Embed Size (px)
Citation preview

RAPID ENVIRONMENTAL IMPACT ASSESSMENT &
ENVIRONMENTAL MANAGEMENT PLAN
OF
PROPOSED EXPANSION OF ORGANIC CHEMICAL
MANUFACTURING PLANT
OF
KUTCH CHEMICAL INDUSTRIES LIMITED.
PLOT NO. 166/1-3, 171/1, 172,167,168, VILL: PADANA, GANDHIDHAM,
DI: KUTCH, GUJARAT
PREPARED BY
ECO-CARE SOLUTIONS
FIRST FLOOR, 40-A, MIRA SOC.DIWALIPURA.
VADODARA-390007
ECS
REIA of Kutch Chemical Industries Limited Table of Content
April - 2010 1
TABLE OF CONTENTS
EXECUTIVE SUMMARY ________________________________________________________ 9
1.0 INTRODUCTION__________________________________________________________ 17
1.1 SITE LOCATION _____________________________________________________________ 20
1.2. NEED FOR REIA _____________________________________________________________ 24
1.3 INDIAN POLICIES REQUIRING REIA ___________________________________________ 24
1.4 THE REIA CYCLE AND PROCEDURES _________________________________________ 25
1.5 METHODOLOGY & SCOPE OF REIA ___________________________________________ 25
1. 6 APPLICABLE ENVIRONMENTAL REGULATIONS AND STANDARDS ______________ 29
1. 6 APPLICABLE ENVIRONMENTAL REGULATIONS AND STANDARDS ______________ 30
1. 7 STRUCTURE OF THE REIA REPORT ___________________________________________ 30
2.0 PROJECT DESCRIPTION_____________________________________________ 31
2.1 SITE SETTINGS ______________________________________________________________ 31
2.2. PRODUCT PROFILE __________________________________________________________ 31
2.3. LAND DISTRIBUTION AT SITE ________________________________________________ 33
2.4. CAPITAL COST OF THE PROJECT _____________________________________________ 36
2.5. MANUFACTURING DETAILS__________________________________________________ 37 2.5.1 RAW MATERIALS ________________________________________________________________ 37 2.4.2 PROCESS DESCRIPTION ___________________________________________________________ 41
2.4.2.1 Vinyl Sulphone & Vinyl Sulphone Condense: _______________________________________ 41 2.4.2.3 Benzene Sulphonyl Chloride ____________________________________________________ 46 2.4.2.4 DASDA_____________________________________________________________________ 48 2.4.2.5 Dimethyl Sulphate ____________________________________________________________ 50 2.4.2.6 Dimethyl Aniline _____________________________________________________________ 51 2.4.2.7 Diethyl Sulphate ______________________________________________________________ 52 2.4.2.7 Diethyl Sulphate ______________________________________________________________ 53 2.4.2.8 Sulfamic Acid ________________________________________________________________ 55 2.4.2.9 Power Plant __________________________________________________________________ 56 2.4.2.9 Power Plant __________________________________________________________________ 57 2.4.2.10 Sulphuric Acid As_____________________________________________________________ 59 2.4.2.11 Chloro Sulphonic Acid ___________________________________________________________ 65 2.4.2.11 Chloro Sulphonic Acid ___________________________________________________________ 66 2.4.2.12 Thionyl Chloride________________________________________________________________ 66

