Embed Size (px)
Citation preview

Textile Waste-material recycling
Part I: Ways and means
by G. M. EI-Nouby1*, H. A. Azzam 2, S. T. Mohamed3, and M. N. El-Sheikh41Textile Research Division, National Research Centre, Dokki, Cairo, Egypt2Graduate Students, Industrial Engineering College, Beni-Suef, Egypt3Quality Control and Production Engineering & Design Head Department,Faculty of Engineering, Minia University, Minia, Egypt4Professor of Production Technology & Dean of Industrial Engineering College, Beni-Suef, Egyp
Abstract: Extensive coverage of previous work in the area of textile waste-material recycling; its ways and means were carried out. The review also includes previous attempts to convert textile waste-material into useful forms; non-woven fabrics or spun yarn. The methods and machines used in textile waste-material recycling were also covered. The major theme of this paper is to describe how this technology could be helpful to increase the ability to compete in the era of open markets and globalization.Keywords: Textile Waste-Material, Recycling, Recovery, Recycled Yarn, Spinning Form.Copyright_AGAHassabo©2005 TRD, NRC, All Rights Reserved.
Shoddy – Fibrous woollen material generated from waste fabric. Historically this term was given to the waste from more loosely woven fabrics.
01) Introduction The textile industry in Egypt forms the largest part of the existing industrial sector. The export of the textile products such as cotton yarns is of vital importance to the economy of the country. Due to this fact, competition with foreign market has been the most important problem of the Egyptian textile industry. Emphasis is being put on the field of quality and price competition. As it is well known, the quality and cost of product are interrelated factors. A judicial balancing of both factors is required to evolve a situation by which a process becomes techno-economically feasible. The quality-cost of yarn is very much dependent on the quality-cost of the raw material and the quality- cost of the material being produced at each stage of processing prior to spinning.
In a market economy there are two important external forces which influence the actions of an entrepreneur: his customers and his competitors. The customers demand value for money: when buying his products they want to obtain satisfaction equal to the financial sacrifice they make. The competitors, on the other hand, are constantly trying to offer a cheaper product or service better than him. In the battle for the customer, quality-cost balance is a weapon of growing importance.
Often in textile manufacturing it becomes necessary to scrap products for one reason or another. For example, it could be that the products, once manufactured, did not meet the

desired specifications, or perhaps, the product was not as marketable as anticipated. Because such scrap products may not readily be reworked or reprocessed, they may be sold as scrap for a fraction of their potential value, or disposed of altogether. Disposing of the scrap products is undesirable in that disposal costs are incurred, and additional valuable landfill space may be consumed. Accordingly, it would be desirable to have a method and means for recycling textile products back into reusable fibers.
By way of background, textile products typically begin as fibers, which are then subsequently spun into yarns. The yarns are then woven or knitted, or used in a non-woven arrangement, to make fabric for clothing, upholstery, linens, medical products, etc., or for making textile products such as carpets, rugs, floor coverings, wall coverings, window treatments, etc. In making such textile products, the fibers are often subjected to dyes, sizing, coatings, and other chemical treatments. In the case of carpets, rugs, upholstery, and the like, plastic, rubber, jute, or other backings, underlayments, or interlining materials, may be attached to the fibers. Because of these additional substances, which may be incorporated on the fibers in making textile products, such products, once produced, are often not recyclable in a desirable manner on an industrial scale.
Increasing expenses associated with obtaining raw materials and constantly increasing consumption of textile products provide a strong economic incentive for developing methods for recycling surplus or unused textile material which would otherwise go to waste to be burned or buried. Large amounts of cloth scrap, clippings, and loose sample scraps are created at “cut and sew” plants where garments are manufactured. These scraps are waste-material that comprises approximately 15-30% of all types of fabrics manufactured for use in garments. Unless recycled into insulating materials or nonwoven matting, these cloth scraps and clippings become waste and are sent to landfills. [1] Even recycling into insulating materials or non-woven matting is limited because of the limited market.
Presently over 200 million pounds of scrap material are burned or buried in landfills annually. Such reclaimed fibers are of importance in providing a foundational material for re-spinning technologies that can be designed to reduce the textile waste-materials. So, by collecting and returning useable fibers, waste is thereby greatly reduced at a cost savings to the textile mill.
02) Problem Definition and Industrial RelevanceQuality-cost balance is one of the most important key factors of success for the Egyptian textile industry. The image of the Egyptian cotton is world wide strongly linked to quality products. To take full advantages of this image, Egyptian textile manufacturers need to maintain a quality-cost standard. Instead of that, unfortunately, a great recession in quality level has been shown accompanied with an increase in low quality product cost, which in turns affects the level of production seriously in such a way that make the labours’ future threatened. [2]

To develop new quality-cost balance, attention should be directed to the raw material used; type, price and method of processing. New production methods should also be developed to reduce the cost and/or new type of raw material could be used to achieve the target.
Millions of tons of textile waste is produced annually in the manufacturing of clothing and other textile products. A large percentage of the textile waste is accounted for by polyester and polyester/cotton blends. Disposal of such large volumes of solid waste is an increasing problem for the apparel industry. The rising costs, reduction of available space and concern for the environment are making burying and landfilling the textile waste dwindling options.
At the same time, the world is facing a shortage of raw materials for thermoplastic polymer, particularly polyester polymer. Potential methods of recycling polyester fabric have been pursued. Wasted polyester scraps can be recycled for reuse by expensive chemical methods. Accordingly, there is a need for an economical and environmentally safe method for recovering polyester fibers in useful foims from polyester textile waste.
Therefore, what is needed is a method of recycling natural or synthetic fabrics. What is also needed is a new method to effectively and efficiently recycle cloth scraps into substantially virgin like fibers which can be re-spun to produce a superior fabric and garments using a minimum amount of carrier fibers.
In addition, it would be highly desirable to provide a process for engineering or structurally reconstituting reclaimed fibers, which would open and remove all surface additives and impurities from the fibers. Thus a yarn comprising such fibers could be made without the need for virgin raw materials and would conform for a wide variety of household and industrial applications. Such a yarn or fabric also easily could be recycled for other applications, thereby providing a multi-use, resource sustainable product.
03) Environmental ImpactIn the cotton textile industry, using the current processes of producing finished apparel and related goods from raw virgin cotton, 20-49% of the original fiber in the raw material is typically separated as waste in the various processes. Once produced the finished goods have a limited life. When they have ended their useful life they are possibly used as rags for a brief period and then typically discarded to end-up in a landfill or waste incineration facility; where the waste is burned or dissolved with chemicals and pollute the environmental. [3]
This manufacturing and post consumer waste generated in this way is extensive. According to the Byproducts Association of America, in 1990, approximately 7.7 billion pounds of new and used fabric and clothing and related textile products were discarded. [4]
Cotton agriculture also has a significant impact on the environment and is the highest or second highest agricultural user of pesticides, herbicides and fungicides [5, 6]

The society is becoming increasingly aware of the severity of our environmental problems and in particular the scarcity of appropriate landfill sites, and the detrimental impact of waste incineration, industrial discharges, and the use of pesticides and other chemicals in agriculture. As a result of this increasing awareness it is becoming increasingly important to reduce the amount of waste we generate, recycle more of the waste that is generated, and reduce or eliminate as much toxic chemical use as possible. Governments often regulate these matters making such efforts not only environmentally responsible but often necessary to comply with the law.
By recycling textile wastes, we not only conserve landfill space, we also reduce the amount of land, water, energy, and pesticides that goes into textile production.
04) Textile Waste MaterialNo doubt that raw material is considered as one of the most important factor affecting product costs in textile industry. The importance of textile raw material is differing according to its type, processing and end-use. Consequently, studying textile waste types that comes out of processing was of great importance in all modern systems controlling production.
It is impossible to process any textile raw material without producing waste. The waste volume also differs according to the used technologies and processing conditions. According to the well-known fact, reducing the outlet production waste will increase production value and decrease the cost. But, there is a minimum acceptable waste level that cannot go beyond because of technological limits or quality required.
Many research workers [13,7,8,9,103] were classifying the textile wastes that could be recyclable to useful form. But, they had to deal with the textile waste classification according to the available technologies that allow using those wastes as raw material. Figure I introduces the general textile material waste classification.
Textile material wastes could be classified mainly as follow:
I. Pre-Consumer Textile Waste
Consists of by-product materials from the textile, fiber and cotton industries.
Spinning Processing Wastes
The preventable waste has been described as waste arising from end breaks, careless operators, machine faults… .etc. commonly called re-workable waste and often-white waste. It is purposely removed and is composed of perfectly good material. Most waste reduction programs deals with this waste category which include:
a. Soft WasteDirty fiber waste; waste containing impurities, is obtained on blowroom machines and cards. This waste can be processed into bales for sale or may be recycled by separation of

