Embed Size (px)
Citation preview

Previous Issue: None Next Planned Update: 1 January 2009 Page 1 of 54 Primary Contact: [email protected], phone +966 (3) 873-6045
Best Practice
SABP-A-005 28 December 2005 Quick Energy Assessment Methodology for Energy Efficiency Optimization Document Responsibility: Energy Systems Unit/ESD/CSD
Quick Energy Assessment Methodology for Energy Efficiency Optimization

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 2 of 54
Table of Contents Page
1.0 Introduction 3
1.1 Definition 3
1.2 Purpose and Scope 3
1.3 Intended Users 4
1.4 Initial Assessment Objectives 4
2.0 Quick Energy Assessment Overview 4
2.1 Energy Efficiency Optimization Task Description 4
2.2 Solution Method Using Decomposition Approach 5
3.0 Methodology 3
3.1 Energy Flow Diagrams 7
3.2 Steam and Power Diagram 11
3.3 Fuel Diagram 12
3.4 Energy Saving Housekeeping List 13
3.5 Energy Saving Generic Checklist 14
4A.0 Appendices for Short-cut Calculations and HGP Energy Study 16
4A.1 Basic Steam Mass Balance 16
4A.2 Basic Energy Utility Targeting Using Pinch Method 18
4A.3 Basic Formulas for Some Quick Savings Estimation 52
4A.4 HGP Detailed Energy Assessment Study 54

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 3 of 54
1.0 Introduction Energy conservation in Saudi Aramco became everyone’s business. It is mandatory for each process facility to find cost effective solutions to save energy and achieve more with less in their facilities. Saudi Aramco has constituted a committee called EMSC Energy Management Steering Committee to direct and manage a sustainable process for energy conservation. A vital contribution towards the success of the company wide energy conservation policy comes through documenting the company best practices in methodology, tools and applications in the field of energy conservation and distributing such knowledge among our facilities. Hence, a consistent effort has been exerted in Saudi Aramco to produce Best Practices to help Saudi Aramco plants achieve their energy conservation targets and disseminate energy conservation knowledge. This particular Best Practice document for initial energy assessment is a contribution towards this goal. It is expected to draw the line in conducting energy assessments through a user-friendly methodology. The theme of this quick energy assessment methodology for energy efficiency optimization is, “Big Picture First, Details Later”. Energy assessments, also called energy audits, may be primitive or comprehensive and detailed. A variety of approaches, methods and tools are available to conduct such “energy assessments” to improve the energy efficiency of industrial processes.
1.1 Definition The term “Energy Assessment” refers to the methodology of collecting and analyzing available energy utilities related data in order to establish the “big picture” of the breakdown of energy consumption for a particular facility and identify component-based-energy saving opportunities within the facility.
1.2 Purpose and Scope The purpose of this best practice document is to describe a methodology and introduce short cut tools by which quick assessment for energy efficiency improvement can be conducted faster, cheaper and better. Its scope include quick energy assessment methodology in a step-by-step manner, simple models for data representation, checklists for identifying areas for energy savings and short cut tools for creating and evaluating process initiatives for energy saving for common use in Saudi Aramco plants.

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 4 of 54
1.3 Intended Users
This Best Practice manual is intended for use by the energy engineers working in Saudi Aramco plants, who are responsible for efficient operation of their facility. This particular document will enable them to conduct quick energy assessments systematically.
1.4 Initial Assessment Objectives • Preliminary review of plant process, system drawings and Data gathering
• Understand the “Big Picture” of the plant-wide operations
• Understand process energy and utility systems
• From the available data, establish your current reality
• Establish your desired result “Targeting”
• Identify All Opportunities for energy savings
• Propose Quick-hit savings
• Propose scope for definitive assessment with some economic analysis
• Propose plant-wide energy-utility strategy or “Total energy Management”
2.0 Quick Energy Assessment Overview The first priority in any plant initial energy assessment effort is to define the “quick hits” for energy cost savings that can be achieved with little or no investment. The best practice document does not only help plants energy groups conduct a quick energy assessment for both short and long term energy savings opportunities but also establish the procedures and checklists that can enable process engineers and operators make intelligent choices on hour-to-hour basis.
2.1 Energy Efficiency Optimization Task Description Energy Efficiency Optimization Task aims to specify the near-optimal operation targets/modes that minimize the plant’s energy consumption at minimum deficiency in energy supply of the utility systems to the plant’s process. Following that, the task will be to list all possible operational and design modifications necessary to achieve the specified/desired target(s). This includes identification of all related engineering activities in a minimum possible time using uncertain plant data and without any interruption to the plant’s normal production. This task shall achieve the following two objectives:

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 5 of 54
1. Minimum disruption in the energy utility supply
2. Minimum consumption of energy utility. “Given an industrial facility that consists of several processes and utility plants, define; at minimum deficiency in energy utility systems supply to the process; near-optimal targets for energy consumption minimization, find a list of possible operational and design modifications to achieve desired target(s) and conduct the engineered solutions”
2.2 Solution Method Using Decomposition Approach For simplicity and timely results, Decomposition Techniques will be used in lieu of the time-consuming Mathematical Programming/Optimization Techniques. The plant’s energy utility needs will be defined with reasonable level of flexibility and the energy utility system; electricity, fuel, steam and other energy-related utilities will be scrutinized one by one to find the near- optimal consumption of such utilities that guarantee minimum deficiency in the utility supply to plant processes. On the macro level the energy system components are generation, distribution and utilization. The objective will be to minimize waste in energy fresh resources and capital (de-bottlenecking) in these three components. This can be done via the continuous upgrade of the efficiency of energy system components in generation, distribution and utilization. However, the utilization component has a unique feature, where its boundaries are not completely dictated by the process. Therefore the room of improvement in this component is much wider than the others.
3.0 Methodology There are four essential tasks that can be conducted by a small energy focus group of three engineers: 1. Data, Models and Targets
2. Insights, Opportunities and Estimated savings potential
3. Screen and Formulate Strategy
4. Document, Report and Present
These tasks are exhibited in the 10-Steps procedures below. 1. Site survey through templates, checklists and interviewing of process
owners/proponents to gather the right amount of data that enable the energy team build the plant’s “big picture” and understand the goals and the constraints of the facility( What to look for and what to ask)

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 6 of 54
2. Define the criteria for focusing on potential areas of interest (when to be rigorous and get to the second level of details)
3. Develop site energy/utility nominal design/normal operation models with the appropriate level of details in a high level generic “path” diagrams for, power, fuel, H2, steam, water, nitrogen and air. Preliminary purpose of these models will be to understand what is going on in the energy utility system, locate the “energy consumption elephants” (ECEs) in both process and utility plants and generate insights for energy saving opportunities
4. Add more depth in the level of details of the energy utility model for each ECE and/or other criterion of focus
5. Define the effect of disturbances and uncertainty on the energy utility system models
a. Sources of disturbances
b. Site energy utility balance under disturbances
c. Nominal and dynamic targeting of energy utility systems
d. (Check that the “big picture” depicted for the process and the utility plants is correct with enough degree of confidence before you proceed)
6. Target (order of magnitude targeting)
a. _ Identify main processing issues that affect utility utilization
b. _ Link utility-utility interactions
c. _ Integrate and qualitatively optimize site utilities (If we do not coordinate between steam and fuel systems we may stop flaring steam but flaring fuel) for energy utility saving
7. Integrate core processes among themselves and with utilities
8. Develop a comprehensive initiatives list via identifying and estimating energy utility savings opportunities
a. Housekeeping list
b. Checklists (generic and process specific)
c. Waste energy recovery (pinch method and others)
d. In-process Modification (pinch method and others)
9. Champion a cross-fertilizing discussion among plant disciplines to prioritize, screen the initiatives and writing a project sheet, for each initiative, including a description of the opportunity and energy utility savings estimate
10. Develop “word” strategies for realizing savings from facility goals, analysis of the results and the mapping of the opportunities onto the facility strategy (remember, 50% of something is better than 100% of nothing). Then report and present results.

