Embed Size (px)
Citation preview

http://trj.sagepub.com/Textile Research Journal
http://trj.sagepub.com/content/60/12/697The online version of this article can be found at:
DOI: 10.1177/004051759006001201
1990 60: 697Textile Research JournalB.J. Briscoe and F. Motamedi
Role of Interfacial Friction and Lubrication in Yarn and Fabric Mechanics
Published by:
http://www.sagepublications.com
can be found at:Textile Research JournalAdditional services and information for
http://trj.sagepub.com/cgi/alertsEmail Alerts:
http://trj.sagepub.com/subscriptionsSubscriptions:
http://www.sagepub.com/journalsReprints.navReprints:
http://www.sagepub.com/journalsPermissions.navPermissions:
http://trj.sagepub.com/content/60/12/697.refs.htmlCitations:
What is This?
- Dec 1, 1990Version of Record >>
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from

697
Role of Interfacial Friction and Lubrication in Yarn and Fabric Mechanics
B. J. BRISCOE AND F. MOTAMEDI
Department of Chemical Engineering and Chemical Technology, Imperial College of Science,Technology and Medicine, London SW7 2BY, England
ABSTRACT
We describe an experimental study of the effects of various surface treatments onthe frictional and tensile properties of cotton and aramid single yams and also on themechanical properties of fabrics woven from these yams. Lubrication of the yarn orfabric generally reduces those parameters that quantitatively describe the propertiesmentioned above. We present values for the coefficient of friction, the tensile modulus of single yams, and also specific parameters that describe the way in which these yamsrespond when they are pulled out of the corresponding fabrics. We report the behaviorof both untreated and lubricated yams and their fabrics, interpreting the reduction infrictional and tensile parameters of the yams and the increase in the compliance ofthe weaves in terms of the changes brought about in interfilament and interyarn friction.
The finishing of textiles involves the deposition onor reaction of various chemical substances with a par-ticular fabric to yield a material with the desired tactileor processing characteristics. These substances may belubricants or crosslinking agents such as dimethyl sil-icones ; cationic, anionic, or nonionic surfactants; andstarches, and the treatments may produce modifica-tions to both the surface and the bulk. In the case of a
yam, for example, the treating agent, depending on itsmolecular size and charge, may either deposit itself onthe surface of the yam or penetrate the yam and depositon the surfaces of the individual fibers. In the case ofcotton, the agent may also actually chemically modifythe fibril surface. Finally, of course, the substance maysorb into the fibril or monofilament itself. In practice,it is generally not possible to identify the level of surfacemodification or specify the extent of bulk sorption. Inthis study, we have instead assumed that the fabrictreatments introduced have been surface specific, al-though no evidence is available to confirm this belief.Our paper describes the results of yam pull-out ex-
periments on treated cotton and aramid fabrics, as wellas the results of yam frictional and tensile studies. Wepresent data for nominally clean and treated fibers andfabrics.We begin with a brief description of the various ex-
perimental procedures adopted, followed by a moredetailed specification of the materials and the surfacetreatments. Later parts of the paper present the various
experimental data we obtained and provide a numberof first-order interpretations of the significance of thesedata and their interrelationships.
Experimental
THE PULL-OUT EXPERIMENTS: APPARATUSAND PROCEDURES
. We performed two different kinds of experiments:one with the fabric totally submerged in the treatingliquid and another where the fabrics were treated andsubsequently dried prior to the experiment. The formertreatment was used only on cotton fabrics while bothcotton and aramid fabrics were treated with the latter.The pull-out apparatus is depicted in Figure 1; we havedescribed the apparatus and procedures adopted forstudying dry fabrics elsewhere [7]. Essentially the ex-
Figure I . Photograph of the force measuring device for yarn pull-out showing the clamped fabric, the movable stage, the hook, andthe transducer
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from
698
periment involves progressively pulling a single yarnfrom a constrained weave. The sample dimensions wereapproximately 15 X 10 cm, and a single warp yam thatinitially crossed 20 weft yams was withdrawn from thefabrics at a constant velocity of 2.97 mm per minuteusing a stepper motor (manufactured by Aerotech Inc.,U.S.A.), while the force transmitted to the pulled yamwas monitored using a linear displacement transducer(Sangamo Transducers). The parameters describedlater that are associated with the pull-out process area-strong function of the fabric side tension. Thus in allthese experiments the side tension is fixed.The experimental arrangement for the submerged
fabric technique was similar to the one we used to studythe untreated dry fabrics described in our earlier paper[7], except the movable stage was adapted so that thepull-out experiment could be performed on submergedfabrics. This was achieved by using three slim rectan-gular pieces of transparent plastic (Perspex) that fittedon top of each other. Two of the three had large rectan-gular holes in their centers. The piece without the hole(^-3 mm thick) was screwed to the movable stage. Acotton fabric about 10 X 7 cm was sandwiched betweenthe two pieces with the holes (about 6 and 3 mm re-spectively) and screwed down to the first piece. In thisway, a small pool was created with the fabric hanging6 mm above the bottom and 3 mm below the top ofthe chamber. The liquid was then poured into the cav-ity, covering the fabric totally. Leaks were preventedby introducing thin deformable elastomeric sheets be-tween the Perspex pieces. The side tension of the fabricwas controlled in all experiments using a rectangularmetal weight that fitted around the inside edge of thecavity and rested on the fabric.
