Embed Size (px)
Citation preview

1 | P a g e
Remerciements
Ce projet passionnant et très instructif ne fut pas facile à concevoir et à mettre en place. Une
multitude de personnes nous ont aidés à le mener à son terme et nous tenons à les en remercier.
Tout d’abord, nous remercions l’Institut Meurice pour nous avoir accueillis dans son « Brewing
Sciences and Fermentation Technology Department ». Notre tutrice, Anne Pietercelie, ainsi que Max
Libouton ont été d’une patience et d’une gentillesse hors norme. Ils nous ont guidés, suivis, donné
de leur temps et partagé leur savoir avec passion. Nous tenons également à remercier M. Dimitri
Gilis pour avoir organisé ce projet et M. Gilles Guezou pour nous avoir accueillis à la brasserie
Lefebvre. Il a pris le temps de répondre à nos nombreuses questions et nous a fait découvrir son
métier. De nombreuses autres personnes ont contribué à la réalisation de notre projet : nos amis qui
ont relu et structuré le rapport et montré leurs talents d’infographiste en réalisant l’étiquette de
notre bière. Merci à vous !

2 | P a g e
Résumé
Ce rapport a pour objet l'étude de la fabrication de bière et de la mise en place d'une micro-unité de
fermentation. Il a été rédigé par un groupe d'étudiants bio-ingénieurs en dernière année de
bachelier.
Le sujet fut d'abord approché historiquement, une partie de ce travail s'intéressant à l'évolution des
techniques de brasserie à travers les âges et les régions.
Outre l'histoire de la bière, qui fait office d'information générale pour le lecteur averti, et après la
confection de notre recette, il y eut une partie plus scientifique concernant les principes de
fabrication de la bière, expliquant en détails les aspects théoriques des différentes étapes ainsi que
les différentes manipulations nécessaires à l'obtention du produit fini. En addition à la partie
pratique, le dimensionnement d'un refroidisseur de moût fut expliqué et enrichi de quelques
tableaux et illustrations. Les analyses nécessaires et suffisantes furent effectuées pour attribuer au
produit final les critères de qualité requis pour un produit de consommation.
Enfin, une visite à la brasserie Lefebvre nous permit de clôturer ce travail par une comparaison d'une
installation industrielle.
Abstract
The subject of this report is the study of a beer production as well as the implementation of a micro-
unit of fermentation. It was drafted by a group of bioingeneering students.
The subject was at first historically approached, a part of this work being interested in the evolution
of the techniques of brewery through ages and regions. Besides the history of beer, which acts as
general information for the warned reader, and after the preparation of our own recipe, there was a
more scientific part concerning the principles of beer production, explaining in detail the theoretical
aspects of the various stages as well as the various manipulations necessary in the obtaining of the
final product. In addition to the practical part, the sizing of a cooler of malt is explained and enriched
by some boards and illustrations. Analyses were made to award the final product the quality criteria
required for a consumption product.
At last, a visit in the Lefebvre brewery allowed us to enclose this work by a comparison with an
industrial installation.

3 | P a g e
Table des matières
Remerciements ....................................................................................................................................... 1
Résumé .................................................................................................................................................... 2
Abstract ................................................................................................................................................... 2
1. Introduction ......................................................................................................................................... 5
1.1. Historique ......................................................................................................................................... 6
2. Prérequis ............................................................................................................................................. 8
2.1. Unités ........................................................................................................................................... 8
2.2. Echelles de mesure ....................................................................................................................... 8
2.3. Fermentation alcoolique .............................................................................................................. 9
2.4. Acides Alphas ................................................................................................................................ 9
3. Matériel ............................................................................................................................................. 10
3.1 Matériel nécessaire ..................................................................................................................... 10
3.2. Matériel d’analyse ...................................................................................................................... 10
3.3 Matériel de la recette .................................................................................................................. 10
4. Méthode ............................................................................................................................................ 11
4.1 Méthode générale de la fabrication ............................................................................................ 11
4.2. Protocole de brassage suivi pour la micro-installation .............................................................. 14
5. Analyses ............................................................................................................................................. 17
5.1. Humidité du malt ........................................................................................................................ 17
5.2. Extrait primitif ............................................................................................................................ 17
5.3. Progression de la saccharification .............................................................................................. 17
5.4. Taux d’alcool final ....................................................................................................................... 18
5.5. Dosage du CO2 dans le produit fini ............................................................................................. 19
5.6. Dosage des isohumulones .......................................................................................................... 19
5.7. Couleur de la bière ..................................................................................................................... 20

4 | P a g e
6. Visite d’une brasserie ........................................................................................................................ 22
6.1. Introduction ................................................................................................................................ 22
6.2. Visite ........................................................................................................................................... 22
7. Dimensionnement d’un refroidisseur de moût ................................................................................. 26
8. Différence entre une micro-brasserie et une brasserie industrielle ................................................. 28
9. Conclusion ......................................................................................................................................... 30
10. Annexes ........................................................................................................................................... 31
10.1. Calendrier ................................................................................................................................. 31
10.2. Matière première de la Brasserie Lefebvre .............................................................................. 31
10.3. Résultats intermédiaires du dimensionnement du refroidisseur et ce en 1h (même unité que
dans le corps du texte). ..................................................................................................................... 31
11. Bibliographie .................................................................................................................................... 32
11.1 Sources électroniques ............................................................................................................... 32
11.2. Livres ......................................................................................................................................... 33

5 | P a g e
1. Introduction
«Certains historiens de la bière se voulant physiologistes et évolutionnistes ont fondé le système
nutritif de l’enfant à partir d’une sorte de bière : le grain d’orge mâché par la mère, mêlé de sa salive,
très légèrement fermenté et passé de bouche à bouche, de mère à enfant…au temps jadis. Du plus
profond des âges, au niveau instinctuel, c’est le tout premier baiser de l’humanité. Baiser de bière! »
Marinx, G.
La bière étant une boisson bien aimée du milieu estudiantin, nous avons décidé de nous intéresser à
son procédé de fabrication et ensuite d’en réaliser une nous-mêmes avec les moyens que l’ULB et
l’Institut Meurice mettaient à notre disposition.
La finalité de ce projet est la réalisation d’une recette et la production de 20L de bière ainsi que
l’analyse et la compréhension des différentes étapes lors de son procédé de fabrication. Pour la
composition de la recette, nous avons goûté plusieurs bières qui avaient le rôle de guider notre
choix, qui s’est finalement porté sur une bière ambrée-brune de 8° en teneur d’alcool, épicée de
coriandre et de curaçao. Nous avons donc tenté de réaliser une bière ressemblant à une « Kwak©,
brasserie Bosteels ». Et, nous avons décidé de faire la fermentation secondaire avec du miel et du
sucre de canne pour un goût plus marqué. Lors de la réalisation de ce projet à l’Institut Meurice,
nous avons été encadrés par l’équipe du service de brasserie. Une attention toute particulière fut
donnée à l’hygiène car la contamination bactérienne d’une étape risque de compromettre tout le
processus. Enfin, nous avons réalisé des étiquettes et laissé déguster notre produit. Nous avons
également visité une brasserie pour y comprendre les changements d’échelles et les spécificités
d’une telle industrie par rapport à une micro-unité.

6 | P a g e
1.1. Historique
Avant de se lancer dans le brassage de la bière, il est important de connaître l’histoire de cette
boisson millénaire. Un historique permet en effet de mieux comprendre pourquoi ce breuvage est si
ancré dans la civilisation actuelle.
Il faut savoir que la bière précède l’invention de l’écriture. Durant la préhistoire, les besoins en
nourriture poussent les peuples précolombiens à se déplacer pour conquérir la terre. Puis, ceux-ci
finissent par se sédentariser en commençant à cultiver pour se nourrir. La première céréale cultivée
fut l’orge, grâce à sa facilité de culture. L’amélioration des techniques de culture amène l’homme à
produire des surplus qu’il doit donc entreposer et protéger des nombreux nuisibles. Une technique
d’entreposage dans des jarres remplies d’eau apparaît alors comme une solution *1+[2]. En laissant
légèrement germer les grains, contenant naturellement des levures, cette soupe peut fermenter. La
bière est donc née ! Certains anthropologues pensent que les vases en glaise ont été inventés pour
la fabrication de la bière et surtout pour entreposer cette dernière. L’homme, par sa consommation,
découvre les effets euphorisants de cette boisson, rendant le travail moins pénible. Ceci n’est qu’une
hypothèse car nous n’avons pas de preuves matérielles. Les plus anciens documents traitant de la
bière datent de -4000 Av. JC à Sumer. Cette boisson sucrée est cependant fade et neutre : l’ajout de
fruits, d’épices et de miel relève sa saveur. Les Egyptiens utilisaient souvent la menthe, le
gingembre, le miel, le persil et le safran pour améliorer le goût de leurs bières. Parallèlement à cela,
la déshydratation de la bière donne des galettes qui, trempées et bues par après, sont très
appréciées. Il faut préciser que la bière a eu très longtemps une connotation religieuse et seules les
femmes pouvaient la fabriquer car cette boisson est un «don de vie et d’abondance» issu des
déesses *1+. La bière fait partie des rites religieux car elle permet de communiquer avec l’esprit des
dieux. Les Egyptiens pensaient qu’être ivre permettait un état de spiritualité et les pharaons
recevaient des taxes sous forme de vases de bière. Le salaire des ouvriers est calculé par 2 jarres de
bière/jour. La mastication des grains d’orge facilite sa fermentation. L’enzyme pytalin contenu dans
la salive transforme l’amidon en sucre fermentescible. Cette méthode est encore utilisée aujourd’hui
partout dans le monde et est réservée aux femmes [1].
Trois aspects du brassage sont améliorés par les Gaulois. Les pierres chauffées, les tonneaux et une
nouvelle formule : cervoise de froment mélangé à de l’hydromel. Vers 800 Ap. JC, la plupart des
foyers fabriquent leurs propres bières. Charlemagne contribue à rendre les brasseries artisanales et
organisées. Il demande aussi que soit surveillée la qualité des céréales. Malgré tout, les méthodes
de brassages restent assez simples jusqu’au Moyen-Age [1][2].
Le Moyen-Age est une période marquée par la féodalité et la division des pouvoirs politiques
européens. Les divisions sociales apparaissent et de puissantes organisations de protection des
routes commerciales voient le jour, dont celle de la bière. L’Eglise et les nobles contrôlent la
fabrication et la commercialisation de la bière, et s’accordent souvent les plus grands privilèges. Ils
réglementent les matières premières, les quantités et les types de bières que chacun a le droit de
brasser. La naissance du « Pub » vient d’Angleterre : chaque famille devait (loi de Richard II de 1393)
accrocher une branche ou un bâton au-dessus de leur porte quand ils brassaient, permettant ainsi
aux voisins de venir goûter. On assiste donc à la naissance des « Public Houses » qui formeront
ensuite les Pub. Les Croisés ont contribué à l’ajout d’épices dans les cervoises grâce à leurs

