Embed Size (px)
Citation preview
i
SISTEM KONTROL JALUR PENGEPAKAN BARANG
BERBASIS PLC YANG DITAMPILKAN PADA PC
MENGGUNAKAN KOMUNIKASI SERIAL
TUGAS AKHIR
Diajukan untuk memenuhi salah satu syarat memperoleh
Gelar Sarjana Teknik Program Studi Teknik Elektro
Disusun Oleh :
Widyanto
NIM : 035114023
PROGRAM STUDI TEKNIK ELEKTRO
JURUSAN TEKNIK ELEKTRO
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
2009
ii
FINAL PROJECT
MATERIAL PACKAGING LINE CONTROL SYSTEM BASED
ON PLC WHICH IS VISUALISED AT PC USING SERIAL
COMMUNICATION
In partial fulfilment of the requirements For the degree of Sarjana Teknik
Electrical Engineering Study Program Electrical Engineering Department
Science and Technology Faculty Sanata Dharma University
WIDYANTO
NIM : 035114023
ELECTRICAL ENGINEERING STUDY PROGRAM ELECTRICAL ENGINEERING DEPARTMENT
SCIENCE AND TECHNOLOGY FACULTY SANATA DHARMA UNIVERSITY
YOGYAKARTA 2009

iii

iv

v
HALAMAN PERSEMBAHAN
Kupersembahkan tugas akhir ini:
Pada Tuhan Yesus, Bunda Maria, dan Santo Thomas atas semua limpahan
berkat dan rahmat-Nya yang tiada henti hingga saat ini.
Untuk Bapak tercinta “Daniel S. Hadiwiyanto, B.A.”, dan Ibuku “dra.
Maria Theresia Supartini”, yang tidak pernah berhenti membiayai dan memberikan
dorongan serta doa selama aku kuliah. Maafkan anakmu ini atas keterlambatan ini.
Untuk adikku tercinta “Dwiyanto Utama” yang selalu mengingatkan dan
memberikan dorongan untuk menyelesaikan kuliah ini.
Untuk kekasihku tercinta “Dwi Febiarti Setiawan” yang selalu menemaniku
dan memberikan inspirasi.
Untuk Pak Bambang dan Bu Harti yang selalu baik, maafkan aku jika
selama ini banyak membuat salah.
Untuk semua motivatorku yang selalu ada saat aku terjatuh dan saat terbangun

vi
LEMBAR PERNYATAAN KEASLIAN KARYA
“Saya menyatakan dengan sesungguhnya bahwa tugas akhir yang saya tulis ini tidak memuat
karya atau bagian karya orang lain kecuali yang telah disebutkan dalam kutipan dan daftar
pustaka, sebagaimana layaknya karya ilmiah.”
Yogyakarta,....April 2009
Widyanto
vii
INTISARI
PLC (Programmable Logic Controller) merupakan salah satu pengendali yang sangat populer di pabrik-pabrik. CPM2A adalah salah satu jenis PLC keluaran OMRON. Dengan semakin berkembangnya teknologi, proses operasi sistem yang dikontrol PLC dapat ditampilkan dalam bentuk simulasi pada PC. Alat ini membutuhkan perangkat keras dan perangkat lunak. Perangkat keras terdiri dari rangkaian sensor, conveyor, motor DC, dan PLC sebagai kontroler. Visual Basic merupakan program perangkat lunak yang digunakan untuk menampilkan visualisasi sistem saat beroperasi. Sistem dapat memindahkan barang dari conveyor2 ke conveyor1 dengan kendali dari PLC. Proses operasi sistem dapat ditampilkan di komputer menggunakan visual basic. Kata kunci : Sistem Kontrol, Jalur Pengepakan, PLC, Visual Basic
viii
ABSTRACT
PLC (Programmable Logic Controller) CPM2A is a famous controller in factories. CPM2A is a kind of PLC product which is produced by OMRON. When technology is developing system operating process which is controlled by PLC can be visualized in simulation form at PC. This instrument needs hardware and software. Hardware consist of sensor circuit, conveyor, DC motor, and PLC as a controller. Visual Basic is software program which is used to visualize system when it is operating. System can move material from 1st conveyor to 2nd conveyor with control from PLC. System Operating process can be visualized at PC using Visual Basic. Keywords : Control System, Packaging Line, PLC, Visual Basic

ix
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yesus, Bunda Maria dan Santo Thomas atas segala
keindahan dan limpahan berkat-Nya sehingga penulis dapat menyelesaikan tugas akhir
“Sistem Kontrol Jalur Pengepakan Barang Berbasis PLC Yang Ditampilkan Pada PC
Menggunakan Komunikasi Serial.”
Penelitian ini dapat diselesaikan tak lepas dari bantuan dan dukungan berbagai pihak.
Pada kesempatan ini penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Bapak (S.Hadiwiyanto,B.A) yang ada di surga atas semua ajaran dan bimbingan dan
Ibu (Dra. Maria Th. Supartini) yang selalu berdoa, menelepon untuk memberikan
semangat, adikku Dwiyanto yang selalu mendukungku, Febi soulmate-ku yang terus
memberikan warna, Pak Bambang Setiawan, Bu Harti, dan Tina yang selalu baik..
2. Bapak Yosef Agung Cahyanta S.T.,M.T., selaku Dekan Fakultas Teknik Universitas
Sanata Dharma Yogyakarta.
3. Ibu Wiwien Widyastuti, S.T.,M.T, sebagai dosen pembimbing I, Bapak Ir. Tjendro
sebagai dosen pembimbing II yang dengan sabar membimbing dan memberikan
semangat sehingga penulis dapat menyelesaikan tugas akhir ini.
4. Bapak dan Ibu dosen yang selalu memberikan dukungan dan pengetahuan selama
penulis kuliah.
5. Bapak Eko Aris S.T.,M.Eng., yang banyak memberikan arahan tentang PLC.
6. Teman-temanku yang selalu mendorong dan membantu selama ini; Rulan, Riki, Anto,
Ernest, dan semua yang tidak dapat disebutkan satu persatu.

x
7. Semua pihak yang tidak dapat disebutkan satu persatu atas bimbingan, kritik, dan
sarannya.
Semoga tugas akhir ini dapat bermanfaat dan dikembangkan oleh peneliti lain, sehingga
tulisan ini berguna untuk kelanjutan Pengembangan Teknik Elektro Sanata Dharma
Yogyakarta.
Yogyakarta, Mei 2009
Penulis
xi
DAFTAR ISI
Halaman Sampul (Bahasa Indonesia) ............................................................. i
Halaman Sampul (Bahasa Inggris) ................................................................. ii
Halaman Persetujuan ...................................................................................... iii
Halaman Pengesahan ...................................................................................... iv
Halaman Persembahan .................................................................................... v
Pernyataan Keaslian Karya ............................................................................. vi
Intisari ............................................................................................................. vii
Abstract ........................................................................................................... viii
Kata Pengantar ................................................................................................ ix
Daftar Isi ......................................................................................................... xi
Daftar Gambar ................................................................................................ xiv
Daftar Tabel ..................................................................................................... xvi
Daftar Lampiran .............................................................................................. xvii
BAB I: PENDAHULUAN
1.1. Latar Belakang Masalah ............................................................. 1
1.2. Perumusan Masalah ................................................................... 2
1.3. Batasan Masalah ........................................................................ 3
1.4. Tujuan Penelitian ....................................................................... 4
1.5. Manfaat Penelitian ..................................................................... 4
1.6....Sistematika Penulisan ................................................................. .4
BAB II: DASAR TEORI

xii
2.1. Sistem PLC ................................................................................ 6
2.1.1. PLC Secara Umum ......................................................... 6
2.1.2. Sturktur PLC ................................................................... 6
2.1.3 Pemrograman Dalam PLC .............................................. 7
2.2. PLC OMRON ............................................................................ 8
2.2.1. Peta Memori.................................................................... 10
2.2.2. Unit Masukan dan Keluaran ........................................... 11
2.2.3. Instruksi Instruksi Dalam PLC........................................ 11
2.3. Komunikasi Serial ...................................................................... 11
2.4. Motor DC ................................................................................... 17
2.5. Visual Basic ............................................................................... 18
2.5.1. Pengaksesan Port Serial Melalui Register UART.......... 18
2.5.2. Pengaksesan Port Serial Menggunakan MSComm ......... 19
2.6. Sensor ......................................................................................... 21
BAB III: PERANCANGAN
3.1. Diagram Blok Sistem ................................................................. 23
3.2. Perancangan Model Perangkat Keras ........................................ 24
3.2.1. Start/Stop......................................................................... 25
3.2.2 Komunikasi Serial RS-232 ............................................. 26
3.2.3. Gear................................................................................. 27
3.2.4. As .................................................................................... 28
3.2.5. Belt Conveyor ................................................................. 28
3.2.6. Sensor.............................................................................. 29
3.2.7 Motor DC......................................................................... 31
3.2.8 Catu Daya......................................................................... 33

xiii
3.3. Perancangan Perangkat Lunak ................................................... 34
3.3.1. Visual Basic 6.0 .............................................................. 34
3.3.1.1. Simulasi Sistem......................................................... 34
3.3.1.2. Diagram Alir Program Simulasi ............................... 36
3.3.1.3. Sub Rutin Proses Conveyor 1.a................................. 37
3.3.1.4. Sub Rutin Proses Conveyor 2 ................................... 38
3.3.1.5. Sub Rutin Proses Conveyor 1.b ................................ 39
3.3.2. PLC ................................................................................. 40
3.3.2.1. Diagram Alir Program Utama................................... 41
3.3.2.2. Sub Rutin Gerakan Conveyor1 ................................. 42
3.3.2.3. Sub Rutin Proses Hitung........................................... 43
BAB IV: HASIL PENELITIAN DAN PEMBAHASAN
4.1. Pengamatan Perangkat Keras ..................................................... 46
4.1.1. Pengamatan Tegangan Rangkaian Sensor ...................... 46
4.1.2. Pengamatan pada Motor ................................................. 48
4.1.3. Perangkat Keras Sistem .................................................. 49
4.2. Pengamatan Kerja PLC .............................................................. 50
4.3. Pengamatan Kerja Program Visual Basic .................................. 54
BAB V: KESIMPULAN
5.1. Kesimpulan ................................................................................ 58
5.2. Saran .......................................................................................... 58
DAFTAR PUSTAKA ..................................................................................... 59
LAMPIRAN

xiv
DAFTAR GAMBAR
Gambar 2.1. Pemrograman PLC dengan Diagram Tangga ........................... 6
Gambar 2.2. RS232 Dengan 9 Pin ................................................................. 13
Gambar 2.3. Teknik Penyambungan RS232 .................................................. 15
Gambar 2.4. Prinsip Kerja Motor DC ............................................................ 16
Gambar 3.1. Blok Diagram Sistem ................................................................ 22
Gambar 3.2. Rancangan Sistem Jalur Pengepakan Barang ........................... 23
Gambar 3.3. Model Elektronis Tombol .......................................................... 24
Gambar 3.4 Diagram Ladder Transmisi Data................................................ 25
Gambar 3.5 Gear Ukuran 14 ......................................................................... 26
Gambar 3.6 Besi Bahan As............................................................................27
Gambar 3.7 Rangkaian Sensor....................................................................... 29
Gambar 3.8 Simulasi Status Pengoperasian Sistem....................................... 34
Gambar 3.9 Diagram Alir Program Simulasi ................................................. 35
Gambar 3.10 Diagram Alir Sub Rutin Simulasi Conveyor 1.a........................ 36
Gambar 3.11 Diagram Alir Sub Rutin Simulasi Conveyor 2........................... 37
Gambar 3.12 Diagram Alir Sub Rutin Simulasi Conveyor 1.b........................ 38
Gambar 3.13 OMRON CPM2A ...................................................................... 40
Gambar 3.14 Diagram Alir Program Utama.................................................... 40
Gambar 3.15 Diagram Alir Sub Rutin Gerakan Conveyor1 ............................ 41
Gambar 3.16 Diagram Alir Sub Rutin Proses Hitung...................................... 43
Gambar 4.1. Bentuk Akhir Sistem Kontrol Jalur Pengepakan Barang .......... 48

xv
Gambar 4.2. Bentuk Fisik Sistem Jalur Pengepakan Barang Per Bagian ....... 49
Gambar 4.3. Sensor Pada Conveyor .............................................................. 50
Gambar 4.4. Sensor1 dan Motor1 Aktif ......................................................... 51
Gambar 4.5. Sensor2 dan Motor2 Aktif.......................................................... 52
Gambar 4.6. Proses Cacah Miniatur Barang................................................... 52
Gambar 4.7. Motor2 Aktif .............................................................................. 53
Gambar 4.8. Form Utama ............................................................................... 54
Gambar 4.9. Lampu Indikator aktif ................................................................ 54
Gambar 4.10. Simulasi Conveyor .................................................................... 56
Gambar 4.11. Kotak Pesan Peringatan ............................................................ 56
xvi
DAFTAR TABEL
Halaman
Tabel 2.1 Kode Mneumonik ..........................................................................7
Tabel 2.2 Nama Register Yang Digunakan Beserta Alamatnya.................12
Tabel 2.3 Pin Konektor DB9.......................................................................13
Tabel 2.4 Nilai Nilai Properti Even Error Pada CommEvent .....................63
Tabel 2.5 Nilai Nilai Properti Even Komunikasi Pada CommEvent ..........63
Tabel 4.1 Hasil Pengamatan Alat Secara Keseluruhan...............................44
Tabel 4.2 Hasil Pengamatan Tegangan Pada Rangkaian Sensor1 ............45
Tabel 4.3 Hasil Pengamatan Tegangan Pada Rangkaian Sensor2 ..............46
Tabel 4.4 Hasil Pengamatan Tegangan Pada Rangkaian Sensor3 ..............47
Tabel 4.5 Hasil Pengamatan Pada Motor....................................................47

xvii
xviii
Bab I
PENDAHULUAN
1.1 Latar Belakang Masalah
Perkembangan industri yang semakin cepat dan munculnya industri-industri di
berbagai daerah di Indonesia memacu kemajuan teknologi yang signifikan. Kemajuan
industri ini juga didukung dengan semakin berkembangnya perangkat-perangkat yang
mendukung proses industri. Pada bidang elektronika, perkembangan tersebut lebih mengarah
ke perangkat digital dengan didukung oleh perangkat analog[1].
Programmmable Logic Controller (PLC) adalah salah satu teknologi digital yang
cukup banyak digunakan pada dunia industri saat ini. PLC telah banyak diaplikasikan dalam
berbagai bidang, seperti bidang industri, otomotif, dan lain-lain[2]. Dengan semakin
berkembangnya teknologi pada sebagian besar perusahaan, PLC sekarang tidak hanya
dipergunakan pada satu aplikasi, namun dapat juga dikoneksikan dengan komputer untuk
dipergunakan dalam berbagai aplikasi, seperti menjalankan mesin dan menampilkannya pada
komputer.
Perkembangan teknologi PLC diikuti dengan semakin berkembangnya software
pendukung, misalnya software bahasa pemrograman yang akan sangat membantu untuk
mengolah suatu sinyal yang didapat dari proses elektronika (perangkat keras) secara
terprogram. Bahasa pemrograman ini akan sangat membantu untuk menghubungkan antara
programmer dengan CPU yang akan digunakan untuk menjalankan sistem pada mesin
industri.
Pada saat sekarang ini, banyak peralatan kendali yang menggunakan PLC tanpa
didukung oleh peralatan pendukung yang menampilkan status pengoperasian. Teknologi

