que se muestra en la figura siguiente:

125
Figura 4-11 Aproximación al Algoritmo de Selección de Máquinas-Herramienta CNC
En este trabajo se ha hecho una investigación de las máquinas herramientas, sus funciones, tipo de superficies y piezas capaces de ser procesadas en cada una de éstas. De esta manera se ha generó un algoritmo de asignación de máquinas herramientas para cada una de las piezas que llevan el mismo tipo de mecanizado, por lo que deberían ser asignadas a la misma o las mismas máquinas herramientas y así asignar congruentemente una o un grupo de máquinas herramientas a una familia completa de piezas. El algoritmo de asignación, así como la prueba del mismo con las mismas 7 piezas rotacionales y las 12 no rotacionales analizadas con anterioridad en este capítulo se muestra a continuación para el análisis de los resultados, así como su comparación con los resultados de formación de familias del programa computacional. El algoritmo de asignación de máquinas herramientas se presenta a continuación, donde cada rombo de decisión depende de los valores dados en el Sistema de Codificación de Piezas:
Se asigna torno CNC de doble cabezal y
un centro de mecanizado
Definir las operaciones necesarias para la
fabricación de la pieza Se asigna un centro
de mecanizado
Operaciones de fresado
Operaciones secundarias de
torneado
¿Se puede hacer en un
centro de torneado?
Se asigna torno CNC simple y un centro de
mecanizado
Se asigna un torno CNC con
herramienta viva
Se asigna un centro de
torneado CNC con doble cabezal
Se asigna una máquina simple
Torno CNC
Operaciones secundarias de
torneado
Operaciones secundarias de
torneado
Se asigna torno CNC de doble cabezal y herramienta viva
SI
NO
NO
NO
NO
NO
NO
SI
SI
SI
SI
SI
Inicio Operaciones de torneado

126
INIC
IO
Rot
acio
nal
No
R.
Esc
alón
ambo
sla
dos
Fres
ado
Fres
ado
ope
rf. in
clin
ado
Elem
. de
form
a in
terio
r
Torn
o/Fr
esad
ora
eje
B y
dob
leca
beza
l
Bro
chad
o
Torn
o C
NC
con
dob
leca
beza
l y C
. M. c
onm
esa
gira
toria
yhu
sillo
piv
otan
te
Bro
chad
o
SI
Torn
o/Fr
esad
ora
eje
B y
dob
leca
beza
l
Torn
o C
NC
con
dob
leca
beza
l y C
. M. c
onm
esa
gira
toria
yhu
sillo
piv
otan
te
Elem
. de
form
a in
terio
r
Torn
o C
NC
con
dobl
e ca
beza
l yhe
rram
ient
a vi
va
Bro
chad
o
Torn
o C
NC
con
dobl
e ca
beza
l yC
. M. s
enci
llo (3
eje
s)
Bro
chad
o
Torn
o C
NC
con
dobl
e ca
beza
l yhe
rram
ient
a vi
va
Torn
o C
NC
con
dobl
e ca
beza
l yC
. M. s
enci
llo (3
eje
s)
Ele
m. d
efo
rma
inte
rior
Torn
o C
NC
con
dobl
e ca
beza
l
Bro
chad
o
Torn
o C
NC
con
dobl
e ca
beza
l
Fres
ado
SI
SI
SI
SI
NO
NO
NO
NO
NO
NO
NO
SI
SI
NO
Elem
. de
form
a in
terio
r
Torn
o C
NC
sim
ple
Bro
chad
o
Torn
o C
NC
sim
ple
NO
SI
Fres
ado
ope
rf. in
clin
ado
Ele
m. d
efo
rma
inte
rior
Torn
o/Fr
esad
ora
con
eje
B
Bro
chad
o
Torn
o C
NC
sim
ple
y C
. M. c
onm
esa
gira
toria
yhu
sillo
piv
otan
te
Bro
chad
o
Torn
o/Fr
esad
ora
con
eje
B
Torn
o C
NC
sim
ple
y C
. M. c
onm
esa
gira
toria
yhu
sillo
piv
otan
te
Elem
. de
form
a in
terio
r
Torn
o C
NC
con
herr
amie
nta
viva
Bro
chad
o
Torn
o C
NC
sim
ple
yC
. M. s
enci
llo(3
eje
s)
Bro
chad
o
Torn
o C
NC
con
herr
amie
nta
viva
Torn
o C
NC
sim
ple
yC
. M. s
enci
llo(3
eje
s)
SI
SI
NO
NO
NO
SI
SI
ó
ó
óó
ó
ó
óó
III
(5-9
)
III
(0-4
)
R X
=0, X
I=0
y X
II=0
R V
III
(5-9
)
R V
III
(0-4
)
R X
(1-9
) ó
XI(
1-9)
ó
XII
(1-9
)
R X
(1-9
) ó
XI(
1-9)
ó
XII
(1-9
)
R X
=0
XI=
0
XII
=0
R X
I
(0-4
)
R X
I
(5-9
)
R
XV
=0
R X
V
(1-9
)
R X
I
(0-4
)R
XI
(5-9
)
INIC
IO
Rot
acio
nal
No
R.
Esc
alón
ambo
sla
dos
Fres
ado
Fres
ado
ope
rf. in
clin
ado
Elem
. de
form
a in
terio
r
Torn
o/Fr
esad
ora
eje
B y
dob
leca
beza
l
Bro
chad
o
Torn
o C
NC
con
dob
leca
beza
l y C
. M. c
onm
esa
gira
toria
yhu
sillo
piv
otan
te
Bro
chad
o
SI
Torn
o/Fr
esad
ora
eje
B y
dob
leca
beza
l
Torn
o C
NC
con
dob
leca
beza
l y C
. M. c
onm
esa
gira
toria
yhu
sillo
piv
otan
te
Elem
. de
form
a in
terio
r
Torn
o C
NC
con
dobl
e ca
beza
l yhe
rram
ient
a vi
va
Bro
chad
o
Torn
o C
NC
con
dobl
e ca
beza
l yC
. M. s
enci
llo (3
eje
s)
Bro
chad
o
Torn
o C
NC
con
dobl
e ca
beza
l yhe
rram
ient
a vi
va
Torn
o C
NC
con
dobl
e ca
beza
l yC
. M. s
enci
llo (3
eje
s)
Ele
m. d
efo
rma
inte
rior
Torn
o C
NC
con
dobl
e ca
beza
l
Bro
chad
o
Torn
o C
NC
con
dobl
e ca
beza
l
Fres
ado
SI
SI
SI
SI
NO
NO
NO
NO
NO
NO
NO
SI
SI
NO
Elem
. de
form
a in
terio
r
Torn
o C
NC
sim
ple
Bro
chad
o
Torn
o C
NC
sim
ple
NO
SI
Fres
ado
ope
rf. in
clin
ado
Ele
m. d
efo
rma
inte
rior
Torn
o/Fr
esad
ora
con
eje
B
Bro
chad
o
Torn
o C
NC
sim
ple
y C
. M. c
onm
esa
gira
toria
yhu
sillo
piv
otan
te
Bro
chad
o
Torn
o/Fr
esad
ora
con
eje
B
Torn
o C
NC
sim
ple
y C
. M. c
onm
esa
gira
toria
yhu
sillo
piv
otan
te
Elem
. de
form
a in
terio
r
Torn
o C
NC
con
herr
amie
nta
viva
Bro
chad
o
Torn
o C
NC
sim
ple
yC
. M. s
enci
llo(3
eje
s)
Bro
chad
o
Torn
o C
NC
con
herr
amie
nta
viva
Torn
o C
NC
sim
ple
yC
. M. s
enci
llo(3
eje
s)
SI
SI
NO
NO
NO
SI
SI
ó
ó
óó
ó
ó
óó
III
(5-9
)
III
(0-4
)
R X
=0, X
I=0
y X
II=0
R V
III
(5-9
)
R V
III
(0-4
)
R X
(1-9
) ó
XI(
1-9)
ó
XII
(1-9
)
R X
(1-9
) ó
XI(
1-9)
ó
XII
(1-9
)
R X
=0
XI=
0
XII
=0
R X
I
(0-4
)
R X
I
(5-9
)
R
XV
=0
R X
V
(1-9
)
R X
I
(0-4
)R
XI
(5-9
)