YARN TENSILE CHARACTERIZATION .
An Instron tensiometer (model 1122) was used inthese studies. The force measuring system comprised
. a piezo-electric transducer (Kistler 9311 A) of 5 kNmaximum capacity connected to a charge amplifier(Kistler, type 5007). The amplified signal was trans-ferred to an A to D converter (3D Digital Design andDevelopment Ltd.). The digital signal was then receivedby a micro computer (Macintosh Apple, 512K) where
’
the force and corresponding times were recorded. Theyarns were securely mounted between grips but not sotight as to excessively damage the yam. The contactingfaces of the grips were constructed from stiff rubber(modulus of about 10 MPa), so that yam damage was
’
minimized. The length of the yarn was measured and,
the upper grip set in motion. Experiments on treatedcotton and aramid yarns were performed at yam
lengths of 20-25 mm and a cross-head speed of 2 mm/min. We observed a particular feature in these tensilestudies: the tensile stiffness and also the force and strainwere a function of the yam length, that is, the shorteryarns possessed a lower gradient for the force-strainplot. This has been discussed elsewhere [6]. The reasonpostulated for this anomaly is that there is a finiteamount of strain experienced within the grip area; thisamount becomes significant and can to some extentdominate with the smaller lengths of yam, leading toa lower gradient or moduli for the force-strain curvethan one would expect.
YARN FR1CTION STUDIES °
Two configurations were used for the friction studies:point contact and hanging fiber friction. The pointcontact technique was only used with untreated cottonand aramid yams, while the hanging fiber method wasused with both untreated and treated cotton and aramid
yams.The principle of the point contact friction configu-
ration yvas very similar to that of the point contactfriction machine described by Briscoe et al. [ 1 ]. Theforce measuring device of the yam pull-out machinewe described in another paper [7] was used as a forcetransducer. A single yam about 30 mm long was at-tached to a flat, horizontal piece of metal, which wasdirectly connected to the force transducer. Anotheryam of similar length was attached to the movable stagedirectly underneath and at right angles to the first yam.Figure 1 is a photograph of the force measuring device.The stage was set in motion (velocity 2.97 mm/min)and the dynamic frictional force associated with varyingnormal loads (0.01-0.1 N) was measured.The principle features of the hanging fiber apparatus
have been described by Howell [3] and used later byKremnitzer [4] to measure the friction of PET fibers.The apparatus, depicted in Figure 2, consisted of a ver-tically suspended fiber (about 100 mm long) connectedat the upper end to the hook of the force measuringdevice and at the lower end to a specified dead weightWd. A taut horizontal fiber (about 100 mm long) washeld in a holder under a specified pre-tension. The forcemeasuring device was that used in the pull-out exper-iments, except that the measuring arm was tiltedthrough 90° to enable it to measure the force,in thevertical direction. The signals from the linear displace-ment force transducer were fed into a amplifier (San-gamo) ,and then into an A to D converter. The digitalsignals were then recorded on a microcomputer (Ap-ple). Precaliberation permitted the signals to be con-verted into values of the frictional force. :
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from

699
FIGURE 2. Photograph of the hanging fiber friction apparatus.
The holder for the horizontal fiber was that used tohold the fabric in the pull-out apparatus. One end ofthe yam was clamped and the other hung over a PTFEroller and connected to a weight, creating a specifiedtension in the yam. The second end was then clamped.The measuring device and the suspended yam wereconnected to the movable platen of an Instron ten-siometer (model 1122) permitting controlled verticalmovements (velocity about 2 mm/min, average tra-versed length 50 mm) of the suspended yarn. The hor-izontal yam holder was attached to the static bottom
platen of the Instron machine. The hanging yam wasplaced over the horizontal yam, and distances d andh and thus angle 0 were measured (Figure 3). The sus-pended fiber was moved up for a predetermined dis-tance and then returned to its original position. In thisway a temporarily varying normal load was producedas the upward and downward friction forces were beingrecorded. The compliance of the springs was 5 mum/N, which was corrected for in the calculations.The dead load Wd was varied and values of 0.05,
0.10, and 0.20 N were adopted for systematic studies.The horizontal yam pretension was fixed at 0.20 N.