xix
komputer dapat dipergunakan sebagai salah peralatan pendukung untuk menampilkan status
pengoperasian pada PLC. Software visual basic dapat dipergunakan untuk menampilkan pada
layar monitor dan komunikasi serial dapat dipergunakan sebagai sarana yang
menghubungkan antara sistem komputer dengan sistem PLC.
Melihat fungsi-fungsi yang ada, maka teknologi PLC dapat dimanfaatkan untuk
mengendalikan jalur sistem pengepakan barang. Pada tugas akhir ini, PLC dipergunakan
untuk mengatur gerakan motor DC yang berfungsi sebagai pemutar conveyor.
1.2 Perumusan Masalah
Berdasarkan latar belakang masalah yang telah diuraikan di atas, pokok masalah yang
diidentifikasi dalam penelitian ini adalah :
1. Perancangan dan implementasi komunikasi antara PLC sebagai pengendali
sistem pengepakan barang dengan komputer sebagai penampil status operasi
menggunakan serial port.
2. Perancangan program pada PLC untuk menerima sinyal masukan dari proses
elektronika dan mengeluarkan keluaran untuk menggerakkan beban berupa
motor DC yang digunakan untuk menjalankan conveyor.
3. Perancangan program pada komputer untuk menerima sinyal masukan dari PLC
dan menampilkan status pengoperasian sistem pada monitor.
4. Sistem yang diaplikasikan berupa sistem jalur pengepakan barang.
1.3 Batasan Masalah
Berdasarkan permasalahan yang teridentifikasi, perlu pembatasan masalah yang akan
diteliti. Lingkup pembahasan pada penelitian ini adalah pada pengendalian motor DC

xx
menggunakan PLC dan tampilan status pengoperasian menggunakan komputer yang
dihubungkan dengan komunikasi serial.
Spesifikasi perancangan yang akan dibuat adalah :
1. Perancangan model conveyor pengepakan barang, yang terdiri dari dua buah
conveyor. Tiap-tiap conveyor menggunakan dua buah as, dua buah gir dan sebuah
rantai penghubung
2. Perancangan tampilan proses pada komputer menggunakan bahasa pemrograman
Visual Basic 6.0 sebagai perangkat antar muka antara PLC dengan pengguna yang
dihubungkan dengan komunikasi secara serial.
3. Perancangan controler PLC yang dipergunakan untuk menjalankan sistem jalur
pengepakan barang.
4. Material yang akan dimasukkan ke dalam kotak adalah miniatur dari lilin madu,
dengan jarak benda yang tidak sama (minimal berjarak 4 cm)
1.4 Tujuan Penelitian
Tujuan dari penelitian ini adalah membuat model kontrol sistem jalur pengepakan
barang menggunakan PLC dan ditampilkan pada PC melalui komunikasi serial.
1.5 Manfaat Penelitian
Manfaat dari penelitian ini adalah :
1. Aplikasi komunikasi serial untuk kepentingan dunia industri
2. Aplikasi Visual Basic 6.0 untuk menampilkan status pengoperasian PLC pada
dunia industri.

xxi
1.6 Sistematika Penulisan
Sistematika penulisan laporan tugas akhir ini adalah sebagai berikut:
BAB I : PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, batasan
masalah, tujuan penelitian, manfaat penelitian, dan sistematika
penulisan.
BAB II : DASAR TEORI
Bab ini berisi dasar teori mengenai Programmable Logic Controller
(PLC), Visual Basic, RS-232, rangkaian sensor, dan motor DC.
BAB III : PERANCANGAN
Bab ini berisi rancangan Sistem Kontrol Jalur Pengepakan Barang yang
meliputi diagram blok, penjelasan cara kerja secara singkat, dan
pemilihan komponen.
BAB IV : HASIL PENELITIAN DAN PEMBAHASAN
Bab ini berisi hasil pengamatan dan pembahasan dari pengujian yang
telah dilaksanakan.
BAB V : KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan dan saran.

xxii
BAB II
DASAR TEORI`
2.1. Sistem Programable Logic Controller
2.1.1. PLC secara Umum
Sebuah Programmable Controller (PC) pada prinsipnya adalah sebuah Central
Processing Unit (CPU) yang berisi program-program yang dihubungkan dengan peralatan
masukan dan keluaran. Peralatan masukan dapat berupa push button, limit switch, sensor, dan
alat-alat yang lain yang dapat dipergunakan sebagai masukan. Peralatan keluarannya dapat
berupa motor, solenoid, lampu dan lain-lain[2].
Programable Logic Controller (PLC) dikendalikan oleh program yang dimasukkan
ke CPU. Program akan aktif bila ada sinyal masukan yang sesuai spesifikasi yang telah
ditentukan. Sinyal itu diproses di dalam CPU, lalu CPU akan mengeluarkan sinyal keluaran
untuk mengaktifkan peralatan keluarannya.
Keuntungan dari PLC adalah modifikasi akan lebih mudah dan dapat dilakukan
dengan waktu yang cepat. Jika pengguna ingin menambahkan peralatan masukan atau
keluaran, maka program juga dapat dimodifikasi dengan mudah dan sederhana.
2.1.2. Struktur PLC
CPU merupakan sebuah bagian yang utuh yang terdiri dari unit pengendali, instruksi
register, dan program counter[3]. Untuk dapat mengolah data sesuai dengan spesifikasi
program yang telah ditentukan, diperlukan memori yang akan digunakan untuk menyimpan
instruksi dan data tersebut. Memori terdiri dari ROM (memori program) dan RAM (memori
data).
xxiii
2.1.3. Pemrograman dalam PLC
PLC menggunakan bahasa pemrograman dengan logika tingkat tinggi. Oleh karena
itu, bahasa pemrograman dalam PLC mudah dipahami[3]. Bahasa pemrograman yang
digunakan dalam PLC menggunakan diagram tangga atau mnemonic.
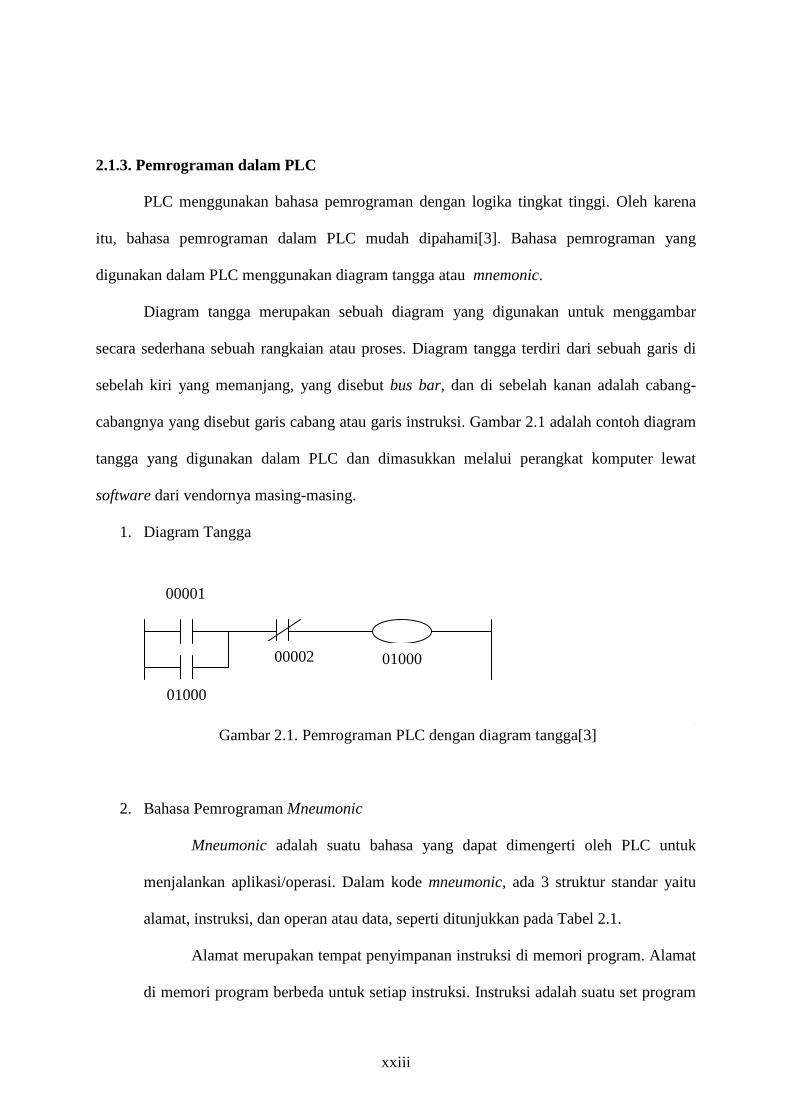
Diagram tangga merupakan sebuah diagram yang digunakan untuk menggambar
secara sederhana sebuah rangkaian atau proses. Diagram tangga terdiri dari sebuah garis di
sebelah kiri yang memanjang, yang disebut bus bar, dan di sebelah kanan adalah cabang-
cabangnya yang disebut garis cabang atau garis instruksi. Gambar 2.1 adalah contoh diagram
tangga yang digunakan dalam PLC dan dimasukkan melalui perangkat komputer lewat
software dari vendornya masing-masing.
1. Diagram Tangga
Gambar 2.1. Pemrograman PLC dengan diagram tangga[3]
2. Bahasa Pemrograman Mneumonic
Mneumonic adalah suatu bahasa yang dapat dimengerti oleh PLC untuk
menjalankan aplikasi/operasi. Dalam kode mneumonic, ada 3 struktur standar yaitu
alamat, instruksi, dan operan atau data, seperti ditunjukkan pada Tabel 2.1.
Alamat merupakan tempat penyimpanan instruksi di memori program. Alamat
di memori program berbeda untuk setiap instruksi. Instruksi adalah suatu set program
01000
00002 01000
00001

xxiv
yang dapat dikenali oleh PLC untuk menjalankan aplikasi. Banyaknya instruksi
tergantung dari jenis PLC yang digunakan. Semakin besar kapasitasnya, berarti
semakin banyak pula instruksi yang ditampilkan. Sedangkan operan atau data
merupakan suatu penunjukan alamat dari I/O, penunjukan lokasi memori, atau suatu
data berupa bilangan (untuk timer ataupun counter).
Tabel 2.1 Kode Mneumonik[3] Alamat Memori Instruksi Operan Data
00000 LD 00001 00001 OR 01000 00002 AND NOT 00002
2.2. PLC OMRON
PLC yang digunakan dalam sistem kontrol jalur pengepakan barang ini adalah jenis
OMRON seri CPM2A. Pemilihan ini didasarkan atas ketersediaan alat. OMRON seri
CPM2A telah menyediakan koneksi RS232[1]. Hal ini akan sangat membantu dalam
pengerjaan sistem yang menggunakan komunikasi serial.
Pada OMRON CPM2A, terdapat sejumlah terminal masukan dan keluaran. Terminal
masukan pada CPU digunakan sebagai saluran untuk menerima sinyal masukan dari
perangkat elektronika untuk diproses di dalam CPU. Terminal keluaran digunakan sebagai
saluran untuk mengirimkan sinyal keluaran menuju aktuator.
Selain terminal masukan dan keluaran, OMRON CPM2A juga mempunyai saluran
RS232, expansion I/O, dan port untuk console. RS232 merupakan interface pengiriman dari
PLC menuju komputer. Jenis data yang akan dikirim adalah bentuk data biner (bit per bit
transfer) dengan kecepatan transmisi (baud rate) yang umum dipakai adalah 9600 (bit per
detik).
Peralatan yang digunakan sebagai hand-shake (jabat tangan), yang berfungsi sebagai
pemantau status yang akan diterima/ada untuk memberikan tanggapan yang stabil, dapat

xxv
membantu untuk proses pengiriman. Ketika merancang software komunikasi serial, hand-
shake disempurnakan dengan menambahkan karakter pengendali dalam deretan / jumlah bit
yang dikirim, yang biasa disebut sebagai start bit dan stop bit.
Port console digunakan untuk komunikasi antara PLC dengan console. Melalui port
ini, console dapat digunakan untuk menjalankan atau menghentikan PLC. Program yang akan
disimpan console ke dalam PLC dimasukkan melalui port ini.
2.2.1 Peta Memori
Memori di dalam PLC diklasifikasikan sebagai berikut : IR, AR, SR, DM, TR, TC,
HR, UM dan LR[1]. Memori di dalam PLC memiliki fungsi sebagai berikut :
a. IR (Internal Relay) digunakan sebagai pengendali masukan/keluaran dan manipulasi
bit.
b. AR (Auxilary Relay) dipergunakan untuk tujuan tertentu, misalnya transmission
counters, bendera, dan bit kendali.
c. SR (Special Relay) berfungsi sebagai bit bendera dan bit kendali yang digunakan untuk
melihat operasi PC.
d. DM (Data Memory) digunakan untuk menyimpan data dalam bentuk word (16 bit) dan
mempertahankan data tersebut pada waktu terjadi gangguan daya.
e. TR (Temporary Relay) adalah memori yang menyediakan delapan bit yang digunakan
hanya untuk instruksi LOAD dan OUT untuk percabangan program.
f. TC ( Timer/Counter) digunakan sebagai pewaktu dan pencacah.

xxvi
g. HR (Holding Relay) digunakan untuk menyimpan/memanipulasi berbagai macam
variasi data dan dapat diakses secara word (16 bit) atau secara bit (1 bit) dan tetap
mempertahankan status saat terjadi gangguan pada PLC.
h. UM (Using Memory) pada PLC tipe C200HS diartikan sebagai bagian memori yang
dapat dikonversikan dan ditransfer ke ROM dan akan disimpan dengan baterai yang ada
pada CPU.
i. LR (Link Relay) digunakan untuk menyalurkan data antar PC dengan menggunakan
adaptor RS 232.
Bab ini akan membahas tentang IR. Penjabaran ini bertujuan untuk membedakan antara
masukan dan keluaran. Cara membedakan antara masukan dan keluaran adalah dengan
pembedaan alamat yang ada pada IR.
2.2.2 Unit Masukan dan Keluaran
IR berfungsi sebagai bit kerja untuk menyimpan dan memanipulasi data secara
internal dan dapat diakses secara bit atau word. PLC mempunyai dua jenis pengalamatan,
yaitu channel dan bit. Channel dinyatakan dengan tiga digit pertama dan bit dinyatakan
dengan dua digit terakhir. Misalnya masukan 00001, artinya alamat masukan berada pada
channel 000 bit ke 01. PLC adalah sebuah register 16 bit maka tiap channel untuk I/O
mempunyai 16 bit (00 – 15 ).
2.2.3 Instruksi Instruksi dalam PLC
Instruksi dalam PLC dalam simbol mnemonic adalah sebagai berikut :
a. FUN digunakan untuk memanggil fungsi yang diinginkan (diikuti dua digit yang
diinginkan.

