Embed Size (px)
Citation preview

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
69
RAYLARIN YAKMA ALAN KAYNAĞI
Şafak TURAN
Kaynak Mühendisi – TCDD Ray Kaynak Fabrikası
ÖZET
Yakma alın kaynak yöntemi, elektrik direnç kaynak işleminin bir türüdür. İş parçasından geçen
elektrik akımına karşı parçanın gösterdiği direnç sayesinde oluşan ısının, zamana ve basınca bağlı
olarak kontrol edilmesi ile yapılan bir kaynak yöntemidir. Alın yüzeyleri merkezlenmiş parçalar bu
yöntem ile kısa sürede kaynak edilebilmektedir. Yakma alın kaynak yönteminde kontrol altında
tutulması gereken parametreler; akım, basınç ve kaynak süresidir. Yöntem; ilave dolgu malzemesi
kullanılmaması, ısıdan etkilenmiş bölgenin dar olması ve farklı malzeme yapılarının kaynatılması
açısından oldukça avantajlıdır. Matkap uçları, zincir, tel, şaft, vb. parçaların kaynak işlemlerinin
yanında demiryolu sektöründe de son dönemde rayların kaynatılması için sıkça kullanılan bir
yöntemdir. Rayların bu yöntemle kaynatılması taşınabilir kaynak makinesi ve sabit kaynak tesislerinde
yapılmaktadır. TCDD bünyesinde rayların ve ray makaslarının kaynatılması için iki adet sabit tesis
bulunmaktadır.
Anahtar kelimeler: Yakma alın kaynağı, elektrik direnç kaynağı, ray kaynağı
1. GİRİŞ
Yakma alın kaynağın işleminde temel olarak kontrol edilen akım, basınç, süre olmak üzere
üç adet parametre bulunmaktadır. Bu parametreler kaynak edilecek malzemenin yapısına
boyutuna göre değişmektedir. Farklı malzemelerin kaynağı, geniş kesite sahip olan ray, şaft
gibi yapıların kaynağı bu parametrelerin ayarlanması ile gerçekleştirilir. Bu yöntemde bakır
alaşımlı elektrotların kaynak yapılacak malzemelere teması ile yüksek akım altında ark
oluşumu ve ortaya çıkan ısı ile malzemelerin kaynak sıcaklığına erişmesi amaçlanır.
Demiryolları uygulamalarında kullanılan bu yöntemde raylar hem sahada hem de fabrika
ortamında kaynatılabilmektedir. Sabit kaynak tesisinde bu yöntemde genelde olduğu gibi
düşük gerilim yüksek akım kullanılmaktadır. Yaklaşık 80000 amper, 24 V kullanılan kaynak
işlemi, kendi içerisinde belirli süreçlere ayrılmaktadır. Bu yöntem, temel olarak sürekli
yakma ve kademeli yığma (impuls) olmak üzere iki farklı kola ayrılmaktadır. TCDD ray
kaynak tesisinde kademeli yığma yakma alın kaynak yöntemi kullanılmaktadır.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
70
2. YAKMA ALIN KAYNAK YÖNTEMİ VE RAY KAYNAĞI ÜRETİM SÜREÇLERİ
Sabit tesisler için ve mobil kaynak makineleri için ayrı standartlar bulunmaktadır. TCDD
Ray Kaynak Fabrikasında “EN 14587-1; R 220, R 269Mn, R 350HT kalitesindeki rayların
sabit tesisler için yakma alın kaynağı” standartına uygun olarak üretim yapılması
amaçlanmaktadır.
Ray kaynak uygulanması öncesi elektrot temas bölgelerinin ve ray alın yüzeylerinin
fırçalanarak temizlenmesi gerekmektedir. İyi bir ark oluşması ve ark geçişinin düzgün bir
şekilde sağlanması için bu işlem yapılmaktadır. Fırçalama işlemi gerçekleştirildikten sonra
gözle muayene gerçekleştirilerek herhangi bir yüzeysel çatlak olup olmadığı ve ray alın
yüzeylerinin düzgünlüğü mastarlar ile kontrol edilerek raylar kaynağa hazır hale getirilir.