7 | P a g e
expéditions *1+. L’utilisation de houblons, de clous de girofle, de cannelle rend la bière de meilleure
qualité. Le houblon se développe au 14ème siècle grâce à la sœur Hildegard von Bingen. En effet,
elle constate que l’amertume de cette plante arrête la putréfaction et prolonge la vie de la bière. Le
houblon se propage donc d’Allemagne vers la Hollande. Il faut attendre 1520 pour que le houblon
soit accepté en Angleterre, cette plante était alors considérée comme «pernicieuse et ensorcelée ».
Les Belges et certains Ecossais maintiennent l’utilisation des épices dans leurs boissons. L’utilisation
obligatoire du houblon dans la bière date de 1918 en Allemagne et a pour but de limiter le nombre
d’ingrédients à 4 dans la bière. Le but de cette loi est surtout de stopper l’importation de bières
étrangères. [2]
Il y aurait deux origines au mot « bière » : la première viendrait du verbe latin « bibere » signifiant «
boire » (le substantif bere serait devenu bier, puis beer). La seconde origine serait issue du saxon
bere, signifiant « orge » (une variété se nomme encore baer). Finalement, le mot « bière » apparait
dans la langue française en 1539.
Les moines commencent à brasser la bière dès le 6ème siècle, à l’époque carolingienne. Ils
détiennent et perfectionnent toutes les techniques brassicoles. En accueillant les pèlerins et les
voyageurs, les moines souhaitent faire des bières de qualité. Ils développent diverses techniques et
prospèrent durant des siècles. La révolution française chasse ensuite les moines des couvents. De
même, Napoléon sécularise les monastères au 19ème siècle. Le retour des abbayes en Belgique et en
Hollande au 19ème siècle fut possible par une faute dans le code napoléonien : « n’interdit pas
spécifiquement le droit d’association dans les abbayes » *1+.
A la veille de la révolution industrielle, trois écoles brassicoles se développent. Il y a les brasseurs
germaniques, britanniques et ceux entre les deux c’est-à-dire la Belgique et la France. Les Allemands
et la Bohème produisent une bière blonde, douce et faible en amertume. Les Anglais exportent
énormément (Commonwealth) et la bière doit donc résister au voyage. Ils brassent donc des bières
fortes en alcool et houblonnées. En Belgique, les moines trappistes reprennent les traditions
brassicoles et les brasseurs bruxellois continuent de faire des brassages ancestraux : le lambic.
La révolution industrielle apporte des avancées dans le contrôle du processus. Le thermomètre
(1714) et l’hydromètre (1768) permirent de faire des mesures pour chaque étape de fabrication. La
bière n’est plus artisanale. En effet, la mécanisation permet d’augmenter les volumes de production
et les instruments de mesure contrôlent chaque étape de manière scientifique. Les nouveaux fours,
machines à vapeur, machines à rôtir le malt (1817) permirent de créer de nouveaux types de malt
inconnus jusqu’alors. L’invention du refroidisseur en 1856 permet de réduire les durées de
refroidissement. La bouteille en verre apparaît vers 1880 grâce aux verreries mécaniques et coïncide
avec l’essor de la fermentation basse. Les travaux de Louis Pasteur sur la fermentation (1876) ont
contribué de manière extraordinaire à la compréhension des micro-organismes, et donc des levures.
La brasserie Carlsberg met au point une technique d’isolement d’une seule cellule de levure pour
ensuite en faire la propagation. Les brasseurs contrôlent désormais toutes les étapes de fabrication.
Les brasseries forment alors des entreprises industrielles soumises à la concurrence. Les prix
baissent et la productivité augmente. L’essor des transports et des moyens de communication
permettent l’exportation de la bière dans le monde entier. Le 20ème siècle voit donc se développer
des brasseries géantes industrielles aux méthodes de brassage très perfectionnées, fonctionnant en
continu et rationalisées.

8 | P a g e
2. Prérequis
Le métier de brasseur possède un alphabet propre. De multiples unités et échelles de mesure peu
connues du grand public sont utilisées et il est primordial de les comprendre avant de poursuivre la
suite de la lecture :
2.1. Unités
EBC (European Brewing Convention) : normes européennes établies à partir d’un matériel et d’une
longueur d’onde de référence pour caractériser la couleur du malt et de la bière.[3]
EBU (European Bitterness Units) : mesure de l’amertume correspondant à 1mg d’acide iso-alpha par
litre de bière. Une faible amertume se situera entre 5 et 10 EBU, alors qu’une bière très amère peut
être supérieure à 40 EBU. [4]
2.2. Echelles de mesure
Degré Balling : concentration d’une solution de saccharose exprimée en pourcentage de son poids à 17,5°C. Cette échelle est aujourd’hui utilisée pour les jus de fruits, le vin et le sucre.
Degré Plato (°P) : amélioration de l’échelle de Balling, c’est la teneur en moût d’origine de la bière, exprimée en grammes de matière sèche soluble (sucre) pour 100g de moût. La densité primitive d’un moût est de l’ordre de 11 à 13°P. La quantité d’alcool final vaut en général un peu plus du tiers du degré Plato (Cf. Analyses). Cette échelle est utilisée dans le domaine brassicole.
Degré d’alcool ou le titre alcoométrique volumique : proportion d’éthanol en volume dans une boisson alcoolisée à 20°C calculée par un densimètre.
Degré Français (F°) : somme de la dureté permanente et temporaire (on doit être en dessous de 10°F sinon précipité de CaCO3 dans l’appareillage mais pour nous ce n’est pas important, trop de CaCO3 donne un mauvais goût à la bière)

9 | P a g e
2.3. Fermentation alcoolique
La fermentation alcoolique est une réaction chimique complexe transformant du sucre en alcool et
en dioxyde de carbone avec l’aide d’un catalyseur, la levure [5]. En brasserie artisanale, il est plus
facile de faire de la fermentation haute, avec une refermentation en bouteille (contrairement à la
pils) et avec des levures de cultures et non-sauvages (contrairement à la « gueuze »).
Figure 1 ; la formule de la fermentation alcool.1
2.4. Acides Alphas
Houblon (Humulus lupulus): La lupuline provient du houblon [6], lors de la cuisson elle se transforme
en humulone et en lupulone (deux « alphas acides ») ensuite, le premier se transforme en
isohumulones qui procurent à la bière et à la mousse de la stabilité, des propriétés antibactériennes
ainsi qu’un goût amer. La lupulone est un antibactérien et est un antioxydant. [7]
Figure 2 : l’humulone, un acide alpha 2 Figure 3 : lupulone, un acide alpha
3
1 Source bibliographique :
http://is4ie.org/resources/Documents/2003%20Industrial%20Symbiosis%20in%20Rum%20Production.pdf 2 Source bibliographique : http://wildflowerfinder.org.uk/Flowers/H/Hop/Hop.htm
3 Source bibliographique : http://wildflowerfinder.org.uk/Flowers/H/Hop/Hop.htm

10 | P a g e
3. Matériel
3.1 Matériel nécessaire
Erlenmeyer
Etuve
Balance
Moulin pour moudre le malt
Thermomètre
Capsuleuse
Bouteilles en verre épais pour résister à la refermentation en bouteille (= production de gaz)
Siphon
Acide peracétique
Mortier
Four
Essuie filtreur (vaisselle)
2 Casseroles : 30L et l’autre de 5L
Cuillère en bois
Bonbonne de gaz
Bec bunsen
Centrifugeuse
Etiquette
Barboteur
Siphon
Refroidisseur
Bidouille de 30 L
Fermenteur de 30 L
Appareil à ultrason
3 pots pour relever des échantillons
3.2. Matériel d’analyse
Densimètre Alcolizer Spectrophotomètre Carbo QC d’Anton Paar
3.3 Matériel de la recette
Ingrédients Type quantité particularités
Eau Distribution de Bruxelles 40 litres Dureté totale 34,6°F [8]
Malt
Vienna Special-B Cara Crystal Biscuit
6,0 kg 0,5 kg 0,5 kg 0,5 kg
7 EBC (blond) 350 EBC (caramel) 120 EBC (caramel) 50 EBC (torréfié, pour le goût)
Houblon Saaz Northern Brewer
26,8 g 21,3 g
2,9% alpha (pour le goût) 10,4% alpha (pour l’amertume)
Levures S04 (saccharomyces cerevisiae)
11,0 g Bonne sédimentation, à fermentation rapide et idéale pour les bières brunes.
Divers
Miel Canne à sucre Écorce d’oranges Coriandre
125 g 180 g 10 g 3,0 g
~80% fermentescible ~100% fermentescible Par infusion sans concassage Par infusion avec concassage

11 | P a g e
4. Méthode
4.1 Méthode générale de la fabrication L’ensemble des opérations unitaires expliquées ci-dessous est subdivisé en deux catégories
d’industries distinctes, totalement différentes l’une de l’autre mais interdépendantes. Il s’agit du
travail de malterie premièrement, suivi des procédés de brasseries à proprement parlé. Le malteur
n’est qu’un fournisseur parmi d’autres pour le brasseur (et son client principal dans le cas contraire).
Toutes les étapes sont résumées sur les figures.
Figure 4 : la production industrielle de la bière
4
Figure 5 : suite de la production de la bière
5
4 Source bibliographique : cours de Ba3 bioingénieur de génie des procédés, donné par le Professeur Monsieur
Haut. 5 Source bibliographique : cours de Ba3 bioingénieur de génie des procédés, donné par le Professeur Monsieur
Haut.