xxvii
b. LD (load) digunakan untuk memasukkan input yang dikehendaki sebagai bagian
awal dari tangga.
c. AND digunakan untuk memasukkan input yang diseri dengan input yang sebelumnya.
d. OR digunakan untuk memasukkan input yang diparalel dengan input sebelumnya.
e. OUT adalah keluaran dari rangkaian.
f. TIM (timer) digunakan untuk memanggil fungsi pewaktu ataupun kontak keluaran dari
fungsi timer yang ada di PLC.
g. CNT (counter) digunakan untuk memanggil fungsi pencacah ataupun kontak keluaran
dari fungsi pencacah yang ada di PLC.
h. NOT bersama LD, AND, atau OR untuk menandakan normally close. Bersama OUT
untuk menandakan keluaran invers. Bersama FUN untuk mendefinisikan fungsi aktif
sesaat.
2.3 Komunikasi Serial
Standar sinyal komunikasi serial yang biasa digunakan adalah standar RS232. Standar
ini menyangkut komunikasi data antara komputer (Data Terminal Equipment-DTE) dengan
alat-alat pelengkap komputer (Data Circuit Terminating-DCE). Standar RS232 ini biasa
digunakan pada port serial PC IBM[4].
RS232 adalah kabel data yang dapat dipergunakan untuk komunikasi data.
Komunikasi data ini dapat terjadi antara dua komputer ataupun komputer dengan peralatan
lainnya, misalnya PLC, mikrokontroler, dan printer. Ada 2 jenis RS232, yaitu 9 pin dan 25
pin. Gambar 2.2 menunjukkan konektor port serial DB-9. Pada komputer IBM PC
kompatibel biasanya dapat ditemukan dua konektor port serial DB-9 yang dinamakan COM1
dan COM2.
xxviii
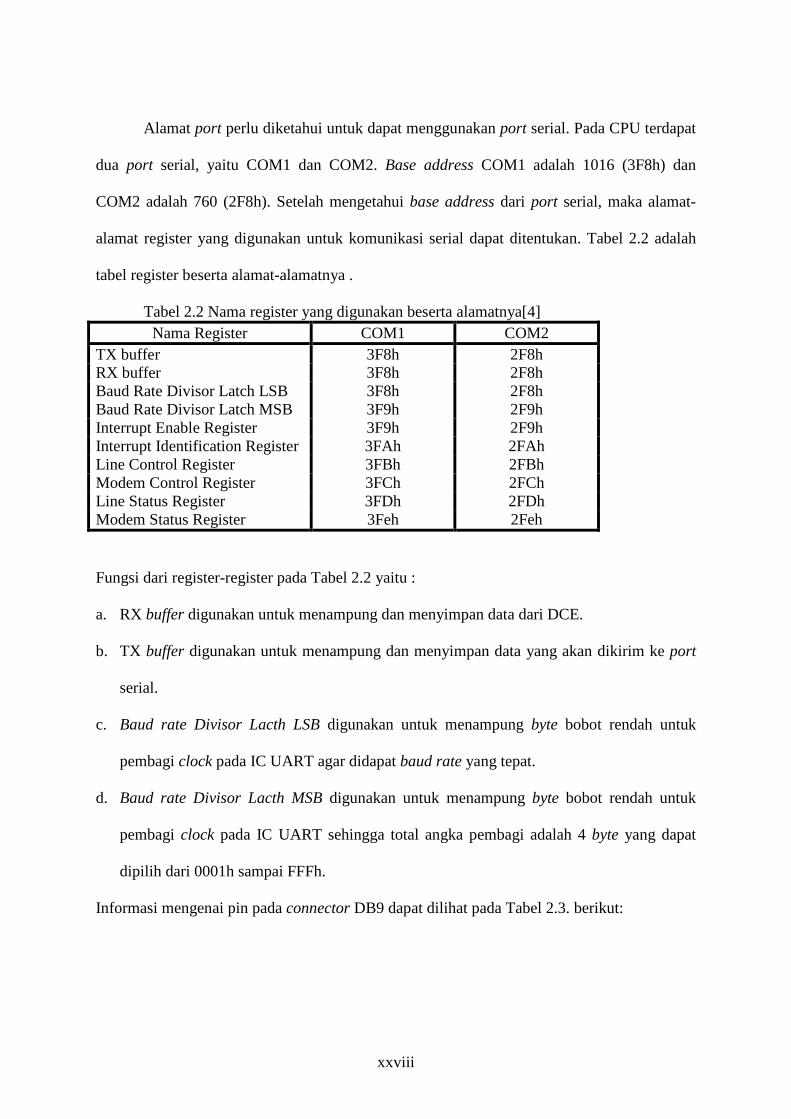
Alamat port perlu diketahui untuk dapat menggunakan port serial. Pada CPU terdapat
dua port serial, yaitu COM1 dan COM2. Base address COM1 adalah 1016 (3F8h) dan
COM2 adalah 760 (2F8h). Setelah mengetahui base address dari port serial, maka alamat-
alamat register yang digunakan untuk komunikasi serial dapat ditentukan. Tabel 2.2 adalah
tabel register beserta alamat-alamatnya .
Tabel 2.2 Nama register yang digunakan beserta alamatnya[4] Nama Register COM1 COM2
TX buffer 3F8h 2F8h RX buffer 3F8h 2F8h Baud Rate Divisor Latch LSB 3F8h 2F8h Baud Rate Divisor Latch MSB 3F9h 2F9h Interrupt Enable Register 3F9h 2F9h Interrupt Identification Register 3FAh 2FAh Line Control Register 3FBh 2FBh Modem Control Register 3FCh 2FCh Line Status Register 3FDh 2FDh Modem Status Register 3Feh 2Feh
Fungsi dari register-register pada Tabel 2.2 yaitu :
a. RX buffer digunakan untuk menampung dan menyimpan data dari DCE.
b. TX buffer digunakan untuk menampung dan menyimpan data yang akan dikirim ke port
serial.
c. Baud rate Divisor Lacth LSB digunakan untuk menampung byte bobot rendah untuk
pembagi clock pada IC UART agar didapat baud rate yang tepat.
d. Baud rate Divisor Lacth MSB digunakan untuk menampung byte bobot rendah untuk
pembagi clock pada IC UART sehingga total angka pembagi adalah 4 byte yang dapat
dipilih dari 0001h sampai FFFh.
Informasi mengenai pin pada connector DB9 dapat dilihat pada Tabel 2.3. berikut:

xxix
Gambar 2.2. RS232 dengan 9 Pin[4]
Tabel 2.3. Pin Konektor DB9 [4] NO. Pin Nama Pin
1 Carrier Detect 2 Receive Data (RD) 3 Transmitted Data (TD) 4 Data Terminal Ready (DTR) 5 Signal Ground (GND) 6 Data Set Ready (DSR) 7 Request to Send (RTS) 8 Clear to Send (CTS) 9 Ring Indicator
Pin-pin pada konektor DB9 dapat dibagi menjadi tiga kelompok fungsi, yaitu :
e. Data Signals (Pin: 2, 3)
e.1 Transmitted Data (TD) ditujukan kepada penerima, yang menyatakan data
dibangkitkan oleh pengirim.
e.2 Receive Data (RD) ditujukan kepada pengirim, yang menyatakan data diterima oleh
penerima.
f. Control Signals (Pin : 1, 4, 6, 7, 8, 9)
f.1 Request to Send (RTS) ditujukan kepada penerima, yang menyatakan bahwa
pengirim akan mengirimkan data kepada penerima.
f.2 Clear to Send (CTS) ditujukan kepada pengirim, yang menyatakan bahwa pengirim
dapat mulai mengirimkan data, ini merupakan tanggapan dari RTS.
5 9 4 8 3 7 2 6 1
KONEKTOR DB9

xxx
f.3 Data Set Ready (DSR) ditujukan kepada pengirim, yang menyatakan bahwa
penerima siap untuk melakukan operasi
f.4 Data Terminal Ready (DTR) ditujukan kepada penerima, yang menyatakan bahwa
pengirim telah siap untuk melakukan operasi.
f.5 Ring Indicator (RI) ditujukan kepada pengirim, yang menandakan bahwa penerima
telah menerima sinyal dering pada kanal komunikasi.
f.6 Carrier Dettect (CD) ditujukan kepada pengirim, yang menandakan bahwa
penerima telah menerima sinyal carrier.
g. Ground (Pin: 5) merupakan titik nol (0 / ground) yang kemudian akan dihubungkan
dengan ground bersama pada catu daya yang digunakan.
Pada komunikasi serial, kecepatan pengiriman data antara pengirim dan penerima harus
sama. Overflow akan terjadi jika kecepatannya tidak sama. Overflow adalah beban kerja
berlebih yang dialami oleh pemroses. Kecepatan pengiriman data itu sering disebut dengan
baud rate. Baud rate yang biasa dipakai adalah 300, 1200, 2400, 4800, dan 9600. Panjang bit
data yang biasa dipakai adalah 4, 5, 6, 7, dan 8 bit.
Ada dua cara komunikasi secara serial pada visual basic, yaitu komunikasi data serial
secara asinkron dan sinkron. Pada komunikasi data serial asinkron, clock tidak dikirimkan
bersama dengan data serial, tapi dimunculkan sendiri-sendiri baik oleh pengirim atau
penerima. Pada serial sinkron, clock dikirimkan bersama-sama dengan data serial. Gambar
2.3 adalah teknik penyambungan kabel RS232 9 pin.
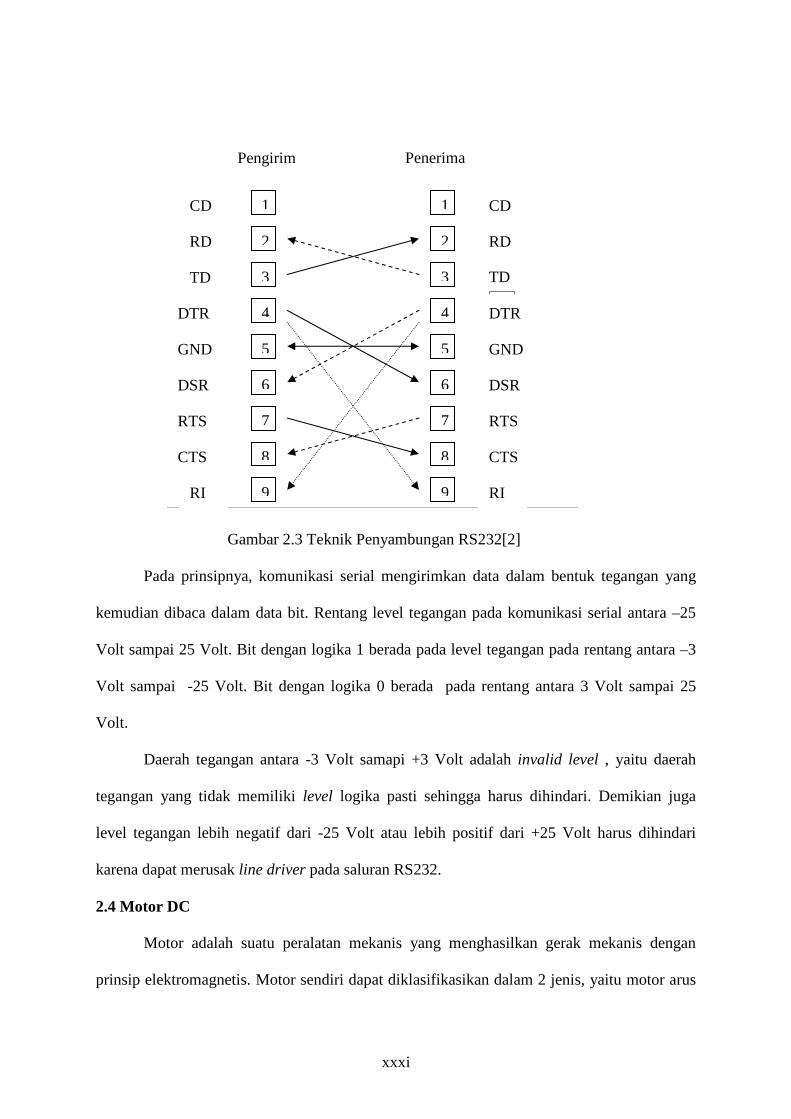
xxxi
Gambar 2.3 Teknik Penyambungan RS232[2]
Pada prinsipnya, komunikasi serial mengirimkan data dalam bentuk tegangan yang
kemudian dibaca dalam data bit. Rentang level tegangan pada komunikasi serial antara –25
Volt sampai 25 Volt. Bit dengan logika 1 berada pada level tegangan pada rentang antara –3
Volt sampai -25 Volt. Bit dengan logika 0 berada pada rentang antara 3 Volt sampai 25
Volt.
Daerah tegangan antara -3 Volt samapi +3 Volt adalah invalid level , yaitu daerah
tegangan yang tidak memiliki level logika pasti sehingga harus dihindari. Demikian juga
level tegangan lebih negatif dari -25 Volt atau lebih positif dari +25 Volt harus dihindari
karena dapat merusak line driver pada saluran RS232.
2.4 Motor DC
Motor adalah suatu peralatan mekanis yang menghasilkan gerak mekanis dengan
prinsip elektromagnetis. Motor sendiri dapat diklasifikasikan dalam 2 jenis, yaitu motor arus
Pengirim Penerima
1
2
3
4
5
6
7
8
9
5
6
1
2
4
3
8
9
7
CD
RD
TD DTR
GND
DSR
RTS
CTS
RI
CD
RD
TD
DTR
GND
DSR
RTS
CTS
RI
xxxii
searah (Direct Current / DC) dan motor arus bolak-balik (Alternating Current /AC)[5].
Motor DC membutuhkan tegangan yang searah untuk bekerja, sedangkan motor AC
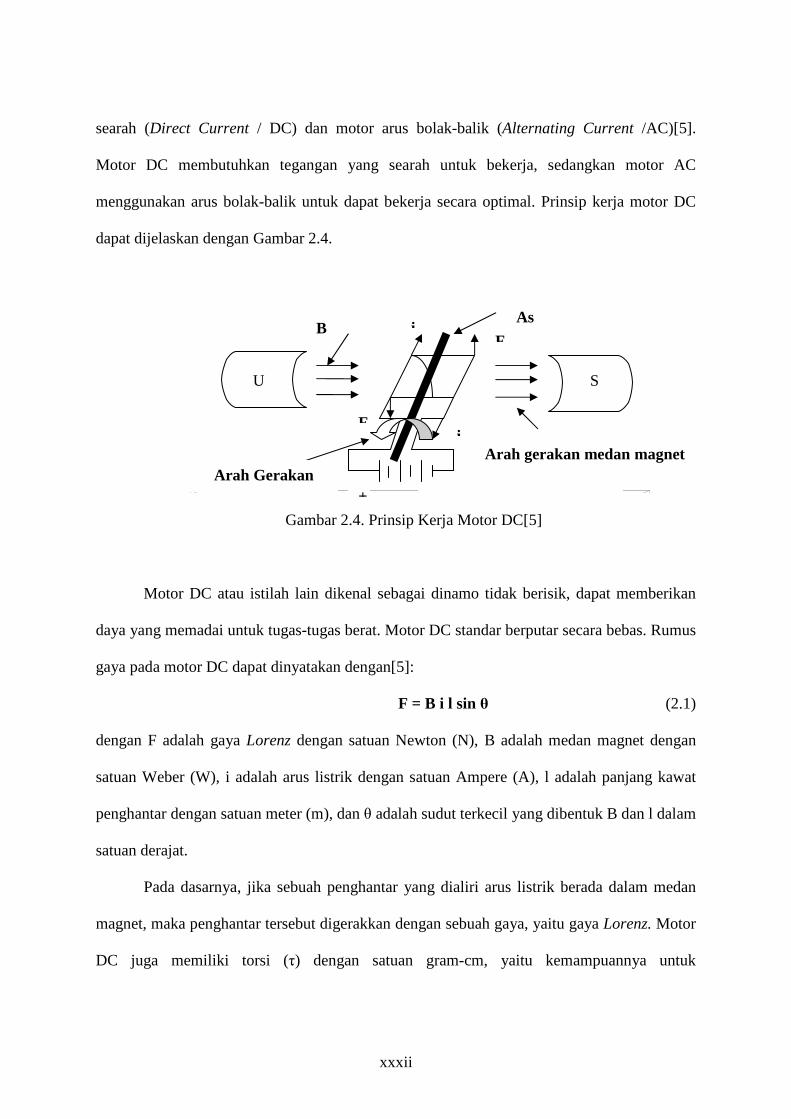
menggunakan arus bolak-balik untuk dapat bekerja secara optimal. Prinsip kerja motor DC
dapat dijelaskan dengan Gambar 2.4.
Gambar 2.4. Prinsip Kerja Motor DC[5]
Motor DC atau istilah lain dikenal sebagai dinamo tidak berisik, dapat memberikan
daya yang memadai untuk tugas-tugas berat. Motor DC standar berputar secara bebas. Rumus
gaya pada motor DC dapat dinyatakan dengan[5]:
F = B i l sin θ (2.1)
dengan F adalah gaya Lorenz dengan satuan Newton (N), B adalah medan magnet dengan
satuan Weber (W), i adalah arus listrik dengan satuan Ampere (A), l adalah panjang kawat
penghantar dengan satuan meter (m), dan θ adalah sudut terkecil yang dibentuk B dan l dalam
satuan derajat.
Pada dasarnya, jika sebuah penghantar yang dialiri arus listrik berada dalam medan
magnet, maka penghantar tersebut digerakkan dengan sebuah gaya, yaitu gaya Lorenz. Motor
DC juga memiliki torsi (τ) dengan satuan gram-cm, yaitu kemampuannya untuk
U S
F B i
+ -
As Motor
Arah gerakan medan magnet (B) Arah Gerakan
Motor
i F

