Embed Size (px)
Citation preview

Research ArticleQuantitative Model for Supply Chain VisibilityProcess Capability Perspective
Youngsu Lee and Suk-Chul Rim
Graduate School of Industrial Engineering Ajou University Worldcupro 206 Yeongtong-gu Suwon 443-749 Republic of Korea
Correspondence should be addressed to Suk-Chul Rim scrimajouackr
Received 23 October 2015 Revised 19 January 2016 Accepted 24 January 2016
Academic Editor Paulina Golinska
Copyright copy 2016 Y Lee and S-C RimThis is an open access article distributed under the Creative CommonsAttribution Licensewhich permits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
Currently the intensity of enterprise competition has increased as a result of a greater diversity of customer needs as well asthe persistence of a long-term recession The results of competition are becoming severe enough to determine the survival ofcompany To survive global competition each firm must focus on achieving innovation excellence and operational excellence ascore competency for sustainable competitive advantage Supply chain management is now regarded as one of the most effectiveinnovation initiatives to achieve operational excellence and its importance has become ever more apparent However fewcompanies effectively manage their supply chains and the greatest difficulty is in achieving supply chain visibility Many companiesstill suffer from a lack of visibility and in spite of extensive research and the availability of modern technologies the conceptsand quantification methods to increase supply chain visibility are still ambiguous Based on the extant researches in supply chainvisibility this study proposes an extended visibility concept focusing on a process capability perspective and suggests a morequantitative model using 119885 score in Six Sigma methodology to evaluate and improve the level of supply chain visibility
1 Introduction
Currently the intensity of enterprise competition has increasedresulting in severe conditions under which the survival of acompany is determined At present companies are operatingin a customer-centric environment and the challenges theyface are more difficult and broader as a result of economicglobalization greater diversity in customer needs and shorterproduct life cycles that have been propelled forward by theevolution in information technology (IT) Each firm has tofocus on achieving innovation excellence and operationalexcellence as core competency to sustain their competitiveadvantage and to survive in an environment with globalcompetition To this end supply chain management (SCM)is regarded as the most effective innovation initiative that canbe used to achieve operational excellence and its importancehas become ever more apparent However few companies areeffectively applying SCM and the greatest difficulty lies inachieving supply chain visibility (SCV)Many companies stillsuffer from a lack of visibility and the key drivers to improveSCV have been investigated that the operational pressures
of growing global operations the subsequent increase incomplexity and the need to improve speed and accuracy aretop of mind [1ndash3]
Recently business competition has shifted from firm-to-firm to supply chain to supply chain competition For theassembly industry such as for automobiles and smartphonesthe supply chain is configured in a complex manner andincludes multitiered suppliers customers and outsourcingpartners Business performance is now determined throughcooperation and collaboration of all members of a supplychain such as with Apple and Samsung in the smartphoneindustry and their competitiveness is the result of improve-ment through innovation excellence and operational excel-lenceWith simple supply chain structure facilitating the out-sourcing processes Apple is executing a strategy to create pre-dictable demand through continuous innovation in its prod-ucts Meanwhile Samsung is focusing on achieving weeklyrolling sales and operations planning (SampOP) to effectivelyserve customer needs while maintaining a low inventoryworldwide with a high level of an SCV and the companyexploits unique innovation initiatives to synthesize SCM and
Hindawi Publishing CorporationMathematical Problems in EngineeringVolume 2016 Article ID 4049174 11 pageshttpdxdoiorg10115520164049174
2 Mathematical Problems in Engineering
Six Sigma in order to achieve operational excellence Thesetwo companies have been continuously identified by Gartneras supply chain leaders [4ndash6]
SCM can be successfully introduced by systematicallyimplementing a strategy with the right understanding andbuy-in from the chief executive officer and linemanagersThefirst SCM strategy involves matching supply and demand Itcan be achieved by operational excellence with an effectivesupply chain structure and a high level of responsivenessthrough an excellent SCV [2 3 7 8] Operational excellenceis a strong competitive weapon since it is difficult to acquireEven though many companies have tried to acquire opera-tional excellence there are not many successful companiesthat have been able to do so This is usually a result of a poorunderstanding and an inadequate innovation methodologyto achieve operational excellence and supply chain visibility
The application of SCM should be designed and inte-grated in such a way where the information required forsupply chain operations can be effectively utilized and sharedTo share useful information effectively throughout the inter-nal organizations and with external partners system inte-gration is necessary in order to ensure compatibility in suchexchanges without distortion and disruption However as aresult of incompatibilities of vendors rules processes timeli-ness and so forth it is difficult to share the useful informationexternally sometimes even internally Despite best of breedsolution the tailoring efforts to meet local requirements andto interface with legacy systems are also not easy [2 3 9]Thisjourney requires large investments time and effort From thispoint of view supply chain integration has become the largestobstacle to gain SCV by information sharing
Nevertheless the concept of SCV in business remainsambiguous despite an extensive amount of research in theliterature and the solutions to improve business performancehave not yet been determined [8 10] To this end this papersuggests an extended concept of visibility and amore effectivequantitative model to evaluate the level of visibility
This paper is organized as follows The extant literatureis reviewed in Section 2 Section 3 proposes a new conceptusing process capability as well as the corresponding quanti-tative model Section 4 shows the overall quantitative modeland an example to assess visibility in the entire supply chainFinally Section 5 presents the conclusion for the proposedmodel and discusses future studies
2 Literature Review
21 Definition of Supply Chain Visibility In order to surviveglobal competition all enterprises and their members thatbelong to a supply chain must have the ability to efficientlyand effectively provide goods and services to end-customerswhile sustaining a competitive advantage Companies arealso required to achieve operational excellence in order toefficiently and effectively deliver goods to diverse channelsand to better provide value to their customers Many studiesargue that operational excellence requires a company to havesufficient information visibility to sense product movementseamlessly from end to end of the supply chain and to sharetimely information among supply chain partnersThese days
the importance of SCV has gradually increased and researchon this topic is varied and extensive Thus this study firstpresents a review of extant researches from various perspec-tives based on that previously provided by Caridi et al [10]
The majority of participants in US manufacturing havereported that having disparate systems makes it difficult tocoordinate with partners and differences by vendors and alack of compatibility of the SCM applications that are usedprevent access to valuable external data This lack of dataaccess results in a lack of visibility into the supply chain [7]The Aberdeen Group conducted a survey and found that themajority of participants identified an improvement in opera-tional performance as the main value of SCV and they haveundertaken initiatives to improve visibility or plan to do so inthe future They also suggested that end-to-end SCV plays acritical role in SCMby contributing to creatingmore control-lable responsive and financially healthy supply chain [11]
Zhang et al described the three stages of inventoryvisibility (IV) shipment tracking supply chain events anddisruptionmanagement and continuous improvement in thesupply chain They posited that IV provides a means to trackgoods and materials a better decision making in disruptiveevents management and a measure for a key indicator forsupply chain performance improvement [12] Barratt et alpresented that a concept of visibility has sometimes beenused with information sharing within the extant research butinformation sharing is an activity and visibility is a potentialoutcome of such activity and this potential visibility maylead to a more effective supply chain They defined SCVas ldquothe extent to which actors within a supply chain haveaccess to or share information which they consider as key oruseful to their operationsrdquo [13 14] Holcomb et al describedthat the growing importance of visibility to enable greaterefficiency and effectiveness has propelled firms to invest inimproving these capabilities They posited that the way toachieve the dual objectives of efficiency and effectiveness isthrough end-to-end seamless SCV [7] Goh et al proposedthat SCV is related to collaborative decision making betweensupply chain partners and that it provides a means to supportdecision making from tactical and strategic perspectives [15]Caridi et al described SCV as the ability of a supply chainleader to accessshare information related to strategy andoperations of their supply chain partners They evaluatedthat although SCV is commonly discussed in the SCMcommunity its meaning is still somewhat ambiguous [8 10]
22 Quantification of Supply Chain Visibility As describedabove numerous studies have been conducted to define SCVand to present a quantified model Typical methods involvegrading system obtained through surveys or case studiesand others involve mathematical techniques to handle thequantity and quality of information utilized among supplychain members [10 12 13 16ndash18] Most of the extant researchbelongs to the former and seldom to the latter but weintroduce two cases of the latter
Caridi et al suggested that visibility can be defined interms of access to useful information and they proposeda quantitative model to measure visibility for supply chainslonger than two tiers SCV is measured according to the
Mathematical Problems in Engineering 3
amount and quality of useful information when compared tothe total information that could be exchanged between nodesin a supply chain The four different types of informationflows that are considered are transactions status informationmaster data and operation plan They tried to quantifythe data with a semiquantitative judgement for quantityfreshness and accuracy using an analytic hierarchical processmethodology based on the experience of supply chain man-agers [10 16ndash18] Zhang et al posited that IV is a capability ofa supply chain actor to have access to or to provide timelyinformation of the inventory involved in the supply chainfromto the relevant supply chain partners to support betterdecision making They suggested two types of capabilitiesto access the information that is available and to provideinformation available in the supply chain They tried toquantify the information using a model for the relationsamong the information items and the supply chain partners[12] In both cases they tried to make a more objectivequantification making use of the information for the SCV
23 Business Performance and Its Measures for Supply ChainVisibility This paper explored current studies relating busi-ness performance to SCV operational excellence and processcapability field to understand the effect of supply chainvisibility and its measures
Regarding SCV Wei et al posited that SCV is animportant factor that enables supply chain reconfigurabilitywhich is an important dynamic capability for supply chainsfrom the point of view of dynamic capabilities and SCVhas a strong influence on supply chain performance throughsupply chain reconfigurability [19ndash21] Caridi et al definedthe level of visibility with data readiness and data usabilityand shareability by obtaining data generated from activity inthe actual supply chain They proposed a value assessmentmethod to improve business performance by using causeand effect mapping linked with activity data in the formof a business key performance index (KPI) [10 16ndash18 22]Li et al addressed the bullwhip effect in a control problemin the context of a supply chain system facing uncertaintyThey used endogenous SC dynamics to build a supplychain state transition model and focused on the effectthat uncertain order placement lead time delays had onreplenishment [23 24] Gaukler et al studied how orderprogress information can be used to improve inventoryreplenishment decisions and numerically evaluated the costsavings of stochastic lead time and demand variability in theorder fulfillment [25] Chew et al investigated the impact ofSCV on inventory management by studying how inventorydecisions and costs are affected by the ability to track orders asthey flow from suppliers to retailers passing through variousintermediary locations They modeled the effect of leadtime through changes in the lead time density distributionfunction [26] Goel showed how in-transit visibility can beused to adjust the transportation plan with respect to theknown state of a transportation system facing variability intransportation times and on-time delivery performance canbe significantly improved by increasing the level of visibility[27] These studies similarly evaluated the cost and delivery
performance corresponding to the change in the lead timeaccording to visibility grade by controlling the delivery route
Regarding operational excellence and process capabilityseveral researchers have studied the effect that delivery leadtime has on business performance Kane proposed capa-bility indices to effectively summarize process informationprocess potential and performance information [28] Tanaiand Guiffrida studied lead time compression and variabilityreduction process capability indices and the Six Sigmaprogram They proposed a delivery performance model interms of both the mean and variance of the delivery timedistribution by considering the delivery window [29] Garget al focused on reducing the variability and synchronizingbusiness process to achieve timely deliveries throughoutthe supply chain and they developed a heuristic approachusing process capability indices to solve supplier selectionproblems [30] Wang and Du proposed a capability indexthat establishes a relationship between customer specificationand the actual process performance by solving the supplierselection problem [31] Guiffrida and Jaber addressed themanagerial and economic impact of improvements in deliv-ery performance by conducting an evaluation with a deliverywindow and they modeled the variance of the delivery timeas a function of the investment in order to reduce the deliveryvariance and the costs associated with an untimely delivery[32] Narahari et al studied a Six Sigma approach to analyze aprocess through which Six Sigma performance is delivered inorder to design synchronized supply chainswith that focus onprocess capability indices [33] Dasgupta suggested a frame-work to effectively measure andmonitor supply chain perfor-mance focused on rolled throughput yield (RTY) anddeliveryperformance using Six Sigma metrics as 119885-value [34]
In summary most studies have used the variation inthe delivery lead time to evaluate the business performanceaccording to the costs that correspond with a timely deliveryIn order to calculate the costs the distribution of the deliverytime has used itself or the process capability using a deliverywindowThe former shows that the improvement in visibilityincreases business performance by enhancing the distribu-tion of the delivery time The latter shows that the deliverytime distribution can be represented by a process capabilityand that business performance can be evaluated by costs aswell as the process capability index
24 Gap in the Extant Researches In this study we reviewedthe definition and quantification methods that were sug-gested in various aspects Most research has the general con-sensus that SCV can have a profound impact on businessesperformance However the manner in which visibility canbe defined and quantified has not yet been fully developedNevertheless researchers have expanded extensive efforts indeveloping the concepts for SCV and have further establishedits importance
However Caridi et alrsquos analysis describes how despite alarge number of articles being published research on the ben-efits of visibility still remainsmainly theoretical and themainperformance indicators that are affected by improvementsin visibility have yet to be identified since most studiesfocus on only one or on a subset of the impacted indicators
4 Mathematical Problems in Engineering
It also describes how most papers are limited in theircapacity to analyze the dyadic relationship between retailersand manufacturers except suppliers to explore the benefitson downstream players and to consider information flowsrelating sales and demand forecasting Caridi et al have alsoevaluated how existingmodels provide an incomplete evalua-tion of the benefits enabled by visibility [10] In additionmostof the extant research is limited to the study of the deliverytime or RTY to evaluate business performance In practicevarious performance factors are managed for a supply chaintomeet business goals as itself or as a component of KPI suchas with lead time yield quality utilization inventory costsand salesThus it is necessary to expand research to considermore factors
3 Quantification Model of Supply ChainVisibility Using Process Capability
In the previous section this paper presented a review ofnumerous studies with various perspectives and definitionsof SCV and the importance and role of SCV were alsoinvestigated Most of the extant research can be classifiedinto two groups The first group proposes SCV for informa-tion management and sharing from IT perspective and aquantified model is suggested according to the quantity ofinformationThe second group proposes SCV from resource-based theory perspective The latter posited that SCV isan outcome of information sharing and that it leads toan improvement in operational performance for SCM Thispaper thus described the concept of SCV from a morepractical point of view and it proposes an extended conceptfrom a perspective of process capability and a more practicaland objective quantification model based on this concept
31 Critical Factors Inhibiting Supply Chain PerformanceThe core value of SCM is to efficiently and effectivelyexploit the key factors over the entire supply chain and thisachieves profit maximization and sustainable growth whichare the most important targets for enterprises To this end aresponsiveness corresponding to variability and uncertaintythroughout the entire supply chain like bullwhip effects andrisks must also be improved Also the deployment of win-win structure based on a true partnership is important inorder to share the supply chain status and performance andto collaborate and cooperate among supply chain membersas suppliers customers subcontractors and logistic serviceproviders To improve responsiveness operational excellencemust be achieved to effectively conduct a supply chain planThis is realized by undertaking process innovation initiativesand process robustness throughout the entire supply chain
Various factors affect the supply chain process andthose are buried and unseen in the process as mentionedin Feigenbaumrsquos ldquohidden plantrdquo Supply chain performancegreatly depends on governing for critical factors as a commoncause or as a special cause of process disability The criticalfactors that inhibit performance in a supply chain can beclassified as planning factor and operational factor Theplanning factors can be divided into a demand factor fromthe downstream direction and a safety factor for internal
processes In addition the operational factors can be dividedinto an endogenous factor and an exogenous factor
With respect to planning factors demand factors aremainly generated by demand processes and this typicallyleads to a bullwhip effect as described in Forresterrsquos IndustrialDynamics [35] and suggested by Lee [36 37] Safety factorsare a result of the level of process maturity represented asprocess performance metrics The level of process maturityaffects the process schedule as a safety buffer that is added tothe planning parameters upstream as a feedback loop in thesystem dynamics The buffer is determined by the plannerrsquosexperience and its effect is also amplified toward the upstreamacross the supply chain If the process is more unstable thebuffer is greater Moreover the planning factors increase theinformation variation upstream
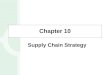
Endogenous factors to a supply chain system are gener-ated by various causes including machine breakdown poormaterials poor process control work accidents and reworkas shown in Figure 1 The results are manifested as long leadtime poor yield poor quality inventory levels with a highvariability and so onThese are quantifiable using their meanand variance as process performance metrics of a supplychain Exogenous factors also include the variations fromupstream processes when the supply chain is executed Thisis combined with an inherent variation in the process byendogenous factors and the process variation is amplified inthe downstream direction during the execution of the supplychain The upstream variation is carried over into the down-stream as a domino effect and the entire process maturity isdegraded to the lowest one across the entire supply chain
This phenomenon is more complex in a typical manufac-turing supply chain composed of multiproduct multieche-lon and multichannel suppliers and customers As a resultof these impediments a discrepancy occurs between plan-ning and execution Since this process is not well executedas planned a vicious cycle of mutual distrust is repeatedbetween organizations that plan and those that execute Thebest remedy to solve these problems is to improve processcapability It is possible through an operational excellencebasically through various innovation initiatives by minimiz-ing the variability due to demand visualizing the behaviorresulting from critical factors mitigating uncertainty andvariability and improving critical factors throughout theentire supply chain In addition an informationmanagementability is required that information on the status of a vitalcause and behavior can be accurately sensed and visualizedusing various technologies and the required information canflow seamlessly from one end to the other end of the supplychain and the usable information can be shared in a timelymanner among the supply chain partners
32 Concept of Supply Chain Visibility Based on ProcessCapability In business operations invisible states occur asfollows a companyrsquos process in a black-box state a statewhere it is not possible to predict the outcome of the processa state without exchange or sharing of information amongstakeholders or partners a state where various interpretationscan be made from a shared meaning a state that variesdepending on people such as managers or executives and
Mathematical Problems in Engineering 5
FGInvInv
Raw
Incoming failure
Late delivery
Early delivery
Late stocking
Excess
Process variation
Information variation
Bullwhip effect
Poor deliverypoor qualitypoor costsand so forth
Poor deliverypoor qualitypoor costsand so forth
Shortage
Scraps
Temperature Humidity Pressure Particle
Poor material
SetupMC trouble
Tool wear
Rework
Miss operation
Deterioration
Figure 1 The critical factors inhibiting supply chain management
a state without information that can be used to evaluate deci-sion making or business performance SCV plays several keyroles in SCM The first role is to provide information on thestatus for key factors that exist across supply chain processessuch as in 5M1E (man machine material method measureand environments) The second is used as the master datafor supply chain planning and operations The third is torepresent the impact of uncertainty and variability due to theimpediment of hidden factors in the business processes Thefourth is to share the current ability level to conduct supplychain operations and decision making with supply chainmembers SCV should present the status and ability level forkey factors in the supply chain as well as a predictable level forviable degree of supply chain plan It is similar to the visibilityto drive an automobile safely to its destination by clearlydiscerning the visible distance at which an object or lightcan be seen In the respect this study proposes the extendedconcept for SCV as the following clauses Differently withinformation visibility focused on information processing it isclassified as ldquoprocess visibilityrdquo that focuses on a perspectiveof operational capabilities This paper suggests that SCV is
(1) visible level which manifests the status and behaviorsof various factors in the supply chain
(2) the ability for sensing and sharing variability in thesupply chain process
(3) the process maturity achieved by improvement initia-tives for the key factors of the supply chain
(4) predictable level for the viable degree of supply chainplan and outcome of processrsquos activity
Most of the previous studies have proposed an informa-tion visibility perspective where SCV depends on informa-tion sensing information sharing and maintaining the qual-ity of information regarding supply chain factors Howeverthis study approaches the visibility of processes in terms ofthe capability of the supply chain to execute the supply chainplan This research proposes that SCV is the degree to whichthe adherence to the supply chain plan can be predicted
SCV indicates the viability to execute the supply chain planaccording to process capability A lower process capabilitymay lead to a higher probability where the business goalscannot be met due to a lack of operational capability toexecute the supply chain plan Even though the processeshave the same lead time it can predict that a process with alower variance is executed with a higher level as planned
Process capability can be improved by reconfiguring andtransforming processes and key factors which have to behighly visible and the processes should be suited to achievingbusiness goals by undertaking innovation initiatives Alsooperations and key factors for the target process should bewell defined and cured for vital causes to achieve a higherprocess capability and robustness SCV is an outcome thathas formed through these initiatives and the processmaturitylevel to realize the status and behavior of the process Whena process owner can predict and control the output of theprocess corresponding to their business strategy then theowner can be said to have a high level of SCV based onoperational excellence Also if the process has a highervisibility the viable degree of the supply chain plan might bemore predictable
33 Quantification Model of Supply Chain Visibility UsingProcess Capability The quantification for SCV is requiredfor various purposes Many researchers have tried to quan-tify an SCV using various models However most studieshave focused on information management viewpoint asan information sensing using a barcode radio frequencyidentification devices and sensors an information sharingbetween partners and an interorganizational system integra-tion and an information visualization using various graphicaltools or dashboards Some research has been attempted toquantify visibility by measuring the quantity and qualityof information that is shared between the supply chainpartners This viewpoint evaluates the visibility according tothe information maturity level rather than the operationalability of the supply chain process However from a processcapability perspective this paper suggests that it is more
6 Mathematical Problems in Engineering
important to have an operational ability of real processesto produce and deliver rather than an information maturitythroughout the supply chain Accordingly this researchdevises a methodology for quantifyingmutually sharable andeasily measureable the operational ability of a process Thispaper thus established that the process visibility metric has tosatisfy the following requisites
(1) Single value with a unique meaning in the supplychain
(2) Common usable value that can assess the SCMrsquos corevalue and be used for benchmarking
(3) Quantifiable value to reveal the operational status andbehaviors of the process
(4) Statistical value that can represent the process capa-bility
(5) Value that reflects the variability from both upstreamand downstream
(6) Predictive value of the outcome for the supply chainplan
Requisite (1) means that the value must be somethingthat all supply chain members can equally understand andrecognize in terms of concept meaning and quantifyingmethod If the degree of understanding for the same elementis different from others the value is not appropriate forSCM Requisite (2) means that the quantified value mustbe commonly useable regardless of the measured time andthe measurers of a mutual comparison and trend controlRequisites (3) and (4) represent how the value must bea thing that can be numerically and statistically measuredregarding the operational status ability and performanceof the process Requisite (5) defines how the value has toreflect the variance that has propagated both upstream anddownstream such as the information and process variationdiscussed in Section 31 Requisite (6) describes what thevalue can do to represent and predict the outcome of theoperation when executing the supply chain plan
To effectively execute a supply chain strategy and planvarious innovation initiatives and activities need to be exe-cuted The results of the activities represent the variousoperation performance factors such as the process lead timeyield quality utilization lateness and shortage for each of thesupply chain processes In the field these are managed as aKPI itself or as a key factorThese are also used as master datafor supply chain planning time series analysis and competi-tive benchmarking However since the mean of performancefactor ismostly used as ameasure the uncertainty variabilityand process capability in the business process are not properlyreflected By these results the predictability of the supplychain plan is limited Hence requisites (5) and (6) are veryimportant conditions that are necessary for this research
Although an individual KPI is used as an index to evaluatethe unit process ability the influence of the changes in theprocessmight be represented as a trade-offwith other indicesFor example if the final quality inspection to improve thequality of the finished goods is strengthened by increasingthe sample size and the total inspection and reinspection
the quality of the final product may have also substantiallyincreased However the overall process lead time and costsmight have excessively increased Also if the batch size toimprove the process lead time is excessively reduced theproductivity might also have greatly deteriorated Whenoperating a process it is difficult to properly evaluate theperformance of the entire business process with some indi-cators From this perspective this paper defines that theentire business performance 119875(sdot) is a result of multiplying theindividual performance indices that is 119875(sdot) = prod
119894119891119894(sdot) (where
119891 is performance factor and 119894 is the number of performancefactors)The idea to calculate the entire business performanceis derived from the formula to calculate a RTY by Graves [38]and Dasguptarsquos framework to evaluate performance using aRTY concept [34] Based on this idea this study has deviseda visibility equation to consider the trade-offs among theperformance factors and to calculate the overall visibility Forthis purpose it needs a composite measure to reflect the keyperformance factors for the entire business process In thesupply chain it is used for various measures to assess processcapability corresponding to business performance The mea-sures are mean median mode variance standard-deviationrange covariance and so on In statistical process control it isused with 119862
119901in (1) for the short-term process capability and
with 119862119901119896
in (2) to consider the biased process mean indicesfor the lower specification limit (LSL) and upper specificationlimit (USL) Also 119885bench in (3) is used to evaluate theprocess capability at Sigma level with a 119885 score in Six SigmamethodologyThe short-term process capability119885st which isreferred to as the Sigma level (=119885bench + 15) shifted by 15120590
119862119901=(USL minus LSL)
6120590 (1)
119862119901119896= min((119909 minus LSL)
3120590(USL minus 119909)3120590
) (2)
119885bench = min((119909 minus LSL)120590
(USL minus 119909)
120590) (3)
The Six Sigma approach is one of the most widely knownbest practices Six Sigma metrics have the primary advantageof being able to compute the performance of any processon the same scale and benchmark it against world-classperformance [31] To this end the process capability indicesthat utilize statistical process control are the best measure onthe purpose of this research Furthermore we determinedfor 119885 score in Six Sigma to be the most effective for thisresearch in several process capability indices because a supplychain is configured with various types of processes such asmanufacturing ordering procuring and delivering processand Six Sigma methodology has already been verified for alltypes of business processes Thus this research has devised amathematical model to quantify the process visibility using119885score as a process capability 119885
120572value is defined in (5) where
119891(119909) denotes the pdf of the standard normal distributionWe defined the visibility index of a process 119894 (V
119894) by using
Mathematical Problems in Engineering 7
Table 1 Example of process visibility for lead time
Process 119909 (day) 120590 (day) LSL (day) USL (day) 119862119901119896
119885bench 119885st VA 60 05 mdash 70 067 20 350 058B 60 033 mdash 70 100 30 450 075C 50 05 mdash 70 133 40 550 092D 50 05 mdash 60 067 20 350 058
the process capability (119885bench) in Six Sigma methodology asfollows
V119894= min(
(119885bench + 15)
6 1)
where 0 le V119894le 10
(4)
int
119911120572
minusinfin
119891 (119909) 119889119909 = 120572 (5)
In this paper we propose a visibility index for a businessprocess by using the process capability as defined in (4)which measures the operational capability of a process withits mean and variance in traditional quality control theoryThe rationale is as follows if the process capability is largerfor a particular process then the process is more likely tobe stable with a smaller variation and the outcome of theprocess ismore likely to be excellent On the other hand if theprocess capability is smaller then the process is out of controlwith greater variation because some vital cause factors are notsensed and not cured which will make it difficult to predictthe outcome of the business process with accuracy
This method can evaluate the internal ability controlthe responsiveness for customer requirement and bench-mark competitors using the specification limits To considermultiple performance factors in the supply chain we haveconfigured visibility indices that are bounded by a real valuebetween zero and one as in (4) Under these conditionsthe visibility indices can be manipulated with mathematicaloperations such as multiplication and division In the indi-vidual echelon of a supply chain the process capability isa multiplexed outcome of various performance factors andit tends to deteriorate according to the weakest factor Thismodel can thus be used to quantify the SCVmore objectivelyand more empirically than with existing visibility models