the fibers and the impurities in additional cleaning stages. The recycled fibers can be mixed back into the spinning process. Blowroom dropping fly from blowroom and carding, filter waste, floor sweepings, flat strips of low-grade cotton, and other wastes like motes are examples.
Clean fiber waste: These wastes are obtained between the individual processes and capable of being re-worked. Comber noil, flat strips from good medium cotton with up to 10% trash, pneumafil waste, card sliver, drawframe sliver, card web wastes, lab ends or faulty labs, and wastes collected in the filter boxes of the drawframe, speedframe and combing machine are examples. These wastes can be added to the process without prior treatment. Also, these wastes are clean, better quality material and are returned to the blend in the mill.
b. Hard WasteSoft-twist waste: roving waste is an example of this kind.Hard-twist waste: This waste includes spinning and winding processes wastes. It is also capable of being granted such as cone ends and winding wastes
The non-preventable waste has been defined as waste removed in the process of cleaning the fibers or during other manufacturing functions. It is commonly called non-re-workable waste and is purposely removed. Since it cannot be returned to the normal manufacturing process, it is true waste, although most of it has same sales value as waste. Flats wastes, noil waste, brushing waste are examples.
Weaving/Knitting Processing Wastes
Weaving and/or knitting processing wastes could be considered as non-preventable waste. Cutting-edge of selvedge is one example.
Apparel Processing Waste
Apparel processing wastes could be considered as non-preventable waste. Cutting-room trimmings and within manufacturing line wastes are examples.
II. Post-Consumer Textile Waste
Consists of any type of garments or household article, made of some manufactured textile that did not meet the quality characteristics or which the owner no longer needs and decides to discard. These articles are discarded either because they are worn out, damaged, outgrown or have gone out of fashion. They are sometimes given to charities but more typically are disposed of into the trash and end up in municipal landfills.

The waste categories listed above vary in their yields depending on the original raw material, the machine from which they are obtained and machine type and adjustment will also affect the turn out of the wastes.
Owing to the numerous kinds of wastes and the various possibilities of utilizing the fibers, every fiber recycling plant must be planned individually for the particular duty.
05) Management of Textile Waste-MaterialThe textile waste-material could be managed on different ways according to the raw material type and the society awareness toward the relative environmental problem, as shown in figure 2.
The textile waste-material could be managed into two major branches; non-technical and technical solutions. The non-technical solution is not required any more after increasing awareness with the environmental reactions and its effect on the human health. So, the required solution is restricted with the available technology to reduce the outlet wastes that is produced from any manufacturing process.
But, as mentioned before, there is a minimum level of waste that can not be avoided, at least with the present technology, during manufacturing. Thus, the limitation of reducing waste was the main reason to give the recycling technology more attention and all the efforts were greatly directed toward textile waste-material recycling.
According to the raw material type the waste will be directed to chemical, thermal, or mechanical recycling. In case of man-made textile waste-materials all recycling methods could be used. In case of natural fiber or blends only mechanical recycling is available.
Cutting-garneting-carding processes are used to convert the waste from solid form to fibrous form. The main key is garneting, which is the process by which materials such as threads, rags, woven clothe scraps, and the like are broken up and returned to fluffy, fibrous condition, simulating the original condition of the raw fiber.
After carding, the normal way is to move toward the non-woven technology to produce non-woven fabrics. It highly recommended to direct attention toward spinning form mechanical recycling.
06) Benefits of Textile Waste-Material Recycling Recycling in the context of solid waste may be defined as the reclamation of material and its reuse which could include repair, remanufacture and conversion of materials, parts and products. In developed countries recovery of material from solid wastes is affected more scientifically at central collection and processing stations. Reclamation of material from solid wastes helps the community economically, environmentally, socially and ecologically, as described by Kaseva M.E. and Gupta S.K. [11]
6.1) Economical AdvantageRecovered materials use less energy in the process plant compared to that needed for products shaped from virgin raw materials. This results in the saving of energy in terms of electricity or fuel. For example, savings on energy consumption when processing, as items do not need to be redyed or scoured.
Reuse of recovered material may reduce importation costs in the case of developing countries. So, recycling could be considered as helping the balance of payments as we import less material for our needs.
Recycling also reduces pressure on virgin resources.
6.2) Environmental AdvantageRecycling practices reduce the amount of waste to be disposed of and this reduces the overall space needed for final burial (landfilling) of waste.
Textiles present particular problems in landfill as synthetic (man-made fibers) products will not decompose and while woollen garments do decompose they produce methane, which contributes to global warming.
Textile recycling in turns reduces the demand for dyes and fixing agents and the problems caused by their use and manufacture.
6.3) Social AdvantageRecovery of materials from solid waste, if organized properly can generate a livelihood for unskilled workers in a developing country environment. This may further propagate the concept ‘waste is money’ when citizens begin to perceive waste-materials as recyclable material.
6.4) Ecological AdvantagesRecycling conserves natural resources e.g. water, trees, minerals and others.
07) Key Factor for Textile Waste- Material Recycling In an era of scarce resources and increasing population, it is desirable to reclaim and reuse as many resources as possible. In the textile industry, for many years wool clothing and other types of woollen products have been torn apart using a process known as garneting and the fibers reused in clothing and wool rugs. This is done by first chopping the material to small pieces (e.g. two to six inches) and then running the pieces through a series of high speed cylinders which can be covered with wire (e.g. saw wire), steel spikes, or the like. The treatment breaks up the material into individual fibers typically having a length of one and one-eighth inches or less.
Despite the known desirability of reusing resources, and the known recycling of woollen products for many years, attempts to reclaim and reuse other fibers from old garments, scraps, and rags have encountered large obstacles which have always prevented the development of a practical and commercial approach. Garneting or separation of the cotton or cotton/poly fibers from the original materials must be severe enough to cause fiber separation, but in so processing the materials, the fibers produced were damaged and broken. The result was very short fibers, typically of one-half inch or less, which are too short to make into yarn and fabric using commercial processes. Therefore the recycling or reclamation of cotton or cotton/poly fibers has typically been restricted to the production of low-end textile products such as non-woven materials [12]

08) Potential Uses of Textile Waste MaterialsMany researches [8, 9, 10] were carried out, wiether in pilot plant or industrial scale, to set up different categories of textile wastes that could be prepared with special machines to be recyclable in useful form according to the end-uses. Accordingly, a very wide variety of end products could be produced from recycled fibers. These are primarily yarns or non-woven forms. In fact, yarns and non-woven could be produced by a variety of methods and blending plays a vital role in that. This involves mixing different qualities of recycled fibers together or adding recycled fibers to blend with virgin fibers.
8.1) YarnsThe use of relatively short recycled fibers has for some time not been limited solely to woollen spinning. In addition, developments in open-end and friction spinning have made it possible to spin waste yarns from 100% recycled fibers of short stable length.
8.2) Non-woven FabricsA. very wide range of applications exist for transforming recycled fibers into non-woven form. Carded or air laid webs are involved depending on the end products, then chemically or thermally bonded non-woven, needle felts and wadding are formed.
Further possible applications for recycled fibers also exist in paper industry and wadding materials of various kinds.
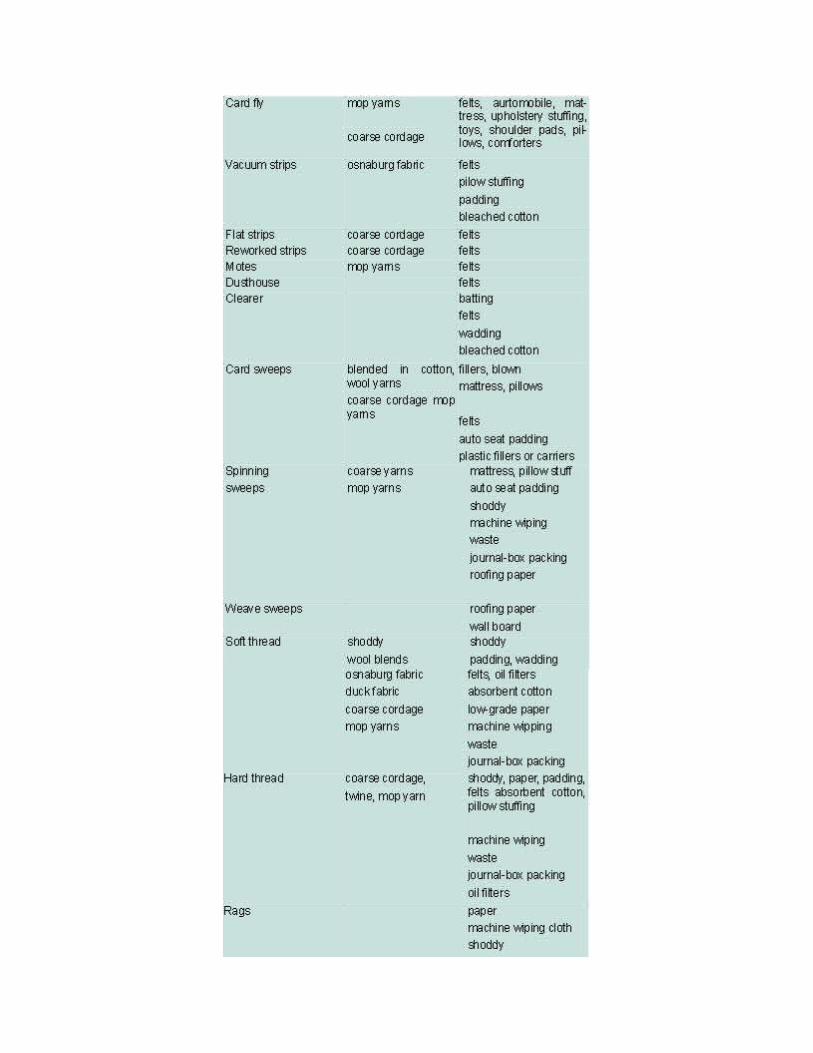
Typical end-uses for various grades of waste are given in Table l. In the most of these uses wastes may be processed either alone or in a blend with virgin material. Only a portion (in some cases very small) of each waste type is being recycled or reused. Much of the cotton waste goes directly to landfills and a large proportion of the gin motes are being ploughed under in farmers fields to eliminate the increasing tipping fees associated with commercial waste disposal. [3]
While there are potential uses for these wastes, unfortunately not all of these wastes are being reused or recycled. Even when these materials are recycled or reused, most of the uses for these wastes are for relatively low value goods which often have a very short useful life. If a higher value and more durable use is found for these wastes, then much more of these wastes will be used, which will reduce the waste stream into landfills and waste incineration facilities, and reduce the amount of pesticides, herbicides, fungicides, and other chemicals used in growing and processing cotton by decreasing the amount of virgin cotton needed for the apparel and related industries.
El-Bealy [9] was working on the mixing components of different textile waste-materials that could be used to produce yarn with open-end technique. It is clear that only 20% of the trimmings, as maximum, could be blended with other wastes to produce coarse yarns ranging from 7 to 9 Ne, as shown in Table 3.
9. Conventional Method of Cloth Scrap Recycling

