Embed Size (px)
Citation preview

Karthik,
25-09-2014
Session 3/8,Buffers, 5 Focusing Steps

Topics
Buffers, Multiple time buffers
Drum Buffer Rope
Five Focusing Steps
Rules of Production Scheduling

Buffer
The Level of inventory for constant production.
Ensures brief interruptions and fluctuations don’t affect the constraint.
Represents time. Time for WIP to arrive in advance.
More the variations the larger the buffers need to be.
An alternative to large buffer is Sprint Capacity. (intentional Overcapacity at non- constraints)

Types of Buffers
Constraint Buffer : immediately before constraint.
Customer Buffer : At the very end of the process to protect shipping schedule.
Drum Buffer Rope
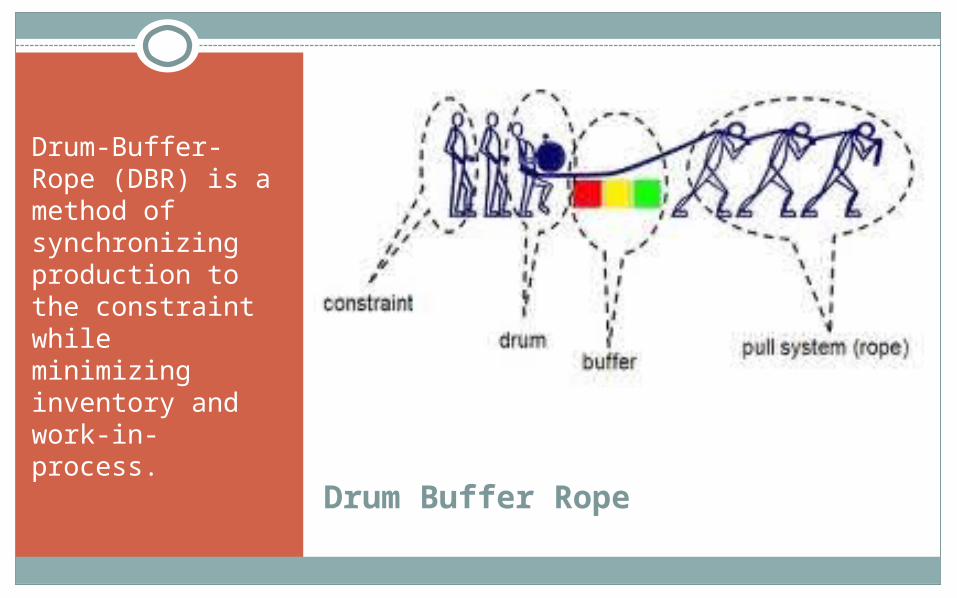
Drum-Buffer-Rope (DBR) is a method of synchronizing production to the constraint while minimizing inventory and work-in-process.

Drum Buffer Rope
The “Drum” is the constraint. The speed at which the constraint runs sets the “beat” for the process and determines total throughput.
The “Buffer” is the level of inventory needed to maintain consistent production.
The “Rope” is a signal generated by the constraint indicating that some amount of inventory has been consumed.

Time Buffer
Time Buffers are used to make sure that the constraint is not “starved”.
Multiple time buffers are necessary to ensure the processes downstream do not get affected by any fluctuations/ delay.

Time Buffers
Constraint buffer – to protect the CCR.
Assembly buffer – contain parts/subassemblies which are not processed by the CCR, but need to be assembled with CCR parts.
Shipping buffer - contain parts which are expected to be finished and ready to ship before the due data, thus protecting delivery date performance.

Multiple Time Buffer Example
An example may help to Illustrate:
Suppose you have a product made from three components.
Manufacturing of components 1, 2, 3 are started simultaneously.
Component 1 assembled with component 2.( sub- assembly 1)
Sub-Assembly 1 is then assembled with Component 3.
A Constraint is present at 3 operation for Component 1.

Multiple Time Buffer Example
Let us assume that we have applied TOC principles and improved the flow at the constraint for component 1.
Nothing should, therefore, impede the progress of component 1.
The problem could arise, however, if component 1 arrives at the Assembly 1 area before component 2 because of some problem with component 2.

Multiple Time Buffer Example
Since we would never want constraint-invested material to wait for non-constrained material, we should stage a time buffer of material for component 2 before the Assembly 1 area.
This is done by releasing it earlier-the amount earlier depending on the time buffer based on the time estimate needed to overcome any unanticipated shock in the system.
In this case the time buffer is called an assembly time buffer, as opposed to the time buffer before the constraint, which is usually called a constraint time buffer.

Multiple Time Buffer Example
The same argument applies to the Assembly 2 area.
The subassembly from components 1 and 2 have constraint time invested, so we would not want them waiting for component 3.
This calls for another assembly time buffer to be generated at the Assembly 2 area.
Unfortunately, the need for buffers has not been fulfilled.