34 Numerical Example Table 1 shows the process visibilityvalue V that was calculated by using the mean (119909) standarddeviation (120590) and specification limits (LSL USL) Process Ahas 6 days for the mean 05 days for the standard deviationand 70 days for USL while LSL is not restricted For examplethe values can be as follows 119862
119901119896is 067 [= (7 minus 6)(3 lowast 05)]
119885bench is 20 [= (70 minus 60)05 or 3 lowast 067] 119885st is 35 (=20+15) and the visibility V is 058 [= min(356 1)] ProcessB changes the standard deviation from 05 to 033 days andthe other conditions are the same with process A Accordingto the difference of 120590 process capability is much larger thanprocess A Process C is different from the mean of A andaccording to the difference in 119909 the visibility for C (092) isthe largest when compared to processes A (058) and B (075)
Table 2 Values for the variation by variable
Change () 119883 ΔV 120590 ΔV USL ΔVminus50 10000 00000 09167 01111 02500 00000minus40 10000 00167 08056 00794 02500 00000minus30 09833 01333 07262 00595 02500 00000minus20 08500 01333 06667 00463 02500 01667minus10 07167 01333 06204 00370 04167 016670 05833 01333 05833 00303 05833 0166710 04500 01333 05530 00253 07500 0166720 03167 00667 05278 00214 09167 0083330 02500 00000 05064 00183 10000 0000040 02500 00000 04881 00159 10000 0000050 02500 00000 04722 00159 10000 00000
This shows that the improvement in the mean is more valu-able than the improvement in the variance under the samespecification limit In addition if the specification limit forUSL is tighter to 60 days as follows from process D the pro-cess visibility drastically deteriorates to 058 Even though thecurrent visibility is larger due to the good process capability itloses the competitive advantage if the customer requirementsor the competitorrsquos capability is beyondwhat is achieved at thecurrent levelTherefore continuous improvement is requiredto maintain a sustainable competitive advantage
35 Sensitivity Analysis The proposed visibility model usesthe mean standard deviation and specification limits to cal-culate the visibility level for the various performance indicesThe specification limits may be the customerrsquos requirementsor the firmrsquos strategic target value for sustainable competitiveadvantage The mean and standard deviation are the out-comes of the process by executing the supply chain planThissection thus examines the suitability of the proposed visibilitymodel according to the sensitivity analysis
In general there are various performance factors in thesupply chain but this research has selected the deliverylead time that is the most representative performance indexused to evaluate OTD To conduct a sensitivity analysis it isrewritten to V = min((USL minus 119909)(6120590) + (14) 1) in formula(4) It is assumed that the process for119885bench is 20 withOTD=977 and the change of V is analyzed for each input variablethat increases with a rate of 10 To do that the base point(119909 120590USL) is set to be equal to (80 10 10) Table 2 showsthe output variable V changing from the min to the max valuein increments of 10 of its value for the input parametersFigure 2 shows the results in a spider plot For the mean Vis the inverse correlated to the mean and decreases by 01333
8 Mathematical Problems in Engineering
0 10 20 30 40 50()
(0 05833)
minus50 minus40 minus30 minus20 minus10
x120590
USL
0001020304050607080910
Figure 2 Spider plot for sensitivity analysis
in 10 increments of the mean (ΔV = 01333 at plusmn10) ForUSL V is the positive correlated to USL and decreases by01667 with a decrease of 10 of USLThis means that USL ismore sensitive than the mean For the standard deviation 120590 Vdecreases slightly changing into a concave shape to the rightfrom the left The results indicate that if the mean of the leadtime is reduced the visibility V becomes greater However ifthe USL is tighter to decrease according to customer require-ments or the competency strategy the visibility V greatlydecreases in proportion Prior to the changes in the USL dueto customer requirements or competitorrsquos competitiveness forlead time it is necessary to improve the process capabilityin order to secure a competitive advantage This result of thesensitivity analysis allows for the proposed model to be wellalignedwith the corresponding changes in the input variablesto sufficiently reflect the process capability to respond to thecompanyrsquos process changes
4 Assessment of OverallSupply Chain Visibility
41 Quantification Model for the Overall Supply Chain Visibil-ity In Section 33 this paper proposed a quantifyingmethodusing a119885 score in Six Sigma to calculate the process capabilityby measuring the mean and the standard deviation of aprocess for the individual performance indices The methodthat is used to calculate the individual index allows thevisibility to be quantified by unit processes in each stageof the supply chain This can also be expanded to calculatethe overall visibility for the entire supply chain Thereforethese results can be compared with the other stages in thesame supply chain Furthermore by looking at the vital factorthat has the lowest value the performance of the bottleneckoperation for a given stage can be improved and the overallSC visibility can also more easily improve For this this paperproposes a quantificationmethod for the overall supply chainvisibility as follows The supply chain network structure is
configured as in Figure 3 based on the suggested model byLambert et al [39]
Step 1 Define the stages and process units in the supply chain119904mdashstages 119906mdashprocess units
Step 2 Define the major performance indices 119891 and theirparameters 119891mdashfactors
Step 3 Calculate visibility instances by factor for item 119894 atprocess unit 119906 in each stage 119904 V
119904119906119894119891
Step 4 Calculate the item visibility for process unit 119906 in stage119904 V119904119906119894= 119891radicprod119891V119904119906119894119891
Step 5 Calculate the unit visibility by process unit 119906 for eachstage 119904 V
119904119906= sum119894119896119894sdot V119904119906119894 where 119896
119894is weight of sales revenue
for item 119894 0 lt 119896119894le 10 sum
119894119896119894= 1
Step 6 If a process unit has multiple substages or multiplesubprocess units calculate the visibility using geometricmean for their subprocess units
Finally calculate overall visibility Voverall = 119899119904119906
radicprod119904119906V119904119906=
119899119904119906
radicprod119904119906sum119894(119896119894sdot 119891radicprod119891V119904119894119891) where 119899119904119906 is the number of process
units for overall supply chain
Step 1 defines the stages 119904 and process units 119906 in the supplychain as manufacturing inbound and outbound logisticssupply demand and outsourcing process Step 2 definesthe major performance indices 119891 for process visibility ateach stage 119904 and defines the parameters (average standarddeviation and USL or LSL as target) in order to calculate theprocess capability for stage 119904 and the performance index 119891For the major performance indices the examples include theprocess yield manufacturing lead time utilization qualitydelivery lead time and shortage performance In the logisticsprocesses the delivery lead time is the key factor and its targetvalue may be defined by the customer or by the lead timestrategy when considering the competitive advantage Step 3calculates the instance of the visibility of index 119891 for eachitem 119894 for process unit 119906 at stage 119904 V
119904119906119894119891using the parameters
in Step 2 Step 4 calculates the visibility of item 119894 for processunit 119906 at stage 119904 and the results can be compared to thoseof other products Step 5 calculates the process unit visibilityby weighting and summing the item visibility consideringthe sales revenue of the item The unit visibility value canbe compared to other stages in the current supply chainor to other competitors for the similar business processesFinally Step 6 calculates the overall visibility that is poweredin each stagersquos values for all stages of the current supply chainnetworkThis result is thus used to obtain the overall processvisibility for the entire supply chain and it can also be usedfor comparison with competitorrsquos values
42 Example of the Overall Supply Chain Visibility As shownin Figure 4 this paper presents an example that can beused to more easily understand and calculate the overall
Mathematical Problems in Engineering 9
companyTo initialsuppliers
Tier 1 Tier 2Tier 2 FocalDelivery(retailer)
Tier 1Suppliers To consumers
(end-customer)
Stage
Process unit
Units u
Items i
Factors f
Units uItems i
Factors f
Units u
Items i
Factors f Units uItems i
Factors fUnits uItems i
Factors fUnits uItems i
Factors f
Units uItems i
Factors FUnits uItems i
Factors f
Units uItems i
Factors fUnits u
Items i
Factors fUnits u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units uItems i
Factors f
1
u998400
11
1
u998400
1
u998400
1
1
1
1
u998400
1u
21
u
u
u
s1
su
middot middot middot
su visibility for process unit u at stage s
1 2 s
Figure 3 Supply chain network structure for visibility assessment
Supplier Source Production Delivery Customer
s p d
sl = 045 for lead timesq = 060 for quality
pl = 045 for lead timepy = 050 for yieldpu = 055 for utilizationpq = 060 for quality
dl = 045 for lead time
Figure 4 Example of the overall supply chain visibility
visibility index This supply chain is a case that produces anddelivers a single product composed of 3 stages including thesource stage which is the procurement process to purchasematerials from supplier the production stage which consistsof manufacturing to make a product and a delivery stage totransport finished goods to the customer In the example thispaper described only the result from the Vstage for the stagevisibility for convenience by calculating the equation in Step 4of the previous section If the lead time of the delivery stageis of about 885 (119911 = 12) V
119904119897is calculated as min(((12 +
15)6) 1) = 045For the source stage where the visibility instances are
respectively 045 for lead time and 060 for the quality thestage visibility V
119904is 0519 (= radic045 lowast 06) For the production
stage where the visibility instances for the process yield
and the utilization have been added the result V119901is 0525
(= 4
radic045 lowast 05 lowast 055 lowast 06) multiplied by each visibilityinstance In the production stage the stage visibility deteri-orates more than the source stage due to the visibility of theyield and utilization According to this result it can estimatethat the production process may become unstable due tothe yield and utilization For the delivery stage where thevisibility instance is only one factor for the lead time the stagevisibility V
119889becomes simply 045 Finally the overall visibility
Voverall is 050 (= 3
radic0519 lowast 0525 lowast 045) followed by Step 6in the previous equation This Voverall is reduced to 05 by thedelivery stage visibility V
119889 which is lower than that at the
source stage and the production stage It can estimate the SixSigma level to be about 30 (= 05 lowast 6) and the process capa-bility is 15 (= 30 minus 15) with a low grade Hence the overall
10 Mathematical Problems in Engineering
visibility can increase by initiatives to improve the entire sup-ply chain because the visibilities for all stages are at a low level
Since this example considers a single product with itsvisibility indices the performance index that needs to beimproved can be primarily decided through intuition How-ever in a real supply chain it is impossible to easily andintuitively make a judgment because the supply chain is avery complicated system that is composed of multiple prod-ucts multiple stages and multiple suppliers and customersTherefore through a more objective and more quantitativeapproach as the proposed model the SCV can evaluatemore effectively compare it to that of other supply chains orcompetitors and analyze trends
5 Conclusion and Further Research
This paper has proposed a quantitative approach that is morepractical and objective than that of previous studies regardingSCV Most of the extant literature has proposed using aninformation visibility model that focuses on usability share-ability and integrity among partners in a supply chain froman information management perspective These studies havemainly presented quantitative methods based on the datareadiness such as quantity accuracy and freshness withan emphasis on utilizing information technology From aconventional point of view a reactive approach that focuseson information visibility is very important but a proactiveapproach to improve process capability through processimprovements and restructuring is also very important SCVshould not be restricted within transaction-related informa-tion [20] and operational excellence in the supply chaincan secure the ability to operate efficiently and effectivelyas planned for the entire supply chain process In order toacquire operational excellence both reactive and proactiveapproaches are very effective and the outcomes are expressedas various process capabilities
This research proposes that supply chain visibility is alevel where we can predict the viable degree of the supplychain plan and the visibility level can estimate process capa-bility using a 119885 score in Six Sigma This paper also deviseda mathematical model to quantify the SCV and suggests aquantification methodology to evaluate the visibility levelof the overall supply chain The proposed methodologycan facilitate assessing and comparing suppliers customersand competitors This is a practical model that can moreobjectively and empirically quantify SCV
Finally the effects of the performance factors on theprocess visibility were assumed to be equivalent at the samestage of the supply chain However the effects may be dif-ferent from those across the industry or for other companies(industry-specific or company-specific) depending on thecharacteristics It is necessary to verify the suitability of theproposed model for this issue and SCV is also needed toconduct an empirical study of the relationship between thedistinctive visibility and the financial performance There-fore further research is planned in order to expand ourproposed model according to these issues
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] B Enslow Global Supply Chain Benchmark Report IndustryPriorities for Visibility B2B Collaboration Trade Complienceand Risk Management Aberdeen Group 2006
[2] B Heaney Supply Chain Visibility Excellence Mastering Com-plexity and Landed Costs Aberdeen Group 2012
[3] B Heaney The Supply Chain Visibility A Critical Strategy toOptimize Cost and Service Aberdeen Group 2013
[4] Gartner ldquoGartner Announces Rankings of Its 2013 SupplyChain Top 25rdquo 2013
[5] Gartner ldquoGartner Announces Rankings of Its 2014 SupplyChain Top 25rdquo May 2014
[6] H M Yang B S Choi H J Park M S Suh and BChae ldquoSupply chain management six sigma a managementinnovation methodology at the Samsung Grouprdquo Supply ChainManagement vol 12 no 2 pp 88ndash95 2007
[7] C M Holcomb Y S Ponomarov and B K Manrodt ldquoTherelationship of supply chain visibility to firm performancerdquoSupply Chain Forum vol 12 no 2 pp 32ndash45 2011
[8] B D Williams J Roh T Tokar and M Swink ldquoLeveragingsupply chain visibility for responsiveness the moderating roleof internal integrationrdquo Journal of Operations Management vol31 no 7-8 pp 543ndash554 2013
[9] A Musa A Gunasekaran and Y Yusuf ldquoSupply chain productvisibility methods systems and impactsrdquo Expert Systems withApplications vol 41 no 1 pp 176ndash194 2014
[10] M Caridi A Moretto A Perego and A Tumino ldquoThebenefits of supply chain visibility a value assessment modelrdquoInternational Journal of Production Economics vol 151 pp 1ndash192014
[11] V Sadlovdka Beyond Visibility Driving Supply Chain Respon-siveness Aberdeen Group 2008
[12] A N Zhang M Goh and F Meng ldquoConceptual modellingfor supply chain inventory visibilityrdquo International Journal ofProduction Economics vol 133 no 2 pp 578ndash585 2011
[13] M Barratt and A Oke ldquoAntecedents of supply chain visibilityin retail supply chains a resource-based theory perspectiverdquoJournal of Operations Management vol 25 no 6 pp 1217ndash12332007
[14] M Barratt and R Barratt ldquoExploring internal and externalsupply chain linkages evidence from the fieldrdquo Journal ofOperations Management vol 29 no 5 pp 514ndash528 2011
[15] M Goh D R Souza N A Zhang H Wei and P S TanldquoSupply chain visibility a decision making perspectiverdquo inProceedings of the 4th IEEE Conference on Industrial Electronicsand Applications (ICIEA rsquo09) pp 2546ndash2551 Xirsquoan China May2009
[16] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoDo virtuality and complexity affect supply chain visibilityrdquoInternational Journal of Production Economics vol 127 no 2 pp372ndash383 2010
[17] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoMeasuring visibility to improve supply chain performance aquantitative approachrdquoBenchmarking vol 17 no 4 pp 593ndash6152010
Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

2 Mathematical Problems in Engineering
Six Sigma in order to achieve operational excellence Thesetwo companies have been continuously identified by Gartneras supply chain leaders [4ndash6]
SCM can be successfully introduced by systematicallyimplementing a strategy with the right understanding andbuy-in from the chief executive officer and linemanagersThefirst SCM strategy involves matching supply and demand Itcan be achieved by operational excellence with an effectivesupply chain structure and a high level of responsivenessthrough an excellent SCV [2 3 7 8] Operational excellenceis a strong competitive weapon since it is difficult to acquireEven though many companies have tried to acquire opera-tional excellence there are not many successful companiesthat have been able to do so This is usually a result of a poorunderstanding and an inadequate innovation methodologyto achieve operational excellence and supply chain visibility
The application of SCM should be designed and inte-grated in such a way where the information required forsupply chain operations can be effectively utilized and sharedTo share useful information effectively throughout the inter-nal organizations and with external partners system inte-gration is necessary in order to ensure compatibility in suchexchanges without distortion and disruption However as aresult of incompatibilities of vendors rules processes timeli-ness and so forth it is difficult to share the useful informationexternally sometimes even internally Despite best of breedsolution the tailoring efforts to meet local requirements andto interface with legacy systems are also not easy [2 3 9]Thisjourney requires large investments time and effort From thispoint of view supply chain integration has become the largestobstacle to gain SCV by information sharing
Nevertheless the concept of SCV in business remainsambiguous despite an extensive amount of research in theliterature and the solutions to improve business performancehave not yet been determined [8 10] To this end this papersuggests an extended concept of visibility and amore effectivequantitative model to evaluate the level of visibility
This paper is organized as follows The extant literatureis reviewed in Section 2 Section 3 proposes a new conceptusing process capability as well as the corresponding quanti-tative model Section 4 shows the overall quantitative modeland an example to assess visibility in the entire supply chainFinally Section 5 presents the conclusion for the proposedmodel and discusses future studies
2 Literature Review
21 Definition of Supply Chain Visibility In order to surviveglobal competition all enterprises and their members thatbelong to a supply chain must have the ability to efficientlyand effectively provide goods and services to end-customerswhile sustaining a competitive advantage Companies arealso required to achieve operational excellence in order toefficiently and effectively deliver goods to diverse channelsand to better provide value to their customers Many studiesargue that operational excellence requires a company to havesufficient information visibility to sense product movementseamlessly from end to end of the supply chain and to sharetimely information among supply chain partnersThese days
the importance of SCV has gradually increased and researchon this topic is varied and extensive Thus this study firstpresents a review of extant researches from various perspec-tives based on that previously provided by Caridi et al [10]
The majority of participants in US manufacturing havereported that having disparate systems makes it difficult tocoordinate with partners and differences by vendors and alack of compatibility of the SCM applications that are usedprevent access to valuable external data This lack of dataaccess results in a lack of visibility into the supply chain [7]The Aberdeen Group conducted a survey and found that themajority of participants identified an improvement in opera-tional performance as the main value of SCV and they haveundertaken initiatives to improve visibility or plan to do so inthe future They also suggested that end-to-end SCV plays acritical role in SCMby contributing to creatingmore control-lable responsive and financially healthy supply chain [11]
Zhang et al described the three stages of inventoryvisibility (IV) shipment tracking supply chain events anddisruptionmanagement and continuous improvement in thesupply chain They posited that IV provides a means to trackgoods and materials a better decision making in disruptiveevents management and a measure for a key indicator forsupply chain performance improvement [12] Barratt et alpresented that a concept of visibility has sometimes beenused with information sharing within the extant research butinformation sharing is an activity and visibility is a potentialoutcome of such activity and this potential visibility maylead to a more effective supply chain They defined SCVas ldquothe extent to which actors within a supply chain haveaccess to or share information which they consider as key oruseful to their operationsrdquo [13 14] Holcomb et al describedthat the growing importance of visibility to enable greaterefficiency and effectiveness has propelled firms to invest inimproving these capabilities They posited that the way toachieve the dual objectives of efficiency and effectiveness isthrough end-to-end seamless SCV [7] Goh et al proposedthat SCV is related to collaborative decision making betweensupply chain partners and that it provides a means to supportdecision making from tactical and strategic perspectives [15]Caridi et al described SCV as the ability of a supply chainleader to accessshare information related to strategy andoperations of their supply chain partners They evaluatedthat although SCV is commonly discussed in the SCMcommunity its meaning is still somewhat ambiguous [8 10]
22 Quantification of Supply Chain Visibility As describedabove numerous studies have been conducted to define SCVand to present a quantified model Typical methods involvegrading system obtained through surveys or case studiesand others involve mathematical techniques to handle thequantity and quality of information utilized among supplychain members [10 12 13 16ndash18] Most of the extant researchbelongs to the former and seldom to the latter but weintroduce two cases of the latter
Caridi et al suggested that visibility can be defined interms of access to useful information and they proposeda quantitative model to measure visibility for supply chainslonger than two tiers SCV is measured according to the
Mathematical Problems in Engineering 3
amount and quality of useful information when compared tothe total information that could be exchanged between nodesin a supply chain The four different types of informationflows that are considered are transactions status informationmaster data and operation plan They tried to quantifythe data with a semiquantitative judgement for quantityfreshness and accuracy using an analytic hierarchical processmethodology based on the experience of supply chain man-agers [10 16ndash18] Zhang et al posited that IV is a capability ofa supply chain actor to have access to or to provide timelyinformation of the inventory involved in the supply chainfromto the relevant supply chain partners to support betterdecision making They suggested two types of capabilitiesto access the information that is available and to provideinformation available in the supply chain They tried toquantify the information using a model for the relationsamong the information items and the supply chain partners[12] In both cases they tried to make a more objectivequantification making use of the information for the SCV
23 Business Performance and Its Measures for Supply ChainVisibility This paper explored current studies relating busi-ness performance to SCV operational excellence and processcapability field to understand the effect of supply chainvisibility and its measures
Regarding SCV Wei et al posited that SCV is animportant factor that enables supply chain reconfigurabilitywhich is an important dynamic capability for supply chainsfrom the point of view of dynamic capabilities and SCVhas a strong influence on supply chain performance throughsupply chain reconfigurability [19ndash21] Caridi et al definedthe level of visibility with data readiness and data usabilityand shareability by obtaining data generated from activity inthe actual supply chain They proposed a value assessmentmethod to improve business performance by using causeand effect mapping linked with activity data in the formof a business key performance index (KPI) [10 16ndash18 22]Li et al addressed the bullwhip effect in a control problemin the context of a supply chain system facing uncertaintyThey used endogenous SC dynamics to build a supplychain state transition model and focused on the effectthat uncertain order placement lead time delays had onreplenishment [23 24] Gaukler et al studied how orderprogress information can be used to improve inventoryreplenishment decisions and numerically evaluated the costsavings of stochastic lead time and demand variability in theorder fulfillment [25] Chew et al investigated the impact ofSCV on inventory management by studying how inventorydecisions and costs are affected by the ability to track orders asthey flow from suppliers to retailers passing through variousintermediary locations They modeled the effect of leadtime through changes in the lead time density distributionfunction [26] Goel showed how in-transit visibility can beused to adjust the transportation plan with respect to theknown state of a transportation system facing variability intransportation times and on-time delivery performance canbe significantly improved by increasing the level of visibility[27] These studies similarly evaluated the cost and delivery
performance corresponding to the change in the lead timeaccording to visibility grade by controlling the delivery route
Regarding operational excellence and process capabilityseveral researchers have studied the effect that delivery leadtime has on business performance Kane proposed capa-bility indices to effectively summarize process informationprocess potential and performance information [28] Tanaiand Guiffrida studied lead time compression and variabilityreduction process capability indices and the Six Sigmaprogram They proposed a delivery performance model interms of both the mean and variance of the delivery timedistribution by considering the delivery window [29] Garget al focused on reducing the variability and synchronizingbusiness process to achieve timely deliveries throughoutthe supply chain and they developed a heuristic approachusing process capability indices to solve supplier selectionproblems [30] Wang and Du proposed a capability indexthat establishes a relationship between customer specificationand the actual process performance by solving the supplierselection problem [31] Guiffrida and Jaber addressed themanagerial and economic impact of improvements in deliv-ery performance by conducting an evaluation with a deliverywindow and they modeled the variance of the delivery timeas a function of the investment in order to reduce the deliveryvariance and the costs associated with an untimely delivery[32] Narahari et al studied a Six Sigma approach to analyze aprocess through which Six Sigma performance is delivered inorder to design synchronized supply chainswith that focus onprocess capability indices [33] Dasgupta suggested a frame-work to effectively measure andmonitor supply chain perfor-mance focused on rolled throughput yield (RTY) anddeliveryperformance using Six Sigma metrics as 119885-value [34]
In summary most studies have used the variation inthe delivery lead time to evaluate the business performanceaccording to the costs that correspond with a timely deliveryIn order to calculate the costs the distribution of the deliverytime has used itself or the process capability using a deliverywindowThe former shows that the improvement in visibilityincreases business performance by enhancing the distribu-tion of the delivery time The latter shows that the deliverytime distribution can be represented by a process capabilityand that business performance can be evaluated by costs aswell as the process capability index
24 Gap in the Extant Researches In this study we reviewedthe definition and quantification methods that were sug-gested in various aspects Most research has the general con-sensus that SCV can have a profound impact on businessesperformance However the manner in which visibility canbe defined and quantified has not yet been fully developedNevertheless researchers have expanded extensive efforts indeveloping the concepts for SCV and have further establishedits importance
However Caridi et alrsquos analysis describes how despite alarge number of articles being published research on the ben-efits of visibility still remainsmainly theoretical and themainperformance indicators that are affected by improvementsin visibility have yet to be identified since most studiesfocus on only one or on a subset of the impacted indicators
4 Mathematical Problems in Engineering
It also describes how most papers are limited in theircapacity to analyze the dyadic relationship between retailersand manufacturers except suppliers to explore the benefitson downstream players and to consider information flowsrelating sales and demand forecasting Caridi et al have alsoevaluated how existingmodels provide an incomplete evalua-tion of the benefits enabled by visibility [10] In additionmostof the extant research is limited to the study of the deliverytime or RTY to evaluate business performance In practicevarious performance factors are managed for a supply chaintomeet business goals as itself or as a component of KPI suchas with lead time yield quality utilization inventory costsand salesThus it is necessary to expand research to considermore factors
3 Quantification Model of Supply ChainVisibility Using Process Capability
In the previous section this paper presented a review ofnumerous studies with various perspectives and definitionsof SCV and the importance and role of SCV were alsoinvestigated Most of the extant research can be classifiedinto two groups The first group proposes SCV for informa-tion management and sharing from IT perspective and aquantified model is suggested according to the quantity ofinformationThe second group proposes SCV from resource-based theory perspective The latter posited that SCV isan outcome of information sharing and that it leads toan improvement in operational performance for SCM Thispaper thus described the concept of SCV from a morepractical point of view and it proposes an extended conceptfrom a perspective of process capability and a more practicaland objective quantification model based on this concept
31 Critical Factors Inhibiting Supply Chain PerformanceThe core value of SCM is to efficiently and effectivelyexploit the key factors over the entire supply chain and thisachieves profit maximization and sustainable growth whichare the most important targets for enterprises To this end aresponsiveness corresponding to variability and uncertaintythroughout the entire supply chain like bullwhip effects andrisks must also be improved Also the deployment of win-win structure based on a true partnership is important inorder to share the supply chain status and performance andto collaborate and cooperate among supply chain membersas suppliers customers subcontractors and logistic serviceproviders To improve responsiveness operational excellencemust be achieved to effectively conduct a supply chain planThis is realized by undertaking process innovation initiativesand process robustness throughout the entire supply chain
Various factors affect the supply chain process andthose are buried and unseen in the process as mentionedin Feigenbaumrsquos ldquohidden plantrdquo Supply chain performancegreatly depends on governing for critical factors as a commoncause or as a special cause of process disability The criticalfactors that inhibit performance in a supply chain can beclassified as planning factor and operational factor Theplanning factors can be divided into a demand factor fromthe downstream direction and a safety factor for internal
processes In addition the operational factors can be dividedinto an endogenous factor and an exogenous factor
With respect to planning factors demand factors aremainly generated by demand processes and this typicallyleads to a bullwhip effect as described in Forresterrsquos IndustrialDynamics [35] and suggested by Lee [36 37] Safety factorsare a result of the level of process maturity represented asprocess performance metrics The level of process maturityaffects the process schedule as a safety buffer that is added tothe planning parameters upstream as a feedback loop in thesystem dynamics The buffer is determined by the plannerrsquosexperience and its effect is also amplified toward the upstreamacross the supply chain If the process is more unstable thebuffer is greater Moreover the planning factors increase theinformation variation upstream
Endogenous factors to a supply chain system are gener-ated by various causes including machine breakdown poormaterials poor process control work accidents and reworkas shown in Figure 1 The results are manifested as long leadtime poor yield poor quality inventory levels with a highvariability and so onThese are quantifiable using their meanand variance as process performance metrics of a supplychain Exogenous factors also include the variations fromupstream processes when the supply chain is executed Thisis combined with an inherent variation in the process byendogenous factors and the process variation is amplified inthe downstream direction during the execution of the supplychain The upstream variation is carried over into the down-stream as a domino effect and the entire process maturity isdegraded to the lowest one across the entire supply chain
This phenomenon is more complex in a typical manufac-turing supply chain composed of multiproduct multieche-lon and multichannel suppliers and customers As a resultof these impediments a discrepancy occurs between plan-ning and execution Since this process is not well executedas planned a vicious cycle of mutual distrust is repeatedbetween organizations that plan and those that execute Thebest remedy to solve these problems is to improve processcapability It is possible through an operational excellencebasically through various innovation initiatives by minimiz-ing the variability due to demand visualizing the behaviorresulting from critical factors mitigating uncertainty andvariability and improving critical factors throughout theentire supply chain In addition an informationmanagementability is required that information on the status of a vitalcause and behavior can be accurately sensed and visualizedusing various technologies and the required information canflow seamlessly from one end to the other end of the supplychain and the usable information can be shared in a timelymanner among the supply chain partners
