Embed Size (px)
Citation preview

AS1200 PRESSURE SEALER
Page 3 - 1
Service Manual
Section 3ServiceOperationsandAdjustments
Issue 1 Oct 2002

Service ManualAS1200 PRESSURE SEALER
Page 3 - 2
3.1. PREVENTATIVE MAINTENANCE CHECK-LIST
3.1.1. GENERAL
1. Ask how the machine has been working lately and use this information as a guide forchecking the machine.
2. Ask if there has been a change of use e.g. high volume production runs or a change ofmaterial.
3. Check the operator adjustments of the machine and the material being processed.
4. Switch on machine and if any operating faults are occurring, clean all sensors and thenadjust if faults still occur (section 3.3.4).
5. If necessary, generally instruct the operators again with regard to their specific problemarea, and their maintenance responsibilities (see Operating Instructions section 9).
6. Enter the total forms count on the service sheet and alert your service department ifthe machine is being used for more than 250,000 insertions per month.
7. When all service or repair operations have been carried out, the machine must be leftwith all parts reassembled, leaving no risk of injury.
3.1.2. REMOVAL OF COVERS
Note: Throughout this section, references to LH and RH are viewed facing thehopper trays. The front end of the machine is the hopper end.
Some or all of the following covers may require removal for maintenance opera-tions. Ensure all covers are undamaged. Check action of opening covers to confirmcorrect operation, and that safety microswitches function correctly. Check that allwarning labels are legible. Exercise caution with moving parts and exposed electricalapparatus when covers are removed.
1. Unplug main power supply lead from machine. Ensure that main power supply lead andits connectors are sound and undamaged.
2. Inserter end main side covers - remove 2 x pozi screws on top face, 2 x pozi screwson lower edge.
3. Hopper side covers - remove 2 x pozi screws on rear edge, 1 x cap head screw insidechassis face at rear edge.
4. Hopper bridge cover - remove 1 x pozi screw on chassis face under hopper sidecovers.
!
Issue 1 Oct 2002

AS1200 PRESSURE SEALER
Page 3 - 3
Service Manual
5. Insert hopper underpanel, upper - remove 2 x pozi screws each side on hopper tray,1 x pozi screw each side on chassis face under hopper side covers.
6. Insert hopper underpanel, lower - remove 2 x pozi screws each side on hopper tray.
7. Document hopper underpanel - remove 3 x pozi screws under front edge, 1 x poziscrew each side on chassis face under inserter end main side covers.
8. Fold plate assembly cover - remove 2 x pozi screws on top face, 1 x pozi screw eachside inside handfeed cavity, 1 x pozi screw each side inside chassis face at ends ofstandoff posts.
9. Main bed side covers - remove 3 x pozi screws on top face, 3 x pozi screws on loweredge.
10. Main bed end cover - remove 2 x pozi screws each side on chassis face under mainbed side covers, 4 x button head screws on end face.
11. Main bed infill strip - remove 1 x pozi screw each side on chassis face under main bedside covers.
12. Main bed top cover - remove 1 x cap head pivot screw each side at lower corners, 1 x�E� clip each side on gas strut lower pivots.
3.1.3. SERVICE AT EVERY SITE VISIT
Note: the following will require the removal of some covers - refer to section 3.1.2 above.
1. Refer to section 3.1.1. �General�.
2. Check spring tension and side guide action of hopper tray. Replace/adjust ifnecessary.
3. Clean fold rollers using Roller Cleaning Fluid (part no. A0037A), and pickup rollersusing only a cloth dampened with water. Ensure they are cleaned across their full widthand round their full circumference.
4. Clean sealing all rollers using an alcohol based cleaner. Check for surface damage orsigns of erosion.
5. Clean motor disk sensor under RH side cover (Section 5.2).
6. Check separator gap/action and adjust if necessary (Section 3.2.1).
7. Check condition of chain drive and ensure it is correctly tensioned. Replace if worn ordamaged.
!
Issue 1 Oct 2002