Conventional methods of recycling cloth scraps involve the use of high percentages of virgin (non-waste) carrier fibers or non-biodegradable synthetic fibers. Such conventional methods are inefficient and produce low quality yarn and consequently low quality fabrics. When high percentages (typically more than 50%) of virgin fibers are used, raw material costs are substantially higher and the amount of cloth/fibers recycled is low because the resulting yarn/fabric is primarily virgin/fabric.
Also, the yarn/fabric produced usually must be dyed to a required color since the large amount of carrier fibers required dilutes the color of the scrap material being recycled. This problem is of particular importance when recycling denim because it must be over coat dyed with indigo, the only accepted organic natural dye. Because most of the cloth scraps being recycled already have been dyed, it would be desirable to provide a recycling process, which is capable of using a high percentage of dyed fibers in the raw material mix.



Products derived from such recycled, dyed fibers or yarns would not require any additional dyeing. This advantage would eliminate many costs associated with dyeing yarns and fabrics.
Although non-biodegradable synthetic fibers are available, their use implicates serious environmental as well as cost concerns. The synthetic fibers lack the ability to retain dyes as efficiently as natural fibers, and they do not bond well with other fibers because of their slick surfaces. Furthermore, the resulting fabrics do not have the texture, quality, or acceptance level of premium natural fibers.
10. Textile Recycling Machine and Process
The machines existing at the present are known under the name of “shredding machine” or “waste opening machine” or “tearing machine”. Each known machine has one or more drums with points. Each of these drums with points rotates in front of a wad of textile wastes which is fed to it and which it shreds in pieces. The materials thus defibered by a drum are presented to the following drum, which shreds them in pieces again, and does this again until a complete and perfect fiber removal is obtained. Feed systems operating or various different principles are used to present the fibers or the wastes to each of the successive drums with points.
To improve still further the quality of the fiber removal [1, 13, 14, 15] the known shredding machines are generally equipped with recycling devices for insufficiently defibered materials. The latter are recovered at the outlet of one or another of the drums and reintroduced automatically into the feed of the machine.
The raw material fiber for the recycled fibers can be constituted partly by production waste in the form of edge-trimming waste, start-up waste and by other unused discarded material. It can also be constituted by other waste in the form of used based materials such as nonwovens and textiles (both woven and knitted). Such material may need to undergo certain cleaning stages, depending on the degree of contamination. The fibers can be recycled by mechanical shredding of the waste, whereby the material is cut into small bits that, with the help of spiked rollers, are torn up so that the fibers are freed. The waste in this case can be constituted by mixed materials, comprising not only natural fibers of different types, such as pulp fibers, cotton,jute, ramie etc. but also synthetic fibers, e.g. polyester, polypropylene, regenerated cellulose etc.
With the mechanical tearing of the waste-material, the freeing of the fibers is often incomplete so that the recycled fibers can be present partly in the form of flocks. These flocks give non-uniformities in the produced material, which can have certain positive effects like the material having a more textile-like appearance and, in the case where the material is to be used as drying material, the cleaning capacity of the material is increased due to the mechanical friction effect which the non-uniformities produce.

A negative effect is however that the non-uniformities in the material can cause reduced strength. For applications where strength is important, this can be increased by the addition of a suitable binder or wet-strengthener.
Various machines have been patented in the attempt to recycle yarns and fabrics. For example, Winch et al. [16, 17] disclose a process and apparatus for treating fibrous materials for subsequent processing and includes use of rolls having teeth thereon in connection with carding plates having toothed clothing thereon for opening fibers.
Holloway et al. [18] disclose a device for processing yarn, cord, and fabric. While, Heifetz [3] discloses a process for recycling yarns and other spun textile waste.Wright [19] discloses a cloth scrap recycling method involving moistening fiber scraps prior to opening and blending with virgin fibers.
Platt [20] discloses a device for converting non-woven fabric into staple fibers. While, Bemhardts et al. [21] disclose a carder for forming matted non-woven materials.Morel [22] discloses a machine that shreds textile wastes to obtain fibers for making threads, insulation, padding, etc.
Rowe [23] was provided not only a process and machinery for recycling yarns into reusable fibers, but also for recycling finished textile products, such as woven and non-woven fabrics, carpeting, upholstery, hard thread waste (yarns to which sizing or other coating has been applied), and the like, on a mechanized basis. He used carding plates, or segments, having granular carding surfaces in a novel manner.
The equipment for mechanical recycling of fibers from non-woven and textile material is commercially available from few machine suppliers like Befama©, Laroche© and Margasa.
Some examples of machines for recycling are listed:
Rotary cutting machine figure 3 is designed to cut all textile waste for 20-260 mm lengths.

