Embed Size (px)
Citation preview

Rheological Evaluation of High ReclaimedAsphalt Content Modified with Warm MixAdditive
Lillian Gungat and Meor Othman Hamzah
Abstract High temperature for producing reclaimed asphalt mixture becomes themain concern in recycling as this will further age the reclaimed asphalt binder.Highly stiff binder causes workability and compatibility problems, hence affects thedesirable performance of pavement. Warm mix asphalt additive is able to decreasethe production temperature by reducing the binder viscosity. The synergy of warmmix asphalt and reclaimed asphalt mixtures resulted in a more environmental andenergy savings benefits. The effects of a warm mix additive on the rheologicalproperties of conventional asphalt binder containing a high proportion of recoveredreclaimed asphalt binder were evaluated. Reclaimed asphalt were obtained fromtwo sources and modified with a warm mix additive named RH. The recoveredbinders were blended with conventional binder at proportion of 0, 30 and 40 % andthen tested for viscosity, stiffness and frequency dependency. Fuel usage andgreenhouse gas emission were estimated based on the required fuel to heat up theaggregate and binder from ambient temperature up to the mixing temperature. Theaddition of RH improves the flow of binders by reducing the viscosity, thusdecreases the construction temperature. The initial stiffness of reclaimed asphaltbinders influences the effects of RH on the complex modulus and phase angle. Thecomplex modulus increases while the phase angle decreases as the frequencyincreases, which indicates the binders have become stiffer. The differences in themagnitude of complex modulus are more noticeable at lower frequency and it getsclose to each other at the higher frequency. This indicates that in the long run, the
L. Gungat (&) � M.O. HamzahSchool of Civil Engineering, Engineering Campus, Universiti Sains Malaysia (USM),Nibong Tebang, Penang, Malaysiae-mail: [email protected]
M.O. Hamzahe-mail: [email protected]
© Springer Science+Business Media Singapore 2015R. Hassan et al. (eds.), InCIEC 2014, DOI 10.1007/978-981-287-290-6_105
1187

performance of modified reclaimed asphalt binders will be slightly better than theconventional hot mix asphalt. The warm mix additive and reclaimed asphaltcomposite in this study has the potential to reduce the fuel usage and green housegas (GHG) emission by 21 %.
Keywords Reclaimed asphalt � Viscosity � Construction temperature � Stiffness �Frequency-dependence
1 Introduction
The awareness of environmental and sustainability issues of road constructionmaterials in asphalt industry has led to the widespread recycling of secondary mate-rials. The reuse of valuable old asphalt pavement can be considered as cost effectiveapproach for new road construction or rehabilitation. The cost saving will be more onthe materials as 70 % of the cost to produce hot mix asphalt (HMA) are frommaterials[1]. Based on comparative life cycle assessment (LCA) studies on reclaimed asphalt(RA) the materials that were used in pavement for base and sub-base layers couldpotentially reduce global warming (20 %), energy consumption (16 %), water con-sumption (11 %), life-cycle costs (21 %) and hazardous waste generation (11 %) [2].It was reported that the total expenditure for road maintenance program in Malaysiahad increased to 2.16 billion in the year 2008 [3]. The author highlighted that pave-ment recycling is quite new in Malaysia, but has grown dramatically over the last fewyears as the preferred way for rehabilitation of an existing pavement. The pavementcould be recycled partially or fully with the aid of recycling agents depending on theexisting road defect. The performances of reclaimed asphalt (RA) pavement incor-porated into new HMA are comparable with virgin HMA [4].
Nevertheless, increased stiffness of RA needs higher production temperature andthis is the main concern in recycling as this will further age the RA binder. Highproduction temperatures are needed to allow the asphalt binder to become viscousenough to completely coat the aggregate, have good workability during laying andcompaction as well as durability during traffic exposure. To compensate the furtheraging of RA binder, utilization of additives, rejuvenator and lower grade of binderhas been suggested [5]. Too stiff binder leads to workability and compactibilityproblems and causes fatigue failure in the long run. Warm mix asphalt (WMA)additive is able to reduce the production temperature as the result of viscosityreduction. The combination of WMA and RA technology leads to more environ-mental and energy saving benefits especially during the asphalt production. Theincorporation of WMA additive allows more RA content to be incorporated into themixtures due to improved blending and workability, despite lower productiontemperature [6, 7]. Various WMA technologies such as organic (wax based),chemical and foamed can be selected to be added with RA [8].
