Embed Size (px)
Citation preview



RESUMEN PFC
DISEÑO DE UNA PLANTA DE TRATAMIENTOS
SUPERFICIALES PARA LA PRODUCCIÓN DE EJES
HIDRAULICOS DE ACERO F-129 BONIFICADO
Autor: Pablo Rodríguez Navarro
Titulación: Ingeniería Química
Tutor: Dra. Mª Pilar Villar Castro
Departamento: Ciencia e ingeniería de los materiales
Marzo 2013
1.- Introducción.
El objetivo principal de este proyecto es el diseño de las instalaciones
necesarias para poder abordar la fabricación de ejes hidráulicos de acero F-
129 bonificado.
La empresa cuenta con los medios necesarios para realizar el mecanizado de
los ejes pero es necesario instalar una planta de tratamientos superficiales para
dar los acabados que requieren las piezas. Los tratamientos que se aplicarán a
las piezas serán los siguientes:
Tratamiento electroquímico: Cromado duro
Tratamiento termoquímico: Nitruración blando
Tratamiento químico: Fosfatado al manganeso
En el proyecto además de estudiar los tratamientos antes citados se tendrán en
cuenta los requisitos de calidad, medio ambiente y prevención de riesgos
laborales necesarios para el correcto funcionamiento de la planta y para que
esta se ajuste a la legislación y normativa vigente.
Se ha realizado un pliego de condiciones técnicas, a tener en cuenta a la hora
de realizar las instalaciones y un presupuesto del coste que tendría realizar
esta planta.

2.- Objeto del proyecto.
El objeto de este proyecto es el Diseño de una Planta de Tratamientos
Superficiales para los tratamientos de Cromado duro, Nitrurado blando y
Fosfatado al manganeso sobre unos ejes de acero F-129 bonificado.
Tras un mecanizado previo, con estos tratamientos lo que se consigue es
otorgar a los ejes una dureza superficial muy elevada y dar a las piezas unas
propiedades anticorrosivas importantes.
Los ejes en el día de mañana formarán parte de conjuntos sofisticados, de ahí
la importancia que adquiere el hecho de que la pieza no sufra fenómenos que
puedan inutilizarlas, como puede ser la corrosión o el desgaste.
El contratista exige que la empresa soporte una capacidad de al menos 10.000
piezas al año y se ajuste a las dimensiones dadas por los planos, no obstante,
la planta se sobredimensionará en cierta medida para que la empresa pueda
hacer frente a futuros proyectos con piezas y capacidades diferentes.
3.- Descripción de los procesos.
El proyecto abordara los siguientes procesos:
Cromado duro
Este tratamiento electrolítico permite depositar sobre el eje una capa de cromo
que otorga a la parte tratada unas propiedades de elevada dureza, resistencia
al desgaste, bajo coeficiente de fricción y buena resistencia a la corrosión.
Nitrurado en baño de sales
Este tratamiento termoquímico consiste en un proceso de difusión del N en la
estructura del metal. Por medio de este tratamiento se consiguen capas
superficiales de gran dureza y sin la necesidad de un tratamiento térmico
posterior (temple y revenido) como exige la cementación
Fosfatado al manganeso
Este tratamiento químico permite modificar la superficie metálica a recubrir,
convirtiéndola en un fosfato insoluble de manganeso. Los revestimientos de
fosfatos de manganeso, debido a su elevada resistencia mecánica y a su bajo
coeficiente de fricción otorgan a las piezas destinadas a ser sometidas a una

fricción de deslizamiento con elevadas tensiones de contacto propiedades
autolubricantes y anticorrosivas.
Estos 3 procesos tienen en común unas operaciones previas de
acondicionamiento de las piezas.
Desengrase
Inicialmente los ejes se desengrasan para eliminar grasas, aceites de corte,
tintas o ceras de los procesos de fabricación. En esta planta se aplicará un
proceso de desengrase ácido a alta temperatura por su mayor eficacia.
Decapado
Posteriormente se someterán las piezas a un proceso de decapado de la
superficie. Este proceso tiene como objetivo eliminar la cascarilla de la
fabricación, los óxidos metálicos, el orín de las piezas, etc. para que las piezas
se queden químicamente limpias. En esta planta utilizaremos un baño con una
disolución de ácido clorhídrico.
Enjuague
Finalmente está el proceso de enjuague, tras cada proceso se introducen las
piezas en unos baños de enjuague con agua desmineralizada donde se
eliminan los restos que pudiesen arrastrar las piezas de un baño a otro.
Para cada uno de estos procesos se han estudiado los equipos necesarios y
las condiciones de operación adecuadas. Por tanto se ha hecho el diseño de
los siguientes equipos:
Baño de desengrase
Baño de decapado
Baños de enjuagues
Baño de cromado duro
Baño de fosfatado al manganeso
Horno de precalentamiento
Horno para fusión de sales de nitruración
Sistema de agitación de los baños
Sistema de calentamiento de los baños
Sistema de extracción de gases
Equipo de desmineralización de agua
Equipo de transporte
Foso de contención

4.- Estudio medioambiental.
En este proyecto nos hemos centrado por su importancia en el tratamiento de
los residuos líquidos generados en la planta y en la regeneración del agua de
los baños de enjuague mediante intercambiador iónico.
5.- Prevención de riesgos laborales.
Se realiza un estudio de prevención de riesgos laborales sobre las actividades
que lleva asociada la nueva planta (actividades, riesgos, sustancias químicas,
equipos de protección, etc.)
6.- Requisitos de calidad.
Se analizan los distintos aspectos que deberán tenerse en cuenta para
asegurar la calidad final de las piezas ( Equipos eléctricos, temperatura y nivel
de los baños, control químico de los baños, tiempos de procesos, etc.)
7.- Presupuesto
Analizando los precios de materiales y de los distintos equipos seleccionados
para llevar a cabo el diseño de la planta tenemos un presupuesto final de
doscientos ochenta y cuatro mil quinientos sesenta euros.
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 5 Índice
ÍNDICE GENERAL:
I. DOCUMENTO Nº1: Memoria, cálculos y
anexos. .............................................................................................. 20
II. DOCUMENTO Nº2: Pliego de condiciones .................... 201
III. DOCUMENTO Nº3: Presupuesto ........................................ 247
IV. DOCUMENTO Nº4: Planos ..................................................... 275

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 6 Memoria
DOCUMENTO Nº1: Memoria, cálculos y
anexos.
I.1 MEMORIA ................................................................................. 21
1.- Antecedentes .............................................................................. 21 1.1.- Propuesta del proyecto .................................................. 21
1.2.- Adjudicación del proyecto .............................................. 25
2.- Objeto y justificación del proyecto ..................................... 26
2.1.- Justificación del proyecto ............................................... 26
2.2.- Objeto del proyecto ....................................................... 26
3.- Localización ................................................................................. 28
4.- Ingeniería de los procesos .................................................. 29
4.1.- Justificación de los procesos seleccionados .................... 29
o 4.1.1.- Desgaste de metales ............................................. 29
4.1.1.1.- Mecanismos de desgaste ......................... 30
4.1.1.2.- Factores que influyen en el
desgaste ................................................................. 31
o 4.1.2.- Corrosión en los metales ....................................... 33
4.1.2.1.- Principios electroquímicos ....................... 33
4.1.2.2.- Métodos para combatir la
corrosión ................................................................ 35
o 4.1.3.- Conclusión ............................................................. 37
4.2.- Esquema general de los procesos ................................... 38
4.3.- Operaciones previas ....................................................... 38
4.3.1.- Desengrase .................................................................. 38
4.3.2.- Decapado .................................................................... 40
4.3.3.- Enjuagues .................................................................... 40
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 7 Memoria
4.4.- Proceso de cromado duro .............................................. 41
o 4.4.1.- Generalidades ....................................................... 41
o 4.4.2.- Estudio del cromado duro ..................................... 42
4.4.2.1.- Historia del proceso ................................. 42
4.4.2.2.- Propiedades ............................................. 43
4.4.2.3.- Fundamentos teóricos .............................. 50
4.5.- Proceso de nitrurado blando .......................................... 53
o 4.5.1.- Generalidades ....................................................... 53
o 4.5.2.- Estudio de la nitruración ....................................... 54
4.5.2.1.- Historia de la nitruración .......................... 54
4.5.2.2.- Diagrama de fases Fe-Ni ........................... 55
4.5.2.3.- Influencia de los elementos de
aleación en los procesos de nitruración ................. 57
4.5.2.4.- Propiedades ............................................. 59
4.5.2.5.- Fundamentos teóricos .............................. 60
4.5.2.6.- Procedimiento .......................................... 64
4.6.- Proceso de fosfatado al manganeso ............................... 65
o 4.6.1.- Generalidades ....................................................... 65
o 4.6.2.- Propiedades .......................................................... 66
o 4.6.3.- Proceso ................................................................. 66
4.7.- Proceso de secado .......................................................... 67
4.8.- Almacenaje ..................................................................... 67
4.9.- Funcionamiento de la planta en conjunto ...................... 67
5.- Ingeniería del diseño de equipos ........................................ 70
5.1.- Introducción ................................................................... 70
5.2.- Características de los baños ........................................... 71
o 5.2.1.- Baño de desengrase............................................. 71
o 5.2.2.-Baño de decapado ................................................ 73
o 5.2.3.- Baño de enjuague ................................................ 76
o 5.2.4.- Baño de cromado duro ........................................ 79
o 5.2.5.- Baño de fosfatado al manganeso ......................... 81
5.3.- Características de los hornos .......................................... 84
o 5.3.1.- Horno de precalentamiento ................................ 85

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 8 Memoria
o 5.3.2.- Horno para fusión de sales de
nitruración ...................................................................... 85
5.4.- Equipos y maquinas auxiliares ........................................ 87
o 5.4.1.- Sistemas de agitación .......................................... 87
o 5.4.2.- Extracción de gases.............................................. 87
o 5.4.3.- Equipo de agua desmineralizada ......................... 88
o 5.4.4.- Equipos de calefacción ........................................ 91
o 5.4.5.- Equipos de transporte ......................................... 93
o 5.4.6.- Bastidores ............................................................ 93
o 5.4.7.- Foso de contención ............................................. 94
o 5.4.8.- Panel de control .................................................. 95
o 5.4.9.- Equipos de seguridad ........................................... 95
6.- Estudio medioambiental: gestión de residuos
generados ................................................................................ 96
6.1.- Introducción ................................................................... 96
6.2.- Papel del ingeniero ......................................................... 96
6.3.- Gestión de residuos líquidos ........................................... 97
o 6.3.1.- Objetivo de la depuración de las aguas
del taller ........................................................................... 97
o 6.3.2.- Procesos que tienen lugar en la planta .................. 97
o 6.3.3.- Máximos legales establecidos por la
A.M.A. para vertidos en la Bahía de Cádiz ........................ 99
o 6.3.4.- Principios de funcionamiento ................................ 99
6.3.4.1.- Aguas con contenidos en
cromatos ................................................................ 99
6.3.4.2.- Neutralización .......................................... 101
6.3.4.3.- Floculación y
decantación/espesado de lodos ............................. 101
o 6.3.5.- Reciclado de aguas de enjuagues .......................... 102
o 6.3.6.- Funcionamiento del proceso de
decantación-reducción-neutralización ............................. 103
o 6.3.7.- Mediciones y registros .......................................... 103
6.4.- Gestión de residuos sólidos ............................................ 104

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 9 Memoria
7.- Plan de prevención de riesgos laborales ............................. 105
7.1.- Introducción ................................................................... 105
7.2.- Objeto y alcance ............................................................. 108
7.3.- Descripción de la fase productiva objeto del
proyecto ................................................................................. 110
o 7.3.1.- Organigrama ......................................................... 110
o 7.3.2.- Instalaciones ......................................................... 112
o 7.3.3.- Recursos materiales del taller ............................... 113
o 7.3.4.- Productos químicos utilizados ............................... 114
o 7.3.5.- Equipos contraincendios ....................................... 119
o 7.3.6.- Productos utilizados .............................................. 119
o 7.3.7.- Condiciones ambientales del taller ........................ 119
o 7.3.8.- Descripción de actividades .................................... 121
7.3.8.1.- Recepción ................................................. 121
7.3.8.2.- Desengrase ............................................... 122
7.3.8.3.- Decapado ................................................. 122
7.3.8.4.- Cromado duro .......................................... 123
7.3.8.5.- Nitrurado blando ...................................... 123
7.3.8.6.- Fosfatado al manganeso ........................... 123
7.3.8.7.- Enjuagues ................................................. 124
7.4.- Planificación de la prevención ........................................ 125
o 7.4.1.- Evaluación de riesgos ............................................ 125
7.4.1.1.- Criterios de evaluación del
riesgo ..................................................................... 125
7.4.1.2.- Identificación de riesgos ........................... 126
o 7.4.2.- Valoración del riesgo ............................................. 127
o 7.4.3.- Medidas preventivas ............................................. 128
o 7.4.4.- Plan de formación preventiva del
personal ........................................................................... 129
o 7.4.5.- Vigilancia de la salud ............................................. 130
o 7.4.6.- Inspecciones de seguridad .................................... 130
7.5.- Normativa aplicable ....................................................... 131
o 7.5.1.- Normativa ............................................................. 131

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 10 Memoria
7.5.1.1.- Accidentes graves ..................................... 131
7.5.1.2.- Equipos..................................................... 131
7.5.1.3.- Ergonomía ................................................ 132
7.5.1.4.- Higiene industrial ..................................... 132
7.5.1.5.- Lugares de trabajo .................................... 133
7.5.1.6.- Seguridad y salud ..................................... 134
7.5.1.7.- Residuos ................................................... 134
7.5.1.8.- Seguridad ................................................. 134
7.5.1.9.- Señalización .............................................. 137
7.5.1.10.- Servicios de prevención .......................... 137
7.5.1.11.- Sustancias químicas ................................ 137
7.5.1.12.- Varias ..................................................... 139
o 7.5.2.- Guías técnicas ....................................................... 139
7.6.- Bibliografía ..................................................................... 139
Anexos
o 7.6.1.- Planos .................................................................... 140
o 7.6.2.- Identificación del riesgo químico ........................... 142
o 7.6.3.- Cuestionario de identificación de
medidas preventivas ........................................................ 147
8.- Requisitos de calidad .......................................................... 152
8.1.- Control de equipos ......................................................... 152
o 8.1.1.- Equipos eléctricos ................................................. 152
o 8.1.2.- Temperatura de los baños ..................................... 152
o 8.1.3.- Aire a presión ........................................................ 152
o 8.1.4.- Nivel en los baños ................................................. 153
8.2.- Control de los procesos .................................................. 153
o 8.2.1.- Tiempo de operación ............................................ 153
o 8.2.2.- Control químico de los baños ................................ 153
8.3.- Inspección visual de las piezas ........................................ 153
9.- Bibliografía .......................................................................... 157
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 11 Memoria
I.2 CÁLCULOS ................................................................................. 159
1.- Diseño de los baños de proceso ......................................... 159
1.1.- Cálculo del espesor de la chapa del baño ....................... 160
1.2.- Cálculo de la flecha máxima de la pared del
baño ....................................................................................... 162
1.3.- Cálculo de las vigas de sujeción ...................................... 163
1.4.- Cálculo de los cordones de soldadura ............................ 167
2.- Cálculo de las tapas de los baños ........................................ 170
3.- Cálculo del caudal de aire necesario para la
agitación de los baños ............................................................. 171
4.- Cálculo de la aspiración de los baños .................................. 174
5.- Cálculos de la calefacción en los baños .............................. 179
6.- Cálculos de los aislantes de los baños ................................. 184
I.3 ANEXOS ..................................................................................... 188
1.- Valores tabulados para una placa rectangular sometida
a una carga uniformemente repartida. ................................................ 189
2.- Propiedades de los materiales ferrosos. .......................................... 190
3.- Características de los perfiles IPN. ................................................... 191
4.- Espesores de soldadura. .................................................................. 192

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 12 Memoria
5.- Factor de fricción para tuberías comerciales, nuevas, de
acero, con flujo en la zona total de turbulencia.................................... 192
6.- Valores recomendados para la velocidad de captura ...................... 193
7.- Diámetro equivalente en los conductos rectangulares.................... 194
8.- Perdidas por rozamiento del aire en conductos
circulares .............................................................................................. 196
9.- Perdidas de carga de los accesorios ................................................ 197
10.- Propiedades del aire ...................................................................... 198
11.- Propiedades del agua .................................................................... 198

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 13 Memoria
DOCUMENTO Nº2: Pliego de condiciones.
1.- Objetivo ............................................................................. 202
2.- Disposiciones generales ..................................................... 202
2.1. Contradicciones, omisiones o errores ............................. 202
2.2. Trabajos preparatorios ................................................... 202
o 2.2.1. Comprobación de replanteo .................................. 203
o 2.2.2. Fijación y conservación de puntos de
replanteo ......................................................................... 204
o 2.2.3. Programación de los trabajos ................................ 204
2.3. Plazos de ejecución ......................................................... 204
2.4. Desarrollo y control de los trabajos ................................ 204
o 2.4.1. Equipos y maquinaria ............................................ 205
o 2.4.2. Ensayos .................................................................. 205
o 2.4.3. Materiales ............................................................. 205
o 2.4.4. Acopios .................................................................. 207
o 2.4.5. Trabajos nocturnos ............................................... 207
o 2.4.6. Accidentes de trabajo ............................................ 208
o 2.4.7. Descanso en días festivos ...................................... 208
o 2.4.8. Trabajos defectuosos o no autorizados ................. 209
o 2.4.9. Señalización de las obras ....................................... 209
o 2.4.10. Precauciones especiales ...................................... 209
o 2.4.11. Personal técnico .................................................. 210
2.5. Medición de las obras ..................................................... 211
2.6. Certificaciones ................................................................ 211
o 2.6.1. Precio unitario ....................................................... 211
o 2.6.2. Partidas alzadas ..................................................... 211
o 2.6.3. Instalaciones y equipos .......................................... 211

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 14 Memoria
2.7. Legislación social ............................................................ 212
2.8. Gastos de cuenta del contratista .................................... 212
2.9. Ingeniero director de obras ............................................ 213
2.10. Recepciones, garantías y obligaciones del
contratista ............................................................................. 214
o 2.10.1. Recepción provisional .......................................... 214
o 2.10.2. Plazo de garantía ................................................. 215
o 2.10.3. Recepción definitiva ........................................... 215
o 2.10.4. Prescripciones particulares .................................. 215
3.- Medición y abonos de las obras. ........................................ 216
3.1. Mediciones y valoraciones .............................................. 216
3.2. Condiciones económicas ................................................. 216
3.3. Condiciones de índole legal ............................................ 216
4.- Ejecución de las obras. ....................................................... 216
4.1. Ejecución general ............................................................ 216
4.2. Replanteo ....................................................................... 217
4.3. Orden de los trabajos ..................................................... 217
4.4. Marcha de las obras ........................................................ 217
4.5. Obra civil ......................................................................... 218
4.6. Instalaciones varias ......................................................... 218
4.7. Responsabilidad de la contrata ....................................... 218
4.8. Dirección de los trabajos ................................................. 218
4.9. Legalización .................................................................... 219
5.- Condiciones de los materiales y equipos. .......................... 219
5.1. Referencias y normativas ................................................ 219
5.2. Condiciones para los materiales ..................................... 220
o 5.2.1. Condiciones generales para los
materiales ........................................................................ 220
o 5.2.2. Condiciones para las tuberías ................................ 220
o 5.2.3. Condiciones para las bridas ................................... 221

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 15 Memoria
o 5.2.4. Condiciones para los accesorios
soldables ......................................................................... 221
o 5.2.5. Condiciones para las válvulas ................................ 222
o 5.2.6. Condiciones para las juntas ................................... 222
o 5.2.7. Condiciones de las planchas para la
fabricación de equipos .................................................... 222
o 5.2.8. Condiciones para la soldadura ............................... 222
o 5.2.9. Condiciones para el hormigón armado .................. 223
5.3. Condiciones para los equipos ......................................... 223
o 5.3.1. Condiciones para las bombas ................................ 223
o 5.3.2. Condiciones para los equipos de
extracción de gases ......................................................... 224
o 5.3.3. Condiciones para las resistencias
eléctricas ......................................................................... 2245
o 5.3.4. Condiciones para el equipo de agua
desmineralizada .............................................................. 225
5.4. Condiciones sobre instalaciones ..................................... 225
o 5.4.1. Condiciones sobre pintura y preparación
de superficies .................................................................. 225
o 5.4.2. Condiciones para los aislamientos ......................... 226
o 5.4.3. Condiciones para la instrumentación ..................... 227
o 5.4.4. Condiciones de los equipos eléctricos ................... 227
o 5.4.5. Condiciones del aire para la agitación de
los tanques ...................................................................... 227
o 5.4.6. Condiciones del sistema de rebose y
desagüe ........................................................................... 227
o 5.4.7. Condiciones de seguridad de los equipos ............... 228
o 5.4.8. Prueba de los sistemas antes de la
puesta en marcha ............................................................ 228
o 5.4.9. Lavado de los equipos ........................................... 228
o 5.4.10. Condiciones de la obra civil ................................. 228

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 16 Memoria
6.- Seguridad e higiene. .......................................................... 229
6.1. Objeto ............................................................................. 229
6.2. Identificación de operaciones de riesgo ....................... 229
o 6.2.1. Equipos, maquinaria fija y herramientas ............... 230
o 6.2.2. Manipulación y almacenamiento de
productos químicos ......................................................... 232
o 6.2.3. Maquinaria móvil y vehículos ................................ 234
o 6.2.4. Manipulación de cargas ......................................... 236
- 6.2.4.1. Manipulación manual de cargas ................ 236
- 6.2.4.2. Manipulación de cargas mediante medios mecánicos ................................. 238
o 6.2.5. Lugares y espacios de trabajos .............................. 239
o 6.2.6. Agentes físicos ....................................................... 240
o 6.2.7. Incendio y explosión .............................................. 241
o 6.2.8. Trabajos en altura .................................................. 243
o 6.2.9. Electricidad ............................................................ 244
o 6.2.10. Legislación aplicable ............................................ 245
o 6.2.11. Normativa ............................................................ 246

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 17 Memoria
DOCUMENTO Nº3: Presupuesto.
1.- Baño de desengrase............................................................ 248
2.- Baño de decapado .............................................................. 251
3.- Baño de cromado duro ....................................................... 254
4.- Baño de fosfatado al manganeso........................................ 257
5.- Baños de enjuague ............................................................. 260
6.- Horno para fusión de sales ................................................. 263
7.- Horno de precalentamiento ............................................... 264
8.- Sistemas de calefacción de los baños ................................. 265
9.- Sistema de agitación ........................................................... 267
10.- Sistema de extracción de gases ........................................ 268
11.- Equipo de desmineralización de aguas ............................. 269
12.- Depuradora....................................................................... 270
13.- Puente grúa ...................................................................... 271
14.- Obra civil ........................................................................... 272
15.- Presupuesto general ......................................................... 273

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 18 Memoria
DOCUMENTO Nº4: Planos.
1.- Baño de decapado .............................................................. 276
2.- Baño de desengrase............................................................ 277
3.- Baño de cromado duro ....................................................... 278
4.- Baño de cromado duro con pletinas ................................... 279
5.- Baño de fosfatado al manganeso........................................ 280
6.- Baños de enjuague ............................................................. 281
7.- Distribución de la planta ..................................................... 282

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 19 Memoria

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 20 Memoria
DOCUMENTO Nº1: Memoria, cálculos y anexos.
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 21 Memoria
I.1 MEMORIA DESCRIPTIVA
1.- ANTECEDENTES
1.1.- PROPUESTA DEL PROYECTO

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 22 Memoria

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 23 Memoria

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 24 Memoria
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 25 Memoria
1.2.- ADJUDICACIÓN DEL PROYECTO

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 26 Memoria
2.- JUSTIFICACIÓN Y OBJETO DEL PROCESO
2.1.- JUSTIFICACIÓN DEL PROYECTO
La empresa española de mecanizado “MecaRodríguez” ha firmado
recientemente un contrato con una multinacional para la fabricación de un tipo
de eje hidráulico. MecaRodríguez cuenta con unas instalaciones de
mecanizado de última generación pero no dispone entre sus instalaciones con
un taller de tratamientos superficiales imprescindible para el acabado de estas
piezas.
De acuerdo a la situación económica en la que nos encontramos y
habiendo evaluado las diferentes alternativas, la dirección de MecaRodríguez
ha decidido habilitar una nave de sus instalaciones para la creación de un taller
de tratamientos superficiales. Esta opción otorga a la empresa la posibilidad de
abrirse a nuevos mercados y eliminar los costos asociados a la contratación de
este tipo de servicios.
El objetivo de este proyecto es diseñar una planta de tratamientos
superficiales que cumpla como mínimo con las exigencias del nuevo contrato:
El eje a realizar lleva los siguientes tratamientos asociados: Cromado
duro, fosfatado al manganeso y nitrurado blando.
El eje debe ajustarse a los planos entregados.
La planta debe soportar una producción de 10.000 piezas/año.
2.2.- OBJETO DEL PROYECTO
El objeto de este proyecto es el Diseño de una Planta de Tratamientos
Superficiales para los tratamientos de Cromado duro, Nitrurado blando y
Fosfatado al manganeso sobre unos ejes de acero F-129 bonificado.
Tras un mecanizado previo, con estos tratamientos lo que se consigue
es otorgar a los ejes una dureza superficial muy elevada y dar a las piezas
unas propiedades anticorrosivas importantes.
Los ejes en el día de mañana formarán parte de conjuntos sofisticados,
de ahí la importancia que adquiere el hecho de que la pieza no sufra
fenómenos que puedan inutilizarlas, como puede ser la corrosión o el desgaste.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 27 Memoria
El contratista exige que la empresa soporte una capacidad de al menos
10.000 piezas al año y se ajuste a las dimensiones dadas por los planos, no
obstante, la planta se sobredimensionará en cierta medida para que la empresa
pueda hacer frente a futuros proyectos con piezas y capacidades diferentes.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 28 Memoria
3.- LOCALIZACIÓN
La empresa MecaRodriguez tienes sus instalaciones en el parque
tecnológico TecnoBahía y el taller se instalará en una nave que la empresa
tenía anteriormente destinada al almacenamiento de maquinaria antigua.
Dicho lugar ofrece, por su ubicación geográfica y por sus excelentes
comunicaciones marítimas, terrestres y aéreas un centro de interés preferente
para el desarrollo de operaciones comerciales a todos los niveles.
La seguridad permanente en todo el recinto y sus instalaciones aportan
un elemento de importante valor para todas las empresas instaladas.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 29 Memoria
4.- INGENIERÍA DE LOS PROCESOS
4.1.- JUSTIFICACIÓN DE LOS PROCESOS SELECCIONADOS
Los ejes que estamos fabricando podrían dividirse en tres partes:
Figura 1: Imagen eje
Parte cromada
Parte nitrurada y fosfatada.
Parte fosfatada.
Todos los tratamientos aplicados al eje van buscando evitar el desgaste
y la corrosión que pudiesen aparecer en la pieza por su utilización y por la
interacción con agentes externos. Para entender mejor estos fenómenos
vamos a describir como se producen y cuáles son sus orígenes
4.1.1.- Desgaste de metales
La calidad de la mayoría de los productos de metal depende de la
condición de sus superficies y del deterioro de la superficie debido al uso. Este
deterioro es importante también en la práctica de la Ingeniería y suele ser el
factor principal que limita la vida y el desempeño de los componentes de una
máquina.
El desgaste se puede definir como el deterioro no intencional resultante
del empleo o del ambiente; puede considerarse esencialmente como un
fenómeno de superficie. El desgaste es una de las influencias más destructivas
a que están expuestos los metales, y de ahí la gran importancia de su estudio.
El desplazamiento y la separación de las partículas mecánicas de una
superficie mecánica puede producirse por contacto con: a) otro metal (desgaste
adhesivo metálico), b) un abrasivo metálico o no metálico (abrasión), o c)
líquidos o gases en movimiento (erosión). La erosión se acompaña
generalmente por una forma de corrosión. Los tipos de desgaste mencionados
pueden subdividirse en desgaste por fricción rodante o por fricción deslizante y,
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 30 Memoria
además, dependiendo de la posibilidad de utilizar lubricantes.
El desgaste que implica un solo tipo es raro, y en la mayoría de los
casos ocurren el desgaste abrasivo y el adhesivo. Cada forma de desgaste
está afectada por una variedad de condiciones, incluyendo ambiente, tipo de
carga aplicada, velocidades relativas de las piezas que se acoplan, lubricante,
temperatura, dureza, terminado de la superficie, presencia de partículas
extrañas, y su composición y compatibilidad de las piezas de acoplamiento
implicadas. Como en la mayoría de las aplicaciones mecánicas, el desgaste
rara vez puede evitarse por completo aún con la mejor lubricación; es práctica
común utilizar un metal duro y uno relativamente blando de forma conjunta.
4.1.1.1.- Mecanismos de desgaste
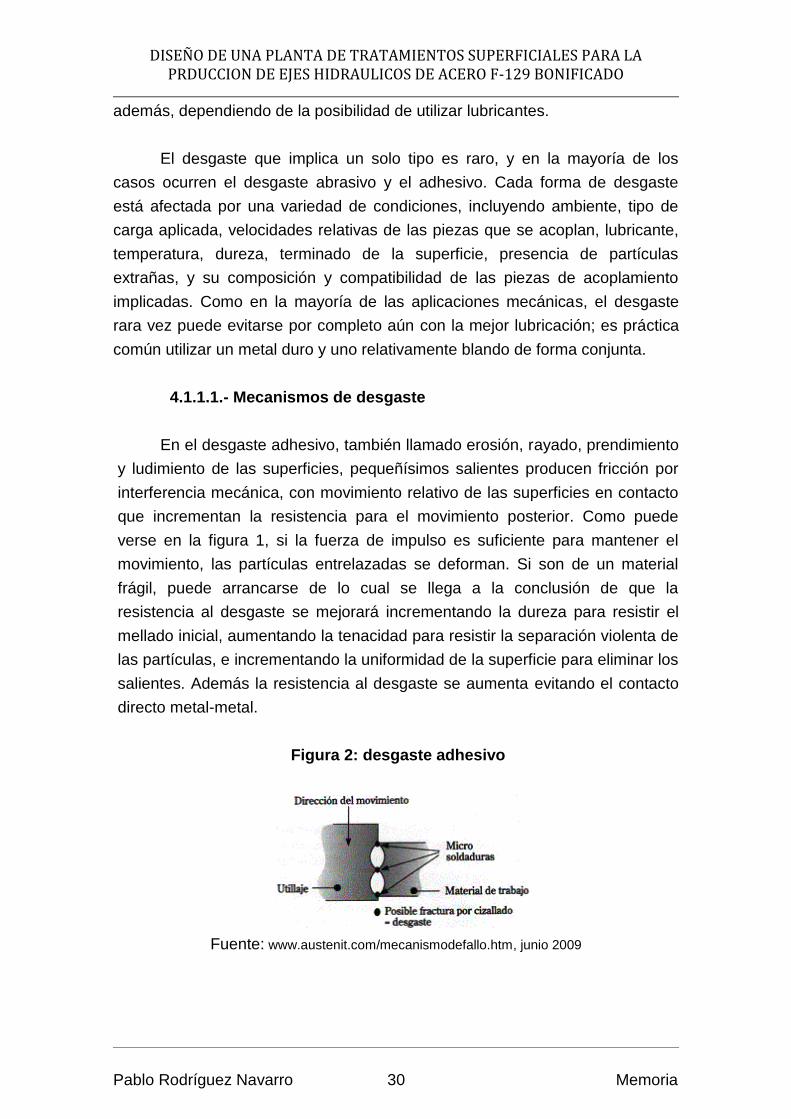
En el desgaste adhesivo, también llamado erosión, rayado, prendimiento
y ludimiento de las superficies, pequeñísimos salientes producen fricción por
interferencia mecánica, con movimiento relativo de las superficies en contacto
que incrementan la resistencia para el movimiento posterior. Como puede
verse en la figura 1, si la fuerza de impulso es suficiente para mantener el
movimiento, las partículas entrelazadas se deforman. Si son de un material
frágil, puede arrancarse de lo cual se llega a la conclusión de que la
resistencia al desgaste se mejorará incrementando la dureza para resistir el
mellado inicial, aumentando la tenacidad para resistir la separación violenta de
las partículas, e incrementando la uniformidad de la superficie para eliminar los
salientes. Además la resistencia al desgaste se aumenta evitando el contacto
directo metal-metal.
Figura 2: desgaste adhesivo
Fuente: www.austenit.com/mecanismodefallo.htm, junio 2009

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 31 Memoria
En la figura 2 observamos que el desgaste abrasivo ocurre cuando
partículas duras se deslizan o ruedan bajo presión a través de una superficie, o
cuando una superficie dura se frota a través de otra. Las partículas
desgastadas por rozamiento del objeto más duro tienden a rasguñar o acanalar
al material más suave. Estas partículas duras también pueden penetrar al metal
más suave y producir la violenta separación de las partículas metálicas.
La facilidad con que el metal deformado puede arrancarse violentamente
depende de la tenacidad; por tanto, la dureza y la tenacidad, las mismas
propiedades que influyen en el desgaste adhesivo, también determinan el
desgaste abrasivo. De estos dos factores, la dureza es probablemente el más
importante
Figura 3: desgaste abrasivo
Fuente: www.austenit.com/mecanismodefallo.htm, junio 2009
4.1.1.2 Factores que influyen en el desgaste
La lubricación es un factor de contribución importante para la resistencia
al desgaste, sobre todo en desgaste adhesivo. En lubricación de “película
gruesa”, una película de lubricación suficientemente gruesa elimina por
completo el contacto metálico, y el desgaste metálico se reduce a una cantidad
despreciable; sin embargo, esta es la condición ideal y se da con más
frecuencia la “lubricación límite”. Esta es la condición de contacto metálico
intermitente que ocurre cuando la película de aceite no puede mantenerse
continuamente. En condiciones límite, la cantidad de desgaste depende de la
velocidad, de la presión, de la naturaleza de las superficies que están en
contacto y de la eficacia de la película residual de aceite; pero, en muchos
casos, la lubricación no es práctica, o no se necesita, como en el sistema de
frenos.
Aunque la fusión de los metales ocurre sólo en casos raros, el efecto del
calor producido por desgaste seco puede reducir la resistencia al desgaste en

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 32 Memoria
diversas formas. Puede revenir estructuras endurecidas, producir cambios de
fase que incrementan la dureza y la fragilidad y disminuir las propiedades
mecánicas, y acelerar las reacciones de corrosión.
El factor dominante producido por fricción en los materiales no metálicos
se cree que sea la soldadura. Los átomos de metales iguales o
cristalográficamente similares tienen fuerzas de cohesión muy intensas.
Cuando dos superficies limpias del mismo metal se tocan efectivamente entre
sí, se soldarán debido a la atracción atómica. Si, por fricción, se aplica
suficiente presión para romper a través de cualquier material residual de
separación, tal como aceite, polvo o humedad absorbida, y las superficies
están en contacto suficiente para que tenga lugar una deformación elástica o
plástica, tiene lugar el aferramiento o la soldadura. La adhesión puede causar
que el movimiento se detenga por completo o, si no se evita el movimiento
relativo, pueden arrancarse algunos pedazos de la cara opuesta. La
protuberancia resultante puede producir rasguñado, dañado y excesivo
desgaste local.
Muchos métodos pueden utilizarse para minimizar el peligro de
adhesión. Uno es emplear capas delgadas de material duro de revestimiento.
La utilización de por lo menos un metal que forme alguna clase de película de
lubricación o un revestimiento delgado, de óxido, sulfuro o fosfuro
estrechamente adherible suele ser útil. El óxido de aluminio es muy efectivo
para evitar la soldadura. Para piezas que funcionan bajo presiones tan altas
que la deformación elástica permite contacto íntimo, el mejor método
preventivo es un lubricante que se combine con la superficie del metal a fin de
formar un producto de “corrosión” de suficiente resistencia para mantener las
superficies separadas. El uso de materiales de límite elástico alto minimizará la
adherencia debido al contacto íntimo producido por deformación plástica.
El impacto es un factor en el desgaste, ya que la carga aplicada
repentinamente puede producir flujo plástico y un cambio en forma. Un diseño
adecuado debe proporcionar una resistencia a la cadencia compresiva en la
superficie, superior al esfuerzo compresivo producido por las cargas aplicadas
con impacto y suficiente soporte, de manera que no ocurra flujo subsuperficial.
La falla por fatiga se incluye en un estudio de desgaste, ya que es una
deterioración gradual debida al uso. Un diseño adecuado para eliminar las
concentraciones de esfuerzos en muescas y ángulos agudos incrementará la
resistencia a la fatiga. Como las fallas por fatiga se deben siempre a esfuerzos
tensiles, un esfuerzo residual compresivo en la superficie proporcionará
protección adicional. Esto puede llevarse a cabo por endurecimiento superficial
como Nitro-carburación.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 33 Memoria
4.1.2.- Corrosión en los metales
En sentido amplio, la corrosión puede definirse como la “destrucción de
un material por interacción química, electroquímica o metalúrgica entre el
medio y el material”. Generalmente es lenta, pero de carácter persistente. En
algunos ejemplos, los productos de la corrosión existen como una película
delgada adherente que solo mancha o empaña el metal y puede actuar como
un retardador para ulterior acción corrosiva. En otros casos, los productos de la
corrosión son de carácter voluminoso y poroso, sin ofrecer ninguna protección.
La principal causa de la corrosión es la inestabilidad de los metales en
sus formas refinadas; los mismos tienden a volver a sus estados originales a
través de los procesos de corrosión.
En la figura 3 podemos observar un ejemplo de corrosión originada en el
interior de una tubería de vapor y, debido a falta de mantenimiento, se
exteriorizó, causando con ello una degradación mucho más acelerada de la
tubería.
Figura 4. Corrosión en una tubería de vapor
Fuente: www.materialsengineer.com/CA-corrosion.htm, junio 2009
4.1.2.1.- Principios electroquímicos
La corrosión es esencialmente un proceso electroquímico que origina
parte o el total del metal que está transformándose del estado metálico al
iónico. La corrosión requiere un flujo de electricidad entre ciertas áreas de la
superficie de un metal a través de un electrolito, el cual es cualquier solución
que contiene iones. Los iones son átomos o grupos de átomos eléctricamente
cargados; por ejemplo, el agua pura contiene iones hidrógeno positivamente

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 34 Memoria
cargados (H+) e iones hidróxilo negativamente cargados (OH-) en cantidades
iguales. Por tanto, el electrolito puede ser agua pura, agua salada, o soluciones
ácidas o alcalinas de cualquier concentración. Para completar el circuito
eléctrico, debe haber dos electrodos, un ánodo y un cátodo, mismos que deben
conectarse. Los electrodos pueden ser dos diferentes clases de metales o
distintas áreas sobre la misma pieza de metal. La conexión entre el ánodo y el
cátodo puede ser mediante un puente metálico, pero en la corrosión se lleva a
cabo simplemente por contacto. Para que fluya la electricidad, debe haber una
diferencia de potencial entre los electrodos.
Si una pieza de hierro común se coloca en una solución de ácido
hidroclórico, se observará un vigoroso burbujeo de gas hidrógeno. Sobre la
superficie del metal hay numerosas y pequeñísimas áreas cátodo y ánodo
producidas por las inclusiones en el metal, las imperfecciones superficiales, los
esfuerzos localizados, la orientación de los granos o quizá las variaciones en el
medio. En el ánodo, los átomos de hierro positivamente cargados se separan
por sí mismos de la superficie sólida y entran a la solución como iones
positivos, mientras que las cargas negativas, en la forma de electrones, se
dejan atrás en el metal. En el cátodo, los electrones chocan y neutralizan
algunos iones hidrógeno positivamente cargados, los cuales han llegado a la
superficie a través del electrolito. Al perder su carga, los iones positivos llegan
a ser átomos neutrales nuevamente y se combinan para formar gas hidrógeno.
Así, conforme este proceso avanza, la oxidación y la corrosión del hierro se
presentan en los ánodos, y el desvestimiento de hidrógeno ocurre en los
cátodos. La cantidad de metal que se disuelve es proporcional al número de
electrones que fluyen, lo cual a su vez depende del potencial y de la resistencia
del metal.
Para que la corrosión prosiga, es necesario eliminar los productos de
corrosión del ánodo y del cátodo. En algunos casos, la evolución del gas
hidrógeno en el cátodo es muy lenta, y la acumulación de una capa de
hidrógenos sobre el metal retarda la reacción, lo cual se conoce como
polarización catódica; sin embargo, el oxígeno disuelto en el electrolito puede
reaccionar con hidrógeno acumulado para formar agua, permitiendo de este
modo que la corrosión avance. Para hierro y agua, la rapidez de eliminación de
la película depende de la concentración efectiva de oxígeno disuelto en agua
adyacente al cátodo. Esta concentración efectiva depende, a su vez del grado
de aceleración, de la cantidad de movimiento, de la temperatura, de la
presencia de sales disueltas y de otros factores.
Los productos de los procesos del ánodo y del cátodo frecuentemente
chocan y entran en reacciones ulteriores que dan muchos de los comunes y
visibles productos de corrosión; por ejemplo, con hierro en agua, los iones

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 35 Memoria
hidróxilo formados por la reacción catódica, en su migración a través del
electrolito hacia el ánodo, encuentran iones ferrosos que se mueven en la
dirección opuesta, y se combinan para formar hidróxido férrico, el cual se
precipita como en forma de herrumbre de hierro. Dependiendo de la
alcalinidad, del contenido de oxígeno y de la agitación de la solución, esta
herrumbre se puede formar ya sea lejos de la superficie de hierro o muy
próxima a ella, donde puede ejercer más influencia sobre el ulterior progreso de
corrosión.
4.1.2.2 Métodos para combatir la corrosión
Muchos métodos se emplean industrialmente para evitar la corrosión
mediante la selección de la aleación y estructura propias o por medio de
protección de la superficie de un material dado. Los métodos más importantes
son:
4.1.2.2.1 Utilización de metales de alto grado de pureza
En la mayoría de los casos, la utilización de metales con alto grado de
pureza tiende a reducir la corrosión por agujeros en la superficie, con lo cual se
mejora la resistencia a la corrosión.
4.1.2.2.2 Empleo de adiciones de aleación
Las adiciones de aleación pueden reducir la corrosión mediante diversos
métodos; por ejemplo, los aceros austeníticos inoxidables, cuando se enfrían a
través de un intervalo de temperatura desde unos 900 hasta 1,400 °F,
precipitan carburos de cromo en las fronteras del grano, precipitación que
agota el cromo en las fronteras y las hace susceptibles a corrosión
intergranular. Este tipo de corrosión puede evitarse ya sea reduciendo el
contenido de carbono a un valor bajo (inferior a 0.03%) o convirtiendo el
carburo a una forma más estable. El último método se utiliza más ampliamente
e incluye la adición de titanio o columbio. Estos elementos tienen gran afinidad
por el carbono, produciendo carburos muy estables que no son solubles en
austenita a alta temperatura. Esto deja muy poco carbono disponible para
combinarlo con el cromo y da como resultado lo que se conoce como acero
inoxidable estabilizado. Algunas adiciones de aleación mejoran la resistencia a
la corrosión formando películas de óxido superficial no porosas y adherentes o
ayudando a su formación. Esto es particularmente cierto en adiciones de
manganeso y aluminio a aleaciones al cobre, en adiciones de molibdeno a
aceros inoxidables, y en adiciones de magnesio a aluminio.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 36 Memoria
4.1.2.2.3 Utilización de tratamientos térmicos especiales
El tratamiento térmico que origina la homogenización de soluciones
sólidas, especialmente en aleaciones fundidas que están sujetas a una
composición variable de cristales individuales a través de la pieza fundida,
tiende a mejorar la resistencia a la corrosión. Los tratamientos para suprimir las
tensiones ocasionadas por el trabajo en frío se aplican mucho para mejorar la
resistencia de las aleaciones susceptibles a corrosión por esfuerzo.
4.1.2.2.4 Diseño adecuado
El diseño adecuado debe mantener el contacto con el agente de
corrosión al mínimo. Las uniones deben diseñarse adecuadamente para reducir
la tendencia a que los líquidos entren y sean retenidos. El contacto entre
materiales alejados en la serie electromotriz debe evitarse; en caso contrario,
deben separarse por hule o plástico para reducir la posibilidad de corrosión
galvánica.
4.1.2.2.5 Protección catódica
La protección catódica se obtiene colocando el metal, que normalmente
sería corroído, en contacto eléctrico con uno que esté encima de él en la serie
galvánica o, en otras palabras, uno más electronegativo. De este modo, el
metal más activo llega a ser el ánodo, lo cual es esencialmente una batería
galvánica en la que el metal corrosible se hace trabajar como cátodo. Los
metales utilizados generalmente para proporcionar este tipo de protección son
el zinc y el magnesio.
4.1.2.2.6 Empleo de inhibidores
Los inhibidores son agentes químicos que cuando se añaden a la
solución corrosiva, reducen o eliminan su efecto corrosivo. En la mayoría de los
casos, el inhibidor formará una capa protectora sobre la superficie del metal.
Los inhibidores se agregan a las mezclas anticongelantes utilizadas en los
radiadores de los automóviles. Cuando se agrega a la solución corrosiva, los
agentes de oxidación producirán películas de óxido sobre aluminio, cromo y
manganeso.
4.1.2.2.7 Revestimientos superficiales
Los revestimientos de las superficies abarcan pinturas, películas de
óxido y de sal y revestimientos metálicos.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 37 Memoria
4.1.3.- Conclusión
Una vez explicados los fenómenos de desgaste y de corrosión se
procede a justificar las distintas partes del eje.
Figura 5
La parte A del pistón irá en contacto durante su funcionamiento con una
empaquetadura de teflón lo que nos permite aplicar un tratamiento como el
cromado duro. Este tratamiento nos da una elevada dureza lo que impide el
desgaste de la pieza durante su funcionamiento. Asimismo la capa de cromo
permite proteger al acero base frente a la corrosión desarrollando propiedades
que veremos extendidamente cuando expliquemos este proceso.
La parte B del pistón ira en contacto con un rascador de bronce. En esta
parte se desea conseguir las mismas características que en la parte A, no
obstante, para evitar el agarrotamiento, fusión y posible fractura de metales es
conveniente evitar el contacto directo metal-metal. Si además se añade que
tanto el bronce o como el cromo son materiales de gran dureza el riesgo de
que se produzca el gripado del eje aumenta considerablemente.
Finalmente se ha optado por un tratamiento termoquímico, la nitruración
blanda, este tratamiento aunque no da durezas tan altas como el cromado
duro, si da una dureza suficiente para garantizar su funcionamiento. Este
tratamiento a su vez proporciona mejoras en las propiedades anticorrosivas del
acero base, sin embargo para potenciar sus características de antifricción y
asegurar su correcto funcionamiento se le aplicará un fosfatado al manganeso.
Este es autolubricante por lo que mejora el deslizamiento entre ambas partes
La parte C del pistón es por la que se realiza la unión del pistón a la
estructura. Esta parte no sufrirá fenómenos de desgaste aunque si es
necesario protegerla contra la corrosión y llevará asociado únicamente el
fosfatado al manganeso.
A B C

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 38 Memoria
4.2.- ESQUEMA GENERAL DEL PROCESO
4.3.- OPERACIONES PREVIAS
Las operaciones previas a los tratamientos consisten en las distintas
operaciones realizadas para dejar la superficie de las piezas listas para que los
tratamientos tengan los efectos deseados y calculados. En este caso estas
operaciones consisten en un desengrase, un decapado y una serie de baños
de enjuague que se describen a continuación.
4.3.1.- Desengrase
Dentro de las etapas de limpieza la primera es el desengrase que se
emplea para eliminar grasas, aceites de corte procedente de los procesos de
fabricación (taladrina por ejemplo), determinados tipos de tinta y de ceras
procedentes de las etapas de fabricación de las piezas. Si las grasas que
acompañan a los ejes no se eliminaran, contaminarían los baños de decapado,
los baños de tratamiento y no se obtendrían los resultados esperados. La