I
MATERIALS, TREATMENTS, AND SPECIFICEXPERIMENTAL DETAILS
We studied fabrics constructed from two differentkinds of yarns as well as single yams randomly chosenfrom these fabrics. They were a cotton fabric, com-mercially known as Sanforized mull, supplied by Proc-
FIGURE 3. Schematic diagram of the hanging fiber arrangementshowing the directions of motion and the yarns in contact.
tor & Gamble Co., and a poly-aramid fiber fabric con-structed from commercial yarns (Kevlar 49) manufac-tured by E. I. du Pont Co.The cotton fabric had a plain weave structure and
an average yam diameter of 0.28 ± 0.04 mm. The
average yam center-to-center spacing was 0.58 ± 0.09mm and the linear density was 62 ± 2 mg,/m. Thecotton fabrics were thoroughly washed before each ex-periment. The aramid fabric had a crowfoot structure,an average yam width of 1.42 mm for the warp and
1.39 mm for the weft yams, an average yarn thickness
of 0.15 mm, and spacing ranging from 0 to 0.25 mm.In the pull-out studies, cotton fabrics were immersed
in water for 0.5, 2, 5, and 23 hours before the experi-ment. The alkane n-tetradecane (CH3 (CH2)t2 . · CH3)was also used for 0.5 and 2 hours. The cotton fabricswere also submerged in solutions of stcaric acid in n-tetradecane at concentrations of 0.1 and 0.2% w/w anda 4.5 X 10-4 M solution of CTAB for 2 hours beforethe pull-out experiment. Velocity was maintained at2.97 mm/min in all experiments; at this low velocitythere was no sign of the liquid being disturbed by the
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from

700
movement of the stage, and the effect of the liquidsurface tension on the hook and the transducer wasminimal.
’
The pull-out experiments on dry treated fabrics weredone on both the cotton and aramid fabrics to studythe influence of PDMS and CTAB (cetyl trimethyl am-monium bromide) at various solution concentrations.The cotton fabrics were immersed in solutions ofPDMS of 100 cp viscosity in petroleum spirit at varyingconcentrations of 2, 3, 5, 7, and 10°I6 w/w for 2 hours.The fabric was then taken out of solution and drip-dried in air for 30 minutes, during which time all ofthe solvent evaporated. A similar procedure wasadopted for the CTAB, where solutions of CTAB indistilled water of 1.37 ’x 10-‘, 1.37 X 10-3 and 2.74X 10-3 M were used. The fabric was then drip-driedovernight in a closed chamber, where temperature andhumidity were controlled throughout the drying pro-cess. The treatments for the aramid fabrics &dquo;includedSoxhiet extraction with acetone in order to remove the
proprietary processing aids. The washed aramid wasthen treated with a solution of 5% PDMS in petroleumspirit.
Tensile experiments were performed on two kindsof single yarns: Cotton yams (warp yams ohly takenrandomly from untreated fabric) immersed in distilledwater and pure tetradecane for 2 hours at 22 ± 2°C,then taken out of solution and tested wet before anappreciable amount of the liquid had drained away;and cotton yams also immersed in solutions of 2% and596 w/w PDMS (poly dimethyl siloxane of 100 cp vis-oosity) in petroleum spirit and 1.4 X 10-4 and 1.4X 10-3 M solutions of CTAB in distilled water for 2hours at 22 ± 2*C, then dried completely and testedin the tensiometer at approximately 20°C and 40%RH. Each experiment was repeated three to five times.The hanging fiber configuration was used to measure
the friction between the following single yams: un-treated cotton, untreated aramid, 5% PDMS treatedcotton, CTAB treated cotton, CTAB + Marlophentreated cotton, cleaned (Soxlet extracted) aramid, and5% PDMS treated aramid.
’
results
THE PEJLL-0UT EXPERIMENTS .