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 7 of 54
3.1 Energy Flow Diagrams
3.1.1 Overview
Energy Generation
Energy Distribution
Energy Utilization
FuelEnergy Sources
SteamElectricity
Buildings & Others Process
Boilers & Cogeneration
EnergyByproducts
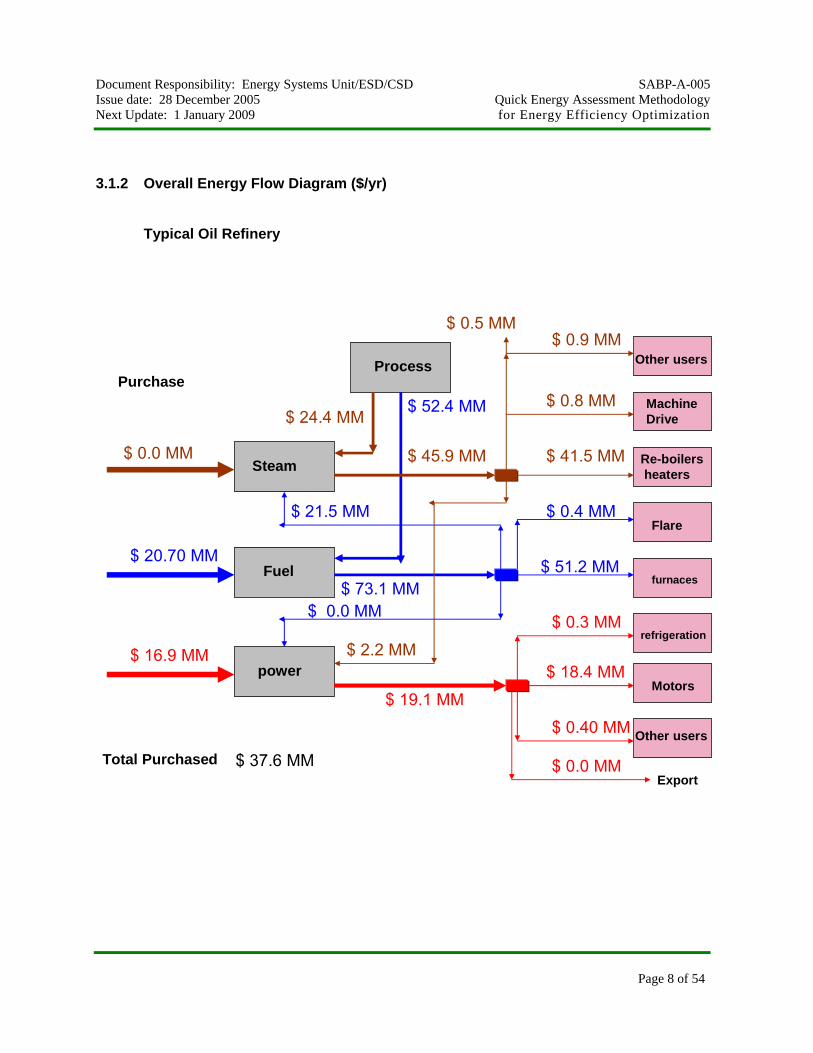
The task now is to look for the “Elephants” in the energy-process system. The graphs below will enable the Energy Engineer to find the “Elephants” to focus his/her efforts and decide where to start and insist on accurate data collection to further proceed with the analysis. Money-based graphs will help quickly to pinpoint the areas of focus. Furthermore, the BTU-based graphs will double check the pre-defined priority list, direct the study towards the process reasons behind certain energy “elephant” and find more efficient ways to satisfy the process target(s).
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 8 of 54
3.1.2 Overall Energy Flow Diagram ($/yr)
Typical Oil Refinery
Total Purchased
Fuel
Steam
power
ProcessPurchase
Motors
refrigeration
Other users
Export
furnaces
Flare
Re-boilers heaters
MachineDrive
Other users
$ 0.0 MM
$ 20.70 MM
$ 19.1 MM
$ 37.6 MM
$ 21.5 MM
$ 52.4 MM$ 24.4 MM
$ 73.1 MM$ 0.0 MM
$ 51.2 MM
$ 0.4 MM
$ 16.9 MM$ 18.4 MM
$ 0.3 MM
$ 0.40 MM
$ 0.0 MM
$ 45.9 MM
$ 0.5 MM
$ 0.8 MM
$ 41.5 MM
$ 0.9 MM
$ 2.2 MM

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 9 of 54
Typical Gas Plant
Total Purchased
Fuel
Steam
power
SA Fuel GasPurchase
$ 0.0 MM/yr
$ 0.0 MM/yr
$ 56.1 MM/yr
$ 56.1 MM/yr“200 MW”
$ 19.618 MM/yr
$ 20.018 MM/yr“ 2.54 MM Ib/hr”
$ 0.0 MM/yr
$ 20.018MM/yr
$ 0.0 MM/yr
$ 0.4 MM/yr
$ 56.1 MM/yr
$18.08 MM/yr
$3.25 MM/yr
$29.04 MM/yr
$19.618 MM/yr $0.11MM/yr
$ 0.0 MM/yr
Sulfur RecoveryArea
Utility Area
Gas Comp.Area
Liquid RecoveryArea
Gas TreatArea
Inlet Area
Flare Area
Export
$1.72MM/yr
$0.335MM/yr
$0.609MM/yr
$0.221MM/yr
$2.8 MM/yr
$0.27 MM/yr
$16.6MM/yr
$0.244MM/yr
Note: These Data are Shedgum’sGas Plant

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 10 of 54
3.1.3 Overall Energy Flow Diagram (Trillion-Btu/yr)
Electricity Fuel steam
Total Input= 10.56 TBtu2 TBtu
8.38 TBtu0.18 TBtu
Boilerssteamcogen
Boilerssteamcogen
Boilerssteamcogen
ProcessProcessBuilding Building Building
BoilerFuel
ConventionalElectricity
-0.19 TBtu 5.77 TBtu - 5.4 TBtu
-0.19 TBtu
BoilerFuel
ConventionalElectricity
0.0 TBtu -5.4 TBtu 0.0 TBtu
BoilerFuel
ConventionalElectricity
5.59 TBtu 0.18 TBtu
Process
1.8 TBtu0.39 TBtu 0.5 TBtu 2.11 TBtu 0.12 TBtu5.46 TBtu
Area #1 Area #1 Area #1# N # N # N
# NUnit #1# NUnit #1# NUnit #1
Heating Cooling/Ref Machine Drive Electro-Chem Other use7.56 TBtu 0.55 TBtu 1.24 TBtu 0.0 TBtu 0.02 TBtu

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 11 of 54
3.2 Steam and Power Diagram
Steam “big picture” shall exhibit at least steam sources, pressure levels, mass balance, let down valves and turbines, main users and losses such as vents, let downs and condensate. These information can be used as depicted in the way below to generate ideas and opportunities for saving under the main theme of “Big picture first, and details later.”
chemicals
Proc. #1
Proc. #1
Proc. #1
Proc. #2
Proc. #3
Proc. #4
BFWRaw water Make-up Treatment Plant
MP Process Condensate
LP Process Condensate
HP Process Condensate
Process CondensateEst. 50 % Returned
HP Boiler
MP Boiler
HP
MP
LP
Vent
Effluent
Deaerator
98 t/h
68 t/h
4 t/h
21 t/h 0.0 t/h
68 t/h
30 t/h
0.0 t/h
8 t/h
30 t/h
0.0 t/h
Vent
1 t/h
2 t/h
1 t/h
18 t/h
7 t/h 4 t/h
27 t/h 13 t/h
40 t/h
49 t/h
103 t/h
5 t/h
0.0 t/h0.0 t/h
0.0 t/h
6.28 MW
2 t/h
Steam TargetsEnhance the recovery ofSteam from condensate
Reduce letdown via turbineflow increase or new turbine
Heat integration of process#1 and # 4Estimated saving of 10%
Enhance condensate recoveryBy 10 %
Shut down MP boiler
Eliminate vent
Consider replacing turbines with motors
Reduce and make use of boiler blow-down
Reduce it via operating atlower pressure

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 12 of 54
3.3 Fuel Diagram
Fuel “big picture” shall exhibit at least fuel sources, pressure levels, mass balance, let down valves and compressors and main users. Hydrogen composition should also be considered to define the opportunities for recycles.
Hydrogen Off-Gas Fuel Gas
5 psig
15 psig
50 psig
52 psig
150 psig150 psig
180 psig
350 psig
400 psig
380 psig
PSA
NG
boilers furnaces

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 13 of 54
3.4 Energy Saving “Housekeeping” list
1. Establish steam trap auditing program to determine the number of traps (working,
leaking, blocking…etc.) and periodically check it and repair or replace the defected ones
2. Condensate recovery (maintenance and operation)
3. Piping insulation (maintenance)
4. Shutting off equipment when not required (load management)
5. Minimize slow rolling of steam turbines
6. Boilers and furnaces tuning through better combustion control
7. Preventive maintenance of energy system components such as heat exchangers, pumps, fans, compressors, turbines, furnaces, boilers (e.g., clean the fin fan tubes of gas coolers)
8. Improved cooling water system (maintenance and operation)
9. Optimize air compressors operation
10. Optimize BFW pumps load allocation
11. Energy monitoring and indices/ energy management system
12. Shut down compressors at low feed rate (load management)
13. Steam trap management (consider self regulating electrical tracing)
14. Booster, shipper and condensate pumps load management
15. Compressors load management
16. Consider the use of Economizers and Pre-heater in the boilers
17. Compressed air leaks (maintenance)
18. Minimize boilers and water coolers blow downs
19. Utilize boiler blow-down
20. Turbines load management
21. Upgrade sluggish response control valves since the delay might result in extra flaring
22. Enhance the efficiency of boilers and furnaces through tight control
23. Enhance boilers and furnaces insulation
24. Optimize the CHP system
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 14 of 54
25. Maintain plant steam reserve
26. Minimize/Eliminate the use of steam reducing stations and vents
27. Consider the reuse of turbo-expander to generate power in the HP/LP pressure control valves
28. Enhance the combustion process in boilers and furnaces via using full additives as a catalyst
3.5 Energy Saving “Generic” Checklist
1. Replace gas turbines with more efficient steam turbines
2. Increase boiler steam pressure and temperature to the extent that matches process needs unless electricity generation is the controlling factor
3. Use auxiliary turbines to minimize steam let downs
4. Use steam in the process instead of venting it
5. Preheat combustion air
6. Use ASD on BFW pumps
7. Reduce process variability using stable ops program
8. Trim/Optimize the fired heaters excess oxygen
9. Optimize the fired heaters stack temperature
10. Re-use the flue gases in process heating
11. Optimize your waste heat boilers
12. Recover valuable gases from your fuel gases
13. Reduce the H2 wheel in your plant
14. Cool down the inlet temperature to compressors
15. Reduce cooling medium return temperature in refrigeration cycles
16. Upgrade, regenerate and replace your catalyst
17. Optimize let down stations and steam turbine operation
18. Use highest efficiency turbines
19. Maintain your steam turbines to reduce steam consumption
20. Give frequent attention to steam traps and leaks
21. Replace turbine drives with electric motors if more economical since they are more efficient