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 39 Memoria
actividad que se realiza en esta etapa es fundamental para las etapas
posteriores del proceso.
El desengrase puede ser ácido o alcalino aunque existen casos donde
se utilizan desengrases decapantes, donde se realiza simultáneamente el
desengrase y el decapado.
Los baños de desengrase tienen en su composición agentes
tensoactivos que emulsionan los aceites y las grasas adheridos a la superficie
de la pieza. La efectividad del baño de desengrase depende fundamentalmente
de la concentración de los agentes desengrasantes, temperatura del propio
baño y duración del tratamiento.
Desengrase ácido
Los baños de desengrase ácido se componen de ácidos inorgánicos
como el ácido clorhídrico y/o o-fosfórico, solubilizantes y agentes
anticorrosivos. Este tipo de baños forma emulsiones de aceites estables por lo
que no es posible la separación de aceites y grasas para su eliminación
periódica del baño
La temperatura de trabajo de este tipo de desengrase suele ser
relativamente baja, entre 20 ºC y 40 ºC.
Desengrase alcalino
Se distingue entre los desengrases alcalinos de alta temperatura (en
torno a 85 ºC) y los de baja temperatura (en torno a 40 ºC).
La composición básica de estos baños de desengrase es el hidróxido
sódico al que suelen añadirse otras sustancias con propiedades alcalinas como
carbonato sódico, silicato sódico, fosfatos alcalinos, etc. Asimismo, se añaden
agente tensoactivos específicos (jabones), emulsionantes y dispersantes que
facilitan la limpieza.
Este tipo de tratamientos es más eficaz que el anterior, pero en este
caso es necesaria la existencia de una etapa de lavado intermedia previo al
proceso de decapado, para evitar la neutralización paulatina del baño de
decapado debido al arrastre de solución del desengrase
En esta planta se va a trabajar con un proceso de desengrase ácido a
alta temperatura por su mayor eficacia. El baño consistirá en una disolución de
GARDOCLEAN 344 o producto equivalente.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 40 Memoria
4.3.2.- Decapado
El proceso de decapado tiene como objetivo eliminar la cascarilla de
fabricación, los óxidos metálicos, el orín de las piezas, etc., para que las piezas
se queden químicamente limpias.
La cuba de decapado podrá estar compuesta por una disolución de
ácido clorhídrico o una disolución de ácido sulfúrico, no obstante en nuestro
caso utilizaremos el ácido clorhídrico.
La velocidad de este proceso viene favorecida por un aumento en la
concentración del ácido, temperatura o la agitación. La acción del ácido
clorhídrico también se ve favorecida a medida que aumenta la concentración
de sales de hierro disueltas hasta llegar a un punto donde la actividad del baño
empieza a disminuir, por lo que es necesario aplicar adiciones periódicas de
ácido para mantenerla. También será necesario reponer las pérdidas
producidas tanto por la evaporación como por arrastre de las piezas
4.3.3.- Enjuague o lavado
La operación de lavado es fundamental en los procesos de tratamientos
superficiales para evitar la contaminación cruzada entre baños de proceso y
detener la acción del electrolito sobre la superficie tratada. El caudal de agua
necesario para efectuar correctamente el lavado de las superficies tratadas es
un parámetro que, normalmente, determina las dimensiones de los sistemas de
gestión y los tratamientos posteriores de las aguas residuales generadas. Este
caudal depende de muchos factores y, en función del diseño de la planta
galvánica, puede ser muy superior al mínimo necesario, siendo este hecho muy
habitual. Por tanto, es muy importante que el sistema de lavado escogido
permita obtener la calidad de lavado necesaria con el mínimo consumo de
agua, hecho que, por otro lado también implica una reducción del caudal de las
aguas residuales.
El principal factor que influye en los caudales de lavado es el arrastre.
Éste, por su lado, puede venir condicionado por la forma y la rugosidad
superficial de la pieza, por la viscosidad del proceso, etc.
En esta planta se va a seleccionar un enjuague simple en el que las
piezas se extraen del baño de tratamiento, se introducen en el baño de
enjuague y salen para el siguiente tratamiento. Para asegurar un correcto
enjuague las piezas se extraen y se introducen varias veces en el baño de
enjuague.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 41 Memoria
Figura 6: Enjuague simple
Fuente: Guía de Mejores Técnicas Disponibles en España del Sector de Tratamiento de
Superficies Metálicas y Plásticas
4.4.- PROCESO CROMADO DURO
4.4.1.- Generalidades
El cromo es un metal de transición duro, frágil, gris acerado y brillante.
Es muy resistente a la corrosión.
Su estado de oxidación más alto es el +6, aunque estos compuestos son
muy oxidantes. Los estados de oxidación +4 y +5 son poco frecuentes,
mientras que los estados más estables son +2 y +3. También es posible
obtener compuestos en los que el cromo presente estados de oxidación más
bajos, pero son bastante raros.
El cromo se obtiene a partir de la cromita (FeCr2O4) y se obtiene
comercialmente calentando la cromita en presencia de aluminio o silicio
(mediante un proceso de reducción). Aproximadamente la mitad de la cromita
se extrae de Sudáfrica aunque también se obtiene en grandes cantidades en
Kazajistán, India y Turquía.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 42 Memoria
4.4.2.- Estudio del cromado duro
4.4.2.1.- Historia del proceso
Desde el origen de la civilización la humanidad ha ambicionado poseer
el brillo de ciertos metales. La práctica ciertamente es de origen antiguo: en
Asia, Egipto, Grecia, Roma y durante el Renacimiento se utilizó el arte de dorar
recubriendo con una delgada capa de oro real o artificial para embellecer
superficies de madera, metal, marfil, cuero, porcelana y tejidos además de
elementos decorativos, cúpulas y bóvedas de edificios
El cromo fue descubierto por primera vez en 1797 por el químico francés
Louis Nicolas Vauquelin, que lo denomino cromo (del griego chroma, ‘color’)
debido a los múltiples colores de sus compuestos.
En 1812, Michael Faraday asistió a unas conferencias del insigne
químico Humphry Davy convirtiéndose al final en su ayudante. Desde 1807
Davy ensayaba haciendo pasar una corriente eléctrica a través de una solución
de sosa cáustica y potasa con el fin de separar componentes químicos puros.
De esta manera demostró el principio de la electrólisis. Más tarde, en 1813,
Faraday ya había sustituido a su mentor en el puesto de profesor de química
de la Royal Society y tras numerosos estudios acerca de la electrólisis enuncio
dos leyes fundamentales: la masa de una sustancia depositada por una
corriente eléctrica es proporcional a la cantidad de electricidad que pasa por el
electrolito; y las cantidades de sustancias electrolíticas depositadas por la
acción de una misma cantidad de electricidad son proporcionales a las masas
equivalentes de las sustancias.
Inicialmente los recubrimientos galvánicos empezaron a realizarse con
Níquel para proteger el acero de máquinas y vehículos pero en 1930
aproximadamente, fueron sustituidos por recubrimientos de cromo. Estos
recubrimientos tuvieron una gran aceptación en gran cantidad de elementos
decorativos incluyendo la joyería de imitación. Entonces y queriendo estar a la
vanguardia de la moda y la técnica la industria británica adoptó el cromo como
revestimiento de protección y embellecimiento. Dado que esta capa de cromo
tenía un mantenimiento bajo, no se empañaba por los agente atmosféricos y su
brillo era superior logró desplazar a los recubrimientos de níquel.
Hasta entonces los recubrimientos con cromo se conocían como cromo
decorativo o brillante y consistían en unas finas capas de cromo que se
depositan sobre cobre o níquel para mejorar el aspecto de algunos objetos.
Posteriormente se descubrió mediante estudios que realizando deposiciones
electrolíticas relativamente grandes (0,1 mm) se conseguían superficies muy
duraderas y con bajo coeficiente de rozamiento. La electrodeposición de estas
capas más gruesas de cromo es lo que se conoce como cromado duro.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 43 Memoria
4.4.2.2.- Propiedades.
Las características que en conjunto le dan valor a una película de cromo duro
pueden clasificarse en:
Resistencia al desgaste: La resistencia al desgaste es, sin duda
alguna, la cualidad más apreciada del cromado duro, y los resultados de
ensayos y experimentos llevados a cabo por centros de investigación
especializados en esta materia, han confirmado las ventajas que esta
cualidad puede reportar a amplios sectores de la metalurgia, en los
cuales ha sido siempre una labor fundamental lograr una máxima
resistencia al desgaste que alargue la vida de la pieza, en muchos casos
de costosa y difícil construcción, conservación y reparación.
Como ejemplo de uno de estos ensayos, se utilizará el resultado
de unos estudios comparativos de desgaste de superficies, unas
cromadas y otras sin cromar, realizados por Bureau Veritas.
Para estos ensayos se prepararon probetas de acero al 1,5% de
carbono y 13% de cromo, aleación muy resistente al desgaste y utilizada
entonces corrientemente en la fabricación de hileras. Parte de dichas
probetas fueron cromadas. El ensayo se llevó a cabo según la siguiente
técnica:
Las probetas tenían una superficie plana de 6 x 4 cm, y fueron
sometidas al desgaste en una máquina de tipo “Dorry”, que trabajaba
con una muela de eje vertical a razón de 2.600 vueltas por hora. Las
pérdidas de peso a base de las cuales se determinó el desgaste de la
pieza se midieron, una vez, después de giradas 1.000 vueltas y, otra,
después de girar 4.000 vueltas.
Los resultados comparativos son los siguientes:
RESULTADOS COMPARATIVOS DE PERDIDAS DE PESO POR
ROZAMIENTO DE SUPERFICIES CROMADAS Y SIN CROMAR
Número de vueltas Pérdida de peso de la probeta en miligramos
Cromada Sin cromar
1.000 7,4 78,0
4.000 3,2 6,8

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 44 Memoria
Se comparó al mismo tiempo el desgaste de una probeta de acero
cementado por los procedimientos clásicos de transformación química
superficial y otra probeta de la misma clase de acero pero con un
revestimiento de cromo.
Las dimensiones de ambas probetas eran igualmente de 6 x 4 cm,
y fueron sometidas también a la misma máquina, a razón de 2000
vueltas por hora, cada 1000 de las cuales en el centro de la probeta
correspondía a un recorrido de 1620 metros. El ensayo se dio por
terminado después de 10000 vueltas, y las diferencias de peso
comprobadas después de cada 1000 vueltas quedan señaladas en la
siguiente tabla:
RESULTADOS COMPARATIVOS DE PERDIDAS DE PESO POR
ROZAMIENTO DE SUPERFICIES CROMADAS Y SIN CROMAR
Acero cromado
Pérdida de peso en
miligramos Número de
vueltas
Acero cementado
Perdidas de peso en miligramos
Cada 1000
vueltas
Promedia
por 1000
vueltas
Cada 1000
vueltas
Promedia por
1000 vueltas
a b c d
1,8 1,8 1000 7,4 7,4
2,4 2,1 2000 3,7 5,55
0,6 1,6 3000 3,9 5
0,8 1,4 4000 4,2 4,8
1 1,3 5000 6,2 5,1
2,9 1,6 6000 8,2 5,6
0,3 1,4 7000 1 4,95
0,5 1,3 8000 3,8 4,8
0,7 1,1 9000 2,6 4,55
1,6 1,25 10000 4,8 4,6
Todos estos ensayos se resumen en el gráfico de la siguiente
imagen, en el cual se ve claramente que si bien las curvas presentan
entre sí diferencias bastante marcadas, se relacionan por igual con las
dos clases de materiales ensayados.
La conclusión que se llega después del estudio de estos ensayos,
es que el cromo tenía en aquel caso una resistencia al desgaste de
cinco a ocho veces superior a la resistencia de la misma calidad de

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 45 Memoria
acero sin cromar y sin cementar y cuatro veces superior a la del acero
cementado
Gráfico de pérdida de peso en mg por promedio de 1000 vueltas frente al número de vueltas en millares
La resistencia al desgaste de una película de cromo
correctamente obtenida con el baño normal, está influida principalmente
por la relación densidad de corriente-temperatura, y aumenta con la
elevación simultánea de la temperatura y la densidad de corriente
Resistencia al rayado: Son muchas las aplicaciones del cromo duro
basadas en su elevada resistencia al rayado, cualidad que aumenta el
valor de protección de la película de cromo por la mayor dificultar que
opone a dejar al descubierto el material base bajo presiones causadas
por cualquier canto vivo o arista que se deslice sobre la superficie
cromada. Se ha demostrado que este valor no depende directamente de
la dureza. El estudio de la resistencia de los cuerpos al rayado se realiza
casi exclusivamente para el estudio de los minerales y la escala más
conocida es la establecida por Mohs con 10 unidades solamente, que
comprende desde el talco hasta el diamante, y en la que se sitúa el
cromo en 8,9
0
1
2
3
4
5
6
7
8
Pe
rdid
a d
e p
eso
en
mg
Número de vueltas
Resultados comparativos de perdidas de peso por rozamiento de superficies cromadas y sin cromar
Acero cromado
Acero cementado

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 46 Memoria
Dureza: Se entiende por dureza de un cuerpo la resistencia que opone a
la penetración por otro cuerpo. Sin embargo, a pesar de la sencillez de
esta definición, el estudio y comprobación de esta propiedad es
bastante complejo y tiene muchas facetas que no pueden ser dejadas de
lado sin correr el riesgo de darle a la dureza interpretaciones erróneas.
Aunque la dureza es la propiedad que distingue al cromo cuando es
obtenido por deposición electrolítica de acuerdo con la técnica del
cromado duro, no es esta la más interesante de sus propiedades, ni sus
valores más altos coinciden siempre con las condiciones óptimas de
trabajo de la pieza cromada.
En efecto, la practica ha demostrado que una película de cromo de una
dureza superior a 1000 vickers, no es recomendable en la mayoría de
los casos, por presentarse entonces fenómenos, debidos a las tensiones
internas, que dan lugar a una fragilidad excesiva de la película.
Las causas más importantes de la que podríamos clasificar como
“anormal” dureza del cromo son: el tamaño sumamente pequeño de los
cristales de cromo y la especial deposición que estos adoptan durante la
formación del depósito. La feliz conjunción de estos dos factores puede
explicar la elevada dureza del cromo depositado electrolíticamente.
Influye, además, y en forma notable, el hecho comprobado de la oclusión
de átomos de hidrogeno dentro del cristal cubico de cromo, que se ve
obligado así a tomar una orientación favorable.
Por último, influye también en la dureza la inclusión en la película de
pequeñísimas partículas de óxido de cromo, que ejercen una acción de
taponamiento, impidiendo a la vez el deslizamiento cristalino, tal como
se admite que ocurre en las aleaciones endurecidas por precipitación.
Podemos citar asimismo, aunque ello más bien es una consecuencia de
la oclusión del hidrogeno, las tensiones internas de la película.
La dureza de la película de cromo disminuye ligeramente a partir de los
200ºC; esta disminución es aproximadamente del 50% a unos 600ºC y
del 70% al llegas a los 980ºC. En la práctica, el cromado duro normal
presenta una dureza equivalente a 750 Brinell y a 1000 Vickers
aproximadamente.
Resistencia a la corrosión: Frente a los fenómenos de oxidación, los
metales pueden comportarse como activos o como pasivos, siendo
estos últimos los únicos que, en este aspecto, cabe conceptuar como
metales preciosos y, por consiguientes, resistentes.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 47 Memoria
En la escala de tensiones electrolíticas figura el cromo en relación con el
hierro como sigue:
Metal V
Zinc 0,76
Cromo 0,60
Hierro 0,43
Níquel 0,23
Si se tiene en cuenta que la protección galvanotécnica de los metales se
basa esencialmente en la formación de películas de un metal
electropositivo respecto al metal electronegativo, debería deducirse que
el cromo no puede proteger eficazmente al hierro y si en cambio al zinc.
Pero, en realidad, no es así debido a que la escala de tensiones
corresponde a mediciones teóricas obtenidas con el metal activo,
mientras que, en la práctica, el cromo se “pasiva” rápidamente y
adquiere un potencial electroquímico de la magnitud de un material
noble, protegiendo eficazmente al hierro y al acero, y de ahí la utilización
del cromado duro como protección anticorrosiva.
Es condición esencial para obtener la protección deseada, que no exista
porosidad alguna, pues si un agente corrosivo llega a través de los poros
de la película al material base, la película dejara de ser pasiva y actuará
catódicamente.
Por ello, el espesor de la película de cromo, aplicada directamente sobre
acero con el fin de obtener una protección eficaz y segura, debe tener un
valor mínimo de unos 0,05 mm, el cual deberá ser mayor en piezas de
forma muy irregular, en las cuales debe preverse la imposibilidad de
obtener iguales espesores en determinados rincones y e interiores de la
misma.
Una superficie plana cromada con un espesor de solo 0,04 mm y depuse
de 150 horas de exposición en una cámara de niebla salina, no debe
señalar la presencia de manchas de óxido.
Un factor que permite a la película de cromo duro, aun con espesores
inferiores a 0,05 mm, proteger eficazmente una superficie de acero, es
que ésta haya sido previamente rectificada y pulida y que por ello no
sean presumibles grietas, poros, fisuras, etc. Que reducirían como es
lógico, dicha eficacia. Si se aumenta el espesor hasta llegar a 0,08 mm,
las grietas poros, fisuras, etc., que puedan existir en la superficie antes

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 48 Memoria
del cromado tienen hasta cierto punto poca importancia, pues el
recubrimiento o película constituye ya de por si una envolvente a través
de la cual no pueden filtrarse los agentes atmosféricos o substancias
extrañas corrosivas. Además, con el aumento progresivo del espesor,
van quedando taponadas las microscópicas grietas de la propia película
de cromo.
La protección que confiere la película de cromo es también aumentada
por el hecho de que este metal, por su estructura finamente cristalina
tiene una capacidad de absorción, retención o humedecimiento casi
nula, por lo cual tienden a “resbalar” sobre el cromo roda clase de
líquidos, polvo, grasa, virutas, limaduras, etc.
Como la película de cromo no empieza a oxidarse hasta llegar a unos
800 ºC, esta resistencia a las altas temperaturas ha sido aplicada en
amplios campos industriales. Así, por ejemplo, ciertas pantallas
especiales cromadas que trabajaron a 300 ºC durante cinco años, no
sufrieron pérdidas apreciables en su coeficiente de reflexión, que se
mantuvo alrededor del 65%
Por su poca reactividad con los productos oxidantes o reductores, el
cromo resiste a la mayor parte de ácidos y álcalis.
Coeficiente de rozamiento: una gran parte de los trabajos de cromado
duro están íntimamente relacionados con los rozamientos continuos,
siendo un ejemplo característico el cromado de las camisas y cilindros
de los motores de explosión y el de los cigüeñales.
Esto es debido a que el bajo coeficiente de rozamiento del cromo lo hace
particularmente apto para estos trabajos, como podemos observar en la
siguiente tabla:
COEFICIENTES DE ROZAMIENTO
Metal Estático En deslizamiento
Cromo sobre cromo 0,14 0,12
Cromo sobre antifricción 0,15 0,13
Cromo sobre acero 0,17 0,16
Acero sobre antifricción 0,25 0,20
Antifricción sobre antifricción 0,54 0,19
Acero sobre acero 0,30 0,20

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 49 Memoria
Además, el rozamiento con superficies cromadas es siempre suave y
ligeramente untuoso, y por ello, en lugar de producir sobre las
superficies con las que roza los efectos característicos del desgaste
mecánico (grietas, asperezas, gripaje…) las hace más lisas y finas, aun
rebajando sus dimensiones por efecto del desgaste.
En los aceros, el coeficiente de rozamientos es tanto más bajo cuanto
menos duros sean aquellos y, si deben emplearse aceros aleados o
cementados, es necesario limitar las velocidades, y asegurar además un
acabado perfecto de sus superficies y una abundante y permanente
lubricación
El bronce, aun con buena lubricación, no puede trabajar en contacto con
el cromo, pues existe el riesgo de que se produzcan rápidos
agarrotamientos a consecuencia de cualquier irregularidad o
heterogeneidad en el bronce.
La finura y pulido de la película de cromo, propiedades tan interesantes
desde el punto de vista del rozamiento, constituyen una gran desventaja
debido a la dificultad con que retiene las películas de aceite o lubricante.
En realidad, no es la falta de adherencia del aceite sobre la superficie
cromada lo que dificulta la permanencia de la película de aceite sobre el
cromo, sino su bajo grado de dispersión sobre esta superficie. En efecto,
la adherencia es prácticamente la misma para el cromo que para el
acero pulido.
Afortunadamente, tal dificultad puede vencerse casi por completo con el
cromado poroso, que consiste en una película de cromo en la que se
han formado multitud de pequeños poros, canales o cráteres cada uno
de los cuales constituye un punto de anclaje o apoyo de la película de
aceite, que de esta forma se mantiene entera y constante durante el
trabajo de la pieza
Sin embargo, ese mismo inconveniente constituyo una gran propiedad
aprovechada en el cromado de moldes y cilindros, coquillas, etc., para
materiales plásticos, productos alimenticios, pastas, metales blandos,
etc., todos los cuales no se adhieren al cromo como lo harían, por
ejemplo sobre el acero.
El coeficiente de rozamiento aumenta con la temperatura de trabajo y
alcanza valores altos al llegar a 150ºC. También aumenta con la
rugosidad de la película; pero en cambio la “porosidad” característica
del cromo poroso corriente no ejerce influencia notable
Las condiciones de trabajo de una pieza cromada en relación con el
coeficiente de rozamiento, deben ser estudiadas con cuidado, ya que el

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 50 Memoria
cromado inadecuado de un material puede dar lugar a agarrotamientos y
averías graves. Particularmente difíciles son los casos de recuperación
de piezas desgastadas que anteriormente no estuvieran cromadas y
para las cuales se habían previsto condiciones de trabajo, temperatura,
ajustes engrase y velocidad que pueden resultar inadmisibles una vez
cromadas.
En todos los casos, el coeficiente de rozamiento puede verse
notablemente disminuido mejorando las condiciones de engrase y
escogiendo un tipo adecuado de lubricante.
4.4.2.3.- Fundamentos teóricos
El cromo es un material muy difícil de trabajar en frío porque es muy
duro y quebradizo, en caliente es igual de difícil porque se oxida con una capa
de óxido de cromo duro e infusible. Por estas razones el cromo no se suele
emplear como metal puro salvo en ocasiones muy raras aunque eso sí, entra a
formar parte de numerosas aleaciones.
Debido a las dificultades de la metalurgia del cromo cuando es necesario
aplicarlo se emplean básicamente como recubrimiento electrolítico.
Prácticamente todo el cromado actual se efectúa mediante una solución de
ácido crómico que contiene una pequeña pero bien determinada proporción de
sulfato, ácido sulfúrico generalmente. Las concentraciones absolutas de ácido
crómico y sulfato en el baño, son de importancia secundaria con relación al
factor principal, que es la relación de ácido crómico y sulfato. Esta relación es
mejor mantenerla alrededor de 250:1, y dentro de los límites de 300:1 y 200:1,
relaciones de concentraciones límites entre las cuales se efectúa el depósito de
forma correcta.
LA SOLUCIÓN ELECTROLÍTICA: El baño está compuesto por una
solución electrolítica de ácido crómico que se suministra en forma de Cromylite
k-35 o producto de características similares y ácido sulfúrico, ambos en la
relación antes mencionada de 250:1
REACCIONES ANÓDICAS Y CATÓDICAS: en el transcurso de la
electrólisis, parte del contenido de cromo hexavalente de la solución es
reducido en el cátodo a la forma trivalente; aunque en el ánodo tiene lugar
cierto grado de oxidación, este no es de ningún modo completo, por lo que
durante el funcionamiento normal se acumulan en la solución compuestos de
cromo trivalente, esto es, sulfatos de cromo, (Cr2(SO4)3), y dicromato crómico,
(Cr2(Cr2Oi)3). Aunque parte se pierde por “arrastre”, no debe permitirse que su

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 51 Memoria
concentración llegue a ser excesiva, puesto que los compuesto de cromo
trivalente tienen el efecto de estrechar los límites de las condiciones de trabajo
de la solución de cromado y de disminuir su conductibilidad.
Por otra parte una pequeña concentración de cromo trivalente parece
incrementar algo el poder de penetración de la solución.
En caso de que fuese necesario reducir el contenido en sulfato, esto se
realiza carbonato de bario a razón de 2 g por cada 1 g de ácido sulfúrico a
eliminar.
TEMPERATURA: Debido a la extrema dureza de los depósitos de cromo
y de la natural dificultad de pulirlos, es mejor, si es posible, producir los
recubrimientos brillantes directamente a partir de la solución. En general los
límites de las condiciones del recubrimiento brillante son función de la
temperatura y de la densidad de corriente: se necesitan temperaturas más altas
cuanto mayores son las densidades de corriente.
Los depósitos brillantes no pueden obtenerse fácilmente a temperaturas
por debajo de unos 27 ºC o a densidades de corriente menores de 4,5
amperios por dm2.
En este proyecto la ausencia de brillo no será causa de rechazo de las
piezas ya que al ser rectificadas a fin de obtener las cotas indicadas en el plano
se mejora sensiblemente el acabado, apareciendo el brillo característico de las
superficies cromadas.
RENDIMIENTO Y DENSIDAD DE CORRIENTE: La eficacia catódica o
rendimiento de una solución de cromado, aun bajo las mejores condiciones de
operación es muy baja. Es más alta cuando el baño trabaja en frio, y pueden
obtenerse entonces rendimientos del 35 al 40 %. No obstante los depósitos
obtenidos en estas condiciones son de aspecto garrapiñado y duros. Dentro de
los límites del recubrimiento brillante, esto es, a temperaturas de 40 a 45 ºC, el
rendimiento es mucho más bajo y no excede usualmente del 10 al 15 %.
En la práctica, se utilizan densidades de corriente de 50 amperios por
dm2 y los voltajes que se necesitan usualmente son de 5 o 6 voltios.
PODER DE PENETRACIÓN: El poder de penetración de las soluciones
de cromado es muy bajo, y en algunos casos pueden ser necesarios ánodos
auxiliares en forma de tiras o alambres de plomo para facilitar el recubrimiento
de las superficies recónditas. A causa del bajo rendimiento catódico de la
solución, se desprenden grandes cantidades de gas y si los objetos que se
tratan contienen agujeros, la corriente de burbujas de gas liberado puede

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 52 Memoria
impedir en gran manera la formación del depósito sobre las superficies
próximas a ellas. Por esta razón es mejor tapar estos orificios durante el
cromado.
ACTIVACIÓN DE LA SUPERFICIE METALICA: Para activar la superficie
del acero y que la deposición del cromo sea más efectiva el rectificador emitirá
durante 10 segundos una corriente invertida, donde la pieza actuará como
ánodo y los “ánodos auxiliares” como cátodos, a una densidad de corriente
igual a la mitad de la densidad que se utilizará en el proceso. Una vez pasados
los 10 segundos se vuelve a invertir la corriente y se va aumentando a razón de
1 A/min hasta llegar a la densidad máxima de operación.
ÁNODOS AUXILIARES: Se ha diseñado para este proceso un tipo de
ánodo auxiliar que se ajusta perfectamente a las necesidades de este proyecto.
Generalmente los ánodos utilizados en este tipo de tratamientos son unas
placas de cobre fosforoso que se colocan en los laterales del baño conectadas
a la corriente. Este tipo de ánodos da cierto tipo de problemas cuando se
introducen varias hileras de piezas, como es el caso de este proyecto, ya que
se producen efectos de apantallamiento entre unas piezas y otras. Para
solucionar este problema se han diseñado unos ánodos cilíndricos dentro de
los cuales se introducirán los ejes. Estos cilindros serán también de cobre
fosforoso e irán perforados para favorecer el desprendimiento de oxigeno
durante la reacción.
Figura 7: Ánodos auxiliares
www.chrometech.com
En la imagen anterior se pueden ver varios de estos ánodos auxiliares
sueltos. Para este proyecto se unirán mediante soldadura a una estructura de
acero de modo que el resultado final sea un útil que contiene 8 ánodos unidos
a las distancias necesarias para que los ejes caigan de forma concéntrica en su

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 53 Memoria
interior. Con este útil lo que se consigue es que todas las piezas cilíndricas
reciban en toda su superficie la carga efectiva necesaria

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 54 Memoria
4.5.- NITRURADO BLANDO
4.5.1.- Generalidades
Tanto la nitruración, como la carburación, se han convertido en los
procesos de difusión, con más aplicación en el tratamiento termoquímico de los
metales férricos.
El proceso de nitruración en baño de sales, introducido en la industria
desde muchos años, cumple con las exigencias, tanto en el aspecto técnico
como en el económico, además tiene un vasto campo de aplicación en
continuo crecimiento en el tratamiento de partes y piezas de todo tipo.
Por medio de este tratamiento, se pueden conseguir capas superficiales
de dureza excepcionalmente elevada, directamente y sin necesidad de un
tratamiento térmico posterior (templo y revenido) como exige la cementación.
El proceso Tenifer se trata de un proceso de nitruración que se efectúa
en un baño salino con una composición química determinada.
Durante los primeros años de desarrollo de este novedoso método de
nitruración, se empleó con una serie de publicaciones, generalmente la
denominación “Nitruración blanda” aunque esta determinación alude en forma
imperfecta a los resultados obtenidos, pues los aceros aleados acusan muy
notables aumentos de dureza y dicha denominación no expresa de ninguna
manera, la influencia de este procedimiento sobre el mejoramiento de la
resistencia a la fatiga.
Por consiguiente, este proceso se ha denominado Tenifer, designación
derivada de Tenax (tenaz, resistente), Nitrogenium (Nitrógeno), y Ferrun
(Hierro). En países de predominante habla inglesa, la denominación es
Tufftride.
En el proceso de nitruración con baño de sales (TENIFER) existen,
condiciones de transmisión de calor por convección muy uniformes y a la vez
una reacción muy rápida y homogénea con las sustancias que ceden
Nitrógeno.
El proceso de nitruración TENIFER se diferencia de otros procesos de
nitruración en que puede aplicarse a todo tipo de aceros. Además no produce
residuos ya que las sales que se van agotando se van regenerando mediante
una sustancia plástica orgánica, cuyo nombre en este proyecto es Duferrit Reg
1. También podrán utilizarse otros regenerantes de características y
propiedades similares.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 55 Memoria
Además los baños de sales en general, no tienen comparación con la
nitruración en atmosfera gaseosa, debido a su elevada densidad, un elevado
potencial de carbono y nitrógeno, variando así muy lentamente su composición
química y con ello su efecto. Este proceso está regido por la segunda Ley de
Fick, donde se difunde nitrógeno que es generado por la descomposición del
cianato mediante aire; en carbonato, nitrógeno y carbono, estos dos últimos
son absorbidos por el acero y el carbonato se convierte nuevamente en
cianato, mediante la adición de un compuesto orgánico de formación plástica.
4.5.2.- Estudio de la nitruración
4.5.2.1.- Historia de la Nitruración
La influencia del nitrógeno sobre el hierro y los aceros, fue descubierta
por Fremy en el año 1861, cando experimentalmente la accione del amoniaco
sobre piezas de acero cantadas a elevadas temperaturas.
A pesar del gran interés que parecía tener el proceso, pasaron muchos
años sin que este método se pudiera aplicar industrialmente con éxito, debido a
la fragilidad con que quedaba la capa superficial dura de los aceros nitrurados.
En 1905, el francés Hjalmar Braune, anuncio que en sus trabajos había
descubierto la existencia de un eutectoide formado por hierro y nitruro de hierro
Fe4N, en las capas frágiles de los aceros nitrurados que era parecido a la
perlita. A este eutectoide se le llamo Braunita en recuerdo a su descubridor.
Después de terminada la primera guerra mundial, el Dr. Fry, de los
laboratorios de la Casa Krupp de Essen, dio a conocer un nuevo método de
endurecimiento superficial de los aceros, que proporciona mayor dureza que el
temple; dicho método consiste en la absorción del nitrógeno en la superficie del
material ferroso, dando lugar a una disolución solida del compuesto Fe4N, que
le comunica una gran dureza y buena adherencia.
Además de esto, descubrió que el problema de la fragilidad de la capa
exterior de las piezas nitruradas, podría ser resuelto con el empleo de una
temperatura de nitruración relativamente baja (unos 550ºC aprox) y con el uso
de aceros aleados con aluminio, cromo y molibdeno, en lugar de acero
ordinarios al carbono.
Si se realiza el proceso a temperaturas muy próximas a 500ºC, no
aparece Braunita en la capa superficial, como ocurre cuando el tratamiento se
realiza a temperaturas elevadas, como normalmente se venía sabiendo hasta
que Fry realizo sus investigaciones. Estudiando la capa periférica de las piezas

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 56 Memoria
nitruradas, se ve que en general, está formada por dos capas de aspecto
deferente: Una exterior blanca, muy delgada y muy frágil y otra inferior de
mayor espesor, oscura que es la verdaderamente importante.
Se ha comprobado que esta última capa, está formada por nitruros de
elementos aleados y en cambio la exterior, además de nitruros aleados,
aparece también el nitruro de hierro.
4.5.2.2.- Diagrama de Fases Fe-N
En el diagrama Hierro-Nitrógeno señalamos los principales
constituyentes que pueden aparecer
Preparado inicialmente por Fry y corregido luego por Eisenhut, Kaupp y
Cohrer, se señalan las zonas de los constituyentes formados por el hierro y el
nitrógeno.
Analizándole, podemos distinguir dos partes, una de contenido bajo en
nitrógeno (inferior al 5,7%) y otra con una cantidad superior a esta.
El nitrógeno se disuelve en el hierro alfa, dando una solución solida Fe-
N, cuyo contenido máximo de nitrógeno en la ferrita es de 0,11%. Esta solución
saturada, no visible al microscopio forma un eutectoide a 590ºC, del 2,35% N,
denominada Braunita.
El mayor interés del diagrama Fe-N, se centra en la presencia de los
diferentes nitruros de hierro que se puedan formar, dando origen a las
siguientes fases:

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 57 Memoria

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 58 Memoria
Nitruro de Fe4N
Que cristaliza en el sistema cubico de cara centrada (FCC), a=3,79 Å, se
caracteriza por una estructura fina y acicular, con un contenido de 5,69% N,
que es una mezcla de Fe alfa y eutectoide (N=0.11 + 5,58).
Este nitruro no es frágil y se forma por precipitación en enfriamientos
muy lentos y revenidos a 300ºC, distinguiéndose metalográficamente en la
zona de difusión, con las clásicas agujas de nitruros.
La cantidad de precipitados Fe4N, es mayor en los procesos de
nitruración en sales, que la nitruración gaseosa
Nitruro Fe2N
De gran fragilidad y que es el principal constituyente de la “Capa blanca”
que puede formarse en la nitruración gaseosa. Este nitruro no está presente en
la nitruración en sales, debido a que el nitrógeno difuso a través de los
cianatos, no alcanza porcentajes tan elevados para formar dicha fase
(N=11,41).
Nitruro ε-Fe
No es frágil, cristaliza en el sistema hexagonal compacto,
manteniéndose homogéneo desde 4,35 a 11% N; aparece en la zona de
compuestos de las piezas nitruradas en baño de sales.
4.5.2.3.- Influencia de los elementos de aleación en el proceso de
nitruración:
Si bien es cierto que cualquier tipo de acero se puede nitrurar, no es
menos cierto que lo elementos de aleación en el acero juegan un papel muy
importante dentro del proceso de nitruración.
En la fabricación de piezas para nitrurar se emplean aceros con
porcentajes de carbono variables de 0,20 a 0,60% C, aleados con aluminio,
cromo, molibdeno, y vanadio.
Carbono:

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 59 Memoria
El contenido de carbono de todos estos aceros no influye en la dureza,
ni en la profundidad de la capa nitrurada, utilizándose diversos porcentajes de
acuerdo con las características mecánicas que se quieren obtener en el núcleo.
Hay que evitar en las piezas descarburaciones superficiales, eliminando
por mecanizado las que hubiera antes de la nitruración, porque en las zonas
donde el porcentaje de carbono es muy bajo, se forman capas con nitruros de
hierro que son muy frágiles y pueden ocasionar el desprendimiento de las
capas superficiales.
El Molibdeno:
El molibdeno aumenta la dureza de la capa exterior, mejora la tenacidad
del núcleo y evita la fragilidad de Krupp, que suelen presentar los aceros sin
molibdeno al permanecer durante mucho tiempo a temperaturas de 580ºC.
Esto es en el caso de que el acero haya sido previamente templado y revenido
El Nitrógeno:
El nitrógeno incrementa la resistencia a la tracción, el límite elástico, la
resistencia mecánica en caliente, la dureza, la templabilidad, la resistencia al
desgaste, la fragilidad, la tendencia a la segregación, la sensibilidad al
envejecimiento y a la corrosión.
En la nitruración en baño de sales, es el elemento principal que proviene
de la descomposición del cianato mediante aire, ese elemento es difundido en
el acero en condiciones adecuadas de temperatura, de tiempo, composición
química del baño y del acero.
El aluminio:
El aluminio se usa como desoxidante y afinador de grano en el proceso
de fabricación. Estrecha la región gamma, por lo que los aceros con más del
1% de Al, son ferríticos, si el contenido de carbono es pequeño
El aluminio incrementa la resistencia a la formación de cascarilla, la
resistencia a la corrosión y la inestabilidad al envejecimiento.
Por su tendencia a la formación de nitruros, se le alea en proporciones
de hasta el 1,3% a los aceros para nitrurar. Este elemento de aleación es el
más importante cuando se quieren obtener las máximas durezas, pero debe ir
acompañado de otros elementos para evitar que las capas nitruradas resulten
demasiado frágiles.
El cromo:

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 60 Memoria
El cromo es un intenso formador de carburos y estrecha la región
gamma. Cuando se añade para incrementar la resistencia a la corrosión, se
debe disolver totalmente en la matriz y no debe formar carburo alguno
El cromo aminora en proporción importante, la velocidad critica de
enfriamiento para el temple, por lo que los aceros que contienen más del 12%
de Cr, templan incluso por enfriamiento al aire.
Este elemento, incrementa la resistencia a la tracción,, el limite elástico,
la resistencia mecánica en calientes, la dureza, la templabilidad, la resistencia a
la fatiga, la resistencia al desgaste, la tenacidad, la resistencia al calor, la
resistencia a la corrosión, la formación de cascarilla, a la remanencia y a la
fuerza coercitiva.
Por las mejoras que produce en el acero, se le emplea en los aceros
para cementar, templar-revenir y para nitrurar, por ser altamente favorecedor
de la formación de nitruros.
4.5.2.4 Propiedades.
Con el tratamiento TENIFER, varían solamente las propiedades de los
bordes, por lo que si por motivo de elevado esfuerzo de la pieza, fuera precisa
una mayor resistencia en el núcleo, se someterá la misma a un temple por
cementación, se emplean con frecuencia aceros aleados y no porque fuera
necesaria la resistencia del núcleo con motivo del esfuerzo, sino que,
solamente debido a la pequeña deformación por la posibilidad de temple de
aceros aleados en baño caliente o en aceite. Con el empleo del proceso
TENIFER para tales piezas se pueden sustituir las mismas con aceros no
aleados, influyendo estos favorablemente en la configuración del precio de la
pieza.
Las propiedades más notables de las piezas nitruradas en el baño de
sales son:
- DUREZA:
Las durezas superficiales que se obtienen son muy elevadas, debido a
que durante el proceso de nitruración se forman gran cantidad de partículas
sub-microscópicas (nitruros) que precipitan en el seno de la ferrita originando
un bloqueo en casi todos los planos de deslizamiento, lo que da origen a un
aumento de dureza.
- PRINCIPIO DE ENGRANE:
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 61 Memoria
El tan temido engrane que suele producirse en casi todos los metales
que deslizan entre sí, muy especialmente en aceros y en chapas de aceros,
queda totalmente eliminado con la zona de compuestos. Esta seguridad anti-
engrane, es de especial importancia en la construcción de piezas que van a
estar somitas a fuertes rozamientos.
- RESISTENCIA AL DESGASTE Y DESLIZAMIENTO:
Esta característica viene dada por la zona de compuestos que está constituida
por compuestos no metálicos.
-RESISTENCIA A LA FATIGA:
Los aceros nitrurados resisten a una flexión alternativa debido a la
formación de una segunda capa, que es la de difusión, esta es más resistente y
más dura que la zona de compuestos y su espesor está en función al tipo de
acero.
- RESISTENCIA A LA CORROSIÓN:
Otra propiedad que le da a la nitruración en baño de sales, es la mayor
resistencia a la acción corrosiva del agua dulce, agua salada, vapor o
atmósfera húmeda
- AUSENCIA DE DEFORMACIONES:
En este tratamiento no hay deformación alguna debido a la baja
temperatura de trabajo.
- MEJOR RETENCIÓN DE DUREZA A ELEVADAS TEMPERATURAS:
Las capas de nitruración conservan la dureza hasta los 600ºC, lo que no
se consigue con otros procedimientos de endurecimiento de la capa periférica.
Esta propiedad es muy importante para elementos de máquinas en los que
pueden presentarse sobrecalentamientos accidentales por falta de lubricación.
En este caso, si el material está cementado, al disminuir la dureza de una
pieza, puede agarrotarse el mecanismo y en cambio no ocurrir nada si el acero
está nitrurado.
4.5.2.5.- Fundamentos teóricos
La influencia que ejercen los tratamientos térmicos sobre los aceros es
muy benéfica, puesto que le dan propiedades mecánicas superiores a las
iniciales, teniendo así una mayor resistencia a la tracción y mayor dureza, si el
acero ha sido templado y revenido, dureza simplemente si el material ha sido
cementado; existe otro tratamiento termoquímico al igual que la cementación
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 62 Memoria
que es la nitruración, este aparte de brindar mayor dureza, también incrementa
la resistencia a la corrosión, a la fatiga y al desgaste.
La nitruración en baño de sales, es un tratamiento que a temperatura
baja (580ºC), proporciona nitrógeno para ser difundido a la superficie del acero
y permite aumentar la dureza superficial, la que depende exclusivamente de la
composición química del material a nitrurar y de la acción nitrurante del baño
Tenifer que se debe a la formación equilibrada de sus componentes.
Las reacciones son las siguientes:
(1)
El único causante de la nitruración, es el cianuro que por acción del
oxígeno, se convierte en carbonato, nitrógeno naciente y monóxido de carbono,
el carbonato se convierte nuevamente en cianato, mediante la adición de un
compuesto orgánico de forma plástica con contenido de carbono, nitrógeno e
hidrógeno.
De acuerdo con el equilibrio de Boudouard, se forma dióxido de carbono
a partir del monóxido.
(2)
El carbono que se difunde en la zona de unión que se va formando, no
es suministrado por la reacción anterior, sino del cianuro en una reacción que
todavía no se ha podido explicar, pero si es necesario para la activación del
nitrógeno, cuya solubilidad en Hierro Alfa es escasa para la formación de la
capa nitrurada.
También el nitrógeno es absorbido directamente por el acero y lo hace
con relativa facilidad, por ser un elemento de inserción:
(3)
Teoría de la Difusión:
Como se ha comentado anteriormente la nitruración en baño de sales,
según el proceso Tenifer, se basa fundamentalmente en la teoría de la difusión.
La difusión, es el proceso de migración de átomos individuales dentro de
los materiales y puesto que el acero tiene un gran número de sitios vacantes en
la retícula, hay una continua migración de átomos vía estas vacantes. Los
átomos de C y N, son pequeños, comparando con los átomos de Fe y pueden
pos consiguiente estar situados en los lugares entre los átomos de Fe,
formando así una solución solida intersticial. Estos pequeños átomos pueden
difundirse sin la ayuda de vacancias y su velocidad de difusión es mucho más
alta que aquella de los átomos sustitucionales.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 63 Memoria
La segunda ecuación de Fick, describe la variación de la concentración
de la sustancia que difunde en el espacio y en el tiempo. Esta ecuación se
deduce directamente derivando la primera ley de Fick.
(4)
(5)
Esta forma de la ecuación, tiene en cuenta la variación del coeficiente de
difusión (D) con la concentración. Sin embargo, es bastante difícil de aplicar y
por lo tanto, se simplifica suponiendo que D es constante, entonces la ecuación
se transforma en:
(6)
Aparte de que el coeficiente de difusión depende de la concentración y
hemos supuesto que es constante respecto a esta, no se puede dejar de lado
su dependencia de la temperatura a través de la Ley de Arrhenius, que es una
regla empírica por la que se sabe que la constante de difusión duplica su valor
por cada 20ºC de aumento de temperatura, lo que nos da idea de la enorme
influencia que esta ejerce sobre la difusión. Más exactamente, la constante
está relacionada con la temperatura absoluta por la ecuación:
(7)
Donde D0 = Factor de frecuencia y está relacionado con la frecuencia de
vibración de los átomos que difunden
Q = Es la energía de activación de la difusión, es decir, la medida
de la barrera de energía que tiende a impedir que se produzca
la difusión y que es en realidad la que determina la función D
(T)
R = Constante de los gases.
Ambas magnitudes (D0, Q) no dependen de la temperatura; están
representadas en las Tablas 1 y 3. Puesto que la segunda Ley relaciona la
concentración con el tiempo y con la profundidad, es razonable que esta
ecuación, se pueda utilizar para obtener la curva de penetración de nitrógeno
en el acero.
La solución de la ecuación de difusión que satisface las condiciones de
este problema es:
[ (
√ )] (8)

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 64 Memoria
Donde C = Concentración de nitrógeno o carbono a una profundidad de x
mm. Después del tratamiento termoquímico en t segundos
C1 = Concentración máxima de Nitrógeno o Carbono, estos datos se
obtienen de los diagramas Fe-N y Fe-C, respectivamente.
C0 = Concentración inicial de Nitrógeno o Carbono en el acero
erf(x/2√Dt) = erf (y) = Es una función de la variable y= x/2√Dt, cuyos
valores se encuentran en las tablas
matemáticas, como los logaritmos o las
funciones trigonométricas.
D = Coeficiente de difusión del Nitrógeno o Carbono en hierro alfa o
gamma respectivamente de acuerdo a la Ley de Arrhenius
Acción Nitrurante
El baño Tenifer, trabaja en un sistema sodio-potasio-cianato-carbonato
en un rango de 36-38% CNO y el ajuste de una determinada relación de sodio
potasio.
Durante el funcionamiento de la instalación, disminuye el contenido en
cianato del baño y posteriormente el carbonato proveniente de la reacción (1),
es convertido nuevamente en cianato por el regenerador.
La difusión simultánea del nitrógeno y del carbono en el acero, da origen a
dos capas distintas:
Zona de Compuestos:
Esta capa se origina en condiciones normales de trabajo y contiene
además de carbono, un alto contenido en nitrógeno y una estructura de
Ɛ-FeN. El crecimiento de la zona de compuestos, se rige por la ley de
difusión, por lo que el carbono y demás elementos de aleación,
producen una disminución del espesor de la capa.
La calidad de la capa de compuestos se ve afectada por el aumento del
contenido de hierro disuelto. Esto produce un aumento en la capa de
poros, la que con un correcto funcionamiento del baño, debe ser menor
que un tercio del espesor total de la zona de compuestos
Debido a la formación no metálica de la capa de compuestos, además
del buen comportamiento al desgaste, deslizamiento y corrosión, no hay

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 65 Memoria
tendencia al gripado durante el frotamiento con una pieza metálica, lo
que podría dar lugar a que se soldaran las dos piezas.
Zona de Difusión
Mientras la absorción del carbono queda limitada a la “Zona de
Compuestos”, el nitrógeno de difunde desde la superficie hacia el núcleo
del material. Su profundidad depende entre otros factores del tiempo de
nitruración, de la temperatura, composición química del baño y del tipo
de acero a tratar.
La zona de difusión, está formada de Fe4N en forma de agujas y su
principal característica es la elevada resistencia a la fatiga que infunde a
las piezas nitruradas, lo que permite una mayor carga de trabajo,
especialmente en piezas que por sus condiciones estén solicitadas a
esfuerzos de flexión y torsión
La dureza y profundidad de difusión de esta capa está afectada
esencialmente por los elementos de aleación del acero, esto es, cuantos
más elementos de aleación, menor será la profundidad de penetración
del nitrógeno para la misma duración del tratamiento, pero también será
más elevada la dureza de la capa de difusión.
4.5.2.6.- Procedimiento
El proceso TENIFER comienza con un desengrase y decapado de la
pieza que se va a tratar. Una vez las operaciones previas al tratamiento se han
realizado se introduce la pieza en un horno a 350 ºC durante 60 minutos para
aliviar y hacer desaparecer las tensiones internas que puedan traer las piezas
de las diferentes etapas de fabricación o mecanizado. Además, en el baño
únicamente se pueden introducir piezas que estén completamente secas
La inmersión en baño de sales se realiza inmediatamente tras haber sido
precalentadas las piezas. En este proyecto la inmersión de las piezas en los
crisoles donde se encuentran las sales fundidas se realizara en grupos de 4
ejes por cada horno y se dejan 120 minutos en el interior. Una vez concluido el
tiempo en el interior de las sales las piezas se sumergen en el baño de
enjuague que se encuentra a 90 ºC.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 66 Memoria
4.6.- PROCESO DE FOSFATADO AL MANGANESO
4.6.1.- Generalidades
La industria mecánica exige a los fabricantes de piezas de precisión un
acabado cada vez más perfecto, de manera que las cualidades antifricción y
anticorrosivas de las piezas deben ser cada vez más altas.
Dentro de los tratamientos no electrolíticos las películas de fosfato por su
estructura cristalina son las más aptas para lograr una buena protección contra
la corrosión.
La fosfatación es una operación química por la que se modifica la
superficie metálica a recubrir, convirtiéndola en un fosfato insoluble de
manganeso con pequeñas oclusiones de hierro. Estos fosfatos se consiguen
por hidrólisis a temperaturas medias partiendo de fosfatos ácidos solubles que
son los principales constituyentes del baño.
Una gran ventaja del fosfatado es la propiedad que posee de limitar la
formación de óxido a la zona puesta al desnudo, es decir si hubiese una zona
puntual sin recubrimiento se oxidará por la acción atmosférica pero no existe la
propagación de óxido por debajo de la película protectora que se presenta en
otros procesos de protección, de modo que muchas veces una superficie está
aparentemente protegida pero en su interior está totalmente oxidada y cuando
el óxido se pone de manifiesto en algún punto débil se comprueba que la
mayor parte de la superficie estaba ya también oxidada
Las piezas de precisión destinadas a ser sometidas a una fricción de
deslizamiento con elevadas tensiones de contacto deben estar provistas de un
revestimiento anti-fricción que asegure una elevada resistencia mecánica y un
bajo coeficiente de fricción. Los revestimientos de fosfatos de manganeso,
debido a su elevada resistencia mecánica, dan buenos resultados y por ello
son comúnmente utilizados para el acabado de piezas de hierro o de acero.
Se conocen diversos procedimientos para formar semejantes
revestimientos, habiendo optado en este caso por sumergir la pieza a tratar en
una solución acuosa de fosfato de manganeso.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 67 Memoria
4.6.2.- Propiedades del fosfatado al manganeso:
Permite un frenado rápido de piezas móviles sin desgaste, evitando el
contacto de las superficies de metal con metal
Aumenta la lubricación de las superficies tratadas debido a que el
recubrimiento absorbe aceite
Cubre rayaduras ligeras producidas por las operaciones de maquinado
Retarda los fenómenos de corrosión
4.6.3.- Proceso
Este proceso de fosfatado consiste en una inmersión de la pieza a tratar
en una solución ácida que contiene por lo menos ácido fosfórico, fosfatos
ácidos metálicos, manganeso, níquel, hierro 2+ y nitratos, presentando dicha
solución ácida una puntuación de acidez total superior o igual a 58 e inferior o
igual a 100 y una relación entre acidez total y acidez libre superior o igual a 5 e
inferior o igual a 7, y siendo el contenido de hierro 2+ en dicha solución ácida
inferior o igual a 2,5 g/l. Para preparar la solución se tomará el preparado
FOSFATION40 de la casa SIDASA pudiéndose tomar otro de características
similares.
La elección de FOSFATION40 se basa en que forma una capa de
cristales densos y porosos capaces de retener aceite para aplicaciones
antifricción. Existen otros productos que producen revestimientos controlados
de cristales excepcionalmente finos para proporcionar resistencia la corrosión.
En este proyecto es preferible potenciar la capacidad de antifricción antes que
la de resistencia a la corrosión.
En relación a las concentraciones indicadas para el fosfatado, se define
acidez libre como la concentración de iones de hidrógeno correspondientes a la
primera constante de disociación del ácido fosfórico no reemplazados por iones
metálicos, estando expresada como mililitros o puntos de una solución de
NaOH 0,1N necesarios para alcanzar la neutralización de dicha acidez libre a
partir de una muestra de 10 ml de baño.
Por acidez total se entiende los mililitros o puntos de NaOH 0,1N
necesarios para alcanzar la neutralización correspondiente al punto de
equivalencia de los fosfatos secundarios, del ácido fosfórico y de los fosfatos
primarios presentes en una muestra de 10 ml del baño, estando también este
valor influido por la precipitación de los diferentes cationes metálicos presentes
en el baño