Typical data for a cotton fabric are shown in Figure4 for experiments in the dry and aqueous environ-ments. We had previously interpreted these sorts ofresults as follows: We introduced the parameters as-sociated with the force-displacement profiles in an ear-lier paper [7]; they were the gradient of the elastic partof the response G, the maximum static friction force
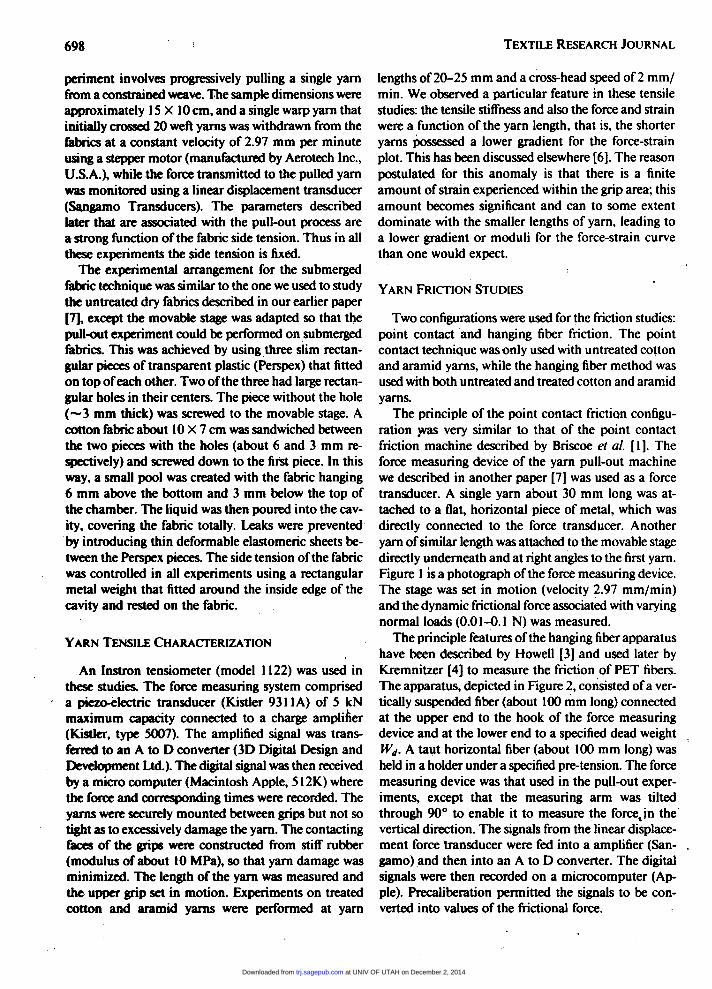
or junction adhesive force prior to slip JRF, and thegradient of the kinetic friction part of the profile DG,where the yam is pulled out of the fabric. Figure 4shows a typical force-displacement profile for an un-treated cotton fabric and also for a fabric submergedin water for 30 minutes. The shapes of the. profiles aresimilar, in that they both exhibit the response regions.the profile for the submerged fabric is consistent withlower values of G, JRF; and DG. Table I lists the valuesof these parameters for the cotton with various surfaceor bulk treatments.
FIGURE 4. Comparison of the pull-out profiles of the dry untreatedcotton fabric with that of the cotton fabric submerged in water for30 minutes prior to pull-out.
~ In contrast to the cotton, the aramid yam is a con-tinuous filament yam consisting of relatively stiff fil-aments. The weave is able to accommodate a relativelysmall strain before all the filaments are fully extended,however, and indeed effective lubrication may releasethis strain by releasing the strain in the filaments. Thus,in principle we expect that lubricants may increase ordecrease the apparent low strain modulus by alteringthe strain levels required to cause extensive filamentalignment. Thus we propose that the as-received yamhas a higher degree of alignment because of its lubri-cated state. Actually the as-received yarn and the
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from
701
TABLE I. The in8uence of submerging the cotton fabrics in various solutions on the pufl-out and the tensile parameter
cleaned yam have similar mutual frictional values (seeTable IV).We used only cotton fabrics in the submerged fabric
system, but we also examined untreated, dry cottonfabrics in this configuration as a standard for compar-ison purposes. The treating solutions were typical ofthe two generic classes of solution-based fabric treat-ments. The aqueous systems represent a simple, com-mon fabric treatment system. The surfactant introducesa charged surface layer, which may be considered as avery effective electrical double layer lubricant. Wechose the apolar system to explore the role of classicalboundary lubricant action in these systems.
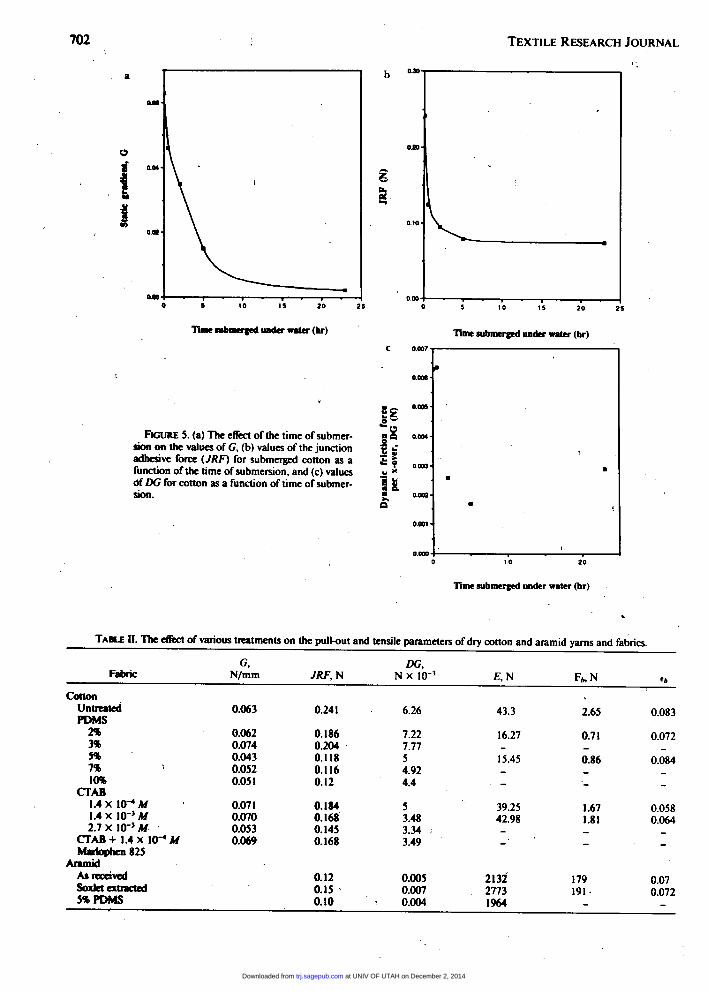
Figures 5a, b, and c summarize the parameters G,JRF, and DG as a function of immersion time for cot-ton fabrics submerged in water. All the parameters de-crease quite significantly with time, indicating that theinteryarn friction at the junctions has decreased relativeto the friction at the dry contacts and also with in-creasing immersion time. The friction of cotton fibersis known to increase with increased relative humidityor wetness (Viswanathan [9]). Our data apparentlycontradict these findings, but the trend here can beexplained in the light of the fact that water penetratesbetween the contacts, lubricating them and reducingthe friction, and that this lubrication increases withincreased submerged time. After about five hours,however, the trends seem to have ceased, and in factincreased submersion times of up to 23 hours producehigher values of G and DG. This may result from theswelling of the cotton after long immersion times,which in some way undermines the lubricating actionof the water. The friction junctions may have becomeplasticized and hence the contact areas have increased(see later).