1188 L. Gungat and M.O. Hamzah

2 Literature Review
In the past, a number of researches had been conducted related to the integration ofWMA technology to RA. There are two main effects of WMA additive to the RAmixtures namely: reduction of the production temperature and improved blendingand workability. The benefits of lower production temperature in the RA-WMAmixtures are: minimized the further aging of RA due to heating temperature, aid incompaction, fewer emission during the production and paving, shorter constructionduration and cost saving. Workability refers to the ease of compaction of the RA-WMA mixture. The workability of RA-WMA to produce porous asphalt based onCompaction Energy Index (CEI) concept was evaluated [9]. The WMA additivesdecreases the energy used during the production of RA mixture. The workableWMA produced a better degree of blending of RA with virgin binder [10].
The incorporation of RA into WMA mixtures can improve the moisture sensi-tivity [11, 12]. Other researchers indicated that low production temperature did notexhibit any negative effects on the water sensitivity. Therefore, addition of highpercentage of RA to WMA mixtures might be an alternative to reduce the moisturesusceptibility regardless of WMA technology and pavement layer [13]. The stiffnessof the RA-WMA mixture at various percentages (10, 20, 30, 40, and 50 %) of RAwith different penetration grades of binders were blended with organic, chemical andfoaming WMA additives [14]. Generally, the Marshall quotient (MQ) valuesincreased linearly with RA percentage, while the organic WMA additive exhibitedhigh MQ values indicating a high stiffness. Investigation on the permanent defor-mation of surfactant additive with 50 % RA for mixtures consisting RA-HMA,HMA and WMA using wheel tracking tests investigated in [12]. The RA-WMAmixture improved rutting resistance as demonstrated by lowest rut depth.
The type of WMA additives affects the rheological and mixture’s performance.Generally, commercial waxes are use as a flow improver which can reduce theviscosity. Therefore a lower construction temperature can be achieved [15–17].Nevertheless, it has different effects on rheological properties of asphalt binder andmixture performance. RH is a new type of wax additive which was produced fromcross-linked polyethylene. It is designed to reduce the viscosity of asphalt binder athigh temperature while strengthening the asphalt crystalline structure at lowtemperature.
Most studies in the past related to RA incorporating WMA additive focused onmixture performance due to high cost of extracting and recovering the RA binder.The incorporation of high RA content will affect the rheological properties andmixture performance. Therefore, the study on the rheological properties as theresults of binder modification will enhance the knowledge related to application ofRA and WMA. This paper presents the rheological evaluation of conventionalbinder containing high proportion of recovered RA binder modified with a WMAadditive. The effects of WMA wax additive on the source and amount of RA binderadded have been evaluated using Dynamic Shear Rheometer (DSR) and rotationalviscometer (RV).
Rheological Evaluation of High Reclaimed Asphalt Content … 1189

3 Materials and Methods
3.1 Materials
1. Asphalt BinderConventional asphalt binder 80/100 pen which equivalent to PG64 was used inthis study. This type of asphalt is normally used for local road construction inMalaysia. The asphalt binder was supplied by SHELL Sdn. Bhd. The rheologicalproperties of the virgin binder are shown in Table 1.
2. Reclaimed Asphalt BinderReclaimed asphalt (RA) was obtained from the milled roads of Jabatan KerjaRaya (JKR) and Projek Lebuh Raya Utara Selatan (PLUS). The recoveredbinder from RA was extracted by means of solvent to separate the binder fromthe aggregate, followed by recovery using the rotary evaporator. To make surethe consistency of binder’s recovery, the penetration of every extracted RAbinder were tested. The recovered binder from the RA was blended with thevirgin binder at 140 °C in proportion of 30 and 40 % by mass of asphalt binder.The fundamental properties of the blended RA binder are indicated in Table 1. Adesignation was adopted to simplify the identification of the asphalt blend. Thefirst number denotes the percentage of RA content followed by the source of theRA. For example, 30JKR means that 30 % RA content from the JKR road.