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 68 Memoria
4.7.- PROCESO DE SECADO
Después de haber realizado el tratamiento superficial, las piezas deben
secarse de modo rápido y eficaz para evitar la formación de manchas y una
posible corrosión de éstas. Los métodos más utilizados son el secado mediante
agua o aire caliente y aire a presión.
En este caso vamos a optar por instalar un sistema de aire a presión en
la planta para el secado de las piezas. Con este sistema podemos llegar a
pequeños rincones o pequeñas perforaciones de las piezas donde podrían
quedar restos de agua y desplazarlos y eliminarlos mediante aire a presión.
4.8.- ALMACENAJE
Una vez que el proceso de secado finaliza, las piezas han de colocarse
en ubicaciones previamente preparadas de forma adecuada, a la espera que
sean introducidas en el siguiente tratamiento o en la zona de entrega para
volver a la planta de mecanizado.
Es importante que sea una ubicación alejada del almacenamiento de
otras piezas u objetos que puedan arañar y estropear la superficie de las
piezas ya tratadas, así como de productos químicos o abrasivos que hagan que
se pierda esa película protectora alcanzada, pudiendo inutilizar el material.
4.9.- FUNCIONAMIENTO DE LA PLANTA EN CONJUNTO
En este apartado se explica cómo es el recorrido de un eje desde que
entra en la planta hasta que sale para el taller de mecanizado para su
rectificado final.
Los ejes son depositados en la zona de recepción de la planta por el
personal de transporte de la empresa con la ayuda de una carretilla elevadora.
Un operario será el encargado de ir cogiendo los ejes uno a uno y montarlos en
los bastidores en grupos de ocho. Estos bastidores son unas estructuras que
servirán de soporte para los ejes mientras estos son sometidos a los
tratamientos y tienen unos puntos de fácil anclaje para el puente grúa que será
el encargado de moverlo por toda la planta.
El primer paso es desengrasar la pieza que viene recién mecanizada
con restos de grasa y taladrina. A continuación y tras haber pasado por el
primer baño de enjuague se introducen los ejes en el baño de decapado y

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 69 Memoria
nuevamente al baño de enjuague para eliminar los restos ácidos que pueda
arrastrar la pieza.
Una vez desengrasados y decapados los ejes se procede al
enmascarado de las zonas de las piezas que no queremos que reciban el
tratamiento. Es muy importante no tocar las zonas desengrasadas y decapadas
que van a recibir el cromado duro ya que una simple huella del dedo del
operario en la zona a cromar puede producir que no se realice la correcta
deposición del cromo sobre el acero base.
Cuando están bien enmascaradas las piezas se sumergen en el baño de
cromado duro junto con los ánodos y se activa la corriente, inicialmente con los
potenciales invertidos y definitivamente con los potenciales teóricamente
correctos. El cromado duro es la etapa limitante en la producción de la planta
(etapa más lenta) tardando alrededor de 120 minutos. Pasado este tiempo se
desconecta la corriente y se sacan las piezas del baño para introducirlas en
otro baño de enjuague.
Finalmente se quitan las cintas plásticas que enmascaraban las zonas
que no se querían tratar y se eliminan los restos de agua que pudiesen quedar
mediante una manguera de aire seco a presión.
Tras el cromado duro las piezas pasa al tratamiento de nitrurado blando.
El operario cambia la disposición de las piezas en el bastidor para dejar las
zonas a tratar por debajo de la fijación con el soporte (la zona que se va a
sumergir). Se repiten las operaciones anteriores de desengrase y decapado de
la parte que se va a nitrurar y nuevamente se vuelven a enmascarar las zonas
que no van a recibir tratamiento. Antes de introducir las piezas en el horno de
precalentamiento los ejes se cambian a dos nuevos bastidores (4 ejes en cada
bastidor) y con el puente grúa se lleva cada bastidor al horno de
precalentamiento que estará a 300 ºC. Posteriormente se lleva cada uno de los
bastidores a un horno de sales donde se sumergirán las piezas 100 minutos.
Finalmente sumergiremos las piezas en el baño de enjuague para eliminar los
restos de sales fundidas y disminuir su temperatura, eliminaremos la cinta
plástica de enmascaramiento y secaremos con aire seco a presión para
eliminar los restos de agua que pudiesen quedar.
El último tratamiento es el fosfatado al manganeso. En este punto todas
las partes de la pieza han sido desengrasadas y decapadas al menos una vez,
sin embargo, la pieza aún puede contener restos de adhesivo del
enmascaramiento, huellas de haber manipulado las piezas con las manos u
óxido que pudiese haber aparecido durante el proceso en la parte que aún no
ha sido tratada. Por esto se vuelven a montar los ejes en un bastidor de 8
unidades y se procede a realizar un desengrase y decapado de las partes del
eje que se van a fosfatar pero mucho más ligero, es decir el tiempo que la

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 70 Memoria
pieza estará en las cubas será menor. Esta vez antes de realizar el desengrase
y el decapado se protegerá la zona cromada con cinta aislante.
Enmascarada la parte que no se desea fosfatar introducimos las piezas
en el desengrase, enjuague, decapado y enjuague sucesivamente hasta llegar
al proceso de fosfatado. Se sumergen las piezas al completo en el baño, se
espera 20 minutos y las llevamos al baño de enjuague.
Para finalizar el proceso de fosfatado al manganeso las piezas se
sumergen unos segundos en un aceite industrial para evitar que se oxiden y
mejorar las propiedades autolubricantes.
Las piezas se desmontan de los bastidores, se las seca con un paño
para retirar los excesos de aceite y se quitan las protecciones de la parte
cromada.
Una vez que se han terminado los tres tratamientos y las piezas están
terminadas se sitúan en la zona de salida para la planta de mecanizado donde
se realizará el rectificado final de la zona cromada.
Una vez rectificadas las piezas el departamento de calidad elaborará los
ensayos pertinentes para comprobar que las piezas se ajustan a los requisitos
exigidos por la empresa contratante.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 71 Memoria
5.- INGENIERIA DEL DISEÑO DE EQUIPOS
5.1.- INTRODUCCION
Este proyecto tiene como objetivo principal el diseño de los equipos
e instalaciones que llevan a cabo en su conjunto el tratamiento completo de
los ejes.
En el apartado anterior hemos visto cuales son las instalaciones que
necesitan los procesos, que disoluciones contienen los distintos baños o
como se produce la nitruración en un baño de sales. En este capítulo
vamos a profundizar más en la tecnología de cada proceso, así como de
cada uno de los componentes que forman parte de cada uno.
Los baños empleados serán 8, todos fabricados de acero inoxidable
AISI-316, de 3mm de espesor, con perfiles de refuerzo unidos a él de forma
que proporcione la resistencia necesaria. Los baños tendrán unas
dimensiones internas de 1500 x 1000 x 1500 mm (alto x ancho x largo) y
tendrán un volumen de 2250 L
Los tratamientos de desengrase y de decapado, al ser ambos de
naturaleza ácida compartirán el mismo baño de enjuague.
Debido a que los baños contendrán agentes químicos durante los
procesos, seleccionaremos para su fabricación acero inoxidable de buena
calidad. El acero AISI-316 presenta gran resistencia a la corrosión y
facilidad en el mantenimiento y limpieza. Para los baños de enjuague se
utilizará acero AISI-304 por su menor coste.
Los baños de decapado y cromado duro irán a su vez recubiertos de
PVC para evitar la corrosión y degradación de los baños y alargando de
este modo su vida útil. Este recubrimiento se realizara mediante planchas
de PVC e irán unidas interiormente mediante una fina capa de resina
sintética que se extenderá por ambas caras de las superficies a unir y
soldadas en las uniones entre planchas.
Se emplearán también 3 hornos, uno de precalentamiento de las
piezas y 2 idénticos entre si para fundir las sales del proceso de nitruración.
Los hornos serán de tipo eléctrico y se encargarán a la empresa EMYSON
para su diseño y montaje
Las cadenas de baños estarán situadas en fosos de contención
excavados en el suelo, dentro de los cuales estará cada línea de proceso.
Esta disposición está hecha de manera que en el foso queden recogidas
las pequeñas fugas y derrames que puedan ocurrir, así como para facilitar

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 72 Memoria
el trabajo de los operarios quedando los baños a una altura cómoda para el
trabajo, 1m sobre el nivel del suelo. Este foso también tiene una leve
pendiente hacia una de sus esquinas donde dispone de un desagüe para
su vaciado en caso de algún vertido
5.2.- CARACTERISTICAS DE LOS BAÑOS
5.2.1.- Baño de desengrase
Las características generales del baño de desengrase son las
siguientes:
- Material:--------------------------------- Acero AISI 316
- Contenido:------------------------------ GARDOCLEAN 344 o producto
equivalente
- Concentración:------------------------ 35 g/L
- Temperatura:-------------------------- 75 – 85 ºC
- Tiempo:---------------------------------- 10 min
- Agitación:------------------------------- Aire limpio y seco
Este baño está compuesto por una disolución de GARDOCLEAN 344 o
producto equivalente y está compuesto por una solución acuosa de glicoles
aminas, silicatos y tensoactivos biodegradables.
Características constructivas:
Este baño estará construido de acero inoxidable AISI-316 con unas
dimensiones interiores de 1500 x 1000 x 1500 mm (largo x ancho x alto), con
un volumen de 2250 litros.
En la parte interna, está dispuesta una chapa de acero inoxidable, de 3
mm de espesor, reforzada con perfiles IPN-80, del mismo material que están
dispuestos a lo largo de todo el largo del baño, e irán soldados a la chapa
mediante soldadura por puntos.
Este baño necesita poseer una temperatura elevada; además, ese calor
debe permanecer en él a lo largo de todo el proceso. Por ello, para mejorar la
eficiencia energética del proyecto dispondremos de una capa de lana de roca,
de 80 mm de espesor que ira en el fondo del baño y las paredes para evitar las
pérdidas de calor con el medio. La baja conductividad térmica de esta fibra

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 73 Memoria
evita que se produzcan pérdidas de calor en el baño y hace que se mantenga
en su interior.
Posteriormente a la lana de roca, se coloca una chapa de acero
inoxidable también AISI-316, de 1 mm de espesor, fijada con remaches del
mismo material.
Para favorecer el buen mantenimiento del baño, el fondo poseerá una
ligera pendiente que le proporcionará una mayor facilidad a la hora de vaciarlo.
Así, el fondo del mismo, dispondrá de una tubería de desagüe de 3” de
diámetro, también de acero inoxidable, unida al material del fondo con una
brida.
Calentamiento:
Para alcanzar la temperatura de operación en el interior, se disponen de
dos resistencias de 9 KW cada una. La potencia necesaria ha sido calculada en
el Capítulo 5 del bloque correspondiente a Cálculos. Las características
técnicas de dichas resistencias quedarán detalladas en este mismo capítulo.
El baño quedará calentado de forma efectiva gracias a estas resistencias
que tardarán en calentar el tanque un tiempo aproximado de 6 horas.
Elementos de control:
Para el control de la temperatura, se dispone de un pirómetro indicador-
controlador de temperatura, de 4 cifras, digital, con dos sondas de temperatura
y recubrimiento de PVC, a través del cual podemos visualizar la temperatura
del líquido en el interior del baño.
Además contamos con un temporizador que una vez finalizado el tiempo
programado emite una señal luminosa de color rojo para avisarnos que el
tratamiento está finalizado.
Llenado del baño
Como hemos visto anteriormente este baño es una disolución de
GARDOCLEAN 344 en agua desmineralizada. El llenado de esta cuba se
realiza mediante una tubería de PVC de 11/2” por la parte superior. El
llenado con esta tubería está regulado por una válvula de bola

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 74 Memoria
Agitación:
Para conseguir una homogeneización adecuada del líquido en el interior,
se colocará en el fondo del baño un sistema de agitación, que consistirá en una
tubería de 11/2” de diámetro, acero inoxidable AISI-316, de 1300 mm de
longitud en el fondo, con una serie de perforaciones de 3 mm de diámetro.
Contiene dos válvulas: una de corte de flujo y otra antiretorno.
El caudal se calculará en el bloque de cálculos.
Capotas extractoras:
Este baño irá provisto de una serie de capotas provistas a lo largo del
baño y conectadas a un sistema de aspiración que capten y extraigan las
sustancias contaminantes que puedan escapar como vapores
Dichas capotas están construidas en acero inoxidable AISI-316, con un
espesor de 2 mm. Todos los gases y vapores serán aspirados a través de una
serie de aberturas rectangulares de 190 x 20 mm a lo largo del baño. Las
capotas están dispuestas en forma de pendiente progresiva que se extiende
longitudinalmente, de menor a mayor, de manera que la extracción de gases se
realizará por igual a lo largo de toda la capota.
5.2.2.- Baño de decapado
Constituye la segunda etapa del proceso. Una vez hemos desengrasado
y enjuagado la pieza, ahora toca eliminar todos los restos de óxidos y
cascarillas de fabricación para que la superficie quede químicamente limpia.
Las condiciones de operación que vamos a tener en este baño son las
siguientes:
- Material:--------------------------------- Acero AISI 316
- Producto:-------------------------------- ACTANE 300 o producto
equivalente
- Concentración:------------------------ 33% en volumen
- Temperatura:-------------------------- 20 – 25 ºC
- Tiempo:---------------------------------- 10 min
- Agitación:------------------------------- Aire limpio y seco

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 75 Memoria
Características constructivas:
Este baño estará construido de acero inoxidable AISI-316 con unas
dimensiones interiores de 1500 x 1000 x 1500 mm (largo x ancho x alto) y con
un volumen de 2250 litros, características similares a las del baño de
desengrase.
En la parte interna, está dispuesta una chapa de acero inoxidable, de 3
mm de espesor, reforzada con perfiles IPN-80, del mismo material que están
dispuestos a lo largo de todo el baño, e irán soldados a la chapa mediante
soldadura por puntos. La chapa de acero tendrá a su vez en el interior una
lámina de PVC de 2 mm de espesor para dar más resistencia a los baños
frente a la corrosión y poder aumentar la vida útil de estos.
Este baño aunque no necesita poseer una temperatura elevada también
irá recubierto de una capa de lana de roca de 80 mm en el fondo y paredes del
baño. Esta fibra posee un gran poder aislante que evita que se produzcan
pérdidas de calor en el baño y hace que se mantenga en su interior.
Posteriormente a la lana de roca, se coloca una chapa de acero
inoxidable también AISI-316, de 1 mm de espesor, fijada con remaches del
mismo material.
Para favorecer el buen mantenimiento del baño, el fondo poseerá una
ligera pendiente que le proporcionará una mayor facilidad a la hora de vaciarlo.
Así, el fondo del mismo, dispondrá de una tubería de desagüe de 3” de
diámetro, también de acero inoxidable y unida mediante soldadura al material
del fondo con una brida.
Calentamiento:
Para alcanzar la temperatura de operación en el interior, se dispone de
una resistencia de 3.6 KW. La potencia necesaria ha sido calculada en el
Capítulo 5 del bloque correspondiente a Cálculos. Las características técnicas
de dichas resistencias quedarán detalladas en este mismo capítulo.
El baño quedará calentado de forma efectiva gracias a estas resistencias que
tardarán en calentar el tanque un tiempo aproximado de 6 horas.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 76 Memoria
Elementos de control:
Para el control de la temperatura interior, se dispone de un pirómetro
indicador-controlador de temperatura, de 4 dígitos, con dos sondas de
temperatura, digital y forrado de PVC.
Además contamos con un temporizador que una vez finalizado el tiempo
programado emite una señal luminosa de color rojo para avisarnos que el
tratamiento está finalizado
Llenado del baño:
Para proceder al llenado con agua desmineralizada de este baño, se
dispone en la parte superior del mismo una tubería de PVC de 11/2” de
diámetro, con válvula de bola.
Agitación:
Dicho baño también ha de poseer agitación, por lo que en el fondo del
mismo se dispone una tubería, fabricada en acero inoxidable AISI-316, de 11/2”
de diámetro, con una serie de perforaciones de 3 mm de diámetro a través de
las cuales sale el aire procedente de una soplante. El caudal de aire necesario
para la homogeneización vendrá detallado posteriormente en el bloque de
cálculos. La longitud de esta tubería es de 1300 mm en el fondo y tendrá una
válvula de corte de flujo y otra antiretorno.
Capotas:
Al igual que el baño de desengrase, el baño de decapado ira provisto de
capotas para la extracción de gases. Estas estarán dispuestas en los laterales
del baño y serán de acero inoxidable AISI-316, de 2 mm de espesor. Las
capotas actúan como sistema de aspiración de los gases que puedan emitirse
durante la etapa de limpieza. Para ello contienen orificios rectangulares de
190x20 mm.
Están dispuestas en forma de pendiente progresiva que se extiende
longitudinalmente, de menor a mayor, de manera que la extracción de gases se
realizará por igual a lo largo de toda la capota.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 77 Memoria
5.2.3.- Baños de enjuague
Los baños de enjuague los diferenciaremos por las temperaturas de
operación de cada uno de ellos.
Habrá dos baños que trabajarán a temperatura ambiente, uno tras los
procesos de desengrase y decapado y otro tras el de cromado duro; un baño
que trabajará a 60 – 70 ºC, tras el proceso de fosfatado al manganeso y un
baño que estará a 90 ºC tras la nitruración de las piezas en el crisol de sales
fundidas.
Características constructivas:
Los baños estarán construido de acero inoxidable AISI-304 con unas
dimensiones interiores de 1500 x 1000 x 1500 mm (largo x ancho x alto) y con
un volumen de 2250 litros cada uno, características similares a las los baños
anteriores.
Los baños que estarán a temperatura ambiente no precisarán ningún
recubrimiento térmico especial por lo que estarán constituidos únicamente por
una chapa de 3 mm de espesor de acero inoxidable AISI 304 reforzada con
perfiles IPN-80 del mismo material sobre su superficie y soldados mediante
soldadura por puntos.
Los baños que estarán a mayor temperatura estarán también
construidos de acero inoxidable AISI-304 con unas dimensiones interiores de
1500 x 1000 x 1500 mm (largo x ancho x alto) y con un volumen de 2250 litros,
similares a los otros.
En la parte interna, está dispuesta una chapa de acero inoxidable, de 3
mm de espesor, reforzada con perfiles IPN-80, del mismo material que están
dispuestos a lo largo de todo el baño, e irán soldados a la chapa mediante
soldadura por puntos.
Estos baños sí irán recubiertos de una capa de lana de roca de 80 mm
en el fondo y paredes. Esta fibra posee un gran poder aislante que evita que se
produzcan pérdidas de calor en el baño y hace que se mantenga en su interior.
Posteriormente a la lana de roca, se les colocará una chapa de acero
inoxidable también AISI-304, de 1 mm de espesor, fijada con remaches del
mismo material.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 78 Memoria
Calentamiento:
Para alcanzar la temperatura de operación en el interior del baño
posterior al fosfatado, se disponen de dos resistencias de 9 KW cada una. La
potencia necesaria ha sido calculada en el Capítulo 5 del bloque
correspondiente a Cálculos. Las características técnicas de dichas resistencias
quedarán detalladas en este mismo capítulo.
Para alcanzar la temperatura de operación en el baño posterior al
nitrurado blando, se disponen de dos resistencias de 12 KW cada una. La
potencia necesaria ha sido calculada en el capítulo 5 del bloque
correspondiente a Cálculos. Las características técnicas de dichas resistencias
también estarán detalladas en este mismo capítulo
Los baños quedaran calentados de forma efectiva gracias a estas
resistencias que tardarán en calentar los baños un tiempo aproximado de 6
horas el primero y 6 horas el segundo.
Elementos de control:
Para el control de la temperatura interior, se dispone de un
pirómetrocontrolador de temperatura, de 4 dígitos, con dos sondas de
temperatura, digital y forrado de PVC en cada uno de los baños que van a ser
calentados.
Para el control de la calidad del enjuague, los baños disponen de unos
rebosaderos en los laterales de cada cuba. Estos están continuamente
desalojando un volumen de agua de los baños que va a parar a un depósito
subterráneo y posteriormente al intercambiador iónico de la planta. Este
intercambiador devuelve este volumen al baño una vez limpio de sales y
contaminantes para que las etapas de lavado sigan funcionando
correctamente.
Los baños de enjuague también irán provistos de un sistema de control
de nivel que determina la cantidad de agua añadir en cada momento.
En el caso del baño que se encuentra a 90 ºC, en lugar de rebosaderos
estará equipado con una capota extractora de vapor que recogerá el vapor de
agua y lo llevará al depósito subterráneo de aguas enjuague para que entre al
intercambiador y regrese al baño.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 79 Memoria
Con este sistema podemos ver que la renovación de las aguas de
enjuague es continua y permanente.
Llenado del baño:
Para proceder al llenado con agua desmineralizada de estos baños, se
dispone en la parte superior de cada uno, una tubería de PVC de 11/2” de
diámetro, con válvula de bola. Esta tubería está conectada al equipo de
intercambio iónico de la planta.
Agitación:
Todos los baños de enjuague irán equipados con sistemas de agitación,
por lo que en el fondo de cada uno se dispone una tubería, fabricada en acero
inoxidable AISI-316, de 11/2” de diámetro, con una serie de perforaciones de 3
mm de diámetro a través de las cuales sale el aire procedente de una soplante.
El caudal de aire necesario para la homogeneización vendrá detallado
posteriormente en el bloque de cálculos y la tubería tendrá una longitud de
1300 mm en el fondo. La tubería tendrá una válvula de corte de flujo y otra
antiretorno.
.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 80 Memoria
5.2.4.- Baño de cromado duro
En este caso nos encontramos con el diseño de un baño galvánico
para la electrodeposición de cromo sobre las piezas a tratar. Este baño irá
conectado a un rectificador que suministrará una corriente continua y
estable al proceso. Del rectificador saldrán dos placas conductoras que
rodearán al baño para comunicaran corriente negativa al cátodo y positiva
al ánodo para producir la cuba electrolítica.
En esta instalación el cátodo se conectará en los laterales del baño y
el ánodo en los extremos del mismo.
Las características generales del baño de cromado serán las siguientes:
- Material: ---------------------------------- Acero AISI-316
- Producto: --------------------------------- CROMYLITE K-35 o producto
similar y ácido sulfúrico
- Relación
Crómico/Sulfato ------------------------ 250:1
- Temperatura ----------------------------- 50 – 55 ºC
- Tiempo ------------------------------------ 120 min
- Densidad de corriente catódica ------ 50 A/dm2
- Relación ánodo/cátodo ---------------- 2:1
Características de construcción:
Este baño estará construido de acero inoxidable AISI-316 con unas
dimensiones interiores de 1500 x 1000 x 1500 mm (largo x ancho x alto) y con
un volumen de 2250 litros.
En la parte interna, está dispuesta una chapa de acero inoxidable, de 3
mm de espesor, reforzada con perfiles IPN-80, del mismo material que están
dispuestos a lo largo de todo el baño, e irán soldados a la chapa mediante
soldadura por puntos. La chapa de acero tendrá a su vez en el interior una
lámina de PVC de 2 mm de espesor para dar más resistencia a los baños
frente a la corrosión y poder aumentar la vida útil de estos.
Este baño necesita poseer una temperatura elevada; además, ese calor debe
permanecer en él a lo largo de todo el proceso. Por ello, para mejorar la
eficiencia energética del proyecto dispondremos de una capa de lana de roca,
de 80 mm de espesor que irá en el fondo del baño y las paredes para evitar las
pérdidas de calor con el medio. La baja conductividad térmica de esta fibra

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 81 Memoria
evita que se produzcan pérdidas de calor en el baño y hace que se mantenga
en su interior.
Posteriormente a la lana de roca, se coloca una chapa de acero
inoxidable también AISI-316, de 1 mm de espesor, fijada con remaches del
mismo material.
Para favorecer el buen mantenimiento del baño, el fondo poseerá una
ligera pendiente que le proporcionará una mayor facilidad a la hora de vaciarlo.
Así, el fondo del mismo, dispondrá de una tubería de desagüe de 3” de
diámetro, también de acero inoxidable y unida mediante soldadura al material
del fondo con una brida.
Calentamiento:
Para alcanzar la temperatura de operación en el interior, se disponen de
una resistencia de 12 KW. La potencia necesaria ha sido calculada en el
Capítulo 5 del bloque correspondiente a Cálculos. Las características técnicas
de dichas resistencias quedarán detalladas en este mismo capítulo.
El baño quedará calentado de forma efectiva gracias a estas resistencias
que tardarán en calentar el tanque un tiempo aproximado de x horas.
Elementos de control:
Para el control de la temperatura interior, se dispone de un
pirómetrocontrolador de temperatura, de 4 dígitos, con dos sondas de
temperatura, digital y forrado de PVC.
En este baño también tendremos una sonda de potencial Redox con un
electrodo de platino sumergido para controlar que la reacción se está
realizando correctamente.
El rectificador para medir la salida de corriente que llega al baño viene
dotado de un voltímetro y un amperímetro.
Además contamos con un temporizador que una vez finalizado el tiempo
programado emite una señal luminosa de color rojo para avisarnos que el
tratamiento está finalizado

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 82 Memoria
Llenado del baño:
Para proceder al llenado con agua desmineralizada de este baño, se
dispone en la parte superior del mismo una tubería de PVC de 11/2” de
diámetro, con válvula de bola.
Una vez llenadas las 2/3 partes del baño con agua desmineralizada, se
calienta hasta 50 ºC. Una vez el baño caliente se añade la cantidad calculada
de sales de Cromylite k-35 y cuando estas estén disueltas añadimos la
cantidad calculada de ácido sulfúrico, ajustando al nivel deseado con agua
desmineralizada.
Agitación:
Dicho baño también ha de poseer agitación, por lo que en el fondo del
mismo se dispone una tubería, fabricada en acero inoxidable AISI-316, de 11/2”
de diámetro, con una serie de perforaciones de 3 mm de diámetro a través de
las cuales sale el aire procedente de una soplante. El caudal de aire necesario
para la homogeneización vendrá detallado posteriormente en el bloque de
cálculos. La longitud de esta tubería es de 1300 mm en el fondo y tendrá una
válvula de corte de flujo y otra antiretorno.
Capotas:
Al igual que en los baños anteriores, este baño irá provisto de capotas
para la extracción de gases. Estas estarán dispuestas en los laterales del baño
y serán de acero inoxidable AISI-316, de 2 mm de espesor. Las capotas actúan
como sistema de aspiración de los gases que puedan emitirse durante la etapa
de limpieza. Para ello contienen orificios rectangulares de 190x20 mm.
Están dispuestas en forma de pendiente progresiva que se extiende
longitudinalmente, de menor a mayor, de manera que la extracción de gases se
realizará por igual a lo largo de toda la capota.
5.2.5.- Baño de fosfatado al manganeso
En este baño se va a llevar a cabo el último tratamiento superficial
que se va a aplicar a los ejes. Consiste en crear capas fosfáticas cristalinas
en piezas que van a estar sujetas a fricción.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 83 Memoria
Las características generales de este baño serán las siguientes:
- Material:--------------------------------- Acero inoxidable AISI-316
- Producto:-------------------------------- FOSFATION 40 o producto
equivalente
- Concentración:------------------------ 21 L de concentrado FOSFATION
40 por cada 100L de baño
- Temperatura:-------------------------- 85 – 95 ºC
- Tiempo:---------------------------------- 20 min
- Agitación:------------------------------- Aire limpio y seco
Características de construcción:
Este baño estará construido de acero inoxidable AISI-316 con unas
dimensiones interiores de 1500 x 1000 x 1500 mm (largo x ancho x alto) y con
un volumen de 2250 litros.
En la parte interna, está dispuesta una chapa de acero inoxidable, de 3
mm de espesor, reforzada con perfiles IPN-80, del mismo material que están
dispuestos a lo largo de todo el baño, e irán soldados a la chapa mediante
soldadura por puntos.
Este baño recubierto de una capa de lana de roca de 80 mm en el fondo
y paredes del baño. Esta fibra posee un gran poder aislante que evita que se
produzcan pérdidas de calor en el baño y hace que se mantenga en su interior.
Posteriormente a la lana de roca, se coloca una chapa de acero
inoxidable también AISI-316, de 1 mm de espesor, fijada con remaches del
mismo material.
Para favorecer el buen mantenimiento del baño, el fondo poseerá una
ligera pendiente que le proporcionará una mayor facilidad a la hora de vaciarlo.
Así, el fondo del mismo, dispondrá de una tubería de desagüe de 3” de
diámetro, también de acero inoxidable y unida mediante soldadura al material
del fondo con una brida.
Calentamiento:
Para alcanzar la temperatura de operación en el interior, se disponen de
dos resistencias de 15 KW cada una. La potencia necesaria ha sido calculada
en el Capítulo 5 del bloque correspondiente a Cálculos. Las características
técnicas de dichas resistencias quedarán detalladas en este mismo capítulo.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 84 Memoria
El baño quedará calentado de forma efectiva gracias a estas resistencias que
tardarán en calentar el tanque un tiempo aproximado de x horas.
Elementos de control:
Para el control de la temperatura interior, se dispone de un
pirómetrocontrolador de temperatura, de 4 dígitos, con dos sondas de
temperatura, digital y forrado de PVC.
Además contamos con un temporizador que una vez finalizado el tiempo
programado emite una señal luminosa de color rojo para avisarnos que el
tratamiento está finalizado
Llenado del baño:
Para proceder al llenado con agua desmineralizada de este baño, se
dispone en la parte superior del mismo una tubería de PVC de 11/2” de
diámetro, con válvula de bola.
Llenar parcialmente la cuba con agua desmineralizada, calentar hasta 90
ºC aproximadamente y añadir, por cada 100 litros de baño 21 litros de
FOSFATION 40 o producto equivalente. Completar el volumen con agua
desmineralizada hasta el volumen final y agitar para homogeneizar la solución.
Agitación:
Para conseguir una homogeneización adecuada del líquido en el interior,
se colocará en el fondo del baño un sistema de agitación, que consistirá en una
tubería de 11/2” de diámetro, acero inoxidable AISI-316, de 1300 mm de
longitud en el fondo, con una serie de perforaciones de 3 mm de diámetro.
Contiene dos válvulas: una de corte de flujo y otra antiretorno.
Capotas:
Esta cuba irá provista de capotas para la extracción de gases. Estas
estarán dispuestas en los laterales del baño y serán de acero inoxidable AISI-
316, de 2 mm de espesor. Las capotas actúan como sistema de aspiración de

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 85 Memoria
los gases que puedan emitirse durante la etapa de limpieza. Para ello
contienen orificios rectangulares de 190x20 mm.
Están dispuestas en forma de pendiente progresiva que se extiende
longitudinalmente, de menor a mayor, de manera que la extracción de gases se
realizará por igual a lo largo de toda la capota.
5.3.- CARACTERISTICAS DE LOS HORNOS
Entendemos por hornos industriales los equipos o dispositivos utilizados
en la industria, en los que se calientan piezas o elementos colocados en su
interior por encima de la temperatura de ambiente. El objeto de este
calentamiento puede ser muy variado. En esta planta la introducción de las
piezas en los hornos persigue dos objetivos diferentes:
- Tratar térmicamente la pieza para otorgarle determinadas propiedades
- Tratar la pieza con otros elementos, operación que se facilita
frecuentemente operando a temperatura superior a la del ambiente.
En la práctica este concepto claro de horno que se ha definido
anteriormente es bastante más complejo. En la actividad diaria se emplean
términos como:
- Estufas, para hornos que operan a baja temperatura pero sin definir
esta, normalmente hasta 500-600ºC. No obstante, se sigue llamando
horno de revenido a los equipos que realizan este tipo de tratamiento
aunque sea a 180ºC.
- Secaderos o estufas de secado. La temperatura de secado puede ser
elevada y adoptar una técnica de construcción similar a la de los hornos.
- Baterías de coque, son las series de hornos en forma de celdas
utilizadas en la producción del coque.
- Arcas de recocer en la industria del vidrio.
- Incineradores, equipos destinados a la combustión y eliminación de
residuos.
- Etc.
En este proyecto y para el tipo de tratamiento termo-químico que se está
planteando, el nitrurado en baño de sales, se van a necesitar dos tipos de
hornos distintos y antes de introducir las piezas en cualquiera de los hornos los
ejes se montaran en unos bastidores en lotes de cuatro piezas por bastidor
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 86 Memoria
5.3.1.- Horno de precalentamiento
Las piezas antes de entrar en el horno para el tratamiento termoquímico
deben ser precalentadas a cierta temperatura para que la eficacia del proceso
sea la deseada. En este caso la temperatura a la que deben introducirse las
piezas en el baño de sales es de 300ºC, por lo que hará falta un horno que
alcance temperaturas algo superiores a estas pero no muy superiores ya que a
medida que se eleva la temperatura máxima de trabajo de los hornos aumenta
el precio de venta.
Para esta operación se ha seleccionado un horno de tipo eléctrico frente
a uno de gasoil. Los hornos eléctricos presentan unas ventajas frente a los
anteriores que los hacen muy interesantes como son la simplicidad de los
mismos, la facilidad en la automatización del proceso y la facilidad para el
control de la temperatura. Este horno es de construcción metálica, electro
soldado, a partir de chapas y perfiles de acero laminado en frío, de gran
robustez, con avanzado diseño y protección fosfocromatante y pintura
epoxídica de agradables tonos, lo que le confiere una larga vida.
Este horno ira equipado con aislamiento realizado mediante fibras
minerales y cerámicas de baja masa térmica y gran poder calorífugo,
cuidadosamente dispuestas en estratos a fin de reducir las pérdidas de calor.
Gracias a este aislamiento se consigue un ambiente fresco y un gran ahorro
energético con consumos reducidos
El sistema de calentamiento de las piezas es de tipo eléctrico como se
ha comentado anteriormente. Las resistencias eléctricas están formadas por un
aro de hormigón refractario con hilo resistor de aleación Cr-Al-Fe en su interior
y preparadas para ser conectadas a la red de 220/380 V III fases. Los
calefactores están ampliamente sobredimensionados para una larga vida
El control de la temperatura en este horno se realiza mediante un
regulador electrónico con visualizador digital y termopar tipo K.
Este horno tendrá unas dimensiones internas de 1000 x 600 x 600 mm
(alto x ancho x largo).
En él, los ejes entraran de forma vertical para evitar riesgos de pandeo y
se ubicarán en una estructura que se encuentra en el interior del horno que
asegura su perfecta verticalidad. En el horno se introducirán dos bastidores (8
ejes) y permanecerán en este horno a la espera de ser introducidos en los
baños de sales de nitruración.
5.3.2.- Horno para fusión de sales de nitruración
En este horno se desarrollara la etapa principal de este proceso de
nitruración. Este horno es también un horno eléctrico que está compuesto por
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 87 Memoria
una estructura calefactora y un crisol en el centro donde se funden las sales en
las que se van a introducir las piezas.
Para este proyecto se ha seleccionado un horno de la casa Emison de
construcción metálica, electro soldado, a partir de chapas y perfiles de acero
laminado en frío, de gran robustez, con avanzado diseño y protección
fosfocromatante y pintura epoxídica de agradables tonos, lo que le confiere una
larga vida.
Este horno ira equipado con aislamiento realizado mediante fibras
minerales y cerámicas de baja masa térmica y gran poder calorífugo,
cuidadosamente dispuestas en estratos a fin de reducir las pérdidas de calor.
Gracias a este aislamiento se consigue un ambiente fresco y un gran ahorro
energético con consumos reducidos
El sistema de calentamiento del crisol que contiene las sales es de tipo
eléctrico como se ha comentado anteriormente. Las resistencias eléctricas
están formadas por un aro de hormigón refractario con hilo resistor de aleación
Cr-Al-Fe en su interior y preparadas para ser conectadas a la red de 220/380 V
III fases. Los calefactores están ampliamente sobredimensionados para una
larga vida
El control de la temperatura en este horno se realiza mediante un
regulador electrónico con visualizador digital y termopar tipo K sumergido en
las sales y un regulador con termopar en la cámara de calentamiento. Debe
tenerse en cuenta que para alcanzar una temperatura determinada en las sales
la temperatura en la cámara formada por las resistencias y el crisol debe ser
del orden de unos 100 grados superior.
En el cuadro eléctrico que acompaña a este horno hay instalado un
temporizador el cual una vez transcurrido el tiempo de tratamiento a la
temperatura deseada proporciona una señal eléctrica para el accionamiento de
una alarma acústica y luminosa
En caso de rotura del crisol unos electrodos colocados en la solera del
horno detectan la presencia de las sales fundidas y provocan el encendido de
un piloto avisador.
Por motivos económicos y prácticos se ha decidido instalar dos hornos
como los que se acaban de describir. Se introducirán los ejes en lotes de 4 en
cada horno de modo que se estarán tratando 8 piezas simultáneamente.
Cada horno tendrá unas dimensiones de 690 x 780 mm y los crisoles de
360 x 490 mm (Diámetro x Alto). Los crisoles tendrán un volumen de 50 L y los
hornos una potencia de 10 kW.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 88 Memoria
5.4.- EQUIPOS Y MAQUINAS AUXILIARES
5.4.1.- Sistemas de agitación
Los baños de desengrase, decapado, cromado duro, fosfatado al
manganeso y baños de enjuague necesitan de sistemas de agitación en su
interior que mantenga las disoluciones homogéneas.
Como hemos comentado anteriormente, la agitación se consigue gracias
al aire proveniente de una soplante, la cual hace pasar el aire a través de una
red de tuberías, fabricadas en acero inoxidable o PVC en función de la
disolución contenida en el baño, de 11/2 pulgadas de diámetro. Esta tubería se
introduce por la parte superior del baño y se dispone finalmente en el fondo del
mismo, con una serie de perforaciones alternas por las que sale el aire que se
eleva en forma de burbujas a través del líquido contenido en el tanque.
La sujeción de las tuberías al fondo de los baños se realizará mediante
bridas de acero inoxidable AISI-316
La soplante está fabricada en acero inoxidable, ya que se encuentra en
una atmósfera corrosiva y trabaja aspirando aire de la atmósfera, el cual pasa a
través de un filtro que elimina todas las impurezas que pueda contener, así
como la humedad del mismo, dando lugar a un aire limpio y seco, libre de
sustancias y evitando que se contaminen los baños.
Son 9 los baños que van a ser agitados, es por ello que se tendrán dos
soplantes exactamente iguales, una para cuatro baños y la otra para cinco,
debido a las grandes pérdidas de carga que se producirían con sólo una
soplante para todos los baños.
En el capítulo 3 del bloque de cálculos se determinan las especificaciones para las soplantes elegidas.
Además, este sistema contiene una serie de accesorios distribuidos a lo largo de cada baño que interviene, de manera que cada uno de ellos contendrá cuatro codos, una te, una válvula antirretorno y una válvula de corte de flujo.
5.4.2.- Extracción de gases
Debido a que en algunos baños de la instalación se trabajan con
productos químicos que emiten vapores tóxicos durante el proceso, se ha de
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 89 Memoria
disponer de un sistema de extracción de gases, como medida preventiva para
evitar el riesgo por intoxicación de las personas que trabajan en este proceso.
Como se ha comentado anteriormente en este capítulo, todos los baños
excepto el de agua de red y agua desmineralizada, contienen una serie de
capotas sobre la parte superior de los baños, construidas en acero inoxidable
AISI-316, con 6 ranuras en cada capota de cada baño, de 190 x 20 mm a lo
largo, por las que los gases son absorbidos.
Por la parte trasera de cada baño, irá conectada una tubería de PVC a
cada capota de cada baño, de 7” de diámetro, de manera que los gases al ser
aspirados desde el centro de cada baño, se introducen en las ranuras y pasan
a través de estas tuberías a un colector general, el cual irá unido al sistema de
aspiración general.
El recorrido que realizan los gases absorbidos de cada baño es el
siguiente: Se introducen a través de las ranuras de cada capota, pasan a través
de las tuberías al colector y desde aquí al lavador de gases, en donde los
gases se introducen por la parte de abajo. Este lavador contiene en la parte
superior una ducha, por la que agua de red cae y lava en contracorriente esos
vapores que ascienden. Contiene a su vez un lecho fijo relleno de anillos, para
facilitar el contacto gas-líquido. El agua contaminada pasará a la depuradora
para poder reutilizarse. Por la parte superior, se obtiene el aire depurado, el
cual pasa a una chimenea que da salida al exterior.
El caudal total de vapores a tratar en la torre de lavado será de 32256
m3/h, por lo que se necesitará un ventilador que sea capaz de absorber este
caudal, y debiendo superar además una pérdida de carga de 333 mm.c.d.a.
Estos datos vendrán claramente detallados en el capítulo 4 del bloque
de cálculos.
5.4.3.- Equipo de agua desmineralizada
Se trata de un equipo de aporte de agua desmineralizada por lechos
separados
En el taller, tanto los baños de enjuague como las disoluciones que
forman el resto de los baños, están compuestos por agua desmineralizada. El
equipo hace posible el suministro de ella con la calidad requerida.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 90 Memoria
La calidad que ha de tener es la siguiente:
- Sólidos disueltos: < 10 p.p.m.
- Conductividad: < 10 μS/cm.
- Silicatos: < 4 p.p.m.
- Cloruros: < 1 p.p.m.
- pH: 6-7.
La calidad en el agua debe mantenerse en todos los baños de enjuague
de la cadena, ya que ellos son los encargados de prevenir la contaminación de
las disoluciones que componen los baños de la cadena, eliminando los restos
que quedan adheridos en la superficie de las piezas antes de pasar de un baño
a otro.
Para el llenado de los baños de tratamiento también es necesario
realizar las disoluciones con agua desmineralizada por lo que será de gran
importancia.
El agua procedente de los enjuagues pasa por los rebases hasta el
depósito de acumulación subterráneo de donde es aspirado por una bomba
vertical. El agua bombeada pasa por el filtro de sílex-antracita y después por
las columnas desmineralizadoras, llegando finalmente a un depósito de 1000 L.
La limpieza del filtro se hace automáticamente con un programador que
permite hacer un lavado al día. El agua limpia para el mismo proviene de un
grupo de presión disponible en el taller.
La regeneración de las columnas catiónica y aniónica se hace
automáticamente gracias a un programador electrónico digital que compara la
señal recibida por la sonda de conductividad con el valor prefijado en memoria,
iniciando el ciclo de regeneración automáticamente.
Las aguas, tanto de lavado del filtro y de la regeneración, son
conducidas a un depósito de acumulación de 250 L de donde es impulsada por
una bomba cuyos componentes hidráulicos, están jabonados en polipropileno
resistente a la agresividad del fluido que tiene que vehicular. Esta agua residual
va a parar al decantador-reductor-neutralizador, donde se producirán los
procesos de depuración.
El agua proveniente del sistema del equipo desmineralizador, es llevada
un tanque de almacenamiento y de ahí a cada uno de los tanques a través de
una red de tuberías de PVC de 2” de diámetro.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 91 Memoria
Este equipo tiene un caudal máximo de 3000 L horas y está compuesto
fundamental mente por:
- Un bastidor metálico, imprimado y pintado en el que se recogen los
elementos que a continuación se describen:
o Tres columnas cerradas, construidas en poliéster y reforzado
con fibra de vidrio, de 400 mm de diámetro y 1650 mm de
altura. Están equipadas con difusores internos construidos en
polipropileno y con una presión máxima de trabajo de 5
kg/cm2
- Lechos filtrantes:
o 100 L de carbón activo y sílex soporte
o 100 L de resina catiónica fuerte
o 100 L de resina aniónica fuerte
- Un juego de válvulas de bola construidas en PVC para efectuar, de
modo manual, dos lavados pertinentes al filtro de carbón activo.
- Un juego de manómetros para determinar las pérdidas de carga a lo
largo de la instalación
- Automatismo de regeneración, mediante dos válvulas multivía
construidas en poliéster reforzado con fibra de vidrio, actuadas
neumáticamente.
- Reductora de presión en línea de agua de red
- Filtro manorreductor en línea de serie
- Dos sistemas de absorción de regenerantes, compuestos cada uno
de ellos por:
o Caudalímetro para regenerante
o Válvula de asiento inclinado para regulación de caudal
o Válvula automática
o Depósito de regenerantes, construido en polietileno de tipo
cerrado, graduado y con boca de carga hermética, de 250 L
de capacidad, (Los depósitos se ubicarán fuera del bastidor).
El automatismo mediante válvula en cabeza del tipo multivía que
realiza todas las operaciones precisas para producir agua y regenerar las
resinas agotadas. Este automatismo incluye:
- Conductímetro digital equipado con un punto de control regulable
- Posibilidad de iniciar automáticamente la regeneración por
conductividad o por volumen y manualmente, por pulsador.
- Control y mando de la bomba de recirculación.
- Posibilidad de modificar tiempo de las etapas de regeneración

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 92 Memoria
El equipo tiene el siguiente consumo de regenerantes:
- Ácido clorhídrico comercial (33%): 35 L
- Sosa (30%): 26 L
5.4.4.- Equipos de calefacción.
Para el correcto funcionamiento de algunos de los baños que intervienen
en los procesos es necesario elevar la temperatura de las disoluciones de
tratamiento para que estas trabajen de forma óptima.
El volumen aproximado que hay que calentar es de 2200 L y para
calentarlo se emplearán resistencias calefactoras que serán elegidas
adecuadamente en función de la temperatura de trabajo a la que operan los
baños.
Las resistencias que se describen en este apartado se han seleccionado
de un catálogo de la casa Salvador Escoda, pudiendo ser sustituidas por otras
que cumplan con las mismas características técnicas.
Los baños que han de ser calentados son los siguientes: Desengrase,
decapado, cromado duro, fosfatado y dos baños de enjugue
Desengrase:
Este baño contendrá dos resistencias de 9 KW cada una. Estas serán con forma de “3U”, de triple vuelta.
La parte sumergible de la resistencia será de acero inoxidable AISI-321 de Ø8 mm con cabezal de latón y caperuza de protección de poliéster con fibra de vidrio. Esta parte tendrá una longitud de 505 mm y una potencia de 6.7 W/cm2 .
Decapado
Este baño contendrá una resistencia de 3.6 KW. Esta resistencia será con forma de “3U”, de triple vuelta.
La parte sumergible de la resistencia será de acero inoxidable AISI-321 de Ø8 mm con cabezal de latón y caperuza de protección de poliéster con fibra de vidrio. Esta parte tendrá una longitud de 235 mm y una potencia de 6.7 W/cm2
Cromado duro

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 93 Memoria
Este baño contendrá una resistencia de 12 KW. Esta resistencia será con forma de “3U”, de triple vuelta.
La parte sumergible de la resistencia será de acero inoxidable AISI-321 de Ø8 mm con cabezal de latón y caperuza de protección de poliéster con fibra de vidrio. Esta parte tendrá una longitud de 680 mm y una potencia de 6.6 W/cm2
Fosfatado al manganeso
Este baño contendrá dos resistencias de 15 KW cada una. Estas resistencias serán con forma de “3U”, de triple vuelta.
La parte sumergible de la resistencia será de acero inoxidable AISI-321 de Ø8 mm con cabezal de latón y caperuza de protección de poliéster con fibra de vidrio. Esta parte tendrá una longitud de 835 mm y una potencia de 6.6 W/cm2
Enjuague tras el fosfatado al manganeso
Este baño contendrá dos resistencias de 9 KW cada una. Estas resistencias serán con forma de “3U”, de triple vuelta.
La parte sumergible de la resistencia será de acero inoxidable AISI-
321 de Ø8 mm con cabezal de latón y caperuza de protección de poliéster
con fibra de vidrio. Esta parte tendrá una longitud de 505 mm y una
potencia de 6.7 W/cm2
Enjuague tras el nitrurado en baño de sales
Este baño contendrá dos resistencias de 12 KW. Esta resistencia será con forma de “3U”, de triple vuelta.
La parte sumergible de la resistencia será de acero inoxidable AISI-321 de Ø8 mm con cabezal de latón y caperuza de protección de poliéster con fibra de vidrio. Esta parte tendrá una longitud de 680 mm y una potencia de 6.6 W/cm2