In the case of pure tetradecane, the parameters di-
rectly associated with the interyam friction processes,i.e., the JRF and the dynamic gradient DG, have notbeen affected significantly. However, the parameter thatcontrols the compliance or stiffness of the weave or
pulled yam (i.e., G) has increased, indicating a decreasein the weave compliance. Stearic acid solution in tetra-decane has decreased this effect to some extent, butthe friction parameters have still scarcely been affectod.Stearic acid is known to be a fairly efficient boundarylubricant for metallic contacts, but it must be presentat the interface before it can impart any lubricity tothe fiber system. Apparently both the amount and theapplication method we used were such that this con-dition was not satisfied. For the cotton fabric sub-
merged in a solution of CTAB in water (below theCMC), the data may be compared to the results for thecotton submerged in pure water for 2 hours. The pa-rameters G, JRF, and DG are hardly altered. Althoughthe absolute values of these parameters are subject tosome error, the trends are quite obvious. We anticipatethat the positively charged CTAB molecules will attschthemselves to the negatively charged cotton and reducethe friction through their lubrication and plasticizationproperties. The absence of these changes may be dueto the low concentration of the CTAB in solution.The dry treated procedures included both the treated
cotton and treated aramid fabrics. The lubricant sys-tems are fairly typical of those used in practice. ThePDMS systems are obvious fluid lubricants, and CTABis an effective fabric conditioner.
Figures 6a, b, and c depict the way in which themain parameters of a force-displacement profile, i.e.,G, JRF, and DG, change with increasing solution con-centrations of PDMS for the cotton fabrics. All three
parameters decrease with increasing PDMS concen-tration. Table II presents computed values for theseparameters. The decrease in the friction parametersmay be interpreted as arising from the lubricatingproperties of silicone fluids. Apparently, the effective-ness of the PDMS has also increased with the increasein bulk concentration of the treating solution. However,the fact that the weave compliance parameters havenot decreased is possibly because the silicone moleculesdid not penetrate the yam structures, perhaps due to
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from

703
FIGURE 6. (a) The enect of PDMS solution con-centration on the values of G for dry treated cottonfabrics, (b) values of JRF as a function of PDMSsolution concentration for dry cotton, (c) valuesDG for dry cottons as a function of PDMS solutionconcentration.
poor wetting in microcavities, in order to reduce theinterfiber friction.The results for the CTAB solution shown in Table
II indicate that with increasing solution concentration,both the friction and compliance parameters have de-creased. Also the CTAB solution containing the Mar-lophen 825 nonionic surface active agent shows a de-crease in these parameters compared to the solutionwith no Marlophen 825 added. Cationic surface activeagents are well known for their-softening properties.Increased softness is usually accompanied by decreasedfriction and stiffness. The data for CTAB are consistentwith this hypothesis. The changes in the tensile moduliof the fabrics treated with CTAB presented earlier arealso consistent with this argument. The addition of the
Marlophen 825 has not affected the values of G or JRF,but DG has been significantly reduced. The exact way
in which these reductions are brought about is notknown.A comparison of the results in ’Table II for the treated
and untreated fabrics indicates that in the case ofPDMS treated cotton, almost all the parameters arereduced when silicone fluids are introduced onto thecotton. We saw the same trend in the tensile studies
(Figure 7). The case of CTAB is rather different. Thelower concentrations of CTAB, i.e., 1.4 x 10-4 and1.4 X 10-3 M, have not reduced the parameters sig-nificantly when compared to the untreated case. Weobtained the same result for the cotton treated with
the same concentrations in the tensile experiments(Figure 7), but the 2.7 X 10-3 MCTAB solution seemsto have reduced the JRF, the dynamic gradient, andthe effective modulus values by as much as 50%. Thisreduction is not as substantial as we saw for the tensile
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from

704
experiments described later. Thus, it seems that a re-duction in the friction and tensile properties of theyarns by CTAB is only brought about at relatively highconcentrations above the CMC (CMC for CTAB isabout 10-3 M) of the surfactant. ,
.. FIGuRE 7. Comparison of the force-strain character of cotton yams.The water and tetradecane treated yams were wet during the exper-iment, whik the rest were dry. Average yam length = 20 ± 2 mm.