Multicylinder tearer, figure 5 is designed for pulling all kinds of textile waste. The machine is constructed in modular way so that it can be designed as a single tearer or up to six-cylinder tearer. The pulling machines can be fed manually or mechanically by feeder. Delivery of pulled material can be arranged manually or by pneumatic ducts.
11. Effect of Moistening Textile Waste Materials at Recycling Machine on Web Forming
Wright [19] describes a conventional process for recycling cloth scraps to produce a yarn from the fibers contained in the cloth. The process includes moistening the cloth scraps and maintaining the moisture conditioning at a level of at least 10 per cent throughout the process.
According to Hirsch [1], the process of maintaining fibers in a moist state throughout the shredding process has disadvantages. The web of moist fibers weighs more and the fibers tend to progressively agglutinate and clog the cutting pins of the cylinders in the tearing line. This tends to slow the process and makes the machines run hotter. The progressive agglutination of the fibers also reduces the cutting action and prevents fibers from being fully opened. The inability to open the moisture-laden fibers results in a finished non-woven product, which comprises typically weak, soft and bulky yarn.
A web of material comprising such unopened fibers does not have uniform density and is not suitable for hydroentanglement, nor for the production of a strong non-woven material, which would be capable of use in a wide variety of applications.
12. Effect of Mixing Textile Waste-Materials at Recycling Machine on Web Forming
Milding et al. [14] discloses a conventional process for making a nonwoven material by hydroentangling a fiber web. The fibers used for forming the web comprise waste synthetic fibers, plant fibers, regenerated cellulose fibers or pulp fibers. The fibers are developed by mechanically tearing or shredding a waste-material into small bits by conventional methods. The fibers are then blown randomly onto screens and air laid.Hirsch [1] indicates that this mixing creates a random orientation of fibers on a web. Such a random orientation of fibers, when applied to hydroentanglement, produces a
structurally inferior product characterized by varying thread density, unopened fibers, neps and other unconformities which render the finished hydroentangled product incapable of being cross lapped or laminated, and thus limits useful applications.
13. Effect of Tearing Action at Recycling Machine on Web Forming
A further disadvantage of the process taught by Milding et al. [14] is that the tearing action for freeing the fibers also shreds and stretches the fibers along the longitudinal axis, resulting in weakened, frayed and distorted fibers which may end up twisted and difficult to open. He also concedes that the freeing of the fibers is often incomplete and the fibers clump together to form flocks, which in turn produces non-uniformities.
14. Recycling Textile Waste-Material Chemically
Potential methods of recycling polyester fabric have been pursued. Wasted polyester scraps can be recycled for reuse by various processes. It is known that polyesters can be dissolved in solvents and solvent systems.
A process has been disclosed by Sidebetham [24] provides a method whereby dye-stripping, separation, and recovery are combined in such a way as that the dye-stripping phase actually constitutes the first step of the dissolution and separation phase. After the dye stripping is completed, the fibers remain saturated with a dye-stripping solvent, which can also be used for dissolution of the polyester. The dissolution of the polyester and its subsequent precipitation and separation from the solvent serves to complete the dye removal in addition to the separation and recovery of the polyester.
There has been disclosed by Gruntfest et al. [25, 26] two methods of separating the cellulose from the polyester in polyester/cellulosic blends. The first method proposed is to treat such wastes with an aqueous solution of glacial acetic acid and acetic anhydride to form cellulose acetate, and separating the water solution containing the cellulose acetate from the polyester. If additives are present on the waste, the waste-material is first treated with a dilute acid to remove the additives. The second method proposed is to treat the polyester/cellulosic waste with an aqueous solution of a mineral acid at a temperature in the range from about 80°C to 100°C to convert the cellulosic fiber to a substantially non-fibrous condition, separating the polyester fibers from the liquid and cellulosic reaction product, and thereafter separating the cellulosic reaction product from the liquid. He also indicates that if additives are present on the waste, the waste-material is first treated with a dilute acid to remove the additives.
Cowan et al [27] conclude that these methods, by Gruntfest et al. [25,26] are very expensive and have not met with commercial success. Large quantities of reactants per weight of waste-material are needed in the first process and the recovered materials must be dried. High reaction temperatures and excessive quantities of acid are necessary in the second process, and again, the recovered materials must be dried.
Cowan et al [27] treated textile wastes containing blended fibers of polyester and cellulosic material, preferably cotton, with anhydrous hydrochloric acid gas (referred to as AHAG) under reaction conditions sufficient to degrade the cellulosic material while leaving the polyester fibers substantially unaffected, mechanically degrading the reacted cellulosic material to a dry powder, and separating the polyester fibers from the reacted cellulosic material. It has been found that an amount of AHAG from about 0.3% to about 3% by weight of the cellulosic material in the waste when reacted at a temperature from ambient to about 180°F for a period from about 5 minutes to about 48 hours is sufficient to convert the cellulosic material to a fine powder after subjecting the reacted cellulosic material to mechanical degradation.
Preferably there is used an amount of AHAG from about 1% to about 3% by weight based on the weight of the cellulosic material in the waste at a temperature in the range from about 100°F to about 180°F for a period from about 5 minutes to about one hour. More AHAG can be used but is unnecessary. After reacting the AHAG and the cellulosic material in the waste, the reacted cellulosic material is mechanically degraded as by buffering, angering, abrading, milling, tumbling, vibrating, and the like. Preferably, the treatment of the waste with the AHAG and the mechanical degradation of the reacted cellulosic material are conducted simultaneously in a suitable apparatus.
Thereafter, the polyester fibers can be separated from the fine cellulosic powder by contacting the reacted waste with compressed gas, preferably air, and recovering the cellulosic powder in an appropriate receptacle such as a bag house.
Alternatively, the polyester fibers can be separated from the fine cellulosic powder by washing the fibers, recovering the cellulosic powder from the wash system by filtration utilizing a fine filter after separating the polyester fiber from the wash system by a coarse filtration. The polyester fibers after drying are suitable for use in producing staple grade polyester fiber, in garneting processes for producing spun yarn or non-woven fabrics, and as a raw material to recover the components of the polyester. The fine cellulosic powder after drying is useful as a lost circulation material and as seepage control additive in oil well drilling fluids, and as a filler in various industrial compositions such as mastic compounds, automobile undercoatings, and the like.
Young et al [28] is directed to a method of recycling carpet scrap and to substantially homogeneous thermoplastic blends resulting therefrom. In particular, the method of this invention involves granulating carpet scrap to obtain an incompatible mixture of polyamides and/or polyesters in combination with polyolefins or copolymers thereof. Ultralow density polyethylene (ULDPE) is added as a compatibilizing agent to the heterogeneous mixture for compatibilization of the polymers. Upon heating the granulated scrap in admixture with the compatibilizing agent, substantially homogeneous thermoplastic blends are produced. It has been found that the addition of ULDPE to carpet scraps having a mixture of polyamide and/or polyester in combination with polyolefins produces very desirable properties. In particular, for example, when 50% by weight mixtures of ULDPE and 50% carpet scrap are blended, elongations at break for the resulting blend are comparable to elongations of the ULDPE alone.

The ability to recycle such carpet waste and obtain desirable properties is advantageous. These advantageous results are also considered unexpected since high-density polyethylene (HDPE), linear low density polyethylene (LLDPE) and low density polyethylene (LDPE) when added to the carpet scrap in the same or similar amounts did not produce a blend having advantageous properties such as elongation at break. Accordingly, this invention is predicated in part upon the use of ULDPE as a compatibilizing agent in carpet scrap to produce homogeneous thermoplastic blends that are useful products. Moreover, this invention is also predicated in part upon the unexpected results achieved with ULDPE in contrast to apparently similar polyolefins such as HDPE, LLDPE, and LDPE. Homogeneous thermoplastic blends of the compositions of this invention may be injection molded or extruded. Injection molding of the compositions produce shaped articles with desirable properties. For example mats and sheets made using the compositions produced properties in the range of general-purpose commodity thermoplastics.
The thermoplastic blends were easily processed both for extrusion and injection molding. In another aspect of this invention, when extruding blends of carpet scrap and ULDPE, a plate out or precipitate on the extrusion die lips may occur. Over time, this build up may break off and mar the surface of the sheets or article being extruded. It has been found by replacing an amount of the ULDPE with an anhydride-modified polyolefin or an acrylic acid modified polyolefin that the plate out problem is eliminated with minimal change in physical properties.
In particular minor amounts of about 1% to about 10 % of the anhydride modified or acrylic acid modified polyolefin eliminated the plate out problem with minimal change in physical properties.

In a preferred form of the invention, the ULDPE is contained in an amount of about 40% to about 50% by weight of the carpet scrap. When the anhydride modified or acrylic acid modified polyolefin is used to eliminate or reduce the plate out problem, amounts on the order of about 1% up to about 10% by weight of the carpet scrap are employed.Wallick [15] indicates that these processes have created environmental concerns. Further, these processes are very expensive operations and have not met commercial success. Added expense is incurred due to the fact that the recovered materials must be dried. Further, these processes are slow and suitable only for laboratory usage.
15. Recycling Textile Waste-Material Mechanically
15.1. Into Nonwoven Form
Initial attempts for the manufacture of unconventional fabrics of the nonwoven type started 75 years back. The research has continued for finding different raw materials for nonwovens, for increasing production, improving quality/and reducing cost. In this respect attempts have been made to utilize unspinnable, short fiber wastes of cotton, jute, and poly mills, in making nonwovens.
Hirsch [1] has provided a system for structurally reconstituting fibers from recycled waste fabric material, including cotton denim waste, wherein the reconstituted fibers are incorporated into a hydrdentangled or needle punched product without binders or additives. A tearing line includes the application of steam and enzymes at a rate sufficient to remove surface additives from the fibers. The process completely opens the fibers and eliminates fraying, twisting and nonconformities. A fiber finishing process provides fibers, which are substantially uniform with respect to a desired characteristic such as length, weight, type, or a desired blend thereof. The finishing process also provides a fiber web characterized by a uniform directional orientation of fibers, making the fibers more amenable to hydroentanglement. The resulting nonwoven product is characterized by high strength, fiber integrity and high uniformity and can be cross-lapped to thereby provide greatly increased strength and absorbency.
Milding [14] produced nonwoven material by hydroentangling a fiber web, comprising recycled fibers with a fiber length of between 5 and 60 mm and a fineness of between O.I and 20 dtex, which are constituted by fibers which are mechanically shredded or torn from nonwoven waste, textile waste or the like. The fibers are mixed with each other and possibly with new fibers in a wet-formed, foam-formed, air-laid or dry-laid fiber web, which is hydroentangled with sufficient energy for forming a compact absorbent material.EI-Hadidy shows how the textile mill waste and rags have been opened using cutting-garneting¬carding processes to be bonded by needling for the production of needle punched fabrics, which are used as a vibration insulation material.
EI-Hadidy et al. [8] described a method of using jute waste in producing nonwoven fabrics. Jute waste was opened using Macke opening machine for one-to-three opening lines. Opened waste was then blended with polypropylene fibers and polypropylene mill