Table 1 Fundamental properties of binders
Binder Source of RA Fundamental rheological properties
Penetration Viscosity at 135 °C (Pa s)
VirginVirgin + RH
– 86 0.400
92 0.270
RA JKR 12 –
30 % 42 0.615
40 % 31 0.735
PLUS 20 –
30 % 49 0.580
40 % 38 0.685
RA + RH JKR – –
30 % 53 0.440
40 % 46 0.500
PLUS –
30 % 63 0.420
40 % 54 0.480
1190 L. Gungat and M.O. Hamzah

3. AdditiveWMA additive named RH was supplied by Universal Pave Sdn. Bhd. Malaysia.The addition of additive was based on the mass of asphalt binder. The selectedpercentage of RH to be blended with RA binder was 3 % and decided based onthe performance from basic properties test.
3.2 Tests Program
1. Preparation of RA and WMA additiveThe required amount of asphalt binder and RH were blended using mechanicalmixer at 145 °C for 15 min in order to obtain a homogenous blend. Meanwhile,160 °C temperature was used for blending the RA with RH. The blendingtemperature of RH was recommended by the manufacturer.
2. Brookfield Rotational ViscometerViscosity of asphalt binder describes its resistance to flow which related to thehandling characteristics. Brookfield RV was used to determine the viscosity ofthe unaged binders in accordance to AASHTO T316 [18]. Viscosity readingswere taken every one hour from 120 to 160 °C at 10 °C increment using spindlenumber 27.
3. Dynamic Shear RheometerRheological properties of the RA and RH blends were evaluated by means ofdynamic mechanical methods consisting of temperature and frequency sweep ofunaged samples. The oscillatory tests performed within the region of linearviscoelastic (LVE) using DSR as outlined in AASHTO T315 [19]. Two parallelplate testing geometries consisting of 8 mm diameter plates with a 2 mm gapand 25 mm diameter plates with a 1 mm testing gap were used. The rheologicalproperties of the binders were determined with reference to their complex shearmodulus (G*) and phase angle (δ). Complex shear modulus indicates the stiff-ness and resistance to deformation, while phase angle represents viscoelasticbalance of rheological behavior. The temperature sweeps were performed from46 to 82 °C at 6 °C increments on 25 mm diameter plate. The applied loadingfrequency was 1.59 Hz which simulates the shear stress on pavement whentraffic speed approximately 100 km/h. Frequency sweep were carried out attemperature ranging from 5 to 65 °C at 10 °C increments with frequenciesranging from 0.1 to 10 Hz. The amplitude sweeps using stress sweeps wereundertaken at 10 °C and 40 °C for 8 mm plate and 25 mm plate respectively fordetermination of the limit of LVE response.
Rheological Evaluation of High Reclaimed Asphalt Content … 1191

4 Results and Discussion
4.1 Rotational Viscosity of Reclaimed Asphalt ModifiedBinder
The ability of asphalt binder to flow at certain temperature that enables sufficientcoating and bonding of aggregates can be indicated through measurement of vis-cosity. The viscosities of RA binder with and without addition of RH were plottedagainst temperature as shown in Fig. 1. The amount of RA addition affects thestiffness of the modified binder. A higher proportion of RA produced a harderbinder as indicated in the penetration value and initial viscosity. It can be observedthat the decrement of viscosity at lower temperature (120 °C) was notable ascompared to decrement at higher temperature. This is due to the lower melting pointof wax additive. The decrease in viscosity due to the addition of RH is morepronounced when virgin binder blended with 40 % RA content. The averagereduction for both RA sources with 30 % and 40 % RA content are 47.4 % and53.6 % respectively. When the temperature increases to 160 °C, the viscosity valuesare almost similar despite differences in binder content and RA source.