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 15 of 54
22. Boilers and furnaces efficiency enhancement through advanced process control, on-line performance monitoring and optimization
23. Recover condensate
24. Thermal Heat and power integration (CHP)
25. Better control for dispersion steam to flare stacks
26. Optimize steam use in strippers
27. Minimize live steam utilization
28. Mechanical energy integration
29. Reduce natural gas consumption by understanding fuel gas sinks and constraints
30. Reduce fuel gas use with energy integration
31. Keep H2 separate from fuel gas system
32. Measure the composition of off-gas streams and recover C2 and C3+
33. Avoid unnecessary processing of off-gas
34. Avoid unnecessary processing of wastes and inert
35. Minimize the unnecessary production of off-gas
36. Use on-line monitoring and APC for furnaces and other control sensitive fuel users
37. Avoid unnecessary recycles
38. Avoid leaks in the pressure relieve valves to the fuel system
39. Adjust operating pressures and optimize process interaction
40. Clean and maintain pipelines and valves to minimize pressure drops
41. Clean and maintain Boiler tubes from deposits & scale for better operations
42. Treat and recycle blow down to force lower cycles of concentration in cooling towers and boilers
43. Use lowest quality water
44. Maximize use of stripped sour water
45. Minimize generation of wastewater
46. Seek out and repair all hydrocarbon leaks
47. Eliminate direct water injection for cooling purposes
48. Eliminate live steam used for re-boiling and stripping where it is only used for BTU value
49. Minimize or eliminate live steam consumption in sour water strippers by replacing it with re-boilers

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 16 of 54
50. Boiler blow-down could be considered for cooling tower make-up
51. Extract the low pressure steam from the boiler blowdown
52. Consider re-using the boiler blowdown for reserving the boiler
53. Use process water effluent as a source on the next lower water quality level
54. Eliminate live steam usage since it becomes water and follows an energy path through the plant consuming more energy to process it
55. Should live steam becomes necessary optimize the amount used through pressure manipulation
56. Use lowest quality water possible for desalter operation
57. Minimize water used in desalter
58. Automate desalter operation, avoid water slipping through with crude during desalting/maximize the separation of free water upstream of the crude desalting (each Ib of water will require roughly Ib steam for processing)
59. Minimize the water-wheel in the plant
60. Maximize utilization of treated oily-water from the waste-water treatment plant
61. Install low NOX burners
62. Consider the use of Cogeneration
63. Adjustable speed motors/devices for pumps, compressors, etc.
64. Increase waste heat steam generation
65. Insulate condensate return lines, valves, flanges, etc.
66. Cooling- tower blow-down should not be treated but segregated to sewer
67. Boiler blow-down should not be sent to wastewater treatment but segregate to sewer.
Revision Summary 28 December 2005 New Saudi Aramco Best Practice.

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 17 of 54
4A.0 Appendices for Short-Cut Calculations and HGP Energy Study
4A.1 Basic Steam Mass Balance The basic Steam Mass Balance does not require high accuracy as long as the developed model still makes sound engineering sense. (i.e., output is much higher than input). Common engineering sense shall be used to estimate what the unknowns. For example condensate return, blow-down and flares can be defined after getting good idea about main consumers.
chemicals
Proc. #1
Proc. #1
Proc. #1
Proc. #2
Proc. #3
Proc. #4
BFWRaw water Make-up Treatment Plant
MP Process Condensate
LP Process Condensate
HP Process Condensate
Process CondensateEst. 50 % Returned
HP Boiler
MP Boiler
HP
MP
LP
Vent
Effluent
Deaerator
98 t/h
68 t/h
0.0 t/h
21 t/h 0.0 t/h
68 t/h
30 t/h
0.0 t/h
8 t/h
30 t/h
0.0 t/h
Vent
1 t/h
2 t/h
1 t/h
18 t/h
7 t/h 4 t/h
27 t/h 9 t/h
38 t/h
(42+5) t/h
98+5 t/h
5 t/h
0.0 t/h0.0 t/h
0.0 t/h
6.28 MW

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 18 of 54
4A.2 Basic Energy Utility Targeting Using Pinch Method
The purpose of this section is not to conduct a pinch study but to get some energy targets regarding the utilities consumption for a desired plant area. This can be done essentially via three methods, graphical, algebraic and using mathematical programming/optimization. In this document the first two methods are going to be explained. Graphical Method: Background: Any heat exchanger can be represented as a hot stream that is cooled down by another cold stream and/or cold utility and a cold stream that is heated up by a hot stream and/or hot utility with a specified minimum temperature approach between the hot and the cold called ∆Tmin. The process exhibited below in the graph shows the situation when the two streams do not have a chance of overlap that produce heat integration between the hot and the cold.

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 19 of 54
PROCESSH CFeed Product
0
20
40
60
80
100
120
0 10 20 30 40 50 60 H
T HOT UTILITY
COLD UTILITY

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 20 of 54
Moving the cold stream to the left on the enthalpy axis without changing its supply and target temperatures till we have small vertical distance between the hot stream and the cold stream we obtain some overlap between the two streams that result in heat integration between the hot and the cold and less hot and cold utilities. As been depicted in the graph below with shrinkage in the hot and cold lines span.
PROCESSH CFeed Product
0
20
40
60
80
100
120
0 10 20 30 40 50 60 H
T HOT UTILITY
COLD UTILITY
HEAT RECOVERY
Pinch(MAT)
PROCESSH CFeed Product
0
20
40
60
80
100
120
0 10 20 30 40 50 60 H
T HOT UTILITY
COLD UTILITY
HEAT RECOVERY
Pinch(MAT)
For demonstration, all hot streams will be represented in the process by one long hot stream to be called “the hot composite curve”. Same thing be done for all cold streams in the process.
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 21 of 54
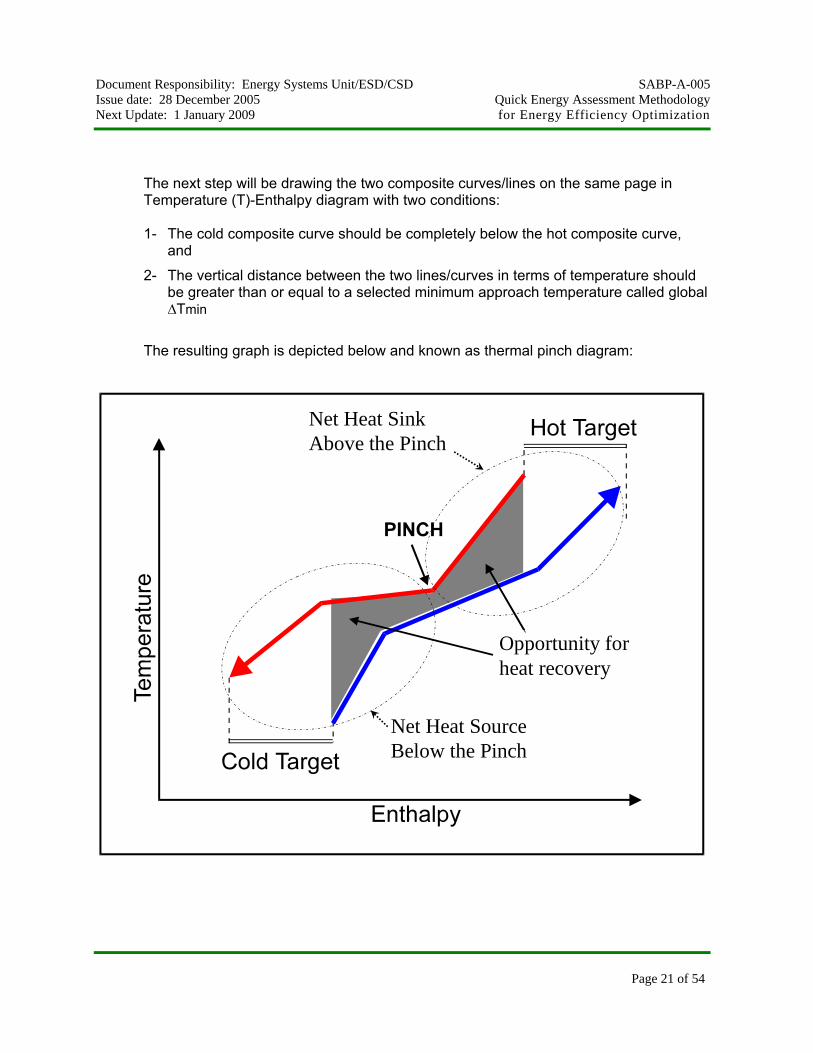
The next step will be drawing the two composite curves/lines on the same page in Temperature (T)-Enthalpy diagram with two conditions: 1- The cold composite curve should be completely below the hot composite curve,
and
2- The vertical distance between the two lines/curves in terms of temperature should be greater than or equal to a selected minimum approach temperature called global ∆Tmin
The resulting graph is depicted below and known as thermal pinch diagram:
Net Heat SinkAbove the Pinch
Net Heat SourceBelow the Pinch
Opportunity for heat recovery
Net Heat SinkAbove the Pinch
Net Heat SourceBelow the Pinch
Opportunity for heat recovery