waste and processed to produce mechanical bonded needle punched non-woven fabrics suitable for the required end use as filter, insulation, floor covering, and geotextiles.
15.2. Into Spinning Form
Heifetz D. S [3] provides a new method for manufacturing yarns using recycled cotton waste and a new type of recycled cotton yarn. Various types of cotton waste-materials such as manufacturing by-products and post-consumer material are used in conjunction with virgin yarns to produce recycled yarns, ranging from 8 to 18 Ne depending on the virgin raw material value in the composite, of sufficient quality to be used for garment manufacture.
According to his method, Heifetz[3] is considered as one of the pioneers at the field of recycling textile waste into spinning form. But, using virgin raw material is still the weak point of his work. Even in blending with textile raw material wastes, the virgin raw material still have high percentage to produce coarse counts. In addition, the by-product wastes he used such as gin motes, carding waste, drafting waste, comber noils and fly waste are mostly spinnable wastes. According to the composition, these wastes could be used in producing yarn without are need to blend with virgin raw material in case of coarse yarn manufacturing.
Also Ball [9] made denim fabric suitable for use as apparel from fibers produced from denim waste, (pre-consumer and/or post-consumer) and virgin raw material up to 50%. The denim waste is collected, starch and size are optionally removed, and it is used to produce denim fibers, the vast majority of fiber lengths greater than about 0.4 inches, and an average length greater than 0.5 inches. The denim fibers are then opened and blended with up to 50% of the virgin fibers. Then, subjected to low-tension carding, as by using a Reiter C-4 type card with conveyor belt. The carded denim fibers are spun into yarns having a yarn count between about 4/1 to 16/1, and/or a warp or knitting yarn having a yarn count between about 4/1 to 16/1. The warp or knitting yarn may be plied with reclaimed warp yarn, or with virgin fiber warp yarn. There are also steps of adding lubricant to the fibers, sorting the denim waste by color and separately processing different colors of denim waste, making the denim fabric into apparel, dyeing the yarn or fabric to provide a substantially uniform color or fabric, and/or cleaning the fibers between the opening and carding steps. The denim fabric produced has strength and related properties sufficient for consumer use.
16. Conclusion
In this paper, the previous work in the area of textile waste-material recycling has been extensively reviewed, many trials have been covered. providing a scientific background and understanding of the textile waste-material recycling process.
For this review, we could conclude that the textile waste-material recycling technology depends primarily on the degree of fiber opening, which return as a machine parameter, and recycled fiber length, which is key factor in case of converting into spinning form.

Moreover, potential end-uses for textile recycled product are also provided depending on the waste-material categories. Thus, the textile manufacturers must know their machine capabilities as well as the product end-use in order to get full benefits from this paper.
However, as one could observe from the literature on the textile waste-material recycling, there are still voids and gaps that remain. Specially for converting textile waste-material into spinning form, which in turns opens windows for further research to achieve the most reasonable knowledge.
Developing such a method will be the next research work.
17. References
1. Hirsch, “System And Method For Reconstituting Fibers From Recyclable Waste Material”, United State Patent No. 6,378,179, April 2002. G. M. EI-Nouby et al
2. TCC-Netherlands, “Quality Management Seminar For Top Management Of Upper And Middle Egypt Spinning And Weaving Co.”, Textile And Clothing Consultants Bv, June 1999.
3. Heifetz D. S., “Recycled Yarns From Textile Waste” And The Manufacturing Process Therefore”, United State Patent No. 5,331,801, July 1994.
4. Web site article http:// www.worldwise.com. “Textile Recycling”, May 2002.
5. Web site article http://www.textilerecvcle.org. “Council for Textile Recycling “, January 2002.
6. Web site article http://www.wastewatch.org.uk. “Waste Watch Waste Line “, March 2002.
7. EI-Hadidy, A., “Environmental Non-wovens: An Overview of the Egyptian Experience”, Prof. Mansoura Third International Engineering Conference, EI¬Mansoura, Egypt, 2000.
8. EI-Hadidy A., and Hallim A., “The Use of the Egyptian Textile Industry Waste In Manufacturing Industrial Fabrics”, Prof. Mansoura Third International Engineering Conference, EI-Mansoura, Egypt, 2000.
9. EI-Bealy R.A., “Study the ways and means for recycling the spinnable fiber extracted from cotton wastes”, departmental poject, Textile Engineering Dept, Mansoura University, May 2000.
10. EI-Noby G., “Studying some theoretical and applied bases which affect production and properties of yarn produced on aerodynamic spinning system with

rotating disc”, doctoral thesis, textile dept., faculty of applied arts, Helwan University, 2000.
11. Kaseva M.E., and Gupta S.K., “Recycling: An Environmentally Friendly And Income Generating Activity Towards Sustainable Solid Waste Management”, Resources, Conservation And Recycling Journal, Vol. 17, Pp.299-309, 1996. Ball D. L., and Hance M. H., “Denim Fabric Made From Denim Waste”, United State Patent No. 5,519,925, May 1996. McGee, “Apparatus and Process for Reclaiming Textile Fiber Waste”, United State Patent No. 6,294,002, September 2001. Milding, et al„ “Nonwoven Material Comprising a Certain Proportion of Recycled Fibers Originating from Nonwoven and/or Textile Waste”, United State Patent No. 6,037,282, March 2000.
15. Wallick, “Recycled Fiber Yarn And Method For Making Same”, United State Patent No. 5,919,717, July 1999.
16. Winch, et al„ “Process and Apparatus for Treating Fibrous Materials for Subsequent Processing”, United State Patent No. 4,126,914, November 1978.
17. Winch, et al., “Process And Apparatus For Treating Fibrous Materials For Subsequent Processing”, United State Patent Application No. 4,219,908, September 1980.
18. Hollaway Jr., et al, “Method for Producing Short Fiber Lengths from Cord or Fabric”, United State Patent No. 4,217,680, August 1980. Wright, “Cloth Scrap Recycling Method”, United State Patent No. 5,481,864, January 1996. Platt, “Conversion Of Nonwoven Fabric Into Staple Fibers”, United State Patent No. 3,941,530, March 1976. Bemhardt, et al., “Carder For Manufacturing Non-Wovens From Fibrous Material”, United State Patent No. 4,852,217, August 1989. Morel, “Shredding Machine For Recycling Textile Fibers And Method”, United State Patent No. 4,484,377, November 1984. Rowe R. G., “Textile Recycling Machine”, United State Patent No. 6,061,876, May 2000. Sidebotham et al., “Fabric Dye Stripping, Separation And Recovery Of Polyester”, United State Patent No.4,003,880, January 1977.
25. Gruntfest et al., “Method Of Recovering Constituents From Polyester And Cellulosic Textile Waste”, United State Patent No. 3,937,671, February 1976.
26. Gruntfest et al„ “Treatment of Textile Waste Formed of Polyester and Cellulosic Fibers”, United State Patent No. 3,937,675, February 1976.
27. Cowan et al., “Method Of Recovering Polyester Fibers And Cellulosic Powder From Polyester/Cotton Textile Waste”, United State Patent No. 4,345,039, August 1982.
28. Young et al„ “Recycling Of Carpet Scrap and Compositions Employing Ultralow Density Polyethylene (ULDPE)”, United State Patent No. 6,241,168, June 2001