0.10
0.30
0.50
0.70
0.90
1.10
1.30
1.50
1.70
1.90
120 130 140 150 160
Vis
cosi
ty(P
a.s)
Temperature (°C)
Control+RH30PLUS40PLUS30PLUS+RH40PLUS+RHControl
0.100.30
0.50
0.70
0.90
1.10
1.30
1.50
1.70
1.90
120 130 140 150 160
Vis
cosi
ty(P
a.s)
Temperature (°C)
Control+RH30JKR40JKR30JKR+RH40JKR+RHControl
(a)
(b)
Fig. 1 Relationship betweentemperature and viscosity ofRA binder from JKR andPLUS road. a JKR RA.b PLUS RA
1192 L. Gungat and M.O. Hamzah
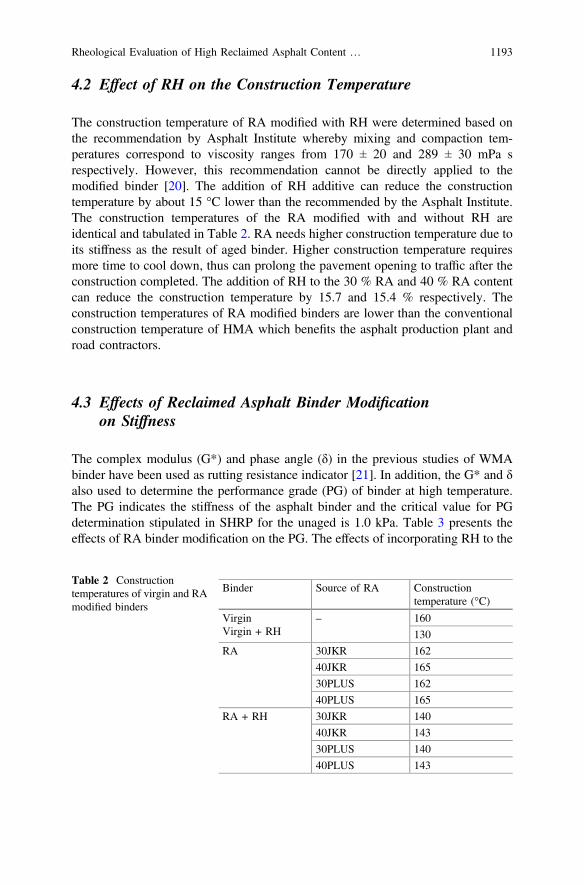
4.2 Effect of RH on the Construction Temperature
The construction temperature of RA modified with RH were determined based onthe recommendation by Asphalt Institute whereby mixing and compaction tem-peratures correspond to viscosity ranges from 170 ± 20 and 289 ± 30 mPa srespectively. However, this recommendation cannot be directly applied to themodified binder [20]. The addition of RH additive can reduce the constructiontemperature by about 15 °C lower than the recommended by the Asphalt Institute.The construction temperatures of the RA modified with and without RH areidentical and tabulated in Table 2. RA needs higher construction temperature due toits stiffness as the result of aged binder. Higher construction temperature requiresmore time to cool down, thus can prolong the pavement opening to traffic after theconstruction completed. The addition of RH to the 30 % RA and 40 % RA contentcan reduce the construction temperature by 15.7 and 15.4 % respectively. Theconstruction temperatures of RA modified binders are lower than the conventionalconstruction temperature of HMA which benefits the asphalt production plant androad contractors.
4.3 Effects of Reclaimed Asphalt Binder Modificationon Stiffness
The complex modulus (G*) and phase angle (δ) in the previous studies of WMAbinder have been used as rutting resistance indicator [21]. In addition, the G* and δalso used to determine the performance grade (PG) of binder at high temperature.The PG indicates the stiffness of the asphalt binder and the critical value for PGdetermination stipulated in SHRP for the unaged is 1.0 kPa. Table 3 presents theeffects of RA binder modification on the PG. The effects of incorporating RH to the
Table 2 Constructiontemperatures of virgin and RAmodified binders
Binder Source of RA Constructiontemperature (°C)
VirginVirgin + RH
– 160
130
RA 30JKR 162
40JKR 165
30PLUS 162
40PLUS 165
RA + RH 30JKR 140
40JKR 143
30PLUS 140
40PLUS 143
Rheological Evaluation of High Reclaimed Asphalt Content … 1193

RA binders on PG at high temperature are not significant. The change of PG can beseen in the control and 30PLUS binder. The penetration of binder (Table 1)influences the change of PG. Softer binder indicates changes in PG while the harderbinder remains in the same grade. Nevertheless, the addition of RH reduces thefailure temperature for all binders.
