Embed Size (px)
Citation preview

SAFE TRANSPORTATION OF LIQUID SULPHUR Safety, Reliability and Performance
SAFE TRANSPORTATION OF LIQUID SULPHUR 1

PENTAIR PENTAIR
HEATED SULPHUR PIPELINE CHALLENGES
SAFE TRANSPORTATION OF LIQUID SULPHUR 2

PENTAIR
SULPHUR PROPERTIES & TRANSPORTATION ISSUES Sulphur Properties
• Flows only in a small temperature range: 130°C (266°F) – 145°C (293°F)
– Requires accurate temperature monitoring and tight control
• Shrinks in volume as it solidifies
• Highly Viscous at Elevated Temperatures
• Combines with water and other gasses to create hazardous/dangerous compounds
– Sulfuric Acid
– Sulphur Dioxide
Consistent, Controlled Temperature is Key to Sulphur Pipeline Flow Assurance
SAFE TRANSPORTATION OF LIQUID SULPHUR 3

PENTAIR
SULPHUR VISCOSITY VS. TEMPERATURE GRAPH
Sulphur Has a Tight Operating Temperature Range - Often Within 20-35°C of Its Solidification Temperature
SAFE TRANSPORTATION OF LIQUID SULPHUR 4
1
10
100
1,000
(200) (300) (400) (500) (600) (700) (800) (900)
Temperature ºC (ºF)
100
1,000
10,000
100,000
93 149 371 316 260 204 482 427
Visc
osity
- C
entip
oise
Visc
osity
- C
entip
oise
Melting Point 119ºC
(246ºF)
Boiling Point 444ºC
(832ºF)
Sulphur Pipeline Operating Range 130ºC – 145ºC (266ºF – 293ºF)

PENTAIR
SULPHUR PROPERTIES & TRANSPORTATION ISSUES Transportation Challenges • Reliable, controllable heating system must operate over long
distances
• Small operating temperature band requires well designed insulation, pipe support and heat tracing control and monitor solutions
• High operating temperatures require experienced heating solution designers to accommodate pipeline expansion and contraction
• Temperature monitoring blind spots create potential areas for solidification
– Many factors along the pipeline cause variable heat-up/cool-down rates
– Elevation changes affect heating and re-melt programs
– Unmonitored re-melt programs can allow large “chunks” of solid sulphur to travel down the pipeline creating a risk for pipeline damage at bends or corners
Many Elements Must be Considered for a Reliable Pipeline Heating Solution
SAFE TRANSPORTATION OF LIQUID SULPHUR 5

PENTAIR PENTAIR
IMPROPER DESIGNS HAVE CONSEQUENCES
SAFE TRANSPORTATION OF LIQUID SULPHUR 6

PENTAIR
SAFETY, ENVIRONMENTAL & OPERATIONAL ISSUES
A Reliable System Requires the Right Technology, Experienced Design and Proper Installation
SAFE TRANSPORTATION OF LIQUID SULPHUR 7

PENTAIR
ANCHOR FAILURE FROM THERMAL EXPANSION
SAFE TRANSPORTATION OF LIQUID SULPHUR 8
Improperly Engineered Pipe Anchor Support
PENTAIR
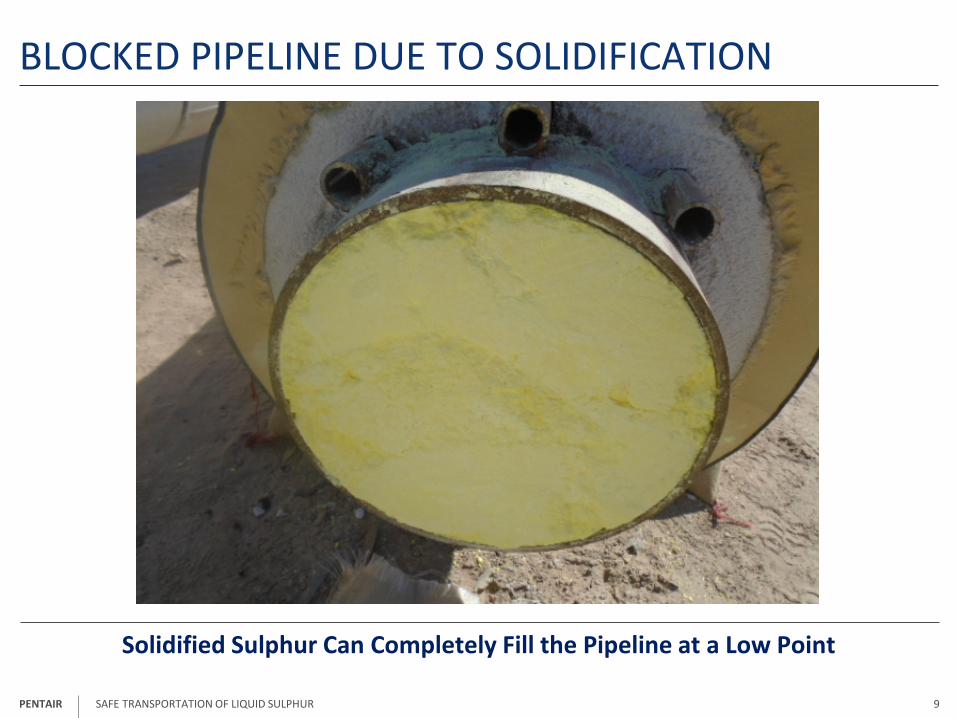
BLOCKED PIPELINE DUE TO SOLIDIFICATION
Solidified Sulphur Can Completely Fill the Pipeline at a Low Point
9 SAFE TRANSPORTATION OF LIQUID SULPHUR