Service ManualAS1200 PRESSURE SEALER
Page 3 - 4
8. Check gear trains for backlash, which should be perceptible but minimal. If gears arenoisy, lubricate using general-purpose grease.
9. Check that all �T� bearing springs are in place and unbroken. Replace if necessary.
10. Check for wear in all bearings, replace as necessary and lubricate.
11. Check security of all PCB connectors, including control panel and mains socket. Also checkmotor connections (raise fold plate 2 to gain access).
12. Replace all covers.
Issue 1 Oct 2002

AS1200 PRESSURE SEALER
Page 3 - 5
Service Manual
3.2 MAINTENANCE AND ADJUSTMENTS3.2.1 SEPARATOR ASSEMBLYThere are two types of separator on the AS1200, one type being fitted to the document tray and theother type to the insert hoppers. Both are adjustable, as described below.
Insert hoppers
Both insert hoppers are adjusted by means of 2 hexagon head adjustment screws reached via. accessholes in the underpanel. The holes are in different positions in upper and lower hoppers, as shownin fig. 1 below. Both hoppers are otherwise identical. To adjust, turn each screw equally until a pieceof 80gsm paper inserted between the separator and pickup rollers can be felt to drag as the paper iswithdrawn backwards. Ensure that the drag is constant across the full width of the roller, or skewingmay result. There are no locknuts, the screws being retained using semi-permanent Loctite 242adhesive, and if they become loose this must be reapplied.
Separator removal
If inserts are separating erratically, the separator roller may be worn out. To replace, remove theunderpanel below the hopper to reveal the separator assembly (section 3.1.2). From above thehopper, lift off the ends of the separator retaining springs located on the tang in the centre of thetray. This will free the assembly which can then be stripped to replace the roller. After refitting theseparator assembly, adjust as described above.
Feed roller shaft removal
If the feed wheels become glazed, worn or damaged, the tyres must be replaced. As the rollers aremounted on a removable breakaway shaft, this can be lifted out after removing the hopper bridgecover (upper hopper) or the document hopper underpanel (lower hopper) - see section 3.1.2. Pushthe shaft against spring pressure towards the RH side to free the other end from the drive pin. Withthe shaft removed, the tyres can then be prised off the rollers and new ones fitted. When replacingthe shaft, ensure that the drive pin is properly located in the hub.
Adjustment screw
Upper hopper
Lower hopper
Fig. 1
Feed roller
Separator roller
Issue 1 Oct 2002

Service ManualAS1200 PRESSURE SEALER
Page 3 - 6
Document hopper
The separator roller for the document hopper is of the fixed type with a number of stop positions,adjustable by means of a knob on top of the chassis bridge (see fig. 2 below). To adjust, insert apiece of 80gsm paper between the separator and pickup roller below, and set the gap so that thepaper can be felt to drag as it is withdrawn backwards. After a long period of use, a flat will wearacross the width of the roller which will necessitate rotating the roller round one stop position -raise the plunger next to the adjustment knob and turn the roller.
Separator removal
When all stop positions have been used, the roller must be replace. To remove the separator, pro-ceed as follows:
1. Take off the LH & RH inserter end side covers (section 3.1.2).
2. Remove the adjustment knob and lift the upper ends of the 2 springs off the tangs on thechassis bridge.
3. Remove the screw at the RH end of the pivot shaft (located outside the chassis face), unclipthe sensors from the shaft and cut the cable ties. Push the shaft through the chassis suffi-ciently to clear the separator body.
4. Remove the �E�clips, �T� bearings and springs from the ends of the feed roller shaft passingthrough the square cutout in the separator body.
5. Lift the separator assembly out of the chassis while working the feed roller roller shaft to freeit.
6. Using fig. 2 as a guide, replace the roller and reassemble in reverse order to removal.
Fig. 2
Adjustment knob
Separator roller Spring (2)
Pivot shaft
Stop plunger
Issue 1 Oct 2002

