-
7/30/2019 Sheet Forming Techniques
1/18
SHEET FORMING TECHNIQUES
-
7/30/2019 Sheet Forming Techniques
2/18
INTRODUCTION
High SA:thickness ratio.
But plates also used.
E.g. metal desks, appliance bodies, aircraftpanels, beverage
cans, car bodies, kitchenutensils.
Sheet forming also called press working. Producing a blank from
a sheet.
shearing
-
7/30/2019 Sheet Forming Techniques
3/18
-
7/30/2019 Sheet Forming Techniques
4/18
INTRODUCTION
The thickness or lateral dimensions of the workpiece are
intentionally changed in bulkdeformation. In sheet-forming any
changes inthickness is due to stretching of sheet undertensile
stresses (Poissons Effect).
Thickness decreases should generally be avoidedas they lead to
necking & failure.
-
7/30/2019 Sheet Forming Techniques
5/18
FACTORS
Sheet forming involves bending & stretching.Therefore some
properties have to be taken careof:
1. Elongation2. Yield-point elongation
3. Anisotropy
4. Grain size
5. Residual stresses
6. Spring back
7. Wrinkling
-
7/30/2019 Sheet Forming Techniques
6/18
YIELD POINT ELONGATION Low-Carbon steels exhibit yield point
elongation
of the order of a few %.
This means that when the material yields, it
stretches further in certain regions in thespecimen.
Lueders bands/stretcher strains/worms areproduced. These are
elongated depressions on
the surface of the specimen. Objectionable on final part,
difficult for coating
operations
0.5%-1.5% temper rolling/skin rolling
-
7/30/2019 Sheet Forming Techniques
7/18
RESIDUAL STRESSES
Residual stresses are stresses that remainafter the original
cause of the stresses (externalforces, heat gradient) has been
removed.
Present in sheet metals parts due to non-uniform deformation of
the sheet duringforming.
By removing a part of it, the part may distort.
Tensile residual stresses may also cause SCC. Spring backmay
occur in metal parts.
Difference in stresses. Over bending. Stretchbending.
-
7/30/2019 Sheet Forming Techniques
8/18
RESIDUAL STRESSES
SPRINGBACK
-
7/30/2019 Sheet Forming Techniques
9/18
GAUGE
The thickness of the sheet metal is called itsgauge.
The gauge of sheet metal ranges from 30 gaugeto about 8 gauge.
The higher the gauge, thethinner the metal is.
-
7/30/2019 Sheet Forming Techniques
10/18
BENDABILITY
R/T ratio. The difference between inner & outerstrains
increases if R/T ratio decreases i.e.sharper bends.
Minimum bend radius is expressed in terms ofthickness T. this is
the radius at which a crackwill appear on the outer surface.
Bendability also depends on edge conditions. Anisotropy of sheet
metal is important in
bendability. Cutting the blank in properdirection.
-
7/30/2019 Sheet Forming Techniques
11/18
BENDING OPERATIONS Free-bending, where there is only one die.
Rolls
are also used to bend sheets. In air bending's truestform, the
material touches the tools at only threepoints. used for forming
thick gauges (10 gauge andthicker)
Beading is where the edge of the sheet metal can beinto the
cavity of a die. Sharp edges are removed &the overall part
becomes stiff.
Flanging: is a process of bending the edges at 900(types of
flanges in sheet)
Roll Forming is used for bending continuouslengths of sheets by
passing the sheet through aseries of rolls. Typical products
include gutters,channels, panels, frames etc. Thicknesses usedrange
from about 0.125mm-20mm.
-
7/30/2019 Sheet Forming Techniques
12/18
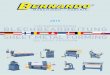
PRESS BRAKE
-
7/30/2019 Sheet Forming Techniques
13/18
BENDING OPERATIONS-TUBES
Press-Brake Forming: used with metal partsat least 7m in length
& relatively narrow. Dies inmechanical & hydraulic
press.
Bottoming: there is no air between the punch,material being
formed, and the die. The materialwill be bent to 90 degrees at the
bottom.
Bottoming as defined will not produce anaccurate bend. Spring
back.
Bottoming With Penetration (Coining).
-
7/30/2019 Sheet Forming Techniques
14/18
-
7/30/2019 Sheet Forming Techniques
15/18
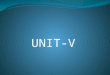
DEEP DRAWING
A flat sheet metal blank is formed into a cylinderor box-shaped
part by means of a punch thatpresses the blank in to the die
cavity.
Typical parts produced are: beverage cans, pots& pans,
containers, sinks etc.
STRETCHING & pure drawing both take place.
High blank holder force can cause stretching.This leads to
stretching & necking.
Low blank holder force. Only blank diameter isdecreased as
drawing progresses.
-
7/30/2019 Sheet Forming Techniques
16/18
DEEP DRAWING
If the sheet thickness is more than the clearancebetween the
punch & the die, the thickness willhave to be reduced.
This effect is known as ironing. Ironingproduces cups with
constant wall thickness.Longer cups are also produced.
Clearance between the punch & die are usually
maintained at 7-14% more than the originalthickness of sheet.
Wall thickness of cup.
Corner radii of punch & die. Too small causesfractures at
corners. Too big causes wrinkling.
-
7/30/2019 Sheet Forming Techniques
17/18
SHEARING MECHANISM A punch & a die. Major variables are:
punch
force, punch speed, lubrication, surfacecondition, &
materials used for punch & die.
Slug & a sheet Clearance ;Burr; Burr Height;
Burr height increases with increasing clearance& increasing
ductility.
Tools with dull edges are also a major factor inburr
formation.
-
7/30/2019 Sheet Forming Techniques
18/18
SHEARING
Punching/Piercing
Blanking
Perforating
Slitting
Parting
Notching
Lancing Nibbling