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 22 of 54
1. Constructing the composite curves (step-by-step) The above mentioned process can proceed as follows: Stream Type Supply Temperature (ºC) Target Temperature (ºC) FCp (kW/ ºC) 1-Hot 170 70 10 2-Hot 120 30 20 3-Cold 50 90 40 4-Cold 20 110 18 1- Draw the hot composite curve and the cold composite curve via developing the
following tables. Note: The tables list all the hot and cold streams temperatures in an ascending order
with the cumulative enthalpy corresponding to the lowest hot temperature and lowest cold temperature respectively equal to zero.
2- In every temperature interval the cumulative hot load is calculated using the
following formula:
H= FCp * (Tsupply – Ttarget) 3- In every temperature interval the cumulative cold load is calculated using the
following formula:
H= FCp * (Ttarget – Tsupply) Hot streams temperature list Cumulative Enthalpy (H) T0=30 H0=0.0 T1=70 H1=800 T2=120 H2=2300 T3=170 H3=2800

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 23 of 54
Cold streams temperature list Cumulative Enthalpy (H) T0=20 H0=0.0 T1=50 H1=540 T2=90 H2=2860 T3=110 H3=3220
Temperature (T)- Enthalpy (H) Diagram
T
H
30
20
Hot composite curve
Cold composite curve
Cold composite curve is not completely below the hot composite curve

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 24 of 54
As we mentioned before the cold composite curve shall lie completely below the hot composite curve and this can be done via dragging the cold composite curve to the right on the enthalpy axis (H). This process shall stop at a vertical distance between the cold and the hot composite curve for a temperature equal to the minimum temperature approach selected earlier.
Temperature (T)- Enthalpy (H) Diagram
T
H
30
20
Hot composite curve
Cold composite curve
Minimum Heating Utility
Minimum Cooling Utility
Qh=480 kW
Qc=60 kW
Minimum Temperature Approach

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 25 of 54
Algebraic Method: Information needed Explained via another example Given a unit with a list of hot streams to be cooled and cold streams to be heated Stream ID Type Flowrate*Average Specific heat (FCp) Supply temperature Target Temperature 1 hot 10 520 330 2 hot 5 380 300 3 cold 19 300 550 4 cold 2 320 380 1. Constructing temperature interval diagram 1.1_ Draw two temperature scales one for the hot streams and another for the cold
streams 1.2_ Select reasonable minimum temperature approach between the hot streams and
the cold stream (for instance, 10ºC) 1.3_ Draw all the hot streams (in the table hot section) to be cooled according to the
hot steam scale as arrows that start at the supply temperatures and end at the target temperatures
1.4_ Repeat step 1.3 for all cold streams in the cold section of the table 1.5_ Start at the highest temperature of any hot stream in the hot section and draw a
horizontal line that span along the two sections of the table, the hot and the cold. 1.6_ Draw horizontal lines again at the start and the end of any arrow representing the
hot streams in the hot section of the table 1.7_ Repeat step 1.6 for any arrow representing cold stream in the cold section (at the
start and the end of any arrow) 1.8_ Count the number of segments generated and number them starting at the
highest temperature (they are called temperature intervals) 1.9_ Make sure that each temperature interval has now temperature value on both the
hot temperature scale and cold temperature scale. The difference is the desired minimum temperature approach (for instance the 10ºC used in this example)

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 26 of 54
These procedures are depicted in the figure below: Note: This structure means that within any temperature interval it is thermodynamically
feasible to transfer heat from the hot streams to cold streams. It is also feasible to transfer heat from a hot stream in an interval “x” to any cold stream which lies in an interval below.
The temperature Interval Diagram
T tHot Streams Cold StreamsInterval
6
4
3
2
1
5
520
380390
370380
320330
300310
290300
510
550560
∆ T minimum = 10 K
T*
385
375
310
305
295
515
555
Hot Streams:H1; F1Cp1= 10 kW/KH2; F2Cp2= 5 kW/K
Cold Streams:C1; F1Cp1= 10 kW/KC2; F2Cp2= 5 kW/K
C2
C1
H2
H1

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 27 of 54
Note: The temperature symbol T* is interval inlet temperature used later on selecting
the suitable energy utility after calculating the targets using what is known as grand composite curve.
To calculate T* we take the average interval inlet temperature of the hot and cold temperature scale. 2. Constructing tables of exchangeable heat loads and cooling capacities 2.1 Determining individual heating loads and cooling capacities of all process streams
for all temperature intervals using this formula:
Qnm = F1Cp1* (Ts-Te) in energy units (kW) Ts is the interval start temperature and Te is the interval end temperature “n” is stream number and “m” is the interval number Example 1: Interval # 1 in the hot section: The interval start temperature is 560 K The interval end temperature is 520 K Q11(Q for stream #1 in interval #1) = F1Cp1*(560-520) Since there is no H1 stream in this interval, hence, F1Cp1=0.0 Q stream # 1(exchangeable load) in this interval = 0.0*(560-520) = zero Example 2: Interval # 2 in the hot section: The interval start temperature is 520 K The interval end temperature is 390 K The flow specific heat F1Cp1= 10 kW/K

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 28 of 54
Then, Q stream #1(exchangeable load) in interval #1 = 10*(520-390) = 1300 kW Example 3: Interval # 1 in the cold section: The interval start temperature is 550 K The interval end temperature is 520 K The flow specific heat of this cold stream is F1Cp1 = 119 kW/K Then, Q stream #1(cooling capacity) in interval #1= 19*(560-520) = 760 kW Upon the completion of this step
2.2 Obtain the collective loads (capacities) of the hot (cold) process streams. These collective loads (capacities) are calculated by summing up the individual loads of the hot process streams that pass through that interval and the collective cooling capacity of the cold streams within the same interval.

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 29 of 54
These calculations for the above problem are shown in the following tables:
Interval Load of H1, kW Load of H2, kW Total Load, kW
1
2
3
4
5
6
0.0*(560-520)= 0.0
10*(520-390)= 1300
10*(390-380)= 100
10*(380-350)= 500
0.0*(330-310)= 0.0
0.0*(310-300)= 0.0
0.0*(560-520)= 0.0
0.0*(520-390)= 0.0
0.0*(390-380)= 0.0
5*(380-330)= 250
5*(330-310)= 100
5*(310-300)= 50
0.0+0.0= 0.0
1300+0.0= 1300
100+0.0= 100
500+250= 750
0.0+ 100= 100
0.0+50= 50
Table of Exchangeable Loads for Process Hot Streams Intervals