AS1200 PRESSURE SEALER
Page 3 - 7
Service Manual
3.2.2 PICKUP ROLLER SHAFT REMOVALThe pickup roller is located below the separator roller in the document hopper. It is a driven rollerfitted with one-way roller clutches to allow documents to be drawn into the machine by further feedrollers when drive to the pickup roller is disengaged. To allow the hole shaft to rotate freely and alsotransmit drive, the gear is also fitted with a one-way clutch with opposite action to the pickup roller.If the roller becomes worn or damaged and requires replacement, proceed as follows.
1. Remove the document hopper underpanel (section 3.1.2). Note that if a Hi-Cap feeder isfitted, moving it back will improve access (see section 1.9)
2. Open the door of the the stand and from below, swing down the electrics chassis by removingthe 2 screws at the inboard edge of the chassis.
3. Locate the pickup roller shaft underneath the document hopper and remove the �E� clips, gearand �T� bearings. This will allow the shaft to be lifted out of the chassis.
4. Referring to fig. 3 below, remove parts as required and fit the new pickup roller. This must beordered as an assembly with the roller clutches fitted, as these are a tight interference fit in theroller.
5. Assemble all parts in reverse order to disassembly.
Fig. 3
Pickup roller
Roller clutch (2)
Roller clutch
Issue 1 Oct 2002

Service ManualAS1200 PRESSURE SEALER
Page 3 - 8
3.2.3 REMOVAL OF FOLD PLATE ASSEMBLYThe fold plate assembly is located in front of the hoppers and pivots open for jam clearance. Ifremoval is required, proceed as follows:
1. Remove the fold plate cover and the inserter side covers (see section 3.1.2).
2. Remove the clips on the ends of the pivot shaft on the outside of the chassis face, and alsothe screws at the lower ends of the gas struts. Unplug the 3 connectors on the ribbon splitterPCBs on the RH side of the fold plate assembly chassis and cut securing cable ties.
3. Supporting the weight of the assembly, slide the strut ends off the pivots, move the assemblyto one side to free the pivot bar and lift it out of the machine.
Re-assembly
Reassemble the fold plate assembly in reverse procedure to removal. When connecting theribbon cables back to the PCBs, ensure they are connected as shown in fig. 4 below. Secure theloop in the ribbons to the chassis lug using a cable tie as shown. Use further cable ties tosecure the ribbons, ensuring that the assembly can close without snagging or straining theribbons.
3.2.4 REMOVAL OF INSERT TOWER ASSEMBLYThe insert tower assembly containing the insert hoppers pivots open for jam clearance. If removal isrequired, proceed as follows:
1. Remove the RH hopper side cover and the inserter side covers (see section 3.1.2).
2. Remove the clips on the ends of the pivot shaft on the outside of the chassis face, and alsothe screws at the lower ends of the gas struts. Unplug the 3 connectors on the PCBs on theRH side of the tower assembly chassis and cut securing cable ties.
3. Supporting the weight of the assembly, slide the strut ends off the pivots, move the assemblyto one side to free the pivot bar and lift it out of the machine.
Cable tie
Fig. 4
Issue 1 Oct 2002

AS1200 PRESSURE SEALER
Page 3 - 9
�����������
����������
����������������� ������������� ��� ���� ����� ���� ������������������������ �����
�������������������������� ������ ����������������������������������� ��� �����������
�� ������������������������������������������������!����� � ����������������� ���
������������ ������������������������������������������ �� ��������� �������
Issue2 Dect 2002
�� ��
A B CB
A
C
Cable tie