127
No R.
Superficiesgeneradas
en 3D SIElem. de
forma interior
C. M. con doblemesa rotativa
C. M. con doblemesa rotativa
NO
SI
Brochado
Elem. deforma interior
C. M. con husillopivotante y mesa
rotativa
NOSI
Brochado
Elem. deforma interior
C. M. con doblepivote en husillo
NO
SI
Brochado
Superficieso perforaciones
inclinadas
Elementoscíclicos
circulares
Mecanizado envarios ángulos
Elem. deforma interior
C. M. con husillopivotante
NO
SI
Brochado
Elem. deforma interior
C. M. con mesarotativa
NOSI
Brochado
Elem. deforma interior
C. M. de 5 caras
C. M. de 5 caras
NOSI
Brochado
Elem. deforma interior C. M. horizontal
NO
SI
Brochado
Mecanizadoo perforación
horizontal
Elem. deforma interior
C. M. vertical
C. M. vertical
NO
SI
Brochado
C. M. con husillopivotante y mesa
rotativa
C. M. con doblepivote en husillo
C. M. con husillopivotante
Elementoscíclicos
circulares
C. M. con mesarotativa
Mecanizadoo perforación
vertical
C. M. horizontal
NO
NONO
SI
NO
SINO
NO NOSI SI
SI
SI
NR XIII
(5-9)
NR XII (5-9)
Ó XV (1-9)
NR VIII
(5-9)
NR IX
(5-9)
NR IX
(0-4)
NR VIII
(0-4)
NR XIII
(0-4)
NR XIII
(2,3,7,8)
NR XIII
(5-9)
NR XIII
(0-4)
NR XII (0-4) ó XV=0
No R.
Superficiesgeneradas
en 3D SIElem. de
forma interior
C. M. con doblemesa rotativa
C. M. con doblemesa rotativa
NO
SI
Brochado
Elem. deforma interior
C. M. con husillopivotante y mesa
rotativa
NOSI
Brochado
Elem. deforma interior
C. M. con doblepivote en husillo
NO
SI
Brochado
Superficieso perforaciones
inclinadas
Elementoscíclicos
circulares
Mecanizado envarios ángulos
Elem. deforma interior
C. M. con husillopivotante
NO
SI
Brochado
Elem. deforma interior
C. M. con mesarotativa
NOSI
Brochado
Elem. deforma interior
C. M. de 5 caras
C. M. de 5 caras
NOSI
Brochado
Elem. deforma interior C. M. horizontal
NO
SI
Brochado
Mecanizadoo perforación
horizontal
Elem. deforma interior
C. M. vertical
C. M. vertical
NO
SI
Brochado
C. M. con husillopivotante y mesa
rotativa
C. M. con doblepivote en husillo
C. M. con husillopivotante
Elementoscíclicos
circulares
C. M. con mesarotativa
Mecanizadoo perforación
vertical
C. M. horizontal
NO
NONO
SI
NO
SINO
NO NOSI SI
SI
SI
NR XIII
(5-9)
NR XII (5-9)
Ó XV (1-9)
NR VIII
(5-9)
NR IX
(5-9)
NR IX
(0-4)
NR VIII
(0-4)
NR XIII
(0-4)
NR XIII
(2,3,7,8)
NR XIII
(5-9)
NR XIII
(0-4)
NR XII (0-4) ó XV=0
Figura 4-12 Algortimo de Asignación de Máquinas-Herramienta a Piezas Codificadas
NR XI (3,7,8,9)
NR XI (0-2 ó 4-6)