xxxiii
menggerakkan benda yang memiliki massa (F) dengan satuan gram, yang terletak pada suatu
lintasan (R) dengan satuan cm.
τ = F x R (2.2)
2.5. Visual Basic
Sistem pemrograman visual basic mengkombinasikan kemampuan bahasa basic dan
piranti design visual. Bahasa ini menyediakan kesederhanaan dan kemudahan pakai tanpa
mengorbankan kinerja atau fasilitas grafis[2].
Visual Basic 6.0 memiliki beberapa komponen, yaitu menu bar, jendela Form, kotak
dialog Project, kotak dialog properties, kotak dialog Form layout dan Toolbox. Visual basic
dapat mengakses port serial melalui register Universal Asyncronous Receiver/Transmitter
(UART) atau menggunakan MSComm yang disediakan oleh visual basic.
2.5.1 Pengaksesan Port Serial melalui Register UART
UART menggunakan saluran RxD (receve data) dan TxD (Transmit Data) untuk
komunikasi pengiriman atau penerimaan data, serta DCD (Data Carrier Detect), DSR (Data
Set Ready), RTS (Request to Sent), CTS (Clear to Sent), DTR (Data Terminal Ready), dan RI
(Ring Indicator) untuk kontrol. Saluran-saluran ini ada yang digunakan sebagai masukan dan
keluaran. Semua saluran ini dapat diakses secara langsung melalui register UART, kecuali
saluran RxD.
2.5.2 Pengaksesan Port Serial menggunakan MSComm
MSComm menyediakan fitur untuk komunikasi antara program aplikasi yang
dirancang dengan port serial guna mengirim dan menerima data. Setiap port serial ditangani
xxxiv
oleh satu MSComm saja. Jika ingin menggunakan lebih dari satu port serial, maka
penggunaan MSComm harus ditambahkan sebanyak jumlah port serial yang digunakan.
Pada MSComm terdapat banyak fitur yang disediakan. Fitur-fitur yang sering
digunakan dalam MSComm adalah :
a. CommPort digunakan untuk menentukan nomor port serial yang dipakai.
b. Port Open digunakan untuk membuka atau menutup port serial yang dihubungkan
dengan MSComm.
c. Setting digunakan untuk mengatur nilai baud rate, pariti, jumlah bit data, dan jumlah bit
stop.
d. Input digunakan untuk mengambil data string pada buffer penerima.
e. Output digunakan untuk menulis data string pada buffer pengirim.
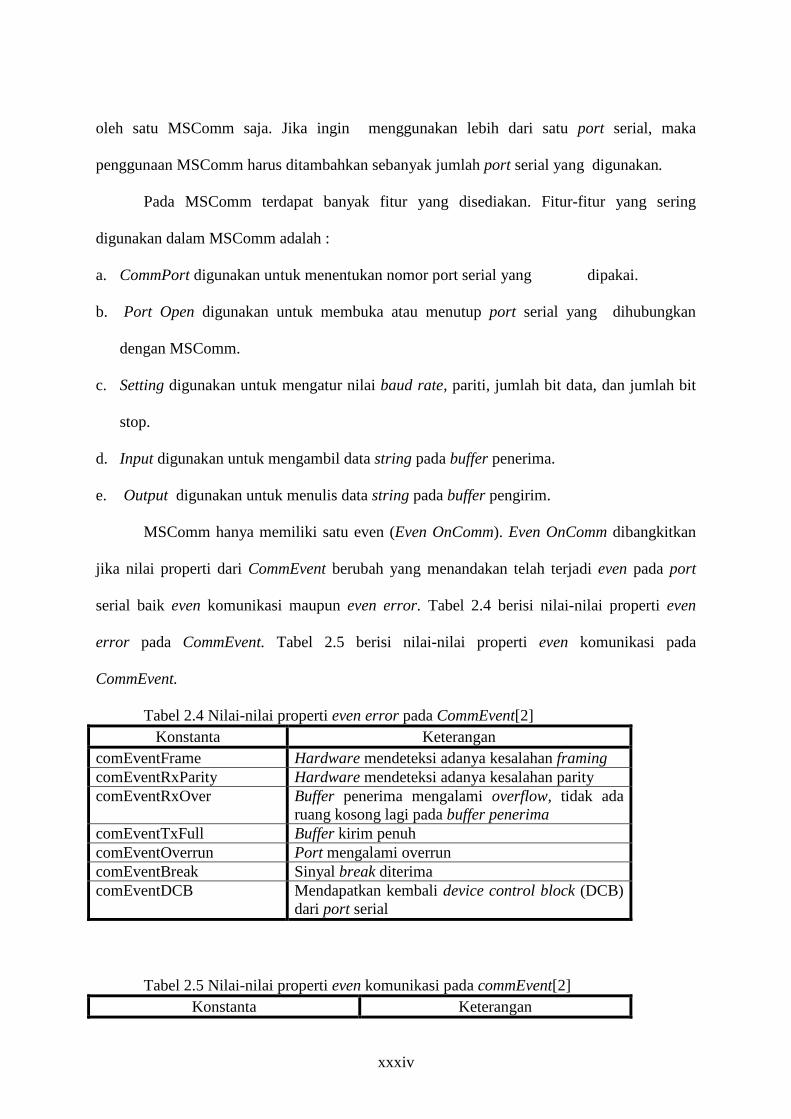
MSComm hanya memiliki satu even (Even OnComm). Even OnComm dibangkitkan
jika nilai properti dari CommEvent berubah yang menandakan telah terjadi even pada port
serial baik even komunikasi maupun even error. Tabel 2.4 berisi nilai-nilai properti even
error pada CommEvent. Tabel 2.5 berisi nilai-nilai properti even komunikasi pada
CommEvent.
Tabel 2.4 Nilai-nilai properti even error pada CommEvent[2] Konstanta Keterangan
comEventFrame Hardware mendeteksi adanya kesalahan framing comEventRxParity Hardware mendeteksi adanya kesalahan parity comEventRxOver Buffer penerima mengalami overflow, tidak ada
ruang kosong lagi pada buffer penerima comEventTxFull Buffer kirim penuh comEventOverrun Port mengalami overrun comEventBreak Sinyal break diterima comEventDCB Mendapatkan kembali device control block (DCB)
dari port serial
Tabel 2.5 Nilai-nilai properti even komunikasi pada commEvent[2] Konstanta Keterangan

xxxv
comEvSend Jumlah karakter pada buffer kirim lebih sedikit daripada nilai properti sthreshold. Even ini akan dibangkitkan jika nilai pada properti sthreshold tidak diisi ‘0’
comEvReceive Telah diterima karakter sebanyak nilai properti Rthreshold. Even ini akan dibangkitkan terus menerus sampai data diambil dari buffer penerima menggunakan perintah input. Even ini akan dibangkitkan jika nilai pada properti Rthreshold tidak diisi ‘0’.
comEvCTS Terjadi perubahan pada saluran Clear to Send
comEvReceive Terjadi perubahan pada saluran Data Set Ready comEvCD Terjadi perubahan pada saluran Carrier
Detect comEvRing Terdeteksi adanya sinyal ring comEvEOF Karakter End of File diterima
2.6. Sensor
Sensor adalah salah satu komponen elektronika yang menggabungkan optika dengan
elektronika. Sensor yang digunakan untuk sistem kontrol jalur pengepakan barang terdiri dari
infrared dan fotodioda. Rangkaian sensor ini dapat digunakan untuk mendeteksi dan
mencacah barang yang menghalangi cahaya dari infrared ke fotodioda.
Infrared adalah pendeteksi yang digunakan di sistem kontrol jalur pengepakan
barang[6]. Infrared digunakan untuk mendeteksi kotak dan mencacah jumlah miniatur buah
yang akan dimasukkan ke kotak. LED (Light Emitting Diode) infrared bekerja seperti LED
pada umumnya. Saat diberi tegangan prasikap maju (+ ke anoda dan – ke katoda), maka ada
arus yang mengalir dari anoda ke katoda. Arus akan meningkat/menurun berbanding secara
eksponensial dengan naik turunnya tegangan yang diberikan.

xxxvi
Fotodioda digunakan untuk mendeteksi cahaya infrared. Panjang gelombang yang
dipancarkan oleh infrared tergantung dari material sumbernya. Umumnya cahaya tak tampak
dari LED infrared berkisar antara 940 - 950 nm. Konfigurasi rangkaian sensor ditunjukkan
pada Gambar 2.5.
(a) (b) Gambar 2.5. Rangkaian Sensor[6]
Perubahan arus pada LED dipengaruhi oleh perubahan Vs. Perubahan arus tersebut
akan masuk ke fotodioda. Perubahan arus akan menghasilkan perubahan tegangan pada
terminal kolektor-emitor. Oleh karena itu, tegangan sinyal akan digandeng dari rangkaian
masukan ke rangkaian keluaran. Persamaan untuk mencari Rs dari Gambar 2.5.(a) adalah :
If
VsRs = (2.3)
dengan Vs adalah tegangan sumber dan If adalah tegangan maju
Nilai Rc dari Gambar 2.5.(b) dapat dihitung dengan :
0. =−− CECCcc VRIV (2.4)
C
CECCC I
VVR
−= (2.5)
dengan Vcc adalah tegangan sumber, VCE adalah tegangan kolektor-emitor, dan IC adalah
arus kolektor.

xxxvii
BAB III
PERANCANGAN
3.1 Diagram Blok Sistem
Sistem kontrol jalur pengepakan barang merupakan sistem yang digunakan untuk
memasukkan barang ke dalam kotak secara otomatis. Sistem ini dikembangkan dengan
menampilkan status pengoperasian sistem ke dalam komputer. Gambar 3.1 akan menjelaskan
cara kerja sistem yang akan dibuat.
Gambar 3.1. Blok diagram sistem jalur pengepakan barang berbasis PLC yang
dikomunikasikan dengan Visual Basic
Tombol start berfungsi sebagai masukan untuk mengaktifkan sistem. Sensor pertama
(pada conveyor kotak) akan membaca sinyal masukan setelah tombol start ditekan. Bila
sensor menerima masukan positif, yang menandakan telah tersedia kotak pada conveyor1,
maka motor1 akan memutar conveyor1 dan bergerak ke arah yang telah ditentukan.
Kemudian kotak akan bergerak menuju sensor2. Pada saat kotak tepat berada di depan
sensor2, maka motor pada conveyor1 akan berhenti, dan motor pada conveyor2 mulai
berputar ke arah kotak. Conveyor2 berfungsi sebagai tempat aliran barang. Barang pada
PLC
Mtr1
Mtr2
VB
Start/stop
Sens1
Sens2
Sens3

xxxviii
conveyor kedua akan dialirkan menuju kotak pada conveyor pertama. Sebelum sampai ke
kotak, barang akan melewati sensor pencacah. Bila jumlah barang yang lewat telah sesuai
dengan yang telah ditentukan, maka motor pada conveyor2 akan berhenti, dan motor pada
conveyor1 akan mulai bergerak lagi.
3.2. Perancangan Model Perangkat Keras
Rancangan mekanik yang akan dibuat pada penelitian ini dapat dilihat pada Gambar
3.2. Conveyor tempat kotak barang dan miniatur buah diletakkan, digerakkan oleh motor DC.
Gambar 3.2 Rancangan sistem jalur pengepakan barang
Besi siku digunakan sebagai rangka untuk conveyor. Selain besi siku, dua buah as digunakan
untuk menggerakkan belt conveyor yang ada pada masing-masing conveyor. As yang
berperan untuk menggerakkan belt conveyor disambungkan dengan sebuah gear ukuran 14.
Pada motor DC juga dipasang pasangan gear kamprat. Rantai kamprat digunakan untuk
menghubungkan gear ukuran 14 dengan pasangan gear kamprat yang dipasang pada motor
DC. Programmable Logic Controller digunakan untuk menjalankan sistem dan PC
digunakan untuk menampilkan visualisasi pengoperasian sistem.
PLC
monitor
sensor1
sensor3
konveyor1 konveyor2
MASUKAN
KELUARAN
sensor2