�����������AS1200 PRESSURE SEALER
Page 3 - 10
3.2.5 FOLD ROLLER REMOVAL
����������������� �������������������������������������������������� ����������������
���������������������������� ���������� ����������� �������������������������� �����������
����������������������������������������������������� ������!
����������� ��������������
���� ������������������������������������������� ����� �����������������"�������
��������������� �#�#$���%#�##�&'�������� ������������������������������������(�����������
������������������ �������������������������������������������������)*������������
������������ ������������������������+�����������������������������,������������#�-��
%. -$/0'��#�#$���%. -$10'�����#�����%. -$20'�������� ������������������������������
�������������������������������������������������������������������������������� �����
�����������������������������������%3-4*����'��0���������������������������������������
������������ �������
5� �� ����������� �����������������������(������ ��������������!
-� 6�����������������������������%�������,�-��'�
�� 6����������������������������������� ������������������ ������������������
������������������� �����������0�������������������������������������������
��������
,� ���������������������������������������������������
�����
Rubber roller
Rubber roller(with no-fold beam)
Steel pre-seal rollers
Disc springs
Shims
Tension screw
Issue 2 May 2003
AS1200 PRESSURE SEALER
Page 3 - 11
Service Manual
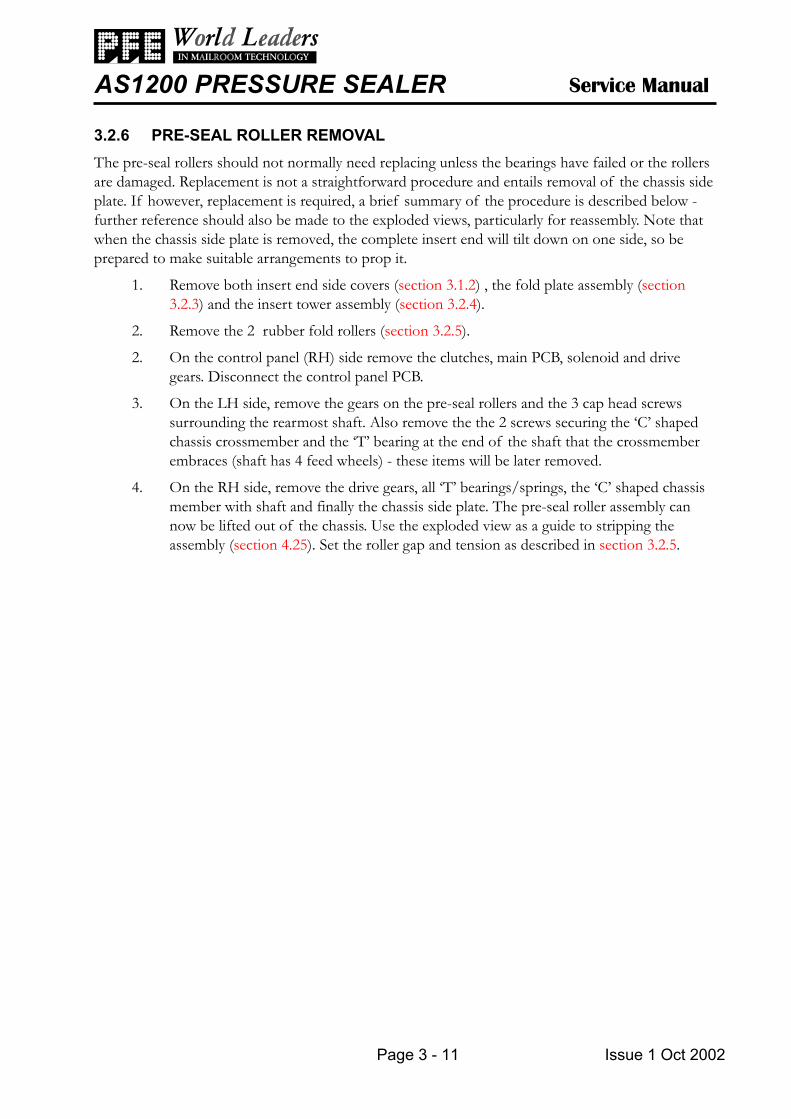
3.2.6 PRE-SEAL ROLLER REMOVALThe pre-seal rollers should not normally need replacing unless the bearings have failed or the rollersare damaged. Replacement is not a straightforward procedure and entails removal of the chassis sideplate. If however, replacement is required, a brief summary of the procedure is described below -further reference should also be made to the exploded views, particularly for reassembly. Note thatwhen the chassis side plate is removed, the complete insert end will tilt down on one side, so beprepared to make suitable arrangements to prop it.
1. Remove both insert end side covers (section 3.1.2) , the fold plate assembly (section3.2.3) and the insert tower assembly (section 3.2.4).
2. Remove the 2 rubber fold rollers (section 3.2.5).
2. On the control panel (RH) side remove the clutches, main PCB, solenoid and drivegears. Disconnect the control panel PCB.
3. On the LH side, remove the gears on the pre-seal rollers and the 3 cap head screwssurrounding the rearmost shaft. Also remove the the 2 screws securing the �C� shapedchassis crossmember and the �T� bearing at the end of the shaft that the crossmemberembraces (shaft has 4 feed wheels) - these items will be later removed.
4. On the RH side, remove the drive gears, all �T� bearings/springs, the �C� shaped chassismember with shaft and finally the chassis side plate. The pre-seal roller assembly cannow be lifted out of the chassis. Use the exploded view as a guide to stripping theassembly (section 4.25). Set the roller gap and tension as described in section 3.2.5.
Issue 1 Oct 2002