REIA of Kutch Chemical Industries Limited Table of Content
April - 2010 2
2.4.2.12 Thionyl Chloride________________________________________________________________ 67 2.4.2.13 Sodium Bisulphite_____________________________________________________________ 69 2.4.2.14 Calcium Chloride _______________________________________________________________ 70 2.4.2.15 Di Calcium Phosphate___________________________________________________________ 71 2.4.2.16 Sulphur Monochloride _________________________________________________________ 73 2.4.2.17 Slphuryl Chloride_____________________________________________________________ 74 2.4.2.18 Aluminium Sulphate (ALUM) ___________________________________________________ 75
2.5. SOLVENT RECOVERY AND ITS MANAGEMENT ________________________________ 77
2.6. RESOURCE REQUIREMENTS__________________________________________________ 77 2.6.1 FUEL / ENERGY REQUIREMENTS __________________________________________________ 77
2.6.1.1 ENERGY ___________________________________________________________________ 77 2.6.1.2 FUEL ______________________________________________________________________ 78
2.6.2 WATER & WASTEWATER ________________________________________________________ 80
2.7 WASTEWATER MANAGEMENT _______________________________________________ 85 2.7.1 EFFLUENT TREATMENT PLANT____________________________________________________ 87 2.7.2 INCINERATOR PLANT_____________________________________________________________ 90 2.7.3 SEPTIC TANK & SOAK PIT _________________________________________________________ 91 2.7.4 QUANTITY OF WATER RECYCLED AND RECYCLING MECHANISM ____________________ 91
2.8 ATMOSPHERIC EMISSIONS ___________________________________________________ 92 2.8.1 FLUE GAS DETAILS_______________________________________________________________ 92 2.8.2 PROCESS EMISSION ______________________________________________________________ 93 2.8.3 QUANTIFICATION OF EMISSION ___________________________________________________ 94
2.8.3.1 Flue Gas Emission ____________________________________________________________ 94 2.8.3.2 Process Gas Emission __________________________________________________________ 95
2.8.4 FLUE GAS EMISSION/FUGITIVE EMISION CONTROL _________________________________ 95
2.9 HAZARDOUS WASTE MANAGEMENT_________________________________________ 96
2.10 SAFETY & OCCUPATIONAL MEASURE FOR STORAGE & HANDLING OF THE RAW
MATERIAL & PRODUCT ____________________________________________________________ 97
2.11 GREENBELT DEVELOPMENT _________________________________________________ 98
2.12 WATER RESOURCE & RAIN WATER HARVESTING _____________________________ 98
2.13 COMPLIANCE TO THE RECOMMENDATIONS MENTIONED IN THE CREP
GUIDELINES. ______________________________________________________________________ 99
2.14 PROJECT SUMMARY ________________________________________________________ 100
3.0 BASE LINE ENVIRONMENTAL STATUS ______________________________ 102
3.1 DEMOGRAPHIC & SOCIO ECONOMIC PROFILE (CENSUS OF INDIA 2001) _ 105

REIA of Kutch Chemical Industries Limited Table of Content
April - 2010 3
3.1.1 POPULATION ___________________________________________________________________ 105 3.1.2 LITERACY LEVELS ______________________________________________________________ 106 3.1.3 OCCUPATIONAL STRUCTURE. ____________________________________________________ 108 3.1.4 LAND USE PATTERN (CENSUS HANDBOOK-2001) ___________________________________ 112 3.1.5 PUBLIC AMENITIES _____________________________________________________________ 114
3.1.5.1 WATER SUPPLY ___________________________________________________________ 114 3.1.5.2 TRANSPORTATION & COMMUNICATION _______________________________________ 114 3.1.5.3 ELECTRICITY______________________________________________________________ 114 3.1.5.4 HELATH & MEDICAL FACILITY _____________________________________________ 114 3.1.5.5 EDUCTION FACILITIY ______________________________________________________ 114 3.1.5.6 PLACES OF HISTORICAL IMPORTANCE,/SENSITIVE AREAS ____________________ 114
3.2 GEOLOGICAL STRUCTURE __________________________________________________ 117 3.2.1 TOPOGRAPHY __________________________________________________________________ 118 3.2.2 HYDROLOGY ___________________________________________________________________ 118
3.3 WATER QUALITY___________________________________________________________ 120 3.3.1 DISCUSSION ____________________________________________________________________ 125
3.4 AIR MONITORING __________________________________________________________ 125 3.4.1 SELECTION OF SAMPLING LOCATIONS____________________________________________ 125 3.4.2 DETAILS OF THE SAMPLING LOCATIONS __________________________________________ 126 3.4.3 METHODOLOGY ADOPTED FOR AIR QUALITY SURVEY_____________________________ 129
3.4.3.1 FREQUENCY AND PARAMETERS FOR SAMPLING _____________________________ 129 3.4.3.2 DURATION OF SAMPLING: ____________________________________________________ 129 3.4.3.3 METHOD OF ANALYSIS: ____________________________________________________ 129 3.4.3.4 SAMPLING AND ANALYTICAL TECHNIQUES _________________________________ 129 3.4.3.5 SELECTION OF INSTRUMENTS FOR AIR QUALITY SAMPLING 8. & CALIBRATION 129
3.4.4 GENERAL OBSERVATIONS _______________________________________________________ 132
3.5 SOIL QUALITY _____________________________________________________________ 134 3.5.1 GENERAL OBSERVATIONS _______________________________________________________ 136
3.6 NOISE MONITORING ________________________________________________________ 136
3.7 METEOROLOGY ____________________________________________________________ 139 3.7.1 SITE SPECIFIC METEOROLOGICAL DATA __________________________________________ 139 3.7.2 PRESENTATION OF DATA ________________________________________________________ 142
3.8 FLORA & FAUNA ___________________________________________________________ 143
4.0 ENVIRONMENTAL IMPACT ASSESSMENT____________________________ 147
4.1 INTRODUCTION ____________________________________________________________ 147
4.2 IMPACT ASSESSMETN MATRIX______________________________________________ 147