Figure 2 shows the stiffness-temperature relationship of the RA modifiedbinders. The 40JKR binder has higher G*/sin δ which denotes the stiffness andresistance to permanent deformation. At high temperature, this binder is expected toperform the best to resist rutting. Past studies highlighted that rutting is the mainconcern in WMA especially in hot climate region [22].
Table 3 Effect of RA bindermodification of theperformance grade (PG)
Binder PG Failuretemperature °C
0 % RH 3 % RH 0 % RH 3 % RH
Control 64 58 67 61
30JKR 70 70 74 73
40JKR 76 76 79 76
30PLUS 70 64 72 69
40PLUS 70 70 75 72
0.1
1.0
10.0
100.0
G*/
Sin
, kPa
Temperature , oC
ControlControl+RH40%JKR30%JKR40JKR+RH30JKR+RH
0.1
1.0
10.0
100.0
46 52 58 64 70 76 82 88
46 52 58 64 70 76 82 88
G*/
Sin
, kPa
Temperature , oC
ControlControl+RH40PLUS30PLUS30PLUS+RH40PLUS+RH
(a)
(b)
Fig. 2 Stiffness-temperaturerelationship of unaged virginand modified binder of JKRand PLUS RA. a JKR RA.b PLUS RA
1194 L. Gungat and M.O. Hamzah
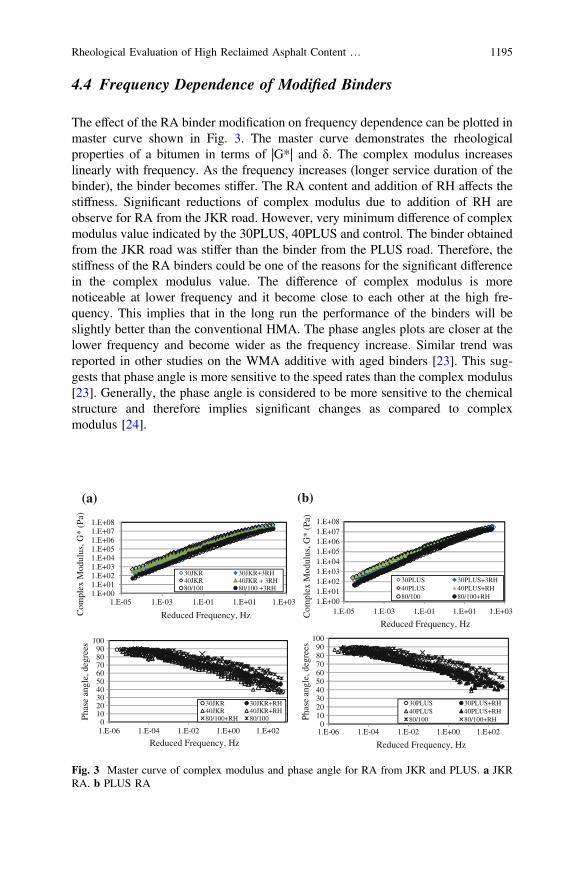
4.4 Frequency Dependence of Modified Binders
The effect of the RA binder modification on frequency dependence can be plotted inmaster curve shown in Fig. 3. The master curve demonstrates the rheologicalproperties of a bitumen in terms of |G*| and δ. The complex modulus increaseslinearly with frequency. As the frequency increases (longer service duration of thebinder), the binder becomes stiffer. The RA content and addition of RH affects thestiffness. Significant reductions of complex modulus due to addition of RH areobserve for RA from the JKR road. However, very minimum difference of complexmodulus value indicated by the 30PLUS, 40PLUS and control. The binder obtainedfrom the JKR road was stiffer than the binder from the PLUS road. Therefore, thestiffness of the RA binders could be one of the reasons for the significant differencein the complex modulus value. The difference of complex modulus is morenoticeable at lower frequency and it become close to each other at the high fre-quency. This implies that in the long run the performance of the binders will beslightly better than the conventional HMA. The phase angles plots are closer at thelower frequency and become wider as the frequency increase. Similar trend wasreported in other studies on the WMA additive with aged binders [23]. This sug-gests that phase angle is more sensitive to the speed rates than the complex modulus[23]. Generally, the phase angle is considered to be more sensitive to the chemicalstructure and therefore implies significant changes as compared to complexmodulus [24].