�����������AS1200 PRESSURE SEALER
Page 3 - 12
3.2.7 PRESSURE SEAL ROLLERS
����������������� � ��������������������������������� ����������������������� ����������
����������� ������������������������� ����������������������������������������������
�������2#7��5� ������������������������������������ ������������������������� ������������
��������������������������������������������������/�������������"��������� ��������� �����
��������������������������������8�����������������������9����. #�10�%#��$��4#�#-#&'����
. #*20�%#�#$��4#�##�&'��:(�������������������� �������������������� ���������������������
�������������� ������� �������������������������� �������������� �������������������������
���������������������������������� ����������������������������������,4*�����������������
����������������������������"������������;����������������� ����%:#�-#0'���������������
�����������������������������/�
��������������������
������������������� ������������������������������������"��������� �����������������
���������� ������������������<������������������%���������������1������������������ ���'�����
�������������������������� �������� ��������������������������"��������������������
���������� ������������������ � ���������������������������������������������������������
��������������������������� �����=������������������������������������������"���������
�+������������������������������������ ����� ����������������������������������������
��������������� ���������������������������������������>�:�����������8� ���
��� �������"�����������������������������������������������������������������������
�����������������/��:���������������������������������������������
������������������ ��������
�� ���������������
Issue 2 May 2003
�����

AS1200 PRESSURE SEALER
Page 3 - 13
Service Manual
TOE-OUT ANGLE
Fig. 8Showing the effect of toe out (exaggerated)
Default settings
To revert to default settings for the slide blocks (for example, if seal rollers are replaced), dimen-sions A, B & C shown in fig. 7 are listed below. Control side refers to control panel side of themachine, drive side is opposite. �Equal� means that both ends of the slide block are equally spaced.
Dim. A Dim. B Dim. CFront Control Side - 0.5mm 0.8mm
Front Drive Side Equal Equal 1mm
Rear Control Side Equal Equal 0.5mm
Rear Drive Side - 0.3mm 0.3mm
Seal roller replacement
If seal roller replacement is required, these should be be replaced as a roller/gear/bearing assembly.If only the bearings need replacement, it should be noted that these are retained in the housingsusing Loctite 221 adhesive, and hence will need to be drifted out. The new bearings must also beassembled using Loctite 221 . It is recommended that the assembly is replaced as a complete unit.
Issue 1 Oct 2002

�����������AS1200 PRESSURE SEALER
Page 3 - 14
3.3 ELECTRONICS AND SOFTWARE
3.3.1 PCBs FITTED
������������� ��������������������������
���� � ������� �� !��
�����������"#$�� � ����%&�' �� !��
�����������( )�� � ����%�*' �� !��
) �+����� ������� � ����%*� �� !��
"������,�� � ������& �� !��
-������ � ����%*% �� !�*
-������� � ����%*� �� !�*
.//��-0������� � ����%1� �� !�1
'�����������������0������ � �����������2�� !��������
3.3.2 PCB DIP SWITCHES
-��������-������� �����������������)"������������������3������/������������������
������ �������!���������� ������� �����������4�3�/�����������!���� ������������������/ �����5�
����.6�������5���4���������0�����������������������������/������������/�����
���������� �������������������������������0���!
Issue 2 Dec 2003