Kaynak makinesine gelen raylar, makine çeneleri tarafından sabitlenir ve elektrotlar rayın
alt ve üst gövdesine temas ettirilir. Burada doğru bir merkezlenme ve sabitleme yapmak,
kaynak için son derece önemlidir. İki ray arasında belirli bir kaynak boşluğu bırakılır ve
raylar kaynak için hazır hale getirilir. Yaklaşık 80000 amper,bakır alaşımlı elektrotlar
üzerinden geçirilir. Birleşecek olan alın yüzeylerin uç kısımları yeterince tavlanıp ergime
sıcaklığına ulaştıktan sonra iki ray eksenel yönde hidrolik basınç kullanılarak hareket
ettirilir. Temas halindeki raylardan akım geçirilmesi belli aşamalardan oluşmaktadır. Ray
temas bölgelerinin tavlama sıcaklığına çıkması için belirli bir sürede akım sürekli geçirilir,
daha sonra kademeli olarak akım kesilerek basınç yardımı ile raylar eksenel yönde hareket
ettirilir. Buradaki amaç; temas eden yüzeyler ideal bir düzlemde olmadıkları için temas
sırasında yüzeylerin az bir noktası birbirine değer bu da elektrik geçiş bölgesini oldukça
daralttığından bu noktalarda direnç artışı gerçekleşir. Bu noktalarda sıcaklık, hızla
yükselerek ergime noktasına ulaşır. Akımın kademeli olarak kesilmesindeki amaç, akımın
farklı noktalardan geçerek homojen bir ergime alanı ve ara yüzey oluşturmaktır. Bu esnada
raylar birbirlerinden uzaklaştırıp yakınlaştırılarak ısının bu ara yüzeyde dağılması sağlanır.
Ray kesitinin büyüklüğüne göre bu işlem birkaç kez tekrarlanır. Küçük temas yüzeylerinden
yüksek akım geçmesi bu bölgelerde metalin az miktarda buharlaşmasına neden olur. Oluşan
bu gaz tabakası görece koruyucu bir atmosfer sağlamaktadır. Bu aşamada kullanılan basınç
yaklaşık 60 ton civarındadır.
Son olarak rayların son yakma işlemi gerçekleştirilir. Bu aşamada akım sürekli geçirilerek
meydana gelen gaz boşlukları, inklüzyonlar, vb. yapılar dışarı atılır ve yaklaşık 120 ton
basınç ile iki ray birbirine doğru itilerek kaynak işlemi gerçekleşir. Bu aşamalardaki süreler
rayın türüne göre değişmektedir. S49 ve UIC 60 raylar genellikle kaynatıldığından uygun
kaynak sıcaklığı elde edinceye kadar bu aşamaların süreleri ayarlanmaktadır. Kaynak
sıcaklığı yaklaşık 1100 oC’dir. Sıcaklığın oluşmasını sağlayan dirençler rayların elektrot
temas bölgesindeki Rm direnci, malzemelerin dışına taşan kısımlarının Rp direnci ve
birbirine temas eden yüzeylerdeki Rc direncidir. Burada etkin olan direnç Rc direncidir.
Bu direnç şu faktörlere bağlıdır;
Temas halindeki rayların mukavemet, sertlik ve iletkenlik gibi fiziksel özelliklerine
Temas halindeki yüzeylere uygulanan basınç miktarı ve türüne
Temas yüzeyindeki oksit, cüruf ve yüzey özeliklerine
Temas halindeki metallerin sıcaklığına bağlıdır.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
71
Kaynağın hemen sonrasında meydana gelen kaynak çapağı makine tarafından sıyrılarak
kaynak diğer işlemlere hazır hele getirilir. Burada uygun sıcaklıkta sıyırma işlemi yapmak
ray yüzeyinde çatlak oluşumunu önlemek için önemli bir parametredir.
3. RAY SINIFLARI VE KAYNAKLANAN RAYLARIN TANIMLANMASI
Demiryollarında kullanılan ray sınıfları içerdikleri alaşım elementi miktarına ve boyutlarına
göre değişmektedir. Alaşım elementi miktarı rayın sertlik, dayanım, yorulma dayanımı,
aşınma özelliklerine etki etmektedir.
Boyut ve şekil olarak farklı uygulama sahalarında kullanılan raylar; metro, konvansiyonel
hat, hızlı tren hatlarında kullanılmaktadır. TCDD bünyesinde genellikle S49 ve UIC 60’lık
raylar kullanılmaktadır. Kalite standardı olarak ise genellikle R260, R260Mn kalite ray çeliği
kullanılmaktadır. Son dönemde mantarı sertleştirilmiş raylar, ısıl işlem görmüş ray çelikleri
gibi çalışmalar da yapılmaktadır.