128
El algoritmo presentado en la Figura 4-12 puede también ser representado en forma de Tabla, como se muestra a continuación, tanto para las piezas Rotacionales como para las No Rotacionales, en estas tablas puede ser más rápido y más sencillo llegar a la asignación de máquinas herramientas con o sin el código de la pieza:
ROTACIONAL : 1 Escalón ambos lados: 0 Escalón ambos lados: 1
Fresado: 0 Fresado: 1 Fresado: 0 Fresado: 1 Inclinado: 0 Inclinado: 1 Inclinado: 0 Inclinado: 1 Elem.
Forma Int.: 0
Elem. Forma Int.: 1
Elem. Forma Int.: 0
Elem. Forma Int.: 1
Elem. Forma Int.: 0
Elem. Forma Int.: 1
Elem. Forma Int.: 0
Elem. Forma Int.: 1
Elem. Forma Int.: 0
Elem. Forma Int.: 1
Elem. Forma Int.: 0
Elem. Forma Int.: 1
√ √ * * * * Torno CNC simple
√ √ * * √ * Torno CNC con doble cabezal
√ √ Torno CNC con herr. viva
√ √ Torno CNC con doble cabezal y
herr. viva
√ √ Torno/Fresador
a con eje B
√ √
Torno/Fresadora
con eje B con doble cabezal
√ √ * √ * √ √ * √ * BROCHADO * * * * C. M. vertical C. M. horizontal C. M. de 5 caras
C. M. con mesa rotativa
C. M. con husillo giratorio
* * * *
C. M. con mesa rotativa y
husillo pivotante
C. M. con doble mesa rotativa
C. M. con husillo
con doble pivote
Tabla 4-5 Asignación de Máquinas-Herramienta a Piezas Codificadas Rotacionales Nota: Primera opción: √ Segunda opción: *

129
R O T A C I O N A L : 0
Supe
rfic
ies g
ener
adas
en
3D
: 0
Supe
rfic
ies g
ener
adas
en
3D
: 1
Sup.
o p
erf.
incl
inad
as: 0
Sup.
o p
erf.
incl
inad
as: 1
Elem
. circ
ular
es
cícl
icos
: 0
Elem
. circ
ular
es
cícl
icos
: 1
Elem
. circ
ular
es
cícl
icos
: 0
Elem
. circ
ular
es
cícl
icos
: 1
Elem
. ho
rizon
tal:
0
Elem
. ho
rizon
tal:
1
Maq
. en
vario
s án
gulo
s: 0
Maq
. en
vario
s án
gulo
s: 1
Elem
. ve
rtica
l: 0
Elem
. ve
rtica
l: 1
Elem
. for
ma
int..
: 0
Elem
. for
ma
int..
: 1
Elem
. int
..: 0
Elem
. int
..: 1
Elem
. in
t..: 0
Elem
. in
t..: 1
Elem
. for
ma
int..
: 0
Elem
. for
ma
int..
: 1
Elem
. for
ma
int..
: 0
Elem
. for
ma
int..
: 1
Elem
. for
ma
int..
: 0
Elem
. for
ma
int..
: 1
Elem
. for
ma
int..
: 0
Elem
. for
ma
int..
: 1
Elem
. for
ma
int..
: 0
Elem
. for
ma
int..
: 1
√ √ √ √ √ √ √ √ √ √ √ √ √ √
√ √
√ √
√ √
√ √ Tabla 4-6 Asignación de Máquinas-Herramienta a Piezas Codificadas No Rotacionales

130
Las piezas codificadas en la sección anterior son estudiadas de acuerdo al algoritmo de asignación de máquinas herramientas para obtener resultados comparativos con la agrupación de las piezas en familias, para esto se estudia nuevamente la codificación de las piezas. Los campos sombreados de la tabla siguiente indican los dígitos que son cruciales para la decisión en la asignación de máquina-herramienta.
CÓDIGO DE PIEZAS ROTACIONALES PZA I II III IV V VI VII VIII IX X XI XII XIII XIV XV XVI XVII XVIII XIX XX XXI XXII XXIII
1 3 1 0 3 5 4 3 5 1 1 0 0 2 5 0 0 0 0 0 0 0 0 0 2 3 3 0 3 4 4 3 6 1 2 0 0 2 0 0 0 0 0 0 0 0 0 0 3 3 3 0 1 2 4 3 1 0 0 2 0 8 0 0 0 0 0 0 0 0 0 0 4 3 3 0 2 2 4 3 5 0 2 1 0 8 0 0 0 0 0 0 0 0 0 0 5 3 3 0 1 0 4 3 5 0 0 0 0 8 3 0 0 0 0 0 0 0 0 0 6 3 3 0 2 5 4 3 6 0 2 1 0 2 0 0 0 0 0 0 0 0 0 0 7 3 3 0 2 4 4 2 5 1 1 5 0 4 1 0 0 0 0 0 0 0 0 0
Tabla 4-7 Dígitos utilizados para Asignación de MH de 7 Piezas Rotacionales – Nuevo Sistema Para Piezas Rotacionales Para cada una de las piezas Rotacionales se aplica el algoritmo de asignación de máquinas herramientas obteniendo los siguientes resultados:
Pieza
Torno CNC
simple
Torno CNC con
doble cabezal
Torno CNC con herr. viva
Torno CNC con
doble cabezal y
herr. Viva
Torno / Fresadora con eje B
Torno / Fresadora con eje B con doble cabezal
Centro de Maquinado vertical (3 ejes)
Centro de Maquinado con husillo pivotante
1 2 3 4 5 6 7
Tabla 4-8 Asignación de Máquinas-Herramienta a Piezas Rotacionales Nota: OPCIÓN 1 OPCIÓN 2 Las piezas números 1, 2, 3, 4 y 6 se recomiendan asignar a un Torno CNC con doble cabezal y herramienta viva como primera opción, y como segunda opción se puede asignar a un Torno CNC con doble cabezal y a un Centro de Mecanizado con 3 ejes. La pieza número 5 se asigna a un Torno CNC con doble cabezal sin otra opción recomendable y la pieza 7 indudablemente se requiere someter a maquinado inclinado, por lo que se recomienda como primera opción el uso