Table II also lists the data for the pull-out experi-ments with Soxhlet extracted and 5% PDMS treatedaramid fabrics. Removing the surface finishes throughcleaning the fabric with acetone has increased both the
JRF, and the DG parameters. The treatment with thelubricant PDMS has reduced these parameters significantly. As with the cotton, the changes in the aramidfabric may be explained through changes in the inter-yarn friction.
¡
THE FORCE-STRAIN CHARACTER OF z
MODlf1ED YARNS ’
Figure 7 shows the force-strain profile of the cottonyarm treated by the methods described earlier. These
profiles correspond to the averages of three to five ex-periments in each case and with gauge lengths of 20-25 mm. From this figure, the effect of the various treat- ¡
ments may be identified. The three most obvious vari-able features that may be identified are the breakingforce Fb, the breaking strain tb, and the initial modulusE. The averaged values of these three parameters forthe different treatments are given in Tables I and It.As far as the breaking strength is concerned, all treat-ments except the wet (water) yain have made the mod-ified yam weaker than the~tintreated yam. The in-creased strength of the wet (water) cotton yam overthe untreated is as reported in the literature (Mortonand Hearle [5]). The constituents of the yam, i.e., cot-ton fibers, exhibit increased strength when wet, andthis translates itself to the assembly making the yamstronger, in this case by around 10%: The wet (water)cotton yam has also sustained a greater strain than theuntreated yarn-approximately 40%. This may be ex-plained simply in view of the fact that the water pen-etrates the fibers and lubricates the contacts. Hence thefibers can slide over each other more readily and theyam is thus able to accommodate more strain more
uniformly before rupturing. Also for the wet (water)yam, the force required to produce a given strain, i.e.,the modulus, is lower. This again can be explained interms of the lubricating action of the water. In thiscase, less force is required to straighten and slide fiberspast each other.The PDMS and tetradecane treatments seemed to
have had no significant effect on breaking strain, whiletreatment with CTAB solution has had the effect of
decreasing the breaking strain by as much as 30%.Treatment with the surfactant, however, has decreasedthe breaking strength by approximately 35%. This isless than the reduction by the 2% PDMS, 5% PDMS,and tetradecane treatments, which have reduced the
strength by 73%, 68%, and 63%, respectively. The tet-radecane treatment has also reduced the effectivemodulus (for the straight portion of the curve) fromthat of the untreated yam by 63%, the 1 % PDMS treat-ment by 62%, and 5% PDMS treatment by over 67%.These reductions can again be attributed to the inter-fiber lubricating action of these materials, resulting inthe expenditure of less force or energy for a given strain.This is in keeping with previous observations that theaddition of PDMS or CTAB reduces the friction.
In the case of the CTAB treated yams, the effectivemodulus seems to have remained close to the untreated
yarn modulus for both solution concentrations, a factmore readily seen in Table II.
Table II also compares the parameters associatedwith the force-strain curve of the treated aramid yarns.
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from
705
The results are as expected, with the Soxlet extractedyam exhibiting the highest effective modulus and thePDMS treated yam the lowest value. We speculate thatthis is due to an increase in the interfilament frictionbrought about by the removal of surface lubricants.The frictional studies of the yams indicate that frictiondoes indeed increase for the Soxlet extracted yarn anddecreases for the lubricated yam.
