Embed Size (px)
Citation preview

C A S E S T U D Y
Siemens Energy & Automation - Carrier Case Study 1
Back in 2004, Carrier Corporation (a division of United Technologies) was finishing construction on 2 new side by side facilities in Monterrey, Nuevo Leon, Mexico. One of these plants would house Carrier’s industrial air conditioning manufacturing, which had been located in McMinnville, Tennessee. Siemens Energy and Automation (SE&A) was one of their key suppliers, furnishing finished control boxes for two different lines of rooftop unit air handlers.
For the first year of operations of Carrier Corporation’s new plants in Monterrey, SE&A continued to supply the control boxes assembled out of their Alpharetta, GA facility. But with freight costs increasing dramatically with the after effects of Hurricane Katrina in late 2005, Carrier asked SE&A to relocate the control box assembly to Monterrey to reduce these costs and also be able to provide improved service by being located much closer to the new Carrier plant.
SE&A management, led by Program Manager Greg Doerr, started a six month search for a partner in Monterrey that would possess the assembly capabilities and, more importantly, the import and export know-how to outsource the
assembly portion of the business to Monterrey. In September 2006, after narrowing down the choices to two companies; SE&A ultimately chose us as the ideal partner for this project.
Over the next 3 months, a plan was set in place to simultaneously begin the assembly knowledge transfer process and define the preferred
material management method. Our personnel participated in the knowledge transfer, including several trips to Alpharetta to learn SE&A manufacturing and test practices. The former was challenging, as SE&A had perfected a JIT process integrating Lean Manufacturing practices in order to ship Carrier up to 20 individual control boxes on a daily basis; each of these with 75,000 potential configurations, with less than 2 weeks of lead time. The latter was critical, as all control boxes were tested to provide a fully functional box that would function as a plug and play element in the rooftop unit production line at Carrier.
TOur import & export staff worked with SE&A to develop a material management method that would take advantage of our participation in Mexico’s IMEX program. This would allow SE&A to supply us with all raw materials and not incur in tax liabilities, as long as the finished product was exported within 180 days.
Siemens Energy & Automation - Carrier Outsourcing Project
C A S E S T U D Y
2 Siemens Energy & Automation - Carrier Case Study
In January of 2007, the first control box was shipped from our facilities to Carrier’s plant, 30 miles away. The changeover was completed on time and without affecting Carrier’s production. For the next three years, we shipped an average of 20 control boxes daily, earning Carrier’s Top Five Supplier’s award in the process, and eventually earning a seven-figure contract of harness assemblies that continues to this day.
The result of all these efforts was a win-win situation for all three parties. Carrier was able to save close to $200,000 USD annually in freight charges alone. The project allowed us to gain further experience working with two Fortune 500 companies and expanded Canfer Group’s scope further into the electrical assembly
business. SE&A was able to satisfy their customer’s needs, while at the same time realizing significant cost savings. Also, by outsourcing the control panel assembly, direct labor costs were reduced by 70%, as well as freeing up resources to work on other projects and cost savings initiatives.
Greg Doerr, LD-I Panels Business Manager, Power Conversion Division, Siemens Energy & Automation, had this to say about our participation in the project:
“This project was a unique undertaking for us in that it required a great deal of coordination considering the complexity of the product and the expectation of our customer. Additionally, the timeframe which we had established
for the transition was challenging, to say the least, and you and your team were diligent in getting these production lines up and running on schedule.”
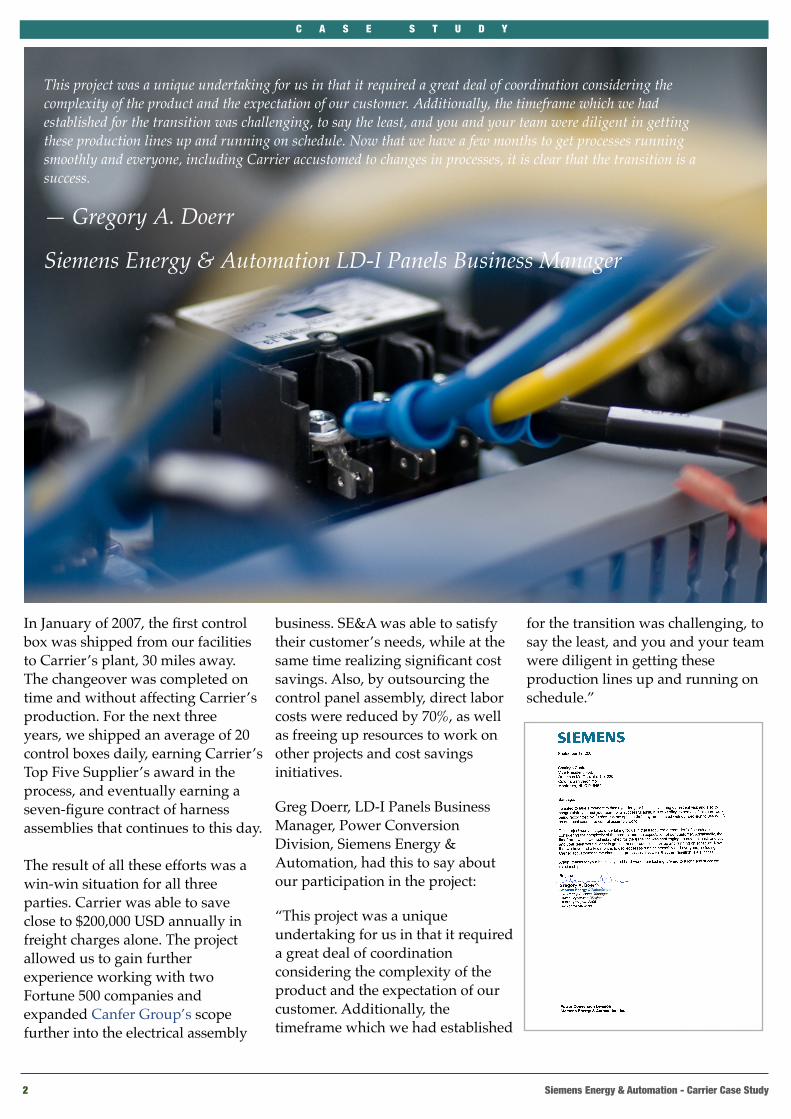
This project was a unique undertaking for us in that it required a great deal of coordination considering the complexity of the product and the expectation of our customer. Additionally, the timeframe which we had established for the transition was challenging, to say the least, and you and your team were diligent in getting these production lines up and running on schedule. Now that we have a few months to get processes running smoothly and everyone, including Carrier accustomed to changes in processes, it is clear that the transition is a success.
— Gregory A. Doerr
Siemens Energy & Automation LD-I Panels Business Manager





