131
de Torno/Fresadora con eje B con doble cabeza, y como segunda opción un Torno CNC con doble cabeza y un centro de maquinado con husillo pivotante. Se puede concluir con la agrupación para estas siete piezas de acuerdo a este último análisis y asegurando la máquina herramienta adecuada para cada pieza, los grupos de piezas según la asignación de máquina herramienta necesaria para su fabricación quedan de la siguiente manera:
GRUPOS Piezas incluidas en el grupo
Grupo 1:
• Pieza 1 • Pieza 2 • Pieza 3 • Pieza 4 • Pieza 6
Grupo 2: • Pieza 5
Grupo 3: • Pieza 7
De esta manera quedan cuatro grupos de piezas por la asignación de cuatro diferentes tipo de máquinas herramientas para este grupo de piezas rotacionales. A continuación se hace una comparación entre la agrupación de familias realizada con el algritmo heurístico con el algoritmo de asignación de categoría de máquina herramienta requerida:
Con algoritmo de asignación de MH
Con algoritmo para Nuevo Sistema
Con algoritmo para KK-3
Grupo 1
Piezas 1* 2 * 3 . 4 . 6 *
Piezas 2 6
Piezas 1 2 6
Grupo 2
Pieza 5
Piezas 3 4
Piezas 4 5
Grupo 3
Pieza 7
Piezas 1 7 5
Piezas 3 7
Tabla 4-9 Comparación Entre Resultados de Agrupamiento - Rotacionales * Estas piezas se encuentran agrupadas en el mismo gruido por diferentes técnicas. Las conclusiones que se obtienen a partir del análisis comparativo de la tabla anterior se generan analizando detenidamente cada una de las piezas:

132
• Las piezas 1 y 2 3, 4 y 6 definitivamente se pueden fabricar en la misma máquina, un Torno CNC con doble cabezal y Herramienta Viva, la pieza 3 lo requiere en su interior con escalones de ambos lados, y la pieza 4 requiere maquinado externo con escalones de un solo lado y maquinado interno con escalones del otro extremo de la pieza. Y todas requieren de la herramienta viva para el maquinado de ranuras axiales. La agrupación del Nuevo Sistema con el algoritmo coinciden en estas piezas, el sistema KK-3 no coincide completamente
• Las piezas 5 y 7 se quedan solas y separadas, debido a que la primera únicamente requiere de un Trorno CNC con doble cabezal, no requiere fresado. La pieza 7 requiere de una perforación inclinada que puede realizarse con un Torno Fresa con eje B.
Cabe aclarar que ni el Sistema KK-3 ni el nuevo Sistema estructurado lograron identificar la diferencia para estas últimas piezas (pieza 5 y pieza 7) con las demás y las agruparon con otras piezas o entre ellas. Mediante un análisis más profundo de las piezas con las máquinas que se requieren para su fabricación se logró observar que no es conveniente reunir estas dos piezas con las demás. Pero cabe aclarar que esto podría irse afinando dependiendo del número de piezas que se tengan. Al tener más piezas parecidas a las que ahora deberían estar separadas de las demás, el algoritmo sería capaz de separarlos más fácilmente, por lo cual se deja como recomendación para trabajos futuros el probar el algoritmo con un gran número de piezas (por lo menos más de 100 piezas). Para piezas no rotacionales De la misma manera que se aplicó el algoritmo para las siete piezas rotacionales se hace para las 12 piezas no rotacionales, para comparar los resultados de la misma manera y esperando que a cada familia de pieza le sea asignada la misma categoría de máquina herramienta. Los dígitos tomados en cuenta para este algoritmo para piezas No Rotacionales están sombreados en la tabla siguiente:
CÓDIGO DE PIEZAS NO ROTACIONALES PZA I II III IV V VI VII VIII IX X XI XII XIII XIV XV XVI XVII XVIII XIX XX XXI XXII XXIII
101 2 3 5 2 1 4 4 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 102 2 3 5 2 1 4 3 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 103 2 3 5 2 1 4 2 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 104 2 3 7 2 1 1 2 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 105 2 3 7 2 1 4 3 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 106 2 3 6 2 1 4 3 2 0 0 1 0 1 1 0 0 0 0 0 0 0 0 0 107 1 3 8 4 1 6 3 3 0 0 0 0 1 1 0 0 0 0 0 0 0 0 0 108 2 3 9 3 3 4 3 2 0 0 7 0 1 0 0 0 0 0 0 0 0 0 0 109 2 3 9 2 2 4 3 1 0 0 7 0 0 0 0 0 0 0 0 0 0 0 0 110 2 3 6 2 1 4 3 4 0 0 7 0 0 0 0 0 0 0 0 0 0 0 0 111 1 3 8 2 1 6 3 9 0 5 1 0 0 0 0 0 0 0 0 0 0 0 0 112 1 3 8 1 1 6 2 9 0 5 0 0 0 0 0 0 0 0 0 0 0 0 0
Tabla 4-10 Dígitos Útiles para Asignación de MH de 12 Piezas No Rotacionales – Nuevo Sistema

133
Los resultados obtenidos al aplicar el algoritmo de selección de máquinas herramientas se obtuvieron los resultados siguientes:
Pieza BROCHADO C. M. vertical
C. M. horizontal
C. M. de 5 caras
C. M. con mesa
rotativa
C. M. con husillo
pivotante
C. M. con mesa
rotativa y husillo
pivotante
C. M. con doble mesa
rotativa
C. M. con husillo
de doble pivote
101 102 103 104 105 106 107 108 109 110 111 112
Tabla 4-11 Asignación de Máquinas-Herramienta A Piezas No Rotacionales Nota:
OPCIÓN RECOMENDADA
La agrupación de estas 12 piezas no rotacionales de acuerdo a la máquina herramienta asignada a cada una de ellas es la siguiente:
GRUPOS Piezas incluidas en el grupo
Grupo 1
• Pieza 101 • Pieza 102 • Pieza 103 • Pieza 104 • Pieza 105 • Pieza 106 • Pieza 107
Grupo 2 • Pieza 108 • Pieza 109 • Pieza 110
Grupo 3 • Pieza 111 • Pieza 112
De la misma forma que el grupo de piezas rotacionales, se hace la comparación entre la agrupación de familias realizada con el algritmo heurístico para el sistema KK-3 y para el Nuevo Sistema contra el algoritmo de asignación de categoría de máquina herramienta requerida. Ahora con tres familias, ya que se han asignado tres diferentes tipo de máquinas herramienta para este grupo de doce piezas:

134
Con algoritmo de asignación de MH
Con algoritmo Nuevo Sistema
Con algoritmo Sistema KK-3
Grupo 1
Piezas 101 102 103 104 105 106 107
Piezas 101 102 103
Piezas 101 102
Grupo 2
Piezas 108 109 110
Piezas 104 105 106 107 108 109 110
Piezas 103 104 105 106 107 108 109 110
Grupo 3
Piezas 111 112
Piezas 111 112
Piezas 111 112
Tabla 4-12 Comparación Entre Resultados de Agrupamiento – Piezas No Rotacionales Se observa claramente que al tener una mayor cantidad de piezas (7 en lugar de 12), se puede tener una mayor consistencia entre la agrupación generada con el algoritmo de selección de máquinas herramientas y los sistemas de codificación KK-3 y el estructurado en este trabajo. Se conservan grupos de piezas que no se mueven de su grupo como las 101 y 102, que prácticamente requieren los mismos maquinados; las piezas 108, 109 y la 110 también están juntas en los tres casos; y por último las piezas 111 y 112 entran en el mismo caso, se conservan juntas.
4.3 CONCLUSIONES Por medio de la comparación de las agrupaciones resultantes para cada uno de los tres casos; el algoritmo aplicado al nuevo sistema y al KK-3 y el algoritmo de selección de máquinas herramienta con las mismas piezas; se puede concluir que:
• La forma en que el algoritmo de agrupación ha formado las familias coinciden parcialmente con los resultados obtenidos por el algoritmo de asignación de máquinas herramientas, esto se debe a que:
o El algoritmo de agrupación en conjunto con la estructuración del sistema de codificación no logran identificar totalmente las diferencias entre los maquinados requeridos para fabricar todas las piezas.

135
o El número de piezas de la muestra es muy pequeño para probar efectivamente el funcionamiento del algoritmo de agrupación en conjunto con la estructuración del sistema de codificación.
Por las razones anteriores las piezas que se integran en una misma familia no siempre tienen la misma asignación de máquinas herramientas, lo que puede llegar a ser una gran incongruencia cuando a dos o más diferentes piezas de una familia se le asignan máquinas herramientas diferentes. La solución a este problema es posible si:
• Las posiciones sin relación al proceso de mecanizado se pueden utilizar particularmente para obtener los demás procesos requeridos para la manufactura de la pieza, generando un algoritmo para la decisión en los procesos del Sistema de Codificación que no tienen que ver con el mecanizado.
• Se utiliza el algoritmo de selección de máquinas herramientas propuesto en la Figura 4-12 de este capítulo, para decidir únicamente las máquinas herramientas requeridas para fabricar las piezas codificadas.
Los resultados obtenidos integrando el sistema de codificación con el programa computacional se enuncian en los siguientes párrafos:
• El programa computacional reduce significativamente el tiempo de procesamiento de la información codificada de las piezas y es posible probar una mayor cantidad de piezas más adelante.
• Con el desarrollo del programa computacional se pueden comparar rápidamente los resultados con el sistema KK-3, el sistema de codificación modificado y los grupos formados de acuerdo al algoritmo de selección mostrado en la Figura 4-12.
• La agrupación de piezas generada por los algoritmos heurísticos que agrupan las piezas codificadas por el KK-3 y por el sistema de codificación estructurado coinciden de forma parcial con la agrupación de piezas generado de acuerdo al algoritmo de selección de máquinas herramientas.
• Se puede tomar en cuenta el algoritmo de selección de máquinas herramientas para la generación de un sistema de codificación de piezas de forma binario, siguiendo las preguntas que se hacen en el algoritmo.

136
5 CONCLUSIONES GENERALES En este trabajo se ha propuesto la estructuración de un sistema de codificación de piezas basado principalmente en el sistema KK-3, tomando en cuenta las características de otros sistemas de codificación de piezas con el fin de obtener una asignación de máquinas herramientas, por medio del análisis y reconocimiento de los parámetros de los procesos tecnológicos más significativos para la agrupación de piezas en familias. Se ha realizado un algoritmo de clasificación de piezas y asignación de máquinas-herramientas a partir del sistema de codificación modificado con base en los parámetros seleccionados dentro de la TG. La prueba para una posterior aplicación de este sistema de codificación se recomienda en industrias que fabriquen la mayoría de sus piezas por medio de proceso de mecanizado, como la industria de conexiones de cobre, conexiones de coples, bridas, válvulas y bombas para industrias variadas, como las dedicadas a fábricas conexiones para la industria del petróleo y bombeo de fluidos. Los objetivos de este trabajo se han cumplido de la siguiente manera:
• Se realizó un análisis completo y se han seleccionado los parámetros y procesos tecnológicos más significativos para la formación de familias de piezas.
• Se desarrolló un programa computacional que, a partir del código de las piezas, automatiza la formación de grupos de partes para su fabricación.
• Con base en el sistema de codificación estructurado, se desarrolló un algoritmo de selección de las principales categorías de máquinas herramientas que se requieren para producir cada pieza codificada, con el fin de hacer una agrupación de las mismas de acuerdo a su asignación de máquinas herramientas.
• Se comparó la variación que existe entre la agrupación de piezas en familias por medio de tres métodos diferentes: algoritmo heurístico con sistema KK-3, algoritmo heurístico con Sistema Nuevo y el algoritmo de selección de máquinas herramientas. Obteniendo resultados en relación a la funcionalidad de cada uno de las formas de agrupación revisados en el capítulo 4.