12 | P a g e
Commençons, dès lors, par la malterie :
La première étape de la fabrication de la bière est la récolte du grain d’orge et son transport vers
l’usine. Elle est suivie de l’étape de trempage : cette dernière correspond à l’humidification et au
lavage des grains d’orge. Le premier trempage permet de nettoyer les grains et dure en moyenne
2h. Elle sera ensuite suivie de 3 ou 4 lavages successifs et l’ensemble de cette réaction prend entre
60 et 100h, dépendant du type de grain (épaisseur de l’enveloppe, etc.). Ceci se réalise dans une eau
entre 10 et 15°C et engendre un accroissement de l’humidité des grains entre 45 et 54% (se
comprime sous les doigts et s’écrase facilement). Cette méthode est critiquée car le grain n’a pas
assez d’oxygène dans l’eau. Une alternative à ce problème est d’aérer périodiquement les grains
(injection d’air sous pression) et ceci permet un meilleur rendement à l’étape suivante : la
germination. [9] Cette dernière est essentielle pour la libération des enzymes protéolytiques
(diastase…) et donc dans la production future de sucres fermentescibles tels que le maltose ou le
glucose. Cette opération unitaire se fait en atmosphère humide riche en oxygène et à une
température allant de 13 à 16°C. Le grain est répandu sur une épaisseur de 20 à 50cm et un mélange
ainsi qu’un arrosage régulier (évite la dessiccation des grains) sont nécessaires. Les enzymes sont
libérées grâce à la modification de la perméabilité de l’endosperme, lui-même induit grâce à
l’apparition de la radicule (ensemble de réactions cellulaires). Tout ce phénomène a pour but la
production d’énergie, de protéines (solubilisation) et de carbone pour l’embryon. On ne laissera pas
pour autant les enzymes dégrader l’amidon, il sera transformé plus tard. [9]
Pour stopper le processus, on procède au touraillage. Cette opération va dessécher le grain d’orge
(changera de nom pour devenir du malt) grâce à un chauffage progressif jusque maximum 105°C.
Cette augmentation de température permet de développer les arômes et la couleur du malt, tout en
réduisant la teneur en diastases. Ce processus permet également une meilleure conservation du
produit (durant 1 an minimum). Pour obtenir du malt foncé, le touraillage se fait le plus souvent par
le passage d’un courant d’air chaud et il dure entre 40 et 48h. Le malt est retourné toutes les 2h et
on augmente la température progressivement jusque 90-105°C. Par contre, pour les malts de type
Pilsen, le touraillage ne dure que 20h et la température maximale atteinte est de 80-85°C. Pour ce
type de malt, le débit d’air n’est pas trop important, ceci évite de trop dessécher le produit. Enfin,
une dernière opération avant de livrer les brasseries est le dégermage, qui consiste à retirer la
radicelle du malt. Cette étape se fait en agitant un tambour et par l’aspiration des poussières et des
débris par frottement des grains entre eux. Et pour finir, Il y a un polissage du malt par des brosses
mécaniques. Le travail du malteur se termine alors ici. [9]
Nous pouvons à présent poursuivre notre description par le travail de brasserie :
On commence par le concassage qui a pour but de moudre le malt. Une fois l’opération terminée, on
obtient de la farine de malt que l’on ajoute dans une cuve remplie d’eau. Dans le jargon des
brassicoles, ce mélange est appelé le brassin. [10]
L’étape suivante est le brassage à proprement dit, c’est-à-dire que l’on chauffe la cuve en différents
paliers de température pour transformer l’amidon en glucose. Le premier est le palier protéinique au
cours duquel la température s’élève jusqu’à 45°C - 55°C pendant 10 à 30 minutes. [11+ A l’aide
d’enzymes protéinases, on transforme les protéines complexes non dissoutes lors du maltage en

13 | P a g e
acides aminés et protéines simples. Celles-ci jouent un rôle important dans la fermentation de la
bière. Notamment, cette étape est cruciale pour les malts allemands qui sont très peu transformés.
[12]
Ensuite, nous passons au second palier, celui de la saccharification. Il permet de former, d’une part,
les sucres fermentescibles et, d’autre part, les sucres non fermentescibles. Commençons par
expliquer la formation des premiers sucres. La température doit s’élever jusqu’à environ 65°C et
rester constante pendant 30 à 60 minutes [10]. Dans ce cas, les sucres fermentescibles, à savoir les
amidons, sont modifiés par l’action d’enzymes amylases beta en des molécules plus simples, les
maltoses. Ces dernières vont subir d’autres transformations durant l’étape de la fermentation dans
laquelle seront formés du CO2 et de l’alcool. Entretemps, d’autres protéines, les amylases alpha
découpent préalablement les chaînes d’amidon pour créer les dextrines. La création des sucres non-
fermentescibles recommande d’atteindre une température encore plus élevée, de l’ordre de 68°C à
72°C pendant 30 à 90 minutes. A ce stade, l’amylase beta ne résiste pas et se dénature en laissant
seules les amylases alpha agir de leur côté. On assiste à une production accrue de dextrines qui
accentue le goût de la bière.
Le troisième et dernier palier de température est celui de l’inhibition enzymatique. On atteint
environ 80°C pendant 10 à 15 minutes. A cet instant, toutes les enzymes sont éliminées. L’objectif de
ce palier est de solubiliser les sucres (glucoses) dans le brassin pour obtenir un meilleur rendement
de brassage. Cette efficacité est évaluée en fonction de la quantité de bière que l’on produit pour
une quantité fixe de matière première. Bref, ce palier nous prépare à l’étape suivante, à savoir la
filtration.
Par la suite, le brassin est filtré pour enlever tous les résidus solides qui constituent la drêche. Le
liquide résultant de cette opération est appelé le moût. Celui-ci est directement mis à ébullition
pendant une durée de 1h30 à 2h00 dans une chaudière. Cette étape est définie comme la cuisson.
Elle permet de stériliser le moût, c’est-à-dire détruire tous les germes qui pourraient se former à
partir d’une quelconque contamination. [10]
Ensuite, intervient une opération capitale dans la production de la bière, l’houblonnage. En effet,
l’houblon est l’élément qui détermine à la fois l’amertume et le goût de la bière. Un mauvais dosage
peut modifier radicalement l’arôme de la bière. En règle générale, on ajoute quelques dizaines de
grammes d’houblon pour un hectolitre de moût. [12]
Pour éliminer toutes les impuretés restantes, on décante (ou centrifuge) le moût et il est ensuite
refroidi jusqu’à une température (±20°C) à laquelle les levures ajoutées pourront agir lors de la
fermentation.
Nous passons à la fermentation : étape pendant laquelle les levures sont ajoutées dans le moût et
ayant pour but de transformer le glucose en gaz CO2 et en alcool. On met environ un litre de levure
pour 100 litres de moût. Deux sortent de levures sont utilisées par la majorité des brasseurs : la
Saccharomyces carlsbergensis et la Saccharomyces cerevisiae. Il existe également deux types de
fermentation : la fermentation basse qui consiste à ajouter de la levure basse à une température de
l’ordre de 7°C à 11°C. La deuxième est une fermentation haute. Elle se réalise à une température plus
grande, de l’ordre de 18°C à 26°C. Elle agit directement et les levures se reproduisent rapidement.
[10]

14 | P a g e
Ensuite, la bière est reposée dans une cuve fermée hermétiquement dans laquelle elle subit une
maturation à une température maintenue à 0°C pendant 3 à 6 semaines. Cette étape lui permet de
s’équilibrer et de subir une seconde fermentation. [10] Cette seconde fermentation consiste à
rajouter du sucre fermentescible pour relancer une nouvelle fermentation, ce qui augmente la
teneur en alcool. Ceci est réalisé dans les bouteilles.
Pour terminer, la bière est mise en bouteilles ou dans des tonnelets stérilisés (futs). On appelle cette
étape, la pasteurisation.
4.2. Protocole de brassage suivi pour la micro-installation
Nous avons commencé par peser la quantité de grains d’orge à moudre. Une petite partie est
préservée pour calculer l’humidité de la mouture. Cette dernière est mesurée à une granulométrie
16 dans un moulin à disque normalisé EBC. Entretemps, on fait bouillir 20 litres d’eau à 45°C et on y
ajoute la mouture une fois prête.
Le brassage se déroule suivant différents paliers. On commence par le premier palier appelé
‘protéinique’. Cela consiste à mélanger le moût avec des mouvements réguliers afin d’éviter
l’oxydation et le vieillissement. Notamment, pour les bières Pils, c’est important de ne pas oxyder car
il n’y a pas de refermentation. Egalement, le mélange une fois oxydé ne sera pas assez fluide et cela
risque de ne pas démarrer correctement. Cette phase dure 20 minutes et doit être à une
température constante de 45°C.
Le deuxième palier est celui de la saccharification. La température atteint les 65°C et doit rester
constante durant 45 minutes.
Figure 6 : l’une des étapes de différents paliers de températures.6
Ensuite, nous passons de 65° à 72°C pour arriver au troisième palier. Il permet de former les sucres
non fermentescibles. Cette phase dure 30 minutes. Un test de saccharification est réalisé. Il est
détaillé un peu plus loin.
Le quatrième palier est celui de l’inhibition enzymatique. La température atteint les 80°C pendant 10
minutes. C’est le dernier palier et nous passons à l’étape suivante qui est le filtrage.
On chauffe encore pendant quelques minutes et on transfère le moût dans un filtre à faux fond
perforé qui permet de récolter le liquide, c’est-à-dire la bière. La masse solide sera retenue au-dessus
6 Photo prise lors de notre brassage de bière au Campus Ceria.