THE FRICTIONAL CHARACTER OF YARNS
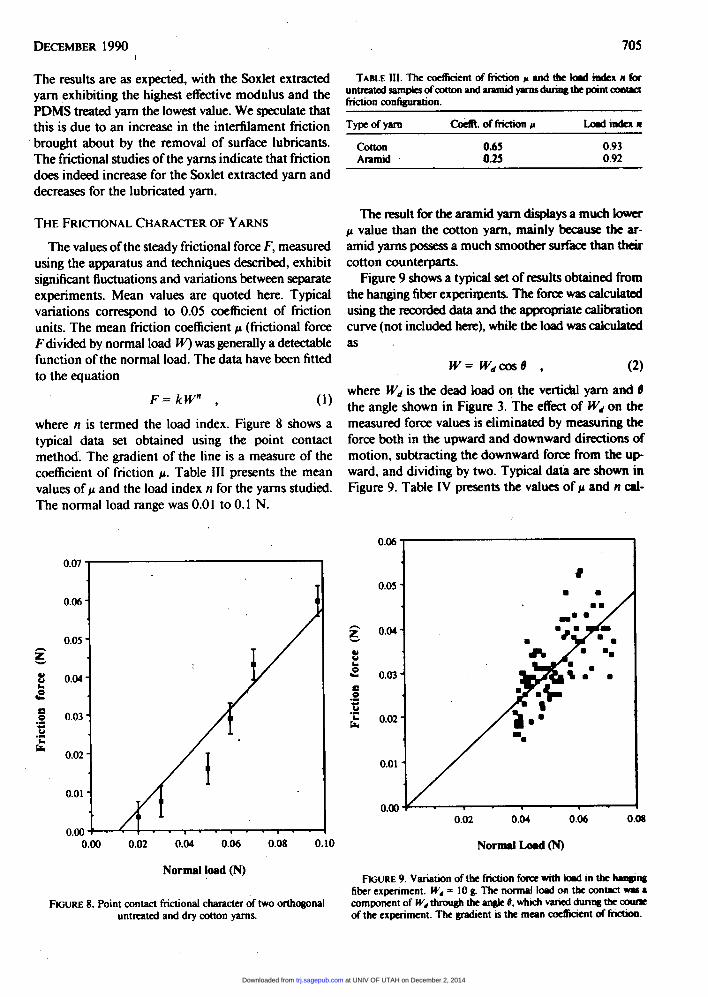
The values of the steady frictional force F, measuredusing the apparatus and techniques described, exhibitsignificant fluctuations and variations between separateexperiments. Mean values are quoted here. Typicalvariations correspond to 0.05 coefficient of frictionunits. The mean friction coefficient u (frictional forceF divided by normal load My) was generally a detectablefunction of the normal load. The data have been fitted
to the equation
where n is termed the load index. Figure 8 shows atypical data set obtained using the point contactmethod. The gradient of the line is a measure of thecoefficient of friction IA. Table III presents the meanvalues of u and the load index n for the yams studied.The normal load range was 0.01 to 0.1 N.
FIGURE 8. Point contact frictional character of two orthogonaluntreated and dry cotton yarns.
TABLE lll. The coefficients of friction it and the load index n toruntreated sampks of cotton and aramid yarns during the point contactfriction configuration.
The result for the aramid yarn displays a much lowerAt value than the cotton yarn, mainly because the ar-amid yarns possess a much smoother surface than theircotton counterparts.
Figure 9 shows a typical set of results obtained fromthe hanging fiber experiments. The force was calculatedusing the recorded data and the appropriate calibrationcurve (not included here), while the load was calculatedas .
where Wd is the dead load on the vertidù yarn and 9the angle shown in Figure 3. The effect of Wd on themeasured force values is eliminated by measuring theforce both in the upward and downward directions ofmotion, subtracting the downward force from the up-ward, and dividing by two. Typical data are shown inFigure 9. Table IV presents the values of u and n cal-
FIGURE 9. Variation of the friction force with load in the handingfiber experiment. W, = 10 g. The normal load on the contact was acomponent of Wd through the angk 0, which varied during the couneof the experiment. The gradient is the mean coemcient of friction.
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from

706
culated as above for the cotton and aramid yams, usingloads Wd of 0.05, 0.10, and 0.2 N. The consequenceof the values presented in Table V is discussed later.
’
TABLE IV. The coefficient of fiiction u and the load index n forthe cotton and the aramid yarns during the hanging fiber frictionexperiments.&dquo;
~ TABLE V. Range on values of n for various cases. -
’
Figure 10 depicts the relation between the measured.frictional force and the angle (Figure 3) for cotton. As9 increases, i.e., as the normal load W decreases, theforce decreases accordingly.
FIGURE 10. Variation of friction force with the angle 8 in the hang-ing 6ber experiment. Increasing the angle has the same efFect as de-creasing the load, hence the force decreases. W, = 10 g. .
Discussion -
From the results, we can see that modifying the fiberswith lubricants or surfactants changes the frictional andtensile characteristics of the yams. These changes willin turn modify the parameters associated with the elas-ticity (G) and the junction adhesive and frictional forces(JRF and DG) of the fabrics. We have illustrated thispoint for both the cotton and aramid fabrics.
Returning to the hanging fiber friction data, on closerinspection of the A values, if we attempt to calculateusing the equation F = g W for every point in Figure9, and then plotu against W, we obtain Figure l 1. Thisfigure is for untreated cotton at Wd = 0.05, 0.10, and0.20 N, while Figure 12 is for as received aramid yamsat similar loads. The coefficient decreases with increas-
ing load, which has been reported previously; Krem-nitzer [4] obtained similar trends for friction betweenPET fibers. The results of Figures 11 and 12 fit the
analysis described by Tuzun et al. [8] quite well. Theypostulated that the coefficient of friction A may be re-lated to the normal load at the point of contact (ap-plying the adhesion theory of friction) according to theequation .. j ¡
FIGURE 11. Variation of the coefficient of friction with normalload for untreated cotton yams in the hanging fiber experimentswas calculated for each point as ~ = F/W. The values for We = 5and 10 g are shown. ,
_
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from

707
FIGURE 12. Variation ofu with W for untreated aramid yarns inthe hanging fiber experiments. Wd = 5, 10, and 20 g.