137
El algoritmo de selección de máquinas herramientas ha sido generado de acuerdo a un profundo estudio de las máquinas herramientas actuales, así como sus principales características y aplicaciones para generar las distintas piezas que pueden fabricarse en cada una de ellas. De acuerdo al Análisis de Fabricación, el sistema de codificación estructurado puede ser aprovechado a su máximo de la siguiente manera:
1. Obteniendo los procesos con base en los primeros dígitos referentes a la forma de las piezas, así como sus dimensiones, materiales, recubrimientos superficiales y tratamientos térmicos, todas estas caractertísticas incluidas en el Sistema de Codificación de Piezas.
2. Definiendo las fases y subfases de acuerdo al tipo de formas que requieren ser generadas en la pieza para su manufactura, tomando en cuenta que las piezas serán generadas en sistemas CNC, que sin problemas alcanzan los estándares de las tolerancias dimensionales, de forma y de posición requeridas. Además, conociendo las posibles superficies de partida y de referencia con base en la forma inicial de la materia prima y los procesos de mecanizado descritos dentro del Sistema de Codificación.
3. Las operaciones pueden ser determinadas de acuerdo al acabado superficial que se requiere para cada pieza, que es proporcionado también por el Sistema de Codificación.
4. Finalmente, asignando las categorías de máquinas herramientas siguiendo el algoritmo generado para este propósito en el capítulo 4 con la información contenida en el Sistema de Codificación.
De estos cuatro puntos, el primero y el último fueron 100% cubiertos por el Sistema de Codificación, y el tercero y cuarto se cubren arriba del 50%, por lo que se ha logrado alcanzar un Análisis de Fabricación incompleto a un 50% con base a las piezas codificadas.

138
TRABAJOS FUTUROS Y RECOMENDACIONES
1. Se recomienda proponer un algoritmo para encontrar la mejor ruta de proceso para cada grupo de piezas a partir del código de un grupo de piezas generadas por este trabajo.
2. Probar el algoritmo de selección de máquinas-herramienta con una gran cantidad de
piezas obtenidas de alguna industria metalmecánica real.
3. Generar el código de una gran cantidad de piezas para probar el sistema de codificación modificado ampliamente, tomando en cuenta dibujos de piezas reales en algunas empresas que trabajen con una gran cantidad de piezas fabricadas por mecanizado total o parcialmente.
4. Con base en el sistema de codificación de piezas estructurado, generar un algoritmo
óptimo por medio del cual se logren obtener completamente, además de las categorías de máquinas requeridas logrado en este trabajo:
a. los procesos y operaciones de manufactura, b. las secuencias de fabricación, es decir, un proceso para la toma de decisiones en el
orden de aparición de las máquinas en un proceso de fabricación de las piezas, c. y, hasta donde sea posible, el plan de fabricación y la hoja de operaciones,
Todo este trabajo va enfocado a la automatización en el desarrollo de Sistemas Automatizados de Manufactura, a partir de un grupo de piezas codificadas y agrupadas de acuerdo al algoritmo de selección de máquinas herramientas y otros algoritmos que permitan la obtención de un Análisis de Fabricación completo de las piezas codificadas.

139
REFERENCIAS Y BIBLIOGRAFÍA [1] HERNÁNDEZ, Rafael. Desarrollo de un algoritmo de asignación de operaciones tradicionales de corte con desprendimiento de viruta basado en el sistema de clasificación y codificación de piezas KK-3. Tesis. ITESM-CEM. 2001. [2] HYDE, William. Improving Productivity by Classification, Coding, and Data Base Standarization. The Key to Maximizing CAD/CAM and Group Technology. Marcel Dekker, Inc. E.U.A., 1981. [3] Instituto Nacional de Geografía e Historia. http://www.inegi.gob.mx [4] SNEAD, Charles. Group Technology, Foundation for Competitive Manufacturing. Van Nostrand Reinhold. E.U.A., 1989. [5] RAMOS, Villanueva. Manual de métodos de fabricación metalmecánica. 4ª edición. AGT editor. México, 1994. [6] Instituto Mexicano de la Propiedad Industrial. http://www.impi.org.mx [7] ASKIN, Ronald. Modelling and Analysis of Manufacturing Systems. Wiley. E. U. A. 1993. [8] SCHEY, John. Introduction to Manufacturing Processes. 3ª edición. Mc Graw Hill. E. U. A. 2000. [9] KALPAKJIAN, Serope y Schmid, Steven. Manufactura, ingeniería y tecnología. 4ª edición. Prentice Hall. México. 2002.

140
[10] Metals Handbook, Ninth edition, Volume 16, Machining, ASM INTERNATIONAL Handbook Committee, USA. [11] HARTLEY, John. FMS at Work. IFS (Publications) Ltd. UK and North Holland (a division of Elsevier Science Publishers B. V.). 1984. [12] GERLING, Heinrich. Alrededor de las Máquinas Herramientas. Ed. Reverte, S. A. México. 1994. [13] AMSTEAD, B. H. et al. Procesos de Manufactura. 13ª reimpresión. Compañía Editorial Continental, S.A. de C. V. México. 1998. [14] MEYERS, Arthur y Slattery, Thomas. Basic Machining Referente Handbook. 2ª edición. Industrial Press Inc. E. U. A. 2001. [15] KRAR, Steve et al. Machine Tool Technology Basics. Industrial Press Inc. E. U. A. 2002. [16] GROOVER, Mikell. Fundamentals of Modern Manufacturing. Materials, processes and systems. Prentice Hall. E.U.A., 1996. [17] Machining Data Handbook. 3ª edición. Vol. 1. Machinability Data Center. 1980. [18] BLACK, Stewart et al. Principios de Ingeniería de Manufactura. 1ª edición. Compañía Editorial Continental, S.A. de C.V. México. 1999. [19] GROOVER, Mikell. Automation, Production Systems and Computer Integrated Manufacturing. 2ª edición. Prentice Hall. E. U. A. 2001. [20] KRAR, Steve; Rapisarda, Mario; Check, Albert. Machine tool and Manufacturing Technology. Delmar Publishers. E. U. A. 1996 [21] BRALLA, James. Manual de diseño de producto para manufactura. Guía práctica para producción a bajo costo. Tres tomos. McGraw Hill. México. 1993. [22] ANGUS, H.T. Cast Iron: Physical and Engineering Properties. Ed. Butterworths. E. U. A. 1988. [23] DAVIS, Joseph et al. Metals Handbook. Machining. Vol. 16. ASM Internacional. E. U. A. 1990. [24] BEDNAREK, Mariusz. Tecnología de Grupos. La clave para el diseño e implantación de celdas de manufactura. 1ª. edición. AGT Editor, S.A. México. 1996. [25] DORANTES, Dante; Sandoval, Francisco. Conceptual design of a flexible manufacturing system by mean of a geometrical and technological characterization approach. ITESM, Campus Estado de México.