15 | P a g e
du filtre et formera ce qu’on appelle le gâteau. On filtre tous les 5 litres de manière à pouvoir
compter le nombre de litres récupérés.
Figure 7 : la phase de filtration de notre bière, lors du brassage.7
Plusieurs mesures sont réalisées sur la densité du moût dur, sur la densité du jus et également sur la
densité du moût à ébullition. Ceci nous permet de connaître la valeur exacte qui va s’évaporer en
fermentation. On homogénéise avec trois tours de cuillère pour passer à la décantation. Celle-ci dure
20 minutes.
Un deuxième filtrage est nécessaire pour rendre le jus moins trouble. Donc, on chauffe à nouveau 15
litres pour prendre tous les sucres restant de la drêche et on filtre le tout.
Nous passons à l’étape de l’houblonnage appelée aussi l’ébullition de la mouture. Cette phase
permet de donner de l’amertume à notre bière. Dans notre cas, nous chauffons 75 minutes au lieu
de 90 minutes pour diminuer l’amertume. On ajoute 23 grammes d’houblon Northern Brewer au
moût. Cette quantité calculée est détaillé ci-dessous. Nous refroidissons le moût dans lequel nous
déposons un échangeur à contre courant qui permet de descendre jusqu’à 25°C. Cette étape doit
être rapide pour ne pas dépasser le temps d’houblonnage.
1 EBU = 1 acide iso-alpha mg/L, on vise 22 EBU donc :
22EBU = 22mg d’iso-alpha/L, avec 30% de rendement cela fait 22. 0,3 = 73.6mg/L
73.6 alpha à 10.4%, soit (73.6*100)/10.4 = 708.3mg/L ou 0.7g/L
pour 33L : 0.7g/L*33L = 23.1g de houblon pesé
Quinze minutes avant la fin de l’ébullition, nous ajoutons 13g d’houblon Saaz 2.9% pour donner du
goût et non pas de l’amertume. L’acide alpha, présent dans 10% du houblon, se transforme en acide
iso-alpha (isomérisation). La rentabilité est au mieux de 35%.
NB : Lorsqu’on change de palier, il est important de continuer à tourner lentement pour que la
température soit homogène car les enzymes proches des parois métalliques ont un risque accru
d’être dénaturées. Il faut tourner avec une grande cuillère en bois durant tout le brassage.
L’étape suivante consiste à réhydrater la levure S04 que l’on a achetée déshydratée et en sachet.
Pour cela, on la repose dans l’eau pendant 15 minutes et on l’agite durant 30 minutes. Entre temps,
7 Photo prise lors du brassage de notre bière.

16 | P a g e
on désinfecte, à l’aide de l’acide peracétique, un fût dans lequel on repose le moût avec la levure
pendant 10 jours. A cet instant seulement commence la première fermentation. Un barboteur est
ajouté à l’orifice supérieur du fût et permet au CO2 de s’échapper sans laisser les microorganismes
entrer et contaminer notre bière.
On prélève un échantillon avant l’ajout de levure pour l’analyse. Un deuxième sera prélevé 10 jours
après l’ajout de levure pour connaître notamment la teneur en alcool dans notre bière. On centrifuge
chacun des échantillons pendant 5 minutes à une vitesse de 5000 tours/minute. On utilise un Paar
(densimètre et Alcoolizer) pour relever les données.
Pendant un jour, on désinfecte toutes les bouteilles dans un four à 105°C (étuve). Les grandes sont
nettoyées par l’acide peracétique puis rincées à l’eau.
Pour donner du goût à notre bière, on prépare des épices : les écorces d’oranges, la coriandre, le
sucre de canne et le miel. Etant donné que la quantité de sucre correspond à deux fois celle du CO2,
on ajoute 13 grammes de sucre de canne pour avoir une valeur de CO2 de 6.5 (compris entre 5 et 7)
pour un litre. Et donc pour 22 litres, cela devient 286g de sucres à ajouter. Le calcul est détaillé ci-
dessous. Une fois les épices ajoutées, on peut mettre la levure pour démarrer la deuxième
fermentation : 2 grammes de levure suffisent. Des échantillons sont prélevés pour de futures
analyses. On procède, ensuite, à la mise en bouteille.
1g de sucre donne environs 0,5g de CO2. Or, on a besoin de 5 à 7g de CO2. Par exemple, une Pils en a
5.2 et une Duvel environs 8.
On souhaite 6,5g de CO2/L dans le produit final, on doit donc incorporer 13g de sucre/L.
Dès lors, 13g . 22L = 286g = 125g de miel. 0,8 (80% fermentescible) + 180g de sucre de canne.
Trois semaines plus tard, on analyse les derniers échantillons récoltés juste avant la mise en bouteille
à l’aide du spectrophotomètre qui détermine la couleur de la bière, le taux d’amertume. On utilise
également un Carbo QC d’Anton Paar pour doser le CO2 dans notre bière, c’est-à-dire le pétillant et
les bulles qui se formeront en versant la bière dans un verre.
Etiquette : cette dernière a été réalisée par un ami infographiste et elle pourrait très bien être
utilisée pour une commercialisation future. Toutes les données importantes y sont incorporées.
Anecdote : la bière de champagne : les levures proviennent de la région de Champagne pour faire de
la bière. Contrairement à la dégustation de vin, la bière n’est jamais recrachée par le jury car pour
cette dégustation, il faut tenir compte de l’effet rétro nasal des arômes de la bière, et qui plus est, le
dioxyde de carbone dans la bière est un autre facteur qui empêche la bière d’être recrachée. Le
houblon fait mousser.

17 | P a g e
5. Analyses
5.1. Humidité du malt La mesure de l’humidité du malt est très importante car les brasseurs payent le malt à la tonne. Au
plus le grain est humide au moins on peut faire de bière (pour une même quantité). L’humidité
optimale se situe en 3 et 5%, au-dessus de cet intervalle il y a un problème. Pour calculer cette
valeur, nous devons mettre une certaine quantité de malt moulu humide et en calculer la masse.
Nous avons donc prélevé 5,4539g de malt humide. Il est à noter que les malts prélevés étaient des
malts à grand nombre d'EBC, ce sont donc des grains torréfiés à haute température. La seconde
étape de l’analyse est la mise à l'étuve (à 105°C) pendant trois heures. On obtient finalement 5,2734
g de malt déshydraté. On soustrait ces deux valeurs pour voir quelle quantité d'eau s'est évaporée et
on divise par la masse de départ pour obtenir un pourcentage, ce qui nous fait 3,3% d'humidité.
Cette valeur est très bonne, le malt acheté chez Brouwland est de bonne qualité.
5.2. Extrait primitif Pour mesurer la teneur en extrait primitif du moût, il faut d'abord mesurer la densité du moût de
départ. Ceci se fait à l'aide d'un appareil de mesure "Paar" qui fait aussi office de densimètre.
Ensuite, en utilisant une droite d'étalonnage, on peut relier cette valeur avec la teneur en extrait.
Malheureusement, cette mesure n'a pas été faite dans notre cas. Lors du premier brassage, il arrive
toujours un petit oubli.
5.3. Progression de la saccharification Ce test permet de savoir si la totalité de l’amidon a été transformée par les enzymes. Si le test est
positif, il faut prolonger l’étape de saccharification, car les levures sont incapables d’utiliser l’amidon
comme source d’énergie. La partie non saccharifiée ne sera pas transformée en alcool et sa teneur
sera plus basse que prévue dans le produit final. Chimiquement parlant, il faut savoir que l’amidon
contenu dans le malt peut se dissocier en 2 molécules séparées :
L’amylose (10 à 20%) formant des colloïdes dans l’eau chaude et formant des chaînes de forme hélicoïdales composées d’alpha-D-glucose. L’amylopectine (80 à 90%) insoluble dans l’eau.
Figure 8 : réaction de l’amylose avec le triiodure8
8 Source bibliographique : http://www.elmhurst.edu/~chm/vchembook/548starchiodine.html