1.E+001.E+011.E+021.E+031.E+041.E+051.E+061.E+071.E+08
1.E-05 1.E-03 1.E-01 1.E+01 1.E+03
Com
plex
Mod
ulus
, G*
(Pa)
Reduced Frequency, Hz
30JKR 30JKR+3RH40JKR 40JKR + 3RH80/100 80/100 +3RH
0102030405060708090
100
1.E-06 1.E-04 1.E-02 1.E+00 1.E+02
Phas
e an
gle,
deg
rees
Reduced Frequency, Hz
30JKR 30JKR+RH40JKR 40JKR+RH80/100+RH 80/100
1.E+001.E+011.E+021.E+031.E+041.E+051.E+061.E+071.E+08
1.E-05 1.E-03 1.E-01 1.E+01 1.E+03Com
plex
Mod
ulus
, G*
(Pa)
Reduced Frequency, Hz
30PLUS 30PLUS+3RH40PLUS 40PLUS+RH80/100 80/100+RH
0102030405060708090
100
1.E-06 1.E-04 1.E-02 1.E+00 1.E+02
Phas
e an
gle,
deg
rees
Reduced Frequency, Hz
30PLUS 30PLUS+RH40PLUS 40PLUS+RH80/100 80/100+RH
(a) (b)
Fig. 3 Master curve of complex modulus and phase angle for RA from JKR and PLUS. a JKRRA. b PLUS RA
Rheological Evaluation of High Reclaimed Asphalt Content … 1195

4.5 Environmental Evaluation
Environmental implications on the green house emissions (GHG) as the result ofconstruction temperature reduction are estimated by adopting the method proposedby [25–27] as described in the Eq. (1).
Q ¼Xj¼n�1
i¼n
mcDh ð1Þ
where Q is the sum of required heat energy (J), m is the mass of material (kg), c isthe specific heat capacity coefficient [J/(kg/°C)], Δθ is the difference between theambient and mixing temperature (°C), and i and j indicate different materials types.Previous researchers also calculated the fuel requirements and GHG emissions withrespects to the selection of the source of RA [28]. The estimation of environmentaleffects was calculated based on the required amount of fuel to heat up the aggregatefrom ambient temperature up to the expected mixing temperature. The assumedambient temperature for this estimation was 27 °C. The volumetric properties,mixed density and materials required were estimated based on 10 km dual car-riageway with 3 lanes per direction, 5 cm thick wearing course and 5 % optimumbinder content. The results of the calculations presented in Table 4. The addition ofRH reduces the fuel usage approximately by 32.0 % for the control as compared towithout RH. The fuel usage decreases about 21.0 % and 20.3 % for 30 % RA and40 % RA contents respectively. The reduction in fuel usage indicates positive costsavings in the asphalt mixture production plant. The average reduction of GHGemission due to the addition of RH into the RA binders is approximately 21.0 %.The construction temperature increased linearly with RA content and this result inmore fuel usage and emissions. RH as a flow improver reduced the constructiontemperature which is lower than the control. Consequently, it reduces the fuel usageand GHG emissions. Emission can be seen visually through the volume of fumes
Table 4 Fuel requirement and GHG emission for various RA content
Mixture QT (TJ) Fuel (Ton) Reduction
Fuel usage (%) GHG emission (%)
Virgin 3.39 74
Virgin + RH 2.57 56 32.1 32.0
30JKR/30PLUS 3.44 75
40JKR/40PLUS 3.53 77
30JKR + RH /30PLUS + RH 2.84 62 21.0 21.4
40JKR + RH/40PLUS + RH 2.92 64 20.3 20.8
QT: Required energy to heat up the aggregate and asphalt binder; type of fuel: DieselAssumed laboratory ambient temperature: 27 °CSpecific heat capacity of binder (PG64): 920 J/kg/°CSpecific heat capacity of granite aggregate: 790 J/kg/°C
1196 L. Gungat and M.O. Hamzah

produced at asphalt plant and paving site. The fumes contain polycyclic aromatichydrocarbons (PAHs) and some are carcinogenic which can be hazardous to thepaving crew.