PENTAIR
IMPROPER RE-MELT PROGRAM
SAFE TRANSPORTATION OF LIQUID SULPHUR 10
Pipeline Rupture Can Occur Due to Overpressure During Re-Melt

PENTAIR PENTAIR
PENTAIR’S INTELLIGENT SULPHUR PIPELINE SOLUTIONS
SAFE TRANSPORTATION OF LIQUID SULPHUR 11

PENTAIR
OBJECTIVES FOR A HEATED SULPHUR PIPELINE
• Minimize capital and operating expenses through an efficient thermal design
• Maximize Flow Assurance reliability through optimization of the heating system design and monitoring tools for pipeline operators
• Provide the ability to safely re-melt sulphur in the event of a solidification event
Pipeline Solidification or Rupture Disrupts Operations and has Major Economic Impacts
SAFE TRANSPORTATION OF LIQUID SULPHUR 12

PENTAIR
PENTAIR’S “INTELLIGENT SULPHUR PIPELINE”
SAFE TRANSPORTATION OF LIQUID SULPHUR 13
Multiple Engineering Disciplines Needed For Sulphur Pipelines
Necessary Components For a Properly Designed Sulphur Pipeline Heating System

PENTAIR
HEATING SYSTEM DESIGN CONSIDERATIONS • Tight Temperature Maintenance
– Optimum sulphur viscosity between 135°C – 145°C (275°F – 293°F)
• Redundancy Recommended – Redundant heat tube can maintain heat if the primary heater fails
– Used to assist with re-melt if necessary
• Pre-Insulated Thermal Insulation – Avoid gaps, non-uniformities and water ingress
• Pipe Supports and Anchors – Designed to avoid heat sinks and allow pipeline movement
• Distributed Temperature Sensing and Feedback for Operational Control
• Re-melt Plan Provided – Prevent hot/cold spots, pressure build up and helps to avoid over heating at voids
throughout the pipeline
Various Design Elements Should be Considered to Ensure That Pipelines Perform Properly During Heat-up Events
SAFE TRANSPORTATION OF LIQUID SULPHUR 14
PENTAIR
STATE OF THE ART SULPHUR PIPELINE HEATING SOLUTIONS
Pentair Has Created the Ultimate Solution, Ushering in a New Era of Sulphur Pipeline Transportation
SAFE TRANSPORTATION OF LIQUID SULPHUR 15
• Skin-effect Heat Tracing System provides controlled, uniform heating power over long distances. Heat tube redundancy increases the safety factor
• Pre-insulated Piping provides a predictable thermal envelope which reduces heat loss and uniform pipeline heating
• Thermally Isolated Pipe Supports & Anchors reduces the potential for cold spots, providing a uniform thermal profile along the entire length of the pipeline
• Fiber Optic Distributed Temperature Sensing (DTS) allows real time temperature monitoring for the pipeline
• Re-melt Procedures based on proven methodology, enhanced by predictive FEA Modeling & DTS feedback

PENTAIR
RAYCHEM STS TECHNOLOGY OVERVIEW
Raychem Skin-effect Tracing Systems are Engineered and Supplied as Completely Integrated Systems
SAFE TRANSPORTATION OF LIQUID SULPHUR 16