18 | P a g e
En ajoutant de l’iode (KI + I2) dans un échantillon, l’amylose réagit avec ce dernier en teintant la
solution en bleu. En effet, le complexe triiodure I3- se glisse à l’intérieur de la molécule et la
conséquence est une coloration d’un bleu vif de la solution *voir figure 8+. L’utilisation du triiodure
est justifiée par le fait que le diiode est peu soluble dans l’eau. En ajoutant de l’iodure de potassium,
cette molécule se dissocie en anion et réagit avec le diiode pour former du triiodure. Celui-ci est
soluble dans l’eau et peut donc s'insérer dans les interstices des longues chaînes d'amidon. Ce test
est très efficace car l’iode ne réagit pas avec les disaccharides ni avec le saccharose. Sans amidon,
l’échantillon reste jaune ou orangé suivant le type de moût. L’échantillon que l’on teste est jeté, car
l’iode est toxique. Nous avons donc prélevé un premier échantillon lors du dernier palier de
température et dès le départ, notre solution ne s'est pas colorée ce qui signifie que la
saccharification fut terminée après plus ou moins 2h15 de brassage.
5.4. Taux d’alcool final Une fois de plus, nous allons recourir à l'utilisation de l'appareil de mesure "Paar" pour déterminer le
taux d'alcool présent dans notre bière après la première et après la deuxième fermentation. Il faut
veiller à ce que l'appareil ait été nettoyé à l'eau et à l'éthanol pour obtenir de bons résultats. L'extrait
apparent vaut :
EA (en °P) = -460,234 + 662,649 * DEA – 202,414 * DEA² et la densité de l'extrait apparent est le
rapport entre la masse volumique de la bière à 20°C et celle de l'eau à cette même température. Ces
calculs sont ici explicités mais l'appareil de mesure les a aussi en mémoire. Une fois les mesures
faites, l'appareil imprime directement tous les résultats. Comme pour la plupart des expériences
effectuées dans ce laboratoire, la bière a été dégazée (à l'aide d'un filtre particulier) et centrifugée
pour éliminer le dépôt. L'appareil recueille alors 85 à 90 ml de bière qu'il distille. Il mesure alors la
densité du distillat à 20°C (qui a été porté à 100g). Pour calculer le taux d'alcool (en %), on utilise la
relation : A(%) = 517,4 (1-DA) + 5084 (1-DA)² + 33503 (1-DA)³ et on considère que le taux d'alcool du
distillat est le même que celui de la bière. Pour finir, on peut calculer le taux d'alcool en volume : Av=
A * DEA / 0,791.
En ce qui concerne la détermination de l'extrait réel, on utilise le
même procédé de départ. Une fois la densité de l'extrait réel mesurée,
on calcule l'extrait réel par la formule suivante : ER (en °P) = -460,234 +
662,649 * DER – 202,414 * DER². Et l'extrait primitif de la bière est
calculé par la relation suivante : extrait primitif = (2,0665 * A + ER) /
(100+1,0665 * A). Les données que nous avons trouvées lors de nos
analyses sont répertoriées dans un tableau, placé un peu plus loin.
Le résultat obtenu dans notre cas est de 7,51% d’alcool dans notre
produit final, ce qui correspond plus ou moins à ce que nous
attendions.
Figure 9 : photo représentant la machine Paar qui calculent la densité et le taux d’alcool dans la bière.
9
9 Photo prise lors des analyses réalisées au Campus Ceria, dans les laboratoires du service brasserie.

19 | P a g e
5.5. Dosage du CO2 dans le produit fini L’analyse de la quantité de dioxyde de carbone contenu dans
la bière sera effectuée par Carbo QC d’Anton Paar [Fig. 10].
Cet appareil prélève de la bière en perçant un trou dans la
capsule. Cela évite le dégazage de la bière et donc de
connaître la quantité totale de CO2. La valeur donnée par
l’appareil est de 8,21 g/L de CO2, ce qui est élevé car les
bières à double fermentation ont généralement entre 6 et 7g
de CO2 par litre. Pour cette mesure, on peut dire que notre
bière ressemble à une Duvel, elle forme de petites bulles et
le jargon brassicole la qualifierait de « pétillant-croustillant ».
Figure 10 : machine Carbo QC d’Anton Paar.
10
5.6. Dosage des isohumulones La mesure de l’amertume de la bière revient à savoir
quelle est la concentration en isohumulones. Pour ce
faire, il faut utiliser un ballon rodé de 50mL dans lequel
on place 10mL de bière décarbonatée, 1mL d’HCl et
20mL d’iso-octane. En plaçant cette solution dans un
agitateur durant 10 minutes, on homogénéise le tout.
Deux phases se formeront en laissant reposer le ballon
10 minutes au minimum. On prélève la phase organique
d’iso-octane surnageante, que l’on place ensuite dans
une cuvette de quartz de 1cm. Une analyse par
spectrophotométrie à 275nm et avec de l’iso-octane pur
comme blanc permet de connaître la concentration en
isohumulones.
Figure 11 : prise d’iso-octane à l’aide d’une pipette11
Voici la formule pour déterminer l’unité d’amertume : UA = 50. A
A = 0,368 et donc UA = 50. 0,368 = 18,4 UA (l’unité UA est la même chose que l’unité EBU).
Notre bière n’est donc pas trop amère, la valeur obtenue est légèrement en-dessous de nos attentes
(22 EBU) mais ce n’est pas dramatique. Cela peut être dû au rendement faible ou aux températures
trop élevées durant notre brassage.
10
Photo prise lors de nos analyses au Ceria. 11
Photo prise lors des analyses de notre bière au Ceria.

20 | P a g e
5.7. Couleur de la bière L’analyse de la couleur est effectuée par spectrophotométrie avec une longueur d’onde de 430nm.
Un dégazage précède l’analyse par un appareil à ultrason et une filtration est nécessaire si la bière
est trouble. Nous avons dilué notre bière d’un facteur F = 5 avec de l’eau distillée. La couleur est
calculée comme ceci : C = 25.F.A.
L’absorbance obtenue A = 0,619 et donc C = 25*5*0,619 = 77,375 EBC.
Ce résultat semble correct car les bières de types pils ont entre 5 et 10 EBC alors que la Guinness a
environs 140 EBC. Notre bière est entre ces deux valeurs et sa couleur est brune légèrement foncée.
Abréviations standards
Ea : extrait résiduel apparent
Dea : densité de l’extrait apparent
Er : extrait résiduel réel
Der : densité de l’extrait réel
A : taux d’alcool en %
SG : densité
p : densité primitive 18,41 (même avant et après : sucre qui va fermenter dans 100g)
Calculs :
H = m (malt brut)-(malt sec)/m (malt brut)*100%
Ea (en °P) = -460,234 +662,649*DEa-202,414*DEa^2
Er (en °P) = -460,234 +662,649*DEr-202,414*DEr^2
SG 20/20 : densité à 20°C masse volumique de l’échantillon/ masse volumique de l’eau
DEr = p-Er/p

21 | P a g e
Analyses sur les échantillons
Données relevées avant la
fermentation
Données relevées après la première
fermentation
Données relevées après la seconde
fermentation
Alcool (en V sur bouteille)
0,04% V/V et 0,03%m/m
6,91 % V/V et 8,43 %m/m
7,51 %
SG(densité) 1,08588 1,02387 1,02221
Masse volumique (g/cm ^ 3°)
1,08393 1,02203 1,02037
T(°C) 20,03 20 20,03
Ea (% kg/kg) 20,67 8,43 5,64
Er (% kg/kg) 20,69 6,05 8,21
D Ea (%) 0,33 67,13 70,39
D Er (%) 0,29 56,67 59,38
p (°P) 20,74 18,41 19,04
Calories (kJ/100ml) 337,29 287,44 297,60
Observations:
Tout d’abord, il y a une diminution de la masse volumique (-6%) et puis de (-0,2%) ; de la densité
(-6%) et puis de (-6%); des résidus apparents (-60%) et puis de (-33%) et réels (-70%) car ces derniers
sont dégradés en alcool qui diminue donc toutes ces valeurs. L’extrait réel lors de la seconde
fermentation subit une augmentation de (+36%). Dans l’extrait apparent, l’alcool est pris en compte,
cela augmente donc l’extrait résiduel et par calcul, on obtient un extrait réel plus faible car on enlève
la teneur en alcool. Pour Er, l’augmentation qu’on observe après la seconde fermentation est due à
l’ajout de sucres après la première fermentation.
Ensuite, on observe une diminution des calories (-15%) et puis une augmentation (+3%) car le sucre
est dégradé en alcool. Enfin, la densité primitive est la même car en effet, c’est celle calculée avant
fermentation.
Avant la deuxième fermentation, la couleur est ambrée dorée, le goût est assez sucré car on vient de
rajouter le miel et le sucre, la bière verte (=non refermentée) est quasi plate.
Au final, nous obtenons une bière brune (77,375 EBC), d’une amertume de 18,4 EBU, d’un degré
d’alcool de 7,51% et d’une quantité de CO2 de 8,21g/L.