REIA of Kutch Chemical Industries Limited Table of Content
April - 2010 4
4.3 OVERALL IMPACTS_________________________________________________________ 154
4.3 OVERALL IMPACTS_________________________________________________________ 154 4.3.1 IMPACT ON LAND/SOIL __________________________________________________________ 154 4.3.2 IMPACT ON AIR QUALITY. _______________________________________________________ 154 4.3.3 IMPACT ON GROUNDWATER _____________________________________________________ 157 4.3.4 IMPACT ON NOISE LEVELS _______________________________________________________ 157 4.3.5 IMPACT ON DEMOGRAPHY AND SOCIO-ECONOMICS _______________________________ 158
5.0 ENVIRONMENTAL MANAGEMENT PLAN ____________________________ 159
5.1 INTRODUCTION ______________________________________________________________ 159
5.2. MITIGATION MEASURES ____________________________________________________ 159
5.3 ENVIRONMENT MANAGEMENT CELL ________________________________________ 166
5.4 GREEN BELT DEVELOPMENT________________________________________________ 167
6.0 ENVIRONMENTAL MONITORING PLAN _____________________________ 168
6.1 EXPENDITURE ON ENVIRONMENTAL MATTERS ______________________________ 169
7.0 CONCLUSION ____________________________________________________________ 170
7.1 SUMMARY OF ENVIRONMENTAL IMPACTS __________________________________ 170
7.2 CONCLUSION ______________________________________________________________ 171
8.0 PROJECT BENEFITS _______________________________________________ 172
9.0 ADDITIONAL STUDIES _____________________________________________ 173
10.0 DISCLOSURE OF CONSULTANTS ENGAGED__________________________ 174

REIA of Kutch Chemical Industries Limited Table of Content
April - 2010 5
LIST OF TABLES
TABLE 1.1A LIST OF THE EXISTING PRODUCTS ________________________________________ 18
TABLE 1.1B LIST OF THE NEW PRODUCST AND EXPANSION REQUIRED _________________ 19
TABLE 2.1 PRODUCT PROFILE ________________________________________________________ 31
TABLE 2.2 LAND DISTRIBUTIONS AT SITE _____________________________________________ 33
TABLE 2.3 CAPITAL COST OF EXISTING & PROPOSED EXPANSION ______________________ 36
TABLE 2.3 PHYSICAL AND CHEMICAL PROPERTIES OF THE RAW MATERIAL & PRODUCTS
38
TABLE 2.4 STORAGE DETAILS OF MAJOR RAW MATERIALS_____________________________ 40
TABLE 2.5 DETAILS OF THE FUELS ___________________________________________________ 78
TABLE 2.6 FUEL CHARACTERISTICS__________________________________________________ 78
TABLE 2.7 FUEL STORAGE DETAILS___________________________________________________ 79
TABLE 2.8 SOURCE AND TRANSPORTATION DETAILS OF FUELS ________________________ 79
TABLE 2.9 TOTAL WATER REQUIREMENTS FOR THE PROJECT _________________________ 80
TABLE 2.10 WASTEWATER GENERATION FROM THE PROJECT________________________ 81
TABLE 2.10 WASTEWATER GENERATION FROM THE PROJECT________________________ 82
TABLE 2.11 SEGREGATION OF WASTEWATER FOR TREATMENT & DISPOSAL __________ 83
TABLE 2.12 CHARACTERISTICS OF VARIOUS STREAMS OF WASTEWATER _____________ 86
TABLE 2.13 CHARACTERISTICS OF WASTEWATER BEFORE & AFTER TREATEMENT ___ 88
TABLE 2.14 SIZING OF ETP UNITS ___________________________________________________ 89
TABLE 2.15 SPECIFICATION OF INCINERATOR_______________________________________ 91
TABLE 2.16 FLUE GAS DETAILS _____________________________________________________ 92
TABLE 2.17 PROCESS EMISSION DETAILS ___________________________________________ 93
TABLE 2.18 EMISSION RATE OF THE POLLUTANTS -EXISTING ________________________ 94
TABLE 2.19 EMISSION RATE OF THE POLLUTANTS -Proposed __________________________ 94
TABLE 2.20 PROCESS EMISSION -EXISTING __________________________________________ 95
TABLE 2.21 PROCESS EMISSION -PROPOSED_________________________________________ 95
TABLE 2.22 HAZARDOUS WASTE GENERTION & DISPOSAL ___________________________ 96