PENTAIR
RAYCHEM’S PROVEN SKIN EFFECT HEATING TECHNOLOGY
• Raychem Skin Effect Heat Trace (STS) technology dates to the 1970’s • Used for circuit lengths up to 25 kilometers (15 miles) and power outputs up
to 150 W/m (49.2 W/ft) • Custom engineered for each application • 30 successful sulphur pipeline installations throughout the world
Pentair STS: Designed and Installed on The World’s Longest Heated Sulphur Pipeline
SAFE TRANSPORTATION OF LIQUID SULPHUR 17

PENTAIR
BENEFITS OF PRE-INSULATED PIPE (PIP)
Pre-Insulated Pipe is a Perfect Fit for High Temperature Pipelines
SAFE TRANSPORTATION OF LIQUID SULPHUR 18
• Better quality control of the thermal insulation envelope
• Significant cost savings during pipeline construction through space & manpower savings
• Compressed construction schedules
• Reduction of risk on-site
PENTAIR
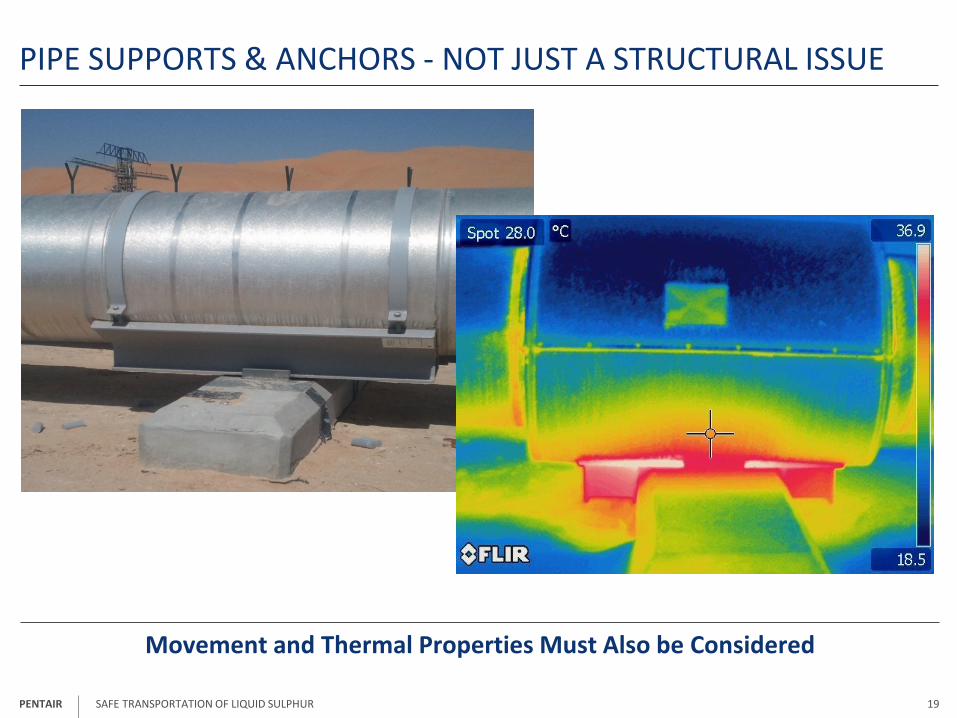
PIPE SUPPORTS & ANCHORS - NOT JUST A STRUCTURAL ISSUE
SAFE TRANSPORTATION OF LIQUID SULPHUR 19
Movement and Thermal Properties Must Also be Considered

PENTAIR
FIBER OPTIC TEMPERATURE SENSING • A distributed temperature sensor along the
full pipeline length
– Dedicated carbon steel encasement tube and armored casement protects the fiber optic cable
– Fiber Optic Cable measures the actual pipe temperature, not just the heating element
• DTS technology provides accurate and timely notification of out-of-range pipeline temperatures
– Alarms provided to the operator regarding the position and intensity of any extreme temperature event which could jeopardize sulphur flow
– Identification and troubleshooting of heat sinks or cold spots
– Locations identified with +/- 1 meter accuracy
The DTS System is Useful During Sulphur Introduction, Normal Operation and Re-Melt
SAFE TRANSPORTATION OF LIQUID SULPHUR 21
• DTS is particularly useful during the re-melt process of solidified sulphur, making the process predictable, safe and reliable