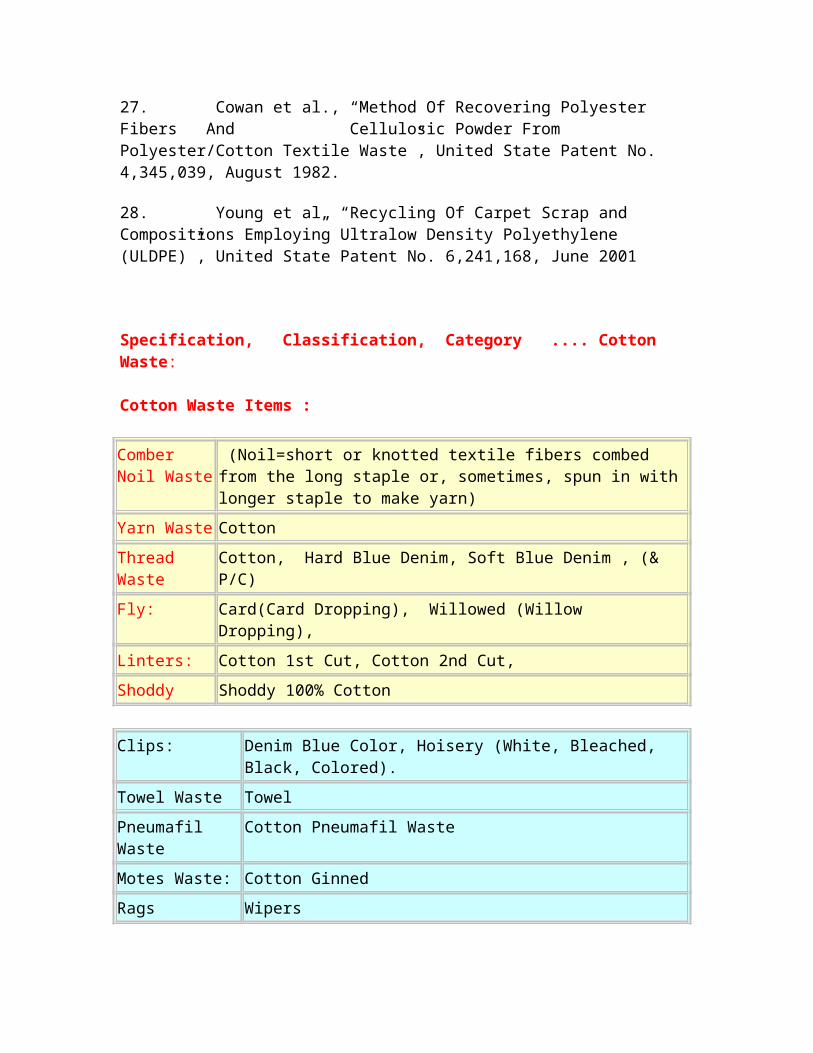
Specification, Classification, Category .... Cotton Waste:
Cotton Waste Items :
Comber Noil Waste
(Noil=short or knotted textile fibers combed from the long staple or, sometimes, spun in with longer staple to make yarn)
Yarn Waste Cotton
Thread Waste Cotton, Hard Blue Denim, Soft Blue Denim , (& P/C)
Fly: Card(Card Dropping), Willowed (Willow Dropping),
Linters: Cotton 1st Cut, Cotton 2nd Cut,
Shoddy Shoddy 100% Cotton
Clips: Denim Blue Color, Hoisery (White, Bleached, Black, Colored).
Towel Waste Towel
Pneumafil Waste Cotton Pneumafil Waste
Motes Waste: Cotton Ginned
Rags Wipers
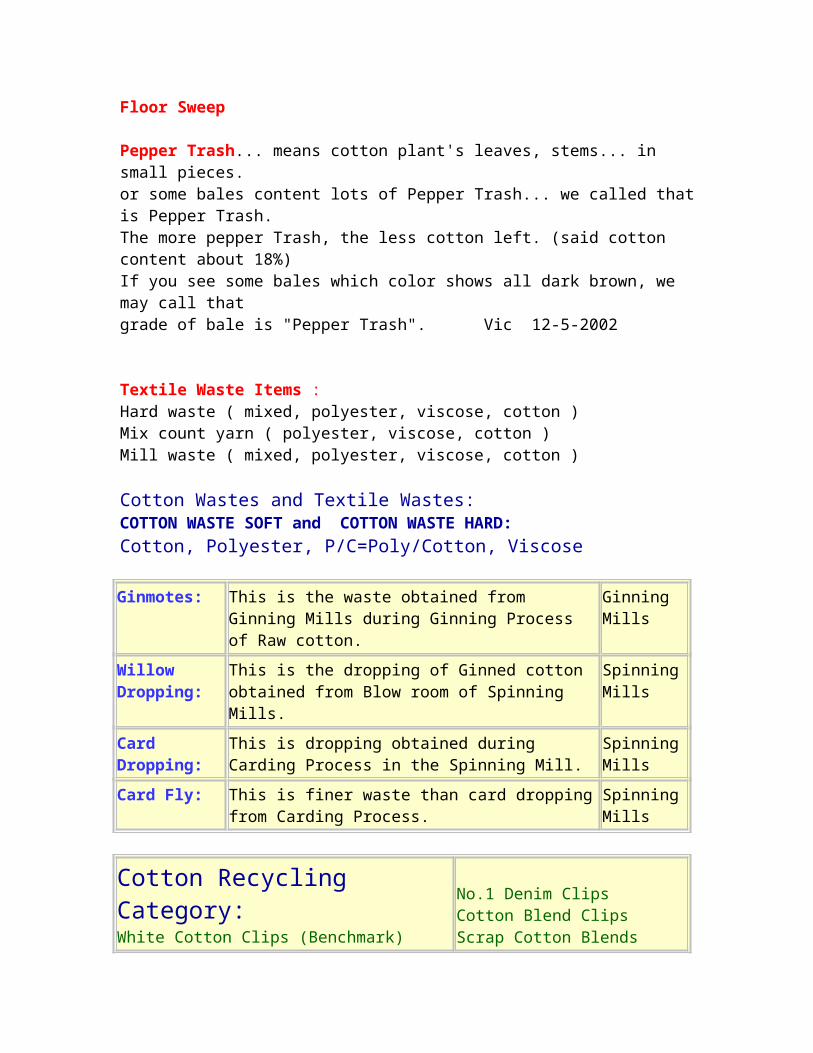
Floor Sweep
Pepper Trash... means cotton plant's leaves, stems... in small pieces. or some bales content lots of Pepper Trash... we called that is Pepper Trash. The more pepper Trash, the less cotton left. (said cotton content about 18%) If you see some bales which color shows all dark brown, we may call that grade of bale is "Pepper Trash". Vic 12-5-2002
Textile Waste Items :Hard waste ( mixed, polyester, viscose, cotton )Mix count yarn ( polyester, viscose, cotton )Mill waste ( mixed, polyester, viscose, cotton )
Cotton Wastes and Textile Wastes:COTTON WASTE SOFT and COTTON WASTE HARD:Cotton, Polyester, P/C=Poly/Cotton, Viscose
Ginmotes: This is the waste obtained from Ginning Mills during Ginning Process of Raw cotton.
Ginning Mills
Willow Dropping:
This is the dropping of Ginned cotton obtained from Blow room of Spinning Mills.
Spinning Mills
Card Dropping:
This is dropping obtained during Carding Process in the Spinning Mill.
Spinning Mills
Card Fly: This is finer waste than card dropping from Carding Process.
Spinning Mills
Cotton Recycling Category:White Cotton Clips (Benchmark) Colored Cotton Clips Mixed Cotton Waste Cotton Fiber & Thread Waste Denim Scrap
No.1 Denim Clips Cotton Blend Clips Scrap Cotton Blends Other Cotton Scrap
White Cotton ClipsWhite Cotton Clips shall consist of clippings and must 100% cotton and 100% white, may not contain printed or colored materials.Benchmark - White Cotton Clips are a benchmark grade on the RecycleNet Composite Index.
Colored Cotton ClipsColored Cotton Clips shall consist of 100% cotton fabric that is printed or dyed and may not include non-cotton fibers or blends.
Mixed Cotton WasteMixed Cotton Waste shall consist of 100% cotton fabric that is printed or dyed and may not include non-cotton fibers or blends. Mixed cotton Waste may include assorted linen, denim, flannel, canvas, terry cloth, corduroy.
Cotton Fiber & Thread WasteCotton Fiber & Thread Waste shall consist of 100% cotton fibers & threads and may not contain woven materials.
Denim ScrapDenim Scrap shall consist of common new or old white-backed blue denim and may include such common items as scrap blue jeans, overalls, jackets or blue denim trimmings.
No.1 Denim ClipsNo.1 Denim Clips shall consist of sorted new or old white-backed blue denim and may not include zippers, rivets or stitching
Cotton Blend ClipsCotton Blend Clips shall consist of clean trimmings of cotton blends such as cotton/polyester shirt clips. Cotton Blend Clips may not include whole articles of clothing with buttons, zippers or stitching.
Scrap Cotton BlendsScrap Cotton Blends shall consist of assorted cotton blends such as articales of cotton/polyester clothing.
Other Cotton ScrapOther Cotton Scrap shall consist of any other cotton materials not included in the listed grades.
From Cotton Gins -