32 Concept of Supply Chain Visibility Based on ProcessCapability In business operations invisible states occur asfollows a companyrsquos process in a black-box state a statewhere it is not possible to predict the outcome of the processa state without exchange or sharing of information amongstakeholders or partners a state where various interpretationscan be made from a shared meaning a state that variesdepending on people such as managers or executives and
Mathematical Problems in Engineering 5
FGInvInv
Raw
Incoming failure
Late delivery
Early delivery
Late stocking
Excess
Process variation
Information variation
Bullwhip effect
Poor deliverypoor qualitypoor costsand so forth
Poor deliverypoor qualitypoor costsand so forth
Shortage
Scraps
Temperature Humidity Pressure Particle
Poor material
SetupMC trouble
Tool wear
Rework
Miss operation
Deterioration
Figure 1 The critical factors inhibiting supply chain management
a state without information that can be used to evaluate deci-sion making or business performance SCV plays several keyroles in SCM The first role is to provide information on thestatus for key factors that exist across supply chain processessuch as in 5M1E (man machine material method measureand environments) The second is used as the master datafor supply chain planning and operations The third is torepresent the impact of uncertainty and variability due to theimpediment of hidden factors in the business processes Thefourth is to share the current ability level to conduct supplychain operations and decision making with supply chainmembers SCV should present the status and ability level forkey factors in the supply chain as well as a predictable level forviable degree of supply chain plan It is similar to the visibilityto drive an automobile safely to its destination by clearlydiscerning the visible distance at which an object or lightcan be seen In the respect this study proposes the extendedconcept for SCV as the following clauses Differently withinformation visibility focused on information processing it isclassified as ldquoprocess visibilityrdquo that focuses on a perspectiveof operational capabilities This paper suggests that SCV is
(1) visible level which manifests the status and behaviorsof various factors in the supply chain
(2) the ability for sensing and sharing variability in thesupply chain process
(3) the process maturity achieved by improvement initia-tives for the key factors of the supply chain
(4) predictable level for the viable degree of supply chainplan and outcome of processrsquos activity
Most of the previous studies have proposed an informa-tion visibility perspective where SCV depends on informa-tion sensing information sharing and maintaining the qual-ity of information regarding supply chain factors Howeverthis study approaches the visibility of processes in terms ofthe capability of the supply chain to execute the supply chainplan This research proposes that SCV is the degree to whichthe adherence to the supply chain plan can be predicted
SCV indicates the viability to execute the supply chain planaccording to process capability A lower process capabilitymay lead to a higher probability where the business goalscannot be met due to a lack of operational capability toexecute the supply chain plan Even though the processeshave the same lead time it can predict that a process with alower variance is executed with a higher level as planned
Process capability can be improved by reconfiguring andtransforming processes and key factors which have to behighly visible and the processes should be suited to achievingbusiness goals by undertaking innovation initiatives Alsooperations and key factors for the target process should bewell defined and cured for vital causes to achieve a higherprocess capability and robustness SCV is an outcome thathas formed through these initiatives and the processmaturitylevel to realize the status and behavior of the process Whena process owner can predict and control the output of theprocess corresponding to their business strategy then theowner can be said to have a high level of SCV based onoperational excellence Also if the process has a highervisibility the viable degree of the supply chain plan might bemore predictable
33 Quantification Model of Supply Chain Visibility UsingProcess Capability The quantification for SCV is requiredfor various purposes Many researchers have tried to quan-tify an SCV using various models However most studieshave focused on information management viewpoint asan information sensing using a barcode radio frequencyidentification devices and sensors an information sharingbetween partners and an interorganizational system integra-tion and an information visualization using various graphicaltools or dashboards Some research has been attempted toquantify visibility by measuring the quantity and qualityof information that is shared between the supply chainpartners This viewpoint evaluates the visibility according tothe information maturity level rather than the operationalability of the supply chain process However from a processcapability perspective this paper suggests that it is more
6 Mathematical Problems in Engineering
important to have an operational ability of real processesto produce and deliver rather than an information maturitythroughout the supply chain Accordingly this researchdevises a methodology for quantifyingmutually sharable andeasily measureable the operational ability of a process Thispaper thus established that the process visibility metric has tosatisfy the following requisites
(1) Single value with a unique meaning in the supplychain
(2) Common usable value that can assess the SCMrsquos corevalue and be used for benchmarking
(3) Quantifiable value to reveal the operational status andbehaviors of the process
(4) Statistical value that can represent the process capa-bility
(5) Value that reflects the variability from both upstreamand downstream
(6) Predictive value of the outcome for the supply chainplan
Requisite (1) means that the value must be somethingthat all supply chain members can equally understand andrecognize in terms of concept meaning and quantifyingmethod If the degree of understanding for the same elementis different from others the value is not appropriate forSCM Requisite (2) means that the quantified value mustbe commonly useable regardless of the measured time andthe measurers of a mutual comparison and trend controlRequisites (3) and (4) represent how the value must bea thing that can be numerically and statistically measuredregarding the operational status ability and performanceof the process Requisite (5) defines how the value has toreflect the variance that has propagated both upstream anddownstream such as the information and process variationdiscussed in Section 31 Requisite (6) describes what thevalue can do to represent and predict the outcome of theoperation when executing the supply chain plan
To effectively execute a supply chain strategy and planvarious innovation initiatives and activities need to be exe-cuted The results of the activities represent the variousoperation performance factors such as the process lead timeyield quality utilization lateness and shortage for each of thesupply chain processes In the field these are managed as aKPI itself or as a key factorThese are also used as master datafor supply chain planning time series analysis and competi-tive benchmarking However since the mean of performancefactor ismostly used as ameasure the uncertainty variabilityand process capability in the business process are not properlyreflected By these results the predictability of the supplychain plan is limited Hence requisites (5) and (6) are veryimportant conditions that are necessary for this research
Although an individual KPI is used as an index to evaluatethe unit process ability the influence of the changes in theprocessmight be represented as a trade-offwith other indicesFor example if the final quality inspection to improve thequality of the finished goods is strengthened by increasingthe sample size and the total inspection and reinspection
the quality of the final product may have also substantiallyincreased However the overall process lead time and costsmight have excessively increased Also if the batch size toimprove the process lead time is excessively reduced theproductivity might also have greatly deteriorated Whenoperating a process it is difficult to properly evaluate theperformance of the entire business process with some indi-cators From this perspective this paper defines that theentire business performance 119875(sdot) is a result of multiplying theindividual performance indices that is 119875(sdot) = prod
119894119891119894(sdot) (where
119891 is performance factor and 119894 is the number of performancefactors)The idea to calculate the entire business performanceis derived from the formula to calculate a RTY by Graves [38]and Dasguptarsquos framework to evaluate performance using aRTY concept [34] Based on this idea this study has deviseda visibility equation to consider the trade-offs among theperformance factors and to calculate the overall visibility Forthis purpose it needs a composite measure to reflect the keyperformance factors for the entire business process In thesupply chain it is used for various measures to assess processcapability corresponding to business performance The mea-sures are mean median mode variance standard-deviationrange covariance and so on In statistical process control it isused with 119862
119901in (1) for the short-term process capability and
with 119862119901119896
in (2) to consider the biased process mean indicesfor the lower specification limit (LSL) and upper specificationlimit (USL) Also 119885bench in (3) is used to evaluate theprocess capability at Sigma level with a 119885 score in Six SigmamethodologyThe short-term process capability119885st which isreferred to as the Sigma level (=119885bench + 15) shifted by 15120590
119862119901=(USL minus LSL)
6120590 (1)
119862119901119896= min((119909 minus LSL)
3120590(USL minus 119909)3120590
) (2)
119885bench = min((119909 minus LSL)120590
(USL minus 119909)
120590) (3)
The Six Sigma approach is one of the most widely knownbest practices Six Sigma metrics have the primary advantageof being able to compute the performance of any processon the same scale and benchmark it against world-classperformance [31] To this end the process capability indicesthat utilize statistical process control are the best measure onthe purpose of this research Furthermore we determinedfor 119885 score in Six Sigma to be the most effective for thisresearch in several process capability indices because a supplychain is configured with various types of processes such asmanufacturing ordering procuring and delivering processand Six Sigma methodology has already been verified for alltypes of business processes Thus this research has devised amathematical model to quantify the process visibility using119885score as a process capability 119885
120572value is defined in (5) where
119891(119909) denotes the pdf of the standard normal distributionWe defined the visibility index of a process 119894 (V
119894) by using
Mathematical Problems in Engineering 7
Table 1 Example of process visibility for lead time
Process 119909 (day) 120590 (day) LSL (day) USL (day) 119862119901119896
119885bench 119885st VA 60 05 mdash 70 067 20 350 058B 60 033 mdash 70 100 30 450 075C 50 05 mdash 70 133 40 550 092D 50 05 mdash 60 067 20 350 058
the process capability (119885bench) in Six Sigma methodology asfollows
V119894= min(
(119885bench + 15)
6 1)
where 0 le V119894le 10
(4)
int
119911120572
minusinfin
119891 (119909) 119889119909 = 120572 (5)
In this paper we propose a visibility index for a businessprocess by using the process capability as defined in (4)which measures the operational capability of a process withits mean and variance in traditional quality control theoryThe rationale is as follows if the process capability is largerfor a particular process then the process is more likely tobe stable with a smaller variation and the outcome of theprocess ismore likely to be excellent On the other hand if theprocess capability is smaller then the process is out of controlwith greater variation because some vital cause factors are notsensed and not cured which will make it difficult to predictthe outcome of the business process with accuracy
This method can evaluate the internal ability controlthe responsiveness for customer requirement and bench-mark competitors using the specification limits To considermultiple performance factors in the supply chain we haveconfigured visibility indices that are bounded by a real valuebetween zero and one as in (4) Under these conditionsthe visibility indices can be manipulated with mathematicaloperations such as multiplication and division In the indi-vidual echelon of a supply chain the process capability isa multiplexed outcome of various performance factors andit tends to deteriorate according to the weakest factor Thismodel can thus be used to quantify the SCVmore objectivelyand more empirically than with existing visibility models
34 Numerical Example Table 1 shows the process visibilityvalue V that was calculated by using the mean (119909) standarddeviation (120590) and specification limits (LSL USL) Process Ahas 6 days for the mean 05 days for the standard deviationand 70 days for USL while LSL is not restricted For examplethe values can be as follows 119862
119901119896is 067 [= (7 minus 6)(3 lowast 05)]
119885bench is 20 [= (70 minus 60)05 or 3 lowast 067] 119885st is 35 (=20+15) and the visibility V is 058 [= min(356 1)] ProcessB changes the standard deviation from 05 to 033 days andthe other conditions are the same with process A Accordingto the difference of 120590 process capability is much larger thanprocess A Process C is different from the mean of A andaccording to the difference in 119909 the visibility for C (092) isthe largest when compared to processes A (058) and B (075)
Table 2 Values for the variation by variable
Change () 119883 ΔV 120590 ΔV USL ΔVminus50 10000 00000 09167 01111 02500 00000minus40 10000 00167 08056 00794 02500 00000minus30 09833 01333 07262 00595 02500 00000minus20 08500 01333 06667 00463 02500 01667minus10 07167 01333 06204 00370 04167 016670 05833 01333 05833 00303 05833 0166710 04500 01333 05530 00253 07500 0166720 03167 00667 05278 00214 09167 0083330 02500 00000 05064 00183 10000 0000040 02500 00000 04881 00159 10000 0000050 02500 00000 04722 00159 10000 00000
This shows that the improvement in the mean is more valu-able than the improvement in the variance under the samespecification limit In addition if the specification limit forUSL is tighter to 60 days as follows from process D the pro-cess visibility drastically deteriorates to 058 Even though thecurrent visibility is larger due to the good process capability itloses the competitive advantage if the customer requirementsor the competitorrsquos capability is beyondwhat is achieved at thecurrent levelTherefore continuous improvement is requiredto maintain a sustainable competitive advantage
35 Sensitivity Analysis The proposed visibility model usesthe mean standard deviation and specification limits to cal-culate the visibility level for the various performance indicesThe specification limits may be the customerrsquos requirementsor the firmrsquos strategic target value for sustainable competitiveadvantage The mean and standard deviation are the out-comes of the process by executing the supply chain planThissection thus examines the suitability of the proposed visibilitymodel according to the sensitivity analysis
In general there are various performance factors in thesupply chain but this research has selected the deliverylead time that is the most representative performance indexused to evaluate OTD To conduct a sensitivity analysis it isrewritten to V = min((USL minus 119909)(6120590) + (14) 1) in formula(4) It is assumed that the process for119885bench is 20 withOTD=977 and the change of V is analyzed for each input variablethat increases with a rate of 10 To do that the base point(119909 120590USL) is set to be equal to (80 10 10) Table 2 showsthe output variable V changing from the min to the max valuein increments of 10 of its value for the input parametersFigure 2 shows the results in a spider plot For the mean Vis the inverse correlated to the mean and decreases by 01333
8 Mathematical Problems in Engineering
0 10 20 30 40 50()
(0 05833)
minus50 minus40 minus30 minus20 minus10
x120590
USL
0001020304050607080910
Figure 2 Spider plot for sensitivity analysis
in 10 increments of the mean (ΔV = 01333 at plusmn10) ForUSL V is the positive correlated to USL and decreases by01667 with a decrease of 10 of USLThis means that USL ismore sensitive than the mean For the standard deviation 120590 Vdecreases slightly changing into a concave shape to the rightfrom the left The results indicate that if the mean of the leadtime is reduced the visibility V becomes greater However ifthe USL is tighter to decrease according to customer require-ments or the competency strategy the visibility V greatlydecreases in proportion Prior to the changes in the USL dueto customer requirements or competitorrsquos competitiveness forlead time it is necessary to improve the process capabilityin order to secure a competitive advantage This result of thesensitivity analysis allows for the proposed model to be wellalignedwith the corresponding changes in the input variablesto sufficiently reflect the process capability to respond to thecompanyrsquos process changes
4 Assessment of OverallSupply Chain Visibility
41 Quantification Model for the Overall Supply Chain Visibil-ity In Section 33 this paper proposed a quantifyingmethodusing a119885 score in Six Sigma to calculate the process capabilityby measuring the mean and the standard deviation of aprocess for the individual performance indices The methodthat is used to calculate the individual index allows thevisibility to be quantified by unit processes in each stageof the supply chain This can also be expanded to calculatethe overall visibility for the entire supply chain Thereforethese results can be compared with the other stages in thesame supply chain Furthermore by looking at the vital factorthat has the lowest value the performance of the bottleneckoperation for a given stage can be improved and the overallSC visibility can also more easily improve For this this paperproposes a quantificationmethod for the overall supply chainvisibility as follows The supply chain network structure is
configured as in Figure 3 based on the suggested model byLambert et al [39]
Step 1 Define the stages and process units in the supply chain119904mdashstages 119906mdashprocess units
Step 2 Define the major performance indices 119891 and theirparameters 119891mdashfactors
Step 3 Calculate visibility instances by factor for item 119894 atprocess unit 119906 in each stage 119904 V
119904119906119894119891
Step 4 Calculate the item visibility for process unit 119906 in stage119904 V119904119906119894= 119891radicprod119891V119904119906119894119891
Step 5 Calculate the unit visibility by process unit 119906 for eachstage 119904 V
119904119906= sum119894119896119894sdot V119904119906119894 where 119896
119894is weight of sales revenue
for item 119894 0 lt 119896119894le 10 sum
119894119896119894= 1
Step 6 If a process unit has multiple substages or multiplesubprocess units calculate the visibility using geometricmean for their subprocess units
Finally calculate overall visibility Voverall = 119899119904119906
radicprod119904119906V119904119906=
119899119904119906
radicprod119904119906sum119894(119896119894sdot 119891radicprod119891V119904119894119891) where 119899119904119906 is the number of process
units for overall supply chain
Step 1 defines the stages 119904 and process units 119906 in the supplychain as manufacturing inbound and outbound logisticssupply demand and outsourcing process Step 2 definesthe major performance indices 119891 for process visibility ateach stage 119904 and defines the parameters (average standarddeviation and USL or LSL as target) in order to calculate theprocess capability for stage 119904 and the performance index 119891For the major performance indices the examples include theprocess yield manufacturing lead time utilization qualitydelivery lead time and shortage performance In the logisticsprocesses the delivery lead time is the key factor and its targetvalue may be defined by the customer or by the lead timestrategy when considering the competitive advantage Step 3calculates the instance of the visibility of index 119891 for eachitem 119894 for process unit 119906 at stage 119904 V
119904119906119894119891using the parameters
in Step 2 Step 4 calculates the visibility of item 119894 for processunit 119906 at stage 119904 and the results can be compared to thoseof other products Step 5 calculates the process unit visibilityby weighting and summing the item visibility consideringthe sales revenue of the item The unit visibility value canbe compared to other stages in the current supply chainor to other competitors for the similar business processesFinally Step 6 calculates the overall visibility that is poweredin each stagersquos values for all stages of the current supply chainnetworkThis result is thus used to obtain the overall processvisibility for the entire supply chain and it can also be usedfor comparison with competitorrsquos values
42 Example of the Overall Supply Chain Visibility As shownin Figure 4 this paper presents an example that can beused to more easily understand and calculate the overall
Mathematical Problems in Engineering 9
companyTo initialsuppliers
Tier 1 Tier 2Tier 2 FocalDelivery(retailer)
Tier 1Suppliers To consumers
(end-customer)
Stage
Process unit
Units u
Items i
Factors f
Units uItems i
Factors f
Units u
Items i
Factors f Units uItems i
Factors fUnits uItems i
Factors fUnits uItems i
Factors f
Units uItems i
Factors FUnits uItems i
Factors f
Units uItems i
Factors fUnits u
Items i
Factors fUnits u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units uItems i
Factors f
1
u998400
11
1
u998400
1
u998400
1
1
1
1
u998400
1u
21
u
u
u
s1
su
middot middot middot
su visibility for process unit u at stage s
1 2 s
Figure 3 Supply chain network structure for visibility assessment
Supplier Source Production Delivery Customer
s p d
sl = 045 for lead timesq = 060 for quality
pl = 045 for lead timepy = 050 for yieldpu = 055 for utilizationpq = 060 for quality
dl = 045 for lead time
Figure 4 Example of the overall supply chain visibility
visibility index This supply chain is a case that produces anddelivers a single product composed of 3 stages including thesource stage which is the procurement process to purchasematerials from supplier the production stage which consistsof manufacturing to make a product and a delivery stage totransport finished goods to the customer In the example thispaper described only the result from the Vstage for the stagevisibility for convenience by calculating the equation in Step 4of the previous section If the lead time of the delivery stageis of about 885 (119911 = 12) V
119904119897is calculated as min(((12 +
15)6) 1) = 045For the source stage where the visibility instances are
respectively 045 for lead time and 060 for the quality thestage visibility V
119904is 0519 (= radic045 lowast 06) For the production
stage where the visibility instances for the process yield
and the utilization have been added the result V119901is 0525
(= 4
radic045 lowast 05 lowast 055 lowast 06) multiplied by each visibilityinstance In the production stage the stage visibility deteri-orates more than the source stage due to the visibility of theyield and utilization According to this result it can estimatethat the production process may become unstable due tothe yield and utilization For the delivery stage where thevisibility instance is only one factor for the lead time the stagevisibility V
119889becomes simply 045 Finally the overall visibility
Voverall is 050 (= 3
radic0519 lowast 0525 lowast 045) followed by Step 6in the previous equation This Voverall is reduced to 05 by thedelivery stage visibility V
119889 which is lower than that at the
source stage and the production stage It can estimate the SixSigma level to be about 30 (= 05 lowast 6) and the process capa-bility is 15 (= 30 minus 15) with a low grade Hence the overall
10 Mathematical Problems in Engineering
visibility can increase by initiatives to improve the entire sup-ply chain because the visibilities for all stages are at a low level
Since this example considers a single product with itsvisibility indices the performance index that needs to beimproved can be primarily decided through intuition How-ever in a real supply chain it is impossible to easily andintuitively make a judgment because the supply chain is avery complicated system that is composed of multiple prod-ucts multiple stages and multiple suppliers and customersTherefore through a more objective and more quantitativeapproach as the proposed model the SCV can evaluatemore effectively compare it to that of other supply chains orcompetitors and analyze trends
5 Conclusion and Further Research
This paper has proposed a quantitative approach that is morepractical and objective than that of previous studies regardingSCV Most of the extant literature has proposed using aninformation visibility model that focuses on usability share-ability and integrity among partners in a supply chain froman information management perspective These studies havemainly presented quantitative methods based on the datareadiness such as quantity accuracy and freshness withan emphasis on utilizing information technology From aconventional point of view a reactive approach that focuseson information visibility is very important but a proactiveapproach to improve process capability through processimprovements and restructuring is also very important SCVshould not be restricted within transaction-related informa-tion [20] and operational excellence in the supply chaincan secure the ability to operate efficiently and effectivelyas planned for the entire supply chain process In order toacquire operational excellence both reactive and proactiveapproaches are very effective and the outcomes are expressedas various process capabilities
This research proposes that supply chain visibility is alevel where we can predict the viable degree of the supplychain plan and the visibility level can estimate process capa-bility using a 119885 score in Six Sigma This paper also deviseda mathematical model to quantify the SCV and suggests aquantification methodology to evaluate the visibility levelof the overall supply chain The proposed methodologycan facilitate assessing and comparing suppliers customersand competitors This is a practical model that can moreobjectively and empirically quantify SCV
Finally the effects of the performance factors on theprocess visibility were assumed to be equivalent at the samestage of the supply chain However the effects may be dif-ferent from those across the industry or for other companies(industry-specific or company-specific) depending on thecharacteristics It is necessary to verify the suitability of theproposed model for this issue and SCV is also needed toconduct an empirical study of the relationship between thedistinctive visibility and the financial performance There-fore further research is planned in order to expand ourproposed model according to these issues
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] B Enslow Global Supply Chain Benchmark Report IndustryPriorities for Visibility B2B Collaboration Trade Complienceand Risk Management Aberdeen Group 2006
[2] B Heaney Supply Chain Visibility Excellence Mastering Com-plexity and Landed Costs Aberdeen Group 2012
[3] B Heaney The Supply Chain Visibility A Critical Strategy toOptimize Cost and Service Aberdeen Group 2013
[4] Gartner ldquoGartner Announces Rankings of Its 2013 SupplyChain Top 25rdquo 2013
[5] Gartner ldquoGartner Announces Rankings of Its 2014 SupplyChain Top 25rdquo May 2014
[6] H M Yang B S Choi H J Park M S Suh and BChae ldquoSupply chain management six sigma a managementinnovation methodology at the Samsung Grouprdquo Supply ChainManagement vol 12 no 2 pp 88ndash95 2007
[7] C M Holcomb Y S Ponomarov and B K Manrodt ldquoTherelationship of supply chain visibility to firm performancerdquoSupply Chain Forum vol 12 no 2 pp 32ndash45 2011
[8] B D Williams J Roh T Tokar and M Swink ldquoLeveragingsupply chain visibility for responsiveness the moderating roleof internal integrationrdquo Journal of Operations Management vol31 no 7-8 pp 543ndash554 2013
[9] A Musa A Gunasekaran and Y Yusuf ldquoSupply chain productvisibility methods systems and impactsrdquo Expert Systems withApplications vol 41 no 1 pp 176ndash194 2014
[10] M Caridi A Moretto A Perego and A Tumino ldquoThebenefits of supply chain visibility a value assessment modelrdquoInternational Journal of Production Economics vol 151 pp 1ndash192014
[11] V Sadlovdka Beyond Visibility Driving Supply Chain Respon-siveness Aberdeen Group 2008
[12] A N Zhang M Goh and F Meng ldquoConceptual modellingfor supply chain inventory visibilityrdquo International Journal ofProduction Economics vol 133 no 2 pp 578ndash585 2011
[13] M Barratt and A Oke ldquoAntecedents of supply chain visibilityin retail supply chains a resource-based theory perspectiverdquoJournal of Operations Management vol 25 no 6 pp 1217ndash12332007
[14] M Barratt and R Barratt ldquoExploring internal and externalsupply chain linkages evidence from the fieldrdquo Journal ofOperations Management vol 29 no 5 pp 514ndash528 2011
[15] M Goh D R Souza N A Zhang H Wei and P S TanldquoSupply chain visibility a decision making perspectiverdquo inProceedings of the 4th IEEE Conference on Industrial Electronicsand Applications (ICIEA rsquo09) pp 2546ndash2551 Xirsquoan China May2009
[16] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoDo virtuality and complexity affect supply chain visibilityrdquoInternational Journal of Production Economics vol 127 no 2 pp372ndash383 2010
[17] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoMeasuring visibility to improve supply chain performance aquantitative approachrdquoBenchmarking vol 17 no 4 pp 593ndash6152010
Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 3
amount and quality of useful information when compared tothe total information that could be exchanged between nodesin a supply chain The four different types of informationflows that are considered are transactions status informationmaster data and operation plan They tried to quantifythe data with a semiquantitative judgement for quantityfreshness and accuracy using an analytic hierarchical processmethodology based on the experience of supply chain man-agers [10 16ndash18] Zhang et al posited that IV is a capability ofa supply chain actor to have access to or to provide timelyinformation of the inventory involved in the supply chainfromto the relevant supply chain partners to support betterdecision making They suggested two types of capabilitiesto access the information that is available and to provideinformation available in the supply chain They tried toquantify the information using a model for the relationsamong the information items and the supply chain partners[12] In both cases they tried to make a more objectivequantification making use of the information for the SCV
23 Business Performance and Its Measures for Supply ChainVisibility This paper explored current studies relating busi-ness performance to SCV operational excellence and processcapability field to understand the effect of supply chainvisibility and its measures
Regarding SCV Wei et al posited that SCV is animportant factor that enables supply chain reconfigurabilitywhich is an important dynamic capability for supply chainsfrom the point of view of dynamic capabilities and SCVhas a strong influence on supply chain performance throughsupply chain reconfigurability [19ndash21] Caridi et al definedthe level of visibility with data readiness and data usabilityand shareability by obtaining data generated from activity inthe actual supply chain They proposed a value assessmentmethod to improve business performance by using causeand effect mapping linked with activity data in the formof a business key performance index (KPI) [10 16ndash18 22]Li et al addressed the bullwhip effect in a control problemin the context of a supply chain system facing uncertaintyThey used endogenous SC dynamics to build a supplychain state transition model and focused on the effectthat uncertain order placement lead time delays had onreplenishment [23 24] Gaukler et al studied how orderprogress information can be used to improve inventoryreplenishment decisions and numerically evaluated the costsavings of stochastic lead time and demand variability in theorder fulfillment [25] Chew et al investigated the impact ofSCV on inventory management by studying how inventorydecisions and costs are affected by the ability to track orders asthey flow from suppliers to retailers passing through variousintermediary locations They modeled the effect of leadtime through changes in the lead time density distributionfunction [26] Goel showed how in-transit visibility can beused to adjust the transportation plan with respect to theknown state of a transportation system facing variability intransportation times and on-time delivery performance canbe significantly improved by increasing the level of visibility[27] These studies similarly evaluated the cost and delivery
performance corresponding to the change in the lead timeaccording to visibility grade by controlling the delivery route
Regarding operational excellence and process capabilityseveral researchers have studied the effect that delivery leadtime has on business performance Kane proposed capa-bility indices to effectively summarize process informationprocess potential and performance information [28] Tanaiand Guiffrida studied lead time compression and variabilityreduction process capability indices and the Six Sigmaprogram They proposed a delivery performance model interms of both the mean and variance of the delivery timedistribution by considering the delivery window [29] Garget al focused on reducing the variability and synchronizingbusiness process to achieve timely deliveries throughoutthe supply chain and they developed a heuristic approachusing process capability indices to solve supplier selectionproblems [30] Wang and Du proposed a capability indexthat establishes a relationship between customer specificationand the actual process performance by solving the supplierselection problem [31] Guiffrida and Jaber addressed themanagerial and economic impact of improvements in deliv-ery performance by conducting an evaluation with a deliverywindow and they modeled the variance of the delivery timeas a function of the investment in order to reduce the deliveryvariance and the costs associated with an untimely delivery[32] Narahari et al studied a Six Sigma approach to analyze aprocess through which Six Sigma performance is delivered inorder to design synchronized supply chainswith that focus onprocess capability indices [33] Dasgupta suggested a frame-work to effectively measure andmonitor supply chain perfor-mance focused on rolled throughput yield (RTY) anddeliveryperformance using Six Sigma metrics as 119885-value [34]