where the parameters a and c are constants. The linesfitted through the data points in Figures 11 and 12 arerepresented by the equations ju = 0.15 W-1/3 + 0.1 andg = 0.06 W-’’3 + 0.08 for the untreated cotton and
aramid yams, respectively. The fact that Equation 3describes the results of the hanging fiber experimentsso well suggests that the contact geometry in these ex-
periments may be a point contact rather than an ex-tended line contact.The load index n mentioned earlier is an indication
of the contact geometry and the type of deformation’
.
at the contact zone [2, 8]. Table V shows the range ofthe values of n for various cases.
In the case of the point contact experiments, nu-merical values of the load indices for both cotton andaramid yams indicate that a multiple asperity elasticdeformation is probably formed in each contact case.In the case of the hanging fiber friction experiments,the as-received aramids exhibit deformational behaviorsimilar to that of the point contact friction. The cottonyams exhibit values greater than unity, however,pointing to a gross plastic deformation of the contact.An alternative means of explaining such high n valuesis to assume that there is a substantial Coulombic orrachet process involved during sliding. Somehow theseverity of these engagements increases or the load in-creases for these systems.
Conclusions
We have described the response of treated cottonand aramid yarns in friction and tensile experimentsand fabrics to the pull-out of a single yarn. We quan-tified the responses in terms of parameters such as the
coefficient of friction, the effective Young’s modulus,and processes such as the interyarn friction being rep-resented by, for instance, JRF and the dynamic gra-dient and the weave compliance represented by theparameter G. Table VI presents normalized values ofthe parameters associated with the pull-out, tensile, and
hanging fiber friction experiments. The values in eachcase have been normalized by dividing by the corre-sponding value of the 5% PDMS treated case. In mostcases, treatment with the chosen surface agent was ac-
companied by a reduction in these parameters, and inparticular the friction. This was more pronouncedwhen the lubricant or the surface active agent was de-
posited at the interface, as in the dry treated studies,rather than when it was present in solution as in the
TABLE VI. Normalized values of the parameters in the pull-out, tensile, and hanging fiber friction experiments(normalized to the 5% PDMS treated value) for cotton and aramid systems.
__________
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from

708
case of the submerged experiments. With the PDMS &dquo;
and CTAB treatments, the increased concentration ofthe treating agents had a positive effect on the extentof lubrication in the pull-out experiments.Our present study thus indicates the importance of
interfilament friction on certain deformation charac-teristics of weaves. It seems that interfacial frictiondirectly influences yarn stiffness and hence weavestiffness. The external, as opposed to internal, filament-to-6fament contacts on adjacent yams also directly in-8uence the forces required to remove yarns from fab-rics. These forces will be in part be governed by thecompliance of the weave, which is a function of thefriction characteristics of the filaments in the yam.Modifying the frictional characteristics at the smallestscale in a weave structure thus directly changes thebehavior of the weave on progressively larger structuralscales.
Literature Cited .
1. Briscoe, B. J., Scruton, B., and Willies, F. R., Proc. R.Soc. A333, 99 (1973).
2. Briscoe, B. J., Wee, T. K., and Adams, M. J., J. Phys. DAppl. Phys. (1989).
3. Howell, H. G., The Friction of a Fibre Round a Cylinderand Its Dependence upon Cylinder Radius, J. TextileInst. 45, T575-T579 (1954).
4. Kremnitzer, S. L., The Adhesion, Friction and Lubri-cation of PET Fibres, Doctoral thesis, University ofCambridge, 1978.
5. Morton, W. E., and Hearle, J. W. S., "Physical Propertiesof Textile Fibres," Heinemann Publishers, London, 1975.
6. Motamedi, F., Interfacial Friction in Fabric Mechanics,Doctoral thesis, University of London, 1989.
7. Motamedi, F., Bailey, A. I., Briscoe, B. J., and Tabor,D., Theory and Practice of Localized Fabric Deforma-tions, Textile Res. J. 3, 160 (1989).
8. Tuzun, U., Adams, M. J., and Briscoe, B. J., Chem. Eng.Sci. 43, 5, 1083 (1988).
9. Viswanathan, A., Some Experiments on the Friction ofCotton Fibres, J. Textile Inst. 64, 553 (1973).
Manuscript received November 22. 1989: accepted January 24, 1990.
at UNIV OF UTAH on December 2, 2014trj.sagepub.comDownloaded from

![1 Interfacial Rheology System. 2 Background of Interfacial Rheology Interfacial Shear Stress Interfacial Shear Viscosity = [ ]](https://img.dokumen.tips/doc/110x75/56649d1f5503460f949f3d29/1-interfacial-rheology-system-2-background-of-interfacial-rheology-interfacial.jpg)