Tablo 1. Ray sınıfları
Ülkemizde demiryolu uygulamalarında kaynaklanan raylar genellikle S49 ve UIC 60’lık
raylardır. UIC 60 rayı boyut olarak daha büyüktür. Dayanımın istendiği ve hızlı tren hatları,
yük hatları gibi işletme yoğunluğunun olduğu hatlarda bu ray türü tercih edilmektedir. Kesit
farklılığından dolayı bu rayların yakma alın kaynağı ile kaynatılması prosedürü de farklıdır.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
72
Şekil 1. S49 E1 Rayı
Şekil 2. UIC 60 Ray Profili

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
73
4. KAYNAK SONRASI YAPILAN İŞLEMLER VE KALİTE KONTROL
Rayların alın kaynakları sonrası yapılan kalite kontrol deneyleri şunlardır:
Görsel muayene
Kaynak sonrası yüzeyde oluşabilecek çatlak, hasar, geometrik düzensizlik, sıyırma
bıçaklarının izleri ve elektrot temas yüzeylerinde termal bir hasar olup olmadığını belirlemek
için göz ile kontrolü yapılır.
Kaynağın sıyrılma miktarının ölçülmesi
Kaynaklanmış durumlardaki tüm kaynaklarda sıyırmadan sonra şişirilme değeri ölçülmelidir.
Bölge Kaynakta sıyrılmış şişirmenin
konumu İzin verilen en fazla şişirme
(mm)
1 Ray Mantarı 2
1+ Ray Mantarı Alt Bölgesi 2,5
2 Ray Gövdesi 2
3 Ray Tabanı 1,5
Ray tabanının sabit tesislerde taşlanması için taban taşlama makinesi bulunmaktadır.
Tabanın taşlanmasına oluşabilecek gerilim yığılmalarına karşı ayrıca önem verilmelidir.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
74
Kaynak doğrululuğunun ölçülmesi
Yakma alın kaynağında basınç ile sıcaklık bir arada kullanıldığı için kaynaklı ray dizisinin
doğrultularında sapmalar olabilir. Hassas hidrolik presler ve lazer ölçüm yöntemleri
kullanılarak doğrultudaki bu sapmalar düzeltilir. Standartta verilen doğrultma kaynaklanmış
rayın izin verilen maksimum değerleri şu şekildedir;
Açıklama
Not: Kademe= Ix-yI mm.
A İşlem yüzeyi
B Uçlu mastar
C Kaynak şişirme merkez hattı
Manyetik parçacık veya sıvı penetrant muayenesi
Görsel muayene sonrasında kaynak bölgesinde, EN 1290’a göre manyetik parçacık
muayenesi veya EN 571-1’e göre sıvı penetrant muayenesi yapılmalıdır.
Muayene edilmiş alanda herhangi bir çatlak veya yüzey kusuru olmamalıdır. Böyle bir
durumda kaynak geçersiz sayılır.