xxxix
3.2.1 Start / Stop
Tombol start/stop digunakan sebagai masukan untuk menjalankan/menghentikan
proses pada sistem ini. Tombol digunakan sebagai alat pengendali yang menghubungkan
beban dengan rangkaian elektronika. Pada sistem ini, tombol berfungsi sebagai penghubung
atau pemutus jaringan arus listrik. Model elektronika saklar seperti pada Gambar 3.3
menunjukkan saklar dalam keadaan tidak terhubung.
Gambar 3.3. Model Elektronis Tombol
3.2.2 Komunikasi Serial RS-232
RS-232 digunakan pada sistem ini, dikarenakan tersedianya partitur komunikasi serial
RS-232 pada PLC dan PC. Data proses sistem pengoperasian pada PLC akan dikirimkan ke
PC melalui komunikasi serial RS-232.
Data yang telah diproses di CPU PLC akan dikirim menuju komputer. Sebelum
mengirimkan data, port com yang akan digunakan harus diinisialisasi terlebih dulu. Sistem ini
menggunakan port com1 pada komputer.
Agar proses pengiriman data dapat berjalan maksimal, parameter untuk komunikasi
data antara PLC dan komputer harus diatur. Selain penggunaan port com, parameter lain yang
harus diatur adalah kecepatan transmisi data. Kecepatan transmisi data yang digunakan pada
sistem ini adalah 9600 bps, 8 bit paritas, 1 bit stop. Setelah itu, jalur port com1 harus dibuka
untuk lalu lintas data.
xl
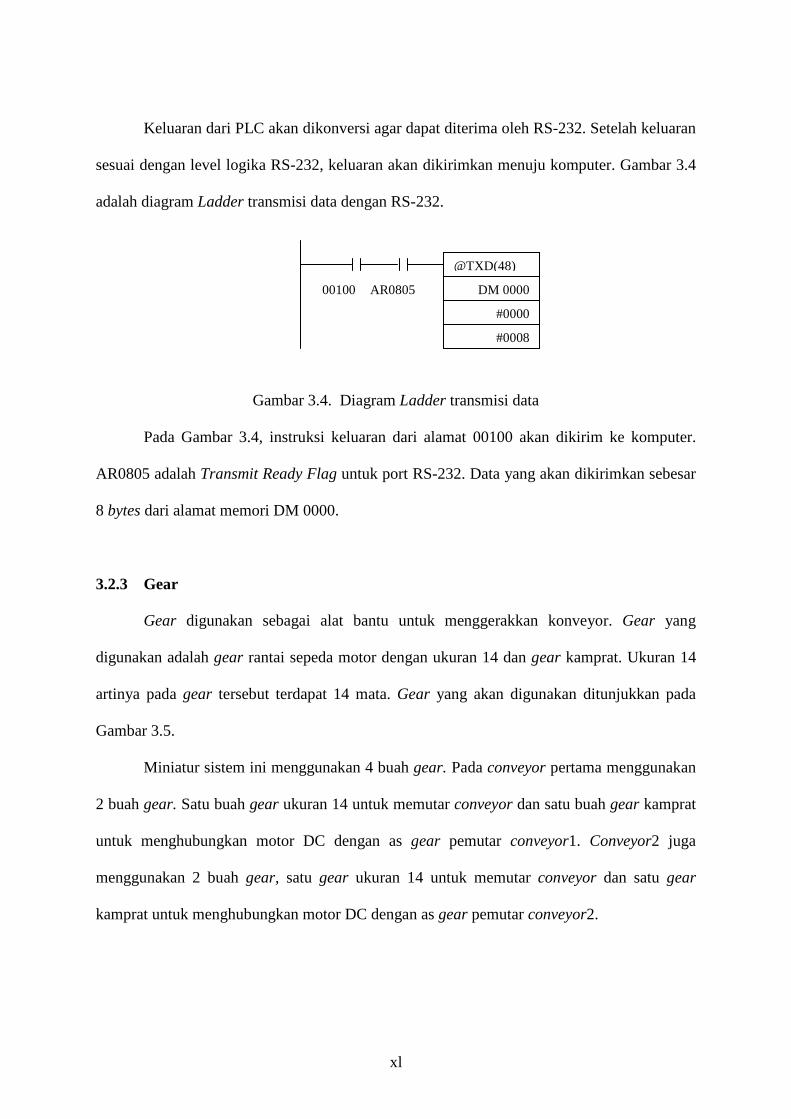
Keluaran dari PLC akan dikonversi agar dapat diterima oleh RS-232. Setelah keluaran
sesuai dengan level logika RS-232, keluaran akan dikirimkan menuju komputer. Gambar 3.4
adalah diagram Ladder transmisi data dengan RS-232.
Gambar 3.4. Diagram Ladder transmisi data
Pada Gambar 3.4, instruksi keluaran dari alamat 00100 akan dikirim ke komputer.
AR0805 adalah Transmit Ready Flag untuk port RS-232. Data yang akan dikirimkan sebesar
8 bytes dari alamat memori DM 0000.
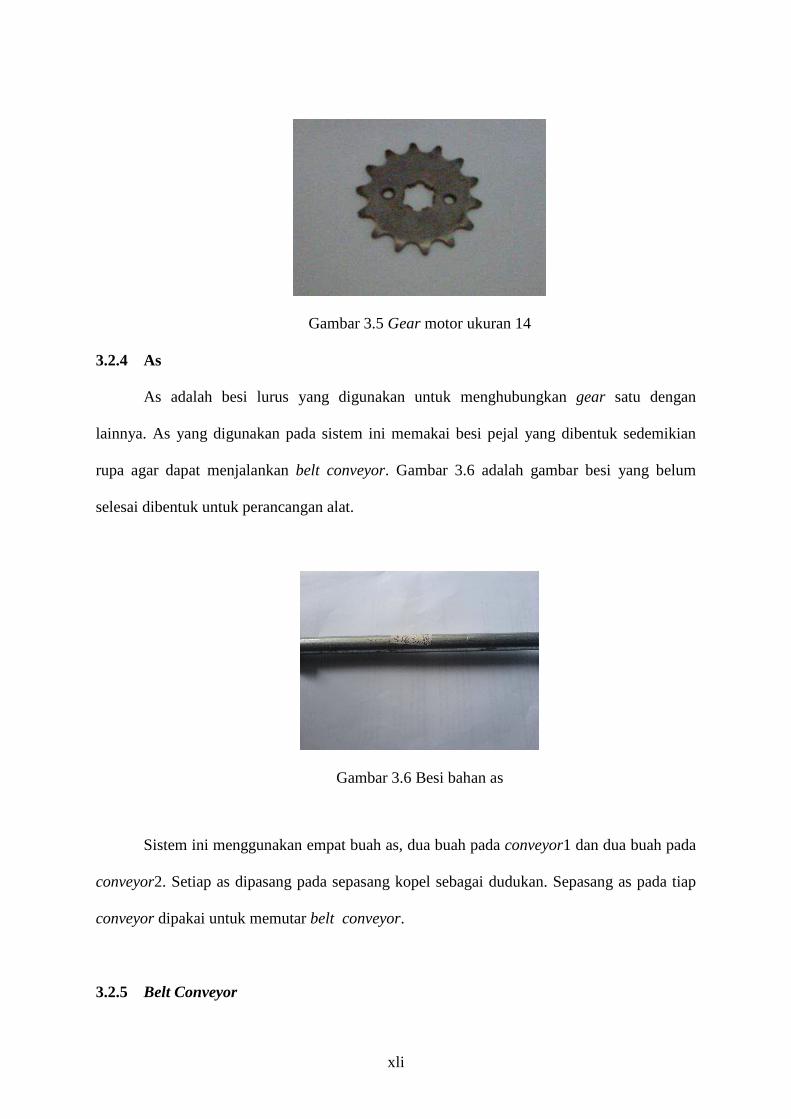
3.2.3 Gear
Gear digunakan sebagai alat bantu untuk menggerakkan konveyor. Gear yang
digunakan adalah gear rantai sepeda motor dengan ukuran 14 dan gear kamprat. Ukuran 14
artinya pada gear tersebut terdapat 14 mata. Gear yang akan digunakan ditunjukkan pada
Gambar 3.5.
Miniatur sistem ini menggunakan 4 buah gear. Pada conveyor pertama menggunakan
2 buah gear. Satu buah gear ukuran 14 untuk memutar conveyor dan satu buah gear kamprat
untuk menghubungkan motor DC dengan as gear pemutar conveyor1. Conveyor2 juga
menggunakan 2 buah gear, satu gear ukuran 14 untuk memutar conveyor dan satu gear
kamprat untuk menghubungkan motor DC dengan as gear pemutar conveyor2.
@TXD(48)
DM 0000
#0000
#0008
00100 AR0805
xli
Gambar 3.5 Gear motor ukuran 14
3.2.4 As
As adalah besi lurus yang digunakan untuk menghubungkan gear satu dengan
lainnya. As yang digunakan pada sistem ini memakai besi pejal yang dibentuk sedemikian
rupa agar dapat menjalankan belt conveyor. Gambar 3.6 adalah gambar besi yang belum
selesai dibentuk untuk perancangan alat.
Gambar 3.6 Besi bahan as
Sistem ini menggunakan empat buah as, dua buah pada conveyor1 dan dua buah pada
conveyor2. Setiap as dipasang pada sepasang kopel sebagai dudukan. Sepasang as pada tiap
conveyor dipakai untuk memutar belt conveyor.
3.2.5 Belt Conveyor

xlii
Belt conveyor merupakan landasan yang digunakan untuk perpindahan barang. Belt
yang digunakan terbuat dari kulit dengan bahan vinyl. Sistem ini terdiri dari dua buah
conveyor yang mana masing-masing conveyor digerakkan oleh 2 buah motor DC yang
melekat pada as. Pertimbangan penggunaan konveyor dari kulit dengan bahan vinyl adalah
perhitungan dari segi kemudahan dan nilai ekonomisnya.
3.2.6 Sensor
Sistem ini menggunakan 3 sensor dengan infra red sebagai pengirim dan fotodioda
sebagai penerima. Sensor1 dan sensor2 berfungsi sebagai sensor posisi. Bila sensor1
terhalang oleh kotak, maka motor1 akan berputar menggerakkan belt conveyor1. Bila sensor2
terhalang kotak, maka motor1 berhenti dan motor2 berputar menggerakkan belt conveyor2.
Sensor3 berfungsi sebagai pencacah. Bila sensor3 terhalang oleh benda, maka CPU PLC
OMRON akan mencacah barang yang melewati sensor3.
Pada saat keadaan tidak terhalang, maka sinar masukan dari infra red di sensor2 dapat
dipancarkan menuju fotodioda. Hal ini menyebabkan arus yang menuju basis ≈ 0 dan
transistor tidak aktif. Keluaran kolektor menjadi logika tinggi ”1” dengan tegangan adalah 1
V.
Pada saat sensor2 terhalang oleh kotak, cahaya dari infra red tidak dapat dipancarkan
menuju fotodioda. Akibatnya, fotodioda tidak mendapat arus ke basis, sehingga transistor
tidak aktif. Hal ini menjadikan keluaran kolektor berlogika rendah “0” dengan tegangan 0 V.
Gambar 3.7 adalah gambar rangkaian sensor.

xliii
VCC
R3R2
If
Gambar 3.7 Rangkaian sensor
Infra merah memiliki arus maksimum If = 20mA. Sistem ini dirancang menggunakan
If = 15mA. Jika diberikan Vcc = 24 Volt, R2 dapat dihitung berdasarkan persamaan 2.3
sebagai berikut:
If
VccR =2
Ax
VR
31015
242 −=
Ω= 16002R
Arus Ib dihasilkan saat infra red mengirimkan cahaya dan fotodioda menerimanya.
Arus Ib menyebabkan tegangan antara kolektor dan emitor kecil (VCE ≈ 0). Hambatan R3
adalah pull up, yaitu hambatan yang berguna sebagai pengaman untuk fotodioda. Arus
maksimum untuk fotodioda adalah 20mA. Nilai R3 pada sistem dirancang dengan
menentukan I = 4,5mA . Persamaan 2.5 digunakan untuk mencari nilai R3 sebagai berikut:
I
VR CC=3

xliv
Ax
vR
3105,4
243 −=
Ω= 33,53333R
Sistem ini dirancang menggunakan resistor (R3) yang bernilai 5333,33 KΩ.
Sensor1 digunakan untuk mendeteksi ada atau tidaknya kotak pada konveyor1. Bila
cahaya dari infrared ke fotodioda pada sensor1 terhalang kotak, maka kotak pada conveyor1
akan bergerak ke arah sensor2. Conveyor1 akan berhenti bergerak setelah kotak menghalangi
cahaya dari infra red menuju fotodioda pada sensor2.
3.2.7 Motor DC
Motor DC yang digunakan adalah tipe GH12-1640Y00. Sistem ini menggunakan dua
buah motor DC. Motor ini memiliki tegangan maksimum 24 Volt. Perancangan ini
menggunakan motor DC 24 Volt untuk menyesuaikan dengan PLC CPM2A yang digunakan.
PLC CPM2A memiliki modul keluaran yang berupa tegangan 24 Volt. Keluaran dari PLC
digunakan sebagai tegangan masukan untuk mengaktifkan motor DC.
Pada sistem ini, motor DC digunakan untuk menggerakkan conveyor. Motor1
digunakan untuk menggerakkan conveyor1 dan motor2 digunakan untuk menggerakkan
conveyor2.
Motor DC tipe GH12-1640Y00 menghasilkan torsi(τ) sebesar 6000 g-cm. Motor ini
diharapkan dapat menggerakkan beban dengan berat total(F) 1000 gram. Panjang
konveyor(R) yang akan digunakan adalah 40 cm. Jika diberikan berat total yang akan
digunakan adalah 1000 gram dan panjang lintasannya 40 cm, maka torsi yang dibutuhkan
dapat dihitung berdasarkan persamaan 2.1 sebagai berikut:
τ = F xR
= 1000 gram x 40 cm

xlv
= 40000 gr-cm
Dengan mengetahui torsi yang dibutuhkan, maka dapat dihitung perbandingan gear
yang digunakan untuk menghubungkan motor dengan conveyor. Jika torsi yang dihasilkan
motor(τ_1) adalah 6000 gr-cm, kemudian gear pada conveyor memiliki jari-jari (r_2) 14 cm,
dan gear pada motor memiliki jari-jari(r_1) 2 cm, maka torsi akhir(τ_2) yang dihasilkan oleh
motor dapat dihitung melalui persamaan 3.1 sebagai berikut :
τ_2 = (r_2/r_1) x τ_1 (3.1)
= (14/2) x 6000 g-cm
= 42000 g-cm
Setelah menggunakan gabungan gear, torsi akhir yang dihasilkan motor adalah 42000
g-cm. Torsi yang dibutuhkan beban agar dapat bergerak adalah 40000 g-cm. Karena Torsi
yang dihasilkan motor lebih besar daripada torsi yang dibutuhkan beban, maka beban dapat
bergerak.
3.2.8 Catu Daya
Baterai atau accu adalah sumber catu daya DC yang paling baik. Namun untuk
aplikasi yang membutuhkan catu daya lebih besar, sumber dari baterai tidak cukup. Sumber
catu daya yang besar adalah sumber bolak-balik AC (alternating current) dari pembangkit
tenaga listrik. Untuk itu diperlukan suatu perangkat catu daya yang dapat mengubah arus AC
menjadi DC.
Catu daya ini berfungsi untuk menyediakan daya untuk rangkaian. Catu daya dengan
sumber bolak-balik AC membutuhkan penyearah. Penyearah digunakan untuk mengubah
arus AC menjadi DC. Regulator yang berfungsi sebagai stabilisator tegangan keluaran dari
catu, juga dibutuhkan selain penyearah.

xlvi
Catu daya 24 VDC digunakan sebagai sumber tegangan. Pemilihan ini didasarkan atas
masukan yang dibutuhkan sensor dan keluaran 24 V yang akan digunakan sebagai masukan
PLC. Tegangan 24 V akan dianggap sebagai logika “1” oleh PLC. Logika ini digunakan
sebagai masukan untuk mengaktifkan program yang telah dimasukkan ke dalam PLC.
3.3 Perancangan Perangkat Lunak
Perancangan perangkat lunak dibagi menjadi dua bagian, yakni bagian program pada
visual basic dan PLC.
3.3.1 Visual Basic 6.0
Visual basic digunakan untuk menampilkan status pengoperasian sistem. Software
visual basic digunakan untuk merancang tampilan simulasi hardware seperti pada Gambar
3.8.
3.3.1.1 Simulasi Sistem
Visual basic akan menampilkan bagian-bagian sistem yang sedang beroperasi. Pada
visual basic terdapat sebuah kotak yang berisi tampilan pesan. Apabila terjadi kesalahan pada
sistem, maka pesan kesalahan akan ditampilkan pada kotak tersebut. Jika tombol start
ditekan, dan sensor1 tidak mendeteksi adanya kotak pada conveyor satu, maka hal ini
dianggap sebagai suatu kesalahan pada sistem. Kotak pesan akan menampilkan tulisan
“periksa kotak”, agar operator memeriksa apakah kotak barang pada conveyor1 telah tersedia
atau belum.

xlvii
Pada monitor juga terdapat simulasi conveyor1 dan conveyor2. Apabila conveyor1
bergerak, maka tampilan conveyor1 di monitor akan menampilkan warna kuning dan bila
conveyor2 yang bergerak, maka tampilan conveyor2 akan berwarna hijau. Begitu juga
sebaliknya, bila konveyor dalam keadaan berhenti, maka tampilan conveyor pada monitor
akan tampak tidak berwarna. Gambar 3.8 adalah gambar tampilan status pengoperasian
sistem.
Tanda lampu indikator digunakan untuk menunjukkan status pengoperasian simulasi
sistem. Warna lampu indikator adalah merah, kuning, dan hijau. Lampu merah menyatakan
bahwa sistem dalam keadaan tidak beroperasi. Lampu hijau menandakan bahwa sistem dalam
keadaan beroperasi. Tampilan status pengoperasian ini sangat berguna bagi operator sistem.
Operator dapat mengetahui lebih awal bila terdapat gejala kesalahan pada sistem.
Gambar 3.8 Tampilan status pengoperasian sistem

xlviii
Operator juga dapat dengan mudah mengetahui apakah sistem dalam keadaan bekerja atau
berhenti. Penggunaan visual basic dirancang sesederhana mungkin, agar memudahkan
pembacaan status pengoperasian pada sistem.
3.3.1.2 Diagram Alir Program Simulasi
Diagram alir pada Gambar 3.9 menunjukkan proses utama tampilan ketika keadaan
awal telah terpenuhi, sehingga tampilan conveyor1a akan aktif. Setelah proses conveyor1a,
dilanjutkan dengan proses conveyor2. Pada saat proses conveyor2 telah terpenuhi, proses
conveyor1b aktif. Setelah itu program selesai.
Gambar 3.9 Diagram alir program simulasi
3.3.1.3. Sub Rutin Proses Conveyor1.a
Diagram alir program pada Gambar 3.10 menunjukkan bahwa lampu indikator akan
berwarna hijau dan simulasi conveyor1 akan tampak berwarna kuning apabila menerima

xlix
masukan dari PLC. Hal ini menandakan bahwa sensor1 terhalang kotak. Kemudian, PLC
akan memberikan logika “0” ke komputer.
Pada saat kotak melewati sensor2, sensor 2 akan mengirimkan logika “1” ke PLC.
Setelah diproses dalam CPU, PLC akan menghasilkan keluaran berupa logika “0” menuju
komputer. Setelah diproses, komputer akan menampilkan warna hijau pada simulasi
conveyor2.
Gambar 3.10 Diagram alir sub rutin Simulasi konveyor1.a
3.3.1.3 Sub Rutin Proses Conveyor2
Diagram alir program pada Gambar 3.11 menjabarkan tentang tampilan proses sistem
ini. Pada saat sensor2 aktif, PLC akan mengirimkan sinyal logika “0” ke komputer. Setelah
diproses, komputer akan menampilkan warna hijau pada conveyor2. Pada sistem, conveyor2
membawa benda yang akan melewati sensor3. Pada saat benda melewati sensor3, sensor3
akan mengirimkan sinyal ke PLC dengan logika “1”. Setelah diproses dalam CPU, PLC akan

l
mengirimkan logika “0” ke komputer. Setelah itu, komputer akan menampilkan warna hijau
pada simulasi conveyor2 di monitor. Conveyor2 pada sistem akan berhenti setelah jumlah
barang yang ditentukan terpenuhi. Ketika conveyor2 berhenti bergerak, simulasi pergerakan
warna hijau conveyor2 berhenti bergerak.
Gambar 3.11 Diagram alir sub rutin simulasi conveyor2
3.3.1.4 Sub Rutin Proses Conveyor1.b
Diagram alir pada Gambar 3.12 merupakan tampilan proses akhir sistem ini. Setelah
conveyor2 berhenti pada sub rutin proses conveyor2, sistem akan menggerakkan conveyor1.
PLC akan mengirimkan sinyal dengan logika “0” ke komputer. Kemudian komputer akan
menampilkan warna kuning pada simulasi conveyor1 di monitor. Pada saat sistem dihentikan
dengan menekan tombol stop, PLC akan mengirimkan sinyal ke komputer. Komputer
kemudian akan menampilkan warna merah pada sinyal lampu di monitor.