Gin Motes - This includes all types of gin motes such as uncleaned motes, incline cleaner processed motes, and motes processed through one or more lint cleaners. The quality of gin motes varies according to the type of cleaning and weather conditions during cotton picking.
Cotton Samples - This includes samples baled as is without any processing and samples run through a separator or battery condenser to produce a bat which makes the fiber worth more to consumers.
Off grade and Damaged Cotton - While we are not cotton merchants, we do handle many bales of damaged and lightweight cotton.
From Textile Mills - Card Waste - This includes any waste
fiber from the carding process. Also this can be air jet spinning waste, waste from reclaimer systems, mill motes, fly, sweeps, or Reworkable waste.
Thread Waste - This includes Slasher threads, Polyester/Cotton Threads, Cotton Thread waste, balled warp threads, etc.
Rags - Any white or colored fabric which is cotton, polyester/cotton, rayon, acrylic, etc.
Jute and Polypropylene Bale Wrap - This includes clear and colored plastic bags and bale wrapping, woven polypropylene bagging, and burlap bale wrapping.
Traded Cotton Waste Fibers
Textile Waste Grades:
Soft Cotton Threadwaste Hard Cotton Threadwaste
Cotton Selvage
Soft Poly/Cotton Threadwaste
Hard Poly/Cotton Threadwaste
High Grade Card Waste and Fly
Cotton Grades
Linters Loose Cotton
Raw Motes

A. Cleaned Cotton Gin Motes
we take the cotton gin motes which have been collected at cotton gins throughout the southwestern United States, and reclean this material into a useable form. The equipment used for this process is similar to that found in cotton gins, however, we can alter the grade of the material depending on what end use product the material will be used for. In the industry, gin motes which are cleaned by a saw lint cleaner are called regins. We have the ability to run the cotton through 8 stages of saw lint cleaners. But the number of stages of cleaning depends on the needs and the characteristics of the cotton the customer desires. Our regin mote grades are used in yarn spinning, paper making, bleached cotton products, and an array of non woven materials.
Gin motes that are cleaned but not run through saw cleaners are referred to as willowed gin motes. These type grades are used in bedding and furniture products, oil absorption pads, and padding and stuffing applications.
B. Cleaned Textile Waste
We collects waste from textile mills and recleans this material into usable form. This process uses the same type equipment used in the cleaning of gin motes. The waste fiber used is predominantly the waste from the carding process in the textile mill. We also process fly, sweeps, mill motes, and various forms of reworkable waste.& New cotton textile cutting wastes.
C. Cotton Waste Soft:-Pneumafil, Rowing, Comber Noil, Shoddy Waste, Super Willow Fly, Willow Dropping, Cotton Linters, Gin Motes for plating Mushroom.
D. Cotton Waste Hard:-Cotton Yarn Waste, Hosiery Clips Grey/White/Dyed, Textile Clips, Wiping Rags Grey/White/Dyed.
(Cotton cutting wastes)
E. Polyester Waste Soft :-P.O.Y., Cable Tow, Polyester Staple Fiber.
F. Polyester Waste Hard:-Off Grade Polyester Chips, Rock Waste Block/Crush/Snow White, P.T.A. Waste, PC Yarn Waste. 100% Cotton Rags, Hosiery Rags Terry Rags, Flannel Duster, Scottish Duster, Cotton Yarn Waste, Cotton Waste/Comber Noil, Pneumafil, Hosiery Clips, Combed Yarn for Knitting etc.
G. All kinds of Cotton & Polyester Waste:
Comber, Yarn Waste, Carding Waste, Willow Fly, Gin Motes, Shoody, Cotton Linter
01. Cotton Waste for Mushroom
02. Cotton Dropping
03. Cotton Comber Noil
04. Cotton Linter
05. Cotton Card Fly
06. Cotton Supper Carding
07. Cotton Gin Motes
08. Pneumafil
09. Cotton Shoody
10. Cotton Willow Fly
11. Hosiery Cutting Clips White/Black/Any Color/Mixed 12. Bleached Yarn Waste
13. Sizing Yarn Waste
14. 100% Cotton Yarn Waste Hard/Soft
15. P/C Yarn Waste Hard/Soft
16. Polyester Yarn Waste Hard/Soft
17. Polyester Cable Tow
18. Polyester Open Cable Tow
19. Polyester Snow Waste
20. Polyester POY Waste
21. Polyester Rock Waste (Stone)
22. Polyester Pop Cone Crush
23. Polyester PTA Powder
24. Polyester Waste for Mattress
"Trash" ...............shall mean shell, shale, stick, stem, leaf, boll, seed & hull and foreign matter. Gin Trash... all the material produced during the cleaning and ginning of seed cotton, bollies, or snapped cotton, except the cotton lint, cottonseed and cotton waste.Cotton waste.. all waste produced from the processing of cotton at gins, cottonseed oil mills or textile mills in any form or under any trade designation. (See also Gin Trash.)
"Waste" (1)Trash content(2)Grease and oil content (3)Bits or scraps of cellulose wadding, paper, or other foreign matter. (4)Variable diameter fiber.(5)Pulp and undecorticated fiber(6)Bits or scraps of fabric.
(a) ''Cotton'' shall mean a vegetable seed fiber consisting of unicellular hairs attached to the seed of several species of the genus Gossypium of the family Malvaceae. (b) ''Staple'' shall mean the staple fibrous growth as removed from cottonseed

in the usual process of ginning (first cut from seed). (c) ''Comber'' shall mean the cotton waste resulting from running card sliver through a combing machine. (d) ''Fly'' shall mean the cotton waste resulting when cotton is introduced to the carding machine. (e) ''Gin Flues'' shall mean the cotton waste resulting from staple cotton in the ginning mill. (f) ''Picker'' shall mean the cotton waste remaining after cotton has been run through the picker in the cotton mill. (g) ''Strips'' shall mean the cotton waste produced by or removed from the carding cloth following the carding process. (h)''Linters'' shall mean the fibrous growth resulting from the first cut of the cottonseed (subsequent to the usual first process of ginning) in the cotton oil mill. (i) ''Second Cut Linters'' shall mean the fibrous growth resulting from the second cut of cottonseed in the cotton oil mill.
Cotton Dust. Dust present in the air during the handling or processing of cotton, which may contain a mixture of many substances including ground-up plant matter and other contaminants which may have accumulated with the cotton during the growing, harvesting, and subsequent processing or storage periods. Any dust present during the handling and processing of cotton through the weaving or knitting of fabrics, and dust present in other operations or manufacturing processes using raw or waste cotton fibers or cotton fiber byproducts from textile mills are considered cotton dust within this definition. Lubricating oil mist associated with weaving operations is not considered cotton dust.
Equivalent Instrument. Cotton dust sampling device that meets the vertical elutriator equivalency requirements as described in Section 5190(d)(1)(C) of this section.
Lint-free respirable cotton dust. Particles of cotton dust approximately 15 microns or less aerodynamic equivalent diameter.
Vertical elutriator cotton dust sampler. A dust sampler which has a particle size cut-off at approximately 15 microns aerodynamic equivalent diameter when operating at the flow rate of 7.4 plus or minus 0.2 liters per minute.
Waste processing, Waste recycling (sorting, blending, cleaning and willowing) and garnetting.
Recycled Fibers'' shall mean new fibers which are the by-product resulting from a textile processing method.

Recycled cotton... We are committed to the environment, social responsibility and quality apparel. Resources and Landfills - Up to 40% of cotton is wasted between the harvesting and manufacturing of garments. Much of this cotton waste becomes solid waste in our ever expanding landfills. By recycling we conserve landfill space and the precious resources used in cotton production: land, water, energy, and person-hours.
Application:
1. PaperMaking : Short Fiber, Bleached cotton waste, clean, baled, hydrophytic.
2.Mushroom:
2a. Cotton waste for Mushroom (Spinning 100%) 2b. Cotton waste for Mushroom (Ginning 100%) 2c. Cotton waste for Mushroom (Spinning+Ginning) 2d. Cotton waste for Mushroom (Textile dropping)
Specification for .Mushroom Cotton Waste :1. Existence 100% germination 2. Progressively recycled and standardized 3. Very nominal HUSK ratio 4. Most productive for high yielding 5. Average rate of productivity as much three times with in certain period
Reprocessed motes andtextile waste are used in many different industries, and put into an array of products.
Some of the uses as follows:
Regins:
Various Yarn Spinning Applications Paper Making
Automotive and Industrial Filters
An Array of Non Woven Products
o Medical products (swabs,bandages)
o Blankets
o Diapers
Bleached Wadding
Willowed Motes and Textile Waste:
Mattress Felt Pads Futon Felt Pads
Oil Absorption Products
Various Furniture Padding and Stuffing Applications
Textile Threadwaste
Home Furnishings Padding
Mops
Wiping Cloth

Specification of Raw Cotton (sample only)...1. Grade Box II 2. Staple 1-1/32" 3. Micron Area 3.5 to 3.6 4. Presly 85 5. Trash 7% to 8% 6. Available stock 300 bales each ____kgs, _____ lbs.
For Price Example 2-11-2002 EB market bulletin: Bleached Cotton Fiber Waste 30,000 lbs. @ $.26p/lb.
100% cotton, 750 lb bales, clean. Similar to Q-Tip Waste
Gray Cotton Cutters 45,000 lbs. @ $.13 p/lb.
100% cotton, 1000 lb bales, 2 shades
Colored Thermal Blanket Wipers 10,000 lbs. @ $.16 p/lb.
100% cotton, 1000 lb bales
Red Cotton Cutters 45,000 lbs. @ $.13 p/lb.
100% cotton, 1000 lb bales, sorted, Paperfree
Gray Cotton Cutters 45,000 Lbs. @ $.15 p/lb.
Two shades of gray, 1000 lb bales
Denim Processed Cotton waste 45,000 lbs @ $.26 p/lb.
RECYCLING Machines, or complete lines for the recycling of all types of textiles wastes, coming from : - man-made fibers (filament and staples).- spinning.- weaving, knitting.- garment manufacturing.- nonwoven industry.- carpet industry.- old garments from welfare organizations.
More than 2000 recycling lines have been provided by Laroche all over the world.