AS1200 PRESSURE SEALER
Page 3 - 15
Service Manual
Sensor PCB 0: S1-1 to 4: OFF
Sensor PCB 1: S1-1: ON
S1-2 to 4: OFF
Sensor PCB 2: S1-2: ON
S1-1 & 2 to 4: OFF
Solenoid PCB 0: S1-1 to 4: OFF
Solenoid PCB 1: S1-1: ON
S1-2 to 4: OFF
Solenoid PCB 2: S1-2: ON
S1-1 & 2 to 4: OFF
3.3.3 SENSOR ADJUSTMENT / REPLACEMENTAll sensors on the machine consist of an assembly of clip-in sensor housing, cable and PCB con-nector. Each assembly has a separate part number fro re-ordering purposes. If a sensor needsreplacing, it is unclipped from its location and the cable traced back to the relevant PCB; all cableties securing it must be cut. Afetr fitting the new sensor, secure the cables back in place using newcable ties.
The locations of all sensors and their part numbers is shown in section 5.2.
Adjustment of sensors is carried out in Engineer Test Mode, described in section 3.3.4. From this,all sensors can be adjusted to their optimum performance, and their state assessed to determine ifone has failed. Prior to carrying out sensor adjustment or replacement, sensors should first becleaned using a non-flammable airduster, such as the PFE airduster (part number A0070A) - this isboth invertible and non-flammable
Issue 1 Oct 2002

Service ManualAS1200 PRESSURE SEALER
Page 3 - 16
!
Issue 1 Oct 2002
3.3.4 ENGINEER TEST MODE
Engineer Test Mode allows for testing and adjustments on five topics:
a) Machine Configurationb) Software Informationc) AS1200 Testsd) Hi-Cap Testse) Service Count
To enter Engineer Test Mode, the electronic key supplied to Engineers (part no. 182-293) mustfirst be inserted in the relevant socket, located opposite the mains input on the rear panel. This will add�Engineer Menu� to the Main Menu, allowing selection of one of the options indicated above. Use theUp/Down keys to highlight the required option, and press Enter. Press Esc to return to the Main menu.After any option has been selected, press Esc to return to the Engineer menu. The options are describedbelow:
Machine Config
Language: Press Enter, then Up/Down keys to select the required language, Enter againwhen done. The languages available will depend upon the Eprom fitted - this willbe displayed in �Languages� (read-only), selected from the Supervisor Menu (seebelow). Note: This option is also available on the Supervisor Menu if the Super-visor key switch is set to ON.
Eprom Subset Languagestd English, German, French, Spanish, Portuguese A English, German, French, Dutch, Flemish B English, Italian, Swedish, Danish
Feed Unit: Options are Stn1 / HiCap. Press Enter, then Up/Down keys to select, pressEnter again to select the required option.
FoldPlate 1: Fine adjustment for these four settings, either + or -. For FoldPlate 1 & 2, positivenumbers increase the foldplate depth, negative numbers decrease. For Ins Collate andFinsertHP (final insert hold point), positive numbers advance, negative numbersretard. Press Enter, then Up/Down keys to select, press Enter again to select therequired option. Note: holding down the Up / Down key will change the settingrapidly.
FoldPlate 2:Ins Collate:Finsert HP:

AS1200 PRESSURE SEALER
Page 3 - 17
Service Manual
!
Issue 1 Oct 2002
Software Info
Lists the software version numbers for each of the PCBs fitted with a programmed Eprom. If not fitted,'No Reply' will be returned. If older version than current is fitted, 'Old Ver' will be returned.
AS1200 Tests
Allows various tests and setting up of sensors for the AS1200, as described below:
Setup Sensors
Calibrate All: Automatically checks condition of all sensors and calibrates as necessary. If all areworking properly, an �All sensors okay� message will appear. No further action isnecessary at this stage, but pressing Enter will calibrate all sensors anyway. As-suming this has not been done and a defective sensor has been found when firstrunning the function, each sensor will automatically be calibrated in turn. Whenfinished, the defective sensor(s) will be reported, allowing more information to bedisplayed by pressing the ? key. Press Esc to exit, and carry out the action sug-gested.
Calibrate Allows calibrating of individual sensors by name. Condition of sensor is reportedin the same way as for �All Sensors� above.
Help: Displays general advice for testing sensors.
Sensor A read-only function advising state of sensors. Given as a 3 part decimal number.First part is LED current in mA (should not exceed 37). Second part is thresholdvoltage in 100mV units. Third part is actual voltage in 100mV units (should notexceed 50). If this is greater than the threshold voltage, the sensor is read asblocked, otherwise clear. A faulty sensor board will report �no reply�. Shownbelow is an example display:
Note: The actual voltage figure will only be accurately displayed when the screen is refreshed. Todo this, use the Scroll Up / Down buttons to move the display at least one line.
* SENSOR VALUES *Stn1 HP 06 25 05Stn1 Trk 07 25 02In1 Deskw 07 26 48"
LED Current = 6mA Threshold Voltage = 2.5v
Actual Voltage = 0.5v(sensor is clear)
Actual Voltage = 4.8v(sensor is blocked)
Single:
Values