Multiple Time Buffer Example
It is possible that the final product with its constraint-invested material could be held up at shipping, since the processes that take place between assembly and shipping have not been part of the protection.
This implies an additional time buffer before the shipping area, referred to as a shipping time buffer.

Multiple Time Buffer Example
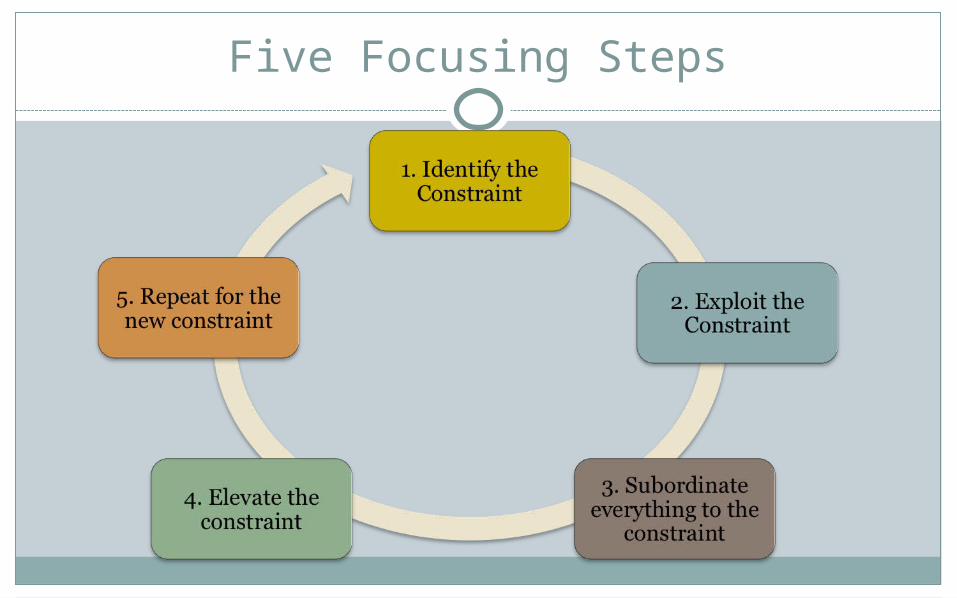
Five Focusing Steps
Identify the Constraint
Compute the load on each production resource assuming market demands.
Compare the resource loads with the resource capacities.
Those resources for which the loads exceed the capacities are constraints. ( bottlenecks)
If no production resource load exceeds its capacity, The market demands are the constraints The constraints are external to the manufacturing system.

Exploit the Constraint
Find methods to maximize the utilization of the constraint toward productive throughput.
If a process is a constraint, the operation should consider rotating lunch periods so that the constraint is never allowed to be idle.
For example, in many operations all processes are shut down during lunchtime or during breaks.
Subordinate Everything to the Constraint
Effective utilization of the constraint is the important issue. Everything else is secondary.
Exploiting the constraint does not ensure that the materials needed next by the constraint will always show up on time.
The important aspect of subordination is to control the way material is fed to the non-constraint resources.
TOC says that non-constraint resources should only be allowed to process enough materials to match the output of the constraint.
The release of materials is closely controlled and synchronized to the constraint schedule

Elevate the Constraint
Essentially this means to find ways to increase the available hours of the constraint, including adding more of it.

Repeat for the New Constraint
As the constraint effective utilization increases, it may cease to be a constraint as another process becomes one.
In that case the emphasis shifts to the new process constraint.
It is also possible that a sales-related change in the product mix will cause a different process to become the constraint.

Rules of Production Scheduling. Part 1
Do not balance Capacity, balance Flow.
The level of utilization of a non-bottleneck resource is not determined by its own potential but by some other constraint in the system.
An hour lost at a bottleneck is an hour lost for the entire system
An hour saved at a non-bottleneck is a mirage.

Rules of Production Scheduling. Part 2
Bottlenecks govern both throughput and inventory in the system
Transfer batch may not and many times should not be equal to the process batch.
A process batch should be variable both along its route and in time.
priorities can be set only by examining the system's constraints and lead time is a derivative of the schedule.

Summary
Buffers, Multiple time buffers
Drum Buffer Rope
Five Focusing Steps
8 Rules of Production Scheduling




























![U]HZFTGF DbI 5FS 5DF6[ VFWlGS l5IT 5wWlTGF … · 5fs pt5fng jwfzm s8sff 5f6lgl art s8sff bftzgl art s8sff zÄu6f ! ... [zofinf hmtf v [d scl xsfi s vf ... zp c0 i]lg8 $p ;ad[.g 5f.5](https://img.dokumen.tips/doc/110x75/5b3009357f8b9a55208d65ce/uhzftgf-dbi-5fs-5df6-vfwlgs-l5it-5wwltgf-5fs-pt5fng-jwfzm-s8sff-5f6lgl-art.jpg)