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 94 Memoria
5.4.5.- Equipos de transporte
En la planta para el transporte de las piezas contamos con un
puentes grúas que elevará las piezas y las transportarán hasta los distintos
baño u hornos.
Se trata de un puentes grúas monorraíl tipo ELK de la casa ABUS o
equipos de características similares. El puente cuenta con una luz de 15 m
y viene equipado con un polipasto de cable de 2000 kg de carga.
El puente grúa vendrá pintado con pintura epoxi para evitar su
corrosión y el polipastos tendrá una velocidad de 0,8 – 5 m/min
La carga que podrá soportar el polipasto será mucho mayor que la
carga producida por los ejes en el bastidor. Esta sobredimensión nos
permitirá abordar en un futuro nuevos proyectos que precisen del
transporte de cargas más pesadas y no sea un límite para la capacidad de
la planta.
5.4.6.- Bastidores
Los bastidores donde irán sujetadas las piezas mientras reciben los
tratamientos tendrán la siguiente geometría.
Estos bastidores irán fabricados en acero inoxidable AISI-316 y
tendrán una longitud de 1700 mm. El agarre de las piezas se realizara
mediante dos pletinas que irán atornilladas por un extremo al soporte
central y que irán unidas entre sí por el otro extremo por una unión roscada
que permita regular el agarre de los ejes.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 95 Memoria
5.4.7.- Foso de contención
Todo el conjunto de los baños estará rodeado por un foso de
contención según puede observarse en el plano de la planta. El foso tiene
una profundidad de 500 mm sobresaliendo los baños sobre el nivel del
suelo 1000 mm
Este foso de contención es el encargado de recoger todos los restos
líquidos que puedan caer de los baños o que puedan desprenderse de las
piezas por arrastre durante el transporte de un baño a otro.
Además este foso, como su propio nombre indica, sirve de
contención en caso de que se produzca algún accidente en alguno de los
baños y se derrame su contenido.
Este foso tendrá una liguera pendiente hacia una de sus esquinas,
donde poseerá una tubería para su desagüe. Esta tubería será de PVC y
estará conectada a un depósito subterráneo donde se almacenaran todos
los residuos líquidos antes de ser bombeados hacia la depuradora
Existe también otro foso de contención en la zona de los hornos.
Este foso abarca el perímetro del horno de pretratamiento, sales fundidas y
el baño de enjuague correspondiente. Este foso de contención será
igualmente de 500 mm de profundidad y los hornos y los baños se
colocarán en su interior de tal forma que sobresalga 1000 mm sobre la
superficie del suelo.
Este segundo foso no tendrá desagüe alguno, ya que tiene objetivos
distintos al anterior. Este foso tiene como finalidad retener las sales
cianuradas en caso de que se rompiese el crisol o se derramasen por
cualquier otro motivo. Estas sales no pueden entrar en contacto bajo
ninguna circunstancia con ácido ya que desprenderían gases de ácido
cianhídrico, muy tóxicos para el ser humano. En caso que se produjese
algún tipo de derrame, este foso está diseñado para albergar la capacidad
total de sales en el crisol y posteriormente serán recogidas de forma
manual por los operarios de la planta, siguiendo siempre todas las medidas
de seguridad necesarias.
En cuanto al baño de enjuague, este se encuentra a 90 ºC por lo que
los posibles derrames que se produjesen por el arrastre de las piezas se
evaporaría sin que hubiese acumulación o algún tipo de charco en el foso.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 96 Memoria
Los fosos estarán cubiertos por parrillas de acero inoxidable que
servirá como pasarela alrededor baños y hornos, y nos permitirán acceder
hasta ellos.
5.4.8.- Panel de control
Para el control de ciertos elementos dentro del taller se dispone de
un sistema de control, donde se puede ver la temperatura de hornos y
baños, estando marcados también los márgenes en los que deben
mantenerse cada uno de ellos
En el panel también vemos el voltaje y la intensidad de corriente que
está llegando al baño de cromado duro y también encontramos el
interruptor del compresor para el sistema de agitación de los baños así
como el interruptor para el sistema de extracción de los gases.
5.4.9.- Equipos de seguridad
A pesar de que el operario que esté trabajando en el taller ha de
utilizar los equipos de protección personales, como medida de seguridad
instalaremos en la planta dos equipos de duchas con lava ojos incorporado
en la zona de trabajo, ya que se trabaja con sustancias químicas altamente
peligrosas al contacto con la piel.
Uno de los equipos se instalara al comienzo de la cadena de baños
y el otro se instalará cerca de la zona de los hornos.
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 97 Memoria
6.- ESTUDIO MEDIOAMBIENTAL: GESTION DE RESIDUOS
GENERADOS
6.1 INTRODUCCION
Durante los primeros años de la década de los ochenta, los residuos
tóxicos se convirtieron en el principal problema medioambiental de la
sociedad.
Actualmente la información científica muestra algunos problemas
potencialmente devastadores relacionados con el ecosistema global. Un
residuo se considera tóxico cuando puede provocar reacciones tóxicas en
el ser humano. Así, dependiendo de la forma en que se originan y el lugar,
los residuos se pueden clasificar en:
- Residuos inertes: Escombros, material derribo, escorias, cenizas, etc.
- Residuos asimilables a urbanos: madera, papel, cartón, pieles, vidrios,
metales, tejidos, etc.
- Residuos no peligrosos: Aquellos que no puedan asimilarse a los
generados en los domicilios, por ejemplo lodos de depuradora no
peligrosos.
- Residuos peligrosos: Aquellas que contienen elementos o sustancias que
pueden representar un peligro para el medio ambiente, la salud humana o
los recursos naturales.
Para llevar a cabo una gestión adecuada de los residuos tóxicos es
necesario comprender de qué forma son liberadas las sustancias
contaminantes en el medio ambiente, como su desplazamiento y cuál es su
destino.
6.2.- PAPEL DEL INGENIERO
La evacuación final de los residuos sólidos, fangos y contaminantes
concentrados separados del agua residual mediante los diversos procesos
de tratamiento es uno de los problemas más complejos. Debido a la
problemática de la contaminación del aire y de las aguas subterráneas, se
está prestando mucha atención a los métodos de eliminación del fango por
incineración y por evacuación al terreno y/o vertederos.
Después de ser tratada, el agua residual debe ser evacuada al
medio ambiente o reutilizada. El método más común para la evacuación de

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 98 Memoria
los efluentes tratados se basa en el vertido y dilución en corrientes, ríos,
lagos o mar. Por ello, el papel del ingeniero es fundamental en la
elaboración de planes y procesos para el tratamiento, gestión y eliminación
de los residuos generados.
6.3.- GESTION DE RESIDUOS LIQUIDOS
6.3.1.- Objetivo de la depuración de las aguas del taller
La misión de esta instalación es el tratamiento de aguas de enjuague
de las diversas cubas existentes en el taller de tratamiento superficiales,
consiguiendo con ello las siguientes mejoras:
Eliminación del vertido en continuo de las aguas de enjuague,
suprimiendo todo tipo de vertido, pues a instalación es un circuito
cerrado.
Ahorro de agua, al suprimirse el vertido en continuo.
Mejora de la calidad de las aguas de enjuague.
6.3.2.-Procesos que tienen lugar en la planta
Los principales procesos que tienen lugar en la planta son los
siguientes:
Desengrase
Decapado
Cromado duro
Nitrurado blando
Fosfatado manganeso
Enjuagues entre tratamientos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 99 Memoria
En el siguiente cuadro se encuentran esquematizadas las
operaciones que se llevan a cabo sobre los ejes en el taller de tratamientos
superficiales.
RECEPCIÓN
DESENGRASE
ENJUAGUE
DECAPADO
ENJUAGUE
CROMADO DURO
ENJUAGUE
SECADO
SECADO
ENJUAGUE
NITRURADO
PRECALENTAMIENTO
ENJUAGUE
DECAPADO
ENJUAGUE
DESENGRASE
DESENGRASE
ENJUAGUE
DECAPADO
ENJUAGUE
FOSFATADO
ENJUAGUE
ACEITADO
ENTREGA

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 100 Memoria
6.3.3.- Máximos legales establecidos por la A.M.A. para vertidos en la
Bahía de Cádiz
La Agencia del Medio Ambiente mandó los siguientes parámetros
como máximos permisibles para los vertidos de aguas residuales:
pH = 6-9
Sólidos en suspensión = 50 ppm
Aceites = 10 ppm
Demanda química de oxígeno =100 ppm
NH4+ = 40 ppm
F- = 100 ppm
Cr4+ = 0,2 ppm
Cromo total = 1,5 ppm
S2- = 1 ppm
Zn = 0,5 ppm
PO4 = 10 ppm
Pb = 0,5 ppm
Cu = 0,5 ppm
Ni máx. = 5 ppm
Cd = 0,2 ppm
Al = 1 ppm
Fe = 10 ppm
6.3.4.- Principio de funcionamiento
6.3.4.1.- Aguas con contenidos en cromatos
El tratamiento de las aguas procedentes de un proceso de
galvanotecnia no puede ser solamente una neutralización, sino que,
deberán en primer lugar, ser reducidos los cromatos que contenga, para
pasar antes de la descarga definitiva a una neutralización final al pH
requerido.
Las aguas que vamos a tratar en nuestro taller contienen cromo
hexavalente y sus sales que son muy venenosas.
El tratamiento consiste en la reducción a cromo trivalente, cuyos
compuestos son solubles, aunque todavía nocivos. La desintoxicación

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 101 Memoria
definitiva se realiza en el depósito de neutralización final, con la formación
de hidróxido de cromo insoluble.
La reducción se obtiene regulando el pH del producto a un valor
aproximado de 2,5 pH, añadiendo ácido sulfúrico o ácido clorhídrico.
En estas condiciones, la adición de un reactivo como el bisulfito
sódico (NaHSO3) permite la reducción de cromo hexavalente a cromo
trivalente, según la siguiente reacción:
Este tratamiento, como ya se ha indicado antes, no completa el
proceso de desintoxicación de esta agua, ya que será necesario en fases
sucesivas el efectúa la precipitación de hidróxido de cromo insoluble a un
pH más elevado.
La reacción antes indicada viene controlada a través de la medida y
regulación del potencial de tomado de un electrodo de platino sumergido
Sin entrar en la descripción de la medida que requeriría un
tratamiento específico, recordaremos simplemente que la medida del
potencial Redox es correlativa a la reducción que ocurre en la solución, por
lo que controlando el potencial se controla el tipo de reducción ocurrida.
En particular, recordamos que la adición de Bisulfito sódico
(NaHSO3) como reactivo, en agua que contenga cromatos a un pH de 2,5
reduce el Redox de la solución de aproximadamente 500 mV a
aproximadamente 200 mV.
Estos valores están influenciados por el pH de la solución y en
particular cuanto más alto es el pH resulta inferior la reducción y resulta
más lenta la reacción, aún con la adición de mucho reactivo. A pH bajo se
verifica lo contrario.
El pH elegido de 2,5 resulta de un estudio técnico-económico para el
logro de una suficiente reducción con (H2SO4) para bajar el pH
Puesto que esta reacción requiere un determinado tiempo para
completarse, el producto a tratar debe permanecer en el depósito al menos
3 minutos antes de pasar al tratamiento sucesivo.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 102 Memoria
6.3.4.2.- Neutralización
Las aguas ácidas y alcalinas procedentes de los lavados de la planta
de tratamiento químico-electrolítico, más las provenientes de los
tratamientos de la propia depuradora pasan a un deposito donde se
procederá a su neutralización a un valor entre 8 y 9 pH
La razón del valor relativamente alto del pH se deriva del hecho que
en estas condiciones pueden precipitar fácilmente las sales metálicas y los
productos en suspensión, provocando así un rebajamiento natural en el pH
del agua de descarga a un valor de 7-7,5 pH
El tratamiento químico se reduce a la adición de hidróxido sódico
(NaOH) en caso de pH menos de 7 o de H2SO4 o HCl, en caso de pH
mayor que 7
La regulación ha sido realizada, de modo que se efectúe una
corrección automática ácido o básica, como será descrito más adelante
6.3.4.3.- Floculación y decantación/espesado de lodos
Una vez lograda la neutralización se procede a la decantación del
efluente.
Se pueden diferenciar dos partes en este proceso:
La floculación
La decantación
La Floculación
Consiste en la adición del polielectrolito con objeto de aumentar la
velocidad ascensional inferior a la velocidad de sedimentación del
Hidróxido correspondiente, mediante la formación de flóculos de mayor
tamaño y peso
La Decantación
Se logra haciendo circular al fluido por un decantador de Lamelas o
Estático con una velocidad ascensional inferior a la velocidad de
sedimentación de los flóculos, originando la deposición de lodos en el
fondo del decantador.
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 103 Memoria
El espesamiento de lodos y su deshidratación parcial se consigue
pasando los lodos generados en el decantador a un espesador de lodos,
en el cual debido a su forma cilíndrico-cónica y a su volumen, los lodos
permanecen durante un mayor tiempo, originándose su espesamiento,
antes de la filtración.
6.3.5.- Reciclado de aguas de enjuagues
El agua procedente de los enjuagues pasa por los rebases hasta el
depósito de acumulación subterráneo de donde es aspirado por la bomba
multicelular vertical.
El agua bombeada pasa por el filtro de sílex-antracita y después por
las columnas desmineralizadoras, volviendo luego a las cubas.
La limpieza del filtro, se hace automáticamente con un programador
que permite hacer un lavado al día. El agua limpia para el mismo, proviene
de un grupo de presión disponible en la zona.
La regeneración de las columnas catiónica y aniónica se hace
automáticamente gracias a un programador electrónico digital que compara
la señal recibida por la sonda de conductividad con el valor prefijado en
memoria, iniciando el ciclo de regeneración automáticamente
Las aguas, tanto del lavado del filtro y de la regeneración son
conducidas a un depósito de acumulación de 1000 L de donde es
impulsada por una bomba cuyos componentes hidráulicos, están
jabonados en polipropileno resistente a la agresividad del fluido que tiene
que circular.
Esta agua residual, va a parar al decantador-reductor-neutralizador,
donde van a producirse los siguientes ciclos una vez iniciado el programa.
Este programa se inicia de tres formas:
Por nivel en el decantador-reductor-neutralizador
Tres horas después de ponerse en marcha la bomba de impulsión
De forma manual
El programa para la decantación-reducción-neutralización, esta
comandado por un autómata programable marca Telemecanica, modelo
TSX-17 o similar.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 104 Memoria
6.3.6.- Funcionamiento del proceso de decantación-reducción-
neutralización.
Arrancan el agitador del decantador y el de bisulfito.
Arrancan, si es necesario, las bombas dosificadoras de ácido y de
bisulfito, para que se produzca la reducción de cromo hexavalente
presente en el agua. Esto se hace durante 3 horas para asegurar la
reducción completa.
Paramos las bombas de ácido y bisulfito y el agitador de este,
arrancando en este momento la bomba de base (NaOH) durante 3
horas.
Paramos todo y dejamos 2 horas para la decantación de los sólidos
en suspensión y de los hidróxidos metálicos producidos
Abrimos la válvula selenoide de salida del decantador durante 1 hora
Cerramos la válvula de salida y abrimos la de purga de lodos que
van a pasar al sistema de filtración sobre sacos, que son retirados
por una empresa colaboradora de la administración de medio
ambiente
6.3.7.- Mediciones y registros
Dentro del decantador-neutralizador-reductor, se encuentran
instaladas dos sondas para medir el pH del agua y controla la puesta en
marcha de las bombas impulsoras de ácido (HCl) y base (NaOH), así
como, otra para la medición del potencial Redox (rH). Los datos adquiridos
por estas sondas, son enviados a los equipos de medición en continuo,
instalados por la A.M.A. En el equipo desmineralizador tenemos instaladas
una sonda para medir la conductividad de las aguas de las cubas en
microsiemens y que ponen en marcha el equipo desmineralizador, cuando
la medición se encuentra 50 unidades por debajo del valor prefijado.
En el exterior se instala un transmisor en continuo y en tiempo real,
al que se le conecta una sonda situada en las canalizaciones de salida del
taller que realice las mediciones de las aguas de vertido, así como un
caudalímetro, para indicar la cantidad vertida de dichas aguas.
Todo este sistema, comunica vía radio con la Agencia del Medio
Ambiente para el control de los vertidos.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 105 Memoria
6.4.- GESTION DE RESIDUOS SOLIDOS
Los residuos sólidos generados en la planta consistirán en los lodos
generados en el espesador de lodos provenientes del proceso de
decantación y las sales del proceso de nitrurado.
Los lodos generados en la planta presentan contenidos en cromatos
y serán gestionados por una empresa externa.
Del mismo modo las sales agotadas provenientes del proceso de
nitruración en baño de sales también serán gestionadas por una empresa
externa encargada de tratar este tipo de residuos.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 106 Memoria
7.- PLAN DE PREVENCIÓN DE RIESGOS LABORALES
7.1.- INTRODUCCIÓN
La Ley de Prevención de Riesgos Laborales 31/1995 aportó una
nueva concepción de la seguridad y salud en el puesto de trabajo. Su
aplicación supone la implantación de una cultura de prevención en todos
los niveles de la empresa, tendente a evaluar y minimizar los riesgos que
para la salud del trabajador pudiera ocasionar la actividad laboral.
A partir de aquí se concibe que cualquier daño para la salud del
trabajador debe ser contemplado y podemos evitar los riesgos si se adopta
una adecuada prevención. Ello es porque la prevención contempla
claramente que cualquier riesgo que se pueda evitar debe ser evitado y si
esto no es posible elaborar un plan para contemplarlos.
La constitución española en el artículo 40.2 establece velar por la
Seguridad e Higiene en el trabajo. Por lo que habrá que desarrollar una
política de protección de la salud de los trabajadores mediante la
prevención de riesgos derivados de su trabajo.
Con la LPRL llega la concepción de que se debe mejorar
progresivamente las condiciones de trabajo que lo transpone de la Directiva
89/391/CEE. También debemos citar en ésta línea otras directivas que
también transpone la ley y mejoran las condiciones de trabajo para
determinados grupos de trabajadores: 92/85/CEE, 94/33/CEE y
91/383/CEE, relativas a la protección de la maternidad y de los jóvenes y al
tratamiento de las relaciones de trabajos temporales, de duración
determinada y en empresas de trabajo temporal.
Esta ley establece la obligación de las empresas y las
administraciones públicas a constituir un servicio de prevención
responsable de las actividades de protección y prevención de riesgos
laborales, entendiendo tal servicio como el conjunto de medios humanos y
materiales necesarios para realizar dichas actividades a fin de garantizar la
adecuada protección de la seguridad y salud de los trabajadores
asesorando y asistiendo a la dirección de la organización, a los
trabajadores y sus representantes y a los órganos de representación
especializados.
El objeto fundamental de ésta ley es establecer las
responsabilidades para poder proteger la salud de los trabajadores
respecto a los riesgos derivados de las condiciones de trabajo. Se
establece así tanto el derecho de los trabajadores como establece las

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 107 Memoria
obligaciones/responsabilidades para garantizar éste derecho. Además esta
Ley se aplica a todo trabajador, incluso a las administraciones públicas, con
algunas excepciones que quedan claramente detalladas en ésta ley.
La política que establece es considerar los principios de eficacia,
coordinación y participación, y ordena tanto las administraciones públicas
con competencia en materia preventiva, como la necesaria actuación en
dicha participación de los empresarios, y trabajadores a partir de sus
organizaciones representativas.
También reflexiona sobre los deberes y obligaciones empresariales.
Establece la planificación de la prevención desde la misma concepción
empresarial, la evaluación de riesgos y su evaluación periódica. Todo ello
coherente a los riesgos detectados y el control de la efectividad de las
medidas adoptadas al mismo. Refleja la consecuente información y
formación de los trabajadores de los riesgos derivados de su trabajo como
resultado de todas las actuaciones explicadas anteriormente.
La Ley también regula el conjunto de derechos y obligaciones
derivados de la protección de los trabajadores, desarrollando todas las
actuaciones en caso de emergencia (riesgo grave e inminente). La base de
la prevención para cualquier empresa debe ser la garantía de la prevención
de la salud a todos los trabajadores que lo hagan en sus instalaciones,
tanto los pertenecientes a la empresa como el personal subcontratado, que
esté trabajando en ella.
La Ley 54/2003 reforma el marco normativo de la prevención de
riesgos en el sistema general de gestión de la empresa, tanto en el
conjunto de actividades como a todos los niveles jerárquicos de la misma, a
través de la implantación y aplicación de un plan de prevención de riesgos
laborales. El tránsito empresarial a ésta cultura de prevención requiere un
cambio de mentalidad a todos los niveles de la organización.
Por su parte el reglamento de los servicios de prevención, aprobado
por el RD 39/1997, como normativa del desarrollo de la Ley de Prevención
de Riesgos laborales establece en el artículo 1:
La prevención de riesgos laborales, como actuación a desarrollar en
el seno de la empresa, deberá integrarse en el conjunto de las actividades
y decisiones, tanto en los procesos técnicos, en la organización del trabajo
y en las condiciones en las que éste se preste, como en la línea jerárquica
e la empresa, incluidos todos los niveles de la misma.
Este plan de prevención de riesgos laborales especialidad en higiene
industrial, versará sobre los riesgos asociados al taller de tratamientos
superficiales.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 108 Memoria
Una vez descrito los procesos, se explicará la situación actual de la
empresa y la metodología de análisis para la evaluación de:
- Condiciones de trabajo
- Exposición a agentes químicos
- Exposición a agentes físicos
Los análisis descritos a lo largo de este proyecto estarán de acuerdo
con los proyectos que se incluyen en el Instituto Nacional de Seguridad e
Higiene en el Trabajo, y con todas las normas vigentes que estén
involucradas en el desarrollo de los tratamientos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 109 Memoria
7.2.- OBJETO Y ALCANCE
Aplicando el artículo 15 de la Ley de Prevención de Riesgos
Laborales vamos a plantear en éste proyecto la protección de la salud de
los trabajadores mediante la prevención de riesgos laborales en el taller de
Tratamientos Superficiales.
La planificación de la prevención en estos talleres se desarrollará
de acuerdo con el artículo 16 de la ley de prevención de riesgos laborales,
por el que se aplica el " Plan de prevención de Riesgos Laborales,
evaluación de los riesgos y planificación de la actividad preventiva",
haciendo especial declaración y aplicación de toda la normativa aplicable
que sea necesaria para cumplir con el artículo 14 de dicha ley "Derecho a
la protección de los trabajadores" y aplicando los principios generales de
toda actuación preventiva acordado según el artículo 15 de la Ley de
prevención de riesgos., el cual consta de las siguientes premisas:
1. Evitar los riesgos
2. Evaluar los riesgos inevitables
3. Combatir los riesgos en su origen
4. Adaptar el trabajo a la persona
5. Tener en cuenta la evolución de la técnica
6. Sustituir lo peligroso por lo que entrañe poco o ningún riesgo
7. Planificar la prevención
8. Anteponer la protección colectiva a la individual
9. Formación e información a los trabajadores
Por consiguiente, el objeto del presente proyecto es la planificación
de la actividad preventiva en este taller. Ello se realizará teniendo en
cuenta:
Contaminantes químicos
Contaminantes físicos
Condiciones de trabajo
El ámbito de aplicación llegará a todos los trabajadores de plantilla y
empresas subcontratadas que desarrollen su actividad dentro del taller.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 110 Memoria
La documentación generada en materia de prevención para el taller
de Tratamientos superficiales aplicando el artículo 23 de la LPRL, se
desarrollará a lo largo del presente proyecto pudiéndose resumir en:
1. Plan de prevención de riesgos laborales conforme a lo previsto en el
apartado 1 del artículo 16 de la Ley
2. Evaluación de riesgos para la seguridad y salud en el trabajo,
incluyendo los controles periódicos de las condiciones de trabajo y de la
actividad de los trabajadores, según el apartado 2 del artículo 16
3. Planificación de la actividad preventiva, incluidas las medidas de
prevención y protección a adoptar, así como el material utilizado, según
apartado 2 del artículo 16

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 111 Memoria
7.3.- DESCRIPCION DE LA FASE PRODUCTIVA DE LA PLANTA
Éste plan tendrá en cuenta y recogerá la planificación de la
prevención de riesgos laborales en el taller de tratamientos superficiales
para la aplicación de cromado duro, nitruración blanda, fosfatado al
manganeso y todas las actividades secundarias asociadas a estos
tratamientos
7.3.1.- Organigrama
La estructura organizativa del taller es:
PUESTOS DE TRABAJO
PUESTO DESCRIPCIÓN
JEFE
TALLER
Encargado de organizar el trabajo a realizar en las
naves y comprobar que dichos trabajos cumplen los
requisitos necesarios
OPERARIO
Realizar los tratamientos mediante grúas llevando
las piezas a las cubas correspondientes y el
consiguiente tratamiento, además de protección de las
zonas exentas de tratamiento.
Analizan primero las piezas que reciben, para
saber que tratamiento es el requerido. Tras esto se
suele desengrasar la pieza, introducirla en el
decapado correspondiente, para posteriormente ser
tratada. Por último, se introducen las piezas en cubas
de agua limpia, para luego llevarlas al proceso de
secado
JEFE TALLER
OPERARIO

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 112 Memoria
DESCRIPCION DEL PROCESO
Descripción del proceso de trabajo y operaciones implicadas: Las
operaciones implicadas son en general la manipulación de piezas con
puente-grúa o manual (según peso) para ir introduciéndolas en los
distintos baños. Control y análisis de los baños
Distancia de los trabajadores a las fuentes de contaminación: En la
inmediata vecindad.
REQUERIMIENTOS DEL PUESTO
MANDO:
1.- Conocimiento de química
2.- Conocimientos de electricidad
3.- Cálculos matemáticos necesarios para preparación y mantenimiento
de los baños
4.- Cálculos de áreas y volúmenes
5.- Curso básico de prevención de riesgos laborales
6.- Conocimientos compatibilidad para el almacenamiento de productos
químicos
7.- Tener archivadas las fichas toxicológicas de los productos
8.- Organizar y planificar los trabajos del taller
9.- Tener archivados los procedimientos de trabajo del taller
10.-Saber interpretar los planos en lo que respecta a su trabajo
11.-Medición de espesores
12.-Realización de ensayos para comprobar que se cumplen los
requisitos exigidos en los planos.
13.-Control de los productos utilizados y elaboración de demandas para
el aprovisionamiento del mismo, cuando sea necesario.
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 113 Memoria
OPERARIO:
1.- Conocimientos básicos de química
2.- Conocimientos básicos de electricidad
3.- Curso básico de prevención de riesgos laborales
4.- Conocimientos compatibilidad para el almacenamiento de productos
químicos
5.- Medición de espesores
6.- Saber utilizar herramientas y equipos del taller
7.- Conocer las fichas toxicológicas de los productos que utiliza
8.- Conocer los procedimientos de trabajo
7.3.2.- Instalaciones
En el plano del taller de tratamientos superficiales, adjuntado en el
Anexo A, podemos ver la disposición de la nave y las zonas que la
confieren. El taller de tratamientos superficiales que vamos a presentar
tiene una superficie de 260 m2 y podríamos dividirlo en 4 partes:
1.- Zona de baños: En esta zona existen 2 cadenas de baños, una
compuesta de 6 baños (desengrase, decapado, cromado duro y 3 baños de
enjuague) y la otra de 2 baños (fosfatado al manganeso y baño de
enjuague). Cada cadena se encuentra en un foso de 50 cm de profundidad,
por lo que sobresalen los baños 1 m del suelo
2.- Zona de Nitrurado: El taller tiene otra zona destinada al tratamiento
de nitrurado blando en la que se encuentran 2 hornos, uno de
precalentamiento y otro para el tratamiento en el baño de sales. Al igual
que en los baños, los hornos se encuentran en un foso de 50 cm de
profundidad

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 114 Memoria
3.- Zona de tratamiento de aguas: Esta zona cuenta entre sus
instalaciones con un decantador, columnas de intercambio iónico y
recipientes con reactivos químicos para el tratamiento de las aguas.
4.- Resto del taller: Existe una zona destinada al almacenaje de piezas
para ubicar, tanto las piezas tratadas de salida como aquellas que están
pendientes de entrada. En el taller también encontramos un laboratorio
para el análisis de los baños, un almacén para productos químicos y una
sala para el rectificador
El suelo del taller es antideslizante, consta de una sola puerta de
dimensiones 4x3 m
Para acceder el personal a las cubas y a los hornos sobre los fosos
existe una rejilla por la que pueden circular los operarios, sobresaliendo las
cubas de la rejilla 1 m aproximadamente
7.3.3.- Recursos materiales del taller
El personal para llevar las distintas piezas de una cuba a otra
dispone de dos puentes grúa de 2000 kg cada una
El taller tiene dos sistemas de extracción forzada ubicados en
distintas aristas del taller y un sistema de extracción localizada con una
montera.
Hay en el taller 8 cubas, cada una de ellas con las siguientes
dimensiones:
1 x Cuba de desengrase 1500 x 1000 x 1500 mm
1 x Cuba de decapado 1500 x 1000 x 1500 mm
5 x Cuba de enjuague 1500 x 1000 x 1500 mm
1 x Cuba de cromado 1500 x 1000 x 1500 mm
1 x Cuba de fosfatado 1500 x 1000 x 1500 mm

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 115 Memoria
El tratamiento de nitrurado blando requiere de dos hornos, uno para
el precalentamiento de las piezas y otro para la fusión del baño de sales.
Ambos hornos serán de tipo eléctrico, utilizándose en el segundo un crisol
de titanio para fundir las sales
Más maquinaria utilizada por el personal del taller es:
- Manguera de aire a presión para el secado de piezas
- Bomba de extracción de alto caudal
- Rectificador
7.3.4.- Productos químicos utilizados
GARDOCLEAN
Xi
IRRITANTE
Frases R
- R 37/38 Irrita las vías respiratorias y la piel
- R 41 Riesgo de lesiones oculares graves
Frases S
- S 22 No respirar el polvo
- S 24 Evítese el contacto con la piel
- S 26 En caso de contacto con los ojos, lávense inmediata y
abundantemente con agua y acúdase a un medico
- S 36/37/39 Úsense indumentaria y guantes adecuados y protección
para los ojos/cara

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 116 Memoria
ACTANE 300
C
CORROSIVO
Frases R
- R 34 Provoca quemaduras
- R 37 Irrita las vías respiratorias
Frases S
- S 26 En caso de contacto con los ojos, lávense inmediata y
abundantemente con agua y acúdase a un médico
- S 36/37/39 Úsese indumentaria y guantes adecuados y protección
para os ojos / cara
- S 45 En caso de accidente o malestar, acúdase
inmediatamente al médico (si es posible mostrar la
etiqueta)
CROMYLITE K-35
C O
CORROSIVO Y
COMBURENTE
Frases R
- R 9 Peligro de explosión en contacto con materias
combustibles
- R 45 Puede causar cáncer
- R 46 Puede causar alteraciones genéticas hereditarias
- R 62 Posible riesgo de perjudicar la fertilidad
- R 26 Muy toxico por inhalación
- R 24/25 Toxico en contacto con la piel y por ingestión
- R 48/23 Riesgo de efectos graves para la salud en casos de
exposición prolongada por inhalación
- R 35 Provoca quemaduras graves
- R 37 Irrita las vías respiratorias

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 117 Memoria
- R 42/43 Posibilidad de sensibilización por inhalación y en
contacto con la piel
- R 50/53 Muy tóxico para los organismos acuáticos
Frases S
- S 22 No respirar el polvo
- S 26 En caso de contacto con los ojos, lávense inmediata y
abundantemente con agua y acúdase a un medico
- S 36/37/39 Úsese indumentaria y guantes adecuados y protección
para la cara/ojos
- S 45 En caso de accidente o malestar, acúdase
inmediatamente al médico (a ser posible mostrar la
etiqueta)
- S53 Evítese la exposición. Recábense instrucciones
especiales antes del uso.
EMOLDUR 60
T+
MUY TÓXICO
Frases R
- R 26/27/28 Muy tóxico por inhalación, por ingestión y en contacto
con la piel
- R 32 En contacto con ácidos libera gases muy tóxicos
Frases S
- S 28 En caso de contacto con la piel, lávese inmediata y
abundantemente con agua
- S 36/37 Úsese indumentaria y guantes de protección adecuados
- S 45 En caso de accidente o malestar, acúdase
inmediatamente al médico

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 118 Memoria
ACIDO SULFURICO (H2SO4)
C
CORROSIVO
Frases R
- R 35 Provoca quemaduras graves
Frases S
- S 26 En caso de contacto con los ojos, lávense inmediata y
abundantemente con agua y acúdase a un médico
- S 30 No echar jamás agua a este producto
- S 45 En caso de accidente o malestar, acúdase
inmediatamente al médico y muéstresele la etiqueta a
ser posible
HIDROXIDO DE SODIO
C
CORROSIVO
Frases R
- R 35 Provoca quemaduras graves
Frases S
- S 37/39 Úsese indumentaria, guantes adecuados y protección
para los ojos / cara
- S45 En caso de accidente o malestar, acúdase
inmediatamente al médico (a ser posible mostrar la
etiqueta)

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 119 Memoria
ACIDO CLORHIDRICO
C
CORROSIVO
Frases R
- R 34 Provoca quemaduras
- R 37 Irrita las vías respiratorias
Frases S
- S 26 En caso de contacto con los ojos, lávense inmediata y
abundantemente con agua y acúdase a un médico
- S 45 En caso de accidente o malestar, acúdase
inmediatamente al médico ( si es posible, muéstrele la
etiqueta)
BISULFITO SODICO
Xn
NOCIVO
Frases R
- R 22 Nocivo por ingestión
- R 31 En contacto con ácidos libera gases tóxicos
Frases S
- S 25 Evítese el contacto con los ojos
- S 46 En caso de ingestión, acúdase inmediatamente al
médico y muéstrele la etiqueta

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 120 Memoria
7.3.5.- Equipos contraincendios
Los extintores deben tener realizadas las pruebas oficiales de
mantenimiento (revisiones trimestrales y anuales y pruebas de presión
cada cinco años). Asimismo, la empresa debe disponer de una base de
datos de todos los extintores de contra incendios actualizada.
En el taller podemos encontrar dos extintores de polvo seco de 9 Kg
y otro de CO2 de 5 Kg.
7.3.6.- Productos utilizados
Materias primas:
Piezas de acero mecanizadas (piezas que van a ser tratadas)
Residuos:
RESIDUO TIPO
Lodos
Aguas contaminadas de los baños
Sales Nitruración
7.3.7.- Condiciones ambientales del taller
TEMPERATURA
20 ºC

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 121 Memoria
HUMEDAD
72 %
RUIDO
El único ruido existente en el proceso se origina en la operación de secado
con aire a presión
VIBRACIONES
No existe trabajo sometido a vibraciones
RENOVACION DE AIRE
Renovación a través de ventanas y lumbreras (Extracción general)
ILUMINACION TALLER
Considerando unas exigencias visuales, en general moderadas para las
tareas a realizar en este centro, el nivel mínimo de iluminación según el
R.D. debe ser de 200 lux. La Guía Técnica a la que hace referencia el R.D.
en el punto 3.3, incluye una tabla mucho más detallada, tomada de la
norma EN 12464, con los niveles recomendados para las diferentes
actividades. Entre estas se considera que para tratamientos superficiales
de metales, se requiere un nivel medio de iluminación mantenido sobre el
área de trabajo de 500 lux.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 122 Memoria
7.3.8.- Descripción de actividades
A continuación se describen las actividades que van a llevarse a
cabo en este taller. De manera general la aplicación de tratamientos
superficiales asociados al eje se pueden esquematizar en:
7.3.8.1.- Recepción
Los ejes que provienen de los talleres de mecanizado llegan a la
zona de recepción del taller mediante una carretilla elevadora. Una vez en
el taller se descargan y se van introduciendo ordenadamente en la zona de
cuelgue. Estas piezas se cuelgan mediante ganchos o cinchos en unas
estructuras horizontales llamadas perchas, que están situadas a una cierta
altura, para facilitar el trabajo sobre unos soportes llamados bastidores que
suben y bajan según nos interese.
Estas perchas son enganchadas por los puentes grúas que los
mueven horizontalmente de un lado a otro, para trasladar las piezas a tratar
desde la zona de preparación hasta la cadena de baños.
RECEPCIÓN
DESENGRASE
ENJUAGUE
DECAPADO
ENJUAGUE
CROMADO
ENJUAGUE
SECADO
SECADO
ENJUAGUE
NITRURADO
PRECALENTAMIENTO
ENJUAGUE
DECAPADO
ENJUAGUE
DESENGRASE
DESENGRASE
ENJUAGUE
DECAPADO
ENJUAGUE
FOSFATADO
ENJUAGUE
ACEITADO
ENTREGA

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 123 Memoria
7.3.8.2.- Desengrase
El desengrase de aceros se realiza con GARDOCLEAN 344 o
producto equivalente. Este reactivo es una base desengrasante, utilizado
para la limpieza por inmersión de las piezas de hierro, fundición o acero.
Este reactivo disuelto en agua alcaliniza la disolución por liberación
de base libre cuyo valor se mantiene constante gracias a la presencia de
"elementos tamponadores". Contiene además muchos tensoactivos cuya
asociación provoca un efecto humectante y detergente elevado.
Se emplea especialmente para la eliminación de grasas, o aceites
particularmente adheridos a los metales y de elementos extraños: polvos
metálicos, grafitos, etc.
La cuba donde se realiza el desengrase es una cuba de (1500 x
1000 x 1500) mm. El baño se compone del reactivo comercial en una
concentración de 50 g/L. Las condiciones de temperatura son el intervalo
de 85-95ºC. El tiempo de desengrase está en torno a 10 min.
La preparación del baño consiste en llenar una cuba de agua y
agregar el GARDOCLEAN 344 en polvo agitando el preparado mediante
una manguera con presión de aire, hasta alcanzar la concentración
requerida.
7.3.8.3.- Decapado de acero
El objetivo de este paso es la eliminación de los óxidos metálicos, la
cascarilla de fabricación, el óxido del recocido y el orín de las piezas para
que queden químicamente limpias, pero sin llegar a atacar la superficie del
acero. Para que el ataque al metal base sea mínimo, se adicionan
inhibidores. La limpieza conseguida ha de cumplir con la norma ISO 8501
alcanzando el grado de limpieza SA3
La composición de este baño es ACTANE 300 o similar diluido al
33% en volumen y la cuba tiene una dimensión de 1500 x 1000 x 1500 mm.
La acción del ácido clorhídrico se verá favorecida a medida que
aumenta la concentración de sales de hierro disueltas hasta llegar a un
punto donde la actividad del baño comienza a disminuir, por lo que es
necesario realizar adiciones periódicas de ácido para mantenerla.
El baño puede mantenerse en estas condiciones de operación hasta
alcanzar el límite de solubilidad del cloruro ferroso (FeCl2) en el ácido

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 124 Memoria
clorhídrico. Una vez llegado a este límite ya no será posible seguir
decapando y será necesaria su renovación.
7.3.8.4.- Cromado duro
El proceso consiste en un tratamiento electrolítico para la deposición
de cromo en la superficie de los aceros. La capa de cromo depositada
confiere al acero una dureza de 800-1000 HB, así como, una gran
resistencia a procesos de tipo corrosivos y mejora las propiedades
mecánicas frente a procesos de desgaste y rayado.
El tratamiento se realiza en una cuba de 1500 mm de altura, con una
capacidad de 2100 L aproximadamente. El baño está constituido por una
disolución de CROMYLITE K-35 con una concentración de ácido crómico
igual a 210 g/l y una pequeña proporción de 1 g/l en ácido sulfúrico. Las
condiciones de temperatura están en torno a 60-70 ºC.
La preparación de esta cuba es por disolución del reactivo en polvo
en agua.
7.3.8.5.- Nitrurado blando
Este proceso se trata de un tratamiento termoquímico de
endurecimiento superficial de los aceros, que proporciona mayor dureza
que el temple; dicho método consiste en la absorción del nitrógeno en la
superficie del material ferroso, dando lugar a una disolución solida del
compuesto Fe4N, que le comunica una gran dureza y buena adherencia.
El tratamiento consiste en la inmersión de la pieza o zona de la pieza
a tratar en un baño de sales fundidas a 570ºC. Previamente las piezas han
tenido que ser precalentadas en otro horno a temperaturas en torno a los
350ºC para adquirir las propiedades deseadas mediante este proceso.
7.3.8.6.- Fosfatado al manganeso
En este tratamiento químico mediante el aporte superficial de
diversas capas de fosfatos, logramos una resistencia antigripaje frente al
rozamiento en cualquier tipo de pieza. Este tratamiento necesita siempre
otro tratamiento posterior ya que sino la pieza se oxida rápidamente, en

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 125 Memoria
nuestro caso y para favorecer aún más la lubricación de la pieza, los ejes
se sumergirán en aceite para finalizar el proyecto
El proceso consiste en la inmersión de la pieza en una cuba de 1500
mm de altura, con una capacidad de 2100 L aproximadamente. El baño
está compuesto por una disolución de FOSFATION 40 al 21 %. Para que el
acabado de la pieza sea el deseado este proceso debe llevarse a cabo a
una temperatura de 85-95 ºC.
7.3.8.7.- Enjuagues
Los baños de enjuague tienen una gran importancia en la línea de
proceso. Como hemos visto en el esquema del proceso, tras el paso de las
piezas por los distintos tratamientos, se introducían en baños de enjuague
para evitar cualquier contaminación de los productos químicos de las
soluciones en baños posteriores. Estos enjuagues se realizan con agua
desmineralizada mediante la inmersión de la pieza correspondiente en el
baño.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 126 Memoria
7.4.- PLANIFICACIÓN DE LA PREVENCIÓN
A continuación se desarrolla la planificación de la prevención para
ambos talleres:
7.4.1.- Evaluación de riesgos
7.4.1.1.- Criterios de valoración de riesgos
Para poder hacer una buena valoración de los riesgos debemos
identificarlos en función de la naturaleza de la actividad, las características
de los puestos de trabajo y de los trabajadores que deban desempeñarlos.
El criterio de calificación de los riesgos en función de la probabilidad
de que ocurran, así como la severidad de las consecuencias que podrían
derivarse en caso de suceso, han sido extraídas de la propuesta de
clasificación y valoración del Instituto Nacional de Seguridad e Higiene en
el Trabajo (INSHT)
CRITERIOS
DE
VALORACION
DE RIESGOS
CONSECUENCIAS
Ligeramente
dañino Dañino
Extremadamente
dañino
PR
OB
AB
ILID
AD
Baja Riesgo
trivial
Riesgo
tolerable Riesgo moderado
Media Riesgo
tolerable
Riesgo
moderado
Riesgo
importante
Alta Riesgo
moderado
Riesgo
importante Riesgo intolerable

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 127 Memoria
7.4.1.2.- Identificación de riesgos
IDENTIFICACION DEL RIESGO PARA EL PERSONAL DEL TALLER
TABLA DE EVALUACION DE RIESGOS
IDENTIFICACION
DEL RIESGO PROBABILIDAD CONSECUENCIAS
VALOR
RIESGO
Explosión BAJA ALTA MODERADO
Incendio BAJA MEDIA TOLERABLE
Contactos térmicos MEDIA - BAJA MEDIA MODERADO
Contactos eléctricos BAJA BAJA TRIVIAL
Contactos con
sustancias cáusticas o
corrosivas
MEDIA MEDIA MODERADO
Inhalación, contacto
cutáneo o ingestión de
sustancias nocivas
MEDIA BAJA TOLERABLE
Caídas de personas a
distinto nivel BAJA ALTA MODERADO
Caídas de personas al
mismo nivel MEDIA BAJA TOLERABLE
Caídas de objetos en
manipulación BAJA BAJA TRIVIAL
Choque contra objetos
inmóviles BAJA BAJA TRIVIAL
Golpes por objetos o
herramientas BAJA BAJA TRIVIAL
Atropellos, golpes o
choques contra o con
vehículos
BAJA MEDIA TOLERABLE
Sobresfuerzos BAJA BAJA TRIVIAL
Agentes químicos MEDIA MEDIA MODERADO
Agentes físicos MEDIA MEDIA MODERADO

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 128 Memoria
7.4.2.- Valoración del riesgo
Hacer una valoración en función de la importancia del riesgo, aquí
tomaremos las medidas inmediatas en los riesgos importantes
RIESGO ACCION Y TEMPORIZACIÓN
Trivial No se requiere acción específica
Tolerable
No se necesita mejorar la acción preventiva. Sin
embargo, se deben considerar soluciones más rentables
o mejoras que no supongan una carga económica
importante.
Se requieren comprobaciones periódicas para asegurar
que se mantiene la eficacia de las medidas de control
Moderado
Se deben hacer esfuerzos para reducir el riesgo,
determinando las inversiones precisas. Las medidas
para reducir el riesgo deben implantarse en un periodo
determinado.
Cuando el riesgo moderado está asociado con
consecuencias extremadamente dañinas, se precisara
una acción posterior para establecer, con más precisión,
la probabilidad de daño como base para determinar la
necesidad de mejora de las medidas de control
Importante
No debe comenzarse el trabajo hasta que se haya
reducido el riesgo. Puede que se precises recursos
considerables para controlar el riesgo. Cuando el riesgo
corresponda a un trabajo que se está realizando, debe
remediarse el problema en un tiempo inferior al de los
riesgos moderados.
Intolerable
No debe comenzar ni continuar el trabajo hasta que se
reduzca el riesgo. Si no es posible reducir el riesgo,
incluso con recursos ilimitados, debe prohibirse el
trabajo

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 129 Memoria
7.4.3.- Medidas preventivas
Nota: La identificación de las medidas preventivas necesarias se ha
realizado analizando los resultados del CUESTIONARIO BASICO DE
VERIFICACION DE MEDIDAS PREVENTIVAS procedente de la Guía
Técnica del Ministerio de Trabajo
VER ANEXO C
EPI’S:
MASCARILLA 3M
FILTROS ABE-1 MODELO 3M6057
GUANTES DE NEOPRENO
MANDIL DE PVC
ZAPATOS DE SEGURIDAD
GAFAS PANORAMICAS
CASCO
Protección Colectiva:
Sistemas de extracción de gases: 2 sistemas de extracción local y uno de
extracción localizada en la cuba de cromado duro.
Anclajes de las tarimas.
Dispone de lavaojos
Foso de retención para los productos químicos de las cubas
NOTA: En el anexo D se encuentran pictogramas de los EPI’S
utilizados y una breve descripción. También incluye información
sobre los EPI’S utilizados ante los tipos de riesgo en esta planta y el
cuestionario utilizado para la elección de la ropa apropiada
VER ANEXO D.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 130 Memoria
Los pictogramas que se pondrán en el taller serán:
SEÑALIZACIÓN TALLER
7.4.4.- Plan de formación preventiva del personal
ACCIÓN FORMATIVA PERSONAL A LA QUE VA
DIRIGIDA
Implantación OSHAS Mando y operarios del taller
Curso prevención de riesgos
laborales niveles básico e
intermedio
Mando y operarios del taller
Equipos de trabajo Mando y operarios del taller
Productos químicos Mando y operarios del taller
Fuego Mando y operarios del taller
EPI’s Mando y operarios del taller
Fichas datos de seguridad Mando y operarios del taller

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 131 Memoria
7.4.5.- Vigilancia de la salud
La empresa contratará un servicio de vigilancia médica, los
trabajadores pasan reconocimientos médicos. Este procedimiento es el que
se aplica para la vigilancia de la salud del personal de los talleres.
7.4.6.- Inspecciones de seguridad
Las inspecciones de seguridad se denominan observaciones
preventivas. En ellas, se recorren las distintas partes del taller por las
personas que realizaran dichas observaciones
El responsable de las observaciones preventivas es el jefe del taller.
A continuación realizaremos la programación para la realización de
las mismas durante 2012. Para mayor facilidad programaremos las
observaciones el primer miércoles de cada mes:
2013
E
N
E
F
E
B
M
A
R
A
B
R
M
A
Y
J
U
N
J
U
L
A
G
O
S
E
P
O
C
T
N
O
V
D
I
C
2 6 6 3 1 5 3 7 4 2 6 4

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 132 Memoria
7.5.- NORMATIVA APLICABLE
7.5.1.- Normativa
7.5.1.1.- Accidentes Graves
REAL DECRETO 119/2005, de 4 de febrero, por el que se modifica el Real
Decreto 1254/1999, de 16 de julio, por el que se aprueban medidas de control
de los riesgos inherentes a los accidentes graves en los que intervengan
sustancias peligrosas.
REAL DECRETO 948/2005, de 29 de julio, por el que se modifica el Real
Decreto 1254/1999, de 16 de julio, por el que se aprueban medidas de control
de los riesgos inherentes a los accidentes graves en los que intervengan
sustancias peligrosas
7.5.1.2.- Equipos
General
REAL DECRETO 1215/1997, de 18 de julio, por el que se establecen las
disposiciones mínimas de seguridad y salud para la utilización por los
trabajadores de los equipos de trabajo.
REAL DECRETO 1407/1992, de 20 de noviembre (B.O.E. de 28.12.92 y
24.02.93), relativo a la aproximación de las legislaciones de los Estados
miembros sobre equipos de protección individual (EPI)
Máquinas
CONVENIO 119 DE LA OIT, relativo a la protección de la maquinaria.
REAL DECRETO 56/1995, de 20 de enero, por el que se modifica el Real
Decreto 1435/1992, de 27 de noviembre, relativo a las disposiciones de
aplicación de la Directiva del Consejo 89/392/CEE, sobre maquinas. Equipos
de protección individual
Utilización
REAL DECRETO 773/1997, de 30 de mayo, sobre disposiciones mínimas de
seguridad y salud relativas a la utilización por los trabajadores de equipos de
protección individual