In summary most studies have used the variation inthe delivery lead time to evaluate the business performanceaccording to the costs that correspond with a timely deliveryIn order to calculate the costs the distribution of the deliverytime has used itself or the process capability using a deliverywindowThe former shows that the improvement in visibilityincreases business performance by enhancing the distribu-tion of the delivery time The latter shows that the deliverytime distribution can be represented by a process capabilityand that business performance can be evaluated by costs aswell as the process capability index
24 Gap in the Extant Researches In this study we reviewedthe definition and quantification methods that were sug-gested in various aspects Most research has the general con-sensus that SCV can have a profound impact on businessesperformance However the manner in which visibility canbe defined and quantified has not yet been fully developedNevertheless researchers have expanded extensive efforts indeveloping the concepts for SCV and have further establishedits importance
However Caridi et alrsquos analysis describes how despite alarge number of articles being published research on the ben-efits of visibility still remainsmainly theoretical and themainperformance indicators that are affected by improvementsin visibility have yet to be identified since most studiesfocus on only one or on a subset of the impacted indicators
4 Mathematical Problems in Engineering
It also describes how most papers are limited in theircapacity to analyze the dyadic relationship between retailersand manufacturers except suppliers to explore the benefitson downstream players and to consider information flowsrelating sales and demand forecasting Caridi et al have alsoevaluated how existingmodels provide an incomplete evalua-tion of the benefits enabled by visibility [10] In additionmostof the extant research is limited to the study of the deliverytime or RTY to evaluate business performance In practicevarious performance factors are managed for a supply chaintomeet business goals as itself or as a component of KPI suchas with lead time yield quality utilization inventory costsand salesThus it is necessary to expand research to considermore factors
3 Quantification Model of Supply ChainVisibility Using Process Capability
In the previous section this paper presented a review ofnumerous studies with various perspectives and definitionsof SCV and the importance and role of SCV were alsoinvestigated Most of the extant research can be classifiedinto two groups The first group proposes SCV for informa-tion management and sharing from IT perspective and aquantified model is suggested according to the quantity ofinformationThe second group proposes SCV from resource-based theory perspective The latter posited that SCV isan outcome of information sharing and that it leads toan improvement in operational performance for SCM Thispaper thus described the concept of SCV from a morepractical point of view and it proposes an extended conceptfrom a perspective of process capability and a more practicaland objective quantification model based on this concept
31 Critical Factors Inhibiting Supply Chain PerformanceThe core value of SCM is to efficiently and effectivelyexploit the key factors over the entire supply chain and thisachieves profit maximization and sustainable growth whichare the most important targets for enterprises To this end aresponsiveness corresponding to variability and uncertaintythroughout the entire supply chain like bullwhip effects andrisks must also be improved Also the deployment of win-win structure based on a true partnership is important inorder to share the supply chain status and performance andto collaborate and cooperate among supply chain membersas suppliers customers subcontractors and logistic serviceproviders To improve responsiveness operational excellencemust be achieved to effectively conduct a supply chain planThis is realized by undertaking process innovation initiativesand process robustness throughout the entire supply chain
Various factors affect the supply chain process andthose are buried and unseen in the process as mentionedin Feigenbaumrsquos ldquohidden plantrdquo Supply chain performancegreatly depends on governing for critical factors as a commoncause or as a special cause of process disability The criticalfactors that inhibit performance in a supply chain can beclassified as planning factor and operational factor Theplanning factors can be divided into a demand factor fromthe downstream direction and a safety factor for internal
processes In addition the operational factors can be dividedinto an endogenous factor and an exogenous factor
With respect to planning factors demand factors aremainly generated by demand processes and this typicallyleads to a bullwhip effect as described in Forresterrsquos IndustrialDynamics [35] and suggested by Lee [36 37] Safety factorsare a result of the level of process maturity represented asprocess performance metrics The level of process maturityaffects the process schedule as a safety buffer that is added tothe planning parameters upstream as a feedback loop in thesystem dynamics The buffer is determined by the plannerrsquosexperience and its effect is also amplified toward the upstreamacross the supply chain If the process is more unstable thebuffer is greater Moreover the planning factors increase theinformation variation upstream
Endogenous factors to a supply chain system are gener-ated by various causes including machine breakdown poormaterials poor process control work accidents and reworkas shown in Figure 1 The results are manifested as long leadtime poor yield poor quality inventory levels with a highvariability and so onThese are quantifiable using their meanand variance as process performance metrics of a supplychain Exogenous factors also include the variations fromupstream processes when the supply chain is executed Thisis combined with an inherent variation in the process byendogenous factors and the process variation is amplified inthe downstream direction during the execution of the supplychain The upstream variation is carried over into the down-stream as a domino effect and the entire process maturity isdegraded to the lowest one across the entire supply chain
This phenomenon is more complex in a typical manufac-turing supply chain composed of multiproduct multieche-lon and multichannel suppliers and customers As a resultof these impediments a discrepancy occurs between plan-ning and execution Since this process is not well executedas planned a vicious cycle of mutual distrust is repeatedbetween organizations that plan and those that execute Thebest remedy to solve these problems is to improve processcapability It is possible through an operational excellencebasically through various innovation initiatives by minimiz-ing the variability due to demand visualizing the behaviorresulting from critical factors mitigating uncertainty andvariability and improving critical factors throughout theentire supply chain In addition an informationmanagementability is required that information on the status of a vitalcause and behavior can be accurately sensed and visualizedusing various technologies and the required information canflow seamlessly from one end to the other end of the supplychain and the usable information can be shared in a timelymanner among the supply chain partners
32 Concept of Supply Chain Visibility Based on ProcessCapability In business operations invisible states occur asfollows a companyrsquos process in a black-box state a statewhere it is not possible to predict the outcome of the processa state without exchange or sharing of information amongstakeholders or partners a state where various interpretationscan be made from a shared meaning a state that variesdepending on people such as managers or executives and
Mathematical Problems in Engineering 5
FGInvInv
Raw
Incoming failure
Late delivery
Early delivery
Late stocking
Excess
Process variation
Information variation
Bullwhip effect
Poor deliverypoor qualitypoor costsand so forth
Poor deliverypoor qualitypoor costsand so forth
Shortage
Scraps
Temperature Humidity Pressure Particle
Poor material
SetupMC trouble
Tool wear
Rework
Miss operation
Deterioration
Figure 1 The critical factors inhibiting supply chain management
a state without information that can be used to evaluate deci-sion making or business performance SCV plays several keyroles in SCM The first role is to provide information on thestatus for key factors that exist across supply chain processessuch as in 5M1E (man machine material method measureand environments) The second is used as the master datafor supply chain planning and operations The third is torepresent the impact of uncertainty and variability due to theimpediment of hidden factors in the business processes Thefourth is to share the current ability level to conduct supplychain operations and decision making with supply chainmembers SCV should present the status and ability level forkey factors in the supply chain as well as a predictable level forviable degree of supply chain plan It is similar to the visibilityto drive an automobile safely to its destination by clearlydiscerning the visible distance at which an object or lightcan be seen In the respect this study proposes the extendedconcept for SCV as the following clauses Differently withinformation visibility focused on information processing it isclassified as ldquoprocess visibilityrdquo that focuses on a perspectiveof operational capabilities This paper suggests that SCV is
(1) visible level which manifests the status and behaviorsof various factors in the supply chain
(2) the ability for sensing and sharing variability in thesupply chain process
(3) the process maturity achieved by improvement initia-tives for the key factors of the supply chain
(4) predictable level for the viable degree of supply chainplan and outcome of processrsquos activity
Most of the previous studies have proposed an informa-tion visibility perspective where SCV depends on informa-tion sensing information sharing and maintaining the qual-ity of information regarding supply chain factors Howeverthis study approaches the visibility of processes in terms ofthe capability of the supply chain to execute the supply chainplan This research proposes that SCV is the degree to whichthe adherence to the supply chain plan can be predicted
SCV indicates the viability to execute the supply chain planaccording to process capability A lower process capabilitymay lead to a higher probability where the business goalscannot be met due to a lack of operational capability toexecute the supply chain plan Even though the processeshave the same lead time it can predict that a process with alower variance is executed with a higher level as planned
Process capability can be improved by reconfiguring andtransforming processes and key factors which have to behighly visible and the processes should be suited to achievingbusiness goals by undertaking innovation initiatives Alsooperations and key factors for the target process should bewell defined and cured for vital causes to achieve a higherprocess capability and robustness SCV is an outcome thathas formed through these initiatives and the processmaturitylevel to realize the status and behavior of the process Whena process owner can predict and control the output of theprocess corresponding to their business strategy then theowner can be said to have a high level of SCV based onoperational excellence Also if the process has a highervisibility the viable degree of the supply chain plan might bemore predictable
33 Quantification Model of Supply Chain Visibility UsingProcess Capability The quantification for SCV is requiredfor various purposes Many researchers have tried to quan-tify an SCV using various models However most studieshave focused on information management viewpoint asan information sensing using a barcode radio frequencyidentification devices and sensors an information sharingbetween partners and an interorganizational system integra-tion and an information visualization using various graphicaltools or dashboards Some research has been attempted toquantify visibility by measuring the quantity and qualityof information that is shared between the supply chainpartners This viewpoint evaluates the visibility according tothe information maturity level rather than the operationalability of the supply chain process However from a processcapability perspective this paper suggests that it is more
6 Mathematical Problems in Engineering
important to have an operational ability of real processesto produce and deliver rather than an information maturitythroughout the supply chain Accordingly this researchdevises a methodology for quantifyingmutually sharable andeasily measureable the operational ability of a process Thispaper thus established that the process visibility metric has tosatisfy the following requisites
(1) Single value with a unique meaning in the supplychain
(2) Common usable value that can assess the SCMrsquos corevalue and be used for benchmarking
(3) Quantifiable value to reveal the operational status andbehaviors of the process
(4) Statistical value that can represent the process capa-bility
(5) Value that reflects the variability from both upstreamand downstream
(6) Predictive value of the outcome for the supply chainplan
Requisite (1) means that the value must be somethingthat all supply chain members can equally understand andrecognize in terms of concept meaning and quantifyingmethod If the degree of understanding for the same elementis different from others the value is not appropriate forSCM Requisite (2) means that the quantified value mustbe commonly useable regardless of the measured time andthe measurers of a mutual comparison and trend controlRequisites (3) and (4) represent how the value must bea thing that can be numerically and statistically measuredregarding the operational status ability and performanceof the process Requisite (5) defines how the value has toreflect the variance that has propagated both upstream anddownstream such as the information and process variationdiscussed in Section 31 Requisite (6) describes what thevalue can do to represent and predict the outcome of theoperation when executing the supply chain plan
To effectively execute a supply chain strategy and planvarious innovation initiatives and activities need to be exe-cuted The results of the activities represent the variousoperation performance factors such as the process lead timeyield quality utilization lateness and shortage for each of thesupply chain processes In the field these are managed as aKPI itself or as a key factorThese are also used as master datafor supply chain planning time series analysis and competi-tive benchmarking However since the mean of performancefactor ismostly used as ameasure the uncertainty variabilityand process capability in the business process are not properlyreflected By these results the predictability of the supplychain plan is limited Hence requisites (5) and (6) are veryimportant conditions that are necessary for this research
Although an individual KPI is used as an index to evaluatethe unit process ability the influence of the changes in theprocessmight be represented as a trade-offwith other indicesFor example if the final quality inspection to improve thequality of the finished goods is strengthened by increasingthe sample size and the total inspection and reinspection
the quality of the final product may have also substantiallyincreased However the overall process lead time and costsmight have excessively increased Also if the batch size toimprove the process lead time is excessively reduced theproductivity might also have greatly deteriorated Whenoperating a process it is difficult to properly evaluate theperformance of the entire business process with some indi-cators From this perspective this paper defines that theentire business performance 119875(sdot) is a result of multiplying theindividual performance indices that is 119875(sdot) = prod
119894119891119894(sdot) (where
119891 is performance factor and 119894 is the number of performancefactors)The idea to calculate the entire business performanceis derived from the formula to calculate a RTY by Graves [38]and Dasguptarsquos framework to evaluate performance using aRTY concept [34] Based on this idea this study has deviseda visibility equation to consider the trade-offs among theperformance factors and to calculate the overall visibility Forthis purpose it needs a composite measure to reflect the keyperformance factors for the entire business process In thesupply chain it is used for various measures to assess processcapability corresponding to business performance The mea-sures are mean median mode variance standard-deviationrange covariance and so on In statistical process control it isused with 119862
119901in (1) for the short-term process capability and
with 119862119901119896
in (2) to consider the biased process mean indicesfor the lower specification limit (LSL) and upper specificationlimit (USL) Also 119885bench in (3) is used to evaluate theprocess capability at Sigma level with a 119885 score in Six SigmamethodologyThe short-term process capability119885st which isreferred to as the Sigma level (=119885bench + 15) shifted by 15120590
119862119901=(USL minus LSL)
6120590 (1)
119862119901119896= min((119909 minus LSL)
3120590(USL minus 119909)3120590
) (2)
119885bench = min((119909 minus LSL)120590
(USL minus 119909)
120590) (3)
The Six Sigma approach is one of the most widely knownbest practices Six Sigma metrics have the primary advantageof being able to compute the performance of any processon the same scale and benchmark it against world-classperformance [31] To this end the process capability indicesthat utilize statistical process control are the best measure onthe purpose of this research Furthermore we determinedfor 119885 score in Six Sigma to be the most effective for thisresearch in several process capability indices because a supplychain is configured with various types of processes such asmanufacturing ordering procuring and delivering processand Six Sigma methodology has already been verified for alltypes of business processes Thus this research has devised amathematical model to quantify the process visibility using119885score as a process capability 119885
120572value is defined in (5) where
119891(119909) denotes the pdf of the standard normal distributionWe defined the visibility index of a process 119894 (V
119894) by using
Mathematical Problems in Engineering 7
Table 1 Example of process visibility for lead time
Process 119909 (day) 120590 (day) LSL (day) USL (day) 119862119901119896
119885bench 119885st VA 60 05 mdash 70 067 20 350 058B 60 033 mdash 70 100 30 450 075C 50 05 mdash 70 133 40 550 092D 50 05 mdash 60 067 20 350 058
the process capability (119885bench) in Six Sigma methodology asfollows
V119894= min(
(119885bench + 15)
6 1)
where 0 le V119894le 10
(4)
int
119911120572
minusinfin
119891 (119909) 119889119909 = 120572 (5)
In this paper we propose a visibility index for a businessprocess by using the process capability as defined in (4)which measures the operational capability of a process withits mean and variance in traditional quality control theoryThe rationale is as follows if the process capability is largerfor a particular process then the process is more likely tobe stable with a smaller variation and the outcome of theprocess ismore likely to be excellent On the other hand if theprocess capability is smaller then the process is out of controlwith greater variation because some vital cause factors are notsensed and not cured which will make it difficult to predictthe outcome of the business process with accuracy
This method can evaluate the internal ability controlthe responsiveness for customer requirement and bench-mark competitors using the specification limits To considermultiple performance factors in the supply chain we haveconfigured visibility indices that are bounded by a real valuebetween zero and one as in (4) Under these conditionsthe visibility indices can be manipulated with mathematicaloperations such as multiplication and division In the indi-vidual echelon of a supply chain the process capability isa multiplexed outcome of various performance factors andit tends to deteriorate according to the weakest factor Thismodel can thus be used to quantify the SCVmore objectivelyand more empirically than with existing visibility models
34 Numerical Example Table 1 shows the process visibilityvalue V that was calculated by using the mean (119909) standarddeviation (120590) and specification limits (LSL USL) Process Ahas 6 days for the mean 05 days for the standard deviationand 70 days for USL while LSL is not restricted For examplethe values can be as follows 119862
119901119896is 067 [= (7 minus 6)(3 lowast 05)]
119885bench is 20 [= (70 minus 60)05 or 3 lowast 067] 119885st is 35 (=20+15) and the visibility V is 058 [= min(356 1)] ProcessB changes the standard deviation from 05 to 033 days andthe other conditions are the same with process A Accordingto the difference of 120590 process capability is much larger thanprocess A Process C is different from the mean of A andaccording to the difference in 119909 the visibility for C (092) isthe largest when compared to processes A (058) and B (075)
Table 2 Values for the variation by variable
Change () 119883 ΔV 120590 ΔV USL ΔVminus50 10000 00000 09167 01111 02500 00000minus40 10000 00167 08056 00794 02500 00000minus30 09833 01333 07262 00595 02500 00000minus20 08500 01333 06667 00463 02500 01667minus10 07167 01333 06204 00370 04167 016670 05833 01333 05833 00303 05833 0166710 04500 01333 05530 00253 07500 0166720 03167 00667 05278 00214 09167 0083330 02500 00000 05064 00183 10000 0000040 02500 00000 04881 00159 10000 0000050 02500 00000 04722 00159 10000 00000
This shows that the improvement in the mean is more valu-able than the improvement in the variance under the samespecification limit In addition if the specification limit forUSL is tighter to 60 days as follows from process D the pro-cess visibility drastically deteriorates to 058 Even though thecurrent visibility is larger due to the good process capability itloses the competitive advantage if the customer requirementsor the competitorrsquos capability is beyondwhat is achieved at thecurrent levelTherefore continuous improvement is requiredto maintain a sustainable competitive advantage
35 Sensitivity Analysis The proposed visibility model usesthe mean standard deviation and specification limits to cal-culate the visibility level for the various performance indicesThe specification limits may be the customerrsquos requirementsor the firmrsquos strategic target value for sustainable competitiveadvantage The mean and standard deviation are the out-comes of the process by executing the supply chain planThissection thus examines the suitability of the proposed visibilitymodel according to the sensitivity analysis
In general there are various performance factors in thesupply chain but this research has selected the deliverylead time that is the most representative performance indexused to evaluate OTD To conduct a sensitivity analysis it isrewritten to V = min((USL minus 119909)(6120590) + (14) 1) in formula(4) It is assumed that the process for119885bench is 20 withOTD=977 and the change of V is analyzed for each input variablethat increases with a rate of 10 To do that the base point(119909 120590USL) is set to be equal to (80 10 10) Table 2 showsthe output variable V changing from the min to the max valuein increments of 10 of its value for the input parametersFigure 2 shows the results in a spider plot For the mean Vis the inverse correlated to the mean and decreases by 01333
8 Mathematical Problems in Engineering
0 10 20 30 40 50()
(0 05833)
minus50 minus40 minus30 minus20 minus10
x120590
USL
0001020304050607080910
Figure 2 Spider plot for sensitivity analysis
in 10 increments of the mean (ΔV = 01333 at plusmn10) ForUSL V is the positive correlated to USL and decreases by01667 with a decrease of 10 of USLThis means that USL ismore sensitive than the mean For the standard deviation 120590 Vdecreases slightly changing into a concave shape to the rightfrom the left The results indicate that if the mean of the leadtime is reduced the visibility V becomes greater However ifthe USL is tighter to decrease according to customer require-ments or the competency strategy the visibility V greatlydecreases in proportion Prior to the changes in the USL dueto customer requirements or competitorrsquos competitiveness forlead time it is necessary to improve the process capabilityin order to secure a competitive advantage This result of thesensitivity analysis allows for the proposed model to be wellalignedwith the corresponding changes in the input variablesto sufficiently reflect the process capability to respond to thecompanyrsquos process changes
4 Assessment of OverallSupply Chain Visibility
41 Quantification Model for the Overall Supply Chain Visibil-ity In Section 33 this paper proposed a quantifyingmethodusing a119885 score in Six Sigma to calculate the process capabilityby measuring the mean and the standard deviation of aprocess for the individual performance indices The methodthat is used to calculate the individual index allows thevisibility to be quantified by unit processes in each stageof the supply chain This can also be expanded to calculatethe overall visibility for the entire supply chain Thereforethese results can be compared with the other stages in thesame supply chain Furthermore by looking at the vital factorthat has the lowest value the performance of the bottleneckoperation for a given stage can be improved and the overallSC visibility can also more easily improve For this this paperproposes a quantificationmethod for the overall supply chainvisibility as follows The supply chain network structure is
configured as in Figure 3 based on the suggested model byLambert et al [39]
Step 1 Define the stages and process units in the supply chain119904mdashstages 119906mdashprocess units
Step 2 Define the major performance indices 119891 and theirparameters 119891mdashfactors
Step 3 Calculate visibility instances by factor for item 119894 atprocess unit 119906 in each stage 119904 V
119904119906119894119891
Step 4 Calculate the item visibility for process unit 119906 in stage119904 V119904119906119894= 119891radicprod119891V119904119906119894119891
Step 5 Calculate the unit visibility by process unit 119906 for eachstage 119904 V
119904119906= sum119894119896119894sdot V119904119906119894 where 119896
119894is weight of sales revenue
for item 119894 0 lt 119896119894le 10 sum
119894119896119894= 1
Step 6 If a process unit has multiple substages or multiplesubprocess units calculate the visibility using geometricmean for their subprocess units
Finally calculate overall visibility Voverall = 119899119904119906
radicprod119904119906V119904119906=
119899119904119906
radicprod119904119906sum119894(119896119894sdot 119891radicprod119891V119904119894119891) where 119899119904119906 is the number of process
units for overall supply chain
Step 1 defines the stages 119904 and process units 119906 in the supplychain as manufacturing inbound and outbound logisticssupply demand and outsourcing process Step 2 definesthe major performance indices 119891 for process visibility ateach stage 119904 and defines the parameters (average standarddeviation and USL or LSL as target) in order to calculate theprocess capability for stage 119904 and the performance index 119891For the major performance indices the examples include theprocess yield manufacturing lead time utilization qualitydelivery lead time and shortage performance In the logisticsprocesses the delivery lead time is the key factor and its targetvalue may be defined by the customer or by the lead timestrategy when considering the competitive advantage Step 3calculates the instance of the visibility of index 119891 for eachitem 119894 for process unit 119906 at stage 119904 V
119904119906119894119891using the parameters
in Step 2 Step 4 calculates the visibility of item 119894 for processunit 119906 at stage 119904 and the results can be compared to thoseof other products Step 5 calculates the process unit visibilityby weighting and summing the item visibility consideringthe sales revenue of the item The unit visibility value canbe compared to other stages in the current supply chainor to other competitors for the similar business processesFinally Step 6 calculates the overall visibility that is poweredin each stagersquos values for all stages of the current supply chainnetworkThis result is thus used to obtain the overall processvisibility for the entire supply chain and it can also be usedfor comparison with competitorrsquos values
42 Example of the Overall Supply Chain Visibility As shownin Figure 4 this paper presents an example that can beused to more easily understand and calculate the overall
Mathematical Problems in Engineering 9
companyTo initialsuppliers
Tier 1 Tier 2Tier 2 FocalDelivery(retailer)
Tier 1Suppliers To consumers
(end-customer)
Stage
Process unit
Units u
Items i
Factors f
Units uItems i
Factors f
Units u
Items i
Factors f Units uItems i
Factors fUnits uItems i
Factors fUnits uItems i
Factors f
Units uItems i
Factors FUnits uItems i
Factors f
Units uItems i
Factors fUnits u
Items i
Factors fUnits u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units uItems i
Factors f
1
u998400
11
1
u998400
1
u998400
1
1
1
1
u998400
1u
21
u
u
u
s1
su
middot middot middot
su visibility for process unit u at stage s
1 2 s
Figure 3 Supply chain network structure for visibility assessment
Supplier Source Production Delivery Customer
s p d
sl = 045 for lead timesq = 060 for quality
pl = 045 for lead timepy = 050 for yieldpu = 055 for utilizationpq = 060 for quality
dl = 045 for lead time
Figure 4 Example of the overall supply chain visibility
visibility index This supply chain is a case that produces anddelivers a single product composed of 3 stages including thesource stage which is the procurement process to purchasematerials from supplier the production stage which consistsof manufacturing to make a product and a delivery stage totransport finished goods to the customer In the example thispaper described only the result from the Vstage for the stagevisibility for convenience by calculating the equation in Step 4of the previous section If the lead time of the delivery stageis of about 885 (119911 = 12) V
119904119897is calculated as min(((12 +
15)6) 1) = 045For the source stage where the visibility instances are
respectively 045 for lead time and 060 for the quality thestage visibility V
119904is 0519 (= radic045 lowast 06) For the production
stage where the visibility instances for the process yield
and the utilization have been added the result V119901is 0525
(= 4
radic045 lowast 05 lowast 055 lowast 06) multiplied by each visibilityinstance In the production stage the stage visibility deteri-orates more than the source stage due to the visibility of theyield and utilization According to this result it can estimatethat the production process may become unstable due tothe yield and utilization For the delivery stage where thevisibility instance is only one factor for the lead time the stagevisibility V
119889becomes simply 045 Finally the overall visibility
Voverall is 050 (= 3
radic0519 lowast 0525 lowast 045) followed by Step 6in the previous equation This Voverall is reduced to 05 by thedelivery stage visibility V
119889 which is lower than that at the
source stage and the production stage It can estimate the SixSigma level to be about 30 (= 05 lowast 6) and the process capa-bility is 15 (= 30 minus 15) with a low grade Hence the overall
10 Mathematical Problems in Engineering
visibility can increase by initiatives to improve the entire sup-ply chain because the visibilities for all stages are at a low level
Since this example considers a single product with itsvisibility indices the performance index that needs to beimproved can be primarily decided through intuition How-ever in a real supply chain it is impossible to easily andintuitively make a judgment because the supply chain is avery complicated system that is composed of multiple prod-ucts multiple stages and multiple suppliers and customersTherefore through a more objective and more quantitativeapproach as the proposed model the SCV can evaluatemore effectively compare it to that of other supply chains orcompetitors and analyze trends
5 Conclusion and Further Research
This paper has proposed a quantitative approach that is morepractical and objective than that of previous studies regardingSCV Most of the extant literature has proposed using aninformation visibility model that focuses on usability share-ability and integrity among partners in a supply chain froman information management perspective These studies havemainly presented quantitative methods based on the datareadiness such as quantity accuracy and freshness withan emphasis on utilizing information technology From aconventional point of view a reactive approach that focuseson information visibility is very important but a proactiveapproach to improve process capability through processimprovements and restructuring is also very important SCVshould not be restricted within transaction-related informa-tion [20] and operational excellence in the supply chaincan secure the ability to operate efficiently and effectivelyas planned for the entire supply chain process In order toacquire operational excellence both reactive and proactiveapproaches are very effective and the outcomes are expressedas various process capabilities
This research proposes that supply chain visibility is alevel where we can predict the viable degree of the supplychain plan and the visibility level can estimate process capa-bility using a 119885 score in Six Sigma This paper also deviseda mathematical model to quantify the SCV and suggests aquantification methodology to evaluate the visibility levelof the overall supply chain The proposed methodologycan facilitate assessing and comparing suppliers customersand competitors This is a practical model that can moreobjectively and empirically quantify SCV
Finally the effects of the performance factors on theprocess visibility were assumed to be equivalent at the samestage of the supply chain However the effects may be dif-ferent from those across the industry or for other companies(industry-specific or company-specific) depending on thecharacteristics It is necessary to verify the suitability of theproposed model for this issue and SCV is also needed toconduct an empirical study of the relationship between thedistinctive visibility and the financial performance There-fore further research is planned in order to expand ourproposed model according to these issues
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] B Enslow Global Supply Chain Benchmark Report IndustryPriorities for Visibility B2B Collaboration Trade Complienceand Risk Management Aberdeen Group 2006
[2] B Heaney Supply Chain Visibility Excellence Mastering Com-plexity and Landed Costs Aberdeen Group 2012
[3] B Heaney The Supply Chain Visibility A Critical Strategy toOptimize Cost and Service Aberdeen Group 2013
[4] Gartner ldquoGartner Announces Rankings of Its 2013 SupplyChain Top 25rdquo 2013
[5] Gartner ldquoGartner Announces Rankings of Its 2014 SupplyChain Top 25rdquo May 2014
[6] H M Yang B S Choi H J Park M S Suh and BChae ldquoSupply chain management six sigma a managementinnovation methodology at the Samsung Grouprdquo Supply ChainManagement vol 12 no 2 pp 88ndash95 2007
[7] C M Holcomb Y S Ponomarov and B K Manrodt ldquoTherelationship of supply chain visibility to firm performancerdquoSupply Chain Forum vol 12 no 2 pp 32ndash45 2011
[8] B D Williams J Roh T Tokar and M Swink ldquoLeveragingsupply chain visibility for responsiveness the moderating roleof internal integrationrdquo Journal of Operations Management vol31 no 7-8 pp 543ndash554 2013
[9] A Musa A Gunasekaran and Y Yusuf ldquoSupply chain productvisibility methods systems and impactsrdquo Expert Systems withApplications vol 41 no 1 pp 176ndash194 2014
[10] M Caridi A Moretto A Perego and A Tumino ldquoThebenefits of supply chain visibility a value assessment modelrdquoInternational Journal of Production Economics vol 151 pp 1ndash192014