MACHINES
STARCUT : High production rotary cutter for all textile wastes.Capacity up to 6000 kg/h.Working width : 500 mm. - Continuously adjustable cutting length,- Knives clearance adjustable while running,- Built-in sharpener,- Rolling out feeding conveyor, Cutting speed : 560 cuts/mn. Cutting length : 22 to 154 mm.
Options : metal detector, cutting head with 4 knives, short cuts (4 to 26 mm).
MINITRIM / SUPERTRIM : These machines are designed to open edge trims from nonwoven lines back into fibers.
They include : - One feeding system with feed roll working with an adjustable pressure on a dish.- One opening cylinder with pins or wire. SUPERTRIM can also be fitted with : - Feeding conveyor.- Bit sorting and recycling system.- Delivery condenser.
CADETTE : Machine designed to open all types of textiles wastes such as threads, woven, knitted and nonwoven materials.It is composed of one to six sections each including a roller/dish feeding system, a pinned or wired cylinder and a condensing perforated cylinder.
Unopened material is sorted on each section and returned to the feeding section by a floor conveyor.Large access doors and covers.
FIRST : The " FIRST " pulling machine, with a medium size cylinder, is designed to run all types of textile wastes for high end uses (spinning, nonwovens,…).It is composed of one to six sections with special features : - Setting of the dish to pin clearance without tools while the machine is running. Actual setting is read on a digital display. - Unopened bits separated and recycled by bit return conveyor. - Pin sharpener assembly rolling on top of the machine from section to section - Direct drive moto-reducer with A.C. inverter on each feeding roller. Working width : 1000 / 1500 mm.
JUMBO : These machines are designed for the recycling of textile wastes of all types (fiber producer, spinning, weaving, knitting, nonwoven wastes and used clothings) and all compositions wool, cotton, synthetics and special fibers). Working width : - JUMBO 1000 : 1000 mm.

- JUMBO 1500 : 1500 mm.- JUMBO 2000 : 2000 mm.
ABR/1 Bale Opener for one first opening of textile fibres
ABL Automatic dosing system with weightier feeder
SAT/PPneumatic distribution system for bins with rotary distributors placed side by side and working in automatic alternance
SAT-M Automatic bins with mechanical distributor system
SAM/M- SAM/P
Automatic moving bin emptier SAM are predisposed to unload more bins placed side by side
IDROMIX
IDROMIX - for preparing and spraying emulsion of oil, water and antistatica automatic oiling application system on box feeding
AS Automatic chute feeder with silos

SALTAutomatic card feeding system, with automatic fixed bin emptier SALT with oscillating belt
CFA Centralize filtering station for dusty air
Pierret:
Model Cutting width Cutting lengthCompressed
material thickness
Max. cutting speed
(cuts/min)
Installed power for
50 Hz
Installed power for
60 Hz
G28L1280 mm / +/-
11"6 to 160 mm / +/- 0.2"
to +/- 6"50 mm / +/-
2"400 4 Kw 4.6 Kw
G28L2280 mm / +/-
11"6 to 200 mm / +/- 0.2"
to +/- 8"50 mm / +/-
2"200 4 Kw 4.6 Kw
G28L3280 mm / +/-
11"6 to 300 mm / +/- 0.2"
to +/- 12"50 mm / +/-
2"100 4 Kw 4.6 Kw
G28L4280 mm / +/-
11"6 to 400 mm / +/- 0.2"
to +/- 16"50 mm / +/-
2"60 3 Kw 3.6 Kw
G28L5280 mm / +/-
11"6 to 500 mm / +/- 0.2"
to +/- 20"50 mm / +/-
2"50 3 Kw 3.6 Kw
G28R1280 mm / +/-
11"6 to 160 mm / +/- 0.2"
to +/- 6"50 mm / +/-
2"400 9.2 Kw 10.6 Kw
G45L1450 mm / +/-
18"6 to 160 mm / +/- 0.2"
to +/- 6"75 mm / +/-
3"400 5.5 Kw 6.4 Kw
G45L2450 mm / +/-
18"6 to 200 mm / +/- 0.2"
to +/- 8"75 mm / +/-
3"200 5.5 Kw 6.4 Kw
G45L3450 mm / +/-
18"6 to 300 mm / +/- 0.2"
to +/- 12"75 mm / +/-
3"100 5.5 Kw 6.4 Kw
G45L4450 mm / +/-
18"6 to 400 mm / +/- 0.2"
to +/- 16"75 mm / +/-
3"60 4 Kw 4.6 Kw
G45L5450 mm / +/-
18"6 to 500 mm / +/- 0.2"
to +/- 20"75 mm / +/-
3"50 4 Kw 4.6 Kw
CT60600 mm / +/-
23"10 to 180 mm / +/-
0.4" to +/- 7"200 mm / +/-
8"100/150/200 25.1 Kw 28.65 Kw
FP 2600
260 mm / +/- 10"
0.1 to 8 mm / +/- 0.004" to +/- 0.3"
40 mm / +/- 1.6"
400 13.25 Kw 15.3 Kw
R14-2L140 mm / +/-
5.5"max. 150 mm / max.
+/- 6"10 mm / +/-
0.4"2,500 2.25 Kw 2.25 Kw
R14-4L140 mm / +/-
5.5"max. 75 mm / max.
+/- 3"10 mm / +/-
0.4"5,000 2.25 Kw 2.25 Kw

CODE NW1203- NO. 1 TEARING/PULLING LINE BY VERGNASCO - ITALY WITH 5 CYLINDERS (SWIFTS) YOC 1986 - Working width: 1500 mm Completely refurbished and repainted as new in 2007. New electric control panel All electric AC motors 380 V - 50 Hz, 3-phase Total installed electric power: 320 kW approx. Hopper Feeder + Spare swift with 97,000 pins Dusts suction system in each swift
CODE NW 1223 - NO. 1 COMPLETE WASTE RECYCLING PLANT BY "MARGASA" - SPAIN
YEAR OF COSTRUCTION 1986 - FULLY RECONDITIONED BY THE MANUFACTURER IN 2003
Composed of:
1. NO. 1 ROTARY CUTTER CMT 500 WITH METAL DETECTOR
Working width: 500 mm
Out-put: from 500 to 1000 kg/hr
Complete with:
- metal detector on feed conveyor
- main rotor with 3 blades against fixed counter-blade
- no. 3 spare blades
- exit PVC conveyor
- all electric motors & control panel 400 V - 50 Hz
2. NO. 1 ROTARY CUTTER CMT 500 AT 90°
Working width: 500 mm
Out-put: from 500 to 1000 kg/hr
Complete with:
- feed conveyor

- main rotor with 3 blades against fixed counter-blade
- no. 3 spare blades
- exit PVC conveyor
- all electric motors & control panel 400 V - 50 Hz
3. NO. 1 OILING MACHINE
4. NO.1 10 KW PNEUMATIC TRANSPORT FAN WITH MAGNETIC TRAP AND DUCTING TO CONDITIONING ROOMS
5. NO.1 BOX STORING AND BLENDING SILO (14M3) WITH FEEDER SCREW AND CONVEYOR TO FAN INLET
6. NO. 1 10 KW PNEUMATIC TRANSPORT FAN WITH DUCTING TO FEEDER HOPPER
7. NO. 1 FEEDER HOPPER WITH SILO CCS-1000
8. NO.1 COMPLETE MARGASA TN-1000 RAG TEARING LINE WITH 6 CYLINDERS
Complete with:
- Feeding belts to tearing drums
- Ø 1000 mm tearing drums (with aluminium pinned lags)
- Dust extractors above each drum for dust take-off
- 6 dust extraction ducts
- All electric motors & control panel 400 V - 50 Hz
- Set of regular spare parts and consumables
9. NO. 6 BAG FILTERS FOR TEXTILE DUST INCLUDING METALLIC STRUCTURE
10. NO. 1 FIBRE CONVEYOR 10 KW PNEUMATIC TRANSPORT FAN WITH DUCTING TO FEEDER HOPPER
11. NO. 1 SHARPENING MACHINE FOR CUTTING BLADES
12. NO. 1 DOUBLE BOX FIBRE BALE PRESS