Raydaki kademenin konumu En fazla izin verilen kademe (mm)
İşlem yüzeyinin boylamsal merkez noktası üzerinde dik olarak
0,5 mm
İşlem yüzeyinin 14 mm altında hizalanmış yüzü veya kenarı üzerinde yatay olarak
0,5 mm
Ray tabanının kenarı üzerinde yatay olarak 2,0 mm
KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
75
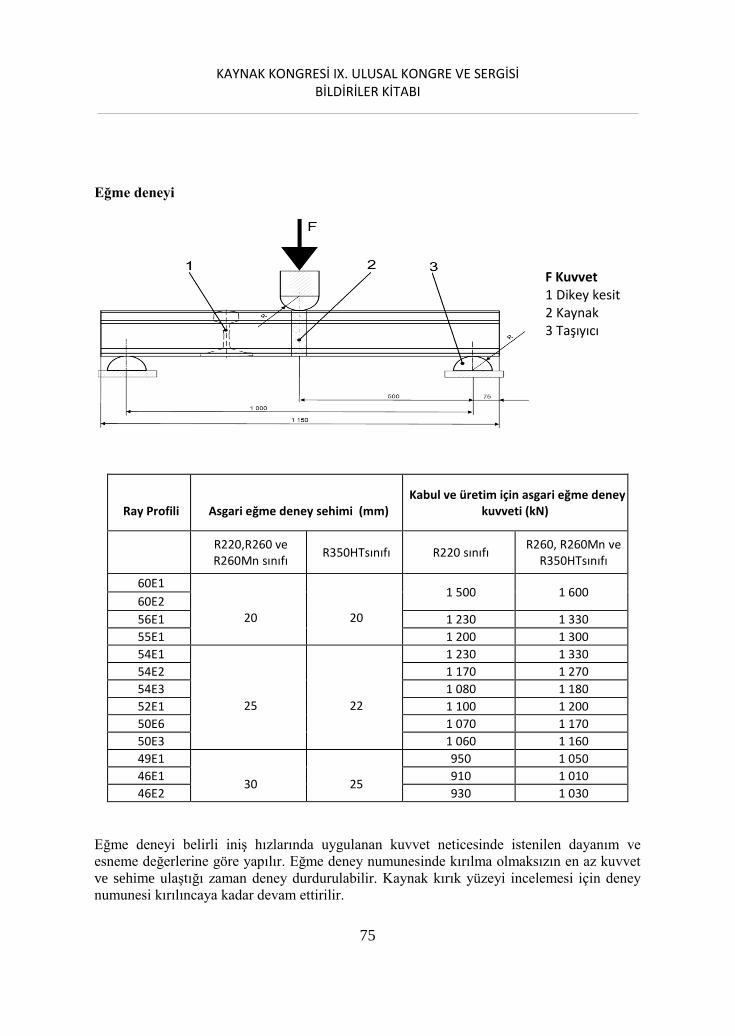
Eğme deneyi
F Kuvvet 1 Dikey kesit 2 Kaynak 3 Taşıyıcı
Ray Profili
Asgari eğme deney sehimi (mm)
Kabul ve üretim için asgari eğme deney kuvveti (kN)
R220,R260 ve R260Mn sınıfı
R350HTsınıfı R220 sınıfı R260, R260Mn ve
R350HTsınıfı
60E1
20
20
1 500 1 600 60E2
56E1 1 230 1 330
55E1 1 200 1 300
54E1
25
22
1 230 1 330
54E2 1 170 1 270
54E3 1 080 1 180
52E1 1 100 1 200
50E6 1 070 1 170
50E3 1 060 1 160
49E1
30
25
950 1 050
46E1 910 1 010
46E2 930 1 030
Eğme deneyi belirli iniş hızlarında uygulanan kuvvet neticesinde istenilen dayanım ve
esneme değerlerine göre yapılır. Eğme deney numunesinde kırılma olmaksızın en az kuvvet
ve sehime ulaştığı zaman deney durdurulabilir. Kaynak kırık yüzeyi incelemesi için deney
numunesi kırılıncaya kadar devam ettirilir.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
76
Şekil 3. Eğme Deneyine Ait Test Numunesi
Sertlik deneyi
R220, R260 ve R260Mn için ray sertlikleri kaynak sonrasında şu şekilde olmalıdır;
a) En az sertlik P-30HV30’ dan daha düşük olmamalıdır
b) En fazla sertlik P+60 HV30’ dan fazla olmamalıdır
P sertlik taramasında ölçüldüğü gibi ana rayın ortalama sertliğidir. (R 260 kalite bir çeliğin
ortalama sertlik değeri 260-300 HBW değerindedir).
Grafik Örnek sertlik taraması

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
77
Mikro yapı
Kaynaklı bölgenin ilgili standartında tarama alanlarına göre alınan numunelerde kaynak
bölgesinde perlitik bir yapı gözlemlenir. R260 Mn kalitesindeki çelikte kaynak dikişinde
tane sınırlarında ferrit oluşumu gözlemlenebilir. Bunun dışında yapıda martenzit, beynit gibi
yapıların yanı sıra tane sınırlarında sementit oluşumu istenmez.
Tane sınırlarında R200 ve R220 kalite çeliği hariç
tane sınırlarında izin verilen ferrit miktarı.
Ana malzemeye göre kaynak dikişinde tane sınırlarında gözlemlenen ferrit yapısı.