[11] V Sadlovdka Beyond Visibility Driving Supply Chain Respon-siveness Aberdeen Group 2008
[12] A N Zhang M Goh and F Meng ldquoConceptual modellingfor supply chain inventory visibilityrdquo International Journal ofProduction Economics vol 133 no 2 pp 578ndash585 2011
[13] M Barratt and A Oke ldquoAntecedents of supply chain visibilityin retail supply chains a resource-based theory perspectiverdquoJournal of Operations Management vol 25 no 6 pp 1217ndash12332007
[14] M Barratt and R Barratt ldquoExploring internal and externalsupply chain linkages evidence from the fieldrdquo Journal ofOperations Management vol 29 no 5 pp 514ndash528 2011
[15] M Goh D R Souza N A Zhang H Wei and P S TanldquoSupply chain visibility a decision making perspectiverdquo inProceedings of the 4th IEEE Conference on Industrial Electronicsand Applications (ICIEA rsquo09) pp 2546ndash2551 Xirsquoan China May2009
[16] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoDo virtuality and complexity affect supply chain visibilityrdquoInternational Journal of Production Economics vol 127 no 2 pp372ndash383 2010
[17] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoMeasuring visibility to improve supply chain performance aquantitative approachrdquoBenchmarking vol 17 no 4 pp 593ndash6152010
Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

4 Mathematical Problems in Engineering
It also describes how most papers are limited in theircapacity to analyze the dyadic relationship between retailersand manufacturers except suppliers to explore the benefitson downstream players and to consider information flowsrelating sales and demand forecasting Caridi et al have alsoevaluated how existingmodels provide an incomplete evalua-tion of the benefits enabled by visibility [10] In additionmostof the extant research is limited to the study of the deliverytime or RTY to evaluate business performance In practicevarious performance factors are managed for a supply chaintomeet business goals as itself or as a component of KPI suchas with lead time yield quality utilization inventory costsand salesThus it is necessary to expand research to considermore factors
3 Quantification Model of Supply ChainVisibility Using Process Capability
In the previous section this paper presented a review ofnumerous studies with various perspectives and definitionsof SCV and the importance and role of SCV were alsoinvestigated Most of the extant research can be classifiedinto two groups The first group proposes SCV for informa-tion management and sharing from IT perspective and aquantified model is suggested according to the quantity ofinformationThe second group proposes SCV from resource-based theory perspective The latter posited that SCV isan outcome of information sharing and that it leads toan improvement in operational performance for SCM Thispaper thus described the concept of SCV from a morepractical point of view and it proposes an extended conceptfrom a perspective of process capability and a more practicaland objective quantification model based on this concept
31 Critical Factors Inhibiting Supply Chain PerformanceThe core value of SCM is to efficiently and effectivelyexploit the key factors over the entire supply chain and thisachieves profit maximization and sustainable growth whichare the most important targets for enterprises To this end aresponsiveness corresponding to variability and uncertaintythroughout the entire supply chain like bullwhip effects andrisks must also be improved Also the deployment of win-win structure based on a true partnership is important inorder to share the supply chain status and performance andto collaborate and cooperate among supply chain membersas suppliers customers subcontractors and logistic serviceproviders To improve responsiveness operational excellencemust be achieved to effectively conduct a supply chain planThis is realized by undertaking process innovation initiativesand process robustness throughout the entire supply chain
Various factors affect the supply chain process andthose are buried and unseen in the process as mentionedin Feigenbaumrsquos ldquohidden plantrdquo Supply chain performancegreatly depends on governing for critical factors as a commoncause or as a special cause of process disability The criticalfactors that inhibit performance in a supply chain can beclassified as planning factor and operational factor Theplanning factors can be divided into a demand factor fromthe downstream direction and a safety factor for internal
processes In addition the operational factors can be dividedinto an endogenous factor and an exogenous factor
With respect to planning factors demand factors aremainly generated by demand processes and this typicallyleads to a bullwhip effect as described in Forresterrsquos IndustrialDynamics [35] and suggested by Lee [36 37] Safety factorsare a result of the level of process maturity represented asprocess performance metrics The level of process maturityaffects the process schedule as a safety buffer that is added tothe planning parameters upstream as a feedback loop in thesystem dynamics The buffer is determined by the plannerrsquosexperience and its effect is also amplified toward the upstreamacross the supply chain If the process is more unstable thebuffer is greater Moreover the planning factors increase theinformation variation upstream
Endogenous factors to a supply chain system are gener-ated by various causes including machine breakdown poormaterials poor process control work accidents and reworkas shown in Figure 1 The results are manifested as long leadtime poor yield poor quality inventory levels with a highvariability and so onThese are quantifiable using their meanand variance as process performance metrics of a supplychain Exogenous factors also include the variations fromupstream processes when the supply chain is executed Thisis combined with an inherent variation in the process byendogenous factors and the process variation is amplified inthe downstream direction during the execution of the supplychain The upstream variation is carried over into the down-stream as a domino effect and the entire process maturity isdegraded to the lowest one across the entire supply chain
This phenomenon is more complex in a typical manufac-turing supply chain composed of multiproduct multieche-lon and multichannel suppliers and customers As a resultof these impediments a discrepancy occurs between plan-ning and execution Since this process is not well executedas planned a vicious cycle of mutual distrust is repeatedbetween organizations that plan and those that execute Thebest remedy to solve these problems is to improve processcapability It is possible through an operational excellencebasically through various innovation initiatives by minimiz-ing the variability due to demand visualizing the behaviorresulting from critical factors mitigating uncertainty andvariability and improving critical factors throughout theentire supply chain In addition an informationmanagementability is required that information on the status of a vitalcause and behavior can be accurately sensed and visualizedusing various technologies and the required information canflow seamlessly from one end to the other end of the supplychain and the usable information can be shared in a timelymanner among the supply chain partners
32 Concept of Supply Chain Visibility Based on ProcessCapability In business operations invisible states occur asfollows a companyrsquos process in a black-box state a statewhere it is not possible to predict the outcome of the processa state without exchange or sharing of information amongstakeholders or partners a state where various interpretationscan be made from a shared meaning a state that variesdepending on people such as managers or executives and
Mathematical Problems in Engineering 5
FGInvInv
Raw
Incoming failure
Late delivery
Early delivery
Late stocking
Excess
Process variation
Information variation
Bullwhip effect
Poor deliverypoor qualitypoor costsand so forth
Poor deliverypoor qualitypoor costsand so forth
Shortage
Scraps
Temperature Humidity Pressure Particle
Poor material
SetupMC trouble
Tool wear
Rework
Miss operation
Deterioration
Figure 1 The critical factors inhibiting supply chain management
a state without information that can be used to evaluate deci-sion making or business performance SCV plays several keyroles in SCM The first role is to provide information on thestatus for key factors that exist across supply chain processessuch as in 5M1E (man machine material method measureand environments) The second is used as the master datafor supply chain planning and operations The third is torepresent the impact of uncertainty and variability due to theimpediment of hidden factors in the business processes Thefourth is to share the current ability level to conduct supplychain operations and decision making with supply chainmembers SCV should present the status and ability level forkey factors in the supply chain as well as a predictable level forviable degree of supply chain plan It is similar to the visibilityto drive an automobile safely to its destination by clearlydiscerning the visible distance at which an object or lightcan be seen In the respect this study proposes the extendedconcept for SCV as the following clauses Differently withinformation visibility focused on information processing it isclassified as ldquoprocess visibilityrdquo that focuses on a perspectiveof operational capabilities This paper suggests that SCV is
(1) visible level which manifests the status and behaviorsof various factors in the supply chain
(2) the ability for sensing and sharing variability in thesupply chain process
(3) the process maturity achieved by improvement initia-tives for the key factors of the supply chain
(4) predictable level for the viable degree of supply chainplan and outcome of processrsquos activity
Most of the previous studies have proposed an informa-tion visibility perspective where SCV depends on informa-tion sensing information sharing and maintaining the qual-ity of information regarding supply chain factors Howeverthis study approaches the visibility of processes in terms ofthe capability of the supply chain to execute the supply chainplan This research proposes that SCV is the degree to whichthe adherence to the supply chain plan can be predicted
SCV indicates the viability to execute the supply chain planaccording to process capability A lower process capabilitymay lead to a higher probability where the business goalscannot be met due to a lack of operational capability toexecute the supply chain plan Even though the processeshave the same lead time it can predict that a process with alower variance is executed with a higher level as planned
Process capability can be improved by reconfiguring andtransforming processes and key factors which have to behighly visible and the processes should be suited to achievingbusiness goals by undertaking innovation initiatives Alsooperations and key factors for the target process should bewell defined and cured for vital causes to achieve a higherprocess capability and robustness SCV is an outcome thathas formed through these initiatives and the processmaturitylevel to realize the status and behavior of the process Whena process owner can predict and control the output of theprocess corresponding to their business strategy then theowner can be said to have a high level of SCV based onoperational excellence Also if the process has a highervisibility the viable degree of the supply chain plan might bemore predictable
33 Quantification Model of Supply Chain Visibility UsingProcess Capability The quantification for SCV is requiredfor various purposes Many researchers have tried to quan-tify an SCV using various models However most studieshave focused on information management viewpoint asan information sensing using a barcode radio frequencyidentification devices and sensors an information sharingbetween partners and an interorganizational system integra-tion and an information visualization using various graphicaltools or dashboards Some research has been attempted toquantify visibility by measuring the quantity and qualityof information that is shared between the supply chainpartners This viewpoint evaluates the visibility according tothe information maturity level rather than the operationalability of the supply chain process However from a processcapability perspective this paper suggests that it is more
6 Mathematical Problems in Engineering
important to have an operational ability of real processesto produce and deliver rather than an information maturitythroughout the supply chain Accordingly this researchdevises a methodology for quantifyingmutually sharable andeasily measureable the operational ability of a process Thispaper thus established that the process visibility metric has tosatisfy the following requisites
(1) Single value with a unique meaning in the supplychain
(2) Common usable value that can assess the SCMrsquos corevalue and be used for benchmarking
(3) Quantifiable value to reveal the operational status andbehaviors of the process
(4) Statistical value that can represent the process capa-bility
(5) Value that reflects the variability from both upstreamand downstream
(6) Predictive value of the outcome for the supply chainplan
Requisite (1) means that the value must be somethingthat all supply chain members can equally understand andrecognize in terms of concept meaning and quantifyingmethod If the degree of understanding for the same elementis different from others the value is not appropriate forSCM Requisite (2) means that the quantified value mustbe commonly useable regardless of the measured time andthe measurers of a mutual comparison and trend controlRequisites (3) and (4) represent how the value must bea thing that can be numerically and statistically measuredregarding the operational status ability and performanceof the process Requisite (5) defines how the value has toreflect the variance that has propagated both upstream anddownstream such as the information and process variationdiscussed in Section 31 Requisite (6) describes what thevalue can do to represent and predict the outcome of theoperation when executing the supply chain plan
To effectively execute a supply chain strategy and planvarious innovation initiatives and activities need to be exe-cuted The results of the activities represent the variousoperation performance factors such as the process lead timeyield quality utilization lateness and shortage for each of thesupply chain processes In the field these are managed as aKPI itself or as a key factorThese are also used as master datafor supply chain planning time series analysis and competi-tive benchmarking However since the mean of performancefactor ismostly used as ameasure the uncertainty variabilityand process capability in the business process are not properlyreflected By these results the predictability of the supplychain plan is limited Hence requisites (5) and (6) are veryimportant conditions that are necessary for this research
Although an individual KPI is used as an index to evaluatethe unit process ability the influence of the changes in theprocessmight be represented as a trade-offwith other indicesFor example if the final quality inspection to improve thequality of the finished goods is strengthened by increasingthe sample size and the total inspection and reinspection
the quality of the final product may have also substantiallyincreased However the overall process lead time and costsmight have excessively increased Also if the batch size toimprove the process lead time is excessively reduced theproductivity might also have greatly deteriorated Whenoperating a process it is difficult to properly evaluate theperformance of the entire business process with some indi-cators From this perspective this paper defines that theentire business performance 119875(sdot) is a result of multiplying theindividual performance indices that is 119875(sdot) = prod
119894119891119894(sdot) (where
119891 is performance factor and 119894 is the number of performancefactors)The idea to calculate the entire business performanceis derived from the formula to calculate a RTY by Graves [38]and Dasguptarsquos framework to evaluate performance using aRTY concept [34] Based on this idea this study has deviseda visibility equation to consider the trade-offs among theperformance factors and to calculate the overall visibility Forthis purpose it needs a composite measure to reflect the keyperformance factors for the entire business process In thesupply chain it is used for various measures to assess processcapability corresponding to business performance The mea-sures are mean median mode variance standard-deviationrange covariance and so on In statistical process control it isused with 119862
119901in (1) for the short-term process capability and
with 119862119901119896
in (2) to consider the biased process mean indicesfor the lower specification limit (LSL) and upper specificationlimit (USL) Also 119885bench in (3) is used to evaluate theprocess capability at Sigma level with a 119885 score in Six SigmamethodologyThe short-term process capability119885st which isreferred to as the Sigma level (=119885bench + 15) shifted by 15120590
119862119901=(USL minus LSL)
6120590 (1)
119862119901119896= min((119909 minus LSL)
3120590(USL minus 119909)3120590
) (2)
119885bench = min((119909 minus LSL)120590
(USL minus 119909)
120590) (3)
The Six Sigma approach is one of the most widely knownbest practices Six Sigma metrics have the primary advantageof being able to compute the performance of any processon the same scale and benchmark it against world-classperformance [31] To this end the process capability indicesthat utilize statistical process control are the best measure onthe purpose of this research Furthermore we determinedfor 119885 score in Six Sigma to be the most effective for thisresearch in several process capability indices because a supplychain is configured with various types of processes such asmanufacturing ordering procuring and delivering processand Six Sigma methodology has already been verified for alltypes of business processes Thus this research has devised amathematical model to quantify the process visibility using119885score as a process capability 119885
120572value is defined in (5) where
119891(119909) denotes the pdf of the standard normal distributionWe defined the visibility index of a process 119894 (V
119894) by using
Mathematical Problems in Engineering 7
Table 1 Example of process visibility for lead time
Process 119909 (day) 120590 (day) LSL (day) USL (day) 119862119901119896
119885bench 119885st VA 60 05 mdash 70 067 20 350 058B 60 033 mdash 70 100 30 450 075C 50 05 mdash 70 133 40 550 092D 50 05 mdash 60 067 20 350 058
the process capability (119885bench) in Six Sigma methodology asfollows
V119894= min(
(119885bench + 15)
6 1)
where 0 le V119894le 10
(4)
int
119911120572
minusinfin
119891 (119909) 119889119909 = 120572 (5)
In this paper we propose a visibility index for a businessprocess by using the process capability as defined in (4)which measures the operational capability of a process withits mean and variance in traditional quality control theoryThe rationale is as follows if the process capability is largerfor a particular process then the process is more likely tobe stable with a smaller variation and the outcome of theprocess ismore likely to be excellent On the other hand if theprocess capability is smaller then the process is out of controlwith greater variation because some vital cause factors are notsensed and not cured which will make it difficult to predictthe outcome of the business process with accuracy
This method can evaluate the internal ability controlthe responsiveness for customer requirement and bench-mark competitors using the specification limits To considermultiple performance factors in the supply chain we haveconfigured visibility indices that are bounded by a real valuebetween zero and one as in (4) Under these conditionsthe visibility indices can be manipulated with mathematicaloperations such as multiplication and division In the indi-vidual echelon of a supply chain the process capability isa multiplexed outcome of various performance factors andit tends to deteriorate according to the weakest factor Thismodel can thus be used to quantify the SCVmore objectivelyand more empirically than with existing visibility models
34 Numerical Example Table 1 shows the process visibilityvalue V that was calculated by using the mean (119909) standarddeviation (120590) and specification limits (LSL USL) Process Ahas 6 days for the mean 05 days for the standard deviationand 70 days for USL while LSL is not restricted For examplethe values can be as follows 119862
119901119896is 067 [= (7 minus 6)(3 lowast 05)]
119885bench is 20 [= (70 minus 60)05 or 3 lowast 067] 119885st is 35 (=20+15) and the visibility V is 058 [= min(356 1)] ProcessB changes the standard deviation from 05 to 033 days andthe other conditions are the same with process A Accordingto the difference of 120590 process capability is much larger thanprocess A Process C is different from the mean of A andaccording to the difference in 119909 the visibility for C (092) isthe largest when compared to processes A (058) and B (075)
Table 2 Values for the variation by variable
Change () 119883 ΔV 120590 ΔV USL ΔVminus50 10000 00000 09167 01111 02500 00000minus40 10000 00167 08056 00794 02500 00000minus30 09833 01333 07262 00595 02500 00000minus20 08500 01333 06667 00463 02500 01667minus10 07167 01333 06204 00370 04167 016670 05833 01333 05833 00303 05833 0166710 04500 01333 05530 00253 07500 0166720 03167 00667 05278 00214 09167 0083330 02500 00000 05064 00183 10000 0000040 02500 00000 04881 00159 10000 0000050 02500 00000 04722 00159 10000 00000
This shows that the improvement in the mean is more valu-able than the improvement in the variance under the samespecification limit In addition if the specification limit forUSL is tighter to 60 days as follows from process D the pro-cess visibility drastically deteriorates to 058 Even though thecurrent visibility is larger due to the good process capability itloses the competitive advantage if the customer requirementsor the competitorrsquos capability is beyondwhat is achieved at thecurrent levelTherefore continuous improvement is requiredto maintain a sustainable competitive advantage
35 Sensitivity Analysis The proposed visibility model usesthe mean standard deviation and specification limits to cal-culate the visibility level for the various performance indicesThe specification limits may be the customerrsquos requirementsor the firmrsquos strategic target value for sustainable competitiveadvantage The mean and standard deviation are the out-comes of the process by executing the supply chain planThissection thus examines the suitability of the proposed visibilitymodel according to the sensitivity analysis
In general there are various performance factors in thesupply chain but this research has selected the deliverylead time that is the most representative performance indexused to evaluate OTD To conduct a sensitivity analysis it isrewritten to V = min((USL minus 119909)(6120590) + (14) 1) in formula(4) It is assumed that the process for119885bench is 20 withOTD=977 and the change of V is analyzed for each input variablethat increases with a rate of 10 To do that the base point(119909 120590USL) is set to be equal to (80 10 10) Table 2 showsthe output variable V changing from the min to the max valuein increments of 10 of its value for the input parametersFigure 2 shows the results in a spider plot For the mean Vis the inverse correlated to the mean and decreases by 01333
8 Mathematical Problems in Engineering
0 10 20 30 40 50()
(0 05833)
minus50 minus40 minus30 minus20 minus10
x120590
USL
0001020304050607080910
Figure 2 Spider plot for sensitivity analysis
in 10 increments of the mean (ΔV = 01333 at plusmn10) ForUSL V is the positive correlated to USL and decreases by01667 with a decrease of 10 of USLThis means that USL ismore sensitive than the mean For the standard deviation 120590 Vdecreases slightly changing into a concave shape to the rightfrom the left The results indicate that if the mean of the leadtime is reduced the visibility V becomes greater However ifthe USL is tighter to decrease according to customer require-ments or the competency strategy the visibility V greatlydecreases in proportion Prior to the changes in the USL dueto customer requirements or competitorrsquos competitiveness forlead time it is necessary to improve the process capabilityin order to secure a competitive advantage This result of thesensitivity analysis allows for the proposed model to be wellalignedwith the corresponding changes in the input variablesto sufficiently reflect the process capability to respond to thecompanyrsquos process changes
4 Assessment of OverallSupply Chain Visibility
41 Quantification Model for the Overall Supply Chain Visibil-ity In Section 33 this paper proposed a quantifyingmethodusing a119885 score in Six Sigma to calculate the process capabilityby measuring the mean and the standard deviation of aprocess for the individual performance indices The methodthat is used to calculate the individual index allows thevisibility to be quantified by unit processes in each stageof the supply chain This can also be expanded to calculatethe overall visibility for the entire supply chain Thereforethese results can be compared with the other stages in thesame supply chain Furthermore by looking at the vital factorthat has the lowest value the performance of the bottleneckoperation for a given stage can be improved and the overallSC visibility can also more easily improve For this this paperproposes a quantificationmethod for the overall supply chainvisibility as follows The supply chain network structure is
configured as in Figure 3 based on the suggested model byLambert et al [39]
Step 1 Define the stages and process units in the supply chain119904mdashstages 119906mdashprocess units
Step 2 Define the major performance indices 119891 and theirparameters 119891mdashfactors
Step 3 Calculate visibility instances by factor for item 119894 atprocess unit 119906 in each stage 119904 V
119904119906119894119891
Step 4 Calculate the item visibility for process unit 119906 in stage119904 V119904119906119894= 119891radicprod119891V119904119906119894119891
Step 5 Calculate the unit visibility by process unit 119906 for eachstage 119904 V
119904119906= sum119894119896119894sdot V119904119906119894 where 119896
119894is weight of sales revenue
for item 119894 0 lt 119896119894le 10 sum
119894119896119894= 1
Step 6 If a process unit has multiple substages or multiplesubprocess units calculate the visibility using geometricmean for their subprocess units
Finally calculate overall visibility Voverall = 119899119904119906
radicprod119904119906V119904119906=
119899119904119906
radicprod119904119906sum119894(119896119894sdot 119891radicprod119891V119904119894119891) where 119899119904119906 is the number of process
units for overall supply chain
Step 1 defines the stages 119904 and process units 119906 in the supplychain as manufacturing inbound and outbound logisticssupply demand and outsourcing process Step 2 definesthe major performance indices 119891 for process visibility ateach stage 119904 and defines the parameters (average standarddeviation and USL or LSL as target) in order to calculate theprocess capability for stage 119904 and the performance index 119891For the major performance indices the examples include theprocess yield manufacturing lead time utilization qualitydelivery lead time and shortage performance In the logisticsprocesses the delivery lead time is the key factor and its targetvalue may be defined by the customer or by the lead timestrategy when considering the competitive advantage Step 3calculates the instance of the visibility of index 119891 for eachitem 119894 for process unit 119906 at stage 119904 V
119904119906119894119891using the parameters
in Step 2 Step 4 calculates the visibility of item 119894 for processunit 119906 at stage 119904 and the results can be compared to thoseof other products Step 5 calculates the process unit visibilityby weighting and summing the item visibility consideringthe sales revenue of the item The unit visibility value canbe compared to other stages in the current supply chainor to other competitors for the similar business processesFinally Step 6 calculates the overall visibility that is poweredin each stagersquos values for all stages of the current supply chainnetworkThis result is thus used to obtain the overall processvisibility for the entire supply chain and it can also be usedfor comparison with competitorrsquos values
42 Example of the Overall Supply Chain Visibility As shownin Figure 4 this paper presents an example that can beused to more easily understand and calculate the overall
Mathematical Problems in Engineering 9
companyTo initialsuppliers
Tier 1 Tier 2Tier 2 FocalDelivery(retailer)
Tier 1Suppliers To consumers
(end-customer)
Stage
Process unit
Units u
Items i
Factors f
Units uItems i
Factors f
Units u
Items i
Factors f Units uItems i
Factors fUnits uItems i
Factors fUnits uItems i
Factors f
Units uItems i
Factors FUnits uItems i
Factors f
Units uItems i
Factors fUnits u
Items i
Factors fUnits u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units uItems i
Factors f
1
u998400
11
1
u998400
1
u998400
1
1
1
1
u998400
1u
21
u
u
u
s1
su
middot middot middot
su visibility for process unit u at stage s
1 2 s
Figure 3 Supply chain network structure for visibility assessment
Supplier Source Production Delivery Customer
s p d
sl = 045 for lead timesq = 060 for quality
pl = 045 for lead timepy = 050 for yieldpu = 055 for utilizationpq = 060 for quality
dl = 045 for lead time
Figure 4 Example of the overall supply chain visibility
visibility index This supply chain is a case that produces anddelivers a single product composed of 3 stages including thesource stage which is the procurement process to purchasematerials from supplier the production stage which consistsof manufacturing to make a product and a delivery stage totransport finished goods to the customer In the example thispaper described only the result from the Vstage for the stagevisibility for convenience by calculating the equation in Step 4of the previous section If the lead time of the delivery stageis of about 885 (119911 = 12) V
119904119897is calculated as min(((12 +
15)6) 1) = 045For the source stage where the visibility instances are
respectively 045 for lead time and 060 for the quality thestage visibility V
119904is 0519 (= radic045 lowast 06) For the production
stage where the visibility instances for the process yield
and the utilization have been added the result V119901is 0525
(= 4
radic045 lowast 05 lowast 055 lowast 06) multiplied by each visibilityinstance In the production stage the stage visibility deteri-orates more than the source stage due to the visibility of theyield and utilization According to this result it can estimatethat the production process may become unstable due tothe yield and utilization For the delivery stage where thevisibility instance is only one factor for the lead time the stagevisibility V
119889becomes simply 045 Finally the overall visibility
Voverall is 050 (= 3
radic0519 lowast 0525 lowast 045) followed by Step 6in the previous equation This Voverall is reduced to 05 by thedelivery stage visibility V
119889 which is lower than that at the
source stage and the production stage It can estimate the SixSigma level to be about 30 (= 05 lowast 6) and the process capa-bility is 15 (= 30 minus 15) with a low grade Hence the overall
10 Mathematical Problems in Engineering
visibility can increase by initiatives to improve the entire sup-ply chain because the visibilities for all stages are at a low level
Since this example considers a single product with itsvisibility indices the performance index that needs to beimproved can be primarily decided through intuition How-ever in a real supply chain it is impossible to easily andintuitively make a judgment because the supply chain is avery complicated system that is composed of multiple prod-ucts multiple stages and multiple suppliers and customersTherefore through a more objective and more quantitativeapproach as the proposed model the SCV can evaluatemore effectively compare it to that of other supply chains orcompetitors and analyze trends
5 Conclusion and Further Research
This paper has proposed a quantitative approach that is morepractical and objective than that of previous studies regardingSCV Most of the extant literature has proposed using aninformation visibility model that focuses on usability share-ability and integrity among partners in a supply chain froman information management perspective These studies havemainly presented quantitative methods based on the datareadiness such as quantity accuracy and freshness withan emphasis on utilizing information technology From aconventional point of view a reactive approach that focuseson information visibility is very important but a proactiveapproach to improve process capability through processimprovements and restructuring is also very important SCVshould not be restricted within transaction-related informa-tion [20] and operational excellence in the supply chaincan secure the ability to operate efficiently and effectivelyas planned for the entire supply chain process In order toacquire operational excellence both reactive and proactiveapproaches are very effective and the outcomes are expressedas various process capabilities
This research proposes that supply chain visibility is alevel where we can predict the viable degree of the supplychain plan and the visibility level can estimate process capa-bility using a 119885 score in Six Sigma This paper also deviseda mathematical model to quantify the SCV and suggests aquantification methodology to evaluate the visibility levelof the overall supply chain The proposed methodologycan facilitate assessing and comparing suppliers customersand competitors This is a practical model that can moreobjectively and empirically quantify SCV
Finally the effects of the performance factors on theprocess visibility were assumed to be equivalent at the samestage of the supply chain However the effects may be dif-ferent from those across the industry or for other companies(industry-specific or company-specific) depending on thecharacteristics It is necessary to verify the suitability of theproposed model for this issue and SCV is also needed toconduct an empirical study of the relationship between thedistinctive visibility and the financial performance There-fore further research is planned in order to expand ourproposed model according to these issues
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] B Enslow Global Supply Chain Benchmark Report IndustryPriorities for Visibility B2B Collaboration Trade Complienceand Risk Management Aberdeen Group 2006
[2] B Heaney Supply Chain Visibility Excellence Mastering Com-plexity and Landed Costs Aberdeen Group 2012
[3] B Heaney The Supply Chain Visibility A Critical Strategy toOptimize Cost and Service Aberdeen Group 2013
[4] Gartner ldquoGartner Announces Rankings of Its 2013 SupplyChain Top 25rdquo 2013
[5] Gartner ldquoGartner Announces Rankings of Its 2014 SupplyChain Top 25rdquo May 2014
[6] H M Yang B S Choi H J Park M S Suh and BChae ldquoSupply chain management six sigma a managementinnovation methodology at the Samsung Grouprdquo Supply ChainManagement vol 12 no 2 pp 88ndash95 2007
[7] C M Holcomb Y S Ponomarov and B K Manrodt ldquoTherelationship of supply chain visibility to firm performancerdquoSupply Chain Forum vol 12 no 2 pp 32ndash45 2011
[8] B D Williams J Roh T Tokar and M Swink ldquoLeveragingsupply chain visibility for responsiveness the moderating roleof internal integrationrdquo Journal of Operations Management vol31 no 7-8 pp 543ndash554 2013
[9] A Musa A Gunasekaran and Y Yusuf ldquoSupply chain productvisibility methods systems and impactsrdquo Expert Systems withApplications vol 41 no 1 pp 176ndash194 2014