Service ManualAS1200 PRESSURE SEALER
Page 3 - 18
!
Issue 1 Oct 2002
Information can also be displayed graphically by selecting the required sensor and pressing Enter.This will display:
When the status bar is fully across the screen, the sensor is blocked. When nothing shows, it is clear. Theactual point at which the sensor switches is directly below the 'V' in the middle of the bar.
Test Modes
Tests the following components on the machine. Press Esc to exit to Engineer menu.
Folder Disc Test
Counts the number of slots on the folder sensor disc, which should be 120. Press Enter to select thetest, Enter again to reset the count to zero. Slowly turn the machine by hand and observe the countincrementing. When 120 is reached, the Stn.1 feed clutch and brake will be heard to actuate. If countis less than 115, check for slot blockage or suspect sensor. Press Esc key to exit to Test Modesmenu.
Panel Test: Activates every pixel on the screen. If any are missing, display PCB must be re-placed. Press Esc key to exit to Test Modes menu.
Switch Test: Screen image of switch panel is displayed - each switch image reduces whenswitch is pressed. If any do not, control panel PCB must be replaced. Holddown Esc key for more than 2 seconds to exit to Test Modes menu.
I2C Bus Test: Checks Sensor, Solenoid, Motor & OMR PCBs and reports if OK. If any show�no reply�, check all connections to PCB. If these are correct, PCB must be re-placed. Press Esc key to exit to Test Modes menu.
Solenoid Test: Tests all solenoids, AC motor, and all clutches. Press enter key to activate themotor, each solenoid and each clutch, press again to switch off. Clutches will beheard and felt to click. Note that Insert 2 clutches (In2 Pickup & In2 Feed) willonly work when the motor (In2 Drive) is on. When any clutch is turned off, theopposing brake (at the other end of the shaft) will turn on, allowing testing of ashaft�s clutch and brake together. If any components fail, check wiring and PCBconnector, replace component if wiring is sound. Press Esc key to exit to TestModes menu.
Stn1 HP 06 25 05
Thres VRec(V)

AS1200 PRESSURE SEALER
Page 3 - 19
Service Manual
!
Issue 1 Oct 2002
DC Mtr. Test: Activates fold plate and closer motors back and forth repeatedly until Esc key ispressed. If any motors fail, check wiring and PCB connector, replace motor ifwiring is sound. Note: this does not test the disc sensors on the fold plate mo-tors. If a disc sensor is thought to be at fault, measure the voltage on the DCMotor PCB between TP9 (0v) and TP2 (fold plate 1) or TP3 (fold plate 2). Withthe motor running, the voltage should be between 2.0 and 2.6 volts. If outsidethis limit, clean the sensor, and if still no improvement, replace it. Press Esc key toexit to Test Modes menu.
Ins 1 Test: Allows adjustment of each insert 1 hold point. Load insert hopper 1 and pressRun to feed insert 1 to each successive hold point. Press Stop to stop motor, raisethe cover and observe the hold point position. If adjustment is required, pressUp/Down keys to increase/decrease the stop position. Press Esc key to exit toTest Modes menu.
Ins 2 Test: As above, but for insert 2.
Ins Collate: As above, but for inserts 1 & 2 together.
Soak Test: Starts machine running whilst in Engineer Test Mode. Press Run key to start,Stop key to stop. The number of cycles run shows on the display. Ensure that allpaper is removed from the machine prior to running this test. Press Esc key toexit to Test Modes menu.
Reset progs: Clears all program settings, after issuing a confirmation prompt. Use with ex-treme caution!
Hi-Cap Tests
Allows various tests and setting up of sensors for the Hi-Cap feeder, as described below. Note thiswill only be available if the Hi-Cap feeder is fitted.
Commun- Press Enter to display status of TX and RX between AS1200 and Hi-Cap unit.Advises action if failure occurs. Press Esc key to exit to Test Modes menu.
Setup Press Enter for setting up Separator, Feed HP and Exit sensors on the Hi-Capunit. Select required sensor and press Enter again to set up. Status will be dis-played when complete. Press Esc key to exit to Test Modes menu.
Mechanical Displays status of various switches, stack sensors, tray index sensor and clocksensors.
ications:
PaperSensors:
inputs:

Service ManualAS1200 PRESSURE SEALER
Page 3 - 20Issue 1 Oct 2002
Solenoids: Actuates solenoids, hybrid motor, clutches and brakes. Press Enter to toggle thecomponent on and off. Press Esc key to exit to Test Modes menu.
DC Motors: Actuates the DC motors for the separator wheel and separator gap. Note theseparator gap will then have to be reset from the main menu.
Service Count
Sets the number of machine cycles at which the display will indicate to the operator thata service is due. Selecting 'yes' to Reset Count allows a new count to be set from the listof presets. This will replace the existing count and start again from zero. Selecting 'no'leaves everything unchanged.

AS1200 PRESSURE SEALER
Page 3 - 21
Service Manual
3.4 RECOMMENDED SPARES
The following spares are recommended to be held by Service Agents for each machine. Aspares set can be obtained by ordering part number A0299A.
Part No. Qty. Description
181-111 2 LENZE 04 CLUTCH181-112 1 LENZE 04 BRAKE181-124 1 SOLENOID DUAL LS/SS181-132 2 LENZE 03 CLUTCH181-133 2 LENZE 03 BRAKEA2394A 1 CAST GEARBOX ASSEMBLYC8071A 1 SEPARATOR ROLLERC8098A 6 ROLLER ENVELOPE FEEDC8135A 1 SEPARATOR ROLLERC8138A 1 PICK UP ROLLERC8139A 3 FEED ROLLERD0017A 8 TYRE FEED WHEEL NITRILED0026A 8 ROLLER INSERTD1040A 2 T BEARING 8 mmE1001A 4 15MM BALL BEARINGE1029A 2 ROLLER CLUTCH 12x18x16E1030A 4 ROLLER CLUTCH 8x12x12E1038A 1 OILITE 8x12x12E1039A 4 8MM BALL BEARINGE1043A 4 OILITE FL 15x10E1054A 6 12mm BALL BEARINGE1061A 2 BALL BEARING 8x16x5E1098A 6 12mm FL BEARING 21 DIAF3006A 2 REWIND SPROCKETF3036C 1 SPROCKETF3043C 1 SPROCKETF4206A 2 12T GEARF4222A 2 30T GEARF4224A 2 20T GEARF4225A 2 16T GEARF4228A 2 20T GEARF5003A 1 150XL BELTF5028A 1 HTD 425 BELTF6028A 1 1/4" CHAIN 89 LINKG4005A 10 T BEARING 8MMG4035A 4 T BEARING 3/8"G5035A 1 CONVEYOR BELTG6149A 1 CONTROL TAPE SEPARATOR
.
Issue 1 Oct 2002











![Hopper Scale - Chore-Time · Use the Hopper Angles with two small holes in the center for the 200 lb. [91 kg] Hopper, or the Hopper Angles with three small holes in the center for](https://img.dokumen.tips/doc/110x75/5fe22cff31394f5de6483e04/hopper-scale-chore-time-use-the-hopper-angles-with-two-small-holes-in-the-center.jpg)

