141
[26] The Iron Castings Handbook, Iron Castings Society, Inc., 1981,
[27] Machining Data Handbook, 3rd edition. Metcut Research Associates, Inc., Cincinnati, OH, 1980. [28] Metals Handbook, Vol. 16, 9th Edition, American Society for Metals, Metals Park, OH, 1967. [29] OFFODILE, Felix, and GRZNAAR, John, “Part family formation for variety reduction in flexible manufacturing systems”, International Journal and Production Management, Vol. 17, No. 3, 1997, pp. 291-304. [30] KUSIAK, A. and CHO, M. “Similarity Ciefficient Algorithm for Solving the Group Technology Problem”. International Journal of Production Research, 30(11): 2633-2646, 1992. [31] BILGE, U.; KALAY, M.; TURKAY, O.; An integrated computer-aided process planning system for injection mold manufacturing. Emerging Technologies and Factory Automation, 1996. EFTA '96. Proceedings., 1996 IEEE. Volume 1, 18-21 Nov. 1996 Page(s):123 - 129 vol.1 [32] RONG S. Lin; YORAM, Koren; Ruled surface machining on five-axis CNC machine tools Journal of Manufacturing Processes; 2000; 2, 1; pg. 25-35 [32] FASSI, Irene; WIENS, Gloria, Multiaxis machining: PKMs and traditional machining centers. Journal of Manufacturing Processes; 2000; 2, 1; pg. 1-14 [33] CICIRELLO, V.; REGLI, W.C.; Machining feature-based comparisons of mechanical parts. International Conference on Shape Modeling and Applications. 7-11 May 2001 Page(s):176 – 185 [34] LEE, K.; Yamakawa, T.; LEE K. M. Machine-part grouping for cellular manufacturing systems: a neural network approach, First International Conference on Knowledge-Based Intelligent Electronic Systems, 1997 Proceedings, 21-23 May 1997 Page(s):575 - 580 vol.2 [35] AJMAL, A.; The computer-aided group technology classification and coding system for the casting industry-methodology and its application. Proceedings of Rensselaer's Second International Conference on Computer Integrated Manufacturing, 21-23 May 1990 Page(s):466 - 472 [36] GUPTA, Satyandra K; RAJAGOPAL, Deepak; Sheet metal bending: Forming part families for generating shared press-brake setups. Journal of Manufacturing Systems; 2002; 21, 5; pg. 329 [37] CHWEN Tzeng Su; A fuzzy approach for part family formation. Conference International on Industrial Automation and Control: Emerging Technologies, 22-27 May 1995 Page(s):289 - 292 [38] SRINIVAS, G.; FASSE, E.D.; MAREFAT, M.M.; Retrieval of similarly shaped parts from a CAD database. International Conference on Systems and Cybernetics, IEEE Volume 3, 11-14 Oct. 1998 Page(s):2809 - 2814

142
[39] SEDQUI, A.; BAPTISTE, P.; FAVREL, J.; MARTINEZ, M.; Manufacturing sequence family grouping for FMS design-a new approach. Symposium on Emerging Technologies and Factory Automation, Volume 1, 10-13 Oct. 1995 Page(s):429 - 437 vol.1 [40] E. John, SCHAFER, H. Computer implementation of a cell formation technique-incorporating consideration of process sequence. Second International Conference on Factory 2001- Integrating Information and Material Flow, 10-12 Jul 1990 Page(s):125 - 129 [41] ROBLES, Natalia; ROY, Utpal. Optimal Tolerance Allocation and Process-Sequence Selection Incorporating Manufacturing Capacities and Quality issues. Journal of Manufacturing Systems; 2004; 23, 2; pg. 127 [42] BILGE, U.; KALAY, M.; TURKAY, O.; An integrated computer-aided process planning system for injection mold manufacturing. Conference on Emerging Technologies and Factory Automation, IEEE Volume 1, 18-21 Nov. 1996 Page(s):123 - 129 vol.1 [43] SHAW, C Feng; EUGENE Y. Song. A manufacturing process information model for Design and Process Planning Integration. Journal of Manufacturing Systems; 2003; 22, 1; pg. 1 [44] CHAN, F.T.S.; LAU, K.W.; CHAN, P.L.Y.; AU, K.C.; Macro-approach of cell formation problem with consideration of machining sequence. International Engineering Management Conference, IEEE Volume 3, 18-21 Oct. 2004. Page(s):1126 - 1130 Vol.3 [44] HU, Yanhai; YE, Feifan; FANG, Zhimei; A study on the integration of lean production and group technology. International Conference on Management of Innovation and Technology, Proceedings of the 2000 IEEE Volume 2, 12-15 Nov. 2000 Page(s):839 - 842 vol.2 [44] PONNAMBALAM, S.G.; ARAVINDAN, P.; A stochastic unsupervised competitive learning algorithm for the design of cellular manufacturing systems. International Conference on Neural Networks, IEEE World Congress on Computational Intelligence. Volume 2, 27 June-2 July 1994 Page(s):725 - 730 vol.2 [45] PARK, J.H.; SEO, K.K.; JANG, D.S.; Recycling cell formation using group technology for disposal products. First International Symposium On Environmentally Conscious Design and Inverse Manufacturing, Proceedings. EcoDesign '99; 1-3 Feb. 1999 Page(s):830 - 835 [46] CHEN, Mu-Chen; WU, Hsiao-Pin; LIN, Chia-Ping; A data mining based clustering approach to group technology. International Conference on Robotics and Automation. Proceedings. ICRA '03. IEEE Volume 3, 14-19 Sept. 2003 Page(s):3554 - 3558 vol.3 [47] HOU, TUNG-HSU (TONY) and WANG, HSU-PIN (BEN), Integration of a CAPP System and an FMS, Computers & Industrial Engineering, Vol. 20, No. 2, 1991, pp. 231-242. [48] KAMRANI, Ali y LOGENDRAN Rasaratnam. Group Technology and Cellular Manufacturing. Methodologies and Applications. Gordon and Breach Science Publishers. E.U.A., 1998.