li
Gambar 3.12 Diagram alir sub rutin proses conveyor1.b
3.3.2 PLC
PLC digunakan sebagai pusat untuk menjalankan sistem jalur pengepakan barang ini.
Masukan yang diterima dari sensor akan diproses dalam CPU, kemudian CPU akan
mengeluarkan keluaran untuk menggerakkan motor. CPU merupakan alat yang digunakan
sebagai tempat pemrosesan semua perintah yang diberikan ke PLC.
Pada CPU terdapat beberapa bagian masukan yang digunakan untuk mengirimkan
sinyal dari sensor yang kemudian diproses PLC. Alamat terminal masukan yang digunakan
adalah 0.00, 0.01,0.02, 0.03, dan 0.04. Alamat 0.00 dihubungkan dengan tombol start, alamat
0.01 dihubungkan dengan tombol stop, alamat 0.02 dihubungkan dengan sensor1, alamat 0.03
dihubungkan dengan sensor2, dan alamat 0.04 dihubungkan dengan sensor3. Modul masukan

lii
yang diterima PLC berupa tegangan 24 V. Tegangan keluaran dari peralatan elektronika yang
digunakan (infra red, fotodioda, transistor, dan relay) ditentukan sebesar 24 V.
CPU akan bekerja bila menerima masukan dengan logika “1”. Keadaan yang
dimaksud dengan logika “1” berupa tegangan 24 V. CPU tidak memproses perintah bila
masukannya berlogika “0”. Logika “0” adalah pada saat tegangan masukan sebesar 0 V.
Sistem ini dirancang dengan menggunakan dua alamat terminal keluaran, yaitu 010.02
dan 010.03. Alamat 010.02 dihubungkan dengan motor1 dan alamat 010.03 dihubungkan
dengan motor2. Pada alamat keluaran ini, PLC akan menghasilkan tegangan 0 V. Selain itu,
PLC juga menggunakan port serial untuk menghubungkannya dengan komputer seperti yang
ditunjukkan pada Gambar 3.13.
Gambar 3.13. OMRON CPM2A
3.3.2.1 Diagram Alir Program Utama
Diagram alir program utama ini terdapat pada PLC. PLC merupakan kontrol utama
dari sistem ini. Mulai dari perintah pengecekan sensor, penggerak conveyor, dan
penghitungan barang. Gambar 3.14 adalah gambar diagram alir sistem kontrol jalur
pengepakan barang.

liii
Gambar 3.14 Diagram alir program utama
3.3.2.2 Sub Rutin Gerakan Konveyor1
Diagram alir program pada Gambar 3.15 menunjukkan bahwa sebelum menjalankan
conveyor1, sensor1 diperiksa terlebih dahulu. Pada saat pengecekan sensor, bila terdapat
kotak barang pada sensor1, maka PLC akan mengeluarkan keluaran tegangan 0 VDC dan
simulasi sensor1 akan menampilkan warna hitam. Tegangan tersebut akan digunakan untuk
menjalankan motor1 untuk menggerakkan conveyor pertama.
PLC juga akan mengirim sinyal tegangan menuju komputer melalui komunikasi
serial. Bila motor1 bergerak, maka simulasi conveyor1 pada layar monitor akan
menampakkan warna biru. Akan tetapi, bila tombol start telah ditekan dan sensor1 tidak
mendeteksi adanya kotak, maka motor1 tidak bergerak, lalu PLC akan mengirim sinyal ke
komputer dan komputer menampilkan pesan untuk memeriksa sensor1.

liv
Gambar 3.15 Diagram alir sub rutin gerakan konveyor1
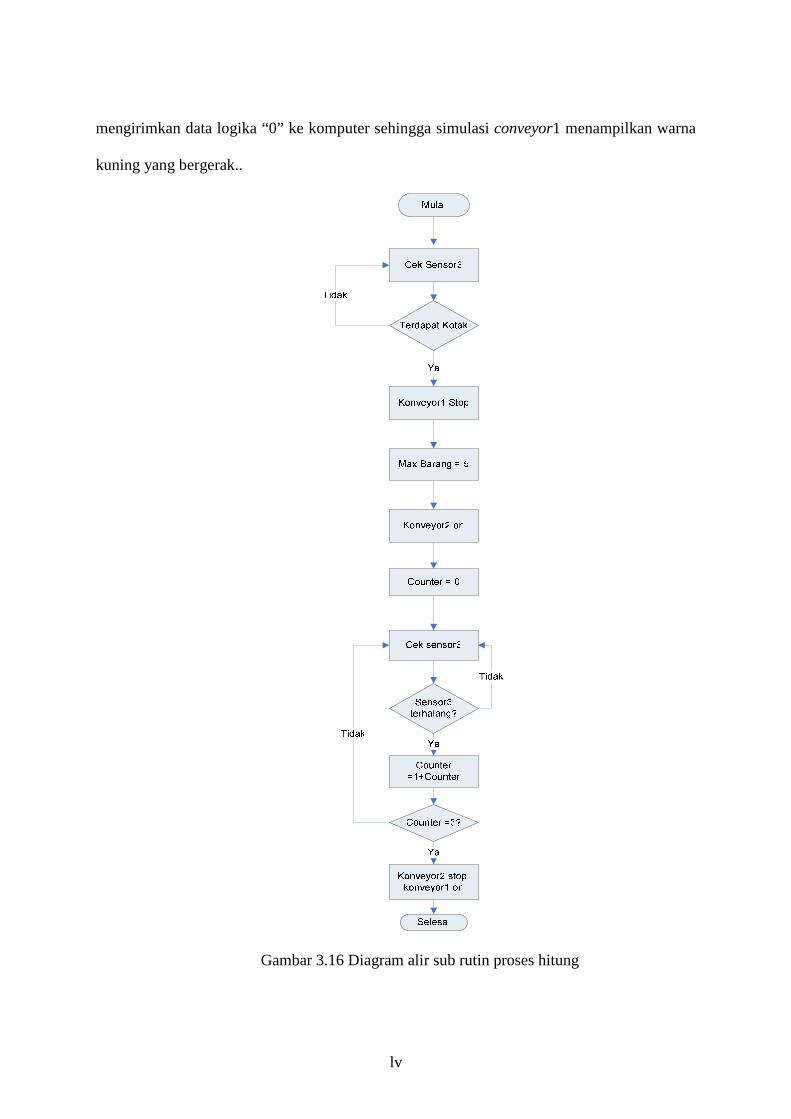
3.3.2.3 Sub Rutin Proses Hitung
Sub rutin pada Gambar 3.16 berisi program untuk menghitung jumlah barang yang
akan dimasukkan ke dalam kotak. Barang pada conveyor1 yang sedang bergerak akan
berhenti tepat pada sensor3. Pada saat sensor 3 terhalang, sensor3 akan menghasilkan
keluaran berupa tegangan 0 VDC yang akan dikirim ke PLC. PLC akan memproses masukan
tadi dengan menghentikan laju motor1 dan akan mengirimkan sinyal ke komputer. Setelah
motor1 berhenti, PLC menghasilkan keluaran 0 VDC untuk memutar motor2, dan conveyor2
berjalan. PLC juga mengirimkan sinyal dengan logika “0” ke komputer. Pada saat motor2
pada sistem berputar, maka simulasi conveyor2 pada monitor akan menampilkan warna hijau.
Barang diletakkan secara manual pada conveyor2. Barang pada conveyor2 akan
melewati sensor hitung. Pada program hitung ini, sampel barang yang akan dilewati
ditetapkan sebanyak 3 buah. Bila kuota yang diinginkan telah tercapai, maka PLC akan
melanjutkan perintah untuk menghentikan putaran motor2. Selain itu, PLC juga mengirimkan
sinyal dengan logika 0 ke komputer, sehingga simulasi conveyor2 pada monitor akan tampak
berhenti bergerak. Setelah conveyor2 berhenti, PLC akan melanjutkan perintah dengan
mengirimkan logika “0” ke motor1. Motor1 berputar, conveyor1 juga bergerak. PLC juga
lv
mengirimkan data logika “0” ke komputer sehingga simulasi conveyor1 menampilkan warna
kuning yang bergerak..
Gambar 3.16 Diagram alir sub rutin proses hitung

lvi
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
Bab IV berisi tentang hasil pengamatan dari alat sistem kontrol jalur pengepakan
barang berbasis PLC yang dikomunikasikan dengan visual basic secara serial. Pengamatan
dilakukan secara menyeluruh dan per bagian sebagai pembentuk sebuah kontrol jalur
pengepakan barang serta penjelasan tampilan program Visual Basic.
Tabel 4.1 Hasil pengamatan alat secara keseluruhan Masukan Keluaran
Start Stop Sens1 Sens2 Sens3 M1 M2 SLI SK1 SK2 KP Off Off Off Off Off Off Off Merah Off Off 0 On Off Off Off Off Off Off Merah Off Off 0 On Off On Off Off On Off Hijau On Off 1
*On Off Off On Off Off On Hijau Off On 2 On Off Off On On Off On Hijau Off On 3 On Off Off Off Off On Off Hijau On Off 1
Keterangan : M1 = Motor1 SK1 = Simulasi Conveyor1 M2 = Motor2 SK2 = Simulasi Conveyor2 SLI = Simulasi Lampu Indikator KP = Kotak Pesan
0 = Proses Berhenti 1 = Proses Kotak Jalan 2 = Proses Barang Masuk Kotak 3 = Proses Hitung, Jika jumlah miniatur buah yang dicacah adalah tiga, maka
kotak jumlah barang akan berisi ”Lengkap” dan melakukan perulangan ke tanda ”*”
Data pengamatan sistem secara keseluruhan terlihat pada Tabel 4.1. Proses berhenti
terjadi ketika semua masukan dan keluaran berada pada kondisi off. Apabila tombol start
lvii
ditekan, dan sensor1 belum mendeteksi kotak, maka sistem belum bekerja, dan lampu
indikator masih berwarna merah. Saat tombol start ditekan dan sensor1 mendeteksi adanya
kotak, maka simulasi lampu indikator berwarna hijau, pesan pada kotak pesan adalah proses
kotak jalan, motor1 aktif, dan simulasi conveyor1 juga aktif.
Motor2 dan simulasi conveyor2 akan aktif ketika kotak dideteksi oleh sensor2. Pesan
pada kotak pesan adalah proses barang masuk kotak. Saat motor2 aktif, sensor3 aktif ketika
miniatur buah melewatinya dan pesan pada kotak pesan adalah proses barang masuk kotak.
Motor1 akan aktif dan motor2 berhenti saat sensor3 telah mencacah tiga miniatur buah.
Ketika motor1 bekerja, pesan pada kotak pesan adalah kotak jalan dan simulasi conveyor1
aktif. Data pada tabel 4.1 sesuai dengan perancangan diagram alir yang diinginkan.
4.1 Pengamatan Perangkat Keras
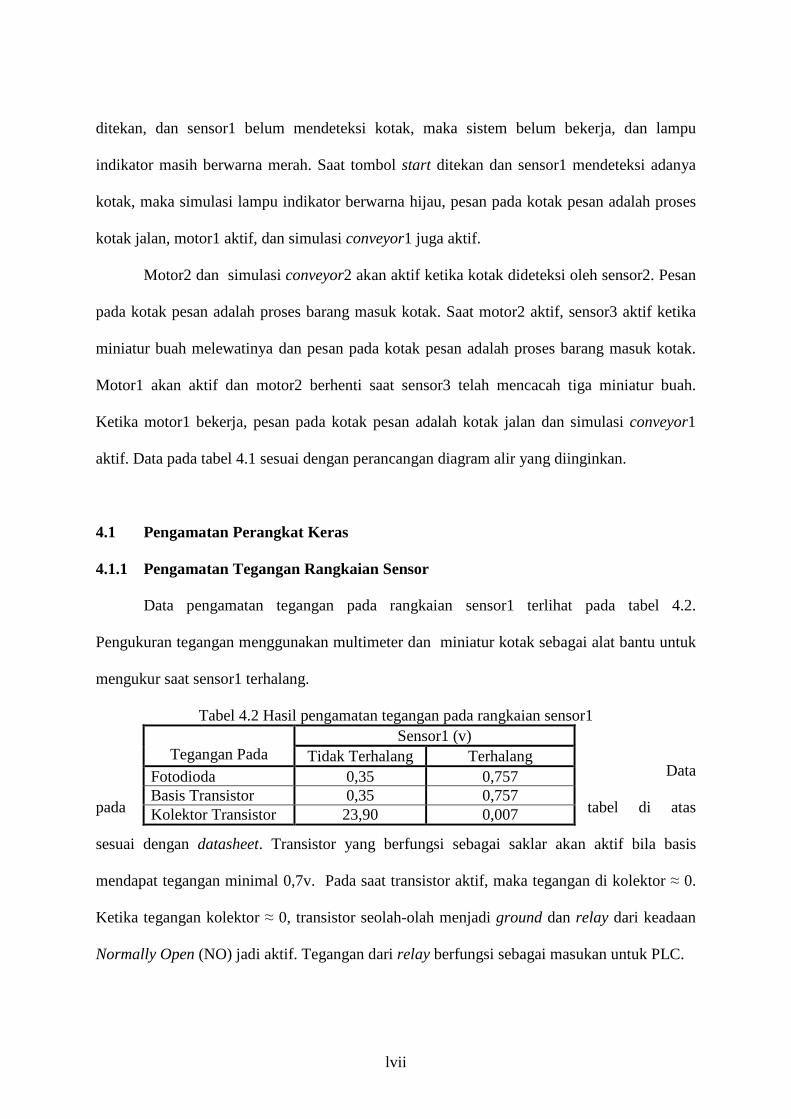
4.1.1 Pengamatan Tegangan Rangkaian Sensor
Data pengamatan tegangan pada rangkaian sensor1 terlihat pada tabel 4.2.
Pengukuran tegangan menggunakan multimeter dan miniatur kotak sebagai alat bantu untuk
mengukur saat sensor1 terhalang.
Tabel 4.2 Hasil pengamatan tegangan pada rangkaian sensor1
Data
pada tabel di atas
sesuai dengan datasheet. Transistor yang berfungsi sebagai saklar akan aktif bila basis
mendapat tegangan minimal 0,7v. Pada saat transistor aktif, maka tegangan di kolektor ≈ 0.
Ketika tegangan kolektor ≈ 0, transistor seolah-olah menjadi ground dan relay dari keadaan
Normally Open (NO) jadi aktif. Tegangan dari relay berfungsi sebagai masukan untuk PLC.
Sensor1 (v) Tegangan Pada Tidak Terhalang Terhalang
Fotodioda 0,35 0,757 Basis Transistor 0,35 0,757 Kolektor Transistor 23,90 0,007
lviii
Tabel 4.3 merupakan data pengamatan pada rangkaian sensor2. Pengukuran tegangan
menggunakan multimeter dan miniatur kotak barang sebagai alat bantu untuk menghalangi
sensor2.
Tabel 4.3 Hasil pengamatan tegangan pada rangkaian sensor2 Sensor2 (v)
Tegangan Pada Tidak Terhalang Terhalang Fotodioda 0,442 0,80 Basis 0,442 0,80 Kolektor 23,80 0,08
Data pada Tabel 4.3 sesuai dengan perancangan. Transistor yang berfungsi sebagai
saklar akan aktif bila basisnya mendapat tengangan minimal 0,7v. Pada saat transistor aktif,
maka tegangan kolektor ≈ 0. Ketika tegangan kolekor ≈ 0, transistor seolah-olah menjadi
ground dan relay dari keadaan Normally Open (NO) jadi aktif. Tegangan relay berfungsi
sebagai masukan PLC.
Tabel 4.4 berisi data pengamatan pada rangkaian sensor3. Tegangan diukur
menggunakan multimeter dan miniatur buah berfungsi untuk menghalangi cahaya dari infra
red ke fotodioda pada sensor3. Sensor ini berfungsi sebagai pencacah jumlah miniatur buah.
Tabel 4.4 Hasil pengamatan tegangan pada rangkaian sensor 3 Sensor3 (v)
Tegangan Pada Tidak Terhalang Terhalang Fotodioda 0,39 0,752 Basis 0.39 0.752 Kolektor 23,75 0,007
Pada tiga sensor di sistem, data sesuai dengan datasheet.. Transistor akan aktif bila
basisnya mendapat tegangan minimal 0,7v. Pada saat transistor aktif tegangan kolektornya ≈
0. Ketika tegangan kolektor ≈ 0, transistor seolah-olah menjadi ground dan relay dari
keadaan Normally Open (NO) jadi aktif. Tegangan relay berfungsi sebagai masukan PLC.
lix
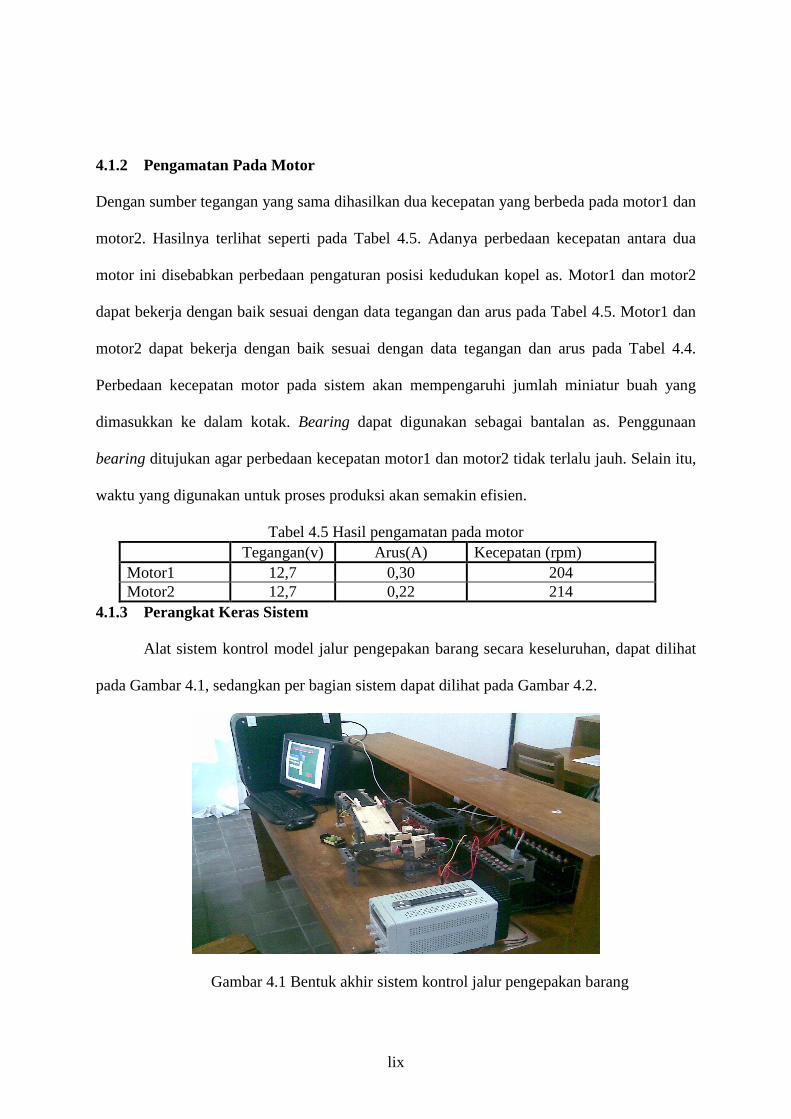
4.1.2 Pengamatan Pada Motor
Dengan sumber tegangan yang sama dihasilkan dua kecepatan yang berbeda pada motor1 dan
motor2. Hasilnya terlihat seperti pada Tabel 4.5. Adanya perbedaan kecepatan antara dua
motor ini disebabkan perbedaan pengaturan posisi kedudukan kopel as. Motor1 dan motor2
dapat bekerja dengan baik sesuai dengan data tegangan dan arus pada Tabel 4.5. Motor1 dan
motor2 dapat bekerja dengan baik sesuai dengan data tegangan dan arus pada Tabel 4.4.
Perbedaan kecepatan motor pada sistem akan mempengaruhi jumlah miniatur buah yang
dimasukkan ke dalam kotak. Bearing dapat digunakan sebagai bantalan as. Penggunaan
bearing ditujukan agar perbedaan kecepatan motor1 dan motor2 tidak terlalu jauh. Selain itu,
waktu yang digunakan untuk proses produksi akan semakin efisien.
Tabel 4.5 Hasil pengamatan pada motor Tegangan(v) Arus(A) Kecepatan (rpm) Motor1 12,7 0,30 204 Motor2 12,7 0,22 214
4.1.3 Perangkat Keras Sistem
Alat sistem kontrol model jalur pengepakan barang secara keseluruhan, dapat dilihat
pada Gambar 4.1, sedangkan per bagian sistem dapat dilihat pada Gambar 4.2.
Gambar 4.1 Bentuk akhir sistem kontrol jalur pengepakan barang