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 30 of 54
Interval Capacity of C1, kW Capacity of C2, kW Total Load, kW
1
2
3
4
5
6
19*(550-510)= 760
19*(510-380)= 2470
19*(380-370)= 190
19*(370-320)=950
19*(320-300)= 380
0.0*(300-290)= 0.0
0.0*(550-510)= 0.0
0.0*(510-380)= 0.0
2*(380-370)= 20
2*(370-320)= 100
0.0*(320-300)= 0.0
0.0*(300-290)= 0.0
760+0.0= 760
2470+0.0= 2470
190+20= 210
950+100= 1050
380+ 0.0= 380
0.0+0.0= 0.0
Table of Cooling Capacities for Process Cold Streams Intervals
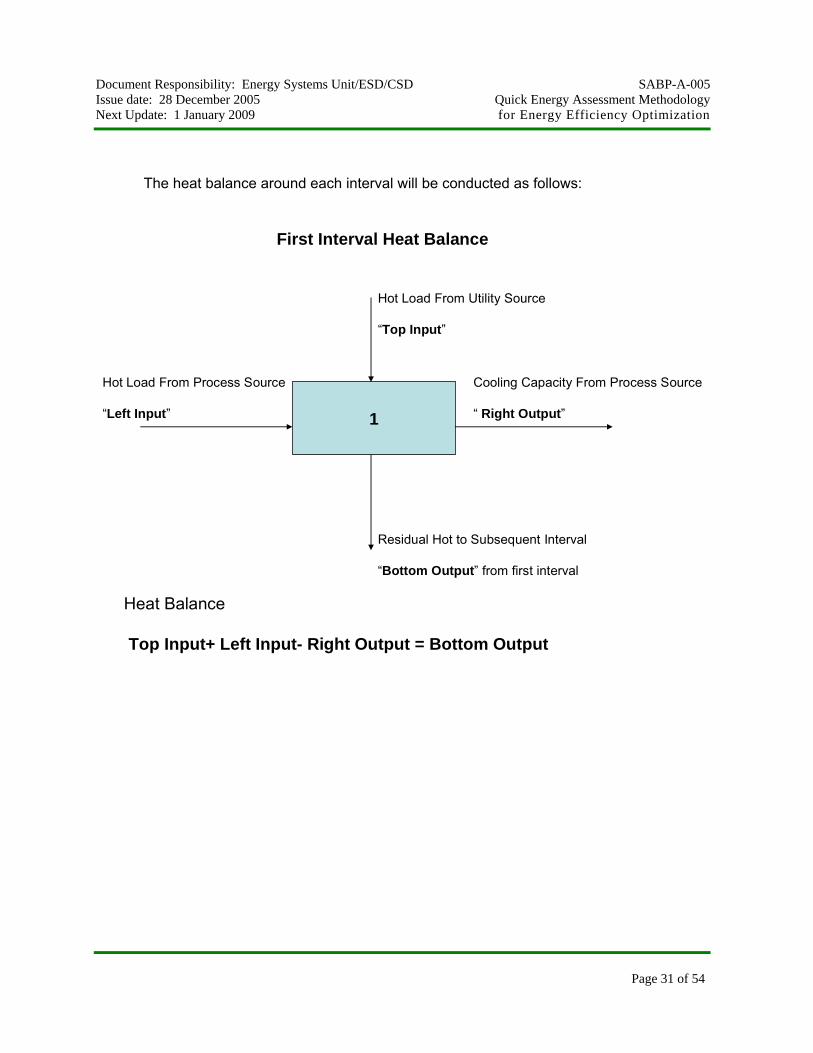
3. Constructing thermal cascade diagrams This diagram is constructed using the total hot loads and cooling capacities obtained in the previous step for each temperature intervals. The temperature intervals are drawn as “rectangular” with two inlets and two outlets. The inlet from the left is the total hot load available in this interval (for instance, 1300 kW in case of interval # 2). The inlet from above is the utility input load, in case of the first interval, or the input from interval above in case of second, third,……,N intervals. The output from the right is the total cooling capacity of this interval (for instance, 2470 kW in case of interval #2). The output from the bottom is the difference between the total inputs and the cooling capacity of the interval.
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 31 of 54
The heat balance around each interval will be conducted as follows:
1
First Interval Heat Balance
Hot Load From Utility Source
“Top Input”
Hot Load From Process Source
“Left Input”
Cooling Capacity From Process Source
“ Right Output”
Residual Hot to Subsequent Interval
“Bottom Output” from first interval
Heat Balance
Top Input+ Left Input- Right Output = Bottom Output

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 32 of 54
1
Numerical Example of First Interval Heat Balance
Hot Load From Utility Source
“Top Input”= 0.0 kW
Hot Load From Process Source
“Left Input”= 0.0 kW
Cooling Capacity From Process Source
“ Right Output”=760 kW
Residual Hot to Subsequent Interval
“Bottom Output” from first interval
Heat Balance
Top Input+ Left Input- Right Output = Bottom Output0.0 + 0.0 - 760 = - 760 kW
= - 760 kW

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 33 of 54
N
Subsequent Intervals Heat Balance
Hot Load From Above Interval
“Top Input”
Hot Load From Process Source
“Left Input”
Cooling Capacity From Process Source
“ Right Output”
Residual Hot to Subsequent Interval
“Bottom Output”
Heat Balance
Top Input+ Left Input- Right Output = Bottom Output

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 34 of 54
2
Numerical Example for Subsequent Intervals Heat BalanceFor instance; Interval # 2
Hot Load From Above Interval
“Top Input” = -760
Hot Load From Process Source
“Left Input”= 1300
Cooling Capacity From Process Source
“ Right Output”= 2470
Residual Hot to Subsequent Interval
“Bottom Output” = - 1930
Heat BalanceTop Input+ Left Input- Right Output = Bottom Output- 760 + 1300 -2470 = -1930

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 35 of 54
Upon the completion of heat balance around each interval the following diagram will be produced:
Thermal Cascade Diagram (Un-Balanced)
Note: During this step the input from Hot Utility to the first interval is equal to zero
0.0
1300
- 2620
-2340
- 2040
- 1930
- 760
0.0
2470
760
100 210
750 1050
100 380
50 0.06
5
4
3
2
1
- 2570
The maximum difference between the available hot loads and cooling capacities from the heat balances of these intervals is – 2620 kW. This deficiency in heat will be supplied via outside hot utility.
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 36 of 54
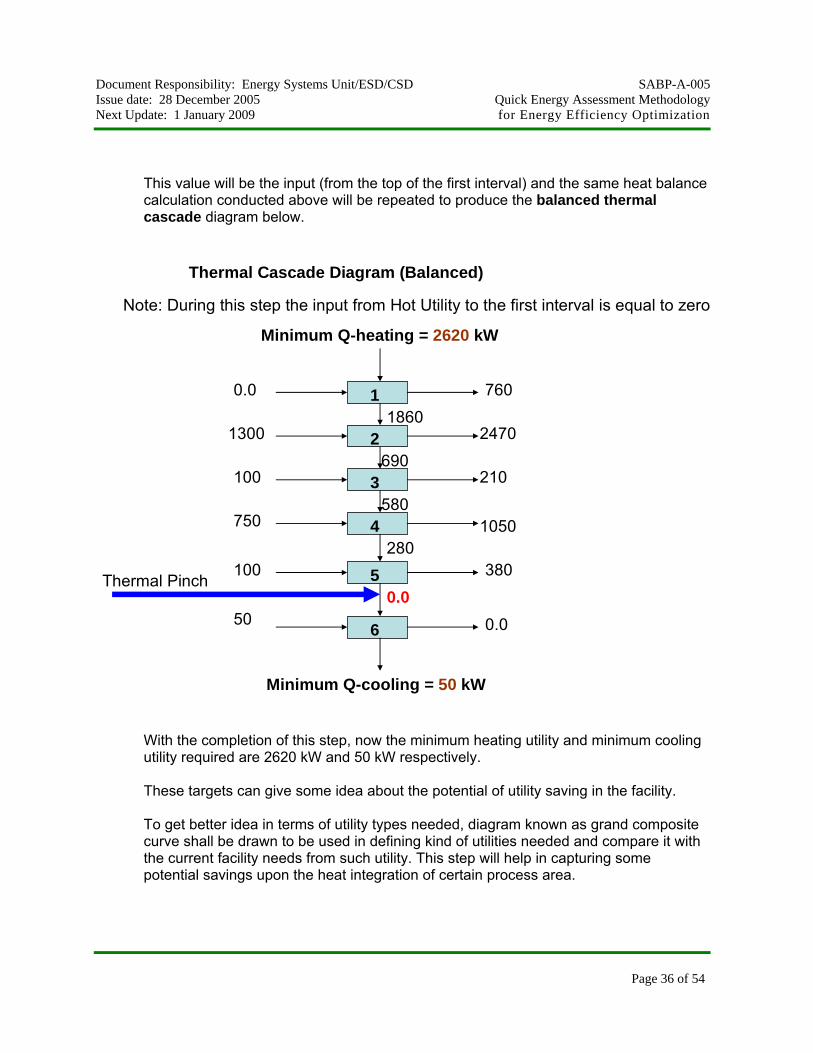
This value will be the input (from the top of the first interval) and the same heat balance calculation conducted above will be repeated to produce the balanced thermal cascade diagram below.
Thermal Cascade Diagram (Balanced)
Note: During this step the input from Hot Utility to the first interval is equal to zero
0.0
1300
0.0
280
580
690
1860
Minimum Q-heating = 2620 kW
2470
760
100 210
750 1050
100 380
50 0.06
5
4
3
2
1
Thermal Pinch
Minimum Q-cooling = 50 kW With the completion of this step, now the minimum heating utility and minimum cooling utility required are 2620 kW and 50 kW respectively. These targets can give some idea about the potential of utility saving in the facility. To get better idea in terms of utility types needed, diagram known as grand composite curve shall be drawn to be used in defining kind of utilities needed and compare it with the current facility needs from such utility. This step will help in capturing some potential savings upon the heat integration of certain process area.
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 37 of 54
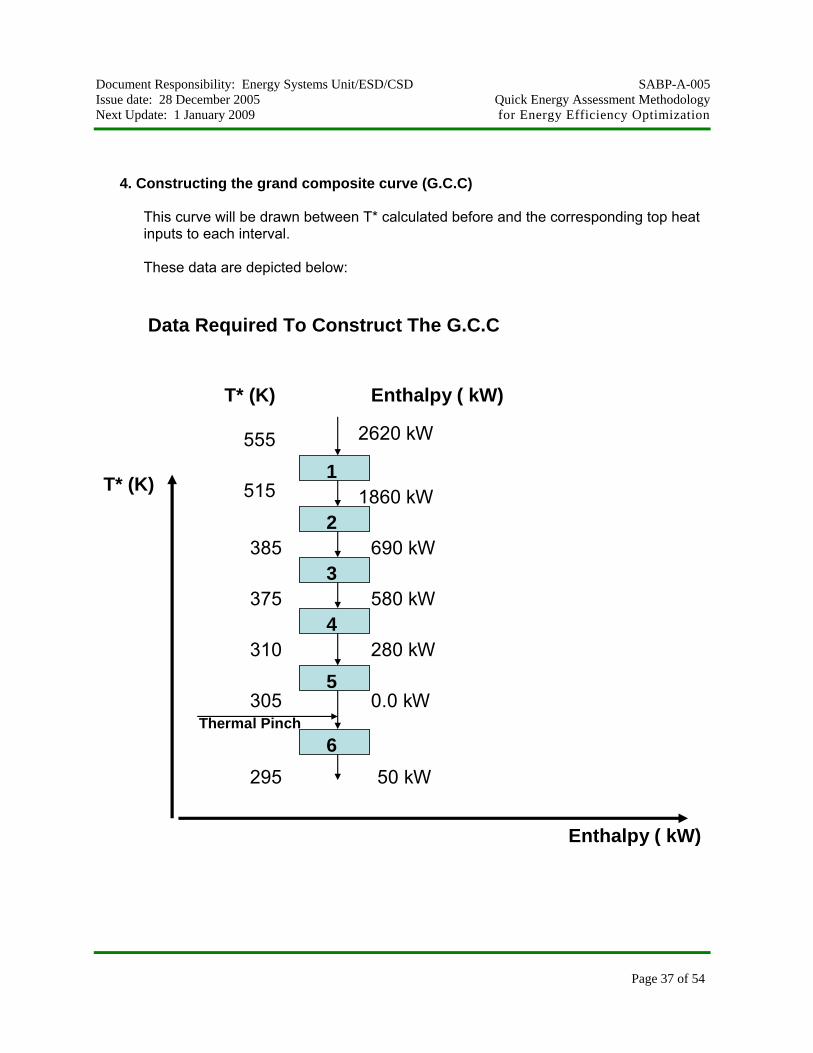
4. Constructing the grand composite curve (G.C.C)
This curve will be drawn between T* calculated before and the corresponding top heat inputs to each interval. These data are depicted below:
Data Required To Construct The G.C.C
0.0 kW
280 kW
580 kW
690 kW
1860 kW
2620 kW
6
5
4
3
2
1
Thermal Pinch
50 kW
385
375
310
305
295
515
555
T* (K) Enthalpy ( kW)
T* (K)
Enthalpy ( kW)