5 Conclusions
From the test results on the materials used in this study, the addition of RHimproves the flow of binders by reducing the viscosity. Hence, the constructiontemperature can be reduced to a value that is lower than the control. This reductionwill compensate the further aging of aged RA binders. Binder modification with RHaffects the stiffness of the RA binders by reducing the failure temperature. Thechange of PG is influenced by the stiffness of the binders, and changes of PGoccurred on control and 30PLUS binder. Incorporation of RH also reduces thecomplex modulus and increases the phase angle as the frequency increase. Thedifferences of complex modulus are more noticeable at lower frequency and itbecome closer to each other at the higher frequency. These indicate that in the longrun, the performance of the RA modified binder will be slightly better than theconventional HMA. Environmental evaluation indicates reduction of fuel usage andGHG emissions by 21 % with the addition of RH additive.
Acknowledgments The authors would like to acknowledge the Malaysian Ministry of HigherEducation for financially supporting this research work. Many thanks also due to the technicians ofHighway Engineering Laboratory at the Universiti Sains Malaysia for their kind assistance.
References
1. A. Copeland, Reclaimed asphalt pavement in asphalt mixtures: state-of-the-practice (ReportNo. FHWA-HRT-11–021), Federal Highway Administration, 2011
2. J.C. Lee, T.B. Edil, J.M. Tinjum, C.H. Benson, Quantitative assessment of environmental andeconomic benefits of recycled materials in highway construction. Transp. Res. Rec.J. Transp. Res. Board 2158(1), 138–142 (2010)
3. R.B. Razali, The effect of reclaimed asphalt pavement (RAP) proportion on strength propertiesof a full depth recycling pavement, Msc. thesis, Civil Engineering, Universiti Teknologi Mara,Malaysia, 2010
4. I. Widyatmoko, Mechanistic-empirical mixture design for hot mix asphalt pavement recycling.Constr. Build. Mater. 22, 77–87 (2008)
5. R. Hassan, Feasibility of using high RAP contents in hot mix asphalt. Paper presented at the13th international flexible pavements conference, Gold Coast, Australia, 2009
6. J.A. D’Angelo, E.H. Eric, C.B. John, L.B. Gaylon, R.C. Matthew, E.C. Jack, P.H. Thomaset al., Warm-mix asphalt: European practice. No. FHWA-PL-08-007 (2008)
7. M. Tao, R.B. Mallick, Effects of warm-mix asphalt additives on workability and mechanicalproperties of reclaimed asphalt pavement material. Transp. Res. Rec. J. Transp. Res. Board2126(1), 151–160 (2009)
Rheological Evaluation of High Reclaimed Asphalt Content … 1197

8. S.D. Capitão, L.G. Picado-Santos, F. Martinho, Review on the use of warm-mix asphalt.Constr. Build. Mater. 36, 1016–1024 (2012)
9. S. Goh, Z. You, Mechanical properties of porous asphalt pavement materials with warm mixasphalt and RAP. J. Transp. Eng. 138(1), 90–97 (2012)
10. L. Gaitan, Evaluation of the degree of blending of reclaimed asphalt pavement (RAP) binderfor warm mix asphalt. Master Science, Rowan University, 2012
11. X. Shu, B.S. Huang, E.D. Shrum, X.Y. Jia, Laboratory evaluation of moisture susceptibility offoamed warm mix asphalt containing high percentages of RAP. Constr. Build. Mater. 35,125–130 (2012)