22 | P a g e
6. Visite d’une brasserie
6.1. Introduction
Après avoir réalisé une bière avec une micro-installation, la visite d’une brasserie nous a permis de
comparer le processus avec une installation industrielle.
Nous avons contacté la brasserie Lefebvre qui a commencé son activité en 1876 au centre de
Quenast (Brabant Wallon). Elle a été démolie lors de la première guerre mondiale et reconstruite par
après. La reconstruction s’est faite à l’extérieur du centre du village et s’est agrandie au fil des
années grâce à un budget consacré aux installations. Aujourd’hui, son chiffre d’affaire est d’onze
millions d’euros par an et elle prévoit un investissement entre 800 000 et un million d’euros pour
renouveler et élargir ses infrastructures. Cette brasserie est la seconde plus importante
indépendante de Belgique (100 000 hectolitres par an). La brasserie
emploie 35 personnes et a changé de stratégie de marketing, il y a
quelques années pour se recentrer sur la Belgique. Pourtant le marché
belge est déjà fort saturé et la consommation de bières diminue
(80L/an/personne), cela dit son activité est toujours de 80%
d’exportation (Italie, France, Russie, Kazakztan, Ukraine, Japon, Israël,
Australie, Canada…). La brasserie produit, entre autres, les bières
suivantes : Barbar, Hopus, Blanche de Bruxelles, Floreffe, Newton.
Figure 12 : logo de brasserie Lefebvre12
6.2. Visite
La visite s’est déroulée en même temps que les différentes étapes de la fabrication de la bière.
Tout d’abord, la brasserie reçoit son malt qu’elle conserve dans deux silos de 25 tonnes, livré dans de
grands sacs. Le malt est aplati mais pas encore compressé et concassé. Pour être sûr de ne pas avoir
de problème sur les matières premières, elle se les procure par différents fournisseurs (le malt
dépend des variétés et de la saison, dans ce cas-ci l‘orge vient principalement de Champagne et de la
Bosse, France). Pour les bières brunes, le malt est acheté en petites quantités et est stocké dans de
plus petits silos. La brasserie se fait livrer en fonction de la demande des clients.
Ensuite, la salle de brassage est composée de plusieurs cuves : une cuve d’empâtage, une cuve pour
la filtration et d’une cuve d’houblonnage. Posséder plusieurs cuves permet de travailler en continu et
de ne pas avoir à utiliser une cuve pendant 7h (temps du processus de brassage). Ainsi, la première
cuve est utilisée 24h/24h pendant 4h pour chaque brassin. Cela permet de faire deux à trois brassins
en même temps.
La farine entre dans la première cuve avec un tuyau pré-hydrateur pour permettre une meilleure
homogénéité et éviter les amas de farine dans la cuve d’empâtage qui est à plus ou moins 50°C.
12
Source bibliographique : http://www.cavesbbb.fr/2010/02/brasserie-lefebvre-depuis-1876/

23 | P a g e
Dans cette cuve, la saccharification va jusque 78°C. Une vérification de l’étape est effectuée par un
test à l’iode. Ensuite à 80°C, le moût va dans la deuxième cuve pour être filtré.
En industrie, il existe deux sortes de cuve de filtrage, une par filtre-presse utilisée dans les grandes
brasseries et qui donne un rendement supérieur à 100% car certaines molécules non désirées sont
aussi extraites. Mais celle-ci permet de gagner en rapidité et donc en argent. Elle est principalement
utilisée pour les pils. Pour les autres bières, on préférera la cuve filtre, c’est le choix de cette
brasserie. Dans ce cas-ci, le double-fond est perforé. Le moût primitif est légèrement aspiré mais cela
fonctionne surtout par gravité. Le filtrage dure trois heures. Les drêches sont rincées avec de l’eau à
haute température (+- 80°C) pendant approximativement une heure et servent ensuite à
l’alimentation animale.
Ensuite, le moût primitif passe dans la troisième cuve où sera rajouté le houblon (d’abord à vertu
amérisante et puis aromatique) et les épices. Au milieu de celle-ci, il y a un siphon qui envoie de la
vapeur ce qui permet d’homogénéiser le mélange et de le chauffer à haute température.
Toutes ces cuves sont nettoyées par de la soude à 2% et à 80°C, par des systèmes automatiques sous
pression une fois par semaine.
Le moût passe dans un détenteur, il se peut qu'il y ait coagulation des protéines du malt et des
polyphénols du houblon, ce mélange complexe protéique ressemble à de la neige (« trub »). Une
grande cuve en inox que l'on peut assimiler à un verre à pied permet de récolter ce « trub » pour
obtenir un moût brillant.
Ensuite, le moût passe à 100°C dans une cuve de décantation et va être refroidi pour ensuite aller
dans les cuves de fermentation.
Ce refroidissement se fait par un échangeur à plaques à courant contraire. A l’entrée, le moût est à
100°C et l’eau à 20 °C. Le moût ressort à 22°C- 24°C et l’eau à 84°C. Le débit est de
100hectolitre/heure pour le moût et de 130hectolitre/heure pour l’eau.
Ensuite, on injecte de l’air par des bougies en inox pour lancer les levures pour la fermentation,
l’hygiène très importante. Les premières ennemies sont les infections microbiennes (car sinon ils
feraient des lambics), ils ne désirent donc pas de germes extérieurs et la deuxième ennemie est
l’oxygène car on veut fermenter.
Une cuve de fermentation peut faire fermenter 4 brassins (100 hectolitres par brassin) à 24°C. Le
premier brassin fermente, on y ajoute ensuite le deuxième par-dessus qui commence sa
fermentation et ainsi de suite jusqu’au remplissage de la cuve. La vitesse de fermentation augmente
car le nombre de levure augmente et il n’y a qu‘une seule phase de latence contrairement au cas où
4 cuves différentes étaient utilisées. Cela empêche aussi le développement de bactéries qui auraient
un temps de latence plus court que la levure.
Les réactions sont exothermiques, on va donc devoir refroidir autrement la température qui monte
de 30 à 35°C et il y a un risque de neutraliser l’activité de la levure. De plus, si une fermentation à
haute température a lieu, de l’alcool supérieur sera obtenu (l’alcool qui donne mal à la tête). Autour
des cuves, il y a donc une double enveloppe où passe du glycol à -12°C, ce qui maintient la
température et qui se met en route automatiquement si celle-ci dépasse 24°C. Le barboteur laisse

24 | P a g e
échapper le CO2 avec une barrière physique qui est de l’eau pour que rien ne puisse contaminer la
cuve. La fermentation prend 3 ou 5 jours et la brasserie en possède 12.
Ensuite, il y a refroidissement à -1,5°C pour la cassure à froid des protéines et pour décanter les
levures (jusque 40 hectolitres). Ils peuvent remplir deux cuves de fermentation par jour car le débit
est de 65 hectolitres par heure pour la vidée et qu’elles peuvent contenir au maximum 600
hectolitres, donc 10h pour la vider. Pour refroidir, ils mélangent la bière des petites cuves de
fermentation aux grandes pour pouvoir réutiliser plus vite les petites cuves de fermentation. Ensuite,
la garde dure 2 à 3 semaines à 24°C.
Après la garde, la bière passe dans une centrifugeuse.
Elle est composée d’assiettes (6000 tours/minute), et tout ce qui est matière solide va descendre le
long des assiettes et se mettre à l’extérieur. Cela diminue la turbidité.
Ensuite, il y a un flash pasteurisateur, ceci est un échangeur à plaques en 3 parties. La première étape
fait passer l’eau chaude à 72°C pendant 30 secondes et l’avantage est de ne pas dégrader les arômes
du produit (débit calculé pour que la bière y reste 30 secondes). Ensuite, l’eau est à -10°C et la bière
en ressort à 2°C. Le tout prend une minute, une minute 30. A cette étape, ils décident si la bière sera
en fût, en bouteille et refermentée ou non.
Pour les fûts, il faut injecter le gaz carbonique pour le pétillant jusqu’à saturation, on connaît la
concentration du gaz par la loi d’Henri. Celle-ci stipule que la concentration d'un gaz dans un liquide
est proportionnelle à la pression de ce gaz sur le liquide.
Pour les bouteilles, on va remettre du sucre liquide et de la levure. Ensuite, il faut mettre en chambre
chaude à 24°C pour une refermentation et du gaz carbonique pour les saturer.
La dernière étape est le conditionnement par la mise en bouteilles et en fût.
Il existe des verres neufs et des verres consignés. Pour les verres neufs, il y a injection d’eau dans la
bouteille puis inversion de la bouteille avec l’eau pour éliminer les bouts de verre venant de la
verrerie. Pour les verres consignés, ils sont passés à la soude à 80°C dans une machine pendant 30
minutes. Ensuite, il y a une inspection grâce à des caméras qui regardent de l’extérieur s’il y a un
défaut à l’extérieur, une caméra au-dessus qui regarde à l‘intérieur et une qui regarde l‘état du
goulot. Enfin, il y a des observations par infrarouge pour voir s’il y a encore du liquide à l’intérieur.
L’injection de gaz carbonique se fait à l’abri de l‘oxygène, on fait le vide dans la bouteille, on obtient
comme gaz : 99% de CO2 et 1% air dont 20% d’O2. On refait le vide et on obtient 99,9% CO2. Là, on
peut après injecter un jet d’eau pour faire mousser la bière et atteindre 100 % de C02, capsuler ou
bouchonner.
La mise en fût : ils reviennent des cafés, et sont nettoyés à l’envers. Par le plongeur du fût, où
normalement le CO2 appuie sur la bière pour sortir, le fût se vide. Ensuite, il y a injection de la soude
à 80°C et à 2%, poursuivi de rinçage à l’eau, ensuite on repasse de la soude (celle-ci est récupérée).
Après, il faut injecter de l’acide nitrique et rincer à l‘eau chaude. Il faut terminer par une étape de
stérilisation à la vapeur et enfin on peut y envoyer le CO2 et la bière. Chaque étape prend une

25 | P a g e
minute (6 minutes en tout). Un fût de 10L est prélevé pour faire un échantillonnage et il est envoyé
au laboratoire.
Enfin, il faut étiqueter dans la langue désirée et mettre en carton. Par radiographie, on observe s’il y
a bien 12 bouteilles.
Dans l’avenir, la brasserie compte investir dans un nouvel appareil d’inspection des bouteilles car
l’analyse des images a beaucoup évolué (ils ont leurs appareils depuis 1993 et ils datent de 1988).
Ensuite, elle voudrait une nouvelle propagation pour leur levure de refermentation et faire des essais
avec l’institut Meurice. Enfin, elle voudrait élargir les bâtiments.
Notons également que le temps de vie d’une cuve est de 40 ans, pour une salle de brassage c’est 20
ans, pour une inspectrice entre 10 et 15 ans.
Laboratoires :
Les produits ont une certification qualité, donc tout est bien enregistré et traçable.
Ils possèdent deux labos, un pour le conditionnement et un pour les analyses à partir du brassage
jusqu’aux produits finis. Il y a analyse des extraits, de la densité d’alcool, spectrométrie IR à 230 nm
pour la couleur, du pH, mesure de turbidité brillance.
Analyse sur l’eau : phosphate, nitrate, fer, dureté, pH, spectrométrie, microbiologie (filtration sur la
membrane stérilisée à 0,45 micron qui retiennent tous les micro-organismes).On observe en aérobie
à 30°C et surtout en anaérobie.
La levure est conservée à l’UCL et à la KUL dans de l’azote liquide. Ils utilisent une seule souche de
levure pour tout et ils la renouvellent une fois par an.
On perce la capsule et grâce à la température et la pression, on trouve le CO2 (Loi d’Henry).
Un appareil calcule aussi la quantité d’O2 dissous, il faut maximum 0,1-0,2ppm dans le produit par
bioluminescence.
La traçabilité de chaque palette et de chaque bière est assurée et un numéro de téléphone est
disponible en cas de problèmes.