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 133 Memoria
7.5.1.3.- Ergonomía
Cargas
REAL DECRETO 487/1997, de 14 de abril, sobre disposiciones mínimas de
seguridad y salud relativas a la manipulación manual de cargas que entrañe
riesgos, en particular dorsolumbares, para los trabajadores.
CONVENIO 127 DE LA OIT, relativo al peso máximo de la carga que puede ser
transportada por un trabajador
7.5.1.4.- Higiene industrial
Enfermedades profesionales
REAL DECRETO 1299/2066, de 10 de noviembre, por el que se aprueba el
cuadro de enfermedades profesionales en el sistema de la Seguridad Social y
se establecen criterios para su notificación y registro. BOE núm. 302 de 19 de
diciembre. La disposición derogatoria única del presente Real Decreto
1299/2006, deroga el Real Decreto 1995/1978 y con ello la lista enfermedades
profesionales que figuraba en el mismo
Contaminantes químicos
Las disposiciones de etiquetado están en un apartado distinto.
REAL DECRETO 374/2001, de 6 de abril sobre la protección de la salud y
seguridad de los trabajadores contra los riesgos relacionados con los agentes
químicos durante el trabajo
REAL DECRETO 668/1980, de 8 de febrero, por el que se aprueba el
reglamento de almacenamiento de productos químicos (BOE de 14/04/80) e
instrucciones técnicas complementarias
Cancerígenos
REAL DECRETO 349/2003, de 21 de marzo, por el que se modifica el Real
Decreto 665/1997, de 12 de mayo, sobe la protección de los trabajadores
contra los riesgos relacionados con la exposición a agentes cancerígenos
durante el trabajo, y por el que se amplía su ámbito de aplicación a los agentes
mutágenos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 134 Memoria
Contaminantes físicos
Ruido
REAL DECRETO 286/2006, de 10 de marzo, sobre la protección de la salud y
la seguridad de los trabajadores contra los riesgos relacionados con la
exposición al ruido. BOE núm. 60 de 11 de marzo
Vibraciones
CONVENIO 148 DE LA OIT, sobre la protección de los trabajadores contra los
riesgos profesionales debidos a la contaminación del aire, el ruido y las
vibraciones en el lugar de trabajo.
REAL DECRETO 1311/2005, de 4de noviembre, sobre la protección de la
salud y la seguridad de los trabajadores frente a los riesgos derivados o q
puedan derivarse de la exposición a vibraciones mecánicas
Otras disposiciones
REAL DECRETO 1254/1999, de 16 de julio, por el que se aprueban las
medidas de control de los riegos inherentes a los accidentes graves en los que
intervengan sustancias peligrosas.
REAL DECRETO 119/2005, de 4 de febrero, por el que se modifica el Real
Decreto 1254/1999, de 16 de julio, por el que se aprueban medidas de control
de los riesgos inherentes a los accidentes graves en los que intervengan
sustancias peligrosas
REAL DECRETO 948/2005, de 29 de julio, por el que se modifica el Real
Decreto 1254/1999, de 16 de julio, por el que se aprueban medidas de control
de los riesgos inherentes a los accidentes graves en los que intervengan
sustancias peligrosas
7.5.1.5.- Lugares de trabajo
General
REAL DECRETO 486/1997, de 14 d abril, por el que se establecen las
disposiciones mínimas de seguridad y salud en los lugares de trabajo

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 135 Memoria
Incendios
REAL DECRETO 2267/2004, de 3 de diciembre, por el que se aprueba el
Reglamento de seguridad contra incendios en los establecimientos industriales.
CORRECCIÓN de errores y erratas del Real Decreto 2267/2004, de 3 de
diciembre, por el que se aprueba el Reglamento de seguridad contra incendios
en los establecimientos industriales
7.5.1.6.- Seguridad y salud
LEY 31/1995, de 8 de noviembre, de Prevención de Riesgos Laborales
LEY 54/2003, de 12 de diciembre, de reforma del marco normativo de la
prevención de riesgos laborales
REAL DECRETO 171/2004, de 30 de enero, por el que se desarrolla el
articulo24 de la ley 31/1995, de Prevención de Riesgos Laborales.
CONVENIO 155 DE LA OIT sobre seguridad y salud de los trabajadores de 22
de junio de 1981
7.5.1.7.- Residuos
REAL DECRETO 937/1989, de 21 de julio, por el que se regula la concesión de
ayudas del plan nacional de residuos industriales
REAL DECRETO 1771/1994, de 5 de agosto, de adaptación a la ley 30/1992,
de 26 de noviembre, de régimen jurídico de las Administraciones Publicas y del
Procedimiento Administrativo Común, de determinados procedimientos
administrativos en materia de aguas, costas y medio ambiente.
REAL DECRETO 952/1997, de 20 de junio, por el que se modifica el
Reglamento para la Ejecución de la Ley 20/1986 (DEROGADA POR Ley
10/1998), de 14 de mayo, básica de residuos tóxicos y peligrosos, aprobado
mediante Real Decreto 833/1988, de 20 de julio y Ley 10/1998, de 21 de abril,
de Residuos.
7.5.1.8.- Seguridad
Almacenamiento de productos químicos
REAL DECRETO 379/2001, de 6 de abril por el que se aprueba el Reglamento
de almacenamiento de productos químicos y sus instrucciones técnicas
complementarias MIE-APQ-1, MIE-APQ-2, MIE-APQ-3, MIE-APQ-4, MIE-APQ-
5, MIE-APQ-6 y MIE-APQ-7.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 136 Memoria
ITC MIE APQ 1 «Almacenamiento de líquidos inflamables y combustibles»
ITC MIE APQ 5 «Almacenamiento y utilización de botellas y botellones de
gases comprimidos, licuados y disueltos a presión»
ITC MIE APQ 6: «Almacenamiento de líquidos corrosivos»
ITC MIR APQ 7: «Almacenamiento de líquidos tóxicos»
Aparatos a presión
REAL DECRETO 2486/1994, de 23 de diciembre de 1994, por el que se
modifica el Real Decreto 1495/1991, de 11 de octubre de 1991, de aplicación
de la Directiva 87/404/CEE, sobre recipientes a presión simples
REAL DECRETO 769/1999, de 7 de mayo de 1999, dicta las disposiciones de
aplicación de la Directiva del Parlamento Europeo y del Consejo, 97/23/CE,
relativa a los equipos de presión y modifica el REAL DECRETO 1504/1979, de
4 de abril de 1979, que aprobó el reglamento de aparatos a presión.
REAL DECRETO 1504/1990, de 23 de noviembre de 1990 por el que se
modifica el Reglamento de Aparatos a Presión aprobado por el REAL
DECRETO 1244/1979, de 4 de abril de 1979
Instrucciones técnicas complementarias
REAL DECRETO 2549/1994 de 29 de Diciembre de 1994 por el que se
modifica la ITC MIEAP3 referente a generadores de aerosoles
REAL DECRETO 2097/2004, de 22 de Octubre, por el que se aplaza, para
determinados equipos, la fecha de aplicación del Real Decreto 222/2001, de 2
de marzo, por el que se dictan las disposiciones de aplicación de la Directica
1999/36/CE del Consejo, de 29 de abril de 1999, relativa a los equipos a
presión transportables.
ORDEN CTE/2723/2002, de 28 de octubre, por la que se modifica el anexo IV
del Real Decreto 222/2001, de 2 de marzo, por el que se dictan las
disposiciones de aplicación de la Directiva 1999/36/CE, del Consejo, de 29 de
abril, relativa a equipos a presión transportables
Aparatos de elevación y manutención
RESOLUCION de 10 de septiembre de 1998, que desarrolla el Reglamento de
aparatos de elevación y manutención aprobado por REAL DECRETO
2291/1985, de 8 de noviembre.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 137 Memoria
REAL DECRETO 837/2003, de 27 de junio, por el que se aprueba el nuevo
texto modificado y refundido de la instrucción técnica complementaria MIE-
AEM-4 del Reglamento de aparatos de elevación y manutención, referente a
grúas móviles autopropulsadas
Electricidad
REAL DECRETO 614/2001, de 8 de junio, sobre disposiciones mínimas para la
protección de la salud y seguridad de los trabajadores frente al riesgo eléctrico.
REAL DECRETO 842/2002, de 2 de agosto de 2002, por el que se aprueba el
Reglamento electrotécnico para baja tensión.
Reglamento Electrotécnico de Baja Tensión. Decreto 2413/1973, de 20 de
septiembre (B.O.E. de 9.10.73.), instrucciones técnicas complementarias y
modificaciones posteriores.
Explosiones
REAL DECRETO 400/1996, de 1 de marzo, por el que se dicta las
disposiciones de aplicación de la Directiva del Parlamento Europeo y del
Consejo 94/9/CE, relativa a los aparatos y sistemas de protección para uso en
atmósferas potencialmente explosivas.
REAL DECRETO 681/2003, de 12 de junio, sobre la protección de la salud y la
seguridad de los trabajadores expuestos a los riesgos derivados de atmosferas
explosivas en el lugar de trabajo.
Incendios
REAL DECRETO 1942/1993, de 5 de noviembre, por el que se aprueba el
Reglamento de Instalaciones de Protección contra incendios
REAL DECRETO 2267/2004, de 3 de diciembre, por el que se aprueba el
Reglamento de seguridad contra incendios en los establecimientos industriales
Maquinas
CONVENIO 119 DE LA OIT, relativo a la protección de la maquinaria
REAL DECRETO 1435/1992, de 27 de noviembre, por el que se dictan las
disposiciones de aplicación de la Directiva del Consejo 89/392/CEE, relativa a
la aproximación de las legislaciones de los estados miembros sobre máquinas.
(Incluye la modificación posterior realizada por el R.D. 56/1995)
REAL DECRETO 56/1995, de 20 de enero, por el que se modifica el Real
Decreto 1435/1992, de 27 de noviembre, relativo a las disposiciones de
aplicación de la Directiva del Consejo 89/392/CEE, sobre máquinas.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 138 Memoria
7.5.1.9.- Señalización
REAL DECRETO 485/1997, de 14 de abril, sobre disposiciones mínimas en
materia de señalización de seguridad y salud en el trabajo
7.5.1.10.- Servicios de prevención
General
REAL DECRETO 39/1997, de 17 de enero, por el que se aprueba el
Reglamento de los Servicios de Prevención y modificación posterior REAL
DECRETO 780/1998, de 30 de abril, por el que se modifica el Real Decreto
39/1997, de 17 de enero.
ORDEN DE 27 DE JUNIO DE 1997 por la que se desarrolla el Real Decreto
39/1997, de 17 de enero, por el que se aprueba el Reglamento de los Servicios
de Prevención, en relación con las condiciones de acreditación de las
entidades especializadas como servicios de prevención ajenos a la empresa,
de autorización de las personas o entidades especializadas que pretendan
desarrollar la actividad de auditoria del sistema de prevención de las empresas
y de autorización de las entidades públicas o privadas para desarrollar y
certificar actividades formativas en materia de prevención de riesgos laborales
7.5.1.11.- Substancias químicas
Accidentes graves
REAL DECRETO 119/2005, de 4 de febrero, por el que se modifica el Real
Decreto 1254/1999, de 16 de julio, por el que se aprueben medidas de control
de los riesgos inherentes a los accidentes graves en los que intervengan
sustancias peligrosas
REAL DECRETO 948/2005, de 29 de julio, por el que se modifica el Real
Decreto 1254/1999, de 16 de julio, por el que se aprueban medidas de control
de los riesgos inherentes a los accidentes graves en los que intervengan
sustancias peligrosas.
Almacenamiento
REAL DECRETO 379/2001, de 6 de abril, por el que se aprueba el Reglamento
de almacenamiento de productos químicos y sus instrucciones técnicas
complementarias MIE-APQ-1, MIE-APQ-2, MIE-APQ-3, MIE-APQ-4, MIE-APQ-
5, MIE-APQ-6 y MIE-APQ-7

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 139 Memoria
ITC MIE APQ 1: Almacenamiento de líquidos inflamables y combustibles
ITC MIE APQ 5: Almacenamiento y utilización de botellas y botellones de gases
comprimidos, licuados y disueltos a presión
ITC MIE APQ 6: Almacenamiento de líquidos corrosivos
ITC MIE APQ 7: Almacenamiento de líquidos tóxicos
Contaminantes químicos
REAL DECRETO 374/2001, de 6 de abril sobre la protección de la salud y
seguridad de los trabajadores contra los riesgos relacionados con los agentes
químicos durante el trabajo
Cancerígenos
REAL DECRETO 349/2001, de 21 de marzo, por el que se modifica el Real
Decreto 665/1997, de 12 de mayo, sobre la protección de los trabajadores
contra los riesgos relacionados con la exposición a agentes cancerígenos
durante el trabajo, y por el que se amplía su ámbito de aplicación a los agentes
mutágenos
Etiquetado
REAL DECRETO 700/1998, de 24 de abril de 1998 por el que se modifica el
Real Decreto 363/1995, de 10 de marzo de 1995. Reglamento sobre
notificación de sustancias peligrosas.
REAL DECRETO 507/2001, de 11 de mayo, por el que se modifica el
Reglamento sobre notificación de sustancias nuevas y clasificación, envasado
y etiquetado de sustancias peligrosas, aprobado por el Real Decreto 363/1995,
de 10 de marzo.
ORDEN PRE/2317/2002, de 16 de septiembre, por la que se modifican los
anexos I, II, III, IV, V, VI, VII y VIII del Reglamento sobre notificación de
sustancias nuevas y clasificación, envasado y etiquetado de sustancias
peligrosas, aprobado por el Real Decreto 363/1995, de 10 de marzo.
REAL DECRETO 99/2003, de 24 de enero, por el que se modifica el
Reglamento sobre notificación de sustancias nuevas y clasificación, envasado
y etiquetado de sustancias peligrosas, aprobado por el Real Decreto 363/1995,
de 10 de marzo.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 140 Memoria
REAL DECRETO 255/2003, de 28 de febrero, por el que se aprueba el
Reglamento sobre clasificación, envasado y etiquetado de preparados
peligrosos.
7.5.1.12.- Varios
ORDEN DE 29 DE ABRIL DE 1999 por la que se modifica la Orden de 6 de
mayo de 1988 de requisitos y datos de las comunicaciones de apertura previa o
reanudación de actividades
7.5.2.- Guías técnicas
Relativos a la utilización de lugares de trabajo
Relativos a la manipulación manual de cargas
Relacionados con la exposición a agentes cancerígenos
Relativos a la utilización de equipos de trabajo
Sobre señalización de seguridad y salud en el trabajo
Para la utilización por los trabajadores en el trabajo de equipos de
protección individual
Relacionados con agentes químicos
Relacionados con la protección frente al riesgo eléctrico
Documento sobre límites de exposición profesional para agentes
químicos en España
7.6.- BIBLIOGRAFIA
Métodos del INSHT para la evaluación de riesgos laborales e higiene industrial.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 141 Memoria
ANEXO A
DISTRIBUCION PLANTA

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 142 Memoria

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 143 Memoria
ANEXO B
LA IDENTIFICACION DEL RIESGO QUIMICO

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 144 Memoria
La identificación de riesgo químico se ha realizado en base a la numeración
que se especifica en la NTP 514: Productos químicos carcinógenos: sustancias
y preparados sometidos a la directiva 90/394/CEE de los productos más
utilizados en el taller; y en la NTP 635: Clasificación, envasado y etiquetado de
sustancias peligrosas
Símbolos e indicaciones de peligro de las sustancias y preparados
peligrosos
E O
Explosivo Comburente
F F+
Fácilmente inflamable Extremadamente inflamable
T T+
Tóxico Muy tóxico
C XN
Corrosivo Nocivo
XI N
Irritante Peligroso para el medio ambiente

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 145 Memoria
Cuadro 1 Categorías de peligro y definiciones
PROPIEDADES FISICOQUÍMICAS
EXPLOSIVOS
Las sustancias y preparados sólidos, líquidos,
pastosos o gelatinosos que, incluso en ausencia de
oxígeno atmosférico, puedan reaccionar de forma
exotérmica con rápida formación de gases y que,
en determinadas condiciones de ensayo, detonan,
deflagran rápidamente o bajo el efecto del calor, en
caso de confinamiento parcial, explotan.
COMBURENTES
Las sustancias y preparados que, en contacto con
otras sustancias, en especial con sustancias
inflamables, produzcan una reacción fuertemente
exotérmica
EXTREMADAMENTE
INFLAMABLES
Las sustancias y preparados líquidos que tengan
un punto de ignición extremadamente bajo y un
punto de ebullición bajo, y las sustancias y
preparados gaseosos que, a temperatura y presión
normales, sean inflamables en contacto con el aire.
FACILMENTE
INFLAMABLES
Las sustancias y preparados:
Que pueden calentarse e inflamarse en
el aire a temperatura ambiente sin
aporte de energía, o
Los sólidos que puedan inflamarse
fácilmente tras un breve contacto con
una fuente de inflamación y que sigan
quemándose o consumiéndose una vez
retirada dicha fuente, o
Los líquidos cuyo punto de ignición sea
muy bajo, o
Que, en contacto con agua o con aire
húmedo, desprendan gases
extremadamente inflamables en
cantidades peligrosas
INFLAMABLES Las sustancias y preparados líquidos cuyo punto
de ignición sea bajo.
EFECTOS SOBRE LA SALUD
MUY TOXICOS Las sustancias y preparados que, por inhalación,

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 146 Memoria
ingestión o penetración cutánea en muy pequeña
cantidad puedan provocar efectos agudos o
crónicos e incluso la muerte
TOXICOS
Las sustancias y preparados que, por inhalación,
ingestión o penetración cutánea en pequeñas
cantidades puedan provocar efectos agudos o
crónicos e incluso la muerte
NOCIVOS
Las sustancias y preparados que, por inhalación,
ingestión o penetración cutánea puedan provocar
efectos agudos o crónicos e incluso la muerte
CORROSIVOS
Las sustancias y preparados que, en contacto con
tejidos vivos ejerzan una acción destructiva sobre
los mismos
IRRITANTES
Las sustancias y preparados no corrosivos que, en
contacto breve, prolongado o repetido con la piel o
las mucosas puedan provocar una reacción
inflamatoria
SENSIBILIZANTES
Las sustancias y preparados que por inhalación o
penetración cutánea, puedan ocasionar una
reacción de hipersensibilidad, de forma que una
exposición posterior a esa sustancia o preparado
dé lugar a efectos negativos característicos.
CARCINOGÉNICOS (*)
Las sustancias y preparados que, por inhalación,
ingestión o penetración cutánea, puedan producir
cáncer o aumentar su frecuencia
MUTAGENICOS (*)
Las sustancias y preparados que, por inhalación,
ingestión o penetración cutánea, puedan producir
alteraciones genéticas hereditarias o aumentar su
frecuencia
TOXICOS PARA LA
REPRODUCCION (*)
Las sustancias y preparados que, por inhalación,
ingestión o penetración cutánea, puedan producir
efectos negativos no hereditarios en la
descendencia, o aumentar la frecuencia de estos,
o afectar de forma negativa a la capacidad
reproductora
EFECTOS SOBRE EL MEDIO AMBIENTE
PELIGROSOS PARA EL
MEDIO AMBIENTE
Las sustancias o preparados que presenten o
puedan presentar un peligro inmediato o futuro
para uno o más componentes del medio ambiente

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 147 Memoria
Cuadro2 Criterios de toxicidad en base a la toxicidad aguda
Categoría DL50 oral
rata mg/kg
DL50 cutánea rata o conejo mg/kg
CL50 rata mg/l/4 inhalatoria horas
Aerosoles o partículas
Gases o vapores
MUY TOXICOS
≤ 25 ≤ 50 ≤ 0,25 ≤ 0,5
TOXICOS 25 - 200 50 - 400 0,25 - 1 0,5 - 2
NOCIVOS 200 - 2000 400 – 2000 1 - 5 2 - 20
Cuadro 3 Criterios orientativos de aplicación de R48 (exposición
prolongada o repetida) (*)
Categoría Oral rata
mg/kg/día Piel rata o
conejo mg/kg/día Inhalación rata mg/l/6horas/día
TOXICOS R48 ≤ 5 ≤ 10 ≤ 0,025
NOCIVOS R48 ≤ 50 ≤ 100 ≤ 0,25

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 148 Memoria
CUESTIONARIO C
CUESTIONARIO DE VERIFICACION DE MEDIDAS PREVENTIVAS

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 149 Memoria
CUESTIONARIO BASICO DE VERIFICACION DE MEDIDAS PREVENTIVAS. MINISTERIO DE TRABAJO. GUIAS TECNICAS
El cuestionario está planteado y estructurado siguiendo los principios de acción
preventiva enunciados en la LPRL y siguiendo asimismo la estructura del
artículo del RD 665/1997, el RD 1124/2000 y el RD 349/2003. La respuesta
negativa a las cuestiones planteadas supone un incumplimiento a las
exigencias de los citados reales decretos, excepto en las preguntas 4, 6 y 7.
El cuestionario puede darse por finalizado cuando se responda afirmativamente
a todas las cuestiones anteriores y cuando se responda afirmativamente a las
cuestiones 4 y/o 6
SI NO
1.- Se han identificado todos los productos que se almacenan,
usan o manipulan en la empresa/taller, así como los productos
intermedios, subproductos o residuos que se generan o
pueden generarse.
2.- Están identificados todos los productos que se utilizan, se
forman, se liberan o están presentes en el ambiente de trabajo
debido a actividades no ligadas al proceso laboral básico
3.- Ce dispone de suficiente información sobre la peligrosidad
de todos los productos citados anteriormente
4.- Con total certeza, ninguno de los productos anteriores está
clasificado o cumple los criterios para su clasificación como
cancerígeno o mutágeno de 1º o 2º categoría, ni la actividad
laboral incluye ningún procedimiento particular calificado como
cancerígeno o mutágeno.
5.- Se ha considerado a fondo la posibilidad de sustituir los
productos cancerígenos o mutágenos, los procedimientos
cancerígenos o mutágenos, o los procesos que los generan.
6.- Se ha realizado la sustitución de todos los productos,
procedimientos o procesos cancerígenos o mutágenos.
7.- Los productos cancerígenos o mutágenos que no pueden
ser sustituidos se utilizan en un sistema cerrado.
Si la respuesta es afirmativa, pasar al punto 17 del
cuestionario.
8.- Se han identificado los puestos de trabajo, habituales y
ocasionales, con posible exposición, por vía respiratoria,
dérmica y otra, a agentes cancerígenos o mutágenos.
9.- Se limitan al máximo las cantidades de los agentes

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 150 Memoria
cancerígenos o mutágenos presentes en los lugares de
trabajo.
10.- Los procedimientos de trabajo y las medidas técnicas
están diseñados de tal manera que eviten o minimicen al
máximo la formación o liberación de agentes cancerígenos o
mutágenos en el lugar de trabajo.
11.- Se limitan al menos número posible los trabajadores
expuestos o que puedan estarlo.
12.- Donde sea posible la formación o liberación de agentes
cancerígeno o mutágeno, existen dispositivos eficaces de
extracción localizada o, si no es técnicamente posible,
sistemas de ventilación general que garanticen la menor
concentración ambiental; dotados de filtros adecuados o en
condiciones para que no supongan un riesgo para la salud
pública y el medio ambiente.
13.- Está programado un plan específico para el
mantenimiento de los dispositivos de extracción localizada y
ventilación general, se comprueba su ejecución en los plazos
previstos y se registra documentalmente.
14.- Está garantizada la detección inmediata de exposiciones
anormales debidas a imprevistos o accidentes.
15.- Se aplican los procedimientos y métodos de trabajo más
adecuados para evitar al máximo la exposición de los
trabajadores.
16.- Se han adoptado medidas individuales de protección para
los casos en que la exposición no puede evitarse por otros
medios.
17.- Se dispone de datos actualizados sobre las cantidades
utilizadas o fabricadas de sustancias o preparados que
contengan agentes cancerígenos o mutágenos, así como
sobre la cantidad de residuos cancerígenos o mutágenos
generada.
18.- Está establecido y se cumple un programa para la
limpieza adecuada de los locales.
19.- Están delimitadas y señalizadas las zonas de riesgo y
está permitido el acceso a las mismas solo al personal que
debe operar en ellas.
20.- Los envases y conducciones que contienen agentes
cancerígenos o mutágenos están etiquetados de manera clara
y legible y están colocadas señales de peligro claramente
visibles.
21.- Existen dispositivos de detección y alerta para los casos
de emergencia que puedan ocasionar exposiciones

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 151 Memoria
anormalmente altas.
22.- Se dispone de medios que permitan la manipulación y
transporte seguros de los agentes cancerígenos o mutágenos.
23.- Los productos cancerígenos o mutágenos se depositan
en recipientes herméticos y se almacenan en un lugar
específico, debidamente protegido y diferenciado de los otros
productos, con acceso limitado y a cargo de una persona
responsable especialmente informada y entrenada.
24.- Está establecido y se cumple un programa de gestión de
los residuos cancerígenos o mutágenos generados en el lugar
de trabajo.
25.- Una vez adoptadas todas las disposiciones anteriormente
indicadas, se han realizado mediciones para conocer el grado
de exposición personal de los trabajadores a los agentes
cancerígenos o mutágenos.
26.- Se han comparado estas exposiciones con los
correspondientes límites de exposición profesional del Anexo
B o de la lista del INSHT y ha quedado de manifiesto que se
respetan.
27.- Los trabajadores están informados que no deben comer,
beber o fumar en el lugar de trabajo.
28.- Se dispone de suficientes y adecuadas instalaciones
sanitarias (lavabos, duchas, vestuarios, armarios separados
para ropa de calle y de trabajo, etc.).
29.- Se ha informado a los trabajadores expuestos de que
disponen de 10 minutos para su aseo personal antes de la
comida y otros 10 minutos antes de terminar la jornada, y se
conceden tales periodos
30.- Los trabajadores tienen, usan adecuadamente y conocen
las características de las prendas y equipos de protección
individual en las operaciones que las requieran.
31.- Las situaciones accidentales en las que puedan estar
implicados agentes cancerígenos o mutágenos están
previstas, identificadas, localizadas, evaluadas e incorporadas
al plan de emergencia implantado.
32.- Están establecidas medidas de prevención específicas
para las actividades no regulares con posible aumento de la
exposición de los trabajadores a los agentes cancerígenos o
mutágenos.
33.- Se dispone de una lista actualizada de los trabajadores
sometidos a algún riesgo para la seguridad o la salud debido a
agentes cancerígenos o mutágenos.
34.- Los trabajadores expuestos están sometidos a un

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 152 Memoria
programa de vigilancia adecuada y especifica de su salud en
relación con los riesgos por exposición a agentes
cancerígenos o mutágenos.
35.- Se dispone de un registro documental actualizado y
completo de las distintas actuaciones preventivas realizadas
con relación al trabajo con exposición a agentes cancerígenos
o mutágenos, según especifica el Artículo 10 de RD 665/1997.
37.- Los trabajadores están informados sobre las exposiciones
accidentales y las exposiciones no regulares, sus causas y las
medidas adoptadas para su control.
38.- Los trabajadores y sus representantes tienen acceso a la
información a que se refiere el Artículo 9 del RD 665/1997, en
lo que les concierne a ellos mismos y a los datos de
información colectiva anónima.
39.- Los trabajadores conocen el grado de peligrosidad de los
agentes cancerígenos o mutágenos que están o pueden estar
presentes en el lugar de trabajo y las medidas de prevención o
protección que deben aplicar.
40.- Los trabajadores expuestos reciben formación adecuada
a sus responsabilidades, que les permita desarrollar sus
tareas correctamente
41.- Las instrucciones o procedimientos de trabajo incluyen
información sobre los riesgos de los productos y operaciones
y las medidas de seguridad y protección a aplicar en cada
caso.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 153 Memoria
8.- REQUISITOS DE CALIDAD
La garantía de calidad juega un papel muy importante en el proceso ya
que se encarga de controlar todos los equipos y parámetros que influyen en
dicho proceso, sin estos controles no podríamos asegurar la fiabilidad de
nuestra planta
8.1.- CONTROL DE LOS EQUIPOS
Todos los equipos que forman parte de nuestro proceso deben de estar
dentro de su periodo de calibración, es decir, el departamento de calidad es el
responsable de que ninguno de los equipos trabaje fuera de ese periodo de
calibración y será el encargado de calibrar los equipos cuando sea necesario.
Los equipos a controlar serán los siguientes:
8.1.1.- Equipos eléctricos
Se comprobará que los indicadores, controladores, etc. de la intensidad
de corriente y su voltaje se encuentran calibrado dentro del rango de utilización
y que se encuentre dentro del periodo de calibración.
Comprobar la calibración del rectificador de corriente cuya tolerancia ha
de ser de ±1V, mientras que la precisión de amperímetros y voltímetros de la
cuba ha de ser de ±5% del valor del parámetro aplicado.
8.1.2.- Temperatura de los baños
Se comprobará que los indicadores, controladores y registros se
encuentran dentro del período de validez de su calibración y que están
calibrados dentro del rango en el que trabajan.
Los baños que operen a temperatura distinta de la ambiente disponen de
controladores y medidores de temperatura con precisión de ±2 ºC.
8.1.3.- Aire a presión
Una vez a la semana, se comprobará la ausencia de contaminación del
aire a presión utilizado para la agitación de los baños y para el secado de las
piezas, mediante el siguiente ensayo:

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 154 Memoria
1. Colocar, perpendicularmente y a 20 – 25 cm de distancia de una boca
de salida de aire, una probeta de 100 x 100 x 1 mm, perfectamente
limpia. Abrir el aire y dejar que incida, de 15 a 30 segundos sobre el
centro de la probeta
2. Comprobar visualmente la ausencia de agua, aceite o partículas
sólidas sobre la superficie de la probeta
8.1.4.- Nivel en los baños
Se comprobará que el nivel en las cubas se mantiene en un nivel
adecuado y no hay evaporación excesiva. En el caso que el nivel baje, serán
regenerados comprobando que mantienen sus concentraciones dentro del
rango establecido
8.2.- CONTROL DE LOS PROCESOS
8.2.1.- Tiempo de operación.
Comprobar que se respetan los tiempos establecidos para cada uno de
los procesos, siendo este fundamental para la formación de los recubrimientos
deseados
8.2.2.- Control químico de los baños
Todos los baños del proceso se mantendrán en condiciones de absoluta
limpieza y dentro de los correspondientes límites de composición química
definidos anteriormente.
Semanalmente, se efectuarán los análisis necesarios para comprobar
las concentraciones, y si es necesario se procederá a las regeneraciones
adecuadas para conseguir las concentraciones de trabajo establecidas. Se
controlarán además las calidades del agua exigidas para la preparación de los
baños y enjuagues.
8.2.2.1.- Control químico del baño de cromado duro
Los análisis que se realizarán para este baño irán enfocados a conocer:
- Concentración de ácido sulfúrico (g/L)
- Concentración de ácido crómico (g/L)
Correcciones a realizar:

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 155 Memoria
Se añadirá el correspondiente acido crómico o sulfúrico hasta alcanzar
las concentraciones deseadas, siempre teniendo en cuenta la relación
entre ambas 250:1
La metodología analítica a seguir será la recomendada por el fabricante
u otras metodologías conocidas de resultados contrastables.
8.2.2.2.- Control químico del baño de fosfatado al manganeso
Las muestras que se tomen de este baño irán a un laboratorio químico
para su análisis, donde se obtendrán los parámetros siguientes:
- Acidez total (puntos)
- Acidez libre (puntos)
- Contenido en hierro (g/L)
La metodología analítica a seguir será la recomendada por el fabricante
u otras metodologías conocidas y de resultados contrastables
Correcciones a realizar:
- Acidez total: Por cada punto que falte y para 100L de baño añadir 250 cc
de Fosfation 40
- Acidez libre: Es conveniente mantener la relación
en los
limites de acidez entre 6 y 8
- Contenido en hierro: El exceso de hierro se elimina por oxidación del
hierro ferroso en forma férrica insoluble. Para disminuir el contenido en
hierro en 1 g/L, añadir para 100L de baño:
o 120 kg de H2O2
o 120 kg de carbonato de manganeso
8.2.2.3.- Control químico del baño de desengrase
Las muestras que se tomen de este baño irán a un laboratorio químico
para su análisis, donde se obtendrán los parámetros siguientes:
- Puntuación
La metodología analítica a seguir será la recomendada por el fabricante
u otras metodologías conocidas y de resultados contrastables
Correcciones a realizar:

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 156 Memoria
- Por cada punto de desengrase que falte añadir 0.80 g/L de gardoclean
344
8.2.2.4.- Control químico del baño de decapado
Las muestras que se tomen de este baño irán a un laboratorio químico
para su análisis, donde se obtendrán los parámetros siguientes:
- Puntuación (% de ACTANE 300)
La metodología analítica a seguir será la recomendada por el fabricante
u otras metodologías conocidas y de resultados contrastables
Correcciones a realizar:
Se efectuarán las correcciones necesarias para mantener la
composición del baño dentro de los límites señalados como óptimos.
El baño de decapado (óptimo 33%) será corregido si su desviación
respecto a sus condiciones óptimas es superior a ± 3,3 % (si está fuera del
intervalo de 29,7% a 36,3%)
8.3.- INSPECCION VISUAL DE LAS PIEZAS
Características a controlar tras el cromado duro
El aspecto debe ser liso, uniforme y brillante, de grano fino,
adherente y exento de áreas descubiertas, quemaduras, grietas,
ampollas, porosidad u otros defectos.
La ausencia de brillo no será causa de rechazo de las piezas ya
que al ser rectificadas a fin de obtener las cotas indicadas en el
plano se mejora sensiblemente el acabado, apareciendo el brillo
característico.
No se deberán observar despegues en la superficie cromada, se
realizará la prueba de continuidad del cromado mediante un
multímetro analógico.
Características a controlar tras el nitrurado blando
El aspecto debe ser liso y uniforme, de grano fino adherente y
exento de áreas descubiertas, grietas, picaduras u otros defectos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 157 Memoria
El color característico es un gris dorado
Características a controlar tras el fosfatado al manganeso
Las piezas poseerán un color negro, cuya intensidad dependerá
del tiempo de inmersión y de la temperatura del proceso
No existirán depósitos en las piezas de la solución fosfatante,
debiendo presentar la capa de fosfatado un aspecto uniforme y
continuo. La existencia de depósitos inadecuados suele ser
debida a un excesivo tiempo de inmersión en el baño (superior a
15 min)
Control de calidad de las propiedades de las piezas
Una vez semanalmente, se procesará un lote de probetas con los
tratamientos aplicados a los ejes con el fin de garantizar las condiciones finales
de las piezas.
A estas probetas habrá que realizarles los siguientes ensayos:
- Dureza superficial
- Prueba de corrosión en cámara de niebla salina
- Espesor de la capa depositada.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 158 Memoria
9.- BIBLIOGRAFÍA
Chemical Engineer’s Handbook, Perry & Chilton, Ed. McGraw Hill. 6 th
Ed.
Flujo de fluidos e intercambio de calor, O. Levenspiel Ed Reverte, S.A.
1996
Resistencia de materiales, Manuel Vázquez, Ed. Noelia, Madrid 1999.
Resistencia de Materiales, L. Ortiz Berrocal, Ed. McGraw Hill. 3ª ed.
2006
Formulas for stress and strain, Raimond J.Roark & Warren C.Young,
Ed. McGraw Hill, 1973.
Diseño en Ingeniería Mecánica, J.E. Shigley y C.R. Mischke, Ed.
McGraw Hill. 8 ed, 2008
Cromado Duro, Prácticas y Aplicaciones del cromado, Vicent Massuet
Grau, 1 Ed. 1957
Guía de Mejores técnicas disponibles en España del Sector de
tratamientos de superficies Metálicas y Plásticas, Carmen Canales
Canales, Ministerio de Medio Ambiente y Medio Rural y Marino.
Nitriding of Steel in potassium nitrate salt bath, Y. Z. Shen & k. H. Oh,
Scripta Marteriala Volume 53 2005
Hornos Industriales de Resistencias, Julio Astigarraga Urquiza, Ed.
McGraw Hill. 1994
Flujo de fluidos en válvulas, accesorios y tuberías, Clemente Reza
García, Ed. McGraw Hill 1989
Flujos de fluidos en válvulas, accesorios y tuberías-Crane. Ed Mc
Graw-Hill Gestión y Minimización de residuos, Miguel Ferrando Sánchez y
Javier Granero Castro.Fundación Confemetal, 2008
Acondicionamiento del Aire y Refrigeración, Carlo Pizzeti, Ed.
Bellisco, Madrid 1991.
Manual de Higiene industrial, Ed. Fundación MAPFRE, Madrid 1991
Teoría de la Corrosión, CSIC, Madrid 1984.
www.boe.es
www.aenor.es
www.insht.es
www.duferrit.de
www.rockwool.es
http://www.hervel.com/pdf/1272790145.pdf
www.acabadosgalvanicos.com/servicios.swf

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 159 Memoria
www.espatentes.com/pdf/2213500_a1.pdf
Prontuario de perfiles de acero
http://www.cvr.etsia.upm.es/web%202005/Construccion%20I/Prontuari
o%20_14-04-08_reducido.pdf
Norma UNE-EN 10083-1:2008
http://www.salvadorescoda.com/tecnico
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 160 Cálculos
I.2 CÁLCULOS
El diseño de los componentes principales de la planta es uno de los
objetos fundamentales de este proyecto y es en estos apartados donde el
ingeniero puede poner de manifiesto y dar forma a los conocimientos
adquiridos durante sus estudios.
En este apartado quiero hacer hincapié nuevamente en el
sobredimensionamiento de la planta que estamos diseñando respecto a las
condiciones mínimas establecidas en este proyecto. A continuación se van a
desarrollar los cálculos para unas instalaciones que, aunque superiores a los
óptimos para la fabricación de ejes de las dimensiones establecidas, estarán en
su conjunto diseñadas coherentemente.
1.- DISEÑO DE LOS BAÑOS DE PROCESO
Para el diseño de los baños he seleccionado unas dimensiones internas
de 1500 x 1000 x 1500 mm (alto x ancho x largo). Los ejes tendrán longitud de
926 mm de largo y 25 mm de diámetro e irán sujetos a una montura que
introducirá simultáneamente 8 ejes en cada tratamiento, situados en dos filas
de cuatro. Las piezas, una vez colocadas en la montura, están situadas a 4
veces su diámetro (100 mm) de las piezas que están junto a ella. De este modo
el conjunto de 8 ejes requerirá unas dimensiones de baño de 1000 x 250 x 500
mm, requisito cubierto con los baños que vamos a diseñar.
Todos los baños de tratamiento estarán construidos con acero inoxidable
AISI-316 mientras que los baños de enjuague se construirán con acero
inoxidable AISI-304. Los perfiles que se utilizarán para cada baño serán del
mismo material de construcción que el baño en cuestión no obstante, a la hora
de realizar los cálculos no vamos a diferenciar entre un acero y otro ya que sus
parámetros estructurales son muy parecidos.
Los nueve baños al ser de iguales dimensiones tendrán unas
características básicas similares para todos ellos. Por este motivo el espesor
de chapa utilizado y la configuración de los perfiles de refuerzo serán
calculados para un baño y serán utilizados para los 8 restantes

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 161 Cálculos
1.1.- Cálculo del espesor de la chapa del baño
El baño se divide en pequeñas zonas independientes que se analizarán
como si se tratase de chapas sometidas a una carga uniforme. Estas zonas
estarán definidas por dos parámetros, a y b, que corresponden el espacios
encerrado entre los perfiles que soportan la chapa.
La disposición de la carga en las paredes de los baños será de forma
triangular, esto es que la parte superior del baño estará sometida a una menor
presión que la parte del fondo. Como todas las partes del baño estarán
construidas con el mismo tipo de acero se tomará para los cálculos la parte en
que las condiciones sean más desfavorables, en nuestro caso será el fondo del
baño.
El fondo del baño estará dividido en dos partes a través de una viga de
sujeción que las separa, a su vez también dispondrá de una viga a cada uno de
los extremos del fondo a modo de soporte. De este modo tendremos dos áreas
con dos extremos empotrados y dos apoyados.
Para calcular el espesor de la chapa Vamos a utilizar la expresión de
Roark que viene dada para una chapa de espesor constante empotrada en sus
extremos y sometida a una carga uniforme
√
Donde:
σadmisible = tensión máxima admisible del material (kg/cm2)
q = carga que ejerce el fluido (kg/cm2)
β = coeficiente tabulado que depende de “a” y “b”
b = longitud de la plancha considerada en el eje “y” (cm)
t = espesor de la chapa (cm)
A continuación vamos a calcular los parámetros necesarios para obtener
el espesor de la chapa
Presión que ejerce el fluido
a b

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 162 Cálculos
Para calcular la carga que el fluido ejerce sobre la chapa se utilizará la
siguiente expresión:
Donde:
ρ = Densidad del fluido (kg/m3)
h = Altura del fluido (m)
El contenido de los baños consistirá en disoluciones acuosas, donde la
mayor parte del fluido es agua y el porcentaje de soluto es bajo. Por esto
podemos tomar la densidad del fluido como la del agua, es decir, 1000 kg/m3.
La altura del líquido será la altura hasta la que se llena el baño, en
nuestro caso 1300 mm.
Finalmente tenemos que la carga que ejerce el fluido sobre el fondo del
baño es:
Cálculo de la tensión admisible del acero.
Para el cálculo de la tensión admisible, se hará uso de la siguiente
expresión:
Donde N es un coeficiente de seguridad tabulado que para acero
inoxidable AISI 316 es 1,2 y la σadmisible o también llamada resistencia a la
fluencia, para aceros inoxidables AISI 316 es de 207 Mpa según la tabla 2 en
los anexos.
⁄ ⁄
Ahora podemos calcular la σadmisible:
⁄
Área considerada para el cálculo.
Como se ha considerado anteriormente, la carga estará uniformemente
repartida y tomamos como área para el cálculo la situada en el fondo del baño

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 163 Cálculos
por ser la más desfavorable. Este área se obtendrá a partir de la disposición de
los perfiles de refuerzo que están soldados a la chapa.
De este modo, el área que se tomará será de 500 mm (que en la tabla 1
del anexo se corresponde con “b”) por 750 mm (que la tabla se corresponde
con “a”).
La relación a/b nos determinará el valor de β según la Tabla 1 de los
anexos.
⁄
Sustituyendo en la ecuación 1.1 podemos obtener el espesor de la
chapa necesario para esta estructura:
√
√
Por tanto el espesor necesario para las chapas de acero inoxidable que
formarán los baños tiene que ser como mínimo de 3mm de grosor para ser lo
suficientemente resistente a las presiones producidas por los fluidos que
contiene en su interior.
1.2.- Cálculo de la flecha máxima de la pared del baño.
Una vez conocido el espesor de la pared de acero, se va a calcular el
valor de la flecha máxima en función de la ecuación tomada de la tabla 1 de los
anexos
Donde:
F = Flecha máxima admisible que puede admitir la plancha de 3 mm de
espesor (cm).
q = Presión que ejerce el fluido (kg/cm2).
α = Coeficiente tabulado, Tabla X de los anexos. 0.267

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 164 Cálculos
b = Longitud de la plancha considerada en el eje “y” (cm)
t = Espesor de la chapa (cm)
E = Módulo de Young (kg/cm2)
El valor del módulo de Young o límite elástico es un dato que viene dado
por el fabricante del acero y para nuestro caso, acero AISI-316, corresponde a
220 N/mm2, o lo que es lo mismo, 2240 Kg/cm2.
El resto de los parámetros son los mismos con los que se ha estado
trabajando hasta ahora de manera que el valor de la flecha máxima será:
1.3.- Cálculo de las vigas de sujeción de los baños.
Para el cálculo de las vigas que van a servir como soportes estructurales
a los baños se va proceder de igual modo que en los apartados anteriores. Se
calcularán para un único baño y todos los demás tendrán una estructura
similar.
Para el cálculo de las vigas se deben tener en cuenta los cálculos
realizados hasta ahora, de modo que el área, la disposición geométrica de las
vigas y el espesor de chapa del acero a utilizar influirán de forma directa en los
siguientes cálculos.
Las vigas utilizadas, como se comentó en la memoria descriptiva serán
perfiles IPN-80, del mismo material del que se construirán los baños (AISI-316
y AISI-304) y se dispondrán en las paredes del baño de la forma que se ha
considerado más factible. Este tipo de perfiles han sido seleccionados por su
facilidad en la soldadura y su menor coste frente a otros perfiles.
Inicialmente vamos a calcular la tensión máxima admisible que pueden
soportar las vigas haciendo uso de la siguiente expresión.
⁄
Donde:
σ = Tensión admisible que puede soportar la viga (kg/cm2)
M = Momento que soporta la viga (kg * cm)
W = Módulo resistente del conjunto (cm2)

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 165 Cálculos
En los siguientes apartados se calculará tanto el momento que soporta
la viga como el modulo resistente del conjunto y se comprobará que sea menor
a la tensión máxima admisible que soporta la chapa de acero AISI-316, que se
calculó anteriormente.
Modulo resistente del sistema plancha-viga
Para obtener este dato vamos a hacer uso de la siguiente expresión:
Donde:
I = Inercia del conjunto, que está relacionado con el modulo resistente W
d = máxima distancia al centro de gravedad del sistema respecto al eje en el
que estamos trabajando
Para poder hallar la inercia del conjunto se va a recurrir al Teorema de
los ejes paralelos para momentos de inercia en superficies compuestas. En
este caso, el conjunto está compuesto por una chapa y un perfil de refuerzo.
Según dicho teorema, el momento de inercia de un área con respecto a
cualquier eje en su plano es igual al momento de inercia con respecto a un eje
central paralelo, más el producto del área y el cuadrado de la distancia que
separa los dos ejes.
Donde:
Iconjunto = Inercia del conjunto
I = Inercia de cada elemento, plancha o perfil
A = Área de cada elemento
d = distancia al eje central del conjunto
Esta expresión la podemos desglosar como:

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 166 Cálculos
Donde:
h = Altura del perfil
t = Espesor de la chapa
b = Anchura del perfil (tabulada en la tabla 3 de los anexos)
C1 = Distancia desde el centro de gravedad del sistema al centro de gravedad
de la chapa
C2 = Distancia desde el centro de gravedad del sistema al centro de gravedad
del perfil
El balance sería:
Según la bibliografía consultada sobre mecánica de materiales el
momento de inercia de una placa sería:
Base = 75 cm
t = 0.3
Aplaca = 0.75 x 0.3 = 22.5 cm2
d1 = 0.15 cm
I2 = 77.8 cm (tabulado en los anexos)
Aperfil = 7.58 cm (tabulado en los anexos)
D2 = 4 cm

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 167 Cálculos
Una vez hallado el valor de inercia del conjunto, se puede determinar el
valor del módulo resistente del conjunto plancha viga sustituyendo en la
siguiente ecuación:
Momento que soporta la viga
Para determinar este parámetro, se diferenciará entre dos tipos de apoyo que
tienen las vigas en los baños, ya que esto influirá directamente sobre los
cálculos de los momentos flectores
Se distinguirá entre:
- Vigas empotradas en un extremo y libre en el otro:
Según la disposición que se ha tomado en cada uno de los baños se
dispondrá de dos vigas verticales, una en cada uno de los lados del baño,
estas vigas serán continuas a lo largo de toda la altura del baño siendo
consideradas como empotradas en un extremo y libre en el otro, además están
sometidas a una carga uniforme triangular.
La expresión para determinar el momento de inercia es el siguiente:
Donde L es la longitud de la viga, que en este caso es igual a la altura
del líquido, P es la presión que ejerce el fluido, que es igual a la densidad del
mismo por la altura por la anchura entre vigas y por la mitad del largo del baño.
Una vez conocido el momento que soporta la viga, se puede determinar,
junto con el módulo resistente, la tensión máxima que puede soportar el
conjunto.
Del resultado obtenido, se obtiene que la tensión que debe soportar el
conjunto es menor a la tensión máxima admisible, 1758 kg/cm. De este modo
se comprueba que los perfiles de refuerzo situados de forma vertical soportan
sin ningún problema el fluido que contiene en su interior.
Se podrían haber elegido perfiles de menor tamaño ya que aún habría
margen en la tensión que tiene que soportar los perfiles, no obstante la

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 168 Cálculos
dificultad de encontrar tabulaciones normalizadas de perfiles más pequeños a
los IPN-80 es elevada.
-Vigas empotradas en ambos extremos:
Las vigas empotradas en ambos extremos son aquellas que están
dispuestas en los laterales del baño de forma horizontal y la situada en el fondo
del baño. Para realizar los cálculos se tomará la situación más desfavorable,
que en estos baños se encuentra en la viga situada en el fondo del mismo,
debido a la disposición triangular de la carga.
Para calcular el momento en este caso se va a hacer uso de la siguiente
expresión:
Donde L es la longitud de la viga, que será la misma que el ancho del
baño y P es la presión del fluido, que será igual a la densidad del mismo por su
altura y la anchura entre vigas.
Una vez se tiene este valor, podemos determinar la tensión que son
capaces de soportar el conjunto plancha-viga sustituyendo los valores del
momento y módulo resistente en la siguiente ecuación:
Se comprueba así que el conjunto chapa-viga es capaz de soportar la
tensión sometidos, ya que nuevamente es menor que la tensión máxima
admisible, 1758 kg/cm.
1.4.- Cálculo de los cordones de soldadura
Como se ha descrito en la memoria descriptiva, los perfiles de refuerzos
irán soldados a la chapa mediante soldadura por puntos a lo largo de toda su
sección.
La soldadura es un factor crítico en la resistencia al fallo de estructuras.
Muy a menudo, el cálculo y ejecución de las soldaduras es el aspecto más
crítico para conseguir una buena calidad y resistencia de la estructura
Este cálculo para el espesor del cordón de soldadura se llevará a cabo
según la norma UNE 14035 y DIN 4101

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 169 Cálculos
En esta norma se indica, que como norma general el espesor máximo
del cordón de soldadura no será mayor a 0.7 el espesor máximo a unir,
expresándose de la siguiente manera:
Donde “a” es el cuello de soldadura y “emínimo” el espesor mínimo a unir.
Para realizar dicho cálculo se supondrá un sistema como el siguiente:
Las expresiones que se van a utilizar para el cálculo de los cordones de
soldadura serán las siguientes:
Los parámetros que aparecen son:
P: Carga que soporta la soldadura (Kg)
ρ: Densidad del fluido (Kg/dm3)
V: Volumen del fluido (dm3)
t