lx
Alat Sistem Jalur Pengepakan Barang menggunakan dua buah conveyor. Conveyor
pertama digunakan untuk memindahkan miniatur kotak dan conveyor kedua digunakan untuk
memindahkan miniatur buah. Alat ini menggunakan tiga buah sensor.
(a) PLC OMRON CPM2A (b) Conveyor
Gambar 4.2 Bentuk fisik sistem jalur pengepakan barang per bagian
(c) Panel hubung (d)Perangkat komputer
Gambar 4.2 (Lanjutan) Bentuk fisik sistem jalur pengepakan barang per bagian
Setelah menekan tombol start seperti pada gambar 4.2c , conveyor1 berjalan setelah
sensor1 aktif, dapat dilihat pada gambar 4.3a. Sensor1 aktif apabila terhalang oleh kotak.
Setelah kotak tepat menghalangi sensor2, seperti ditunjukkan pada gambar 4.3b, maka
conveyor1 berhenti dan conveyor2 mulai bergerak untuk memindahkan model barang.
Sensor3 digunakan untuk mencacah miniatur buah pada conveyor2, seperti ditunjukkan pada
gambar 4.3c. Setelah kuota barang terpenuhi dengan jumlah 3, maka conveyor2 berhenti
bergerak. conveyor1 bergerak lagi untuk kemudian mengulangi lagi siklus pengisian barang
ke dalam kotak. Semua kegiatan yang dilakukan alat ini dimonitor melalui komputer yang
telah dikoneksikan antara PLC dengan visual basic.
lxi
4.2 Pengamatan Kerja PLC
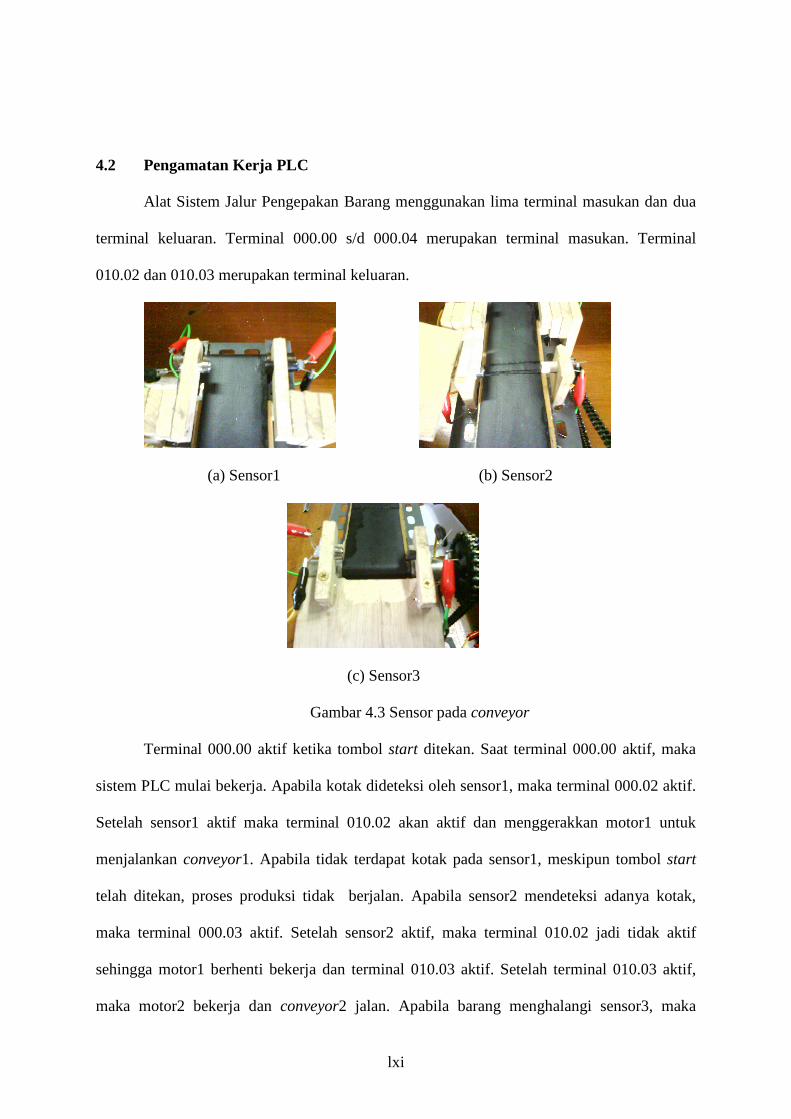
Alat Sistem Jalur Pengepakan Barang menggunakan lima terminal masukan dan dua
terminal keluaran. Terminal 000.00 s/d 000.04 merupakan terminal masukan. Terminal
010.02 dan 010.03 merupakan terminal keluaran.
(a) Sensor1 (b) Sensor2
(c) Sensor3
Gambar 4.3 Sensor pada conveyor
Terminal 000.00 aktif ketika tombol start ditekan. Saat terminal 000.00 aktif, maka
sistem PLC mulai bekerja. Apabila kotak dideteksi oleh sensor1, maka terminal 000.02 aktif.
Setelah sensor1 aktif maka terminal 010.02 akan aktif dan menggerakkan motor1 untuk
menjalankan conveyor1. Apabila tidak terdapat kotak pada sensor1, meskipun tombol start
telah ditekan, proses produksi tidak berjalan. Apabila sensor2 mendeteksi adanya kotak,
maka terminal 000.03 aktif. Setelah sensor2 aktif, maka terminal 010.02 jadi tidak aktif
sehingga motor1 berhenti bekerja dan terminal 010.03 aktif. Setelah terminal 010.03 aktif,
maka motor2 bekerja dan conveyor2 jalan. Apabila barang menghalangi sensor3, maka

lxii
sensor3 akan aktif dan mulai mencacah. Pada Proses produksi alat ini, kuota barang dibatasi
sebanyak tiga buah. Bila kuota barang yang melewati sensor3 telah terpenuhi, maka terminal
010.03 akan non-aktif sehingga motor1 akan berhenti berputar dan terminal 010.02 akan aktif
dan motor1 akan berputar dan menggerakkan lagi conveyor1. Proses ini akan berulang saat
kotak berikutnya melewati sensor2.
Pada saat sensor1 mendeteksi kotak, maka lampu indikator terminal 000.02 pada
OMRON CPM2A akan menyala, seperti tampak pada gambar 4.4. Ketika sensor1 aktif, maka
motor1 aktif. Pada CPM2A motor1 aktif ditandai dengan menyalanya lampu indikator
terminal 010.02
Gambar 4.4 Sensor1 dan motor1 aktif
Lampu indikator terminal 0.03 akan menyala apabila kotak terdeteksi oleh sensor2.
Ketika sensor2 aktif, maka motor2 juga aktif. Motor2 aktif ditandai dengan nyala lampu
indikator terminal 010.03 seperti pada Gambar 4.5.

lxiii
Gambar 4.5 Sensor2 dan motor2 aktif
Pada saat sensor2 aktif, motor2 aktif, maka sensor3 akan mendeteksi miniatur buah
yang lewat pada conveyor2. Ketika sensor3 aktif, maka lampu indikator terminal 000.04 akan
menyala, seperti pada Gambar 4.6.
Gambar 4.6 Proses cacah miniatur buah
Ketika sensor3 telah mencacah tiga miniatur buah, maka motor2 berhenti dan motor1
aktif. Pada saat itu sensor2 akan non-aktif. Lampu indikator terminal 000.03 dan 010.03
padam dan lampu indikator terminal 010.02 nyala, tampak seperti pada Gambar 4.7.