26 | P a g e
7. Dimensionnement d’un refroidisseur de moût
Il est important de refroidir le moût après l'avoir porté à ébullition pour permettre aux levures d'agir
le plus vite possible. Il existe différentes manières de procéder mais le système le plus optimal
semble l'échangeur de chaleur à plaque. Ce type d'échangeur permet d'avoir une surface d'échange
très grande pour un encombrement minimal. Ce système est simple : on peut l'apparenter à un
millefeuille composé d'un certain nombre de plaques. D'un côté, on a le moût qui rentre à 100°C car
il était à ébullition. De l'autre, on a de l'eau qui rentre à température ambiante (voire plus fraîche,
cela dépend de sa source). Ces liquides ne vont pas se mélanger car l'eau passe dans un espace se
situant entre deux parois sur deux et l'inverse pour le moût. Ils circulent à contre-courant de manière
à optimiser les échanges de chaleur.
Les données du problème qui sont connues sont la quantité de moût à refroidir (500 litres, 0,5m³), la
température initiale du moût (100°C), la température finale du moût (idéalement 20°C) et la
température initiale de l'eau (18°). Il est aussi important de fixer une valeur pour la capacité
calorifique du moût (eau avec des sucres). En recoupant différentes sources, nous fixerons ici sa
valeur à 0,95 kcal/kg*°C (0,886 sur [13]). Cette estimation par excès permet d'obtenir au final un
temps de refroidissement plus court. L'idéal aurait été
de disposer d'un calorimètre (en chauffant le moût
avec une résistance électrique dans un récipient qui
perd très peu de chaleur vers l'extérieur et en parallèle
de mesurer l'élévation de sa température). En ce qui
concerne le coefficient global de transfert de chaleur,
fixé par le constructeur de l'échangeur (1000 à 4000
sur [14] et 6000 sur [15]), nous l'avons diminué de 10%
car la situation considérée par le constructeur est
idéale mais ne l'est jamais en usine donc U = 2000
W/m²*°C.
Figure 13 : échangeur de chaleur à plaques13
Le débit de moût est obtenu en transformant les 500 litres en masse donc rho = m/V avec rho (la
masse volumique du moût) égale à 1,08393g/cm³ (selon nos données) multipliée par le volume (500
000cm³). On divise ensuite cette masse par le temps (en heure).
- La quantité de chaleur à extraire du moût vaut :
Q = Mm*cpm*delta T (1)
Mm, le débit de moût. Prenons 4 valeurs correspondant à un refroidissement des 500 litres
en 30min, 1h, 1h30 et 2h.
cpm, la capacité calorifique du moût = 0,95 kcal/kg*°C
delta Tm, la différence de température entre l'entrée et la sortie du moût = 80°C
Q, la quantité de chaleur à extraire (en kcal)
13
Source bibliographique : cours de Ba3 Bioingénieur, intitulé ’Elément de transfert de chaleur et de matière’ donné par le professeur F.Debaste.
27 | P a g e
Appliquons la même formule sur l'eau
- Q = Me*cp*delta Te (2)
Me, le débit de l'eau, fixons différents débits d'eau (seul degré de liberté dans ce problème).
cp = 1 kcal/kg*°C
Q= la même valeur que l'équation (1), en kcal
delta Te, la différence de température entre l'entrée et la sortie de l'eau, dépend du débit
d'eau (en °C)
On obtient aussi différentes températures de sortie de l'eau (voir dans le tableau situé en annexe).
Certaines températures de sortie sont impossibles et donc mises en rouge.
- Pour un tel type d'échangeur de chaleur, la formule adéquate est :
Q = F*U*O*delta Tml (3)
F dépend du parcours des fluides et trouvé dans les abaques
U = 2000 W/m²*°C
O = la surface d'échange, l'inconnue (en m²)
delta Tml = delta Tm - delta Te / ln (delta Tm/delta Te), avec la température de sortie de l'eau
fixée par le débit d'eau
Q = la même chose qu'à l'équation (1)
Malgré des heures de recherche sur internet et dans des livres, les abaques particuliers pour
connaître la valeur F n'ont pas été trouvés, nous fixerons donc cette valeur par excès pour être sûr de
résoudre le problème de refroidissement du moût. Ces abaques permettent de trouver F en fonction
de R = (T1m - T2m) / (T2e - T1e) et P = (T2e - T1e) / (T1m - T1e), l'indice 1 correspondant à l'entrée et
l'indice 2 à la sortie. Les valeurs habituellement rencontrées dans nos cours avoisinent 0,9, nous
fixerons ici F à 0,75.
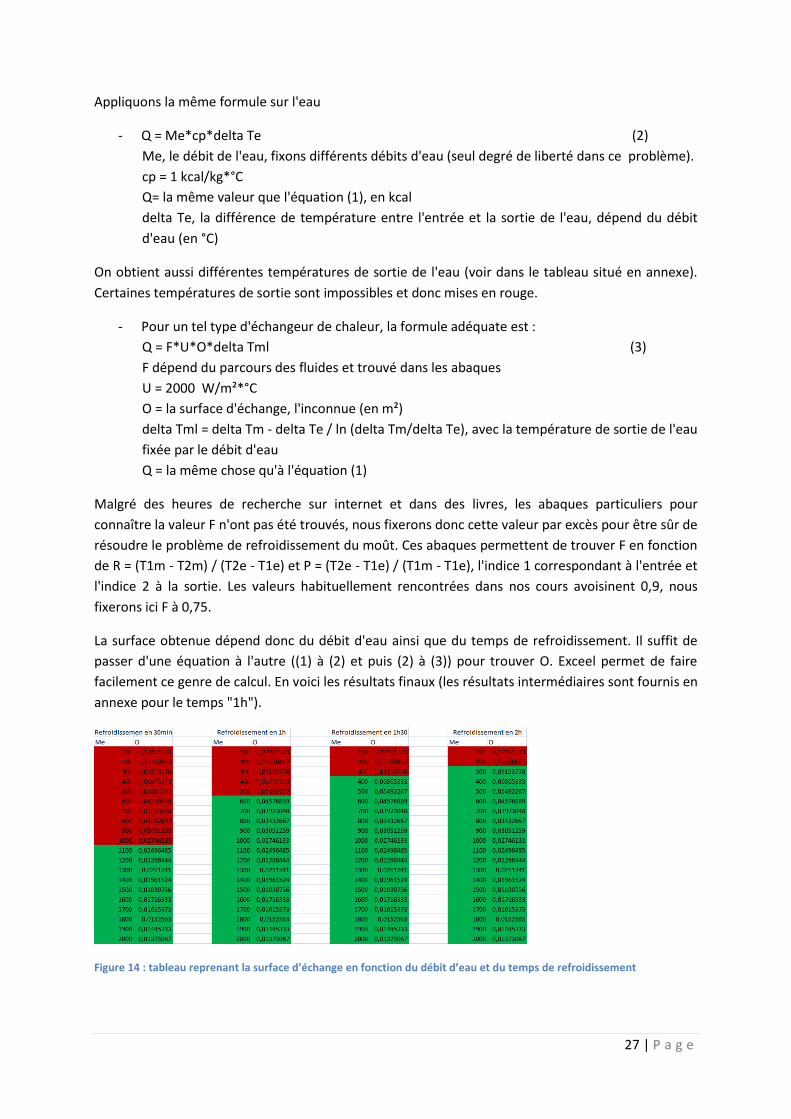
La surface obtenue dépend donc du débit d'eau ainsi que du temps de refroidissement. Il suffit de
passer d'une équation à l'autre ((1) à (2) et puis (2) à (3)) pour trouver O. Exceel permet de faire
facilement ce genre de calcul. En voici les résultats finaux (les résultats intermédiaires sont fournis en
annexe pour le temps "1h").
Figure 14 : tableau reprenant la surface d’échange en fonction du débit d’eau et du temps de refroidissement