143
[49] SHAH, J.; BHATNAGAR, A. Group Technology Classification from Feature Based Geometric Models. Manufacturing Review, Vol. 2, No. 3, pp. 204-213, 1989. [50] NAGI, R.; IYER, S. Identification of Similar Parts in Agile Manufacturing. ASME Winter Annual Meeting, Chicago, Illinois, December 1994. [51] HENDERSON, M.; MUSTI, S. Automated Group Technology Part Coding from a Three-Dimensional CAD Database. Journal of Engineering in Industry, Vol. 110, No.3, pp. 278-287, 1988. [52] HAM, I.; MARION, D.; RUBINOVICH, J. Developing a Group Technology Coding and Classification Schem. Industrial Engineering, Volume 18, No. 7, pp. 90-97, 1986. [53] HARHALAKIS, G.; KINSEY, A.; MINIS, I. E. Automated Group Technology Coding and Classification using PDES. Proceedings on the third International Conference on Computer Integrated Manufacturing, Rennsealer Polytechnic Institute, Troy, New York, 1992. [54] ALLEN, D.; SMITH, P. Part Classification and Coding. Monograph No. 3. CAM software laboratory, Brigham Young University, 1988. [55] BHADRA, A.; FISCHER, G. A New GT Classification Approach: A Database with Graphical Dimensions. Manufacturing Review, vol. 1, no. 1, pp. 44-49, March 1988. [56] BOND, A.; JAIN, R. The Formal Definition and Automatic Extraction of Group Technology Codes. Proceedings of the ASME Computers in Engineering Conference, pp. 537-542, 1988. [57] CANDADAI, A.; HERRMANN, J. W.; MINIS, I. E. Applications of Group Technology in Agile Manufacturing. Journal of Intelligent Manufacturing, vol. 7, pp. 271-291, 1996. [58] CANDADAI A.; HERRMANN, J.W.; LAM, G.; LIN, E.; MINIS, I.; NAGI, R.; RAMACHANDRAN, V. Optimal Selection of Partners in Agile Manufacturing. Final Report, U.S. Army Tank-Automotive Command contract DAAE07-93-C-R086, University of Maryland, College Park, Maryland, 1995.

144
ANEXO A Tabla Comparativa de Sistemas de Codificación
Sistemas de Codificación de Piezas Caracteristicas
principales Opitz KK3 MICLASS VUOSO DCLASS
Brish, Birn & Partners VUSTE CADAM CLASS CODE
Año 1970 1976 1969 1973 1980 ~1950´s ~1973 1980 País Alemania Japón Holanda R. Checa EUA Inglaterra R. Checa EUA EUA EUA
No. de dígitos 9 21 12 up to 30 4 8 4 up to 6 3 23 8 8-12 Tipo de pieza Clase de pieza
Elementos Geométricos Forma final
Forma exterior Forma interior Protrusiones Escalones
Perforaciones Cuerdas
Ranuras, cajas Chaflanes Dientes
Rango de dim. externa
Rango de dim. interna
Rango de longitud
Coeficiente de relación de dimensiones
Elementos Tecnológicos Herramientas
Forma del material
Tipo de material Acabado
Peso
Tratamientos térmicos Trat. superficiales
Tolerancias de forma Tolerancia de posición Tolerancia geométrica
(concentricidad) Superficies de partida
Superficies de referencia Secuencia de operaciones
Operaciones principales
Operaciones secundarias Rugosidad superficial
Análisis de Fabricación Caracterización
geométrica y tecnológica Determinación de:
Procesos Fases
Sub-fases Operaciones

145
ANEXO B Clasificación de los procesos de manufactura
Figura B5-1 Clasificación General de los Procesos de Manufactura
Fuente [1]
Procesos de conformado
Procesos de mejoramiento de propiedades
Operaciones de procesado de superficies
Procesos de unión
permanente
Sujeción mecánica
Operaciones de procesado
Operaciones de ensamble
Procesos de manufactura

146
Figura B21 Clasificación Detallada de los Procesos de Manufactura
Fuente: [1]
Colado, moldeado, etc.
Procesado de partículas
Procesos de deformación
Remoción de material
Procesos de conformado
Procesos de mejoramiento de propiedades
Operaciones de procesado de superficies
Procesos de unión
permanente
Sujeción mecánica
Tratamientos térmicos
Limpieza y tratamientos superficiales
Procesos de revestimiento y
deposición
Soldadura
Unión adhesiva
Métodos no permanentes.
Métodos permanentes
Colado por gravedad, fundición a presión y otros
Sinterizado, Conglomerado y otros.
Formado en frío, estirado, laminado, forjado, extrusión y otros.
Torneado, fresado, taladrado, cepillado, brochado, aserrado, otros.
Ferrosos, no ferrosos, otros.
Limpieza, acabado, otros.
Anodizado, chapado, pintado, otros.
De arco, de oxiacetileno, otras.
Naturales, sintéticos, inorgánicos.
Tornillos, tuercas, retenedores, broches, otros.
Remaches, grapas, insertos y otros.

147
ANEXO C
1
2
3
4
Acot.: mmMateria prima: Barra circular con diámetro igual al diámetro máximo de cada una de las partes.
Figura C12 Piezas Rotacionales Utilizadas para la Prueba del Algortimo

148
Materia prima: Barra circular con diámetro igual al diámetro máximo de cada una de las partes.Acot.: mm
7
6
5

149
ANEXO D
4
3
2
1
Acot. : mm
Área a mecanizar
Figura D13 Piezas No Rotacionales Utilizadas para la Prueba del Algortimo

150
5
Ø 17
6
Acot. : mm
Área a mecanizar

151
7
8
9
Acot. : mm
Área a mecanizar

152
10
11
12
Acot. : mm
Área a mecanizar





