ITAB bölgesinden ana malzemeye gidildikçe tane büyümesi gözlenir.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
78
Yorulma Deneyi
Kaynaklanmış ray için deney düzeneği aşağıdaki gibi olup, yorulma deneyinde ortalama 5
milyon çevrim dayanıklılığı beklenmektedir.
14587-1 standardına göre merdiven yorulma deneyi ve geçmiş son deney yöntemi olmak
üzere 2 tip yorulma deney yöntemi bulunmaktadır. TCDD bünyesinde son deney yöntemi
kullanılmaktadır. UIC 60 rayı için 190 MPa ve maksimum yükün %10 değeri olan 19 MPa
olacak şekilde gerilme değerleri ayarlanır. Deney numunesi 5 milyon devirden daha az
sürede herhangi bir deney parçası koparsa, işlem ret edilmelidir.
1 Dikey kesit
2 Kaynak
3 Taşıyıcı
İç açıklık (W) en az 150 mm olmalıdır. Dış açıklık (L) iç açıklığı, ray boyu (H)’nu en az iki
katı kadar aşmalıdır ve iç açıklığa neredeyse simetrik olmalıdır.
Ray Kaynağı Tesis ve Personel İhtiyacı
Sabit tesislerde rayların kaynatılması birkaç adımdan oluştuğundan her aşama için 2 operatör
çalıştırılması uygundur. Kaynak işleminde çalıştırılan personel sayısı;
Yapılan İşlem Personel Sayısı
Kaynak alın yüzeylerinin fırçalanması 2
Ray makine sioperatorü 2
Kaynakların doğrultulması 2
UT ve Kalite Kontrol 2
Yükleme, boşaltma, vinç işlemleri 4
2 Mühendis, 1 Teknik amir 3
TOPLAM 12
KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
79
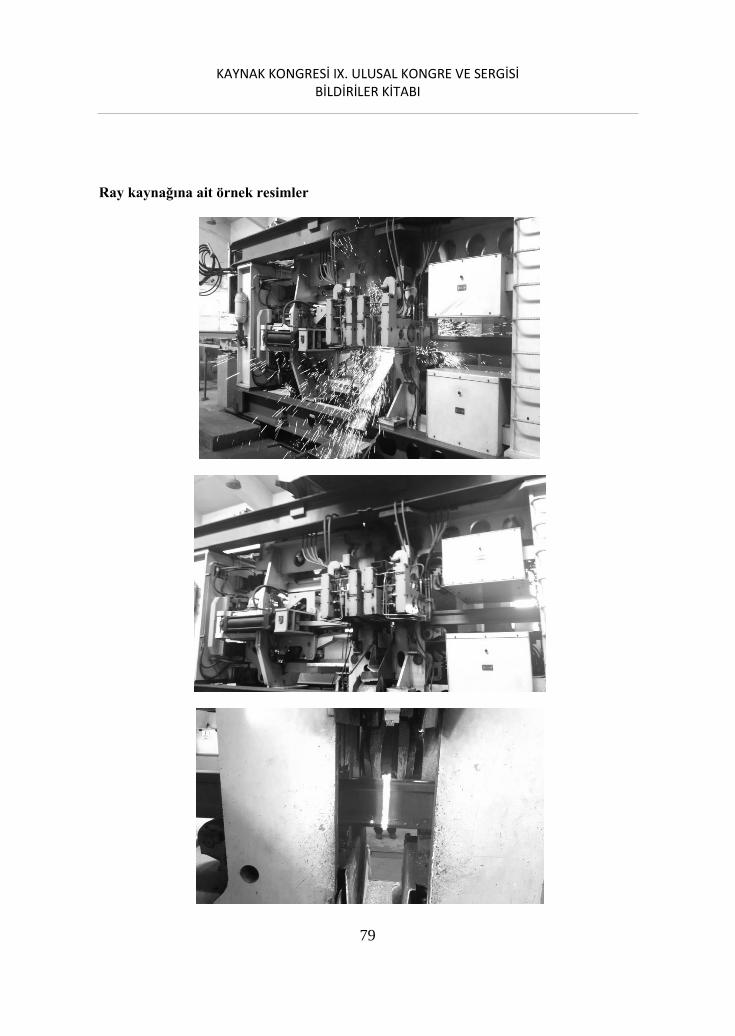
Ray kaynağına ait örnek resimler
KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
80





