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 170 Cálculos
σ: Tensión que soporta la soldadura (Kp/cm2)
l: Longitud de la soldadura (cm)
t: Espesor de la chapa (cm)
σadmisible: tensión máxima admisible del material soldado (Kg/cm2)
σsoldadura: tensión máxima de la soldadura que debe ser como mínimo un 65%
de la tensión admisible del material soldado.
Se supone que la soldadura soporta todo el peso del fluido con lo que:
⁄
⁄
La tensión máxima de soldadura será:
⁄ ⁄
Observamos que la tensión máxima es mucho mayor que la tensión que
soporta la soldadura
Falta calcular el valor del cuello de soldadura. Como se ha dicho antes
el espesor máximo del cordón de soldadura no será mayor de 0,7 veces el
espesor mínimo a soldar, es decir:
En estos baños los espesores a unir serán de 2 mm en el caso de los
perfiles y 3 mm en el caso de la chapa del baño. Por tanto, para soldar los
perfiles utilizaremos un cuello de soldadura de 1.4 mm y para soldar los perfiles
el espesor máximo del cordón será de 2.1 mm.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 171 Cálculos
2.- CÁLCULO DE LAS TAPAS DE LOS BAÑOS
Los baños de la planta irán provistos de una serie de tapas, de
accionamiento hidráulico, que actuarán evitando que se produzcan emisiones
de vapores tóxicos hacia el exterior, poniendo en peligro la salud de los
operarios y del medio ambiente.
Las tapas también tienen como objetivo que no se produzcan
contaminaciones en los baños al pasar las piezas de un baño a otro durante el
proceso. Es inevitable que caigan restos de las disoluciones de los baños al
transportar las piezas pero con las tapas conseguimos que estas gotas no
caigan en el interior de otro baños y los contaminen.
Cada uno de estos baños irá provisto de dos tapas, fabricadas en acero
inoxidable AISI-316 de 2 mm de espesor.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 172 Cálculos
3.- CÁLCULO DEL CAUDAL DE AIRE NECESARIO PARA LA
AGITACIÓN DE LOS BAÑOS
En la planta que se está diseñando en este proyecto todos los baños
irán equipados con sistemas de agitación en su interior
La presencia de estos sistemas es necesaria para que las disoluciones
que contengan los baños estén homogeneizadas en todo momento y que no se
produzcan depósitos de soluto en el fondo de los baños como consecuencia de
las diferencias de densidades de las disoluciones. El hecho de que no
estuviese bien homogeneizado el baño podría ser el causante de unos
recubrimientos defectuosos o de que el rendimiento del sistema estuviese por
debajo del óptimo y deseado.
La agitación que vamos a introducir en los baños consiste en burbujas
de aire limpio y seco. El aire se introduce en una tubería, a la que se le han
realizado una serie de perforaciones, con la ayuda de una soplante. La tubería
con las perforaciones ira situada en el fondo del baño y el aire ascenderá
desde el fondo hacía la superficie.
Para diseñar el sistema de agitación es necesario saber el caudal de aire
que tendrá que impulsar la soplante para suministrar aire a todos los baños.
Una vez conocido este caudal, ya podremos elegir la soplante que más se
ajuste a las características de nuestro sistema.
Para calcular este caudal nos vamos a basar en la bibliografía “Manual
del ingeniero químico, PERRY”. En este manual se establece que para unos
procesos como los que se están diseñando será necesaria una velocidad de
agitación por aire de 12 m/h por m2 de superficie del baño para producir una
agitación de tipo moderada. La superficie de cada uno de nuestros baños es de
1,5 m2 por tanto el caudal de aire necesario para cada uno de los baños será:
⁄ ⁄
La bibliografía recomienda para este tipo de instalaciones una tubería de
1’’ de diámetro nominal como mínimo, no obstante se va a seleccionar una
tubería de 11/2’’ para evitar posibles obstrucciones que podrían formarse por
depósitos y también para evitar que las pérdidas de carga sean menores ya
que en una tubería de menor diámetro el aire debería llevar mayor velocidad
para tener el mismo caudal.
Para calcular la diferencia de presión se utilizará la ecuación de Bernoulli
que se expresa del siguiente modo:

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 173 Cálculos
Si se considera v1=v2 en dos puntos de la tubería, entonces la expresión
queda reducida a:
Donde:
ΔP = Incremento de presión, (Pa)
g = Gravedad específica, (9.8 Kg/m3)
h = Perdida de carga, (m)
Para determinar la pérdida de carga vamos a hacer uso de la ecuación
de Darcy:
∑
(
∑ )
El término “f” es el factor de fricción que para una tubería de 11/2’’ toma
un valor de 0.021
Los términos L y D son parámetros de la tubería, siendo la longitud y el
diámetro respectivamente, en metros. En esta planta, la longitud de la tubería
desde la soplante hasta el final del baños son de 8 m y el diámetro es de 11/2’’,
que equivale a 0.0381 m.
En la ecuación anterior el término Σk se refiere a las resistencias
producidas por los accesorios, para cada baño. En estas instalaciones los
accesorios de cada baño son 4 codos de 90º, 1 te, una válvula de corte de flujo
y una válvula antiretorno.
A continuación se calculará el coeficiente de resistencia para cada grupo
de accesorios:
4 codos de 90º
1 te
1 válvula de corte de flujo
1 válvula antiretorno
Por tanto la suma de los coeficientes de resistencia de los accesorios
será:
∑

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 174 Cálculos
La velocidad del aire a través de la tubería, v (m/s), viene determinada
por el caudal de aire y la sección de la tubería:
⁄
(
)
⁄ ⁄
Una vez evaluados todos los términos de la ecuación se calcula la
pérdida de carga a través de la tubería mediante la siguiente ecuación:
(
∑ )
De esta manera podemos obtener la caída de presión que
experimentara el sistema formado por el compresor y los baños:
Para calcular el ΔP real que debe suministrar la soplante hay que tener
en cuenta que la tubería que va a impulsar el aire tiene una columna de
disolución de 1,5 metros como máximo por encima de ella, con lo que habría
que calcular la diferencia de presión que eso supone. Se supondrá que las
disoluciones están todas formadas por agua, dato que no se aleja de la
realidad porque las concentraciones son pequeñas y por tanto las densidades
son relativamente parecidas al agua. Utilizando de nuevo la ecuación anterior:
⁄ ⁄
La diferencia de presión total será de 147.5 mbar y un caudal de 12 m3/h
por baño por lo que se ha seleccionado una configuración de una soplante por
cada 4 baños, es decir, dos soplantes para la instalación.
Considerando la distribución anterior cada soplante deberá suministrar
una presión de 590 mbar y un caudal de 48 m3/h.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 175 Cálculos
4.- CÁLCULO DE LA ASPIRACIÓN EN LOS BAÑOS
En los distintos tratamientos que se realizan en esta planta se utilizan
diferentes soluciones, que al estar sometidas a calentamiento, emiten vapores
y gases altamente tóxicos. Para evitar que estos gases entren en contacto con
los operarios que se encuentran en la plana y no produzca fenómenos de
corrosión en las instalaciones de la planta, se instalan en estos baños una serie
de capotas dispuestas en los laterales de cada baño y sobre las cuales se
depositan las tapas
La extracción localizada de gases consta de un conducto con ranuras
que se ubican en los laterales del baño. Los gases son captados por ese
conducto y transportados a un lavador de gases que elimina los contaminantes
que contiene el aire tóxico y libera a la atmósfera el aire limpio.
A la hora de realizar el diseño se ha empleado el método de pérdida de
carga constante a lo largo de todo el conducto reduciendo las dimensiones del
conducto al alejarnos del extractor y del lavador de gases. Los conductos serán
cilíndricos ya que esta configuración tiene una pérdida de carga menor que los
rectangulares.
Para empezar es necesario calcular que caudal de gases será necesario
extraer de cada uno de los baños. Para esto se toma un valor de “velocidad de
captura”, parámetro tabulado en la tabla 6 de los anexos y cuyo valor variará
dependiendo de las condiciones de dispersión del contaminante, su toxicidad y
velocidad de generación
En esta instalación se tomará un valor de 1 m/s, que corresponde con
unas condiciones de dispersión a baja velocidad y aire en movimiento
moderado.
Otro factor que es necesario conocer es las dimensiones de las ranuras
por donde se aspirarán los gases. Estas ranuras constan de un parámetro L y
un parámetro A. El parámetro L se toma de inicio como 200 y como es
necesario que la relación entre A y L sea aproximadamente 0.2, el parámetro A
tomara un valor de 40 mm.
Las capotas se instalarán a ambos lados del baño por lo que la distancia
al punto más alejado de alguna ranura será el centro del baño a 500 mm. Entre
L
A

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 176 Cálculos
ranura y ranura se va a dejar un espacio de 200 mm, de modo que la distancia
entre ranuras no es excesiva y el caudal que se recoge por cada una no sea
tan elevado. Teniendo en cuenta esta separación, la longitud del baño y el
parámetro L de cada ranura tenemos un total de 4 ranuras por cada lado del
baño
Siguiendo con el cálculo del caudal de gases a extraer hacemos uso de
la expresión:
Donde:
Q = Caudal de gases a extraer, (m3/s)
Vcaptación = Velocidad de captación, (0.5 m/s)
L = Longitud de la rendija, (0.2 m)
X = Máxima distancia desde la ranura al punto más alejado de generación de
contaminantes, o lo que es igual, hasta la mitad del baño, (0.5 m)
Teniendo estos datos en cuenta se obtiene un caudal de 0.14 m3/s (1008
m3/h). Con este caudal y teniendo en cuenta que podemos
determinar la velocidad en la ranura:
⁄
Se puede comprobar que la velocidad de captación debe ser bastante
elevada para poder extraer los gases en la superficie del baño y nunca ser
inferiores a este valor parar asegurar la captación total de los gases.
Con este número de ranuras, el caudal de aspiración por baño es de
8064 m3/h y como los baños que precisan de extracción son 5 (desengrase,
decapado, cromado duro y fosfatado se tendrá un caudal total de aspiración de
32256 m3/h
Los conductos por los que circulara el aire en la instalación serán de
diferentes diámetros y longitudes de modo que para realizar el diseño vamos a
ir dividiéndolos por secciones.
Comenzamos el diseño por el tramo más cercano al absorvedor de
gases que será el que lleve todo el caudal de gases y por tanto el de
dimensiones más grandes. En este tramo la velocidad debe ser lo
suficientemente elevada para que al final del conducto, la velocidad no sea
menor a 17.5 m/s. En la bibliografía encontramos que la velocidad

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 177 Cálculos
recomendada para este tipo de tramos es de 35 m/s. Una vez tenemos estos
datos se procederá a calcular la sección del tramo 1-2
⁄
⁄ ⁄
Una vez tenemos esta sección y con ayuda de las tablas 7 de los anexos
podemos determinar el diámetro equivalente a esta sección rectangular. Con
ayuda de las tablas tenemos que el diámetro equivalente para 0.256 m2 es de
0.506 m. Con este diámetro de tubería y con el caudal podemos calcular la
perdida de carga que es la que se mantendrá constante durante toda la
conducción. La pérdida de carga unitaria obtenida es de 2 mm de columna de
agua.
Si se conoce la perdida de carga y el caudal de aspiración en cada
tramo, se puede calcular el diámetro equivalente mediante la tabla 8. Con este
diámetro se calculan las dimensiones rectangulares mediante las tablas 7 de
los anexos y con estas se calcula la sección de la conducción y la velocidad en
dicho tramo.
Operando así, los resultados serían los siguientes:
De este modo se tiene que el caudal de aire que circula por el conducto
donde van situadas las ranuras es de 8064 m3/h, es decir, 4032 m3/h por cada
lado del baño. Este conducto será de geometría rectangular para que vaya
acorde con la geometría del baño
De la misma forma que se hizo anteriormente, con la velocidad en cada
ranura, se puede calcular la sección del conducto donde van situadas las
ranuras.
⁄ ⁄
Así, una capota de 200 mm de ancho y 160 mm de alto da una sección
suficiente para mantener esta velocidad. Al final del conducto, la altura de la
Tramo del conducto
Pérdida de carga
(mm.c.a) Q (m3/h) Φ (mm) S (m2) V (m/s)
1-2 2 32256 536 0.256 35
2-3 2 24192 500 0.250 26.9
3-4 2 16128 420 0.170 26.3
4-5 2 8064 330 0.105 21.3

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 178 Cálculos
capota disminuirá hasta 120 mm para que la velocidad de absorción se
mantenga hasta el final del conducto.
Una vez que se han dimensionado todos los conductos de la instalación
se determinará la pérdida de carga total, que es función tanto de los accesorios
como de la longitud de la tubería. Dicha perdida de carga total puede
expresarse mediante la siguiente expresión:
Donde:
Δhaccesorios Pérdida de carga debida a los accesorios
L Longitud de la tubería
Hunitaria Pérdida de carga debida a la tubería
La pérdida de carga en la tubería ya se calculó anteriormente y se
obtuvo una pérdida de 2 mm.c.a y teniendo en cuenta que la longitud de la
tubería es de 80 metros:
Para calcular la pérdida de carga provocada por los accesorios se utiliza
la expresión:
(
)
Donde:
f = factor de fricción de cada accesorio
v = velocidad en el tramo de tubería
Para conocer los factores de fricción de cada accesorio, se empleará la
Tabla 9 de los Anexos
Así, sustituyendo en la expresión, se obtienen las pérdidas de carga, que
se reflejan en la siguiente tabla:
Accesorios Nº unidades Factor de fricción
Δh (mm.c.a.)
Codos 90º (R/ϕ=1) 2 0.33 49.53
Codos en T 4 0.33 99.07
Cambio de sección
(500-536) 1 0.39 17.29

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 179 Cálculos
Cambio de sección
(420-500) 1 0.06 2.54
Cambio de sección
(330-420) 1 0.16 4.44
Δh accesorios 172.87
La pérdida de carga total será la suma de las dos calculadas anteriormente,
tubería y accesorios.
.
Por tanto para poder realizar la correcta extracción de los gases será necesario
un extractor que proporcione un caudal de aspiración de 32256 m3/h y soporte
una pérdida de carga de 333 mm.c.a.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 180 Cálculos
5.- CÁLCULO DE LA CALEFACCIÓN EN LOS BAÑOS
Como se ha comentado en la memoria descriptiva, existe cierto número
de baños que necesitan elevar su temperatura para que el tratamiento se
realice correctamente. En esta planta esos baños son los de desengrase,
decapado, cromado, fosfatado y los de enjuague de los procesos de fosfatado
y nitrurado en baño de sales. Cada uno de estos baños ira equipado con una
serie de resistencias calefactoras que elevarán la temperatura de los baños
hasta los óptimos de operación.
En este apartado se calculará la potencia de calefacción de los baños
considerando que están perfectamente aislados y no presentan perdidas de
calor. No obstante, en otro punto posterior dentro de este apartado de cálculos
se comprobara la efectividad del aislante en aquellos baños en los que esté
presente.
5.1.- BAÑO DE DESENGRASE
Este baño necesita trabajar a una temperatura comprendida entre 75 y
85 ºC. Como se ha comentado anteriormente el contenido de los baños
consistirá en disoluciones acuosas, donde la mayor parte del fluido es agua y el
porcentaje de soluto es bajo. Por esto se pueden tomar las características de la
disolución como la del agua.
Una vez se conozca el calor que hay que aportar al baño, si se divide
entre el tiempo en el que queremos que se lleve a cabo el proceso de
calentamiento, se obtendrá la potencia necesaria que debe tener el equipo de
calefacción.
Para calcular el calor que hay que suministrar a este baño se hará uso
de la siguiente expresión:
Donde:
mdisolución = masa de la disolución en estado líquido, (Kg)
ρdisolución = densidad de la disolución, (Kg / m3)
Vdisolución = Volumen de la disolución, (m3)
Cpdisolución = Calor especifico de la disolución, ( ⁄ )
ΔT = Incremento de temperatura de la disolución, (K)

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 181 Cálculos
Si se sustituye en la expresión anterior se tiene:
⁄
⁄
Como se ha comentado anteriormente si se divide este calor necesario
para alcanzar la temperatura deseada, entre el tiempo que ha de transcurrir
en esta etapa de calentamiento se obtiene la potencia necesaria para esta
operación.
P = 438871775 J / 3600 s = 121908.8 W = 121.9 KW
P = 438871775 J / 7200 s = 60954.4 W = 60.9 KW
P = 438871775 J / 10800 s = 40636.3 W = 40.6 KW
P = 438871775 J / 14400 s = 30477.2 W = 30.5 KW
Finalmente se puede comprobar que para calentar el baño en 6 horas
hace falta una potencia de 20 KW. Tras haber consultado la bibliografía y
haber consultado los diferentes catálogos existentes en el mercado actual se
han seleccionado dos resistencias de 9 KW para este baño. Esta resistencia
ira ubicada en la parte trasera del baño. Las características de esta
resistencia vendrán detalladas en el capítulo correspondiente de la memoria
descriptiva.
5.2.- BAÑO DE DECAPADO
En este baño en condiciones normales no se precisará ningún tipo de
calentamiento, no obstante, para periodos en los que la temperatura ambiental
en el taller este por debajo de lo normal y provoque un descenso de la
temperatura de la disolución en el baño, 10 ºC en los casos más desfavorables,
se instalará un sistema de calefacción para alcanzar los 25 ºC, temperatura
óptima de trabajo.
Al igual que para el baño de desengrase se va a considerar el baño
completamente aislado y posteriormente se comprobará la efectividad del
aislante empleado.
A continuación, se calculará el calor que hay que suministrar a este
baño, para pasar de la situación más desfavorable (10ºC), hasta el óptimo de
operación.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 182 Cálculos
⁄
⁄
Dividiéndolo entre el tiempo en que se quiere calentar la disolución
tenemos la potencia necesaria.
P = 81438949.8 J / 3600 s = 226219.3 W =22.6 KW
P = 81438949.8 J /7200 s = 11311 W = 11.3 KW
P = 81438949.8 J / 10800 s = 7540.6 W = 7.5 KW
P = 81438949.8 J / 14400 s = 5655.5 W = 5.6 KW
Finalmente se seleccionará una resistencia de 3.6 KW para calentar la
disolución hasta los 25ºC en 3 horas. Las características de esta resistencia se
encuentran en el apartado correspondiente de la memoria descriptiva.
5.3.- BAÑO DE CROMADO DURO
Este baño debe trabajar a una temperatura entre 50 y 55 ºC y para ello
se calculará el calor que será necesario aportar a la disolución para alcanzar
dicha temperatura.
⁄
⁄
A continuación se procederá a calcular la potencia siguiendo el mismo
procedimiento que en los baños anteriores.
P = 242438317.2 J / 3600 s = 67344 W = 67.3 KW
P = 242438317.2 J / 7200 s = 33672 W = 33.7 KW
P = 242438317.2 J / 10800 s = 22448 W = 22.4 KW
P = 242438317.2 J / 14400 s = 16836 W = 16.8 KW
Se observa que para calentar este baño en 6 horas hará falta una
potencia 11.2 KW. Una vez analizadas todas las opciones que ofrece el
mercado, a la hora de escoger entre diferentes resistencias para líquidos se ha
seleccionado una resistencia de 12 KW para calentar la disolución. Las
características de las resistencias vendrán reflejadas en el capítulo
correspondiente de la memoria descriptiva.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 183 Cálculos
5.4.- BAÑO DE FOSFATADO AL MANGANESO
Este baño necesita alcanzar temperaturas en torno a los 85 – 95 ºC para
realizar el tratamiento correctamente. A continuación, se procederá a calcular el
calor que es necesario aportar para que el baño adquiera esta temperatura.
⁄
⁄
Como en los casos anteriores se procederá a calcular la potencia
necesaria para calentar el baño en el tiempo deseado.
P = 597558719.1 J / 3600 s = 165988.5 W = 166 KW
P = 597558719.1 J / 7200 s = 82994.3 W = 83 KW
P = 597558719.1 J / 10800 s = 55329.5 W = 55.4 KW
P = 597558719.1 J / 14400 s = 41497.1 W = 41.5 KW
Como se puede comprobar hará falta una potencia de 27.7 KW para
calentar la disolución en un tiempo de 6 horas. Para ello y teniendo en cuenta
las posibilidades del mercado se ha optado por dos resistencias de 15 KW
cada una de modo que el baño quede a la temperatura deseada en algo menos
de 6 horas. Las características de estas resistencias vendrán detalladas en el
capítulo correspondiente de la memoria descriptiva.
5.5.- BAÑO DE ENJUAGUE DEL FOSFATADO AL MANGANESO
Tras el proceso de fosfatado al manganeso es necesario tener un baño
de enjuague con una temperatura de entre 60 – 70 ºC para que el tratamiento
se fije correctamente a la pieza. Para alcanzar esta temperatura se va a
calcular el calor que será necesario aportar al baño para que alcance dicha
temperatura.
⁄
⁄
A continuación se procede a calcular las potencias necesarias en función
del tiempo de calentamiento de los baños
P = 361375168.5 J / 3600 s = 100382 W = 100.4 KW
P = 361375168.5 J / 7200 s = 50191 W = 50.2 KW
P = 361375168.5 J / 10800 s = 33460.7 W = 33.5 KW

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 184 Cálculos
P = 361375168.5 J / 14400 s = 25095.5 W = 25.1 KW
Como se ha calculado, hará falta un potencia de 16.7 KW para calentar
el baño hasta la temperatura de trabajo en un tiempo de 6 horas. Dentro de las
resistencias para líquidos existentes en el mercado se ha seleccionado dos
resistencias de 9 KW que se ubicará en la parte del fondo del baño. Las
características de las resistencias vendrán detalladas en el apartado
correspondiente de la memoria descriptiva.
5.6.- BAÑO DE ENJUGUE DEL NITRURADO EN BAÑO DE SALES
Tras el proceso de fosfatado al manganeso es necesario tener un baño
de enjuague con una temperatura de 90 ºC para que no se produzcan
deformaciones durante el enfriamiento. Para alcanzar esta temperatura se va a
calcular el calor que será necesario aportar al baño para que alcance dicha
temperatura.
⁄
⁄
A continuación se procede a calcular las potencias necesarias en función
del tiempo de calentamiento de los baños
P = 511720003.6 J / 3600 s = 142144.4 W = 142.1 KW
P = 511720003.6 J / 7200 s = 71072.2 W = 71 KW
P = 511720003.6 J / 10800 s = 47381.5 W = 47.4 KW
Como se ha calculado, hará falta una potencia de 24 KW para calentar el
baño hasta la temperatura de trabajo en un tiempo de 6 horas. Dentro de las
resistencias para líquidos existentes en el mercado se ha seleccionado dos
resistencias de 12 KW que se ubicará en la parte del fondo del baño. Las
características de las resistencias vendrán detalladas en el apartado
correspondiente de la memoria descriptiva

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 185 Cálculos
6.- CÁLCULO DE LOS AISLANTES DE LOS BAÑOS
Como se ha visto en el apartado anterior, algunos de los baños del
proceso requieren un calentamiento de la disolución para alcanzar la
temperatura de trabajo, concretamente los baños de desengrase, decapado,
cromado duro, fosfatado al manganeso y los baños de enjugue del fosfatado al
manganeso y nitrurado en baño de sales.
En estos baños el calor que se aplica a los baños tiende a ser disipado
por el aire que rodea al baño y es por esto que si no se colocasen aislantes,
existirían unas pérdidas caloríficas muy importantes. Además de las pérdidas
caloríficas, otro motivo muy importante por el que son necesarios los aislantes
es que ciertos baños alcanzan temperaturas elevadas, en torno a los 90,
pudiendo producir a los operarios serias quemaduras. Con este aislante se
consigue la seguridad de los operarios y de toda persona que trabaje cerca,
frente al riesgo de quemaduras. Se necesitará que la temperatura en las
paredes exteriores del baño sea inferior a 35Cº para así evitar cualquier riesgo
de sufrir quemaduras.
Como consecuencia de las actividades que se van a desarrollar en el
taller, el aislante más adecuado para su uso es la lana de roca, que gracias a
su bajo coeficiente de transmisión de calor constituye una gran barrera al flujo
de calor. Otra característica importante que posee este aislante es que es
químicamente inerte y no causa ni favorece la corrosión en el material de los
baños. La temperatura máxima de operación de este material es de 420 ºC,
tiene una densidad de 145 Kg/m3 y un coeficiente de transmisión de calor, K =
0.040 W/(m·K) a la mayor temperatura a la que se va a trabajar.
Como se vio en la memoria descriptiva, se utilizara un espesor de lana
de roca de 80 mm ya que si utilizamos perfiles IPN-80 el espacio que queda
entre las dos chapas de acero es de 80 mm. Se colocará la lana de roca
rellenando los huecos que existen entre los perfiles de refuerzo y las chapas
interior y exterior de acero inoxidable.
Para determinar las pérdidas de calor que se originan se aplicará la
ecuación básica de transmisión de calor por conducción y la ecuación de
transmisión de calor por convección:
Donde:
Q = Velocidad de transmisión de calor, (w)

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 186 Cálculos
U = Coeficiente global de transmisión de calor ( ⁄ )
A = Área de transferencia (m2)
ΔT = Incremento de temperatura entre el fluido caliente (disolución) y el fluido
frio (aire), (K)
h = coeficiente de calor por convección del aire ( ⁄ )
La transmisión total de calor será la suma de las dos expresiones
anteriores.
El coeficiente global de transmisión de calor, U, se calcula teniendo en
cuenta las resistencias existentes en el sistema. Este sistema estará formado
por la disolución del baño, la pared del baño, el aislamiento con lana de roca y
el recubrimiento del baño.
Los valores de estos parámetros son:
tpared = 0.003 m - Kacero = 13.5 ⁄
tlana = 0.08 m - Kaislante = 0.034 ⁄
trecubrimiento = 0.001 m
haire = 8 ⁄
Los términos t representan los espesores, los términos K son los
coeficientes de transmisión de calor de cada material y el término h es el
coeficiente de transmisión de calor por convección del aire. Teniendo esto en
cuenta, el primer término representa la resistencia por conducción debido a la
pared del baño, el segundo término es la resistencia por conducción debido al
aislante (esta resistencia no aparecería di no se instalase el aislante), el tercer
término de la expresión es la resistencia por conducción al recubrimiento del
baño y el último y cuarto termino corresponde con la resistencia a la
convección por el aire.
Se ha considerado que la pared del baño se encuentra a la misma
temperatura que la disolución, con lo que no habría que considerar la
transmisión de calor por convección desde la disolución a la pared del baño.
Esto es lógico porque debido al tiempo que la disolución se encuentra caliente,
la pared alcanza perfectamente esa temperatura.
Para calcular el área de transferencia habrá de tenerse en cuenta las
áreas laterales, el área del fondo del baño y el área superior del baño.
Alateral = 7.5 m2

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 187 Cálculos
Afondo = 1.5 m2
Asuperior = 1.5 m2
La temperatura de cada baño y del aire se expresará en grados Kelvin, K:
Baño de desengrase 80 ºC 353 K
Baño de decapado 25 ºC 298 K
Baño de cromado 53 ºC 326 K
Baño de fosfatado 90 ºC 363 K
Baño enjuague fosfatado 65 ºC 338 K
Baño enjuague nitrurado 90 ºC 363 K
Aire 25 ºC 298 K
En el caso del baño de decapado para que el aislante cumpla su función
se tienen que dar las condiciones de temperatura más desfavorables y en ese
caso la temperatura del aire seria 5ºC 278 K.
Una vez que tenemos todos los parámetros necesarios para el cálculo
de las pérdidas caloríficas, se procederá a calcularlas.
Perdidas de calor, Q (W), utilizando lana de roca.
Desengrase Decapado Cromado Fosfatado Enjuague Fosfatado
Enjuague nitrurado
Q(W) 859.73 312.63 437.68 1016.05 625.26 1016.05
Para comprobar que la utilización del aislante es eficiente se calcularán
las pérdidas de calor que se producirían si no se utilizara aislante alguno. De
este modo es posible calcular el ahorro energético que se produce y considerar
si es conveniente.
Perdidas de calor, Q (W), sin lana de roca, y ahorro energético, W.
Desengrase Decapado Cromado Fosfatado Enjuague fosfatado
Enjuague nitrurado
Q (W) 4610.59 1676.58 2347.21 5448.88 3353.16 5448.88
Ahorro E. (W)
3750.86 1363.95 1909.53 4432.83 2727.90 4432.83

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 188 Cálculos
Se puede apreciar que gracias a la utilización del aislante se produce un
gran ahorro energético debido a que con el aislante conseguimos que no se
pierda mucho calor por conducción. Se va a calcular a continuación la eficacia
que tendrá este aislante.
De esta forma se tiene la eficacia del aislante de lana de roca.
Eficacia del aislante (%)
Desengrase Decapado Cromado Fosfatado Enjuague Fosfatado
Enjuague Nitrurado
E (%) 81.35 81.35 81.35 81.35 81.35 81.35
Se puede observar que en todos los baños que contienen capa de lana
de roca, los porcentajes de eficacia de aislamiento térmico son altos y
prácticamente iguales. Por tanto se puede decir que dispondremos de una
instalación segura en el sentido de que ninguna persona que esté trabajando
en contacto con los baños va a tener peligro de quemarse y además se está
generando un gran ahorro energético debido a que el calor no se está
disipando

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 189 Anexos
Anexos
1. Valores tabulados para una placa rectangular sometida a una carga
uniformemente repartida
2. Propiedades de los materiales ferrosos
3. Características de los perfiles IPN
4. Espesores de soldadura.
5. Factor de fricción para tuberías comerciales, nuevas, de acero, con
flujo en la zona total de turbulencia.
6. Valores recomendados para la Velocidad de Captura.
7. Diámetro equivalente en los conductos rectangulares.
8. Pérdidas por rozamiento del aire en conductos circulares.
9. Perdidas de carga de los accesorios
10. Propiedades del aire
11. Propiedades del agua
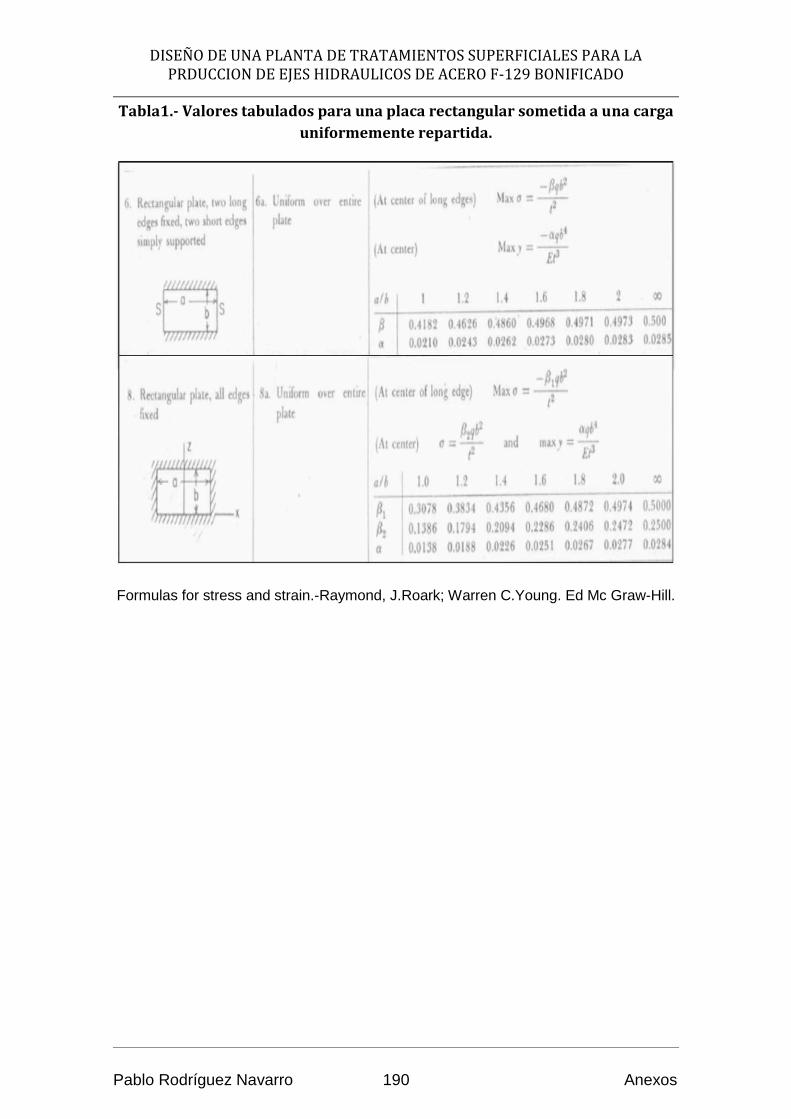
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 190 Anexos
Tabla1.- Valores tabulados para una placa rectangular sometida a una carga
uniformemente repartida.
Formulas for stress and strain.-Raymond, J.Roark; Warren C.Young. Ed Mc Graw-Hill.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 191 Anexos
Tabla 2.- Propiedades de los materiales ferrosos
Densidad (Kg/m3)
Módulo de elasticidad
(Gpa)
Resistencia a la
fluencia (Mpa)
Resistencia a la rotura
(Mpa)
Ductilidad Coeficiente de Poisson
Conductividad térmica (w/mºC)
Coeficiente de dilatación (ºC)-1
10-6
Fundición 7870 207 130 260 45 29 80 11.8
Fundición gris 7150 variable 125 variable 46 10.8
Fundición nodular 7120 165 275 415 18 0.28 33 11.8
Fundición maleable 7200 172 220 345 10 0.26 51 11.9
Acero AISI 1020 7860 207 295 395 37 0.30 52 11.7
Acero AISI 1040 7850 207 350 520 30 0.30 52 11.3
Acero AISI 1080 7840 207 380 615 25 0.30 48 11.0
Acero AISI 446 7500 200 345 552 20 0.30 21 10.4
Acero AISI 316 800 193 207 552 60 0.30 16 16.0
Acero AISI 410 7800 200 275 483 30 0.30 25 9.9
Diseño en Ingeniería Mecánica, J.E. Shigley y C.R. Mischke, Ed. McGraw Hill.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 192 Anexos
Tabla 3.- Características de los perfiles IPN
Resistencia de Materiales, L.Oritz Berrocal, Ed Mc Graw-Hill.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 193 Anexos
Tabla 4.- Espesores de soldadura.
Tabla 5.- Factor de fricción para tuberías comerciales, nuevas, de acero,
con flujo en la zona total de turbulencia.
Diámetro nominal mm 15 20 25 32 40 50 65,8 100
pulg 1/2 ¾ 1 11/4 11/2 2 21/2,3 4
Factor de fricción 0,027 0,025 0,023 0,022 0,021 0,019 0,018 0,017
Flujos de fluidos en válvulas, accesorios y tuberías-Crane. Ed Mc Graw-Hill
e plancha (mm) a (mm)
1.8 1,26
2 1,4
3 2,1

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 194 Anexos
Tabla 6.- Valores recomendados para la Velocidad de Captura.
Manual de Higiene Industrial, Ed Fundación MAPFRE.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 195 Anexos
Tabla 7.-Diámetro equivalente en los conductos rectangulares.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 196 Anexos
Tabla 8.- Diámetro equivalente en los conductos rectangulares.
Catálogo General, Soler and Pau. Acondicionamiento del aire y refrigeración, Carlo Pizzetti. Ed. Bellisco

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 197 Anexos
Tabla 9.- Perdidas por rozamiento del aire en conductos circulares
Tabla 8.- Pérdidas por rozamiento del aire en conductos circulares.
Acondicionamiento del aire y refrigeración, C. Pizzetti. Ed. Bellisco.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 198 Anexos
Tabla 10.- Perdidas de carga de los accesorios
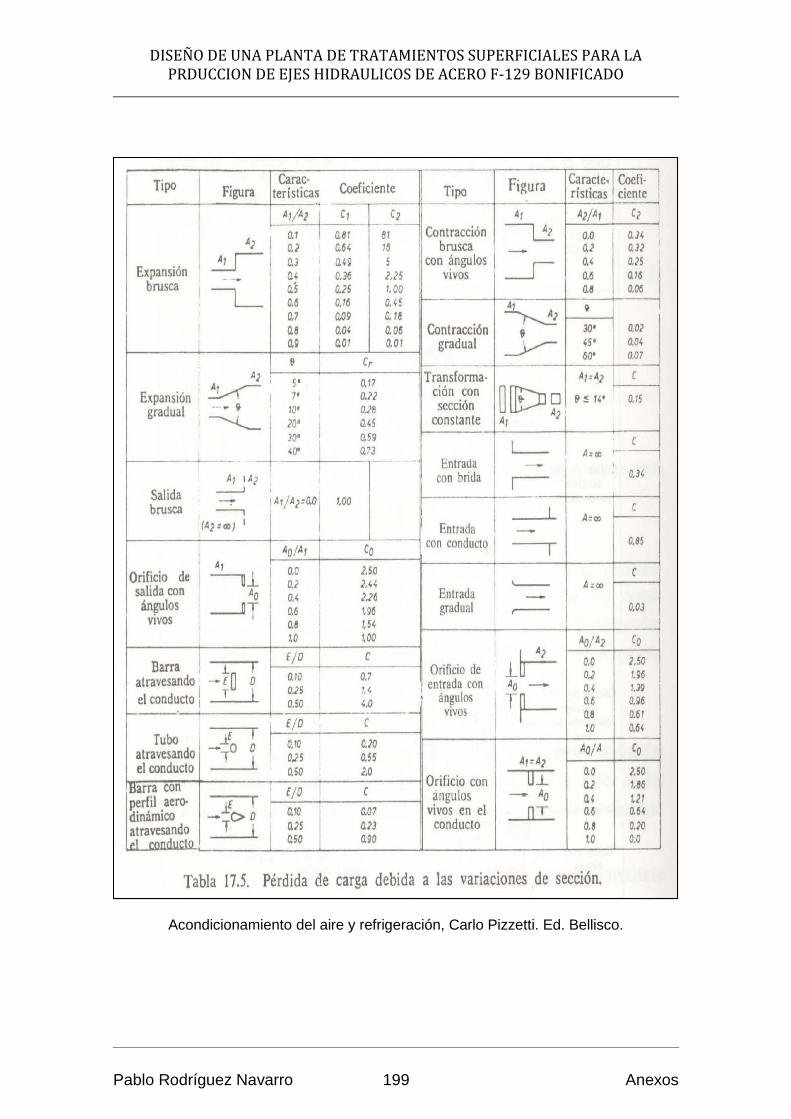
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 199 Anexos
Acondicionamiento del aire y refrigeración, Carlo Pizzetti. Ed. Bellisco.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 200 Anexos
Tabla 10.- Propiedades del aire
Temperatura K (W/m°C) ρ (kg/m3) μ (kg/m s) Cp (kJ/kg °C)
-150 0.0116 2.793 8.6 1.02
0 0.0244 1.239 17.2 1.01
100 0.0314 0.9458 21.8 1.01
200 0.0386 0.7457 25.8 1.02
1000 0.0768 0.277 48 1.18
Transmisión de Calor, Louis Well. Ed. Labor.
Tabla 11.- Propiedades del agua
Transmisión de Calor, Louis Well. Ed. Labor.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 201 Anexos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 202 Pliego de condiciones
DOCUMENTO Nº2: Pliego de condiciones.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 203 Pliego de condiciones
1.- OBJETIVO.
El objetivo principal del presente pliego de condiciones es definir
conjunto de directrices, requisitos y normas aplicables al desarrollo las obras a
las que se refiere el proyecto del que forma parte. Contiene las condiciones
técnicas normalizadas referentes a los materiales y equipos, el modo de
ejecución, medición de las unidades obra y, en general, cuantos aspectos han
de regir en las obras e instalaciones comprendidas en el presente proyecto.
2.- DISPOSICIONES GENERALES.
2.1.- CONTRADICCIONES, OMISIONES O ERRORES.
En el caso de contradicción entre los planos y el pliego de prescripciones
técnicas, prevalecerá lo indicado en este último. Lo mencionado en el pliego de
prescripciones técnicas y omitido en los planos o viceversa, habrá de ser
aceptado como si estuviese expuesto en ambos documentos, siempre que, a
juicio del ingeniero director de obras, quede suficientemente definida la
instalación correspondiente y esta tenga precio en el contrato.
En todo caso, las contradicciones, omisiones o errores que se adviertan
en estos documentos por el director o contratistas deberán reflejarse en el acta
de comprobación.
2.2.- TRABAJOS PREPARATORIOS.
Los trabajos para el inicio de las obras consistirán en:
2.2.1. Comprobación de replanteo.
2.2.2. Fijación y conservación de puntos de replanteo. 2.2.3. Programación de los trabajos.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 204 Pliego de condiciones
2.2.1.- Comprobación del replanteo.
En el plazo de quince días a partir de la adjudicación definitiva se
comprobarán, en presencia del adjudicatario o de su representante, el
replanteo de las obras efectuadas antes de la licitación, extendiéndose la
correspondiente acta de comprobación del replanteo.
El acta de comprobación del replanteo reflejará la conformidad o la
disconformidad del replanteo respecto a los documentos contractuales del
proyecto, refiriéndose expresamente a las características geométricas de los
trabajos, así como a cualquier punto que en caso de disconformidad pueda
afectar al cumplimiento del contrato.
Cuando el acta de comprobación del replanteo refleje alguna variación
respecto a los documentos contractuales del proyecto, deberá ser acompañada
de un nuevo presupuesto, valorado a los precios del contrato. Este presupuesto
será acordado entre el ingeniero director y el contratista.
2.2.2.- Fijación de los puntos de replanteo.
La comprobación del replanteo deberá incluir como mínimo los datos y
referencias previstos para poder materializar las obras, así como los puntos
fijos o auxiliares necesarios para los sucesivos replanteos de detalles y de
otros elementos que puedan estimarse precisos.
Los puntos de referencia para los sucesivos replanteos se marcarán con
los medios adecuados para evitar su desaparición.
Los datos, cotas y puntos fijados se anotarán en un anexo al acta de
comprobación del replanteo, el cual se unirá al expediente de las obras,
entregándose una copia al contratista.
El contratista se responsabilizará de la conservación de las señales de
los puntos que hayan sido entregados.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 205 Pliego de condiciones
2.2.3.- Programación de los trabajos.
En el plazo que se determine en días hábiles a partir de la aprobación
del acta de comprobación del replanteo, el adjudicatario presentará el
programa de trabajos de las obras. Dicho programa de trabajo incluirá los
siguientes datos:
Fijación de las clases de obras, instalaciones trabajos que integran
el proyecto e indicación de las mismas.
Determinación de los medios necesarios (instalaciones, equipos y
materiales).
Valoración mensual y acumulada de la obra, programada sobre la
base de los precios unitarios de adjudicación.
Realización del PERT de las obras e instalaciones.
Cuando del programa de trabajos se deduzca la necesidad de modificar
cualquier condición contractual, dicho programa deberá ser redactado por el
adjudicatario y por la dirección técnica de las obras, acompañándose de la
correspondiente propuesta de modificación para su tramitación reglamentaria.
2.3.- PLAZOS DE EJECUCIÓN.
El contratista empezará las obras al día siguiente de la fecha del acta de
comprobación de replanteo, debiendo quedar terminadas en la fecha acordada
en dicho acta. En caso de demora en la finalización de las obras se impondrán
las sanciones previstas al efecto.
2.4. DESARROLLO Y CONTROL DE LOS TRABAJOS.
Para el mejor desarrollo y control de los trabajos el adjudicatario seguirá
las normas que se indican en los apartados siguientes:

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 206 Pliego de condiciones
2.4.1.- Equipos y maquinaria.
El contratista quedará obligado a situar en las obras los equipos y la
maquinaria que se comprometa a aportar en la licitación, y que el director de
las obras considere necesario para el correcto desarrollo de las mismas.
Dichos equipos de maquinaria deberán ser aprobados por el director.
El contratista es responsable de los riesgos o contratiempos. La
maquinaria y demás elementos de trabajo deberán estar en perfectas
condiciones de funcionamiento y quedar adscritos a la obra durante el curso de
la ejecución de las unidades en las que deban utilizarse. No podrán retirarse
sin el consentimiento del director.
2.4.2.- Ensayos.
El número de ensayos y su frecuencia, tanto sobre materiales como
unidades de obras terminadas, será fijado por el ingeniero director, y se
efectuarán con arreglo a las instrucciones que dicte el director.
El contratista está obligado a realizar su autocontrol de cotas y
tolerancias en general, así como el de calidad, mediante ensayos de
materiales, densidades de compactación, etc. Se entiende que no se
comunicará a la dirección de obra que una unidad de obra está terminada a
juicio del contratista para su comprobación hasta que el mismo contratista,
mediante su personal facultativo, compruebe ensaye y se asegure de cumplir
las especificaciones.
Así, el contratista está obligado a disponer de los equipos necesarios
para dichas mediciones y ensayos.
2.4.3.- Materiales.
Todos los materiales que se utilicen en las obras deberán cumplir las
condiciones mínimas que se establecen en el presente pliego, pudiendo ser
rechazados en caso contrario por el ingeniero director. Por ello, todos los
materiales que se propongan ser utilizados en obra deben ser examinados y
ensayados antes de aceptación en primera instancia mediante el autocontrol

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 207 Pliego de condiciones
del contratista y, eventualmente y cuando este último lo considere oportuno,
con el control de dirección de obra.
Cuando la procedencia de los materiales no esté fijada en el pliego de
prescripciones técnicas, los materiales requeridos para la ejecución del
contrato serán fijados por el contratista de las fuentes de suministro que este
estime oportuno.
El no rechazo de un material no implica su aceptación. El no rechazo o la
aceptación de una procedencia no impide el posterior rechazo de cualquier
partida de material de ella que no cumpla las prescripciones, ni incluso la
eventual prohibición de dichos materiales. En ningún caso podrán ser utilizados
en los trabajos materiales cuya procedencia no haya sido aprobada por el
director.
Todos los materiales se manipularán con cuidado, y de tal modo que se
mantengan su calidad para la instalación, del mismo modo se tendrán en
cuenta los riesgos detectados en la evaluación correspondiente y se actuará
consecuentemente a dicha evaluación.
Si el volumen de la obra, la marcha de la construcción y otras
consideraciones lo justifican, el ingeniero puede proceder a la inspección del
material o de los artículos manufacturados en sus respectivas fuentes y el
contratista está obligado a prestar todo el apoyo al ingeniero director que le sea
posible, para así facilitar su trabajo.
Con objeto de facilitar la inspección y prueba de los materiales, el
contratista notificará al ingeniero al menos con dos semanas como mínimo de
antelación la entrega de los mismos.
Todos los materiales que no se ajusten a los requisitos del pliego de
condiciones se considerarán defectuosos y, por tanto, se retirarán
inmediatamente del lugar de la obra, a menos que el ingeniero director ordene
lo contrario.
Los materiales rechazados, cuyos defectos se hayan corregido
sustancialmente, no se utilizarán mientras no se les haya otorgado la
aprobación por parte del ingeniero director.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 208 Pliego de condiciones
2.4.4.- Acopios.
Quedará terminantemente prohibido, salvo autorización escrita del
director, efectuar acopio de materiales, cualquiera que sea su naturaleza, sobre
la plataforma de obra y en aquellas zonas marginales que defina el director.
Se considera especialmente prohibido el depositar materiales,
herramientas, maquinaria, escombros o cualquier otro elemento no deseable,
en las siguientes zonas:
Áreas de proceso adyacentes o limítrofes con la zona donde se
realizan los trabajos.
Desagües y zonas de trabajo en general.
Vías de acceso a casetas de operación, puntos de reunión para
estados de emergencia y puntos de situación de extintores.
Calles y vías de circulación interior, tanto de la zona de las
instalaciones como de áreas de proceso adyacentes a ésta.
En general, cualquier lugar en el que la presencia de materiales,
herramientas o utensilios pueda entorpecer las labores de
mantenimiento y operación de las unidades de proceso, o pueda
dificultar el proceso de emergencia de la planta.
Los materiales se almacenarán en forma tal que se asegure la
preservación de su calidad para su utilización en la obra, requisito que deberá
de ser comprobado en el momento de su utilización.
Las superficies empleadas en la zona de acopios deberán
acondicionarse de forma que, una vez terminada su utilización, recuperen su
aspecto original. Todos los gastos que de ello se deriven correrán por cuenta
del contratista.
2.4.5.- Trabajos nocturnos.
Los trabajos nocturnos deberán ser previamente autorizados por el
ingeniero director y solamente realizados en aquellas unidades de obra que así