lxiv
Gambar 4.7 Motor2 aktif
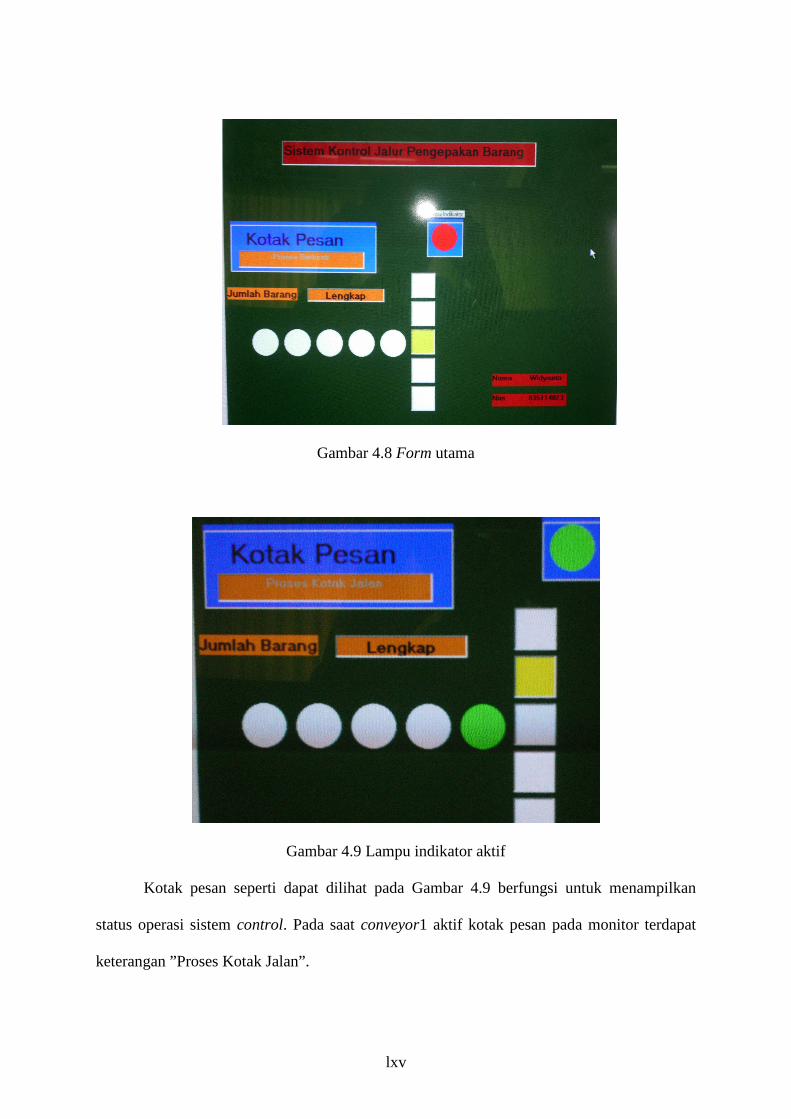
4.3 Pengamatan Kerja Program Visual Basic
Form utama seperti terlihat pada gambar 4.8 menggunakan dua buah timer. Timer2
digunakan untuk simulasi conveyor2 dan timer3 untuk simulasi conveyor. Penjelasan
mengenai form utama pada Gambar 4.8 akan dibahas per bagian.
Lampu indikator seperti Gambar 4.9 akan menunjukkan sistem sedang jalan atau
tidak. Pada saat sistem tidak beroperasi, lampu indikator berwarna merah, seperti pada
Gambar 4.8. Ketika sistem sudah beroperasi, lampu indikator berubah menjadi hijau, seperti
pada Gambar 4.9
lxv
Gambar 4.8 Form utama
Gambar 4.9 Lampu indikator aktif
Kotak pesan seperti dapat dilihat pada Gambar 4.9 berfungsi untuk menampilkan
status operasi sistem control. Pada saat conveyor1 aktif kotak pesan pada monitor terdapat
keterangan ”Proses Kotak Jalan”.
lxvi
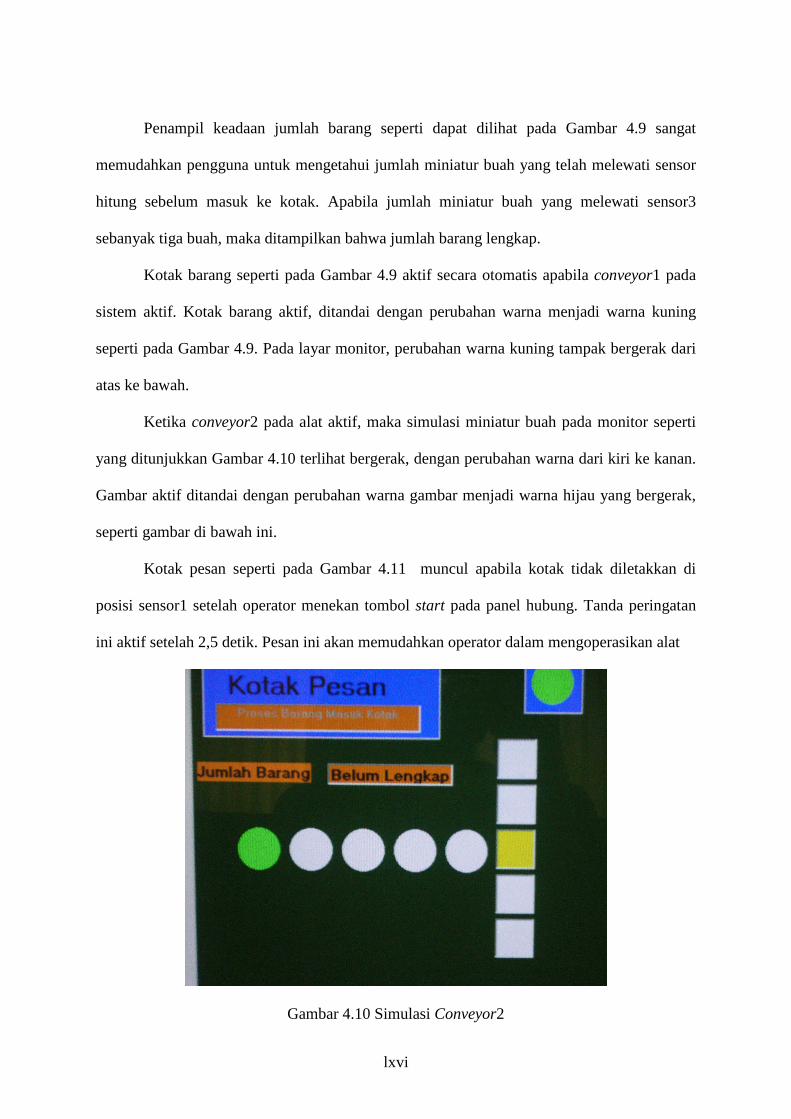
Penampil keadaan jumlah barang seperti dapat dilihat pada Gambar 4.9 sangat
memudahkan pengguna untuk mengetahui jumlah miniatur buah yang telah melewati sensor
hitung sebelum masuk ke kotak. Apabila jumlah miniatur buah yang melewati sensor3
sebanyak tiga buah, maka ditampilkan bahwa jumlah barang lengkap.
Kotak barang seperti pada Gambar 4.9 aktif secara otomatis apabila conveyor1 pada
sistem aktif. Kotak barang aktif, ditandai dengan perubahan warna menjadi warna kuning
seperti pada Gambar 4.9. Pada layar monitor, perubahan warna kuning tampak bergerak dari
atas ke bawah.
Ketika conveyor2 pada alat aktif, maka simulasi miniatur buah pada monitor seperti
yang ditunjukkan Gambar 4.10 terlihat bergerak, dengan perubahan warna dari kiri ke kanan.
Gambar aktif ditandai dengan perubahan warna gambar menjadi warna hijau yang bergerak,
seperti gambar di bawah ini.
Kotak pesan seperti pada Gambar 4.11 muncul apabila kotak tidak diletakkan di
posisi sensor1 setelah operator menekan tombol start pada panel hubung. Tanda peringatan
ini aktif setelah 2,5 detik. Pesan ini akan memudahkan operator dalam mengoperasikan alat
Gambar 4.10 Simulasi Conveyor2

lxvii
Gambar 4.11 Kotak pesan peringatan

lxviii
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Setelah melakukan analisa dan pembahasan, maka dapat disimpulkan :
1. Model jalur pengepakan barang ini dapat berfungsi dengan baik menggunakan tiga
sensor sebagai otomatisasi.
2. Komputer dapat menampilkan proses status pengoperasian sistem kontrol jalur
pengepakan miniatur buah dengan baik.
5.2 Saran
Sistem kontrol jalur pengepakan barang ini dapat dikembangkan dengan:
1. Menambahkan unit masukan untuk menjalankan dan menghentikan sistem dari
komputer.
2. Menggunakan bearing sebagai bantalan as, agar putaran konveyor dapat lebih halus.

lxix
DAFTAR PUSTAKA
[1] Agfianto Eko Putra, PLC Konsep, Pemrograman, dan Aplikasi (Omron
CPM1A/CPM2A dan Zen Programmable Relay), Yogyakarta: Penerbit Gava
Media, 2004.
[2] PT. Advanced Interconnect Technologies, Basic Programmable Logic Controller,
Batam: PT. Advanced Interconnect Technologies, 2003.
[3] M.Budiyanto, Wijaya.A., Pengenalan Dasar-Dasar PLC (Programmable Logic
Controller) Disertai Contoh Aplikasinya, Yogyakarta: Penerbit Gava Media,
2003.
[4] Catur Edi Widodo, Prasetia Retna, Interfacing Port Paralel dan Port Serial
Komputer dengan Visual Basic 6.0, Yogyakarta: Penerbit Andi Yogyakarta, 2004.
[5] Hendricus Yunianto, DC Motor Angular Speed Measurement Based On Personal
Computer (Pengukuran Kecepatan Putaran Motor DC Berbasis PC), Yogyakarta:
Universitas Sanata Dharma, 2002
[6] Dedi Iskandar Inan, Sistem Pengisian Tablet Pada Botol Berbasis PLC,
Yogyakarta: Universitas Sanata Dharma, 2001
lxx
Dim Out(0 To 15), TimeEnd As Boolean Dim temp1 As String Dim u As Integer Private Sub Form_Load() Picture3.Picture = Pic6 If PLC1.Model = "Keyence" Then Command500.Caption = "500" Command501.Caption = "501" Command502.Caption = "502" Command503.Caption = "503" Command504.Caption = "504" Command505.Caption = "505" ' Command506.Caption = "506" Command507.Caption = "507" Command508.Caption = "508" Command509.Caption = "509" Command510.Caption = "510" Command511.Caption = "511" Command512.Caption = "512" Command513.Caption = "513" Command514.Caption = "514" Command515.Caption = "515" End If PLC1.ini Label6.Caption = PLC1.Model & " PLC" For i = 0 To 15 Out(i) = False Next i Text10.Text = "0" Text11.Text = "1" Text12.Text = "2" Text13.Text = "3" Text14.Text = "4" Text15.Text = "5" Text16.Text = "6" Text17.Text = "7" Text18.Text = "8" Text19.Text = "9" Me.Show ONMove End Sub Private Sub ONMove() Do PLC1.Scan ComErr.Text = PLC1.ComErr DataErr.Text = PLC1.WriteErr

lxxi
If PLC1.Status Then Form1.Icon = PictureGreen.Picture Else Form1.Icon = PictureRed.Picture End If Combine Text0 = PLC1.ReadWord(0) Text1 = PLC1.ReadWord(1) Text2 = PLC1.ReadWord(2) Text3 = PLC1.ReadWord(3) Text4 = PLC1.ReadWord(4) Text5 = PLC1.ReadWord(5) Text6 = PLC1.ReadWord(6) Text7 = PLC1.ReadWord(7) Text8 = PLC1.ReadWord(8) Text9 = PLC1.ReadWord(9) If PLC1.ReadBit(0, 0) Then Shape0.FillColor = &HFF00& Else Shape0.FillColor = &H4000& End If If PLC1.ReadBit(0, 1) Then Shape1.FillColor = &HFF00& Timer3.Enabled = False Timer2.Enabled = False Else Shape1.FillColor = &H4000& End If If PLC1.ReadBit(0, 2) Then Shape2.FillColor = &HFF00& If Shape2.FillColor = &HFF00& Then Shape500.FillColor = &HFF00& Shape501.FillColor = &H4000& Image6.Picture = imgHijau Timer3.Enabled = True Timer2.Enabled = False Image1.Picture = imgHijau Image2.Picture = imgPutih Image3.Picture = imgPutih Image4.Picture = imgPutih Image5.Picture = imgPutih u = 0 textWarning.Text = "Proses Kotak Jalan" End If

lxxii
Else Shape2.FillColor = &H4000& End If If PLC1.ReadBit(0, 3) Then Shape3.FillColor = &HFF00& If Shape3.FillColor = &HFF00& Then Shape501.FillColor = &HFF00& Shape500.FillColor = &H4000& Image6.Picture = imgHijau Timer2.Enabled = True Timer3.Enabled = False Picture1.Picture = Pic7 Picture2.Picture = Pic7 Picture4.Picture = Pic7 Picture5.Picture = Pic7 Picture3.Picture = Pic6 u = 0 textWarning.Text = "Proses Barang Masuk Kotak" End If Else Shape3.FillColor = &H4000& End If If PLC1.ReadBit(0, 4) Then Shape4.FillColor = &HFF00& Else Shape4.FillColor = &H4000& End If TEMP = PLC1.WriteWord(0, CStr(temp1)) Text10 = temp1 ''TEMP = plc1.WriteWord(0, Text10) TEMP = PLC1.WriteWord(1, "1234") TEMP = PLC1.WriteWord(2, Text12) TEMP = PLC1.WriteWord(3, Text13) TEMP = PLC1.WriteWord(4, Text14) TEMP = PLC1.WriteWord(5, Text15) TEMP = PLC1.WriteWord(6, Text16) TEMP = PLC1.WriteWord(7, Text17) TEMP = PLC1.WriteWord(8, Text18) TEMP = PLC1.WriteWord(9, Text19) DoEvents Loop Until TimeEnd End Sub Private Sub Combine() Result1 = "" For i = 0 To 15 If Out(i) Then Result1 = "1" + Result1
lxxiii
Else Result1 = "0" + Result1 End If Next i temp1 = CStr(PLC1.BinaryToDecimal(CStr(Result1))) End Sub Private Sub Form_Unload(Cancel As Integer) TimeEnd = True End Sub Private Sub Command502_Click() If Out(2) Then Out(2) = False Shape502.FillColor = &H4000& Else Out(2) = True Shape502.FillColor = &HFF00& End If End Sub Private Sub Timer2_Timer() If Shape501.FillColor = &HFF00& Then Shape500.FillColor = &H4000& If Image5.Picture = imgHijau Then Image4.Picture = imgHijau Image3.Picture = imgPutih Image2.Picture = imgPutih Image1.Picture = imgPutih Image5.Picture = imgPutih ElseIf Image4.Picture = imgHijau Then Image3.Picture = imgHijau Image2.Picture = imgPutih Image1.Picture = imgPutih Image5.Picture = imgPutih Image4.Picture = imgPutih ElseIf Image3.Picture = imgHijau Then Image2.Picture = imgHijau Image1.Picture = imgPutih Image5.Picture = imgPutih Image4.Picture = imgPutih Image3.Picture = imgPutih ElseIf Image2.Picture = imgHijau Then Image1.Picture = imgHijau Image5.Picture = imgPutih Image4.Picture = imgPutih
lxxiv
Image3.Picture = imgPutih Image2.Picture = imgPutih ElseIf Image1.Picture = imgHijau Then Image5.Picture = imgHijau Image4.Picture = imgPutih Image3.Picture = imgPutih Image2.Picture = imgPutih Image1.Picture = imgPutih End If End If End Sub Private Sub Timer3_Timer() If Shape500.FillColor = &HFF00& Then Shape501.FillColor = &H4000& textWarning.Text = "Proses Kotak Jalan" If Picture1.Picture = Pic6 Then Picture2.Picture = Pic6 Picture3.Picture = Pic7 Picture4.Picture = Picture3 Picture5.Picture = Picture3 Picture1.Picture = Picture3 ElseIf Picture2.Picture = Pic6 Then Picture3.Picture = Pic6 Picture4.Picture = Picture4 Picture5.Picture = Picture4 Picture1.Picture = Picture4 Picture2.Picture = Picture4 ElseIf Picture3.Picture = Pic6 Then Picture4.Picture = Pic6 Picture5.Picture = Picture5 Picture1.Picture = Picture5 Picture2.Picture = Picture5 Picture3.Picture = Picture5 ElseIf Picture4.Picture = Pic6 Then Picture5.Picture = Pic6 Picture1.Picture = Picture1 Picture2.Picture = Picture1 Picture3.Picture = Picture1 Picture4.Picture = Picture1 ElseIf Picture5.Picture = Pic6 Then Picture1.Picture = Pic6 Picture2.Picture = Picture2 Picture3.Picture = Picture2 Picture4.Picture = Picture2 Picture5.Picture = Picture2 End If

lxxv
End If End Sub Private Sub Timer6_Timer() If Shape4.FillColor = &HFF00& Then u = u + 1 Shape500.FillColor = &H4000& Text20.Text = u textWarning.Text = "Proses Hitung" 'Else 'textWarning.Text = "Periksa Masukan Kotak" 'Timer1.Enabled = False 'Timer2.Enabled = False 'Image6.Picture = imgKuning End If If u = 5 Then Timer3.Enabled = True u = 0 Shape500.FillColor = &HFF00& Shape501.FillColor = &H4000& Out(1) = False Out(2) = False End If End Sub















![[PPT]Slide 1 · Web viewRespirasi Anaerob Jalur anaerob atau jalur fermentasi yaitu jalur metabolisme yang tidak membutuhkan oksigen jalur fermentasi digunakan oleh organisme terdedah](https://img.dokumen.tips/doc/110x75/5b86588d7f8b9ad1318cbdf4/pptslide-1-web-viewrespirasi-anaerob-jalur-anaerob-atau-jalur-fermentasi-yaitu.jpg)