12. J.R. Oliveira, H.M. Silva, L.P. Abreu, J.A. Gonzalez-Leon, The role of a surfactant basedadditive on the production of recycled warm mix asphalts—less is more. Constr. Build. Mater.35, 693–700 (2012)
13. S. Zhao, B. Huang, X. Shu, M. Woods, Comparative evaluation of warm mix asphaltcontaining high percentages of reclaimed asphalt pavement. Constr. Build. Mater. 44, 92–100(2013)
14. B. Sengoz, J. Oylumluoglu, Utilization of recycled asphalt concrete with different warm mixasphalt additives prepared with different penetration grades bitumen. Constr. Build. Mater. 45,173–183 (2013)
15. N. Wasiuddin, R. Saha Jr.W. King, Effects of a wax-based warm mix additive on lowercompaction temperatures, in Geo-Frontiers 2011@ Advances in Geotechnical Engineering.(ASCE 2011), pp. 4614–4623
16. M.O. Hamzah, A. Jamshidi, K. Kanitpong, M.A. Yusri, Parameters to characterize the effectsof Sasobit content on the rheological properties of unaged and aged asphalt binders. J. RoadMater. Pavement Des. 13(2), 368–375 (2012)
17. A. Jamshidi, M.O. Hamzah, Z. You, Performance of warm wix asphalt containing Sasobit®:state-of-the-art. Constr. Build. Mater. 38, 530–553 (2013)
18. AASHTO T316 2004, Standard method of test for viscosity determination of asphalt binderusing rotational viscometer, in AASHTO Standards, American Association of State andHighway Transportation Officials, Washington, D.C. (2004)
19. AASHTO T315 2004, Determining the rheological properties of asphalt binder using adynamic shear rheometer (DSR). American Association of State Highway and TransportationOfficials, Washington, D.C. (2004)
20. Y. Yildrim, M. Solaimanian, T. Kennedy, Mixing and compaction temperatures for superpavemixes. J. Assoc. Asphalt Paving Technol. 69, 34–71 (2000)
21. Z. Arega, A. Bhasin, A. Motamed, F. Turner, Influence of warm-mix additives and reducedaging on the rheology of asphalt binders with different natural wax contents. J. Mater. Civ.Eng. 23(10), 1453–1459 (2011)
22. M.H. Rashwan, Characterization of warm mix asphalt (WMA) performance in differentasphalt applications, Ph.D. dissertation, Iowa State University, Ames, 2012
23. H. Kim, S.J. Lee, S.N. Amirkhanian, Rheology of warm mix asphalt binders with agedbinders. Constr. Build. Mater. 25, 183–189 (2011)
24. G.D. Airey, Rheological evaluation of ethylene vinyl acetate polymer modified bitumens.Constr. Build. Mater. 16(8), 473–487 (2002)
25. M.O. Hamzah, A. Jamshidi, Z. Shahadan, Evaluation of the potential of sasobit to reducerequired heat energy and CO2 emission in the asphalt industry. J. Clean. Prod. 18, 1859–1865(2010)
26. M.O. Hamzah, A. Jamshidi, Z. Shahadan, Effects of sasobit® on the required heat energy andCO2 emission on blended asphalt binder incorporated with aged binder. Eur. J. Sci. Res. 42(1),16–24 (2010)
27. Department for Environment, Food and Rural Affairs (DEFRA), Guidelines to GHGscalculation, Version 1.2.1. (2010)
28. M.O. Hamzah, A. Jamshidi, Z. Shahadan, Selection of reclaimed asphalt pavement sourcesand contents for asphalt mix production based on asphalt binder rheological properties, fuelrequirements and greenhouse gas emissions. J. Clean. Prod. 23, 20–27 (2012)
1198 L. Gungat and M.O. Hamzah