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 209 Pliego de condiciones
lo requieran. El contratista deberá instalar los equipos de iluminación y
mantenerlos en perfecto estado mientras duren los trabajos nocturnos.
2.4.6.- Accidentes de trabajo.
De conformidad con lo establecido en la ley 31/1995 de Prevención de
Riesgos Laborables, el contratista está obligado a contratar, para su personal,
el seguro contra riesgos por accidentes de trabajo.
El contratista y la dirección de obra fijarán de antemano las condiciones
de seguridad en las que se llevarán a cabo los trabajos, objeto del presente
proyecto, así como las pruebas, ensayos, inspecciones y verificaciones
necesarias, que en cualquier caso deberán ser, como mínimo, las prescritas
por los reglamentos actuales vigentes.
No obstante en aquellos casos en que el contratista o la dirección
consideren que se deben tomar disposiciones adicionales de seguridad, podrán
tomarse éstas sin reserva alguna.
Por otra parte, el contratista será responsable de suministrar al personal
a su cargo los equipos necesarios de protección individual y colectiva para que
éste trabaje en las condiciones adecuadas, tales como cascos, caretas, botas
reforzadas, protección, etc.
Asimismo será responsabilidad del contratista los posibles daños
causados en las instalaciones, tanto terminadas o aún en fabricación,
ocasionados por personas ajenas a la obra dentro del horario establecido de
trabajo, así como de los accidentes personales que puedan ocurrir.
2.4.7.- Descanso en días festivos.
En los trabajos concedidos a la contrata se cumplirá puntualmente el
descanso en días festivos, del modo que se señale en las legislaciones
vigentes. En casos excepcionales, en los que fuera necesario trabajar en
dichos días se procederá como indican las citadas disposiciones.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 210 Pliego de condiciones
2.4.8.- Trabajos defectuosos o no autorizados.
Los trabajos defectuosos no serán de abono, debiendo ser rechazados
por el contratista y se volverán a efectuar en el plazo de acuerdo con las
prescripciones del proyecto.
Si algún trabajo no se hallase ejecutado con arreglo a las condiciones
del contrato y fuera sin embargo, admisible a juicio del ingeniero director de
obras, podrá ser recibida provisionalmente, y definitivamente en su caso,
quedando el adjudicatario obligado a conformarse, sin derecho a reclamación
con la rebaja económica que el ingeniero director estime, salvo en el caso de
que el adjudicatario opte por el rechazo a su costa y las rehaga con arreglo a
las condiciones del contrato.
2.4.9.- Señalización de las obras.
El contratista queda obligado a señalizar a su costa las obras objeto del
contrato con arreglo a las instrucciones y uso de aparatos que prescriba el
director conforme a lo que dicte la ley en esos términos.
2.4.10.- Precauciones especiales.
Lluvias:
Durante las fases de construcción, montaje e instalaciones y equipos
estos se mantendrán en todo momento en perfectas condiciones de drenaje.
Las cunetas y demás desagües se mantendrán de modo tal que no produzcan
daños.
El equipo que no necesite revisión o inspección previa a su instalación
no será desembalado hasta el momento de la misma. Se protegerá el equipo
desembalado de la lluvia mediante cubiertas y protectores adecuados.
Incendios:
El contratista deberá atenerse a las disposiciones vigentes para la
prevención y control de incendios, y a las recomendaciones u órdenes que
reciba del director.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 211 Pliego de condiciones
En todo caso, adoptará las medidas necesarias para evitar que se
enciendan fuegos innecesarios, y será responsable de evitar la propagación los
que se requieran para la ejecución de las obras, así como de los daños y
perjuicios que se puedan producir.
No obstante lo anterior, el contratista podrá exigir el asesoramiento de
un técnico de seguridad competente, elegido por la dirección, en todos los
casos en que lo estime conveniente, y, particularmente, en aquellos en los que
el riesgo de producción de incendios sea más elevado (soldadura, corte con
soplete, etc.,).
2.4.11.- Personal técnico.
El contratista está obligado a dedicar a los trabajos (tanto de obra civil
como de montaje e instalación de líneas y equipos) el personal técnico a que
se comprometió en la licitación. A pie de las obras, y al frente de las mismas
deberá haber un ingeniero superior.
El personal así designado no será asignado a otras obligaciones
mientras duren los trabajos.
Por otra parte, el personal a cargo del contratista deberá estar lo
suficientemente cualificado para la realización de los trabajos. Es
responsabilidad del contratista, por lo tanto, cualquier retraso derivado de la
incompetencia o ignorancia del personal a su cargo.
El director podrá prohibir la presencia en la zona de trabajos de
determinado personal del contratista por motivo de falta de obediencia o
respeto o por causa de actos que comprometan o perturben a su juicio, la
seguridad, integridad o marcha de los trabajos.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 212 Pliego de condiciones
2.5.- MEDICIÓN DE LAS OBRAS.
La forma de realizar la medición y las unidades de medida a utilizar,
serán definidas en el pliego de condiciones para cada unidad de obra.
Todas las mediciones básicas para el abono deberán de ser
conformadas por el director y el representante del contratista.
Las unidades que hayan de quedar ocultas o enterradas deberán ser
medidas antes de su ocultación. Si la medición no se efectuó en su debido
tiempo, serán de cuenta del contratista las operaciones para llevarlas a cabo.
2.6.- CERTIFICACIONES.
El importe de los trabajos efectuados se acreditará mensualmente al
contratista por medio de certificaciones expedidas por el ingeniero director en la
forma legalmente establecida.
2.6.1.- Precio unitario.
Los precios unitarios fijados en el contrato para cada unidad de obra
cubrirán todos los gastos efectuados para la ejecución material de la unidad
correspondiente, incluidos los trabajos auxiliares, mano de obra, materiales y
medios auxiliares de cada unidad de obra, siempre que expresamente no se
indique lo contrario en este pliego.
2.6.2.- Partidas alzadas.
Las partidas alzadas a justificar se abonarán consignando las unidades
de obra que comprenden los precios del contrato, o los precios aprobados si se
trata de nuevas unidades.
2.6.3.- Instalaciones y equipos.
Los gastos correspondientes a instalaciones y equipos se considerarán
incluidos en los precios de las unidades correspondientes, y, en consecuencia,
no serán abonados separadamente.
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 213 Pliego de condiciones
2.7.- LEGISLACIÓN SOCIAL.
El contratista estará obligado al cumplimiento de lo establecido en la Ley
sobre el Contrato del Trabajo y Reglamentaciones de Trabajo Reguladoras de
Subsidio y Seguros Sociales vigentes, y será responsable de todo y cuanto
ocurra en las obras a este respecto.
2.8.- GASTOS DE CUENTA DEL CONTRATISTA.
Serán cuenta del contratista, siempre que en el contrato no se prevea
lícitamente lo contrario, los siguientes gastos:
Los gastos de alquiler o adquisición de terreno para depósito de
maquinaria y materiales.
Los gastos de protección de acopios y de la propia obra contra
deterioro, daño
incendio, cumpliendo los requisitos vigentes para almacenamiento
de productos químicos o peligrosos.
Los gastos de limpieza y evacuación de desperdicios de basuras.
Los gastos de suministro, colocación y conservación de señales de
tráfico, balizamiento y demás recursos necesarios para proporcionar
seguridad dentro y fuera de las obras.
Los gastos de montaje, conservación y retirada de instalaciones
para el suministro de agua y la energía eléctrica necesarias para las
obras.
Los gastos de demolición y desmontaje de las instalaciones
provisionales.
Los gastos de retirada de materiales rechazados y corrección de las
deficiencias observadas y puestas de manifiesto por los
correspondientes ensayos y pruebas.
Los gastos derivados de los sistemas de prevención adoptados
acordes a la ley, incluyendo los equipos de protección individual y
colectiva adoptados.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 214 Pliego de condiciones
2.9.- INGENIERO DIRECTOR DE OBRAS.
El ingeniero director de obras será responsable de la inspección y
vigilancia la ejecución del contrato, y asumirá la representación de la
administración o de la entidad pertinente frente al contratista.
Las funciones del ingeniero director de obras serán las siguientes:
Garantizar la ejecución de las obras e instalaciones con estricta
sujeción al proyecto aprobado, o modificaciones debidamente
autorizadas.
Definir aquellas condiciones técnicas que en el presente pliego de
condiciones se dejen a su decisión.
Resolver todas las cuestiones técnicas que surjan en cuanto a la
interpretación de los planos, condiciones de materiales y de
ejecución de unidades de obra, siempre que no se modifiquen las
condiciones del contrato.
Estudiar las incidencias o problemas planteados en las obras que
impidan el normal cumplimiento del contrato o aconsejen su
modificación, tramitando, en su caso, las propuestas
correspondientes.
Proponer las actuaciones procedentes para obtener, de los
organismos oficiales y de los particulares, los permisos y
autorizaciones necesarias para la ejecución de las obras y
ocupaciones de los bienes afectados por ellas, y resolver los
problemas planteados por los servicios y servidumbres relacionados
con las mismas.
Asumir personalmente bajo su responsabilidad, en casos de
urgencia o gravedad, la dirección inmediata de determinadas
operaciones o trabajos en curso, para lo cual, el contratista deberá
poner a su disposición el personal y el material de la obra.
Acreditar al contratista las obras realizadas conforme a lo dispuesto
en los documentos del contrato.
Participar en las recepciones provisionales y definitivas y redactar la
liquidación de las obras conforme a las normas legales establecidas.
El contratista estará obligado a prestar su colaboración al director

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 215 Pliego de condiciones
para el normal cumplimiento de las funciones a este,
encomendadas.
2.10.- RECEPCIONES, GARANTÍAS Y OBLIGACIONES DEL
CONTRATISTA.
El adjudicatario deberá obtener a su costa todos los permisos y licencias
para la ejecución de las obras. Del mismo modo serán de su cuenta los gastos
derivados de los permisos y tasas.
La recepción, garantías y obligaciones del contratista serán las
siguientes:
Recepción provisional.
Plazo de garantía.
Recepción definitiva.
2.10.1.- Recepción provisional.
Una vez terminados los trabajos, se procederá al examen global por
parte del ingeniero director, el cual, si los considera aptos para ser recibidos
extenderá un acta donde así lo haga constar, procediéndose inmediatamente a
la puesta en marcha y entrada en normal funcionamiento de las instalaciones.
En ningún caso la recepción provisional tendrá lugar antes de las
siguientes operaciones:
Inspección visual de todos los equipos y líneas, así como de los
equipos auxiliares.
Prueba hidrostática de los tanques y equipos que así lo requieran.
Comprobación de servicios auxiliares.
Teniendo en cuenta lo anterior, la obra no podrá ponerse en
funcionamiento por partes desde su inicio, a menos que, a juicio del ingeniero
director, no se perjudique la integridad de la instalación y no se interfiera en la
normal operación de otras unidades o procesos adyacentes.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 216 Pliego de condiciones
2.10.2.- Plazo de garantía.
Será de dos años, contado a partir de la fecha de recepción provisional,
salvo indicación contraria expresa en el pliego de contratación de la obra.
Durante dicho periodo, las posibles obras de reparación, conservación y
sustitución serán por cuenta del contratista siendo este responsable de las
faltas que puedan existir.
En caso de existir defectos o imperfecciones, no servirá de disculpa, ni le
dará derecho alguno al contratista el que el director o subalterno hayan
examinado durante la construcción, reconocido sus materiales o hecho su
valoración en las relaciones parciales. En consecuencia si se observan vicios o
imperfecciones antes de efectuarse la recepción, se dispondrá que el
contratista derribe y reconstruya, o bien repare, de su cuenta, las partes
defectuosas. Los equipos e instalaciones que posean una procedencia distinta
a la encargada al contratista gozarán de garantía propia según fabricante o
distribuidor.
2.10.3.- Recepción definitiva.
Transcurrido el plazo de garantía, y previo a los trámites reglamentarios,
se procederá a efectuar la recepción definitiva de las obras, una vez realizado
el oportuno reconocimiento de las mismas y en el supuesto de que todas ellas
se encuentren en las condiciones debidas. En caso de que, al proceder al
reconocimiento de las obras, éstas no se encontrasen en estado de ser
recibidas, se aplazará su recepción hasta que estén en condiciones de serlo.
Al proceder a la recepción definitiva de las obras, se extenderá por
cuadriplicado el acta correspondiente.
2.10.4.- Prescripciones particulares.
En todos aquellos casos en que, a juicio del ingeniero director de las
obras, se haga aconsejable para la ejecución de los trabajos previstos la
fijación de determinadas condiciones específicas, se procederá a la redacción
del oportuno pliego de prescripciones Particulares, que ha de ser aceptado por
el contratista, quedando obligado a su cumplimiento.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 217 Pliego de condiciones
3.- MEDICIÓN Y ABONOS DE LAS OBRAS.
3.1.- MEDICIONES Y VALORACIONES.
Las mediciones de las obras concluidas se harán por el tipo de unidad
fijada en el "presupuesto". La valoración deberá obtenerse, igualmente,
aplicando a las unidades de obra el precio que tuviesen asignado en el
"presupuesto".
La valoración de las partidas no expresadas se verificará aplicando a
cada una de ellas la medida más apropiada, en la forma y condiciones que
estime el director de obra, multiplicando el resultado final de la medición por el
precio correspondiente.
3.2.- CONDICIONES ECONÓMICAS.
Las condiciones especiales que regirán esta obra para la
liquidación y abono de la misma serán establecidas por la entidad contratante y
deberán comunicarse por escrito al contratista y al ingeniero director antes de
la adjudicación de la obra.
3.3.- CONDICIONES DE ÍNDOLE LEGAL.
Regirán las condiciones contenidas en el anuncio de subasta y contrata
de ejecución, las cuales se ajustarán a las establecidas por las Leyes
Generales del Estado.
4.- EJECUCIÓN DE LAS OBRAS.
4.1.- EJECUCIÓN GENERAL.
El contratista tiene obligación de ejecutar esmeradamente las obras,
cumplir estrictamente todas las condiciones estipuladas y cuantas órdenes le
sean dadas por el director de obra, entendiéndose que deben entregarse
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 218 Pliego de condiciones
completamente terminadas cuantas obras afecten a este compromiso.
Si a juicio del citado director, hubiese alguna parte de la obra mal
ejecutada, tendrá el contratista obligación de volverla a ejecutar cuantas veces
sean necesarias, hasta quedar a satisfacción de aquel, no siendo motivos estos
aumentos de trabajo para pedir indemnización alguna.
4.2.- REPLANTEO.
Antes de comenzar los trabajos se realizará el replanteo general del
trazado de cables y tuberías por el contratista o su representante bajo las
órdenes del director de obra, marcando las alineaciones con los puntos
necesarios para que, con el auxilio de los planos, pueda el contratista ejecutar
debidamente las obras.
Será obligación del contratista la custodia y reposición de las señales
que se establezcan en el replanteo. Para la realización del replanteo el
contratista deberá aportar todo el material y personal necesario para la
ejecución de esta operación.
4.3.- ORDEN DE LOS TRABAJOS.
El técnico director encargado de las obras fijará el orden en que deben
llevarse a cabo estos trabajos, y la contrata está obligada a cumplir
exactamente cuanto se disponga sobre el particular.
4.4.- MARCHA DE LAS OBRAS.
Una vez iniciadas las obras deberán continuarse sin interrupción y
terminarse en el plazo estipulado. Los retrasos, cuando sean justificados,
podrán ser aceptados por la dirección de la obra.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 219 Pliego de condiciones
4.5.- OBRA CIVIL.
Se realizará con arreglo a las especificaciones de los restantes
documentos del proyecto y a las órdenes que expresamente deberá solicitar el
contratista al director de la obra. Se seguirá en todo momento dictado en la
legislación vigente en la NTE.
4.6.- INSTALACIONES VARIAS.
En todas las instalaciones, y como norma general, se seguirá
exactamente todo lo indicado en la memoria y demás documentos del proyecto.
En caso de duda, será competencia del ingeniero director del proyecto decidir
la solución a adoptar. Las instalaciones serán efectuadas conforme a los
reglamentos vigentes que les afectan.
4.7.- RESPONSABILIDAD DE LA CONTRATA.
La contrata será la única responsable de la ejecución de las obras no
teniendo derecho a indemnizaciones de ninguna clase por errores que pudiera
cometer, y que serán de su cuenta y riesgo.
Aun después de la recepción provisional, la contrata está obligada a
rectificar todas las deficiencias que sean advertidas por la dirección de la obra.
La demolición o reparación precisa será exclusivamente por cuenta de la
contrata.
Asimismo, la contrata se responsabilizará ante los tribunales de los
accidentes que puedan ocurrir durante la ejecución de las obras. Igualmente
estará obligada al cumplimiento de todos los preceptos legales establecidos o
que se establezcan por disposiciones oficiales.
4.8.- DIRECCIÓN DE LOS TRABAJOS.
El técnico encargado de las obras constituye la dirección técnica y como
tal, ejecutará todos los trabajos del desarrollo del proyecto, así como la
dirección e inspección de los trabajos. Por lo tanto, la dirección técnica asumirá

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 220 Pliego de condiciones
toda la responsabilidad en lo concerniente a planos e instrucciones técnicas.
4.9.- LEGALIZACIÓN.
Para la recepción de las obras la contrata está obligada a la legalización
de las obras e instalaciones ante los organismos oficiales competentes. Los
gastos que estos ocasionen correrán por cuenta de la contrata.
5.- CONDICIONES DE LOS MATERIALES Y EQUIPOS.
El presente apartado del pliego de condiciones tiene por objeto
restablecer las calidades y características de los equipos y dispositivos objeto
de este proyecto, así como de los materiales utilizados.
5.1.- REFERENCIAS Y NORMATIVAS.
Se tendrán como de obligado cumplimiento las siguientes normas y
estándares:
UNE 14035 relativa a la soldadura de placas de acero.
UNE-EN 10220:2004 relativa a tubos lisos de acero soldados y sin
soldadura. Dimensiones y masas por unidad de longitud.
UNE-EN 12517:1998 relativa al examen no destructivo de
soldaduras. Examen radiográfico de uniones soldadas. Niveles de
aceptación.
UNE-EN 1289:1998 relativa al examen no destructivo de soldaduras
por líquidos penetrantes.
UNE-EN 60534-2-4:2009 sobre válvulas de regulación de procesos
industriales.
UNE-EN ISO 6520-2:2002 sobre soldeos y procesos afines.
Clasificación de las imperfecciones geométricas en las soldaduras
de materiales metálicos.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 221 Pliego de condiciones
UNE-EN ISO 9445:2008 relativa a flejes, bandas anchas y chapas
de acero inoxidable.
UNE-EN 1600:1998 relativa a consumibles para el soldeo de acero
inoxidable.
UNE-EN ISO 3506-4 características mecánicas de los elementos de
fijación de acero inoxidable resistente a la corrosión.
UNE-EN 12560 relativa a las bridas y sus juntas. Juntas para las
bridas.
5.2.- CONDICIONES PARA LOS MATERIALES.
5.2.1.- Condiciones generales para los materiales.
Todos los materiales tendrán las condiciones técnicas que dictan las
normas citadas en el subapartado "referencias y normativas" del presente
apartado del pliego de condiciones.
Las características de los mismos serán las expresadas en los
subapartados que siguen, pudiendo la dirección técnica desechar aquellos que
a su juicio no las reúnan.
No podrán ser en ningún caso distintos en sus características a los tipos
proyectados. Si hubiese que variar la clase de algunos inicialmente aprobados,
los nuevos no podrán ser instalados sin la previa autorización de la dirección de
obra, la cual podrá someterlos a cuantas pruebas estime oportunas.
5.2.2.- Condiciones para las tuberías.
Las tuberías serán de los diámetros especificados en el apartado
correspondiente de los cálculos y memoria descriptiva. Serán de sección
circular y de espesor uniforme.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 222 Pliego de condiciones
Estarán exentas de fisuras, grietas, poros, impurezas, deformaciones o
faltas de homogeneidad, así como de otros defectos que pudieran disminuir su
resistencia y apartar su comportamiento del esperado por sus características.
Los materiales utilizados en la fabricación de las tuberías deberán,
coincidir con los especificados en los correspondientes cálculos y memoria
descriptiva.
5.2.3.- Condiciones para las bridas.
Los espárragos de unión estarán en consonancia con lo marcado por la
norma UNE-EN ISO 3506 sobre elementos de unión en acero inoxidable. Sus
diámetros serán los correspondientes a la línea en la que vayan a ser
instaladas.
Estarán libres de defectos, irregularidades, rebabas, etc., que puedan
dificultar su instalación o montaje, o que puedan afectar negativamente a su
comportamiento durante el proceso. Las bridas habrán de ser planas y
paralelas, o presentar rigidez suficiente contra deformaciones debidas a la
presión de los espárragos. Estos habrán de apretarse en cruz con llave
dinamométrica para controlar el par de apriete.
Los tornillos y tuercas poseerán las características necesarias para ser
instalados. Los materiales serán los adecuados al tipo de brida, preservando
siempre el deterioro de los tornillos antes de la brida.
5.2.4.- Condiciones para los accesorios soldables.
Los accesorios para las tuberías (codos, tes, reducciones, etc.) serán de
acero inoxidable AISI 304, AISI 316 o acero al carbono para soldar a tope o
soldar a enchufe, según corresponda, siendo su diámetro el correspondiente a
las líneas en las que vayan instalados. Estarán libres de defectos,
irregularidades, etc., que puedan afectar negativamente a su comportamiento
durante el proceso.
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 223 Pliego de condiciones
5.2.5.- Condiciones para las válvulas.
Las válvulas serán del tipo especificado en la memoria descriptiva o en
su defecto del tipo que la dirección de la obra estime el más adecuado de cara
a la línea y servicio en que vayan a ser instaladas.
Estarán libres de defectos, irregularidades, etc., que puedan dificultar su
instalación o montaje, o que puedan afectar negativamente a su
comportamiento durante el proceso. Durante su instalación se tendrá especial
cuidado de alinear correctamente los extremos con la tubería en la que vayan a
ser instaladas.
El apriete de los espárragos se hará con llave dinamométrica, previa
introducción de las correspondientes juntas.
5.2.6.- Condiciones para las juntas.
Las juntas serán las adecuadas a las aplicaciones que se requieran.
Estarán libres de defectos, irregularidades, etc., que puedan dificultar su
instalación o montaje, o que puedan afectar negativamente a su
comportamiento durante su funcionamiento.
5.2.7.- Condiciones de las planchas para la fabricación de los
equipos.
Las planchas a partir de las cuales se fabriquen los nuevos equipos
previstos serán de Acero AISI 316.
Estarán libres de fisuras, grietas, poros, etc., que puedan disminuir su
resistencia o afectar a su comportamiento durante su funcionamiento dentro del
proceso.
5.2.8.- Condiciones para la soldadura.
En las partes de la instalación en que deban llevarse a cabo procesos de
soldadura a tope, se instalarán durante el proceso de soldado anillos de

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 224 Pliego de condiciones
protección, y se evitará en todo momento que penetren en el interior de las
partes a soldar cascarillas y salpicaduras de soldadura.
La soldadura se hará mediante cordones adecuados, limpiando e
inspeccionado después de cada cordón, evitando así que los defectos de un
cordón puedan ser enmascarados por el siguiente.
Los materiales de aporte serán siempre de calidad superior a la de los
materiales soldados, en casos especiales podrán utilizarse materiales de
aporte similares a los soldados siempre que se detalle en la memoria del
presente proyecto. Las soldaduras se detallan en los planos del presente
proyecto, en caso de no existir detalle o de ser confuso, será el ingeniero
director de obra quien determine el tipo de soldadura a aplicar en cada caso.
Se someterán a inspección no destructivas, ya sea por líquidos
penetrantes o radiografiado el 25 % de las soldaduras que el ingeniero director
considere vitales para las instalaciones, en caso de aparecer defectos o
problemas se actuará según dicte el pliego de condiciones generales, o en su
defecto según determine el ingeniero director de la obra.
5.2.9.- Condiciones para el hormigón armado.
El hormigón utilizado en la construcción de los cubetos de retención y
losas armadas de los tanques debe poseer las, características de resistencia
adecuada a este uso, además debe cumplir con lo establecido en la NTE
correspondiente. Las armaduras deben coincidir con las dimensiones
expuestas en los planos y el material debe ser acero corrugado o similar
comúnmente usados en construcción.
5.3.- CONDICIONES PARA LOS EQUIPOS.
5.3.1.- Condiciones para las bombas.
Las bombas se suministrarán con la correspondiente bancada, sobre la
que se montará el conjunto bomba -motor. La bancada estará constituida por
perfiles y planchas de acero inoxidable AISI 304 dimensionada de forma que

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 225 Pliego de condiciones
soporte los esfuerzos de arranque, y garantizara la estabilidad del conjunto
bomba -motor.
Cada bomba será instalada dejando una pendiente para la evacuación
de posibles derrames. Ésta pendiente se dirigirá hacia el lado opuesto del
motor y hacia lugares donde no cause daños importantes a las instalaciones o
equipos.
El contratista presentará al ingeniero director los planos y memorias
descriptivas de las bombas a emplear, acompañados de los correspondientes
certificados de pruebas de sobrecarga, rodaje, etc., efectuadas en el taller del
fabricante.
5.3.2.- Condiciones para los equipos de extracción de gases.
Los ventiladores, filtros, lavador de gases, y demás accesorios
empleados en el sistema de aspiración de gases cumplirán las especificaciones
señaladas en el correspondiente apartado de cálculos.
Estarán exentos de defectos, imperfecciones y grietas. Deberán ser
colocados evitando fugas. El ingeniero director supervisará los equipos antes
de su colocación, comprobando el buen estado, rechazando aquellos
elementos que presenten anomalías.
5.3.3.- Condiciones para las resistencias eléctricas.
Las resistencias eléctricas cumplirán las especificaciones señaladas en
el correspondiente apartado de cálculos.
El ingeniero director supervisará los equipos antes de su montaje,
comprobará su buen estado y podrá rechazarlos si observa anomalías que a su
juicio puedan provocar dicho rechazo.
Antes de la puesta en marcha, se harán las comprobaciones y
operaciones oportunas para garantizar la seguridad de los asistentes a dichas
pruebas, así como la preservación de las instalaciones y equipos.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 226 Pliego de condiciones
5.3.4.- Condiciones para el equipo de agua desmineralizada.
El equipo de agua desmineralizada cumplirá con las necesidades de
aporte que necesita esta instalación, tanto para la regeneración continua de
baños de agua de enjuague como para la regeneración de los demás baños
cuando se proceda a su cambio por envejecimiento. La cantidad de agua
necesaria para cubrir las necesidades de esta instalación viene detallada en la
memoria descriptiva.
El ingeniero director supervisará los equipos antes de su montaje,
comprobará su buen estado y podrá rechazarlos si observa anomalías que a su
juicio puedan provocar dicho rechazo.
Antes de la puesta en marcha, se harán las comprobaciones y
operaciones oportunas para garantizar la seguridad de los asistentes a dichas
pruebas, así como la preservación de las instalaciones y equipos.
5.4.- CONDICIONES SOBRE INSTALACIONES.
5.4.1.- Condiciones sobre pintura y preparación de superficies.
Todas las superficies exteriores de equipos y tuberías recibirán siempre
que se requiera antes del pintado, el tratamiento de preparación siguiente:
1. Limpieza con disolventes de las zonas excesivamente cargadas de
grasa o aceites, o que durante el proceso de instalación y manipulación
hayan quedado impregnadas de estas sustancias o similares.
2. Eliminación de depósitos de óxidos muy voluminosos mediante
limpieza manual o mecánica. Esto puede hacerse mediante lijado o
cepillado en dos direcciones, siempre y cuando no se alteren las
características mecánicas y físicas de los equipos o instalaciones.
3. Redondeado de aristas vivas y alisado mediante lijado de cordones y
salpicaduras de soldadura.
4. Protección de zonas y anexos que no vayan a ser recubiertos.
5. Chorreado con abrasivo (granalla o arena silícea) sobre los lugares

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 227 Pliego de condiciones
que así lo requieran.
6. Limpieza con aspirador o aire a presión de residuos abrasivos,
polvo, y demás partículas extrañas y contaminantes.
Posteriormente, las superficies recibirán cuatro manos de pintura
anticorrosión (pasivamente aniónica). Se controlará que, tras la capa definitiva,
el espesor de la capa protectora de pintura sea suficiente para asegurar la
preservación de los equipos.
5.4.2.- Condiciones para los aislamientos.
Aquellos baños de la cadena, cuya temperatura de operación sea
diferente a la temperatura ambiental, deberán ser aislados con lana de vidrio.
Las mantas a utilizar no habrán tenido usos anteriores. Asimismo, no
presentarán cortes o deformaciones que, a juicio del ingeniero director,
pudieran afectar a su capacidad aislante. Los espesores serán los definidos en
los cálculos y en la memoria descriptiva.
Las superficies a aislar habrán recibido su correspondiente pintado,
siempre que se considere necesario, o en su defecto una limpieza previa
evitando así que puedan provocarse deterioros en las instalaciones o riesgo
alguno para el personal que opera en esta planta.
Igualmente, si se encontrasen húmedas por el rocío o la lluvia, se
dejarán secar antes de instalar el aislamiento. Si el pintado presenta
desperfectos o suciedad adherida, se eliminarán éstos antes de instalar el
aislamiento. La pintura estará perfectamente seca. Con objeto de que el
material aislante no se empape de agua o humedad, no se efectuará el montaje
del calorifugado si las condiciones ambientales atmosféricas son de lluvia o
excesiva humedad, debiendo posponerse éste hasta que se permita.
El calorifugado se sujetará a los equipos y líneas mediante pletinas,
alambres o tornillos de metal, o mediante otro sistema que el instalador crea
adecuado, y que el ingeniero director estime eficaz.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 228 Pliego de condiciones
5.4.3.- Condiciones para la instrumentación.
Las válvulas de control serán adecuadas para las condiciones de
proceso que se requieran y los aparatos destinados al control general de
procesos de la planta deben ser probados antes de comenzar la utilización
normal de la planta. Los instrumentos de control deben estar calibrados
adecuadamente y deben seguir un programa específico de mantenimiento y
calibración que asegure su buen funcionamiento y fiabilidad.
5.4.4.- Condiciones de los equipos eléctricos.
Se comprobará la tensión de los equipos. Los motores eléctricos
deberán ser rodados de acuerdo con las instrucciones del fabricante,
desconectados del equipo impulsor. Las instalaciones deben poseer las
características necesarias que aseguren su correcto funcionamiento y
garantizan la seguridad de las personas que en ella trabajan.
5.4.5.- Condiciones del aire para la agitación de los tanques.
Los colectores deben ser limpiados para la eliminación de la posible
suciedad. Toda red debe de ser comprobada a la presión de trabajo y verificar
que no se producen fugas ni existen reflujos en la línea de agitación neumática.
5.4.6.- Condiciones del sistema de rebose y desagüe.
Se comprobará que todos los drenajes y barquetas desalojan
adecuadamente. Que no existen obturaciones en las líneas y que los cauces y
tuberías habilitados al efecto están en perfectas condiciones para su uso. Se
comprobará que todos los vertidos realizados a la red general de alcantarillado
pasan a través de la planta depuradora.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 229 Pliego de condiciones
5.4.7.- Condiciones de seguridad de los equipos.
Se comprobará que todas las válvulas de seguridad estén instaladas
correctamente, se realizarán las pruebas convenientes para garantizar el
correcto funcionamiento. Se comprobará que todos los equipos cumplen las
medidas de seguridad especificadas en las características técnicas y que tras
la puesta en marcha no se producen situaciones anómalas que puedan
desencadenar un fallo de los equipos.
Se procurará que el fallo de un equipo no ocasione una reacción en
cadena en la planta y se asegurará en todo momento la integridad física de
todo el personal que trabaja en la planta.
5.4.8.- Prueba de los sistemas antes de la puesta en marcha.
Se deberá realizar una prueba hidrostática que consistirá en comprobar
hidrostáticamente todas las líneas y equipos después de terminar la
construcción del circuito con los equipos conectados entre sí (comprobación del
sistema). El sistema se llenará de agua y se comprobará que no existen fugas,
especialmente por las bridas atornilladas y por los asientos de las válvulas.
5.4.9.- Lavado de los equipos.
La operación tiene por objeto eliminar cuerpos extraños que, durante el
proceso de montaje, hayan podido quedar en las líneas o en los equipos, tales
como virutas de metal o madera. Estos restos pueden provocar durante la
operación atascos en las líneas, bloqueos en válvulas o destrozar partes de las
bombas. El lavado se llevara a cabo mediante agua.
5.4.10.- Condiciones de la obra civil.
Las obras civiles serán realizadas según la normativa vigente en cuanto
a edificación se refiere (NTE). Las obras serán verificadas por el ingeniero
director así como los materiales empleados en ella, se comprobarán los
hormigones y morteros empleados para la construcción de los cubetos de
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 230 Pliego de condiciones
retención y las instalaciones auxiliares. Se realizará una inspección de
resistencia de las losas de hormigón armado para los cubetos de retención y se
verificarán que todas las instalaciones cumplen con las calidades exigidas en el
presente proyecto.
6.- SEGURIDAD E HIGIENE.
6.1. OBJETO.
El presente estudio de seguridad y salud tiene por objeto marcar las
directrices que permitan evaluar los riesgos existentes en una instalación como
la que se propone en el presente proyecto. Debe ser aceptada y respaldada,
desde la dirección hasta cada uno de los operarios que componen la plantilla.
6.2. IDENTIFICACIÓN DE OPERACIONES DE RIESGO.
Las operaciones de riesgo que conlleva el presente proyecto son las
siguientes:
Equipos, maquinaria fija y herramientas.
Manipulación y almacenamiento de productos químicos.
Maquinaría móvil y vehículos.
Manipulación de cargas.
Trabajos en altura.
Lugares y espacios de trabajos.
A gentes físicos.
Incendio y explosión.
Electricidad.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 231 Pliego de condiciones
6.2.1.- Equipos, maquinaria fija y herramientas.
Los riesgos derivados de equipos, maquinaria fija y herramientas son las
siguientes:
Golpes por objeto o herramientas.
Caída de objetos por manipulación.
Proyección de fragmentos o partículas.
Atrapamiento por o entre objetos.
Aplastamiento.
Choques o golpes contra objetos móviles de las máquinas.
Contacto eléctrico.
Radiaciones.
Quemaduras.
Cortes o desgarros provocados por elementos móviles o aristas
afiladas.
Para prevenir estos riesgos han de tenerse en cuenta las siguientes medidas
preventivas:
Usar las herramientas adecuadas para cada trabajo. Rechazar las
herramientas en mal estado o defectuosas.
Mantener una buena coordinación, sobre todo en trabajos en
equipos.
Hacer uso de los equipos de protección individual.
Colaborar en el orden y limpieza de la zona de trabajo.
Los objetos móviles de las máquinas deben ir protegidos con
defensas.
Todas las máquinas deberán llevar dispositivos de parada de

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 232 Pliego de condiciones
emergencia y aislamiento eléctrico.
No se deberán utilizar alargaderas o herramientas que presenten
hilos de corriente al descubierto o aislados de manera indebida.
Los operarios han de estar debidamente formados en el uso de la
maquinaría que utilicen.
Los equipos de protección adecuados son los siguientes:
Chaquetas.
Delantales.
Manguitos de protección (para proteger los brazos contra la
proyección de chispas).
Guantes de protección frente al riesgo de la actividad que se esté
realizando (riesgo mecánico, riesgo de abrasión,...).
Polainas (para evitar que las chispas entren en los zapatos).
Carretas o cascos protectores.
Pantallas y gafas de protección.
Calzado de seguridad.
Cuando los trabajos requieran la utilización de prendas de protección
personal, éstas llevarán el sello -CE-y serán adecuadas al riesgo que tratan de
evitar, ajustándose en todo a lo establecido en el R.D 773/97 de 30 de Mayo.
Estas ropas deben ser resistentes a las llamas asegurando una
protección adecuada para soldar con arco o cortar cuando se realicen trabajos
de corte y soldadura.
Un aspecto a considerar es la humedad de la ropa y de los elementos de
trabajo que pueden en algún caso facilitar el paso de ovaciones de
derivaciones de corriente eléctricas.
Para la protección de la vista se utilizan cristales que filtran los rayos del

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 233 Pliego de condiciones
arco perjudiciales para la vista. Los cristales deben estar colocados a la medida
de la careta y llevar delante un cristal normal o de plástico para proteger de las
proyecciones, y que debe sustituirse cuando la visión es escasa.
Se suelen emplear cortinas o pantallas para separar un lugar de trabajo
de otro, y para evitar el peligro de deslumbramiento para las personas que
pasen o trabajen cerca de la zona de trabajos de corte y/o soldadura.
En los procesos de limpieza de escoria se suelen usar la piqueta y el
cepillo. La escoria del cordón no se debe quitar en caliente pues existe el
riesgo de proyecciones al ser picada; es por ello por lo que se deben usar
gafas con protección laterales. Este tipo de protección también se suele usar
en el desbastado y el esmerilado, operación habitual en la terminación de
uniones soldadas o cortadas.
En caso de que un trabajador tenga que realizar un trabajo esporádico
en alturas superiores a 2 metros y no pueda ser protegido mediante
protecciones colectivas adecuadas, deberá ir provisto de cinturón de seguridad
homologado (de sujeción o anticaidas según proceda),en vigencia de utilización
(no caducada), con puntos de anclaje no improvisados, sino previstos en
proyecto y en la planificación de los trabajos, debiendo acreditar previamente
que ha recibido la formación suficiente por parte de sus mandos jerárquicos,
para ser utilizado restrictivamente, pero con criterio.
6.2.2.- Manipulación y almacenamiento de producto químicos.
El aspecto más importante a considerar es la variedad de riesgos
existentes debido a la diversidad de productos químicos.
Los riesgos en la manipulación de productos químicos son:
Debidos a factores intrínsecos a las condiciones de empleo de los
mismos, a sus propiedades o reactividad química.
Debido a factores externos tales como inseguridad en su uso, fallos
en las instalaciones o en la organización de los equipos.
Un comportamiento humano inadecuado generado por el
desconocimiento o la peligrosidad del producto y por la falta de

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 234 Pliego de condiciones
formación para seguir procedimientos de trabajo seguro.
Se han de seguir una serie de pautas para que el uso de los productos
químicos sea una operación segura:
Formar e informar al personal que va a trabajar en puestos donde se
usan las sustancias químicas.
Leer la información que viene en la etiqueta de los recipientes con
cuidado antes de usar su contenido para conocer los riesgos que se
corren.
Tener hábitos de higiene personal básicos (lavarse las manos, no
tocarse los ojos, la boca o la nariz, lavar la ropa de trabajo separada,
no fumar ni tomar bebidas alcohólicas en el lugar de trabajo,
consumir alimentos en los lugares destinados para ello).
No quitar la etiqueta ni pasar el contenido del producto a otro envase
en el que no se identifique su contenido.
Utilizar equipos de protección individual.
El trasvase de sustancias químicas se debe realizar limitando las
operaciones acciones manuales a las mínimas posibles y en lugares
adecuados para ello.
Elegir el recipiente adecuado para el trasvase (resistencia química y
física).
Se debe usar el sistema de extracción localizada y trabajar en zonas
ventiladas.
Mantener siempre cerrado los recipientes y colocados su lugar de
almacenamiento.
No verter a la red general disolventes o líquidos inflamables
insolubles en agua, sustancias corrosivas sin neutralizar, etc., y en
general, residuos que puedan contaminarla.
Los accidentes que pueden darse son ingestión de sustancias, lesiones
superficiales, incendios, explosión,... Es necesario tener a mano un listado de
teléfonos de urgencias para actuar con rapidez en accidente, en donde deben

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 235 Pliego de condiciones
figurar el número de los bomberos, emergencias, la seguridad social e
información toxicológica.
Los equipos de protección a utilizar dependen de la naturaleza de la
sustancia. De manera general es necesario:
Uso de guantes resistentes a las sustancias químicas manipular.
Ropa de trabajo adecuada (delantales, batas, monos,...).
Calzado adecuado (botas, zapato cubierto,...).
Gafas de seguridad.
Mascarilla.
6.2.3.- Maquinaria móvil y vehículos.
Los riesgos derivados del uso de maquinaria móvil (grúas, excavadoras,
hormigoneras,...) y vehículos son los siguientes:
Atropellos, golpes o choques contra la máquina o vehículos.
Atrapamiento por vuelco de maquinaria o vehículo.
Atrapamiento por las partes móviles de las máquinas.
Impacto con partes móviles de las máquinas.
Desprendimiento de cargas suspendidas.
Se deben llevar a cabo las siguientes medidas preventivas:
Nunca situarse debajo de la carga que se esté transportando,
aunque esté parada. Se evitará el paso de personas bajo las cargas
suspendidas; en todo caso se acotarán las áreas de trabajo bajo las
cargas citadas.
Debe comprobarse y asegurarse de la colocación de la carga, el
peso y el volumen de la misma antes de su traslado, sin trasladar
cantidades máximas aconsejadas por la maquina

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 236 Pliego de condiciones
situarse en zonas seguras tanto los peatones (por zonas peatonales)
como los vehículos y maquinaria (por zonas acotadas a la
circulación)
El conductor de la máquina debe extremar prudencia y poner
máxima atención en lo que le rodea, respetar las señales y usar
señales sonoras cuando la máquina se encuentre funcionando.
Debe realizarse y comprobarse el buen estado de la máquina para
su correcto funcionamiento
Toda maquinaria utilizada durante la obra dispondrá de carcasas de
protección y resguardos sobre las partes móviles, especialmente de
las transmisiones que impidan el acceso involuntario de personas u
objetos a dichos mecanismos, para evitar el riesgo de atrapamiento
o impacto de objetos impulsados por estas partes móviles.
Formación específica de los conductores y manipuladores de las
máquinas y vehículos correspondientes
Colocar la máquina en terreno llano.
Bloquear las ruedas o las cadenas.
Apoyar en el terreno el equipo articulado. Si por causa de fuerza
mayor ha de mantenerse levantado, deberá inmovilizarse
adecuadamente
Desconectar la batería para impedir un arranque súbito de la
máquina
No permanecer entre las ruedas, sobre las cadenas, bajo la cuchara
o el brazo.
No colocar nunca una pieza metálica sobre los bornes de la batería
No utilizar nunca un mechero o cerillas para iluminar el interior del
motor
Disponer en buen estado de funcionamiento y conocer el manejo del
extintor
Conservar la máquina en un estado de limpieza aceptable
No dejar cargas suspendidas al acabar los trabajos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 237 Pliego de condiciones
Las medidas de protección individual a utilizar son:
Casco de seguridad.
Guantes de seguridad.
Calzado de seguridad.
Cinturón de seguridad dentro del vehículo o la máquina.
Pantallas protectoras.
6.2.4.- Manipulación de cargas.
6.2.4.1.- Manipulación manual de cargas:
Los riesgos derivados de la manipulación de cargas son las siguientes:
Riesgos de lesiones musculares debidas a cargas excesivamente
pesadas.
Riesgos de lesiones musculares debidas a malos procedimientos de
trabajo.
Caídas de las cargas sobre las personas que las transportan o sobre
las que la rodea.
Caídas producidas por el abandono de las cargas en lugares
inadecuados.
Las medidas a tomar en el levantamiento manual de cargas son las siguientes:
No se manipularán manualmente por un solo trabajador cargas de
más de 25 kg.
Asentar los pies firmemente manteniendo entre ellos una distancia
similar a la anchura de los hombros, acercándose lo más posible a la
carga.
Flexionar las rodillas manteniendo la espalda erguida.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 238 Pliego de condiciones
Agarrar el objeto firmemente con ambas manos si es posible. El
esfuerzo de levantar el peso lo debe realizar los músculos de las
piernas.
Durante el transporte, la carga debe permanecer lo más cerca
posible del cuerpo, debiendo evitarse los giros de la cintura.
Para el manejo de cargas largas por una sola persona se actuará según
los siguientes criterios preventivos:
Llevará la carga inclinada por uno de sus extremos, hasta la altura
del hombro.
Avanzará desplazando las manos a lo largo del objeto, hasta llegar
al centro de gravedad de la carga.
Se colocará la carga en equilibrio sobre el hombro
Durante el transporte, mantendrá la carga en posición inclinada, con
el extremo delantero levantado.
Es obligatoria la inspección visual del objeto pesado a levantar para
eliminar aristas afiladas.
Es obligatorio el empleo de un código de señales cuando se ha de
levantar un objeto entre varios, para aportar el esfuerzo al mismo tiempo.
Puede ser cualquier sistema a condición que sea conocido o convenido por el
equipo.
Los equipos de protección individual en la manipulación manual de
cargas son los siguientes:
Cinturón lumbar.
Guantes de seguridad.
Calzado de seguridad.
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 239 Pliego de condiciones
6.4.2.2.- Manipulación de cargas mediante medios mecánicos:
Los riesgos de la manipulación de cargas mediante aparatos mecánicos
son los siguientes:
Caídas de las cargas sobre las personas o instalaciones.
Golpes provocados por las cargas en movimiento.
En todas aquellas operaciones que conlleven el empleo de aparatos
elevadores es recomendable la adopción de las siguientes normas generales:
Señalar de forma visible la carga máxima que pueda elevarse
mediante el aparato elevador utilizado.
Acoplar adecuados pestillos de seguridad a los ganchos de
suspensión de los aparatos elevadores.
Emplear la elevación de materiales recipientes adecuados que los
contengan, o se sujeten las cargas de forma que se imposibilite el
desprendimiento parcial o total de las mismas
Las eslingas llevarán placa de identificación donde constará la carga
máxima para la cual están recomendadas
De utilizar cadenas, éstas serán de hierro forjado con un factor de
seguridad no inferior a 5 de la carga nominal máxima
Estarán libres de nudos y se enrollarán en tambores adecuados.
Para la elevación y transporte de piezas de gran longitud se
emplearán vigas de reparto de carga de forma que permita esparcir
la luz entre apoyos, garantizando de esta forma la horizontalidad y
estabilidad.
El gruista antes de iniciar los trabajos comprobará el buen
funcionamiento de los finales de carrera. Si durante el
funcionamiento de la grúa se observara inversión de los
movimientos, se dejará de trabajar y se dará cuenta inmediata a la
dirección técnica de la obra.
No dejar cargas suspendidas al acabar los trabajos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 240 Pliego de condiciones
6.2.5.- Lugares y espacios de trabajo.
En el lugar de trabajo se debe evitar la falta de limpieza y el desorden. Estos no surgen de repente, sino que esta situación se va desarrollando día a día y poco a poco. Éste es un riesgo importante, ya que será el origen de otros riesgos como:
Caídas al mismo nivel.
Caídas a distinto nivel.
Pisada sobre objetos.
Choque contra objetos inmóviles.
Incendio y explosiones por acumulación de sustancias
incompatibles.
Asimismo, la falta de orden y limpieza provoca otras consecuencias,
como son:
El deterioro de herramientas y del material de trabajo.
Bajo rendimiento de cada trabajador al realizar su tarea y un
empeoramiento de la calidad y de las condiciones de trabajo.
Para prevenir estos riesgos es necesario:
Mantener la zona de trabajo limpia de material innecesario.
Guardar los materiales y herramientas en el interior de las cajas
y en los lugares o áreas destinados a ellos después de la
jornada de trabajo.
Evitar dejar piezas o materiales alrededor de las máquinas;
deben colocarse en lugar seguro.
Recoger cualquier objeto que pueda ocasionar un accidente. -
No dejar herramientas ni materiales en las zonas de tránsito ni
obstaculizar las salidas de emergencias, ni acceso a elementos
contraincendios.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 241 Pliego de condiciones
Limpiar los derrames de los líquidos.
6.2.6.- Agentes físicos.
Los agentes físicos a los que se está expuesto son:
Exposición a temperaturas extremas.
Exposición a ruidos.
Exposición a vibraciones.
Iluminación adecuada.
Radiación.
Los métodos de prevención son los siguientes:
Temperatura: debe ser adecuada para el organismo humano
durante el tiempo de trabajo, teniendo en cuenta el método de
trabajo y la carga física impuesta.
Ante situaciones de frío es conveniente abrigarse. Ante los primeros
síntomas de hipotermia es vital: buscar alimentos, calor y refugio.
Evitar estar bajo el sol durante horas de más calor y durante
periodos prolongados. Beber abundante agua.
Factores atmosféricos: deberá protegerse a los trabajadores contra
las inclemencias atmosféricas que puedan comprometer su
seguridad y su salud.
Todos los equipos que generen vibraciones deben tener un
mantenimiento adecuado.
Los lugares de trabajo, los locales y las vías de circulación de obras
deberán disponer de suficiente iluminación natural (si es posible) y
de una iluminación artificial adecuada durante la noche y cuando no
sea suficiente la natural.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 242 Pliego de condiciones
Utilizar los EPIs adecuados cuando se utilizan equipos que emitan
radiaciones.
Los equipos de protección a utilizar son los siguientes:
Ropa de trabajo adecuada.
Protectores auditivos (tapones o auriculares).
Guantes.
Calzado (con suela de goma para evitar las vibraciones).
Equipos antivibración.
6.2.7.- Incendio y explosión.
Los riesgos ocasionados por los incendios y explosiones son los siguientes:
Quemaduras.
Intoxicación o asfixia
Golpes con objetos despedidos en las explosiones.
Para prevenir los incendios, deben tenerse en consideración las
siguientes normas básicas:
Mantener el orden y la limpieza del lugar de trabajo.
No fumar en los lugares que está expresamente prohibido.
No colocar cerca de una fuente de calor productos o materiales que
puedan arder fácilmente.
Manejar con cuidado los productos
inflamables.
No sobrecargar las líneas eléctricas.
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 243 Pliego de condiciones
Detección y lucha contra incendios:
Según las características de la obra y las dimensiones y usos de los
locales y los equipos presentes, las características físicas y químicas de las
sustancias o materiales y del número de personas que pueda hallarse
presentes, se dispondrá de un número suficiente de dispositivos
contraincendios y, si fuera necesario, detectores y sistemas de alarma. Dichos
dispositivos deberán revisarse y mantenerse con regularidad. Deberán
realizarse periódicamente amebas y ejercicios adecuados.
Vías y salidas de emergencia:
Las vías y salidas de emergencia deberán permanecer expeditas y
desembocar lo más directamente posible en una zona de seguridad. En caso
de peligro, todos los lugares de trabajo deberán poder evacuarse rápidamente
y en condiciones de máxima seguridad para los trabajadores.
El número, la distribución y las dimensiones de las vías y salidas
emergencia dependerán del uso y de las dimensiones de la obra y de los
locales, así como del número máximo de personas que puedan estar presentes
en ellos.
Las vías y salidas específicas deberán señalizarse conforme al R.D
485/97.Dicha señalización deberá fijarse en los lugares adecuados y tener la
resistencia suficiente.
Las vías y salidas de emergencia, así como las de circulación y las
puertas que den acceso a ellas, no deberán estar obstruidas por ningún objeto
para que puedan ser utilizadas sin trabas en todo momento.
En caso de avería del sistema de alumbrado, las vías de salida y
emergencia deberán disponer de iluminación de seguridad de la suficiente
intensidad.
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 244 Pliego de condiciones
6.2.8.- Trabajos en altura.
Los riesgos derivados de los trabajos en altura son los siguientes:
Caídas a distinto nivel de personas.
Caída de objetos sobre personas.
Golpes o colisiones contra andamios o estructuras.
Las condiciones de seguridad que deben reunir los equipos auxiliares
para los trabajos en altura son las siguientes:
Los andamios deberán proyectarse, construirse y mantenerse
convenientemente de manera que se evite que se desplomen o se
desplacen accidentalmente.
Las plataformas de trabajo, las pasarelas y las escaleras de los
andamios deberán construirse, protegerse y utilizarse de forma que
se evite que las personas tengan o estén expuestas a caídas de
objetos. A tal efecto, sus medidas se ajustarán al número de
trabajadores que vayan a utilizarlos.
Los andamios deberán ir inspeccionados por una persona
competente:
- Antes de su puesta en servicio.
- A intervalos regulares en lo sucesivo.
- Después de cualquier modificación, periodo de no utilización,
exposición a la intemperie, sacudidas sísmicas o cualquier
otra circunstancia que hubiera podido afectar a su resistencia
o a su estabilidad.
Los andamios móviles deberán asegurarse contra los
desplazamientos involuntarios.
Las escaleras de mano deberán cumplir las condiciones de seno y
utilización señaladas en el Real Decreto 486/1997, de 14 de abril,
por el que se establecen las disposiciones mínimas de seguridad y
salud en los lugares de trabajo.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 245 Pliego de condiciones
Los equipos de protección individual y colectiva usados son:
Redes de seguridad.
Barandillas adecuadas.
Arnés de seguridad.
Calzado antideslizante.
Casco de seguridad.
6.2.9.- Electricidad.
Las características de la electricidad obligan a tomar en consideración
importantes medios de seguridad por ser ésta muy peligrosa. Las instalaciones
deberán proyectarse, realizarse y utilizarse de manera que no entrañen peligro
de incendio ni de explosión y de modo que las personas estén debidamente
protegidas contra los riesgos de electrocución por contacto directo o indirecto.
Las medidas preventivas que se seguirán para evitar los riesgos
derivados del contacto con líneas eléctricas serán las siguientes:
Evitar el contacto con todo tipo de fuentes que estén indebidamente
aisladas o presenten deterioros que puedan producir la derivación
de la corriente eléctrica.
Utilizar los elementos de protección adecuados.
Desconectar el equipo si se interrumpe el trabajo, evitando así una
descarga accidental de corriente, un sobrecalentamiento y riesgo de
incendio.
Mantener seco el equipo de trabajo (ropa, cables, zona de trabajo,
etc.).
Las máquinas de soldar y las herramientas eléctricas dispondrán de-
separadores de circuito.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 246 Pliego de condiciones
La manipulación de instalaciones eléctricas debe realizarse por
trabajadores cualificados.
En caso de accidente por contacto con la corriente eléctrica las medidas
a tomar, en general, serán las siguientes: Cortar la corriente eléctrica, o (si no
fuera posible) separar a la víctima empleando para ello material aislante que
evite el contacto directo con el accidentado.
Si después de cortada la corriente la víctima no ha perdido la
consciencia, y respira con normalidad, se llevará al médico a la mayor
brevedad posible; si el accidentado está inconsciente y la respiración es muy
débil o inexistente, se realizará aspiración artificial a la espera de la llegada de
los servicios médicos correspondientes. Los equipos de protección individual
utilizados serán:
Calzado aislante.
Guantes aislantes.
Herramientas con la debida protección aislante.
6.2.10.- Legislación aplicable.
- Ley de prevención de riesgos laborales (Ley 31/195 del
8/11/95).
- Disposiciones mínimas en materia de señalización de
seguridad y salud en el trabajo. (R.D.485/97 del
14/4/97).
- Disposiciones mínimas de seguridad y salud en los
lugares de trabajo. (R.D. 486/97 DE 14/4/97).
- Disposiciones mínimas de seguridad y salud relativas a la
manipulación de cargas que entrañen riesgos, en particular
dorsolumbares, para los trabajadores. (R.D. 487/97 DE 14/4/97).
- Disposiciones mínimas de seguridad y salud relativas a la utilización
por parte de los trabajadores de equipos de protección individual.
(R.D. 773/97 DE 30/5/97).