[10] M Caridi A Moretto A Perego and A Tumino ldquoThebenefits of supply chain visibility a value assessment modelrdquoInternational Journal of Production Economics vol 151 pp 1ndash192014
[11] V Sadlovdka Beyond Visibility Driving Supply Chain Respon-siveness Aberdeen Group 2008
[12] A N Zhang M Goh and F Meng ldquoConceptual modellingfor supply chain inventory visibilityrdquo International Journal ofProduction Economics vol 133 no 2 pp 578ndash585 2011
[13] M Barratt and A Oke ldquoAntecedents of supply chain visibilityin retail supply chains a resource-based theory perspectiverdquoJournal of Operations Management vol 25 no 6 pp 1217ndash12332007
[14] M Barratt and R Barratt ldquoExploring internal and externalsupply chain linkages evidence from the fieldrdquo Journal ofOperations Management vol 29 no 5 pp 514ndash528 2011
[15] M Goh D R Souza N A Zhang H Wei and P S TanldquoSupply chain visibility a decision making perspectiverdquo inProceedings of the 4th IEEE Conference on Industrial Electronicsand Applications (ICIEA rsquo09) pp 2546ndash2551 Xirsquoan China May2009
[16] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoDo virtuality and complexity affect supply chain visibilityrdquoInternational Journal of Production Economics vol 127 no 2 pp372ndash383 2010
[17] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoMeasuring visibility to improve supply chain performance aquantitative approachrdquoBenchmarking vol 17 no 4 pp 593ndash6152010
Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 5
FGInvInv
Raw
Incoming failure
Late delivery
Early delivery
Late stocking
Excess
Process variation
Information variation
Bullwhip effect
Poor deliverypoor qualitypoor costsand so forth
Poor deliverypoor qualitypoor costsand so forth
Shortage
Scraps
Temperature Humidity Pressure Particle
Poor material
SetupMC trouble
Tool wear
Rework
Miss operation
Deterioration
Figure 1 The critical factors inhibiting supply chain management
a state without information that can be used to evaluate deci-sion making or business performance SCV plays several keyroles in SCM The first role is to provide information on thestatus for key factors that exist across supply chain processessuch as in 5M1E (man machine material method measureand environments) The second is used as the master datafor supply chain planning and operations The third is torepresent the impact of uncertainty and variability due to theimpediment of hidden factors in the business processes Thefourth is to share the current ability level to conduct supplychain operations and decision making with supply chainmembers SCV should present the status and ability level forkey factors in the supply chain as well as a predictable level forviable degree of supply chain plan It is similar to the visibilityto drive an automobile safely to its destination by clearlydiscerning the visible distance at which an object or lightcan be seen In the respect this study proposes the extendedconcept for SCV as the following clauses Differently withinformation visibility focused on information processing it isclassified as ldquoprocess visibilityrdquo that focuses on a perspectiveof operational capabilities This paper suggests that SCV is
(1) visible level which manifests the status and behaviorsof various factors in the supply chain
(2) the ability for sensing and sharing variability in thesupply chain process
(3) the process maturity achieved by improvement initia-tives for the key factors of the supply chain
(4) predictable level for the viable degree of supply chainplan and outcome of processrsquos activity
Most of the previous studies have proposed an informa-tion visibility perspective where SCV depends on informa-tion sensing information sharing and maintaining the qual-ity of information regarding supply chain factors Howeverthis study approaches the visibility of processes in terms ofthe capability of the supply chain to execute the supply chainplan This research proposes that SCV is the degree to whichthe adherence to the supply chain plan can be predicted
SCV indicates the viability to execute the supply chain planaccording to process capability A lower process capabilitymay lead to a higher probability where the business goalscannot be met due to a lack of operational capability toexecute the supply chain plan Even though the processeshave the same lead time it can predict that a process with alower variance is executed with a higher level as planned
Process capability can be improved by reconfiguring andtransforming processes and key factors which have to behighly visible and the processes should be suited to achievingbusiness goals by undertaking innovation initiatives Alsooperations and key factors for the target process should bewell defined and cured for vital causes to achieve a higherprocess capability and robustness SCV is an outcome thathas formed through these initiatives and the processmaturitylevel to realize the status and behavior of the process Whena process owner can predict and control the output of theprocess corresponding to their business strategy then theowner can be said to have a high level of SCV based onoperational excellence Also if the process has a highervisibility the viable degree of the supply chain plan might bemore predictable
33 Quantification Model of Supply Chain Visibility UsingProcess Capability The quantification for SCV is requiredfor various purposes Many researchers have tried to quan-tify an SCV using various models However most studieshave focused on information management viewpoint asan information sensing using a barcode radio frequencyidentification devices and sensors an information sharingbetween partners and an interorganizational system integra-tion and an information visualization using various graphicaltools or dashboards Some research has been attempted toquantify visibility by measuring the quantity and qualityof information that is shared between the supply chainpartners This viewpoint evaluates the visibility according tothe information maturity level rather than the operationalability of the supply chain process However from a processcapability perspective this paper suggests that it is more
6 Mathematical Problems in Engineering
important to have an operational ability of real processesto produce and deliver rather than an information maturitythroughout the supply chain Accordingly this researchdevises a methodology for quantifyingmutually sharable andeasily measureable the operational ability of a process Thispaper thus established that the process visibility metric has tosatisfy the following requisites
(1) Single value with a unique meaning in the supplychain
(2) Common usable value that can assess the SCMrsquos corevalue and be used for benchmarking
(3) Quantifiable value to reveal the operational status andbehaviors of the process
(4) Statistical value that can represent the process capa-bility
(5) Value that reflects the variability from both upstreamand downstream
(6) Predictive value of the outcome for the supply chainplan
Requisite (1) means that the value must be somethingthat all supply chain members can equally understand andrecognize in terms of concept meaning and quantifyingmethod If the degree of understanding for the same elementis different from others the value is not appropriate forSCM Requisite (2) means that the quantified value mustbe commonly useable regardless of the measured time andthe measurers of a mutual comparison and trend controlRequisites (3) and (4) represent how the value must bea thing that can be numerically and statistically measuredregarding the operational status ability and performanceof the process Requisite (5) defines how the value has toreflect the variance that has propagated both upstream anddownstream such as the information and process variationdiscussed in Section 31 Requisite (6) describes what thevalue can do to represent and predict the outcome of theoperation when executing the supply chain plan
To effectively execute a supply chain strategy and planvarious innovation initiatives and activities need to be exe-cuted The results of the activities represent the variousoperation performance factors such as the process lead timeyield quality utilization lateness and shortage for each of thesupply chain processes In the field these are managed as aKPI itself or as a key factorThese are also used as master datafor supply chain planning time series analysis and competi-tive benchmarking However since the mean of performancefactor ismostly used as ameasure the uncertainty variabilityand process capability in the business process are not properlyreflected By these results the predictability of the supplychain plan is limited Hence requisites (5) and (6) are veryimportant conditions that are necessary for this research
Although an individual KPI is used as an index to evaluatethe unit process ability the influence of the changes in theprocessmight be represented as a trade-offwith other indicesFor example if the final quality inspection to improve thequality of the finished goods is strengthened by increasingthe sample size and the total inspection and reinspection
the quality of the final product may have also substantiallyincreased However the overall process lead time and costsmight have excessively increased Also if the batch size toimprove the process lead time is excessively reduced theproductivity might also have greatly deteriorated Whenoperating a process it is difficult to properly evaluate theperformance of the entire business process with some indi-cators From this perspective this paper defines that theentire business performance 119875(sdot) is a result of multiplying theindividual performance indices that is 119875(sdot) = prod
119894119891119894(sdot) (where
119891 is performance factor and 119894 is the number of performancefactors)The idea to calculate the entire business performanceis derived from the formula to calculate a RTY by Graves [38]and Dasguptarsquos framework to evaluate performance using aRTY concept [34] Based on this idea this study has deviseda visibility equation to consider the trade-offs among theperformance factors and to calculate the overall visibility Forthis purpose it needs a composite measure to reflect the keyperformance factors for the entire business process In thesupply chain it is used for various measures to assess processcapability corresponding to business performance The mea-sures are mean median mode variance standard-deviationrange covariance and so on In statistical process control it isused with 119862
119901in (1) for the short-term process capability and
with 119862119901119896
in (2) to consider the biased process mean indicesfor the lower specification limit (LSL) and upper specificationlimit (USL) Also 119885bench in (3) is used to evaluate theprocess capability at Sigma level with a 119885 score in Six SigmamethodologyThe short-term process capability119885st which isreferred to as the Sigma level (=119885bench + 15) shifted by 15120590
119862119901=(USL minus LSL)
6120590 (1)
119862119901119896= min((119909 minus LSL)
3120590(USL minus 119909)3120590
) (2)
119885bench = min((119909 minus LSL)120590
(USL minus 119909)
120590) (3)
The Six Sigma approach is one of the most widely knownbest practices Six Sigma metrics have the primary advantageof being able to compute the performance of any processon the same scale and benchmark it against world-classperformance [31] To this end the process capability indicesthat utilize statistical process control are the best measure onthe purpose of this research Furthermore we determinedfor 119885 score in Six Sigma to be the most effective for thisresearch in several process capability indices because a supplychain is configured with various types of processes such asmanufacturing ordering procuring and delivering processand Six Sigma methodology has already been verified for alltypes of business processes Thus this research has devised amathematical model to quantify the process visibility using119885score as a process capability 119885
120572value is defined in (5) where
119891(119909) denotes the pdf of the standard normal distributionWe defined the visibility index of a process 119894 (V
119894) by using
Mathematical Problems in Engineering 7
Table 1 Example of process visibility for lead time
Process 119909 (day) 120590 (day) LSL (day) USL (day) 119862119901119896
119885bench 119885st VA 60 05 mdash 70 067 20 350 058B 60 033 mdash 70 100 30 450 075C 50 05 mdash 70 133 40 550 092D 50 05 mdash 60 067 20 350 058
the process capability (119885bench) in Six Sigma methodology asfollows
V119894= min(
(119885bench + 15)
6 1)
where 0 le V119894le 10
(4)
int
119911120572
minusinfin
119891 (119909) 119889119909 = 120572 (5)
In this paper we propose a visibility index for a businessprocess by using the process capability as defined in (4)which measures the operational capability of a process withits mean and variance in traditional quality control theoryThe rationale is as follows if the process capability is largerfor a particular process then the process is more likely tobe stable with a smaller variation and the outcome of theprocess ismore likely to be excellent On the other hand if theprocess capability is smaller then the process is out of controlwith greater variation because some vital cause factors are notsensed and not cured which will make it difficult to predictthe outcome of the business process with accuracy
This method can evaluate the internal ability controlthe responsiveness for customer requirement and bench-mark competitors using the specification limits To considermultiple performance factors in the supply chain we haveconfigured visibility indices that are bounded by a real valuebetween zero and one as in (4) Under these conditionsthe visibility indices can be manipulated with mathematicaloperations such as multiplication and division In the indi-vidual echelon of a supply chain the process capability isa multiplexed outcome of various performance factors andit tends to deteriorate according to the weakest factor Thismodel can thus be used to quantify the SCVmore objectivelyand more empirically than with existing visibility models
34 Numerical Example Table 1 shows the process visibilityvalue V that was calculated by using the mean (119909) standarddeviation (120590) and specification limits (LSL USL) Process Ahas 6 days for the mean 05 days for the standard deviationand 70 days for USL while LSL is not restricted For examplethe values can be as follows 119862
119901119896is 067 [= (7 minus 6)(3 lowast 05)]
119885bench is 20 [= (70 minus 60)05 or 3 lowast 067] 119885st is 35 (=20+15) and the visibility V is 058 [= min(356 1)] ProcessB changes the standard deviation from 05 to 033 days andthe other conditions are the same with process A Accordingto the difference of 120590 process capability is much larger thanprocess A Process C is different from the mean of A andaccording to the difference in 119909 the visibility for C (092) isthe largest when compared to processes A (058) and B (075)
Table 2 Values for the variation by variable
Change () 119883 ΔV 120590 ΔV USL ΔVminus50 10000 00000 09167 01111 02500 00000minus40 10000 00167 08056 00794 02500 00000minus30 09833 01333 07262 00595 02500 00000minus20 08500 01333 06667 00463 02500 01667minus10 07167 01333 06204 00370 04167 016670 05833 01333 05833 00303 05833 0166710 04500 01333 05530 00253 07500 0166720 03167 00667 05278 00214 09167 0083330 02500 00000 05064 00183 10000 0000040 02500 00000 04881 00159 10000 0000050 02500 00000 04722 00159 10000 00000
This shows that the improvement in the mean is more valu-able than the improvement in the variance under the samespecification limit In addition if the specification limit forUSL is tighter to 60 days as follows from process D the pro-cess visibility drastically deteriorates to 058 Even though thecurrent visibility is larger due to the good process capability itloses the competitive advantage if the customer requirementsor the competitorrsquos capability is beyondwhat is achieved at thecurrent levelTherefore continuous improvement is requiredto maintain a sustainable competitive advantage
35 Sensitivity Analysis The proposed visibility model usesthe mean standard deviation and specification limits to cal-culate the visibility level for the various performance indicesThe specification limits may be the customerrsquos requirementsor the firmrsquos strategic target value for sustainable competitiveadvantage The mean and standard deviation are the out-comes of the process by executing the supply chain planThissection thus examines the suitability of the proposed visibilitymodel according to the sensitivity analysis
In general there are various performance factors in thesupply chain but this research has selected the deliverylead time that is the most representative performance indexused to evaluate OTD To conduct a sensitivity analysis it isrewritten to V = min((USL minus 119909)(6120590) + (14) 1) in formula(4) It is assumed that the process for119885bench is 20 withOTD=977 and the change of V is analyzed for each input variablethat increases with a rate of 10 To do that the base point(119909 120590USL) is set to be equal to (80 10 10) Table 2 showsthe output variable V changing from the min to the max valuein increments of 10 of its value for the input parametersFigure 2 shows the results in a spider plot For the mean Vis the inverse correlated to the mean and decreases by 01333
8 Mathematical Problems in Engineering
0 10 20 30 40 50()
(0 05833)
minus50 minus40 minus30 minus20 minus10
x120590
USL
0001020304050607080910
Figure 2 Spider plot for sensitivity analysis
in 10 increments of the mean (ΔV = 01333 at plusmn10) ForUSL V is the positive correlated to USL and decreases by01667 with a decrease of 10 of USLThis means that USL ismore sensitive than the mean For the standard deviation 120590 Vdecreases slightly changing into a concave shape to the rightfrom the left The results indicate that if the mean of the leadtime is reduced the visibility V becomes greater However ifthe USL is tighter to decrease according to customer require-ments or the competency strategy the visibility V greatlydecreases in proportion Prior to the changes in the USL dueto customer requirements or competitorrsquos competitiveness forlead time it is necessary to improve the process capabilityin order to secure a competitive advantage This result of thesensitivity analysis allows for the proposed model to be wellalignedwith the corresponding changes in the input variablesto sufficiently reflect the process capability to respond to thecompanyrsquos process changes
4 Assessment of OverallSupply Chain Visibility
41 Quantification Model for the Overall Supply Chain Visibil-ity In Section 33 this paper proposed a quantifyingmethodusing a119885 score in Six Sigma to calculate the process capabilityby measuring the mean and the standard deviation of aprocess for the individual performance indices The methodthat is used to calculate the individual index allows thevisibility to be quantified by unit processes in each stageof the supply chain This can also be expanded to calculatethe overall visibility for the entire supply chain Thereforethese results can be compared with the other stages in thesame supply chain Furthermore by looking at the vital factorthat has the lowest value the performance of the bottleneckoperation for a given stage can be improved and the overallSC visibility can also more easily improve For this this paperproposes a quantificationmethod for the overall supply chainvisibility as follows The supply chain network structure is
configured as in Figure 3 based on the suggested model byLambert et al [39]
Step 1 Define the stages and process units in the supply chain119904mdashstages 119906mdashprocess units
Step 2 Define the major performance indices 119891 and theirparameters 119891mdashfactors
Step 3 Calculate visibility instances by factor for item 119894 atprocess unit 119906 in each stage 119904 V
119904119906119894119891
Step 4 Calculate the item visibility for process unit 119906 in stage119904 V119904119906119894= 119891radicprod119891V119904119906119894119891
Step 5 Calculate the unit visibility by process unit 119906 for eachstage 119904 V
119904119906= sum119894119896119894sdot V119904119906119894 where 119896
119894is weight of sales revenue
for item 119894 0 lt 119896119894le 10 sum
119894119896119894= 1
Step 6 If a process unit has multiple substages or multiplesubprocess units calculate the visibility using geometricmean for their subprocess units
Finally calculate overall visibility Voverall = 119899119904119906
radicprod119904119906V119904119906=
119899119904119906
radicprod119904119906sum119894(119896119894sdot 119891radicprod119891V119904119894119891) where 119899119904119906 is the number of process
units for overall supply chain
Step 1 defines the stages 119904 and process units 119906 in the supplychain as manufacturing inbound and outbound logisticssupply demand and outsourcing process Step 2 definesthe major performance indices 119891 for process visibility ateach stage 119904 and defines the parameters (average standarddeviation and USL or LSL as target) in order to calculate theprocess capability for stage 119904 and the performance index 119891For the major performance indices the examples include theprocess yield manufacturing lead time utilization qualitydelivery lead time and shortage performance In the logisticsprocesses the delivery lead time is the key factor and its targetvalue may be defined by the customer or by the lead timestrategy when considering the competitive advantage Step 3calculates the instance of the visibility of index 119891 for eachitem 119894 for process unit 119906 at stage 119904 V
119904119906119894119891using the parameters
in Step 2 Step 4 calculates the visibility of item 119894 for processunit 119906 at stage 119904 and the results can be compared to thoseof other products Step 5 calculates the process unit visibilityby weighting and summing the item visibility consideringthe sales revenue of the item The unit visibility value canbe compared to other stages in the current supply chainor to other competitors for the similar business processesFinally Step 6 calculates the overall visibility that is poweredin each stagersquos values for all stages of the current supply chainnetworkThis result is thus used to obtain the overall processvisibility for the entire supply chain and it can also be usedfor comparison with competitorrsquos values
42 Example of the Overall Supply Chain Visibility As shownin Figure 4 this paper presents an example that can beused to more easily understand and calculate the overall
Mathematical Problems in Engineering 9
companyTo initialsuppliers
Tier 1 Tier 2Tier 2 FocalDelivery(retailer)
Tier 1Suppliers To consumers
(end-customer)
Stage
Process unit
Units u
Items i
Factors f
Units uItems i
Factors f
Units u
Items i
Factors f Units uItems i
Factors fUnits uItems i
Factors fUnits uItems i
Factors f
Units uItems i
Factors FUnits uItems i
Factors f
Units uItems i
Factors fUnits u
Items i
Factors fUnits u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units uItems i
Factors f
1
u998400
11
1
u998400
1
u998400
1
1
1
1
u998400
1u
21
u
u
u
s1
su
middot middot middot
su visibility for process unit u at stage s
1 2 s
Figure 3 Supply chain network structure for visibility assessment
Supplier Source Production Delivery Customer
s p d
sl = 045 for lead timesq = 060 for quality
pl = 045 for lead timepy = 050 for yieldpu = 055 for utilizationpq = 060 for quality
dl = 045 for lead time
Figure 4 Example of the overall supply chain visibility
visibility index This supply chain is a case that produces anddelivers a single product composed of 3 stages including thesource stage which is the procurement process to purchasematerials from supplier the production stage which consistsof manufacturing to make a product and a delivery stage totransport finished goods to the customer In the example thispaper described only the result from the Vstage for the stagevisibility for convenience by calculating the equation in Step 4of the previous section If the lead time of the delivery stageis of about 885 (119911 = 12) V
119904119897is calculated as min(((12 +
15)6) 1) = 045For the source stage where the visibility instances are
respectively 045 for lead time and 060 for the quality thestage visibility V
119904is 0519 (= radic045 lowast 06) For the production
stage where the visibility instances for the process yield
and the utilization have been added the result V119901is 0525
(= 4
radic045 lowast 05 lowast 055 lowast 06) multiplied by each visibilityinstance In the production stage the stage visibility deteri-orates more than the source stage due to the visibility of theyield and utilization According to this result it can estimatethat the production process may become unstable due tothe yield and utilization For the delivery stage where thevisibility instance is only one factor for the lead time the stagevisibility V
119889becomes simply 045 Finally the overall visibility
Voverall is 050 (= 3
radic0519 lowast 0525 lowast 045) followed by Step 6in the previous equation This Voverall is reduced to 05 by thedelivery stage visibility V
119889 which is lower than that at the
source stage and the production stage It can estimate the SixSigma level to be about 30 (= 05 lowast 6) and the process capa-bility is 15 (= 30 minus 15) with a low grade Hence the overall
10 Mathematical Problems in Engineering
visibility can increase by initiatives to improve the entire sup-ply chain because the visibilities for all stages are at a low level
Since this example considers a single product with itsvisibility indices the performance index that needs to beimproved can be primarily decided through intuition How-ever in a real supply chain it is impossible to easily andintuitively make a judgment because the supply chain is avery complicated system that is composed of multiple prod-ucts multiple stages and multiple suppliers and customersTherefore through a more objective and more quantitativeapproach as the proposed model the SCV can evaluatemore effectively compare it to that of other supply chains orcompetitors and analyze trends
5 Conclusion and Further Research
This paper has proposed a quantitative approach that is morepractical and objective than that of previous studies regardingSCV Most of the extant literature has proposed using aninformation visibility model that focuses on usability share-ability and integrity among partners in a supply chain froman information management perspective These studies havemainly presented quantitative methods based on the datareadiness such as quantity accuracy and freshness withan emphasis on utilizing information technology From aconventional point of view a reactive approach that focuseson information visibility is very important but a proactiveapproach to improve process capability through processimprovements and restructuring is also very important SCVshould not be restricted within transaction-related informa-tion [20] and operational excellence in the supply chaincan secure the ability to operate efficiently and effectivelyas planned for the entire supply chain process In order toacquire operational excellence both reactive and proactiveapproaches are very effective and the outcomes are expressedas various process capabilities
This research proposes that supply chain visibility is alevel where we can predict the viable degree of the supplychain plan and the visibility level can estimate process capa-bility using a 119885 score in Six Sigma This paper also deviseda mathematical model to quantify the SCV and suggests aquantification methodology to evaluate the visibility levelof the overall supply chain The proposed methodologycan facilitate assessing and comparing suppliers customersand competitors This is a practical model that can moreobjectively and empirically quantify SCV
Finally the effects of the performance factors on theprocess visibility were assumed to be equivalent at the samestage of the supply chain However the effects may be dif-ferent from those across the industry or for other companies(industry-specific or company-specific) depending on thecharacteristics It is necessary to verify the suitability of theproposed model for this issue and SCV is also needed toconduct an empirical study of the relationship between thedistinctive visibility and the financial performance There-fore further research is planned in order to expand ourproposed model according to these issues
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] B Enslow Global Supply Chain Benchmark Report IndustryPriorities for Visibility B2B Collaboration Trade Complienceand Risk Management Aberdeen Group 2006
[2] B Heaney Supply Chain Visibility Excellence Mastering Com-plexity and Landed Costs Aberdeen Group 2012
[3] B Heaney The Supply Chain Visibility A Critical Strategy toOptimize Cost and Service Aberdeen Group 2013
[4] Gartner ldquoGartner Announces Rankings of Its 2013 SupplyChain Top 25rdquo 2013
[5] Gartner ldquoGartner Announces Rankings of Its 2014 SupplyChain Top 25rdquo May 2014
[6] H M Yang B S Choi H J Park M S Suh and BChae ldquoSupply chain management six sigma a managementinnovation methodology at the Samsung Grouprdquo Supply ChainManagement vol 12 no 2 pp 88ndash95 2007
[7] C M Holcomb Y S Ponomarov and B K Manrodt ldquoTherelationship of supply chain visibility to firm performancerdquoSupply Chain Forum vol 12 no 2 pp 32ndash45 2011
[8] B D Williams J Roh T Tokar and M Swink ldquoLeveragingsupply chain visibility for responsiveness the moderating roleof internal integrationrdquo Journal of Operations Management vol31 no 7-8 pp 543ndash554 2013
[9] A Musa A Gunasekaran and Y Yusuf ldquoSupply chain productvisibility methods systems and impactsrdquo Expert Systems withApplications vol 41 no 1 pp 176ndash194 2014
[10] M Caridi A Moretto A Perego and A Tumino ldquoThebenefits of supply chain visibility a value assessment modelrdquoInternational Journal of Production Economics vol 151 pp 1ndash192014
[11] V Sadlovdka Beyond Visibility Driving Supply Chain Respon-siveness Aberdeen Group 2008
[12] A N Zhang M Goh and F Meng ldquoConceptual modellingfor supply chain inventory visibilityrdquo International Journal ofProduction Economics vol 133 no 2 pp 578ndash585 2011
[13] M Barratt and A Oke ldquoAntecedents of supply chain visibilityin retail supply chains a resource-based theory perspectiverdquoJournal of Operations Management vol 25 no 6 pp 1217ndash12332007
[14] M Barratt and R Barratt ldquoExploring internal and externalsupply chain linkages evidence from the fieldrdquo Journal ofOperations Management vol 29 no 5 pp 514ndash528 2011
[15] M Goh D R Souza N A Zhang H Wei and P S TanldquoSupply chain visibility a decision making perspectiverdquo inProceedings of the 4th IEEE Conference on Industrial Electronicsand Applications (ICIEA rsquo09) pp 2546ndash2551 Xirsquoan China May2009
[16] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoDo virtuality and complexity affect supply chain visibilityrdquoInternational Journal of Production Economics vol 127 no 2 pp372ndash383 2010
[17] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoMeasuring visibility to improve supply chain performance aquantitative approachrdquoBenchmarking vol 17 no 4 pp 593ndash6152010
Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

6 Mathematical Problems in Engineering
important to have an operational ability of real processesto produce and deliver rather than an information maturitythroughout the supply chain Accordingly this researchdevises a methodology for quantifyingmutually sharable andeasily measureable the operational ability of a process Thispaper thus established that the process visibility metric has tosatisfy the following requisites
(1) Single value with a unique meaning in the supplychain
(2) Common usable value that can assess the SCMrsquos corevalue and be used for benchmarking
(3) Quantifiable value to reveal the operational status andbehaviors of the process
(4) Statistical value that can represent the process capa-bility
(5) Value that reflects the variability from both upstreamand downstream
(6) Predictive value of the outcome for the supply chainplan
Requisite (1) means that the value must be somethingthat all supply chain members can equally understand andrecognize in terms of concept meaning and quantifyingmethod If the degree of understanding for the same elementis different from others the value is not appropriate forSCM Requisite (2) means that the quantified value mustbe commonly useable regardless of the measured time andthe measurers of a mutual comparison and trend controlRequisites (3) and (4) represent how the value must bea thing that can be numerically and statistically measuredregarding the operational status ability and performanceof the process Requisite (5) defines how the value has toreflect the variance that has propagated both upstream anddownstream such as the information and process variationdiscussed in Section 31 Requisite (6) describes what thevalue can do to represent and predict the outcome of theoperation when executing the supply chain plan
To effectively execute a supply chain strategy and planvarious innovation initiatives and activities need to be exe-cuted The results of the activities represent the variousoperation performance factors such as the process lead timeyield quality utilization lateness and shortage for each of thesupply chain processes In the field these are managed as aKPI itself or as a key factorThese are also used as master datafor supply chain planning time series analysis and competi-tive benchmarking However since the mean of performancefactor ismostly used as ameasure the uncertainty variabilityand process capability in the business process are not properlyreflected By these results the predictability of the supplychain plan is limited Hence requisites (5) and (6) are veryimportant conditions that are necessary for this research
Although an individual KPI is used as an index to evaluatethe unit process ability the influence of the changes in theprocessmight be represented as a trade-offwith other indicesFor example if the final quality inspection to improve thequality of the finished goods is strengthened by increasingthe sample size and the total inspection and reinspection
the quality of the final product may have also substantiallyincreased However the overall process lead time and costsmight have excessively increased Also if the batch size toimprove the process lead time is excessively reduced theproductivity might also have greatly deteriorated Whenoperating a process it is difficult to properly evaluate theperformance of the entire business process with some indi-cators From this perspective this paper defines that theentire business performance 119875(sdot) is a result of multiplying theindividual performance indices that is 119875(sdot) = prod
119894119891119894(sdot) (where
119891 is performance factor and 119894 is the number of performancefactors)The idea to calculate the entire business performanceis derived from the formula to calculate a RTY by Graves [38]and Dasguptarsquos framework to evaluate performance using aRTY concept [34] Based on this idea this study has deviseda visibility equation to consider the trade-offs among theperformance factors and to calculate the overall visibility Forthis purpose it needs a composite measure to reflect the keyperformance factors for the entire business process In thesupply chain it is used for various measures to assess processcapability corresponding to business performance The mea-sures are mean median mode variance standard-deviationrange covariance and so on In statistical process control it isused with 119862
119901in (1) for the short-term process capability and
with 119862119901119896
in (2) to consider the biased process mean indicesfor the lower specification limit (LSL) and upper specificationlimit (USL) Also 119885bench in (3) is used to evaluate theprocess capability at Sigma level with a 119885 score in Six SigmamethodologyThe short-term process capability119885st which isreferred to as the Sigma level (=119885bench + 15) shifted by 15120590