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 38 of 54
Drawing these data as T* versus Enthalpy results in the following diagram that can be used to define different levels of utilities that can be used to satisfy the process heating utility requirement as shown below.
Grand Composite Curve (G.C.C)Should Be Drawn To Scale
T* (K)
Enthalpy ( kW)
700 1400 2100 2800200
300
400
500
600
Total hot utility required is equal to 2620 kW
Hu1
Hu2Hu3
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 39 of 54
Multiple utility targeting/selection using Grand Composite Curve (GCC) Upon maximizing heat recovery in the heat exchanger network, those heating duties and cooling duties not serviced by heat recovery must be provided by external utilities. The most common utility is steam. It is usually available at several levels. High temperature heating duties require furnace flue gas or a hot oil circuit. Cold utilities might be refrigeration, cooling water, air cooling, furnace air preheating, boiler feed water preheating, or even steam generation at higher temperatures. Although the composite curves can be used to set energy targets, they are not a suitable tool for the selection of utilities. The grand composite curve drawn above is a more appropriate tool for understanding the interface between the process and the utility system. It is also as will be shown in later chapters a very useful tool in studying of the interaction between heat-integrated reactors, separators and the rest of the process. The GCC is obtained via drawing the problem table cascade as we shown earlier. The graph shown above is a typical GCC. It shows the heat flow through the process against temperature. It should be noted that the temperature plotted here is the shifted temperature T* and not the actual temperature. Hot streams are represented by ∆Tmin/2 colder and the cold streams ∆Tmin/2 hotter tan they are in the streams problem definition. This method means that an allowance of ∆Tmin is already built into the graph between the hot and the cold for both process and utility streams. The point of “zero” heat flow in the GCC is the pinch point. The open “jaws” at the top and the bottom represent QHmin and QCmin respectively. The grand composite curve (GCC) provides convenient tool for setting the targets for the multiple utility levels of heating utilities as illustrated above.
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 40 of 54
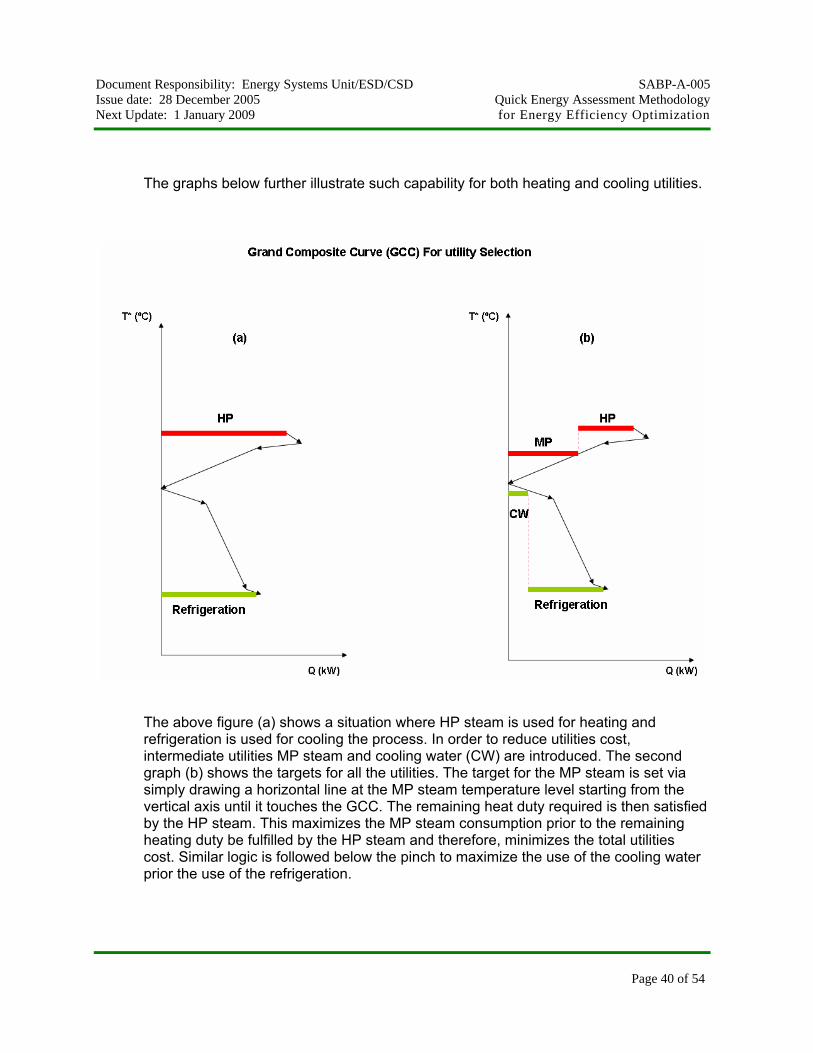
The graphs below further illustrate such capability for both heating and cooling utilities.
The above figure (a) shows a situation where HP steam is used for heating and refrigeration is used for cooling the process. In order to reduce utilities cost, intermediate utilities MP steam and cooling water (CW) are introduced. The second graph (b) shows the targets for all the utilities. The target for the MP steam is set via simply drawing a horizontal line at the MP steam temperature level starting from the vertical axis until it touches the GCC. The remaining heat duty required is then satisfied by the HP steam. This maximizes the MP steam consumption prior to the remaining heating duty be fulfilled by the HP steam and therefore, minimizes the total utilities cost. Similar logic is followed below the pinch to maximize the use of the cooling water prior the use of the refrigeration.