PENTAIR
PIPELINE TEMPERATURE SENSING & ALARMS
• Cold or hot spots quickly identified
• Provides actionable information to help prevent solidification
• Invaluable during re-melt to prevent overheating
• Used for preventative maintenance as the pipeline ages and insulation is damaged or compromised
Pentair Has a Proven Track Record of Effective DTS integration Into the Sulphur Pipeline Heating System Technology
SAFE TRANSPORTATION OF LIQUID SULPHUR 22
PENTAIR
DISTRIBUTED TEMPERATURE
SENSING
Pipeline Operations
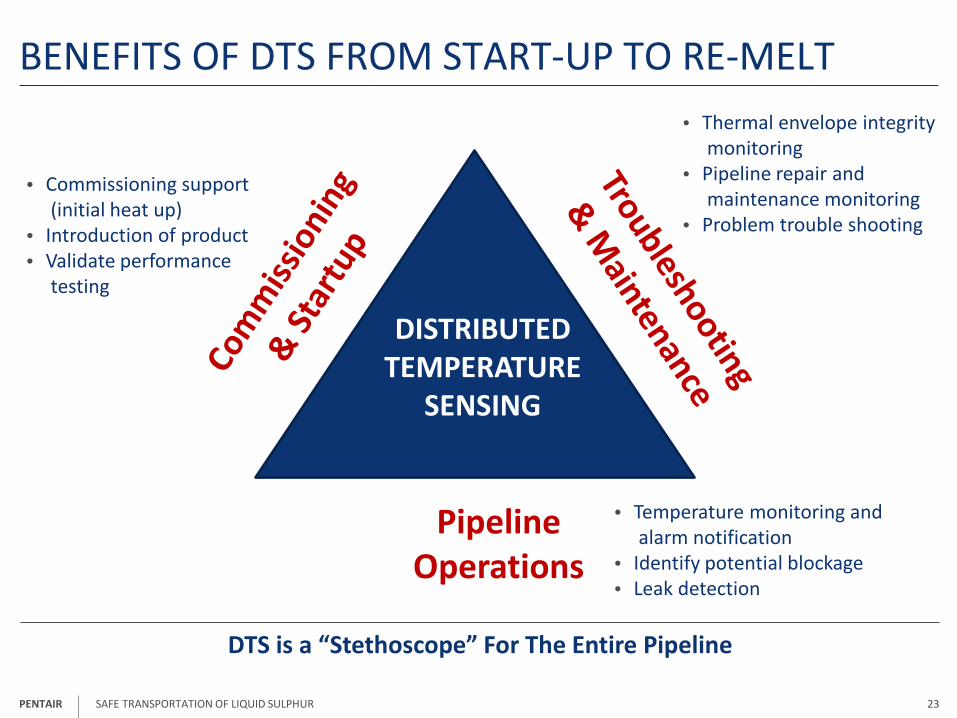
BENEFITS OF DTS FROM START-UP TO RE-MELT
23
• Commissioning support (initial heat up) • Introduction of product • Validate performance testing
• Thermal envelope integrity monitoring • Pipeline repair and maintenance monitoring • Problem trouble shooting
• Temperature monitoring and alarm notification • Identify potential blockage • Leak detection
SAFE TRANSPORTATION OF LIQUID SULPHUR
DTS is a “Stethoscope” For The Entire Pipeline

PENTAIR
PENTAIR STS SYSTEM SULPHUR RE-MELT PROGRAMS
A Safe and Reliable Re-Melt Procedure Minimizes Expansion Forces and Other Stresses on a Pipeline
SAFE TRANSPORTATION OF LIQUID SULPHUR 24
• Flexible Power output from the Skin-effect Heat Tracing system
• FEA modeling to predict temperature profiles and re-melt scenarios
• Fiber optic based Distributed Temperature Sensing to monitor the temperature along the entire pipeline during the re-melt process
• Multiple re-melt procedures to address the installed pipeline conditions and anomalies

PENTAIR
PENTAIR’S SULPHUR PIPELINE SOLUTIONS
Pentair Offers Complete Sulphur Pipeline Service Solutions
SAFE TRANSPORTATION OF LIQUID SULPHUR 25
• Expertise gained from the successful completion of over 30 Sulphur pipeline transport projects globally
• Full product portfolio and integration capabilities provide a single vendor heat management solution
• Experienced Engineering and Construction capabilities to support the sulphur pipeline system design, material supply and installation
• Global team to provide local support when needed
• Full pipeline commissioning and post construction support capabilities to ensure that the pipeline operates as designed
• See a list of Sulphur Pipeline references and success stories at: www.pentairthermal.com/sulphur

PENTAIR PENTAIR
THANK YOU
SAFE TRANSPORTATION OF LIQUID SULPHUR 26





