119862119901=(USL minus LSL)
6120590 (1)
119862119901119896= min((119909 minus LSL)
3120590(USL minus 119909)3120590
) (2)
119885bench = min((119909 minus LSL)120590
(USL minus 119909)
120590) (3)
The Six Sigma approach is one of the most widely knownbest practices Six Sigma metrics have the primary advantageof being able to compute the performance of any processon the same scale and benchmark it against world-classperformance [31] To this end the process capability indicesthat utilize statistical process control are the best measure onthe purpose of this research Furthermore we determinedfor 119885 score in Six Sigma to be the most effective for thisresearch in several process capability indices because a supplychain is configured with various types of processes such asmanufacturing ordering procuring and delivering processand Six Sigma methodology has already been verified for alltypes of business processes Thus this research has devised amathematical model to quantify the process visibility using119885score as a process capability 119885
120572value is defined in (5) where
119891(119909) denotes the pdf of the standard normal distributionWe defined the visibility index of a process 119894 (V
119894) by using
Mathematical Problems in Engineering 7
Table 1 Example of process visibility for lead time
Process 119909 (day) 120590 (day) LSL (day) USL (day) 119862119901119896
119885bench 119885st VA 60 05 mdash 70 067 20 350 058B 60 033 mdash 70 100 30 450 075C 50 05 mdash 70 133 40 550 092D 50 05 mdash 60 067 20 350 058
the process capability (119885bench) in Six Sigma methodology asfollows
V119894= min(
(119885bench + 15)
6 1)
where 0 le V119894le 10
(4)
int
119911120572
minusinfin
119891 (119909) 119889119909 = 120572 (5)
In this paper we propose a visibility index for a businessprocess by using the process capability as defined in (4)which measures the operational capability of a process withits mean and variance in traditional quality control theoryThe rationale is as follows if the process capability is largerfor a particular process then the process is more likely tobe stable with a smaller variation and the outcome of theprocess ismore likely to be excellent On the other hand if theprocess capability is smaller then the process is out of controlwith greater variation because some vital cause factors are notsensed and not cured which will make it difficult to predictthe outcome of the business process with accuracy
This method can evaluate the internal ability controlthe responsiveness for customer requirement and bench-mark competitors using the specification limits To considermultiple performance factors in the supply chain we haveconfigured visibility indices that are bounded by a real valuebetween zero and one as in (4) Under these conditionsthe visibility indices can be manipulated with mathematicaloperations such as multiplication and division In the indi-vidual echelon of a supply chain the process capability isa multiplexed outcome of various performance factors andit tends to deteriorate according to the weakest factor Thismodel can thus be used to quantify the SCVmore objectivelyand more empirically than with existing visibility models
34 Numerical Example Table 1 shows the process visibilityvalue V that was calculated by using the mean (119909) standarddeviation (120590) and specification limits (LSL USL) Process Ahas 6 days for the mean 05 days for the standard deviationand 70 days for USL while LSL is not restricted For examplethe values can be as follows 119862
119901119896is 067 [= (7 minus 6)(3 lowast 05)]
119885bench is 20 [= (70 minus 60)05 or 3 lowast 067] 119885st is 35 (=20+15) and the visibility V is 058 [= min(356 1)] ProcessB changes the standard deviation from 05 to 033 days andthe other conditions are the same with process A Accordingto the difference of 120590 process capability is much larger thanprocess A Process C is different from the mean of A andaccording to the difference in 119909 the visibility for C (092) isthe largest when compared to processes A (058) and B (075)
Table 2 Values for the variation by variable
Change () 119883 ΔV 120590 ΔV USL ΔVminus50 10000 00000 09167 01111 02500 00000minus40 10000 00167 08056 00794 02500 00000minus30 09833 01333 07262 00595 02500 00000minus20 08500 01333 06667 00463 02500 01667minus10 07167 01333 06204 00370 04167 016670 05833 01333 05833 00303 05833 0166710 04500 01333 05530 00253 07500 0166720 03167 00667 05278 00214 09167 0083330 02500 00000 05064 00183 10000 0000040 02500 00000 04881 00159 10000 0000050 02500 00000 04722 00159 10000 00000
This shows that the improvement in the mean is more valu-able than the improvement in the variance under the samespecification limit In addition if the specification limit forUSL is tighter to 60 days as follows from process D the pro-cess visibility drastically deteriorates to 058 Even though thecurrent visibility is larger due to the good process capability itloses the competitive advantage if the customer requirementsor the competitorrsquos capability is beyondwhat is achieved at thecurrent levelTherefore continuous improvement is requiredto maintain a sustainable competitive advantage
35 Sensitivity Analysis The proposed visibility model usesthe mean standard deviation and specification limits to cal-culate the visibility level for the various performance indicesThe specification limits may be the customerrsquos requirementsor the firmrsquos strategic target value for sustainable competitiveadvantage The mean and standard deviation are the out-comes of the process by executing the supply chain planThissection thus examines the suitability of the proposed visibilitymodel according to the sensitivity analysis
In general there are various performance factors in thesupply chain but this research has selected the deliverylead time that is the most representative performance indexused to evaluate OTD To conduct a sensitivity analysis it isrewritten to V = min((USL minus 119909)(6120590) + (14) 1) in formula(4) It is assumed that the process for119885bench is 20 withOTD=977 and the change of V is analyzed for each input variablethat increases with a rate of 10 To do that the base point(119909 120590USL) is set to be equal to (80 10 10) Table 2 showsthe output variable V changing from the min to the max valuein increments of 10 of its value for the input parametersFigure 2 shows the results in a spider plot For the mean Vis the inverse correlated to the mean and decreases by 01333
8 Mathematical Problems in Engineering
0 10 20 30 40 50()
(0 05833)
minus50 minus40 minus30 minus20 minus10
x120590
USL
0001020304050607080910
Figure 2 Spider plot for sensitivity analysis
in 10 increments of the mean (ΔV = 01333 at plusmn10) ForUSL V is the positive correlated to USL and decreases by01667 with a decrease of 10 of USLThis means that USL ismore sensitive than the mean For the standard deviation 120590 Vdecreases slightly changing into a concave shape to the rightfrom the left The results indicate that if the mean of the leadtime is reduced the visibility V becomes greater However ifthe USL is tighter to decrease according to customer require-ments or the competency strategy the visibility V greatlydecreases in proportion Prior to the changes in the USL dueto customer requirements or competitorrsquos competitiveness forlead time it is necessary to improve the process capabilityin order to secure a competitive advantage This result of thesensitivity analysis allows for the proposed model to be wellalignedwith the corresponding changes in the input variablesto sufficiently reflect the process capability to respond to thecompanyrsquos process changes
4 Assessment of OverallSupply Chain Visibility
41 Quantification Model for the Overall Supply Chain Visibil-ity In Section 33 this paper proposed a quantifyingmethodusing a119885 score in Six Sigma to calculate the process capabilityby measuring the mean and the standard deviation of aprocess for the individual performance indices The methodthat is used to calculate the individual index allows thevisibility to be quantified by unit processes in each stageof the supply chain This can also be expanded to calculatethe overall visibility for the entire supply chain Thereforethese results can be compared with the other stages in thesame supply chain Furthermore by looking at the vital factorthat has the lowest value the performance of the bottleneckoperation for a given stage can be improved and the overallSC visibility can also more easily improve For this this paperproposes a quantificationmethod for the overall supply chainvisibility as follows The supply chain network structure is
configured as in Figure 3 based on the suggested model byLambert et al [39]
Step 1 Define the stages and process units in the supply chain119904mdashstages 119906mdashprocess units
Step 2 Define the major performance indices 119891 and theirparameters 119891mdashfactors
Step 3 Calculate visibility instances by factor for item 119894 atprocess unit 119906 in each stage 119904 V
119904119906119894119891
Step 4 Calculate the item visibility for process unit 119906 in stage119904 V119904119906119894= 119891radicprod119891V119904119906119894119891
Step 5 Calculate the unit visibility by process unit 119906 for eachstage 119904 V
119904119906= sum119894119896119894sdot V119904119906119894 where 119896
119894is weight of sales revenue
for item 119894 0 lt 119896119894le 10 sum
119894119896119894= 1
Step 6 If a process unit has multiple substages or multiplesubprocess units calculate the visibility using geometricmean for their subprocess units
Finally calculate overall visibility Voverall = 119899119904119906
radicprod119904119906V119904119906=
119899119904119906
radicprod119904119906sum119894(119896119894sdot 119891radicprod119891V119904119894119891) where 119899119904119906 is the number of process
units for overall supply chain
Step 1 defines the stages 119904 and process units 119906 in the supplychain as manufacturing inbound and outbound logisticssupply demand and outsourcing process Step 2 definesthe major performance indices 119891 for process visibility ateach stage 119904 and defines the parameters (average standarddeviation and USL or LSL as target) in order to calculate theprocess capability for stage 119904 and the performance index 119891For the major performance indices the examples include theprocess yield manufacturing lead time utilization qualitydelivery lead time and shortage performance In the logisticsprocesses the delivery lead time is the key factor and its targetvalue may be defined by the customer or by the lead timestrategy when considering the competitive advantage Step 3calculates the instance of the visibility of index 119891 for eachitem 119894 for process unit 119906 at stage 119904 V
119904119906119894119891using the parameters
in Step 2 Step 4 calculates the visibility of item 119894 for processunit 119906 at stage 119904 and the results can be compared to thoseof other products Step 5 calculates the process unit visibilityby weighting and summing the item visibility consideringthe sales revenue of the item The unit visibility value canbe compared to other stages in the current supply chainor to other competitors for the similar business processesFinally Step 6 calculates the overall visibility that is poweredin each stagersquos values for all stages of the current supply chainnetworkThis result is thus used to obtain the overall processvisibility for the entire supply chain and it can also be usedfor comparison with competitorrsquos values
42 Example of the Overall Supply Chain Visibility As shownin Figure 4 this paper presents an example that can beused to more easily understand and calculate the overall
Mathematical Problems in Engineering 9
companyTo initialsuppliers
Tier 1 Tier 2Tier 2 FocalDelivery(retailer)
Tier 1Suppliers To consumers
(end-customer)
Stage
Process unit
Units u
Items i
Factors f
Units uItems i
Factors f
Units u
Items i
Factors f Units uItems i
Factors fUnits uItems i
Factors fUnits uItems i
Factors f
Units uItems i
Factors FUnits uItems i
Factors f
Units uItems i
Factors fUnits u
Items i
Factors fUnits u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units uItems i
Factors f
1
u998400
11
1
u998400
1
u998400
1
1
1
1
u998400
1u
21
u
u
u
s1
su
middot middot middot
su visibility for process unit u at stage s
1 2 s
Figure 3 Supply chain network structure for visibility assessment
Supplier Source Production Delivery Customer
s p d
sl = 045 for lead timesq = 060 for quality
pl = 045 for lead timepy = 050 for yieldpu = 055 for utilizationpq = 060 for quality
dl = 045 for lead time
Figure 4 Example of the overall supply chain visibility
visibility index This supply chain is a case that produces anddelivers a single product composed of 3 stages including thesource stage which is the procurement process to purchasematerials from supplier the production stage which consistsof manufacturing to make a product and a delivery stage totransport finished goods to the customer In the example thispaper described only the result from the Vstage for the stagevisibility for convenience by calculating the equation in Step 4of the previous section If the lead time of the delivery stageis of about 885 (119911 = 12) V
119904119897is calculated as min(((12 +
15)6) 1) = 045For the source stage where the visibility instances are
respectively 045 for lead time and 060 for the quality thestage visibility V
119904is 0519 (= radic045 lowast 06) For the production
stage where the visibility instances for the process yield
and the utilization have been added the result V119901is 0525
(= 4
radic045 lowast 05 lowast 055 lowast 06) multiplied by each visibilityinstance In the production stage the stage visibility deteri-orates more than the source stage due to the visibility of theyield and utilization According to this result it can estimatethat the production process may become unstable due tothe yield and utilization For the delivery stage where thevisibility instance is only one factor for the lead time the stagevisibility V
119889becomes simply 045 Finally the overall visibility
Voverall is 050 (= 3
radic0519 lowast 0525 lowast 045) followed by Step 6in the previous equation This Voverall is reduced to 05 by thedelivery stage visibility V
119889 which is lower than that at the
source stage and the production stage It can estimate the SixSigma level to be about 30 (= 05 lowast 6) and the process capa-bility is 15 (= 30 minus 15) with a low grade Hence the overall
10 Mathematical Problems in Engineering
visibility can increase by initiatives to improve the entire sup-ply chain because the visibilities for all stages are at a low level
Since this example considers a single product with itsvisibility indices the performance index that needs to beimproved can be primarily decided through intuition How-ever in a real supply chain it is impossible to easily andintuitively make a judgment because the supply chain is avery complicated system that is composed of multiple prod-ucts multiple stages and multiple suppliers and customersTherefore through a more objective and more quantitativeapproach as the proposed model the SCV can evaluatemore effectively compare it to that of other supply chains orcompetitors and analyze trends
5 Conclusion and Further Research
This paper has proposed a quantitative approach that is morepractical and objective than that of previous studies regardingSCV Most of the extant literature has proposed using aninformation visibility model that focuses on usability share-ability and integrity among partners in a supply chain froman information management perspective These studies havemainly presented quantitative methods based on the datareadiness such as quantity accuracy and freshness withan emphasis on utilizing information technology From aconventional point of view a reactive approach that focuseson information visibility is very important but a proactiveapproach to improve process capability through processimprovements and restructuring is also very important SCVshould not be restricted within transaction-related informa-tion [20] and operational excellence in the supply chaincan secure the ability to operate efficiently and effectivelyas planned for the entire supply chain process In order toacquire operational excellence both reactive and proactiveapproaches are very effective and the outcomes are expressedas various process capabilities
This research proposes that supply chain visibility is alevel where we can predict the viable degree of the supplychain plan and the visibility level can estimate process capa-bility using a 119885 score in Six Sigma This paper also deviseda mathematical model to quantify the SCV and suggests aquantification methodology to evaluate the visibility levelof the overall supply chain The proposed methodologycan facilitate assessing and comparing suppliers customersand competitors This is a practical model that can moreobjectively and empirically quantify SCV
Finally the effects of the performance factors on theprocess visibility were assumed to be equivalent at the samestage of the supply chain However the effects may be dif-ferent from those across the industry or for other companies(industry-specific or company-specific) depending on thecharacteristics It is necessary to verify the suitability of theproposed model for this issue and SCV is also needed toconduct an empirical study of the relationship between thedistinctive visibility and the financial performance There-fore further research is planned in order to expand ourproposed model according to these issues
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] B Enslow Global Supply Chain Benchmark Report IndustryPriorities for Visibility B2B Collaboration Trade Complienceand Risk Management Aberdeen Group 2006
[2] B Heaney Supply Chain Visibility Excellence Mastering Com-plexity and Landed Costs Aberdeen Group 2012
[3] B Heaney The Supply Chain Visibility A Critical Strategy toOptimize Cost and Service Aberdeen Group 2013
[4] Gartner ldquoGartner Announces Rankings of Its 2013 SupplyChain Top 25rdquo 2013
[5] Gartner ldquoGartner Announces Rankings of Its 2014 SupplyChain Top 25rdquo May 2014
[6] H M Yang B S Choi H J Park M S Suh and BChae ldquoSupply chain management six sigma a managementinnovation methodology at the Samsung Grouprdquo Supply ChainManagement vol 12 no 2 pp 88ndash95 2007
[7] C M Holcomb Y S Ponomarov and B K Manrodt ldquoTherelationship of supply chain visibility to firm performancerdquoSupply Chain Forum vol 12 no 2 pp 32ndash45 2011
[8] B D Williams J Roh T Tokar and M Swink ldquoLeveragingsupply chain visibility for responsiveness the moderating roleof internal integrationrdquo Journal of Operations Management vol31 no 7-8 pp 543ndash554 2013
[9] A Musa A Gunasekaran and Y Yusuf ldquoSupply chain productvisibility methods systems and impactsrdquo Expert Systems withApplications vol 41 no 1 pp 176ndash194 2014
[10] M Caridi A Moretto A Perego and A Tumino ldquoThebenefits of supply chain visibility a value assessment modelrdquoInternational Journal of Production Economics vol 151 pp 1ndash192014
[11] V Sadlovdka Beyond Visibility Driving Supply Chain Respon-siveness Aberdeen Group 2008
[12] A N Zhang M Goh and F Meng ldquoConceptual modellingfor supply chain inventory visibilityrdquo International Journal ofProduction Economics vol 133 no 2 pp 578ndash585 2011
[13] M Barratt and A Oke ldquoAntecedents of supply chain visibilityin retail supply chains a resource-based theory perspectiverdquoJournal of Operations Management vol 25 no 6 pp 1217ndash12332007
[14] M Barratt and R Barratt ldquoExploring internal and externalsupply chain linkages evidence from the fieldrdquo Journal ofOperations Management vol 29 no 5 pp 514ndash528 2011
[15] M Goh D R Souza N A Zhang H Wei and P S TanldquoSupply chain visibility a decision making perspectiverdquo inProceedings of the 4th IEEE Conference on Industrial Electronicsand Applications (ICIEA rsquo09) pp 2546ndash2551 Xirsquoan China May2009
[16] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoDo virtuality and complexity affect supply chain visibilityrdquoInternational Journal of Production Economics vol 127 no 2 pp372ndash383 2010
[17] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoMeasuring visibility to improve supply chain performance aquantitative approachrdquoBenchmarking vol 17 no 4 pp 593ndash6152010
Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 7
Table 1 Example of process visibility for lead time
Process 119909 (day) 120590 (day) LSL (day) USL (day) 119862119901119896
119885bench 119885st VA 60 05 mdash 70 067 20 350 058B 60 033 mdash 70 100 30 450 075C 50 05 mdash 70 133 40 550 092D 50 05 mdash 60 067 20 350 058
the process capability (119885bench) in Six Sigma methodology asfollows
V119894= min(
(119885bench + 15)
6 1)
where 0 le V119894le 10
(4)
int
119911120572
minusinfin
119891 (119909) 119889119909 = 120572 (5)
In this paper we propose a visibility index for a businessprocess by using the process capability as defined in (4)which measures the operational capability of a process withits mean and variance in traditional quality control theoryThe rationale is as follows if the process capability is largerfor a particular process then the process is more likely tobe stable with a smaller variation and the outcome of theprocess ismore likely to be excellent On the other hand if theprocess capability is smaller then the process is out of controlwith greater variation because some vital cause factors are notsensed and not cured which will make it difficult to predictthe outcome of the business process with accuracy
This method can evaluate the internal ability controlthe responsiveness for customer requirement and bench-mark competitors using the specification limits To considermultiple performance factors in the supply chain we haveconfigured visibility indices that are bounded by a real valuebetween zero and one as in (4) Under these conditionsthe visibility indices can be manipulated with mathematicaloperations such as multiplication and division In the indi-vidual echelon of a supply chain the process capability isa multiplexed outcome of various performance factors andit tends to deteriorate according to the weakest factor Thismodel can thus be used to quantify the SCVmore objectivelyand more empirically than with existing visibility models
34 Numerical Example Table 1 shows the process visibilityvalue V that was calculated by using the mean (119909) standarddeviation (120590) and specification limits (LSL USL) Process Ahas 6 days for the mean 05 days for the standard deviationand 70 days for USL while LSL is not restricted For examplethe values can be as follows 119862
119901119896is 067 [= (7 minus 6)(3 lowast 05)]
119885bench is 20 [= (70 minus 60)05 or 3 lowast 067] 119885st is 35 (=20+15) and the visibility V is 058 [= min(356 1)] ProcessB changes the standard deviation from 05 to 033 days andthe other conditions are the same with process A Accordingto the difference of 120590 process capability is much larger thanprocess A Process C is different from the mean of A andaccording to the difference in 119909 the visibility for C (092) isthe largest when compared to processes A (058) and B (075)
Table 2 Values for the variation by variable
Change () 119883 ΔV 120590 ΔV USL ΔVminus50 10000 00000 09167 01111 02500 00000minus40 10000 00167 08056 00794 02500 00000minus30 09833 01333 07262 00595 02500 00000minus20 08500 01333 06667 00463 02500 01667minus10 07167 01333 06204 00370 04167 016670 05833 01333 05833 00303 05833 0166710 04500 01333 05530 00253 07500 0166720 03167 00667 05278 00214 09167 0083330 02500 00000 05064 00183 10000 0000040 02500 00000 04881 00159 10000 0000050 02500 00000 04722 00159 10000 00000
This shows that the improvement in the mean is more valu-able than the improvement in the variance under the samespecification limit In addition if the specification limit forUSL is tighter to 60 days as follows from process D the pro-cess visibility drastically deteriorates to 058 Even though thecurrent visibility is larger due to the good process capability itloses the competitive advantage if the customer requirementsor the competitorrsquos capability is beyondwhat is achieved at thecurrent levelTherefore continuous improvement is requiredto maintain a sustainable competitive advantage
35 Sensitivity Analysis The proposed visibility model usesthe mean standard deviation and specification limits to cal-culate the visibility level for the various performance indicesThe specification limits may be the customerrsquos requirementsor the firmrsquos strategic target value for sustainable competitiveadvantage The mean and standard deviation are the out-comes of the process by executing the supply chain planThissection thus examines the suitability of the proposed visibilitymodel according to the sensitivity analysis
In general there are various performance factors in thesupply chain but this research has selected the deliverylead time that is the most representative performance indexused to evaluate OTD To conduct a sensitivity analysis it isrewritten to V = min((USL minus 119909)(6120590) + (14) 1) in formula(4) It is assumed that the process for119885bench is 20 withOTD=977 and the change of V is analyzed for each input variablethat increases with a rate of 10 To do that the base point(119909 120590USL) is set to be equal to (80 10 10) Table 2 showsthe output variable V changing from the min to the max valuein increments of 10 of its value for the input parametersFigure 2 shows the results in a spider plot For the mean Vis the inverse correlated to the mean and decreases by 01333
8 Mathematical Problems in Engineering
0 10 20 30 40 50()
(0 05833)
minus50 minus40 minus30 minus20 minus10
x120590
USL
0001020304050607080910
Figure 2 Spider plot for sensitivity analysis
in 10 increments of the mean (ΔV = 01333 at plusmn10) ForUSL V is the positive correlated to USL and decreases by01667 with a decrease of 10 of USLThis means that USL ismore sensitive than the mean For the standard deviation 120590 Vdecreases slightly changing into a concave shape to the rightfrom the left The results indicate that if the mean of the leadtime is reduced the visibility V becomes greater However ifthe USL is tighter to decrease according to customer require-ments or the competency strategy the visibility V greatlydecreases in proportion Prior to the changes in the USL dueto customer requirements or competitorrsquos competitiveness forlead time it is necessary to improve the process capabilityin order to secure a competitive advantage This result of thesensitivity analysis allows for the proposed model to be wellalignedwith the corresponding changes in the input variablesto sufficiently reflect the process capability to respond to thecompanyrsquos process changes
4 Assessment of OverallSupply Chain Visibility
41 Quantification Model for the Overall Supply Chain Visibil-ity In Section 33 this paper proposed a quantifyingmethodusing a119885 score in Six Sigma to calculate the process capabilityby measuring the mean and the standard deviation of aprocess for the individual performance indices The methodthat is used to calculate the individual index allows thevisibility to be quantified by unit processes in each stageof the supply chain This can also be expanded to calculatethe overall visibility for the entire supply chain Thereforethese results can be compared with the other stages in thesame supply chain Furthermore by looking at the vital factorthat has the lowest value the performance of the bottleneckoperation for a given stage can be improved and the overallSC visibility can also more easily improve For this this paperproposes a quantificationmethod for the overall supply chainvisibility as follows The supply chain network structure is
configured as in Figure 3 based on the suggested model byLambert et al [39]
Step 1 Define the stages and process units in the supply chain119904mdashstages 119906mdashprocess units
Step 2 Define the major performance indices 119891 and theirparameters 119891mdashfactors
Step 3 Calculate visibility instances by factor for item 119894 atprocess unit 119906 in each stage 119904 V
119904119906119894119891
Step 4 Calculate the item visibility for process unit 119906 in stage119904 V119904119906119894= 119891radicprod119891V119904119906119894119891
Step 5 Calculate the unit visibility by process unit 119906 for eachstage 119904 V
119904119906= sum119894119896119894sdot V119904119906119894 where 119896
119894is weight of sales revenue
for item 119894 0 lt 119896119894le 10 sum
119894119896119894= 1
Step 6 If a process unit has multiple substages or multiplesubprocess units calculate the visibility using geometricmean for their subprocess units
Finally calculate overall visibility Voverall = 119899119904119906
radicprod119904119906V119904119906=
119899119904119906
radicprod119904119906sum119894(119896119894sdot 119891radicprod119891V119904119894119891) where 119899119904119906 is the number of process
units for overall supply chain
Step 1 defines the stages 119904 and process units 119906 in the supplychain as manufacturing inbound and outbound logisticssupply demand and outsourcing process Step 2 definesthe major performance indices 119891 for process visibility ateach stage 119904 and defines the parameters (average standarddeviation and USL or LSL as target) in order to calculate theprocess capability for stage 119904 and the performance index 119891For the major performance indices the examples include theprocess yield manufacturing lead time utilization qualitydelivery lead time and shortage performance In the logisticsprocesses the delivery lead time is the key factor and its targetvalue may be defined by the customer or by the lead timestrategy when considering the competitive advantage Step 3calculates the instance of the visibility of index 119891 for eachitem 119894 for process unit 119906 at stage 119904 V
119904119906119894119891using the parameters
in Step 2 Step 4 calculates the visibility of item 119894 for processunit 119906 at stage 119904 and the results can be compared to thoseof other products Step 5 calculates the process unit visibilityby weighting and summing the item visibility consideringthe sales revenue of the item The unit visibility value canbe compared to other stages in the current supply chainor to other competitors for the similar business processesFinally Step 6 calculates the overall visibility that is poweredin each stagersquos values for all stages of the current supply chainnetworkThis result is thus used to obtain the overall processvisibility for the entire supply chain and it can also be usedfor comparison with competitorrsquos values
42 Example of the Overall Supply Chain Visibility As shownin Figure 4 this paper presents an example that can beused to more easily understand and calculate the overall
Mathematical Problems in Engineering 9
companyTo initialsuppliers
Tier 1 Tier 2Tier 2 FocalDelivery(retailer)
Tier 1Suppliers To consumers
(end-customer)
Stage
Process unit
Units u
Items i
Factors f
Units uItems i
Factors f
Units u
Items i
Factors f Units uItems i
Factors fUnits uItems i
Factors fUnits uItems i
Factors f
Units uItems i
Factors FUnits uItems i
Factors f
Units uItems i
Factors fUnits u
Items i
Factors fUnits u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units uItems i
Factors f
1
u998400
11
1
u998400
1
u998400
1
1
1
1
u998400
1u
21
u
u
u
s1
su
middot middot middot
su visibility for process unit u at stage s
1 2 s
Figure 3 Supply chain network structure for visibility assessment
Supplier Source Production Delivery Customer
s p d
sl = 045 for lead timesq = 060 for quality
pl = 045 for lead timepy = 050 for yieldpu = 055 for utilizationpq = 060 for quality
dl = 045 for lead time
Figure 4 Example of the overall supply chain visibility
visibility index This supply chain is a case that produces anddelivers a single product composed of 3 stages including thesource stage which is the procurement process to purchasematerials from supplier the production stage which consistsof manufacturing to make a product and a delivery stage totransport finished goods to the customer In the example thispaper described only the result from the Vstage for the stagevisibility for convenience by calculating the equation in Step 4of the previous section If the lead time of the delivery stageis of about 885 (119911 = 12) V
119904119897is calculated as min(((12 +
15)6) 1) = 045For the source stage where the visibility instances are
respectively 045 for lead time and 060 for the quality thestage visibility V
119904is 0519 (= radic045 lowast 06) For the production
stage where the visibility instances for the process yield
and the utilization have been added the result V119901is 0525
(= 4
radic045 lowast 05 lowast 055 lowast 06) multiplied by each visibilityinstance In the production stage the stage visibility deteri-orates more than the source stage due to the visibility of theyield and utilization According to this result it can estimatethat the production process may become unstable due tothe yield and utilization For the delivery stage where thevisibility instance is only one factor for the lead time the stagevisibility V
119889becomes simply 045 Finally the overall visibility
Voverall is 050 (= 3
radic0519 lowast 0525 lowast 045) followed by Step 6in the previous equation This Voverall is reduced to 05 by thedelivery stage visibility V
119889 which is lower than that at the
source stage and the production stage It can estimate the SixSigma level to be about 30 (= 05 lowast 6) and the process capa-bility is 15 (= 30 minus 15) with a low grade Hence the overall
10 Mathematical Problems in Engineering
visibility can increase by initiatives to improve the entire sup-ply chain because the visibilities for all stages are at a low level
Since this example considers a single product with itsvisibility indices the performance index that needs to beimproved can be primarily decided through intuition How-ever in a real supply chain it is impossible to easily andintuitively make a judgment because the supply chain is avery complicated system that is composed of multiple prod-ucts multiple stages and multiple suppliers and customersTherefore through a more objective and more quantitativeapproach as the proposed model the SCV can evaluatemore effectively compare it to that of other supply chains orcompetitors and analyze trends
5 Conclusion and Further Research
This paper has proposed a quantitative approach that is morepractical and objective than that of previous studies regardingSCV Most of the extant literature has proposed using aninformation visibility model that focuses on usability share-ability and integrity among partners in a supply chain froman information management perspective These studies havemainly presented quantitative methods based on the datareadiness such as quantity accuracy and freshness withan emphasis on utilizing information technology From aconventional point of view a reactive approach that focuseson information visibility is very important but a proactiveapproach to improve process capability through processimprovements and restructuring is also very important SCVshould not be restricted within transaction-related informa-tion [20] and operational excellence in the supply chaincan secure the ability to operate efficiently and effectivelyas planned for the entire supply chain process In order toacquire operational excellence both reactive and proactiveapproaches are very effective and the outcomes are expressedas various process capabilities
This research proposes that supply chain visibility is alevel where we can predict the viable degree of the supplychain plan and the visibility level can estimate process capa-bility using a 119885 score in Six Sigma This paper also deviseda mathematical model to quantify the SCV and suggests aquantification methodology to evaluate the visibility levelof the overall supply chain The proposed methodologycan facilitate assessing and comparing suppliers customersand competitors This is a practical model that can moreobjectively and empirically quantify SCV