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 41 of 54
The points where the MP steam and CW levels touch the GCC are called utility pinches since these are caused by utility levels. The graph (C) below shows a different possibility of utility levels where furnace heating is used instead of HP steam. Considering that furnace heating is more expensive than MP steam, the use of the MP steam is first maximized. In the temperature range above the MP steam level, the heating duty has to be supplied by the furnace flue gas. The flue gas flowrate is set as shown in graph via drawing a sloping line starting from the MP steam to theoretical flame temperature Ttft. If the process pinch temperature is above the flue gas corrosion temperature, the heat available from the flue gas between the MP steam and pinch temperature can be used for process heating. This will reduce the MP steam consumption. In summary, the GCC is one of the basic tools used in pinch technology for the selection of appropriate utility levels and for targeting for a given set of multiple utility levels. The targeting involves setting appropriate loads for the various utility levels by maximizing cheaper utility loads and minimizing the loads on expensive utilities.

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 42 of 54
MP
CW
Refrigeration
T*
H
T-tft(C)

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 43 of 54
Normally, Plant’s Operations have choices of many hot and cold utilities and the graph below shows some of available options. Generally, it is recommended to use hot utilities at the lowest possible temperature while generating it at the highest possible temperature. And for the cold utilities it is recommended to use it at the highest possible temperature and generate at the lowest possible temperature. These recommendations are best addressed systematically using the grand composite curve.
ProcessHeatPump
Boiler HouseAnd Power Plant
Hot OilCircuit
Furnace
Fuel
Cooling Towers
Refrigeration
Steam Turbines
Gas Turbines
Air preheat
W
W
W
W
BFWpreheat
Hot and cold utilities

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 44 of 54
Understanding the Grand Composite Curve: The graph below shows that utility pinches are formed according to the number of utilities used. Each time a utility is used a “utility pinch” is created. It also shows that the GCC right noses sometimes known as “pockets” are areas of heat integration/energy recovery. In other words it does not need any external utilities. These right noses/pockets are caused by;
- Region of net heat availability above the pinch
- Region of net heat requirement below the pinch

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 45 of 54
Applying the Grand Composite Curve: GCC curve can be used by engineers to select the best match between utility profile and process needs profile. For instance, the steam system shown below needs to be integrated with the process demands profile to minimize low pressure steam flaring and high or medium pressures steam let downs. Besides it helps selecting steam header pressure levels and loads.
chemicals
Proc. #1
Proc. #1
Proc. #1
Proc. #2
Proc. #3
Proc. #4
BFWRaw water Make-up Treatment Plant
MP Process Condensate
LP Process Condensate
HP Process Condensate
Process Condensate
HP Boiler
MP Boiler
HP
MP
LP
Vent
Effluent
Deaerator
Vent

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 46 of 54
T
H
CW
BFW
LP
HP
MP
Superimposed Utility Profile with Process ProfileNominal Case Supply-Demand Matching Problem
Process GCC
The superimposed steam system on the process grand composite curve shows that while process heating needs can be achieved electricity can also be generated to satisfy process demands and/or export the surplus to the grid.
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 47 of 54
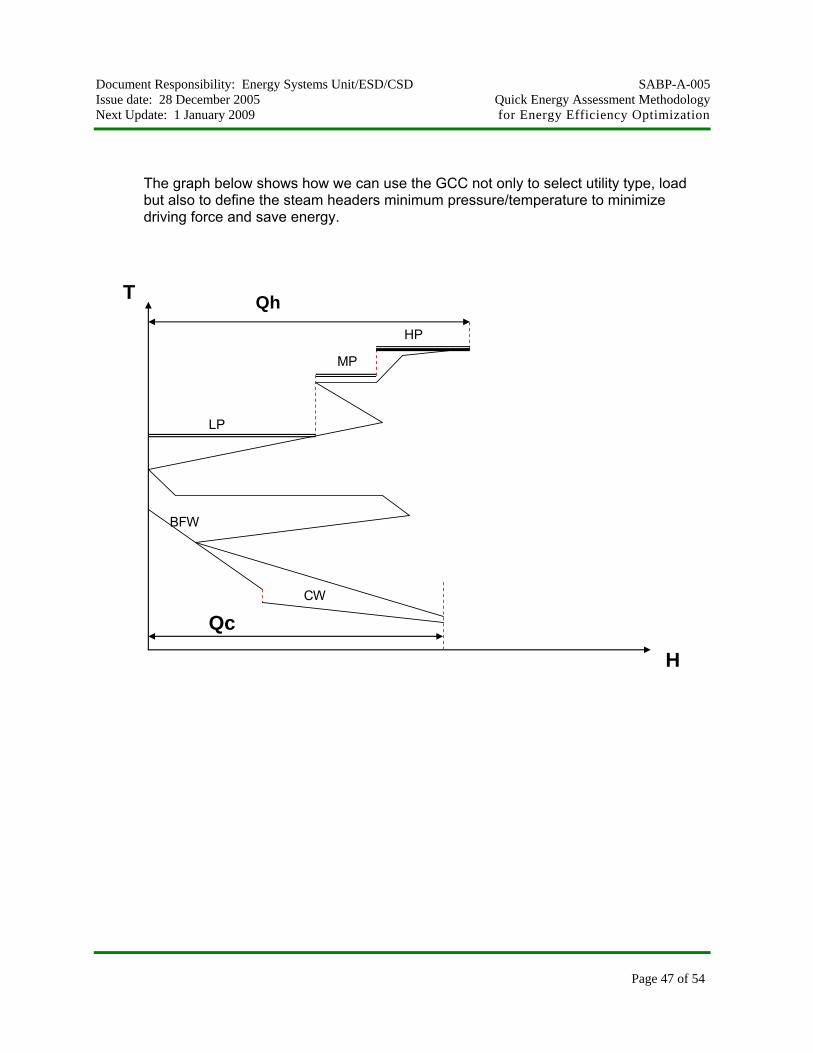
The graph below shows how we can use the GCC not only to select utility type, load but also to define the steam headers minimum pressure/temperature to minimize driving force and save energy.
T
H
CW
BFW
LP
MP
HP
Qh
Qc