28 | P a g e
On voit tout de suite que plus le temps de refroidissement est bas, plus le débit d'eau devra être
important et plus la surface d'échange devra être grande. Il faut donc un juste milieu entre la surface
d'échange qui peut être déployée (en fonction de l'espace disponible et du coût des matériaux) et le
débit d'eau qui peut être injecté dans l'échangeur.
On peut comparer ces résultats avec ceux de la brasserie visitée. C'est aussi un échangeur de chaleur
à plaque et à contre-courant. A l’entrée, le moût est à 100°C et l’eau à 20 °C. Le moût ressort à 22°C-
24°C et l’eau à 84°C. Le débit est de 100hectolitres/h pour le moût et de 130hectolitres/h pour l’eau.
8. Différence entre une micro-brasserie et une brasserie industrielle
Il est important de rappeler que les objectifs poursuivis par
ces deux types de brasserie diffèrent. La première, plus
amateur, produit de la bière de temps en temps alors que la
seconde doit répondre à des objectifs commerciaux assez
précis. Il en résulte une différence, non pas au niveau du
procédé, mais dans la manière dont se déroule le procédé.
Presque chaque opération se fait en continu, comme par
exemple, le malt qui est concassé en continu, alors que nous
avons dû le faire par petite dose vu la taille de notre
appareil. Nous n‘avons pas mélangé plusieurs fournisseurs,
cela diminue donc la vitesse de concassage et augmente les
risques de problèmes sur notre matière première. Les
brassins se font aussi en parallèle pour avoir un flux continu
de bière à la sortie de la brasserie.
Figure 15 : refroidisseur utilisé lors de notre brassage14
Un autre exemple concret est l'automatisation des étapes. Contrairement à une micro-brasserie où
chaque étape se fait à la main, comme par exemple vider le moût dans une certaine cuve ; en
brasserie industrielle, des conduites métalliques acheminent les différents produits où il faut. Le
personnel employé se charge principalement du déplacement des produits initiaux (placer le malt
dans les silos) et finaux (déplacer les bouteilles) ou encore pour faire des expériences pour vérifier s'il
n'y a aucun problème dans le processus. Les machines sont programmées pour répondre à certaines
exigences (comme la température) alors que nous devions tenir le thermomètre à la main pour
vérifier la température.
14
Photo prise lors de notre journée de brassage au Ceria.

29 | P a g e
Le matériel utilisé est aussi différent. Tout est à plus grande échelle et certains appareils sont plus
perfectionnés. Par exemple, pour refroidir le moût, nous avons placé un serpentin de cuivre dans
notre casserole et de l'eau froide y circulait. Alors qu'en brasserie industrielle, un véritable échangeur
de chaleur à plaque est utilisé. Tout est contrôlé (températures d'entrée et de sortie, débits, ...) pour
un résultat optimal. Le produit final d’une brasserie industrielle doit avoir toujours le même goût
alors qu’en brassage artisanale, il est fort difficile d’obtenir le même résultat même en utilisant le
même procédé et la même recette.
Et pour finir, une brasserie industrielle commercialise ses produits dans le monde entier. Des
restrictions sont faites au niveau de l'hygiène pour avoir un produit fini vendable et conforme à la
législation. De plus, si une opération a été mal faite, la perte en produits intermédiaires est plus
grande dans une brasserie industrielle qu'en micro brasserie. Un contrôle continu est effectué dans
les laboratoires de la grande brasserie pour les deux raisons précitées (bon produit et qui répond aux
conditions législatives). Ils évitent au maximum l'oxygène (ennemi de la fermentation), font des
"flash pasteurisation", réitèrent certaines opérations de nettoyage des appareils ou autres... En
micro-brasserie, le produit est généralement vite consommé ce qui permet d'avoir des restrictions
moindres concernant certains paramètres (qui provoquent un mauvais vieillissement de la bière)
comme l'oxygène ou les infections microbiennes.

30 | P a g e
9. Conclusion
Cette année, nous avons choisi comme projet de recherche, la fabrication d’une bière. Nous avons,
tout d’abord, été amenés à inventer une recette en nous inspirant d’autres déjà connues. Après avoir
dégusté plusieurs bières très variées, nous avons opté pour en produire une brune. Et notre objectif
a été atteint. Nous avons effectivement obtenu une bière assez foncée (EBU= 77.35) et délicieuse à
notre goût. En la savourant, nous remarquons que son arôme fort prononcé et son amertume nous
évoquent la Duvel. Sa couleur et sa mousse volumineuse nous font penser à la Trappiste Rochefort.
Bref, ensemble, nous l’avons surnommée l’ Moral qui est composé uniquement avec les premières
lettres de nos prénoms (Milan, Olivier, Robin, Audrey, Laurent).
En outre, ce projet nous a permis de découvrir le processus détaillé de la fabrication d’une bière.
Certes, nous l’avons appris dans l’un de nos cours, à savoir le cours de Génie des Procédés. Nous
réalisons également que la production d’une bière artisanale est facilement à portée de nos mains.
Par ailleurs, cette expérience enrichissante nous a permis de mettre en pratique nos connaissances
théoriques.
Grâce à la visite d’une brasserie, nous pouvons mieux comprendre le métier de brasseur. Finalement,
le projet nous a permis de découvrir le monde du travail dans lequel nous pourrions probablement
être amenés dans notre futur métier. En tant que bioingénieur, nous pouvons, effectivement, nous
orienter dans l’industrie agro-alimentaire, et plus particulièrement dans le domaine brassicole.
Pour conclure, nous proposons deux perspectives dans notre projet de recherche. La première met
en évidence la relation d’une micro-brasserie et d’une brasserie industrielle. Le passage entre les
deux implique toute une série de changements, à commencer par déterminer la production
souhaitée à la base. Ensuite, il faut agrandir tous les appareils utilisés (moulin à malt, cuve de
brassage, de fermentation et de stockage) et s’assurer qu’ils possèdent une plus grande résistance au
temps. Ceci implique aussi de disposer d'une plus grande superficie pour l'installation de toutes ces
machines et d'automatiser la plupart des opérations de transport des produits et réactifs, pour
accélérer le procédé et travailler en continu. Il faudrait aussi automatiser la surveillance des produits
intermédiaires pour pouvoir réagir le plus vite possible en cas de défaillance d'une des étapes et
prévoir une série de contrôles pour le commerce ainsi qu’un étiquetage conforme.[16]
Le coût de l’investissement complet pour commencer à brasser artisanalement se situe entre
150.000,00 et 350.000,00 €. Ces données sont la base pour un équipement complet livré clé en
mains. Le prix peut descendre de 20 à 30% pour des équipements d’occasion.
A ces frais, il faut rajouter le coût d’engagement du personnel tels que des architectes, chimistes
pour les analyses, ouvriers. [16]
La deuxième perspective d’avenir consiste à tenter de réaliser, cet été, un autre type de bière par
nos propres moyens. En effet, ce projet nous a donné envie de retenter l’expérience et d’inventer de
nouvelles bières pour notre plaisir personnel.

31 | P a g e
10. Annexes
10.1. Calendrier
16 février 2011: Brassage et relevé des premières données.
3 mars 2011 : Désinfection des bouteilles.
8 mars 2011: Mise en Bouteilles et relevé des données après la première fermentation.
25 Mars 2011: Relevé des données après la seconde fermentation.
10.2. Matière première de la Brasserie Lefebvre
L’eau d’un puits à 60 m de profondeur dont il faut juste extraire le fer.
Malt de Champagne et de La Bosse, France.
Houblon : pellets en grain et en extrait d’Allemagne et de Slovénie.
Epices : coriandre, écorces d’oranges amères, réglisse, anis étoilée
Sucre spéciaux : dextrose ou sucre candy. Les matières premières (principalement
betteraves) viennent de France mais la transformation en sucre se fait en Belgique.
Levure: Saccharomyces cerevisiae.
10.3. Résultats intermédiaires du dimensionnement du refroidisseur et
ce en 1h (même unité que dans le corps du texte).

32 | P a g e
11. Bibliographie
11.1 Sources électroniques
[3] The European Brewing Convention, http://www.europeanbreweryconvention.org/, consulté le
08/03/2011.
[4] JUST BEER Association,
http://www.justbeer.fr/pdf/D%C3%A9gustation%20Just%20Beer%20090528.pdf, consulté le
08/03/2011.
[5] International society for industrial ecology,
http://is4ie.org/resources/Documents/2003%20Industrial%20Symbiosis%20in%20Rum%20Productio
n.pdf , consulté le 20/02/2011
[6]Wikipedia, la lupuline,
http://fr.wikipedia.org/wiki/Lupuline, consulté le 6/04/2011
[7]Wikipédia, isohumulone,
http://fr.wikipedia.org/wiki/Isohumulone#cite_note-Malowicki-2005-1, consulté le 08/03/2011
[8]Vivaqua ; rapport d’essai n°10-2426, date d’émission 20 octobre 2010,
http://www.vivaqua.be/code/home_fr.cfm, consulté le 06/02/2011.
[10] Paradis Bière, le Brassage,
http://www.paradis-biere.com/brassage-biere.html, consulté le 6/04/2011.
[11] Pico brasserie & brassage amateur, les paliers de températures,
http://jg-laurent.com/theorie/palier-temperature.php, consulté le 6/04/2011
[12] Lefebvre Quenast, le processus de brassage de la bière,
http://www.brasserielefebvre.be/brassage.php, consulté le 6/04/2011
[13] Evaluation des besoins thermiques,
http://www.matevi-france.com/visualisation.asp?rub=5&ch=83&pg=176, consulté le 8/03/2011.
[14+ Aqualog, Principes généraux de l’échangeur,
http://www.aqualog-international.com/aquaculture-et-fermes-aquacoles/principes-generaux-de-l-
echangeur-a-94.html, consulté le 8/03/2011
[15] Principes de fonctionnement de l’échangeur à plaques,
http://www.asolutions.be/materiel_fr.htm, consulté le 8/03/2011

33 | P a g e
[16] Rabek engineering,
http://www.rabek.de/fr/bier.shtml, consulté le 20/03/2011.
11.2. Livres
[1] D’Eer M., « Ales, lagers et lambics : la bière », Trécarré/bièreMAG, 1998 ; p.16-41.
[2] Deglas C., Le Goût de la Bière Belge, collection J-M Collet
[9] Baud P.,Traité de chimie industrielle : tome III Industries organiques, Masson & CIE, 1951,
p. 451-501.





