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 247 Pliego de condiciones
- Disposiciones mínimas de seguridad y salud para la utilización por
los trabajadores de los equipos de trabajo. (R.D. 1215/97 DE
18/7/97). -Ordenanza general de higiene y seguridad en el trabajo
(O.M.DE 9/3/71). (OM de 31/1/40).
- Almacenamiento de productos químicos. (R.D. 379/2001).
- Reglamento de seguridad contra incendios en establecimientos
industriales. (R.D. 2267/2004 DE 3/12/04).
- Modificación del R.D 1302/1986 del 28 de junio, de evaluación de
impacto ambiental. (LEY 6/2001 DE 8/05/01).
- R.D. 1124/2000, de 16 de Junio, por el que se modifica el R.D.
665/1992, de 12 de mayo, sobre la protección de los trabajadores
contra los riesgos relacionados con la exposición a agentes
cancerígenos durante el trabajo.
- Protección de la salud y seguridad de los trabajadores contra los
riesgos relacionados con los agentes químicos durante el trabajo.
(R.D. 374/2001 de 6 de abril de 2001)
6.2.11.- Normativa.
- Norma UNE 81 002 85. Protectores auditivos. Tipos y definiciones.
- Norma UNE 81 101 85. Equipos de protección de la visión.
Terminología. Clasificación y uso.
- Norma UNE 81 200 77. Equipos de protección personal de las vías
respiratorias. Definición y clasificación.
- Norma UNE 81 208 77. Filtros mecánicos. Clasificación.
Características y requisitos.
- Norma UNE 81 250 80. Guantes de protección. Definiciones y
clasificación.
- Norma UNE 81 353 80. Cinturones de seguridad. Clase A: Cinturón
de sujeción. Características y ensayos.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 248 Pliego de condiciones

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 249 Presupuesto
DOCUMENTO Nº3: Presupuesto.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 250 Presupuesto
1.- BAÑO DE DESENGRASE
En este capítulo se presupuestaran los elementos necesarios para la
fabricación del baño de desengrase
1.1.- Chapa de acero inoxidable AISI-316 de 3 mm de espesor para la
formación del baño, con soldadura del mismo material. El precio de la mano de
obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 3 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
6 2 1 252.4 € 1969 €
1.2.- Chapa de acero inoxidable AISI-316 de 1mm de espesor para el
recubrimiento externo del baño, con soldadura del mismo material. El precio de
la mano de obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 1 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
6 2 1 85.4 € 666.12 €
1.3.- Chapa de acero inoxidable AISI-316 de 2mm de espesor para la
formación de las capotas y tapas, con soldadura incluida del mismo material. El
precio de la mano de obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 2 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
5 2 1 110.30 € 716.90 €
1.4.- Perfiles IPN-80 de acero inoxidable AISI-316 para refuerzo de las
chapas de los baños. Incluye soldadura, corte e instalación según normas
(30%)
Perfiles IPN-80 Acero inoxidable + 30%
Unidades Longitud Ancho Precio/perfil Importe total
2 6 0.8 445.20 € 1157.52 €
1.5.- Aislante térmico de lana de roca. El precio de la mano de obra está
incluido (30%).
Aislante lana de roca + 30%
Unidades Longitud Ancho Precio/paquete Importe total
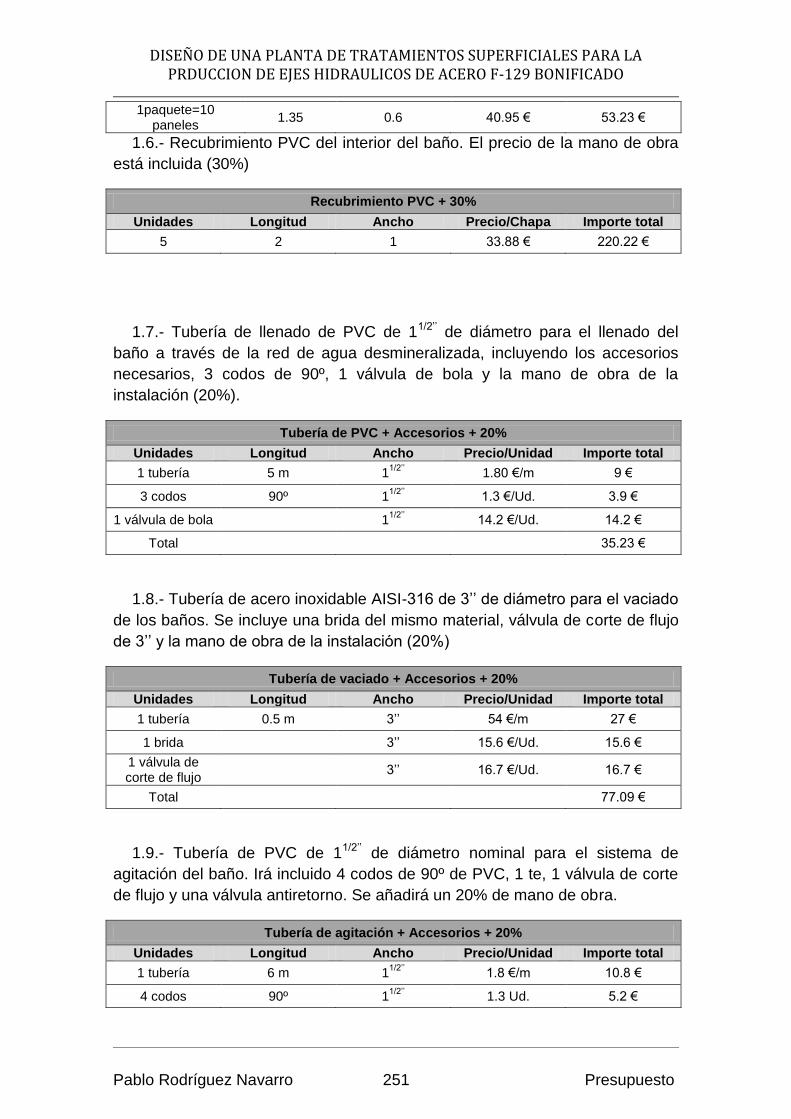
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 251 Presupuesto
1paquete=10 paneles
1.35 0.6 40.95 € 53.23 €
1.6.- Recubrimiento PVC del interior del baño. El precio de la mano de obra
está incluida (30%)
Recubrimiento PVC + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
5 2 1 33.88 € 220.22 €
1.7.- Tubería de llenado de PVC de 11/2’’ de diámetro para el llenado del
baño a través de la red de agua desmineralizada, incluyendo los accesorios
necesarios, 3 codos de 90º, 1 válvula de bola y la mano de obra de la
instalación (20%).
Tubería de PVC + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 5 m 11/2’’
1.80 €/m 9 €
3 codos 90º 11/2’’
1.3 €/Ud. 3.9 €
1 válvula de bola 11/2’’
14.2 €/Ud. 14.2 €
Total 35.23 €
1.8.- Tubería de acero inoxidable AISI-316 de 3’’ de diámetro para el vaciado
de los baños. Se incluye una brida del mismo material, válvula de corte de flujo
de 3’’ y la mano de obra de la instalación (20%)
Tubería de vaciado + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 0.5 m 3’’ 54 €/m 27 €
1 brida 3’’ 15.6 €/Ud. 15.6 €
1 válvula de corte de flujo
3’’ 16.7 €/Ud. 16.7 €
Total 77.09 €
1.9.- Tubería de PVC de 11/2’’ de diámetro nominal para el sistema de
agitación del baño. Irá incluido 4 codos de 90º de PVC, 1 te, 1 válvula de corte
de flujo y una válvula antiretorno. Se añadirá un 20% de mano de obra.
Tubería de agitación + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 6 m 11/2’’
1.8 €/m 10.8 €
4 codos 90º 11/2’’
1.3 Ud. 5.2 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 252 Presupuesto
1 te 11/2’’
1.75 €/Ud. 1.75 €
1 válvula de corte de flujo
11/2’’
13.7 €/ud 13.7 €
1 válvula antirretorno
11/2’’
14.7 €/ud 14.7 €
Total 60 €
Total Baño de desengrase 4955 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 253 Presupuesto
2.- BAÑO DE DECAPADO.
En este capítulo se presupuestaran los elementos necesarios para la
fabricación del baño de decapado.
2.1.- Chapa de acero inoxidable AISI-316 de 3 mm de espesor para la
formación del baño, con soldadura del mismo material. El precio de la mano de
obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 3 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
6 2 1 252.4 € 1969 €
2.2.- Chapa de acero inoxidable AISI-316 de 1mm de espesor para el
recubrimiento externo del baño, con soldadura del mismo material. El precio de
la mano de obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 1 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
6 2 1 85.4 € 666.12 €
2.3.- Chapa de acero inoxidable AISI-316 de 2mm de espesor para la
formación de las capotas y tapas, con soldadura incluida del mismo material. El
precio de la mano de obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 2 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
5 2 1 110.30 € 716.90 €
2.4.- Perfiles IPN-80 de acero inoxidable AISI-316 para refuerzo de las
chapas de los baños. Incluye soldadura, corte e instalación según normas
(30%)
Perfiles IPN-80 Acero inoxidable + 30%
Unidades Longitud Ancho Precio/perfil Importe total
2 6 0.8 445.20 € 1157.52 €
2.5.- Aislante térmico de lana de roca. El precio de la mano de obra está
incluido (30%).
Aislante lana de roca + 30%
Unidades Longitud Ancho Precio/paquete Importe total

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 254 Presupuesto
1paquete=10 paneles
1.35 0.6 40.95 € 53.23 €
2.6.- Recubrimiento PVC del interior del baño. El precio de la mano de obra
está incluida (30%)
Recubrimiento PVC + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
5 2 1 33.88 € 220.22 €
2.7.- Tubería de llenado de PVC de 11/2’’ de diámetro para el llenado del
baño a través de la red de agua desmineralizada, incluyendo los accesorios
necesarios, 3 codos de 90º, 1 válvula de bola y la mano de obra de la
instalación (20%).
Tubería de PVC + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 5 m 11/2’’
1.80 €/m 9 €
3 codos 90º 11/2’’
1.3 €/ud 3.9 €
1 válvula de bola 11/2’’
14.2 €/ud 14.2 €
Total 35.23 €
2.8.- Tubería de acero inoxidable AISI-316 de 3’’ de diámetro para el vaciado
de los baños. Se incluye una brida del mismo material, válvula de corte de flujo
de 3’’ y la mano de obra de la instalación (20%)
Tubería de vaciado + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 0.5 m 3’’ 54 €/m 27 €
1 brida 3’’ 15.6 €/ud 15.6 €
1 válvula de corte de flujo
3’’ 16.7 €/ud 16.7 €
Total 77.09 €
2.9.- Tubería de PVC de 11/2’’ de diámetro nominal para el sistema de
agitación del baño. Irá incluido 4 codos de 90º de PVC, 1 te, 1 válvula de corte
de flujo y una válvula antiretorno. Se añadirá un 20% de mano de obra.
Tubería de agitación + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 6 m 11/2’’
1.8 €/m 10.8 €
4 codos 90º 11/2’’
1.3 €/ud 5.2 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 255 Presupuesto
1 te 11/2’’
1.75 €/ud 1.75 €
1 válvula de corte de flujo
11/2’’
13.7 €/ud 13.7 €
1 válvula antirretorno
11/2’’
14.7 €/ud 14.7 €
Total 60 €
Total Baño de decapado 4955 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 256 Presupuesto
3.- BAÑO DE CROMADO DURO.
En este capítulo se presupuestaran los elementos necesarios para la
fabricación del baño de cromado duro
3.1.- Chapa de acero inoxidable AISI-316 de 3 mm de espesor para la
formación del baño, con soldadura del mismo material. El precio de la mano de
obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 3 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
6 2 1 252.4 € 1969 €
3.2.- Chapa de acero inoxidable AISI-316 de 1mm de espesor para el
recubrimiento externo del baño, con soldadura del mismo material. El precio de
la mano de obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 1 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
6 2 1 85.4 € 666.12 €
3.3.- Chapa de acero inoxidable AISI-316 de 2mm de espesor para la
formación de las capotas y tapas, con soldadura incluida del mismo material. El
precio de la mano de obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 2 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
5 2 1 110.30 € 716.90 €
3.4.- Perfiles IPN-80 de acero inoxidable AISI-316 para refuerzo de las
chapas de los baños. Incluye soldadura, corte e instalación según normas
(30%)
Perfiles IPN-80 Acero inoxidable + 30%
Unidades Longitud Ancho Precio/perfil Importe total
2 6 0.8 445.20 € 1157.52 €
3.5.- Pletinas de cobre para conectar el baño de cromado con el rectificador.
El precio de la mano de obra está incluido (30%)
Pletinas cobre electrolítico + 30%
Unidades Longitud Ancho Espesor Precio/pletin Importe total

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 257 Presupuesto
a
7 1.5 0.30 0.03 37.30 € 393.43 €
3.6.- Aislante térmico de lana de roca. El precio de la mano de obra está
incluido (30%).
Aislante lana de roca + 30%
Unidades Longitud Ancho Precio/paquete Importe total
1paquete=10 paneles
1.35 0.6 40.95 € 53.23 €
3.7.- Recubrimiento PVC del interior del baño. El precio de la mano de obra
está incluida (30%)
Recubrimiento PVC + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
5 2 1 33.88 € 220.22 €
3.8.- Tubería de llenado de PVC de 11/2’’ de diámetro para el llenado del
baño a través de la red de agua desmineralizada, incluyendo los accesorios
necesarios, 3 codos de 90º, 1 válvula de bola y la mano de obra de la
instalación (20%).
Tubería de PVC + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 5 m 11/2’’
1.80 €/m 9 €
3 codos 90º 11/2’’
1.3 €/ud 3.9 €
1 válvula de bola 11/2’’
14.2 €/ud 14.2 €
Total 35.23 €
3.9.- Tubería de acero inoxidable AISI-316 de 3’’ de diámetro para el vaciado
de los baños. Se incluye una brida del mismo material, válvula de corte de flujo
de 3’’ y la mano de obra de la instalación (20%)
Tubería de vaciado + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 0.5 m 3’’ 54 €/m 27 €
1 brida 3’’ 15.6 €/ud 15.6 €
1 válvula de corte de flujo
3’’ 16.7 €/ud 16.7 €
Total 77.09 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 258 Presupuesto
3.10.- Tubería de PVC de 11/2’’ de diámetro nominal para el sistema de
agitación del baño. Irá incluido 4 codos de 90º de PVC, 1 te, 1 válvula de corte
de flujo y una válvula antiretorno. Se añadirá un 20% de mano de obra.
Tubería de agitación + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 6 m 11/2’’
1.8 €/m 10.8 €
4 codos 90º 11/2’’
1.3 €/ud 5.2 €
1 te 11/2’’
1.75 €/ud 1.75 €
1 válvula de corte de flujo
11/2’’
13.7 €/ud 13.7 €
1 válvula antirretorno
11/2’’
14.7 €/ud 14.7 €
Total 60 €
Total Baño de cromado duro 5348.74 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 259 Presupuesto
4.- BAÑO DE FOSFATADO AL MANGANESO.
En este capítulo se presupuestaran los elementos necesarios para la
fabricación del baño de fosfatado al manganeso
4.1.- Chapa de acero inoxidable AISI-316 de 3 mm de espesor para la
formación del baño, con soldadura del mismo material. El precio de la mano de
obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 3 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
6 2 1 252.4 € 1969 €
4.2.- Chapa de acero inoxidable AISI-316 de 1mm de espesor para el
recubrimiento externo del baño, con soldadura del mismo material. El precio de
la mano de obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 1 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
6 2 1 85.4 € 666.12 €
4.3.- Chapa de acero inoxidable AISI-316 de 2mm de espesor para la
formación de las capotas y tapas, con soldadura incluida del mismo material. El
precio de la mano de obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 2 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
5 2 1 110.30 € 716.90 €
4.4.- Perfiles IPN-80 de acero inoxidable AISI-316 para refuerzo de las
chapas de los baños. Incluye soldadura, corte e instalación según normas
(30%)
Perfiles IPN-80 Acero inoxidable + 30%
Unidades Longitud Ancho Precio/perfil Importe total
2 6 0.8 445.20 € 1157.52 €
4.5.- Aislante térmico de lana de roca. El precio de la mano de obra está
incluido (30%).
Aislante lana de roca + 30%
Unidades Longitud Ancho Precio/paquete Importe total

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 260 Presupuesto
1paquete=10 paneles
1.35 0.6 40.95 € 53.23 €
4.6.- Recubrimiento PVC del interior del baño. El precio de la mano de obra
está incluida (30%)
Recubrimiento PVC + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
5 2 1 33.88 € 220.22 €
4.7.- Tubería de llenado de PVC de 11/2’’ de diámetro para el llenado del
baño a través de la red de agua desmineralizada, incluyendo los accesorios
necesarios, 3 codos de 90º, 1 válvula de bola y la mano de obra de la
instalación (20%).
Tubería de PVC + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 5 m 11/2’’
1.80 €/m 9 €
3 codos 90º 11/2’’
1.3 €/ud 3.9 €
1 válvula de bola 11/2’’
14.2 €/ud 14.2 €
Total 35.23 €
4.8.- Tubería de acero inoxidable AISI-316 de 3’’ de diámetro para el vaciado
de los baños. Se incluye una brida del mismo material, válvula de corte de flujo
de 3’’ y la mano de obra de la instalación (20%)
Tubería de vaciado + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 0.5 m 3’’ 54 €/m 27 €
1 brida 3’’ 15.6 €/ud 15.6 €
1 válvula de corte de flujo
3’’ 16.7 €/ud 16.7 €
Total 77.09 €
4.9.- Tubería de PVC de 11/2’’ de diámetro nominal para el sistema de
agitación del baño. Irá incluido 4 codos de 90º de PVC, 1 te, 1 válvula de corte
de flujo y una válvula antiretorno. Se añadirá un 20% de mano de obra.
Tubería de agitación + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 6 m 11/2’’
1.8 €/m 10.8 €
4 codos 90º 11/2’’
1.3 €/ud 5.2 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 261 Presupuesto
1 te 11/2’’
1.75 €/ud 1.75 €
1 válvula de corte de flujo
11/2’’
13.7 €/ud 13.7 €
1 válvula antirretorno
11/2’’
14.7 €/ud 14.7 €
Total 60 €
Total Baño de fosfatado al manganeso 4955 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 262 Presupuesto
5.- BAÑOS DE ENJUAGUE
En este capítulo se presupuestaran los elementos necesarios para la
fabricación de los baños de enjuague. En este apartado habrá que diferenciar
entre los baños que poseen lana de roca y los que no.
5.1.- Chapa de acero inoxidable AISI-304 de 3 mm de espesor para la
formación del baño, con soldadura del mismo material. El precio de la mano de
obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 3 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
6 2 1 141.12 € 1101 €
1101 € x 5 baños = 5503 €
5.2.- Chapa de acero inoxidable AISI-316 de 1mm de espesor para el
recubrimiento externo del baño, con soldadura del mismo material. El precio de
la mano de obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 1 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
6 2 1 85.4 € 666.12 €
666.12 € x 5 baños = 3330.6
5.3.- Chapa de acero inoxidable AISI-316 de 2mm de espesor para la
formación de las capotas y tapas, con soldadura incluida del mismo material. El
precio de la mano de obra está incluido (30%).
Chapa de acero inoxidable AISI-316, de 2 mm de espesor, con soldadura del mismo material + 30%
Unidades Longitud Ancho Precio/Chapa Importe total
5 2 1 110.30 € 716.90 €
716.90 € x 5 baños = 3584.5
5.4.- Perfiles IPN-80 de acero inoxidable AISI-304 para refuerzo de las chapas
de los baños. Incluye soldadura, corte e instalación según normas (30%)
Perfiles IPN-80 Acero inoxidable + 30%
Unidades Longitud Ancho Precio/perfil Importe total
2 6 0.8 245.20 € 637.52 €
637.52 € x 5 baños = 3187.6 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 263 Presupuesto
5.5.- Aislante térmico de lana de roca. El precio de la mano de obra está
incluido (30%).
Aislante lana de roca + 30%
Unidades Longitud Ancho Precio/paquete Importe total
1paquete=10 paneles
1.35 0.6 40.95 € 53.23 €
53.23 € x 2 baños = 106.46 €
5.6.- Tubería de llenado de PVC de 11/2’’ de diámetro para el llenado del baño a
través de la red de agua desmineralizada, incluyendo los accesorios
necesarios, 3 codos de 90º, 1 válvula de bola y la mano de obra de la
instalación (20%).
Tubería de PVC + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 5 m 11/2’’
1.80 €/m 9 €
3 codos 90º 11/2’’
1.3 €/ud 3.9 €
1 válvula de bola 11/2’’
14.2 €/ud 14.2 €
Total 35.23 €
35.23 € x 5 baños = 176.15 €
5.7.- Tubería de acero inoxidable AISI-316 de 3’’ de diámetro para el vaciado
de los baños. Se incluye una brida del mismo material, válvula de corte de flujo
de 3’’ y la mano de obra de la instalación (20%)
Tubería de vaciado + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 0.5 m 3’’ 54 €/m 27 €
1 brida 3’’ 15.6 €/ud 15.6 €
1 válvula de corte de flujo
3’’ 16.7 €/ud 16.7 €
Total 77.09 €
77.09 € x 5 baños = 385.45 €
5.8.- Tubería de PVC de 11/2’’ de diámetro nominal para el sistema de agitación
del baño. Irá incluido 4 codos de 90º de PVC, 1 te, 1 válvula de corte de flujo y
una válvula antiretorno. Se añadirá un 20% de mano de obra.
Tubería de agitación + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 6 m 11/2’’
1.8 €/m 10.8 €
4 codos 90º 11/2’’
1.3 €/ud 5.2 €
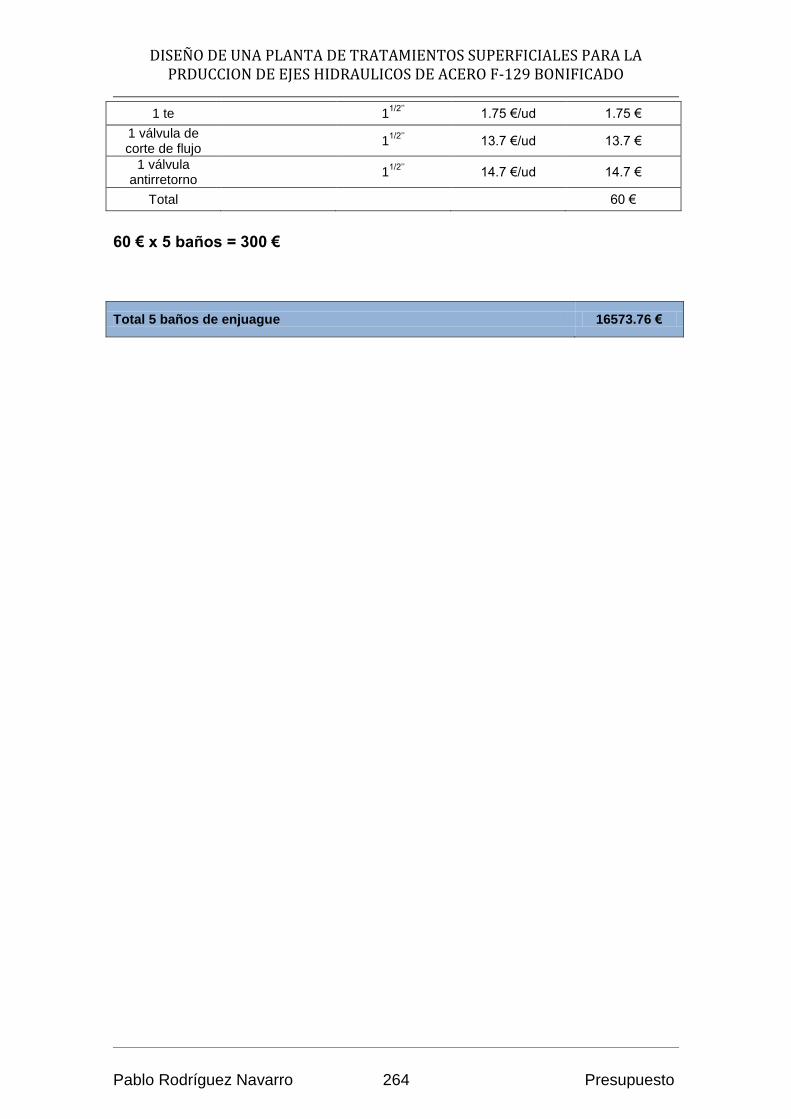
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 264 Presupuesto
1 te 11/2’’
1.75 €/ud 1.75 €
1 válvula de corte de flujo
11/2’’
13.7 €/ud 13.7 €
1 válvula antirretorno
11/2’’
14.7 €/ud 14.7 €
Total 60 €
60 € x 5 baños = 300 €
Total 5 baños de enjuague 16573.76 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 265 Presupuesto
6.- Horno para fusión de sales
6.1.- Estos hornos se comprarán directamente de un proveedor, en este caso
de la casa EMISON pudiéndose elegir otro que cumpla con las mismas
características técnicas que el propuesto. El precio de montaje y puesta a
punto incluido en el precio.
Horno EMISON para fusión de sales 690 x 780 mm (ancho x alto)
Unidades Longitud Precio/unidad Importe total
2 6385 € 12770 €
6.2.- Crisol para el horno arriba mencionado
Crisol para horno EMISON de 360 x 490 mm (diámetro x alto)
Unidades Longitud Precio/unidad Importe total
2 665 € 1330 €
Total hornos para fusión de sales 14100 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 266 Presupuesto
7.- Horno de precalentamiento
7.1.- Este hornos se comprarán directamente de un proveedor, en este caso de
la casa EMISON pudiéndose elegir otro que cumpla con las mismas
características técnicas que el propuesto. El precio de montaje y puesta a
punto incluido en el precio.
Horno de precalentamiento
Unidades Longitud Precio/unidad Importe total
1 5380 € 5380 €
Total hornos para fusión de sales 5380 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 267 Presupuesto
8.- Sistemas de calefacción de los baños
En este apartado se realiza el presupuesto de todos los elementos que
intervienen en el proceso de calentamiento de los baños a lo largo de todo el
proceso.
6.1.- Resistencia calefactora de 15 kW, de inmersión trifásica de base circular,
fabricada en cobre niquelado, para el calentamiento del baño de fosfatado al
manganeso
Resistencia calefactora de 15kW + 20%
Unidades Longitud Precio/unidad Importe total
2 0.835 248.82 € 485.64 €
6.2.- Resistencia calefactora de 12 kW, de inmersión trifásica de base circular,
fabricada en cobre niquelado, para calentamiento del baño de cromado y el
baño de enjuague del proceso de nitrurado en baño de sales.
Resistencia calefactora 12 kW + 20%
Unidades Longitud Precio/unidad Importe total
3 0.680 199.6 € 598.8 €
6.3.- Resistencia calefactora de 9 kW, de inmersión trifásica de base circular,
fabricada en cobre niquelado, para calentamiento del baño de desengrase y el
baño de enjuague del proceso de fosfatado al manganeso.
Resistencia calefactora 9 kW + 20%
Unidades Longitud Precio/unidad Importe total
4 0.505 184.15 € 736.6 €
6.4.- Resistencia calefactora de 3.6 kW, de inmersión trifásica de base circular,
fabricada en cobre niquelado, para calentamiento del baño de decapado.
Resistencia calefactora 3.6 kW + 20%
Unidades Longitud Precio/unidad Importe total
1 0.235 133.67 € 133.67 €
6.5.- Regulador PID universal para temperatura. Indicador de temperatura, Relé
de control SPDT y alarma.
Regulador PID e indicador de temperatura + 20%
Unidades Longitud Precio/unidad Importe total
5 155 € 775 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 268 Presupuesto
Total sistema de calefacción 2729.71 €
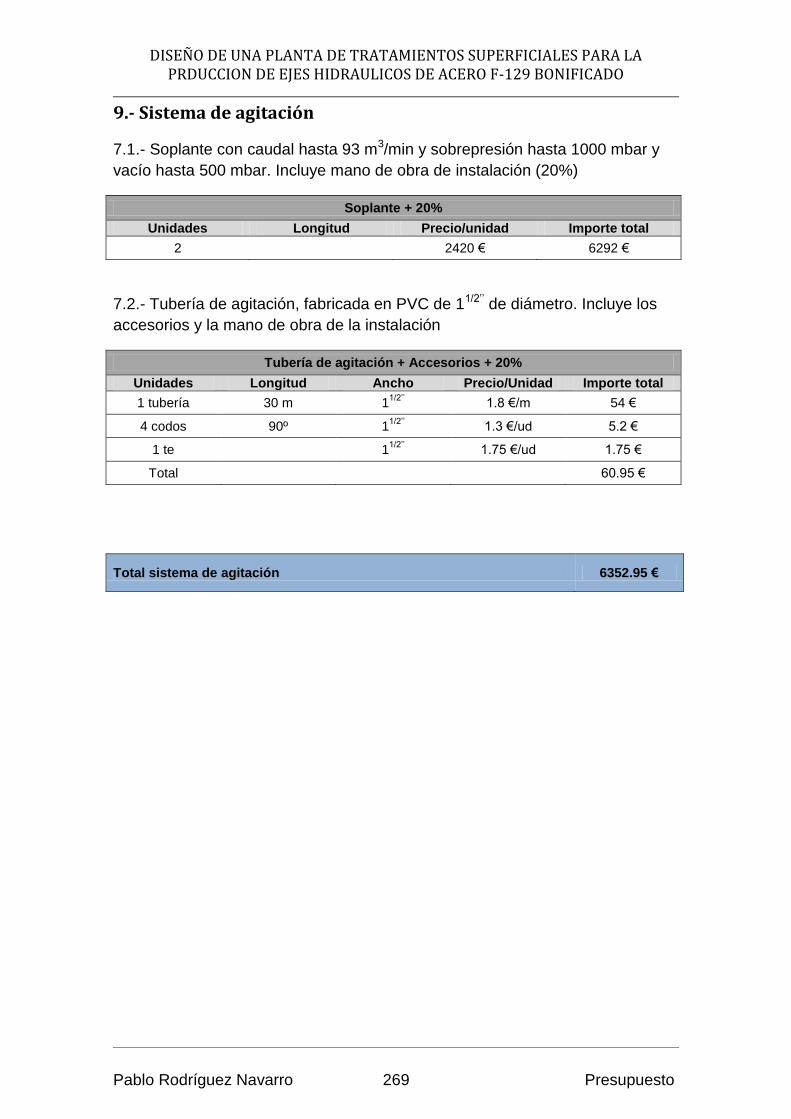
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 269 Presupuesto
9.- Sistema de agitación
7.1.- Soplante con caudal hasta 93 m3/min y sobrepresión hasta 1000 mbar y
vacío hasta 500 mbar. Incluye mano de obra de instalación (20%)
Soplante + 20%
Unidades Longitud Precio/unidad Importe total
2 2420 € 6292 €
7.2.- Tubería de agitación, fabricada en PVC de 11/2’’ de diámetro. Incluye los
accesorios y la mano de obra de la instalación
Tubería de agitación + Accesorios + 20%
Unidades Longitud Ancho Precio/Unidad Importe total
1 tubería 30 m 11/2’’
1.8 €/m 54 €
4 codos 90º 11/2’’
1.3 €/ud 5.2 €
1 te 11/2’’
1.75 €/ud 1.75 €
Total 60.95 €
Total sistema de agitación 6352.95 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 270 Presupuesto
10.- Sistema de extracción de gases
El equipo de extracción de gases constará de una columna absorvedora
de gases, el propio extractor de gases y la conducción por la que se
desplazarán los gases al ser absorbidos desde cada uno de los baños.
8.1.- Columna absorbedora de gases capaz de depurar los gases provenientes
de los baños, construido en acero inoxidable AISI-316 de 2 metros de altura por
1,5 metros de diámetros, con relleno de anillos, con mecanismo a
contracorriente. Incluye depósito de lavado, bomba centrifuga, válvulas y
accesorios. Incluida mano de obra de la instalación (20%)
Columna absorebedora de gases + accesorios + 20%
Unidades Longitud Precio/unidad Importe total
1 16458.33 € 19750 €
8.2.- Equipo de extracción de gases consistente en un ventilador centrifugo
capaz de aspirar un caudal de 40000 m3/h y 400 mm.c.a construido en acero
inoxidable AISI-316. Instalación y mano de obra incluidas.
Equipo de extracción de gases + 20%
Unidades Longitud Precio/unidad Importe total
1 20210 € 26273 €
8.3.- Conducción de acero inoxidable AISI-316 de diámetros desde 536 mm
hasta 330 mm a través del cual se desplazan los gases hasta la columna
absorbedora. Incluye expansiones, accesorios y mano de obra de instalación
(30%)
Soplante + 20%
Unidades Longitud Precio/unidad Importe total
1 6550 €
Total sistema de extracción de gases 52573 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 271 Presupuesto
11.- Equipo de desmineralización de agua.
9.1.- Equipo para desmineralización de agua por lechos separados y formado
por: filtro de carbón activo y sílex, columna catiónica y columna aniónica.
Incluida instalación, portes y puesta en marcha (20%).
Equipo de agua desmineralizada con lechos separados + 20%
Unidades Longitud Precio/unidad Importe total
1 16250 € 19500 €
9.2.- Depósito subterráneo de polietileno de 500L para almacenamiento del
agua proveniente de los baños antes del proceso de desmineralización.
Deposito polietileno 500 L
Unidades Longitud Precio/unidad Importe total
1 161.75 € 161.75 €
9.3.- Deposito de polietileno de 500 L para almacenamiento de los
regenerantes de las columnas catiónicas y aniónicas.
Deposito polietileno 500 L
Unidades Longitud Precio/unidad Importe total
2 161.75 € 323.5 €
9.4.- Deposito de polietileno de 500 L para recoger los regenerantes
provenientes de las columnas catiónicas y aniónicas
Deposito poliéster 500 L
Unidades Longitud Precio/unidad Importe total
1 161.75 € 161.75 €
Total instalación desmineralización de agua 20147 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 272 Presupuesto
12.- Depuradora
10.1.- Depósito subterráneo de 3000 L de capacidad donde llegan las
soluciones de los baños y del foso de contención antes de ser tratadas. Incluye
válvulas, bombas y conducciones. Incluye montaje e instalación (20%)
Deposito 3000 L + 20%
Unidades Longitud Precio/unidad Importe total
1 3250 € 3900 €
10.2.- Equipo de decantación-reducción-neutralización. Incluye depósito de
reducción-decantación 4m3, bombas, equipos para ajustes de pH y potencial
redox, electroagitador para tanque reducción-decantación y unidad de
deshidratación de lodos por sacos filtrantes. Incluye instalación montaje (20%)
Equipo de decantación-reducción-neutralización + 20%
Unidades Longitud Precio/unidad Importe total
1 40450 € 48540 €
Total depuradora de agua 52440 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 273 Presupuesto
13.- Puente grúa
Puente grúa monorraíl de 2000 kg y 15 m de luz. Tiene una velocidad de
elevación de 0.8-5 m/min. El puente grúa irá controlada por un mando que va
incluido en el precio. Instalación incluida en el precio.
Puente grúa 2000 kg
Unidades Longitud Precio/unidad Importe total
1 25430 € 25430 €
Total puente grúa 25430 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 274 Presupuesto
14.-Obra civil
Constará de todas las obras para la realización de los cubetos de
retención de los baños y hornos de proceso.
12.1.- Formación de cubetos de retención para los baños. Tendrán unas
dimensiones de 15 metros de largo por 3 metros de ancho y 0.5 metros de
profundidad. Se incluye el corte y picado de solera de hormigón armado,
excavación, retirada de tierras al vertedero, solera de hormigón armado HA-
250, fábrica de ladrillo de ½ pie de espesor para contención, enfoscado
maestreado y fratasado de parámetros verticales, , suministro y colocación de
guardavivos metálicos y conducciones hasta depósito subterráneo de retención
de líquidos destinados a la depuradora. Incluida la mano de obra (20%)
Cubetos de retención + 20%
Unidades Longitud Precio/unidad Importe total
10235 €
12.2.- Formación de cubetos de retención para los hornos. Tendrán unas
dimensiones de 6 m de largo, 3 metros de ancho y 0.5 metros de profundidad.
Se incluye el corte y picado de solera de hormigón armado, excavación,
retirada de tierras al vertedero, solera de hormigón armado HA-250, fábrica de
ladrillo de ½ pie de espesor para contención, enfoscado maestreado y
fratasado de parámetros verticales, suministro y colocación de guardavivos
metálicos. Incluida la mano de obra (20%)
Cubetos de retención + 20%
Unidades Longitud Precio/unidad Importe total
6420 €
12.3.- Pasarela de servicio de acero inoxidable AISI-316 para acceso tanto a
los baños como a los hornos. El piso será de rejilla con acceso a los fosos a
través de escaleras y barandillas. Incluida mano de obra e instalación.
Pasarela acero inoxidable + 20%
Unidades Longitud Precio/unidad Importe total
2550 €
Total obra civil 19205 €

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 275 Presupuesto
15.- Presupuesto general
Designación Presupuesto
1.- Baño de desengrase 4955 €
2.- Baño de decapado 4955 €
3.- Baño de cromado duro 5349 €
4.- Baño de fosfatado al manganeso 4955 €
5.- Baños de enjuagues 16574 €
6.- Hornos para fusión de sales 14100
7.- Horno de precalentamiento 5380 €
8.- Sistema de calefacción de los baños 2730 €
9.- Sistema de agitación 6353 €
10.- Sistemas de extracción de gases 52573 €
11.- Equipo de desmineralización de aguas 20147 €
12.- Depuradora 52440 €
13.- Puente grúa 25430 €
14.- Obra civil 19205 €
Total materiales 235173 €
21% IVA 49387 €
TOTAL PRESUPUESTO GENERAL 284560 €
El presupuesto general para la implantación en la empresa
MecaRodríguez de un taller de tratamientos superficiales asciende a la
cantidad de DOSCIENTOS OCHENTA Y CUATRO MIL QUINIENTOS
SESENTA EUROS
Cádiz, a 08 de Octubre de 2012
FIRMADO: PABLO RODRÍGUEZ NAVARRO

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 276 Presupuesto

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 277 Planos
DOCUMENTO Nº4: Planos.

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 278 Planos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 279 Planos
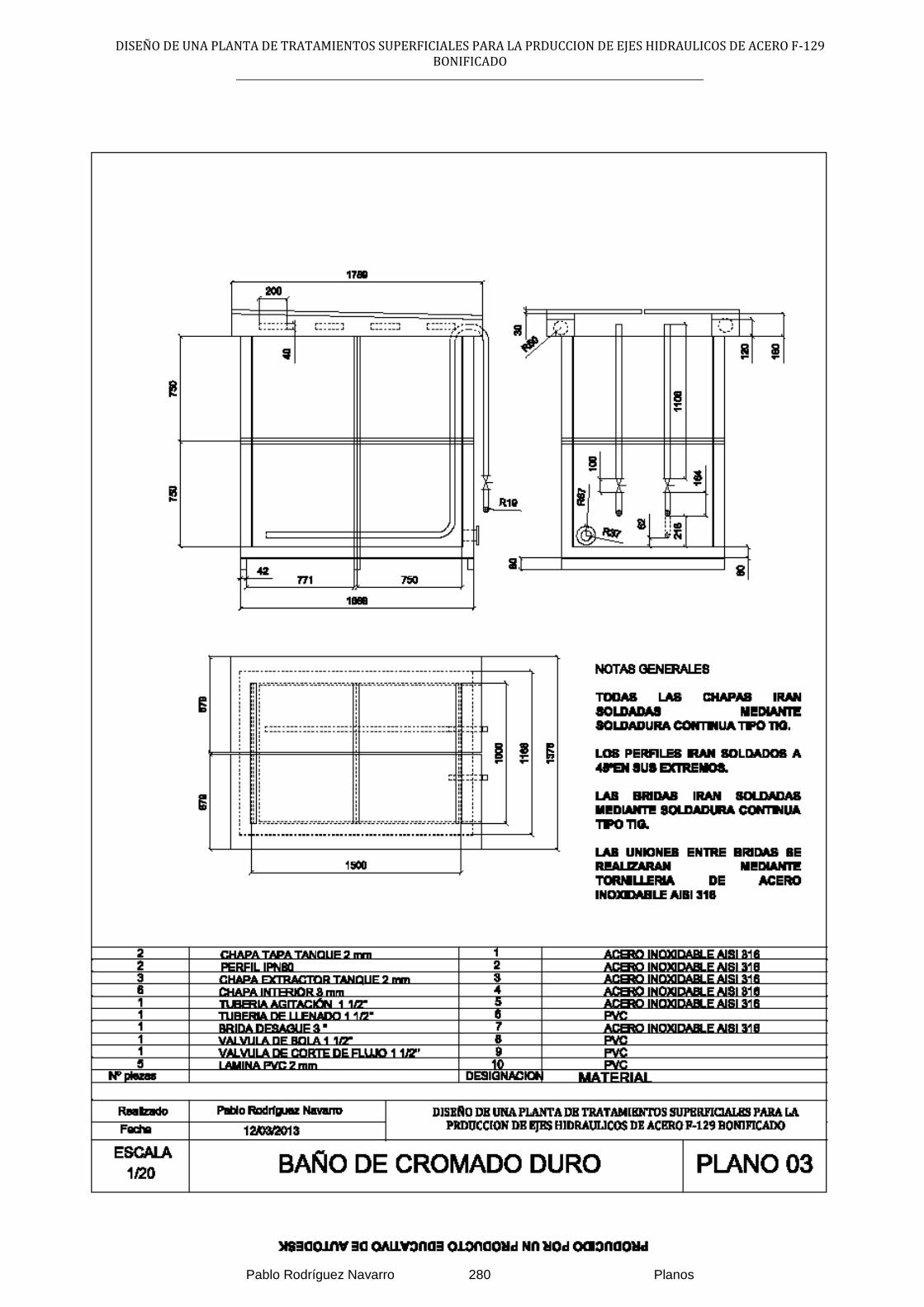
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 280 Planos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 281 Planos
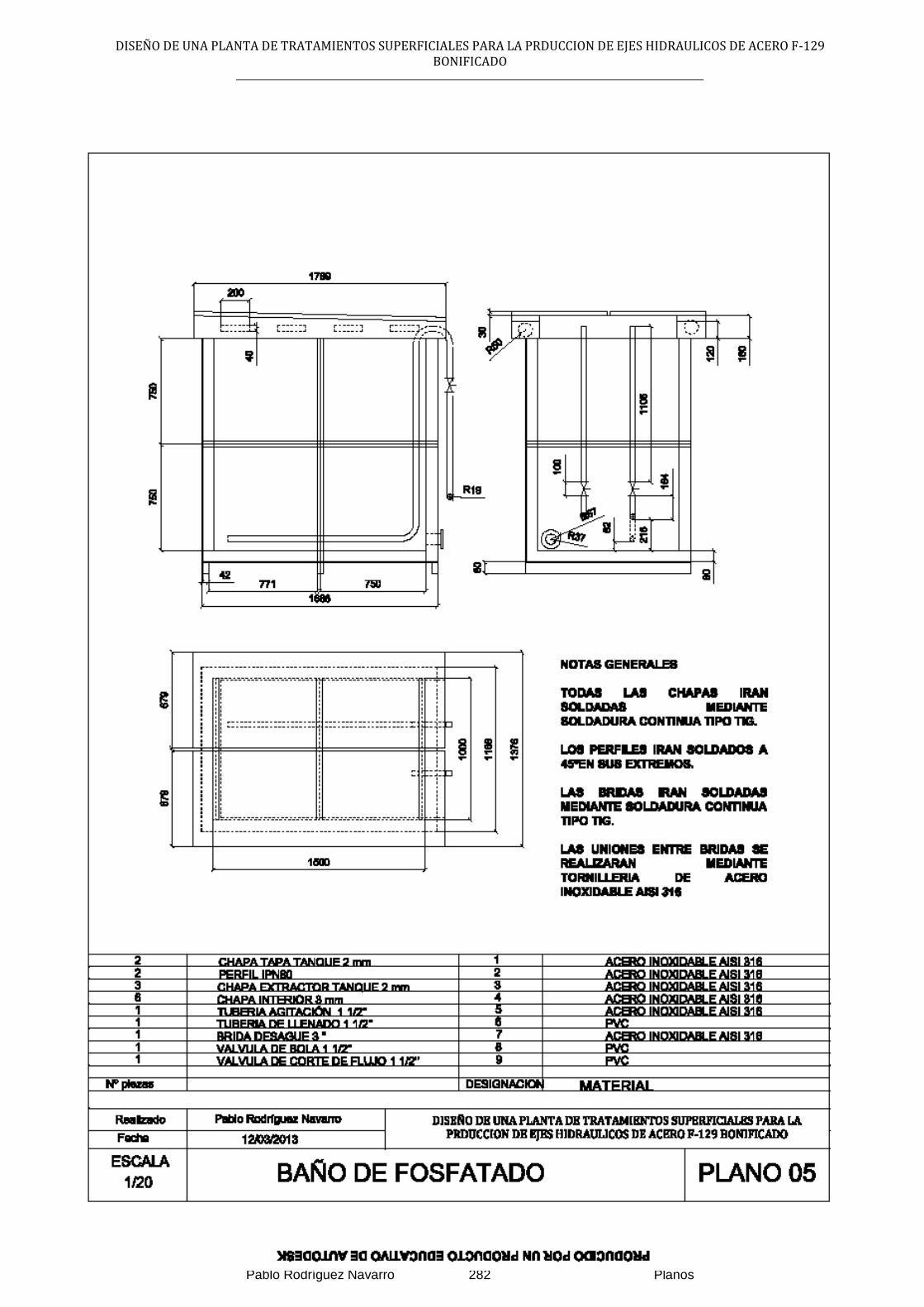
DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 282 Planos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 283 Planos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 284 Planos

DISEÑO DE UNA PLANTA DE TRATAMIENTOS SUPERFICIALES PARA LA PRDUCCION DE EJES HIDRAULICOS DE ACERO F-129 BONIFICADO
Pablo Rodríguez Navarro 285 Planos






