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 48 of 54
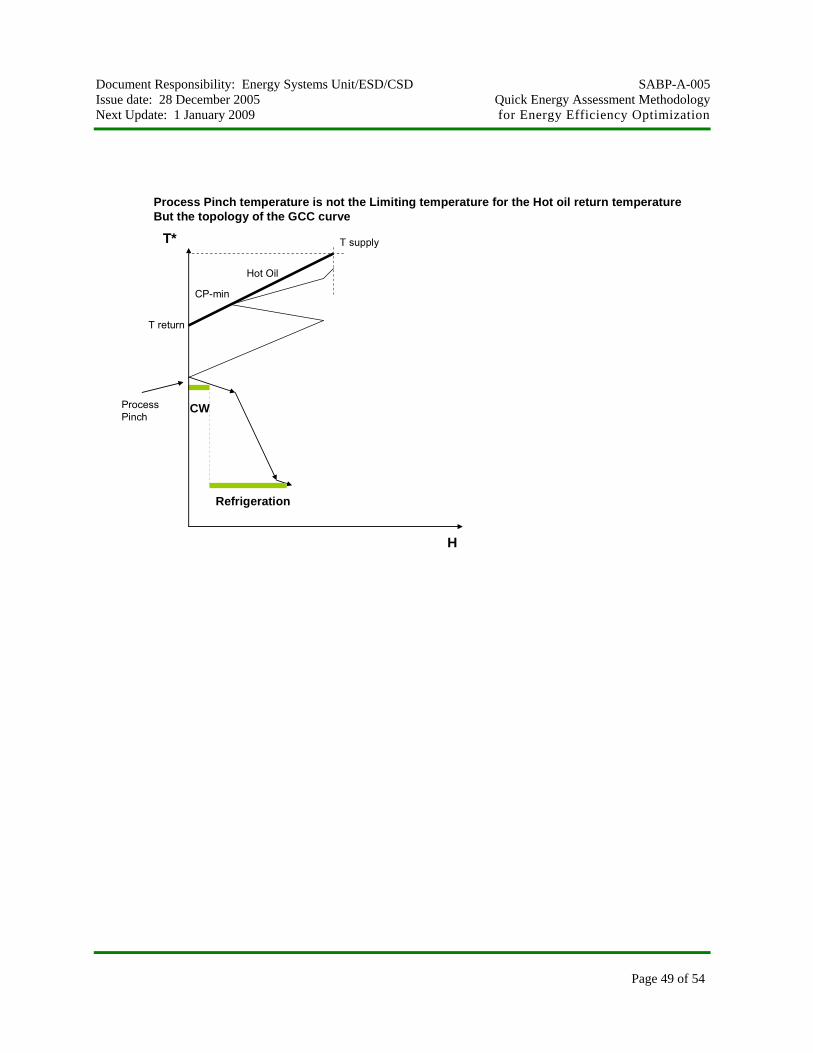
Grand Composite Curve can also be utilized to select the load and return temperature of hot oil circuits. The graph below shows that while in many cases the process pinch can be our limiting point in defining the load (slop of the hot oil line) and the return temperature of the heating oil. In some other cases the topology of the GCC is the limiting point not the process pinch. This is also shown in the second graph below. This practical guide to select the load and the target temperature of the hot oil circuits is also applicable to furnaces as will be shown later in this chapter.
CW
Refrigeration
T*
H
Process Pinch
Hot Oil
T return
T supply
Process Pinch temperature is the Limiting temperature for the Hot oil return temperature
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 49 of 54
CW
Refrigeration
T*
H
Process Pinch
Hot Oil
T return
T supply
Process Pinch temperature is not the Limiting temperature for the Hot oil return temperatureBut the topology of the GCC curve
CP-min
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 50 of 54
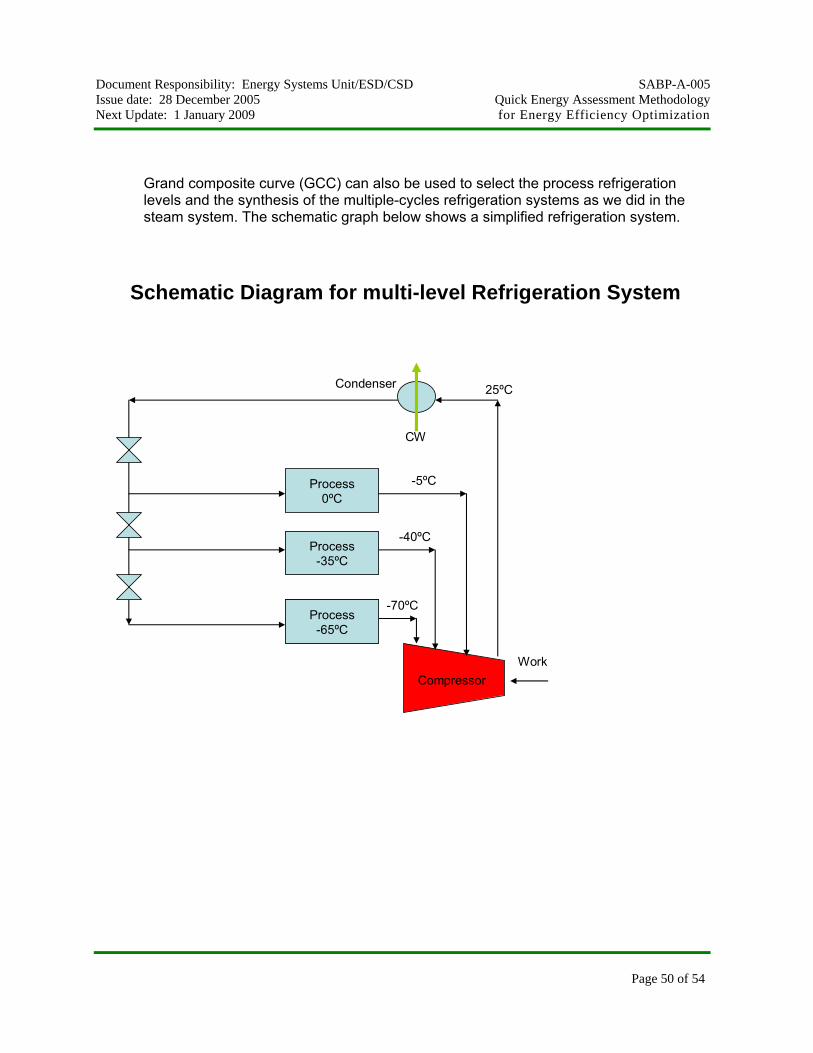
Grand composite curve (GCC) can also be used to select the process refrigeration levels and the synthesis of the multiple-cycles refrigeration systems as we did in the steam system. The schematic graph below shows a simplified refrigeration system.
Schematic Diagram for multi-level Refrigeration System
Work
Process0ºC
CW
Process-35ºC
Process-65ºC
25ºC
-5ºC
-40ºC
-70ºC
Compressor
Condenser

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 51 of 54
The GCC as we mentioned before can be used to place the refrigeration levels as we did with steam levels. The graph below shows how we can do that.
T
H
Tcw
We can place the refrigeration levels like steam levels.Maximizing the highest temperature load to minimize the lower temperature loads
- 5 ºC
- 40 ºC
- 70 ºC

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 52 of 54
When a hot utility needs to be at a high temperature and/or provide high heat fluxes, radiant heat transfer is used from combustion of fuel in furnace. Furnace designs vary according to the function of the furnace, heating duty and type of fuel, and method of introducing combustion air.
4A.3 Basic Formulas for Some Quick Savings Estimation _Compression Energy % Savings Due to Decrease in compressors Inlet temperature % Energy saving in a compressor energy consumption = {1- (Tnew/Told)} * 100 Tnew is the new inlet temperature
Told is the old inlet temperature _ Turbines gland steam leakage: Steam leakage in kg/hr = Flow of steam measured- Flow of steam
utilized/required Flow of steam required= work shaft required/ {Estimated Isentropic efficiency*(Inlet
enthalpy- outlet isentropic enthalpy) Outlet isentropic enthalpy can be obtained from steam tables knowing outlet isentropic entropy and outlet temperature or pressure Outlet isentropic entropy = inlet entropy Inlet entropy can be obtained from steam tables at inlet temperature and pressure _ Back pressure turbines energy available for integration Thermal energy available for Integration (Q) = Outlet steam flow*
(Vapor enthalpy- liquid enthalpy) Outlet steam flow= Inlet steam flow (1- actual wetting factor) Actual wetting factor can be assumed between (8 to 15) % _ % Energy saving in heat pumps/refrigeration cycles due to decrease in reject
temperature

Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 53 of 54
W2/W1 = (T reject 2 – Tc)/ (T reject 1 – Tc) Treject is the temperature at which heat is rejected to the cooling medium (water) Tc is the temperature at which heat is taken into the refrigeration) cycle _ Material balance for the cooling tower Assuming the system is at equilibrium Make-up = Evaporation+ Blowdown+ Windage loss Cooling towers cycles of concentration (C) C= concentration of solids in the circulating water/ concentration of solids in
make-up water _ Energy saving in adjusting of combustion in a natural gas fired boiler/furnace Analysis on the exhaust from the boilers sometimes or most of the times in some places reveals excess oxygen levels which result in unnecessary energy consumption. This excess air defines a low efficiency on the combustion process. Portable or even on-line flue gas analyzer can be used as a part of a rigorous boilers/furnaces inspection program. The optimum amount of O2 in the flue gas of a gas fired boiler is 2%, which corresponds to 10% excess air. Controlling the combustion process could lead to at least 2% fuel saving upon bringing the excess O2 from for instance 6% to 2%. Cost saving $/year= Energy usage per year* % possible fuel savings* fuel cost
per unit of energy Energy saving in adjusting of combustion in a an oil fired boiler/furnace. Analysis on the exhaust from the boilers sometimes or most of the times in some places reveals excess oxygen levels which result in unnecessary energy consumption. This excess air defines a low efficiency on the combustion process. Portable or even on-line flue gas analyzer can be used as a part of a rigorous boilers/furnaces inspection program. The optimum amount of O2 in the flue gas of an oil fired boiler is 4%. Controlling the combustion process could lead to at least 1% fuel saving upon bringing the excess O2 from for instance 6% to 1%.
Document Responsibility: Energy Systems Unit/ESD/CSD SABP-A-005 Issue date: 28 December 2005 Quick Energy Assessment Methodology Next Update: 1 January 2009 for Energy Efficiency Optimization
Page 54 of 54
Cost saving $/year= Energy usage per year* % possible fuel savings* fuel cost
per unit of energy Energy saving in preheating boiler/furnace combustion air with stack’s waste heat: If the intake air (air drawn from outside into the natural gas boiler) is at ambient outdoor temperature unnecessary fuel will be consumed to heat up this combustion air. In order to reduce fuel consumption, it is recommended to install recuperative air pre-heater on the air intake of the boiler to preheat combustion air using heat which is exhausted along with the combustion from the boiler. Stack exhaust losses are part of all fuel-fired processes. They increase with the exhaust temperature and the amount of excess air the exhaust contains. A high quality air pre-heater could recover more than 40% of this waste heat. Therefore, the potential savings from the installation of air pre-heater on the boiler is: Cost saving = fuel cost ($)/unit of energy* Energy Consumed/year*(boiler
efficiency)*percent of energy recovered by air pre-heater Note: The following attached pages are two curves and a table that can be used to
estimate the percentage of fuel savings.
4A.4 HGP Detailed Energy Assessment Study Final Report, SAER # 5995,”Detailed Energy Assessment at Hawiyah Gas Plant”, June 26, 2005




![[XLS]tax.vermont.govtax.vermont.gov/sites/tax/files/documents/SPAN Data List... · Web view015-005-10947 015-005-10091 015-005-11649 015-005-10773 015-005-11222 015-005-10889 015-005-11109](https://img.dokumen.tips/doc/110x75/5ac161e67f8b9a5a4e8d129a/xlstax-data-listweb-view015-005-10947-015-005-10091-015-005-11649-015-005-10773.jpg)
