Finally the effects of the performance factors on theprocess visibility were assumed to be equivalent at the samestage of the supply chain However the effects may be dif-ferent from those across the industry or for other companies(industry-specific or company-specific) depending on thecharacteristics It is necessary to verify the suitability of theproposed model for this issue and SCV is also needed toconduct an empirical study of the relationship between thedistinctive visibility and the financial performance There-fore further research is planned in order to expand ourproposed model according to these issues
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] B Enslow Global Supply Chain Benchmark Report IndustryPriorities for Visibility B2B Collaboration Trade Complienceand Risk Management Aberdeen Group 2006
[2] B Heaney Supply Chain Visibility Excellence Mastering Com-plexity and Landed Costs Aberdeen Group 2012
[3] B Heaney The Supply Chain Visibility A Critical Strategy toOptimize Cost and Service Aberdeen Group 2013
[4] Gartner ldquoGartner Announces Rankings of Its 2013 SupplyChain Top 25rdquo 2013
[5] Gartner ldquoGartner Announces Rankings of Its 2014 SupplyChain Top 25rdquo May 2014
[6] H M Yang B S Choi H J Park M S Suh and BChae ldquoSupply chain management six sigma a managementinnovation methodology at the Samsung Grouprdquo Supply ChainManagement vol 12 no 2 pp 88ndash95 2007
[7] C M Holcomb Y S Ponomarov and B K Manrodt ldquoTherelationship of supply chain visibility to firm performancerdquoSupply Chain Forum vol 12 no 2 pp 32ndash45 2011
[8] B D Williams J Roh T Tokar and M Swink ldquoLeveragingsupply chain visibility for responsiveness the moderating roleof internal integrationrdquo Journal of Operations Management vol31 no 7-8 pp 543ndash554 2013
[9] A Musa A Gunasekaran and Y Yusuf ldquoSupply chain productvisibility methods systems and impactsrdquo Expert Systems withApplications vol 41 no 1 pp 176ndash194 2014
[10] M Caridi A Moretto A Perego and A Tumino ldquoThebenefits of supply chain visibility a value assessment modelrdquoInternational Journal of Production Economics vol 151 pp 1ndash192014
[11] V Sadlovdka Beyond Visibility Driving Supply Chain Respon-siveness Aberdeen Group 2008
[12] A N Zhang M Goh and F Meng ldquoConceptual modellingfor supply chain inventory visibilityrdquo International Journal ofProduction Economics vol 133 no 2 pp 578ndash585 2011
[13] M Barratt and A Oke ldquoAntecedents of supply chain visibilityin retail supply chains a resource-based theory perspectiverdquoJournal of Operations Management vol 25 no 6 pp 1217ndash12332007
[14] M Barratt and R Barratt ldquoExploring internal and externalsupply chain linkages evidence from the fieldrdquo Journal ofOperations Management vol 29 no 5 pp 514ndash528 2011
[15] M Goh D R Souza N A Zhang H Wei and P S TanldquoSupply chain visibility a decision making perspectiverdquo inProceedings of the 4th IEEE Conference on Industrial Electronicsand Applications (ICIEA rsquo09) pp 2546ndash2551 Xirsquoan China May2009
[16] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoDo virtuality and complexity affect supply chain visibilityrdquoInternational Journal of Production Economics vol 127 no 2 pp372ndash383 2010
[17] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoMeasuring visibility to improve supply chain performance aquantitative approachrdquoBenchmarking vol 17 no 4 pp 593ndash6152010
Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

8 Mathematical Problems in Engineering
0 10 20 30 40 50()
(0 05833)
minus50 minus40 minus30 minus20 minus10
x120590
USL
0001020304050607080910
Figure 2 Spider plot for sensitivity analysis
in 10 increments of the mean (ΔV = 01333 at plusmn10) ForUSL V is the positive correlated to USL and decreases by01667 with a decrease of 10 of USLThis means that USL ismore sensitive than the mean For the standard deviation 120590 Vdecreases slightly changing into a concave shape to the rightfrom the left The results indicate that if the mean of the leadtime is reduced the visibility V becomes greater However ifthe USL is tighter to decrease according to customer require-ments or the competency strategy the visibility V greatlydecreases in proportion Prior to the changes in the USL dueto customer requirements or competitorrsquos competitiveness forlead time it is necessary to improve the process capabilityin order to secure a competitive advantage This result of thesensitivity analysis allows for the proposed model to be wellalignedwith the corresponding changes in the input variablesto sufficiently reflect the process capability to respond to thecompanyrsquos process changes
4 Assessment of OverallSupply Chain Visibility
41 Quantification Model for the Overall Supply Chain Visibil-ity In Section 33 this paper proposed a quantifyingmethodusing a119885 score in Six Sigma to calculate the process capabilityby measuring the mean and the standard deviation of aprocess for the individual performance indices The methodthat is used to calculate the individual index allows thevisibility to be quantified by unit processes in each stageof the supply chain This can also be expanded to calculatethe overall visibility for the entire supply chain Thereforethese results can be compared with the other stages in thesame supply chain Furthermore by looking at the vital factorthat has the lowest value the performance of the bottleneckoperation for a given stage can be improved and the overallSC visibility can also more easily improve For this this paperproposes a quantificationmethod for the overall supply chainvisibility as follows The supply chain network structure is
configured as in Figure 3 based on the suggested model byLambert et al [39]
Step 1 Define the stages and process units in the supply chain119904mdashstages 119906mdashprocess units
Step 2 Define the major performance indices 119891 and theirparameters 119891mdashfactors
Step 3 Calculate visibility instances by factor for item 119894 atprocess unit 119906 in each stage 119904 V
119904119906119894119891
Step 4 Calculate the item visibility for process unit 119906 in stage119904 V119904119906119894= 119891radicprod119891V119904119906119894119891
Step 5 Calculate the unit visibility by process unit 119906 for eachstage 119904 V
119904119906= sum119894119896119894sdot V119904119906119894 where 119896
119894is weight of sales revenue
for item 119894 0 lt 119896119894le 10 sum
119894119896119894= 1
Step 6 If a process unit has multiple substages or multiplesubprocess units calculate the visibility using geometricmean for their subprocess units
Finally calculate overall visibility Voverall = 119899119904119906
radicprod119904119906V119904119906=
119899119904119906
radicprod119904119906sum119894(119896119894sdot 119891radicprod119891V119904119894119891) where 119899119904119906 is the number of process
units for overall supply chain
Step 1 defines the stages 119904 and process units 119906 in the supplychain as manufacturing inbound and outbound logisticssupply demand and outsourcing process Step 2 definesthe major performance indices 119891 for process visibility ateach stage 119904 and defines the parameters (average standarddeviation and USL or LSL as target) in order to calculate theprocess capability for stage 119904 and the performance index 119891For the major performance indices the examples include theprocess yield manufacturing lead time utilization qualitydelivery lead time and shortage performance In the logisticsprocesses the delivery lead time is the key factor and its targetvalue may be defined by the customer or by the lead timestrategy when considering the competitive advantage Step 3calculates the instance of the visibility of index 119891 for eachitem 119894 for process unit 119906 at stage 119904 V
119904119906119894119891using the parameters
in Step 2 Step 4 calculates the visibility of item 119894 for processunit 119906 at stage 119904 and the results can be compared to thoseof other products Step 5 calculates the process unit visibilityby weighting and summing the item visibility consideringthe sales revenue of the item The unit visibility value canbe compared to other stages in the current supply chainor to other competitors for the similar business processesFinally Step 6 calculates the overall visibility that is poweredin each stagersquos values for all stages of the current supply chainnetworkThis result is thus used to obtain the overall processvisibility for the entire supply chain and it can also be usedfor comparison with competitorrsquos values
42 Example of the Overall Supply Chain Visibility As shownin Figure 4 this paper presents an example that can beused to more easily understand and calculate the overall
Mathematical Problems in Engineering 9
companyTo initialsuppliers
Tier 1 Tier 2Tier 2 FocalDelivery(retailer)
Tier 1Suppliers To consumers
(end-customer)
Stage
Process unit
Units u
Items i
Factors f
Units uItems i
Factors f
Units u
Items i
Factors f Units uItems i
Factors fUnits uItems i
Factors fUnits uItems i
Factors f
Units uItems i
Factors FUnits uItems i
Factors f
Units uItems i
Factors fUnits u
Items i
Factors fUnits u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units uItems i
Factors f
1
u998400
11
1
u998400
1
u998400
1
1
1
1
u998400
1u
21
u
u
u
s1
su
middot middot middot
su visibility for process unit u at stage s
1 2 s
Figure 3 Supply chain network structure for visibility assessment
Supplier Source Production Delivery Customer
s p d
sl = 045 for lead timesq = 060 for quality
pl = 045 for lead timepy = 050 for yieldpu = 055 for utilizationpq = 060 for quality
dl = 045 for lead time
Figure 4 Example of the overall supply chain visibility
visibility index This supply chain is a case that produces anddelivers a single product composed of 3 stages including thesource stage which is the procurement process to purchasematerials from supplier the production stage which consistsof manufacturing to make a product and a delivery stage totransport finished goods to the customer In the example thispaper described only the result from the Vstage for the stagevisibility for convenience by calculating the equation in Step 4of the previous section If the lead time of the delivery stageis of about 885 (119911 = 12) V
119904119897is calculated as min(((12 +
15)6) 1) = 045For the source stage where the visibility instances are
respectively 045 for lead time and 060 for the quality thestage visibility V
119904is 0519 (= radic045 lowast 06) For the production
stage where the visibility instances for the process yield
and the utilization have been added the result V119901is 0525
(= 4
radic045 lowast 05 lowast 055 lowast 06) multiplied by each visibilityinstance In the production stage the stage visibility deteri-orates more than the source stage due to the visibility of theyield and utilization According to this result it can estimatethat the production process may become unstable due tothe yield and utilization For the delivery stage where thevisibility instance is only one factor for the lead time the stagevisibility V
119889becomes simply 045 Finally the overall visibility
Voverall is 050 (= 3
radic0519 lowast 0525 lowast 045) followed by Step 6in the previous equation This Voverall is reduced to 05 by thedelivery stage visibility V
119889 which is lower than that at the
source stage and the production stage It can estimate the SixSigma level to be about 30 (= 05 lowast 6) and the process capa-bility is 15 (= 30 minus 15) with a low grade Hence the overall
10 Mathematical Problems in Engineering
visibility can increase by initiatives to improve the entire sup-ply chain because the visibilities for all stages are at a low level
Since this example considers a single product with itsvisibility indices the performance index that needs to beimproved can be primarily decided through intuition How-ever in a real supply chain it is impossible to easily andintuitively make a judgment because the supply chain is avery complicated system that is composed of multiple prod-ucts multiple stages and multiple suppliers and customersTherefore through a more objective and more quantitativeapproach as the proposed model the SCV can evaluatemore effectively compare it to that of other supply chains orcompetitors and analyze trends
5 Conclusion and Further Research
This paper has proposed a quantitative approach that is morepractical and objective than that of previous studies regardingSCV Most of the extant literature has proposed using aninformation visibility model that focuses on usability share-ability and integrity among partners in a supply chain froman information management perspective These studies havemainly presented quantitative methods based on the datareadiness such as quantity accuracy and freshness withan emphasis on utilizing information technology From aconventional point of view a reactive approach that focuseson information visibility is very important but a proactiveapproach to improve process capability through processimprovements and restructuring is also very important SCVshould not be restricted within transaction-related informa-tion [20] and operational excellence in the supply chaincan secure the ability to operate efficiently and effectivelyas planned for the entire supply chain process In order toacquire operational excellence both reactive and proactiveapproaches are very effective and the outcomes are expressedas various process capabilities
This research proposes that supply chain visibility is alevel where we can predict the viable degree of the supplychain plan and the visibility level can estimate process capa-bility using a 119885 score in Six Sigma This paper also deviseda mathematical model to quantify the SCV and suggests aquantification methodology to evaluate the visibility levelof the overall supply chain The proposed methodologycan facilitate assessing and comparing suppliers customersand competitors This is a practical model that can moreobjectively and empirically quantify SCV
Finally the effects of the performance factors on theprocess visibility were assumed to be equivalent at the samestage of the supply chain However the effects may be dif-ferent from those across the industry or for other companies(industry-specific or company-specific) depending on thecharacteristics It is necessary to verify the suitability of theproposed model for this issue and SCV is also needed toconduct an empirical study of the relationship between thedistinctive visibility and the financial performance There-fore further research is planned in order to expand ourproposed model according to these issues
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] B Enslow Global Supply Chain Benchmark Report IndustryPriorities for Visibility B2B Collaboration Trade Complienceand Risk Management Aberdeen Group 2006
[2] B Heaney Supply Chain Visibility Excellence Mastering Com-plexity and Landed Costs Aberdeen Group 2012
[3] B Heaney The Supply Chain Visibility A Critical Strategy toOptimize Cost and Service Aberdeen Group 2013
[4] Gartner ldquoGartner Announces Rankings of Its 2013 SupplyChain Top 25rdquo 2013
[5] Gartner ldquoGartner Announces Rankings of Its 2014 SupplyChain Top 25rdquo May 2014
[6] H M Yang B S Choi H J Park M S Suh and BChae ldquoSupply chain management six sigma a managementinnovation methodology at the Samsung Grouprdquo Supply ChainManagement vol 12 no 2 pp 88ndash95 2007
[7] C M Holcomb Y S Ponomarov and B K Manrodt ldquoTherelationship of supply chain visibility to firm performancerdquoSupply Chain Forum vol 12 no 2 pp 32ndash45 2011
[8] B D Williams J Roh T Tokar and M Swink ldquoLeveragingsupply chain visibility for responsiveness the moderating roleof internal integrationrdquo Journal of Operations Management vol31 no 7-8 pp 543ndash554 2013
[9] A Musa A Gunasekaran and Y Yusuf ldquoSupply chain productvisibility methods systems and impactsrdquo Expert Systems withApplications vol 41 no 1 pp 176ndash194 2014
[10] M Caridi A Moretto A Perego and A Tumino ldquoThebenefits of supply chain visibility a value assessment modelrdquoInternational Journal of Production Economics vol 151 pp 1ndash192014
[11] V Sadlovdka Beyond Visibility Driving Supply Chain Respon-siveness Aberdeen Group 2008
[12] A N Zhang M Goh and F Meng ldquoConceptual modellingfor supply chain inventory visibilityrdquo International Journal ofProduction Economics vol 133 no 2 pp 578ndash585 2011
[13] M Barratt and A Oke ldquoAntecedents of supply chain visibilityin retail supply chains a resource-based theory perspectiverdquoJournal of Operations Management vol 25 no 6 pp 1217ndash12332007
[14] M Barratt and R Barratt ldquoExploring internal and externalsupply chain linkages evidence from the fieldrdquo Journal ofOperations Management vol 29 no 5 pp 514ndash528 2011
[15] M Goh D R Souza N A Zhang H Wei and P S TanldquoSupply chain visibility a decision making perspectiverdquo inProceedings of the 4th IEEE Conference on Industrial Electronicsand Applications (ICIEA rsquo09) pp 2546ndash2551 Xirsquoan China May2009
[16] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoDo virtuality and complexity affect supply chain visibilityrdquoInternational Journal of Production Economics vol 127 no 2 pp372ndash383 2010
[17] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoMeasuring visibility to improve supply chain performance aquantitative approachrdquoBenchmarking vol 17 no 4 pp 593ndash6152010
Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 9
companyTo initialsuppliers
Tier 1 Tier 2Tier 2 FocalDelivery(retailer)
Tier 1Suppliers To consumers
(end-customer)
Stage
Process unit
Units u
Items i
Factors f
Units uItems i
Factors f
Units u
Items i
Factors f Units uItems i
Factors fUnits uItems i
Factors fUnits uItems i
Factors f
Units uItems i
Factors FUnits uItems i
Factors f
Units uItems i
Factors fUnits u
Items i
Factors fUnits u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units u
Items i
Factors f
Units uItems i
Factors f
1
u998400
11
1
u998400
1
u998400
1
1
1
1
u998400
1u
21
u
u
u
s1
su
middot middot middot
su visibility for process unit u at stage s
1 2 s
Figure 3 Supply chain network structure for visibility assessment
Supplier Source Production Delivery Customer
s p d
sl = 045 for lead timesq = 060 for quality
pl = 045 for lead timepy = 050 for yieldpu = 055 for utilizationpq = 060 for quality
dl = 045 for lead time
Figure 4 Example of the overall supply chain visibility
visibility index This supply chain is a case that produces anddelivers a single product composed of 3 stages including thesource stage which is the procurement process to purchasematerials from supplier the production stage which consistsof manufacturing to make a product and a delivery stage totransport finished goods to the customer In the example thispaper described only the result from the Vstage for the stagevisibility for convenience by calculating the equation in Step 4of the previous section If the lead time of the delivery stageis of about 885 (119911 = 12) V
119904119897is calculated as min(((12 +
15)6) 1) = 045For the source stage where the visibility instances are
respectively 045 for lead time and 060 for the quality thestage visibility V
119904is 0519 (= radic045 lowast 06) For the production
stage where the visibility instances for the process yield
and the utilization have been added the result V119901is 0525
(= 4
radic045 lowast 05 lowast 055 lowast 06) multiplied by each visibilityinstance In the production stage the stage visibility deteri-orates more than the source stage due to the visibility of theyield and utilization According to this result it can estimatethat the production process may become unstable due tothe yield and utilization For the delivery stage where thevisibility instance is only one factor for the lead time the stagevisibility V
119889becomes simply 045 Finally the overall visibility
Voverall is 050 (= 3
radic0519 lowast 0525 lowast 045) followed by Step 6in the previous equation This Voverall is reduced to 05 by thedelivery stage visibility V
119889 which is lower than that at the
source stage and the production stage It can estimate the SixSigma level to be about 30 (= 05 lowast 6) and the process capa-bility is 15 (= 30 minus 15) with a low grade Hence the overall
10 Mathematical Problems in Engineering
visibility can increase by initiatives to improve the entire sup-ply chain because the visibilities for all stages are at a low level
Since this example considers a single product with itsvisibility indices the performance index that needs to beimproved can be primarily decided through intuition How-ever in a real supply chain it is impossible to easily andintuitively make a judgment because the supply chain is avery complicated system that is composed of multiple prod-ucts multiple stages and multiple suppliers and customersTherefore through a more objective and more quantitativeapproach as the proposed model the SCV can evaluatemore effectively compare it to that of other supply chains orcompetitors and analyze trends
5 Conclusion and Further Research
This paper has proposed a quantitative approach that is morepractical and objective than that of previous studies regardingSCV Most of the extant literature has proposed using aninformation visibility model that focuses on usability share-ability and integrity among partners in a supply chain froman information management perspective These studies havemainly presented quantitative methods based on the datareadiness such as quantity accuracy and freshness withan emphasis on utilizing information technology From aconventional point of view a reactive approach that focuseson information visibility is very important but a proactiveapproach to improve process capability through processimprovements and restructuring is also very important SCVshould not be restricted within transaction-related informa-tion [20] and operational excellence in the supply chaincan secure the ability to operate efficiently and effectivelyas planned for the entire supply chain process In order toacquire operational excellence both reactive and proactiveapproaches are very effective and the outcomes are expressedas various process capabilities
This research proposes that supply chain visibility is alevel where we can predict the viable degree of the supplychain plan and the visibility level can estimate process capa-bility using a 119885 score in Six Sigma This paper also deviseda mathematical model to quantify the SCV and suggests aquantification methodology to evaluate the visibility levelof the overall supply chain The proposed methodologycan facilitate assessing and comparing suppliers customersand competitors This is a practical model that can moreobjectively and empirically quantify SCV
Finally the effects of the performance factors on theprocess visibility were assumed to be equivalent at the samestage of the supply chain However the effects may be dif-ferent from those across the industry or for other companies(industry-specific or company-specific) depending on thecharacteristics It is necessary to verify the suitability of theproposed model for this issue and SCV is also needed toconduct an empirical study of the relationship between thedistinctive visibility and the financial performance There-fore further research is planned in order to expand ourproposed model according to these issues
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] B Enslow Global Supply Chain Benchmark Report IndustryPriorities for Visibility B2B Collaboration Trade Complienceand Risk Management Aberdeen Group 2006
[2] B Heaney Supply Chain Visibility Excellence Mastering Com-plexity and Landed Costs Aberdeen Group 2012
[3] B Heaney The Supply Chain Visibility A Critical Strategy toOptimize Cost and Service Aberdeen Group 2013
[4] Gartner ldquoGartner Announces Rankings of Its 2013 SupplyChain Top 25rdquo 2013
[5] Gartner ldquoGartner Announces Rankings of Its 2014 SupplyChain Top 25rdquo May 2014
[6] H M Yang B S Choi H J Park M S Suh and BChae ldquoSupply chain management six sigma a managementinnovation methodology at the Samsung Grouprdquo Supply ChainManagement vol 12 no 2 pp 88ndash95 2007
[7] C M Holcomb Y S Ponomarov and B K Manrodt ldquoTherelationship of supply chain visibility to firm performancerdquoSupply Chain Forum vol 12 no 2 pp 32ndash45 2011
[8] B D Williams J Roh T Tokar and M Swink ldquoLeveragingsupply chain visibility for responsiveness the moderating roleof internal integrationrdquo Journal of Operations Management vol31 no 7-8 pp 543ndash554 2013
[9] A Musa A Gunasekaran and Y Yusuf ldquoSupply chain productvisibility methods systems and impactsrdquo Expert Systems withApplications vol 41 no 1 pp 176ndash194 2014
[10] M Caridi A Moretto A Perego and A Tumino ldquoThebenefits of supply chain visibility a value assessment modelrdquoInternational Journal of Production Economics vol 151 pp 1ndash192014
[11] V Sadlovdka Beyond Visibility Driving Supply Chain Respon-siveness Aberdeen Group 2008
[12] A N Zhang M Goh and F Meng ldquoConceptual modellingfor supply chain inventory visibilityrdquo International Journal ofProduction Economics vol 133 no 2 pp 578ndash585 2011
[13] M Barratt and A Oke ldquoAntecedents of supply chain visibilityin retail supply chains a resource-based theory perspectiverdquoJournal of Operations Management vol 25 no 6 pp 1217ndash12332007
[14] M Barratt and R Barratt ldquoExploring internal and externalsupply chain linkages evidence from the fieldrdquo Journal ofOperations Management vol 29 no 5 pp 514ndash528 2011
[15] M Goh D R Souza N A Zhang H Wei and P S TanldquoSupply chain visibility a decision making perspectiverdquo inProceedings of the 4th IEEE Conference on Industrial Electronicsand Applications (ICIEA rsquo09) pp 2546ndash2551 Xirsquoan China May2009
[16] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoDo virtuality and complexity affect supply chain visibilityrdquoInternational Journal of Production Economics vol 127 no 2 pp372ndash383 2010
[17] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoMeasuring visibility to improve supply chain performance aquantitative approachrdquoBenchmarking vol 17 no 4 pp 593ndash6152010
Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

10 Mathematical Problems in Engineering
visibility can increase by initiatives to improve the entire sup-ply chain because the visibilities for all stages are at a low level
Since this example considers a single product with itsvisibility indices the performance index that needs to beimproved can be primarily decided through intuition How-ever in a real supply chain it is impossible to easily andintuitively make a judgment because the supply chain is avery complicated system that is composed of multiple prod-ucts multiple stages and multiple suppliers and customersTherefore through a more objective and more quantitativeapproach as the proposed model the SCV can evaluatemore effectively compare it to that of other supply chains orcompetitors and analyze trends
5 Conclusion and Further Research
This paper has proposed a quantitative approach that is morepractical and objective than that of previous studies regardingSCV Most of the extant literature has proposed using aninformation visibility model that focuses on usability share-ability and integrity among partners in a supply chain froman information management perspective These studies havemainly presented quantitative methods based on the datareadiness such as quantity accuracy and freshness withan emphasis on utilizing information technology From aconventional point of view a reactive approach that focuseson information visibility is very important but a proactiveapproach to improve process capability through processimprovements and restructuring is also very important SCVshould not be restricted within transaction-related informa-tion [20] and operational excellence in the supply chaincan secure the ability to operate efficiently and effectivelyas planned for the entire supply chain process In order toacquire operational excellence both reactive and proactiveapproaches are very effective and the outcomes are expressedas various process capabilities
This research proposes that supply chain visibility is alevel where we can predict the viable degree of the supplychain plan and the visibility level can estimate process capa-bility using a 119885 score in Six Sigma This paper also deviseda mathematical model to quantify the SCV and suggests aquantification methodology to evaluate the visibility levelof the overall supply chain The proposed methodologycan facilitate assessing and comparing suppliers customersand competitors This is a practical model that can moreobjectively and empirically quantify SCV
Finally the effects of the performance factors on theprocess visibility were assumed to be equivalent at the samestage of the supply chain However the effects may be dif-ferent from those across the industry or for other companies(industry-specific or company-specific) depending on thecharacteristics It is necessary to verify the suitability of theproposed model for this issue and SCV is also needed toconduct an empirical study of the relationship between thedistinctive visibility and the financial performance There-fore further research is planned in order to expand ourproposed model according to these issues
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
References
[1] B Enslow Global Supply Chain Benchmark Report IndustryPriorities for Visibility B2B Collaboration Trade Complienceand Risk Management Aberdeen Group 2006
[2] B Heaney Supply Chain Visibility Excellence Mastering Com-plexity and Landed Costs Aberdeen Group 2012
[3] B Heaney The Supply Chain Visibility A Critical Strategy toOptimize Cost and Service Aberdeen Group 2013
[4] Gartner ldquoGartner Announces Rankings of Its 2013 SupplyChain Top 25rdquo 2013
[5] Gartner ldquoGartner Announces Rankings of Its 2014 SupplyChain Top 25rdquo May 2014
[6] H M Yang B S Choi H J Park M S Suh and BChae ldquoSupply chain management six sigma a managementinnovation methodology at the Samsung Grouprdquo Supply ChainManagement vol 12 no 2 pp 88ndash95 2007
[7] C M Holcomb Y S Ponomarov and B K Manrodt ldquoTherelationship of supply chain visibility to firm performancerdquoSupply Chain Forum vol 12 no 2 pp 32ndash45 2011
[8] B D Williams J Roh T Tokar and M Swink ldquoLeveragingsupply chain visibility for responsiveness the moderating roleof internal integrationrdquo Journal of Operations Management vol31 no 7-8 pp 543ndash554 2013
[9] A Musa A Gunasekaran and Y Yusuf ldquoSupply chain productvisibility methods systems and impactsrdquo Expert Systems withApplications vol 41 no 1 pp 176ndash194 2014
[10] M Caridi A Moretto A Perego and A Tumino ldquoThebenefits of supply chain visibility a value assessment modelrdquoInternational Journal of Production Economics vol 151 pp 1ndash192014
[11] V Sadlovdka Beyond Visibility Driving Supply Chain Respon-siveness Aberdeen Group 2008
[12] A N Zhang M Goh and F Meng ldquoConceptual modellingfor supply chain inventory visibilityrdquo International Journal ofProduction Economics vol 133 no 2 pp 578ndash585 2011
[13] M Barratt and A Oke ldquoAntecedents of supply chain visibilityin retail supply chains a resource-based theory perspectiverdquoJournal of Operations Management vol 25 no 6 pp 1217ndash12332007
[14] M Barratt and R Barratt ldquoExploring internal and externalsupply chain linkages evidence from the fieldrdquo Journal ofOperations Management vol 29 no 5 pp 514ndash528 2011
[15] M Goh D R Souza N A Zhang H Wei and P S TanldquoSupply chain visibility a decision making perspectiverdquo inProceedings of the 4th IEEE Conference on Industrial Electronicsand Applications (ICIEA rsquo09) pp 2546ndash2551 Xirsquoan China May2009
[16] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoDo virtuality and complexity affect supply chain visibilityrdquoInternational Journal of Production Economics vol 127 no 2 pp372ndash383 2010
[17] M Caridi L Crippa A Perego A Sianesi and A TuminoldquoMeasuring visibility to improve supply chain performance aquantitative approachrdquoBenchmarking vol 17 no 4 pp 593ndash6152010
Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 11
[18] M Caridi A Perego and A Tumino ldquoMeasuring supply chainvisibility in the apparel industryrdquo Benchmarking vol 20 no 1pp 25ndash44 2013
[19] H-L Wei and E T G Wang ldquoCreating strategic value fromsupply chain visibility-the dynamic capabilities viewrdquo in Pro-ceedings of the 40th Annual Hawaii International Conference onSystem Sciences (HICSS rsquo07) p 7 IEEE January 2007
[20] H-L Wei and E T G Wang ldquoThe strategic value of supplychain visibility increasing the ability to reconfigurerdquo EuropeanJournal of Information Systems vol 19 no 2 pp 238ndash249 2010
[21] P A Bartlett D Julien and T S Bainesin ldquoImproving supplychain performance through improved visibilityrdquo The Interna-tional Journal of Logistics Management vol 18 no 2 pp 294ndash313 2007
[22] A Brun M Caridi K F Salama and I Ravelli ldquoValue andrisk assessment of supply chain management improvementprojectsrdquo International Journal of Production Economics vol 99no 1-2 pp 186ndash201 2006
[23] C Li ldquoControlling the bullwhip effect in a supply chain systemwith constrained information flowsrdquo Applied MathematicalModelling vol 37 no 4 pp 1897ndash1909 2013
[24] C Li and S Liu ldquoA robust optimization approach to reduce thebullwhip effect of supply chains with vendor order placementlead time delays in an uncertain environmentrdquo Applied Mathe-matical Modelling vol 37 no 3 pp 707ndash718 2013
[25] G M Gaukler O Ozer and W H Hausman ldquoOrder progressinformation improved dynamic emergency ordering policiesrdquoProduction and Operations Management vol 17 no 6 pp 599ndash613 2008
[26] E P Chew LH Lee andC-K Sim ldquoThe impact of supply chainvisibility when lead time is randomrdquo OR Spectrum vol 35 no1 pp 163ndash190 2013
[27] A Goel ldquoThe value of in-transit visibility for supply chains withmultiple modes of transportrdquo International Journal of LogisticsResearch and Applications vol 13 no 6 pp 475ndash492 2010
[28] V E Kane ldquoProcess capability indicesrdquo Journal of QualityTechnology vol 18 pp 41ndash52 1986
[29] Y Tanai and A L Guiffrida ldquoReducing the cost of untimelysupply chain delivery performance for asymmetric Laplacedistributed deliveryrdquo Applied Mathematical Modelling vol 39no 13 pp 3758ndash3770 2015
[30] D Garg Y Narahari and N Viswanadham ldquoAchieving sharpdeliveries in supply chains through variance pool allocationrdquoEuropean Journal ofOperational Research vol 171 no 1 pp 227ndash254 2006
[31] F K Wang and T Du ldquoApplying capability index to the supplychain network analysisrdquo Total Quality Management vol 18 no4 pp 425ndash434 2007
[32] A L Guiffrida and M Y Jaber ldquoManagerial and economicimpacts of reducing delivery variance in the supply chainrdquoApplied Mathematical Modelling vol 32 no 10 pp 2149ndash21612008
[33] Y Narahari N Viswanadham and R Bhattacharya ldquoDesign ofsynchronized supply chains a six sigma tolerancing approachrdquoin Proceedings of the IEEE International Conference on Roboticsamp Automation (ICRA rsquo00) pp 1151ndash1156 IEEE April 2000
[34] T Dasgupta ldquoUsing the six-sigma metric to measure andimprove the performance of a supply chainrdquo Total QualityManagement amp Business Excellence vol 14 no 3 pp 355ndash3662003
[35] J W Forrester ldquoindustrial dynamicsmdashafter the first decaderdquoManagement Science vol 14 no 7 pp 398ndash415 1968
[36] H L Lee V Padmanabhan and S Whang ldquoInformationdistortion in a supply chain the bullwhip effectrdquo ManagementScience vol 43 no 4 pp 546ndash558 1997
[37] H L Lee V Padmanabhan and S WhangThe Bullwhip Effectin Supply Chains MIT Sloan Management Review SpringerBerlin Germany 1997
[38] S Graves ldquoSix sigma rolled throughput yieldrdquoQuality Engineer-ing vol 14 no 2 pp 257ndash266 2001
[39] D M Lambert M C Cooper and J D Pagh ldquoSupply chainmanagement implementation issues and research opportuni-tiesrdquo The International Journal of Logistics Management vol 9no 2 pp 1ndash20 1998
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of