REIA of Kutch Chemical Industries Limited Table of Content
April - 2010 6
TABLE 2.23 GREENBELT DETAILS___________________________________________________ 98
TABLE 3.1 LIST OF VILLAGES AROUND THE PROJECT SITE (10 KM).____________________ 102
TABLE 3.2 IMPORANT FEATURES WITHIN STUDY AREA _______________________________ 104
TABLE 3.3 TOTAL POPULATIONS WITHIN STUDY AREA________________________________ 105
TABLE 3.4 LITERACY WITHIN STUDY AREA ___________________________________________ 106
TABLE 3.5 POPULATION & LITERACY WITHIN STUDY AREA ___________________________ 107
TABLE 3.6 WORKERS CATEGORISATION ______________________________________________ 108
TABLE 3.7 MAIN WORKERS CATEGORISATION ________________________________________ 109
TABLE 3.8 MARGINAL WORKERS CATEGORISATION___________________________________ 110
TABLE 3.9 NON WORKERS CATEGORISATION _________________________________________ 111
TABLE 3.10 LAND USE DISTRIBUTIONS _____________________________________________ 112
TABLE 3.11 AMENITIES AVAILABLE WITHIN STUDY AR _____________________________ 115
TABLE 3.12 HYDROLOGY DETAILS:_________________________________________________ 119
TABLE 3.13 DETAILS OF WATER SAMPLING STATIONS ______________________________ 121
TABLE 3.14 WATER QUALITY ______________________________________________________ 122
TABLE 3.14 WATER QUALITY ______________________________________________________ 123
TABLE 3.15 DETAILS OF AIR MONITORING STATIONS _______________________________ 126
TABLE 3.16 NATIONAL AMBIENT AIR QUALITY STANDARDS _________________________ 128
TABLE 3.17 TECHNIQUES USED FOR AMBIENT AIR QUALITY MONITORING __________ 130
TABLE 3.18 AMBIENT AIR QUALITIES IN THE STUDY AREA __________________________ 131
TABLE 3.19 SOIL SAMPLING LOCATIONS ___________________________________________ 134
TABLE 3.20 SOIL CHARACTERISTICS _______________________________________________ 135
TABLE 3.21 DETAILS OF NOISE SAMPLING STATIONS _______________________________ 137
TABLE3.22 AMBIENT NOISE LEVEL STANDARDS ______________________________________ 137
TABLE 3.23 NOISE LEVEL DATA____________________________________________________ 138
TABLE 3.24 MEAN MICROMETEREOLOGICAL DATA _________________________________ 140
TABLE 3.25 MEAN WEATHER DATA ________________________________________________ 142
TABLE 3.26 AGRICULTURAL CROPS IN THE STUDY AREA ____________________________ 143

REIA of Kutch Chemical Industries Limited Table of Content
April - 2010 7
TABLE 3.27 FLORAL COMPOSITIONS IN THE STUDY AREA ___________________________ 143
TABLE 3.28 LIST OF INVERTEBRATFAUNA IN THE STUDY AREA _____________________ 144
TABLE 3.29 LIST OF VERTEBRATFAUNA IN THE STUDY AREA________________________ 145
TABLE 4.1 IMPACT IDENTIFICATION MATRIX ________________________________________ 148
TABLE 4.2 ENVIRONMENTAL IMPACT ASSESSMENT __________________________________ 149
TABLE 5.1 ENVIRONMENT MANAGEMENT PLAN ______________________________________ 160
TABLE 5.2 ENVIRONMENT MANAGEMENT CELL ______________________________________ 166
TABLE 5.3 GREENBELT DETAILS_____________________________________________________ 167
TABLE 5.4 BUGETARY EXPENDITURE ________________________________________________ 167
TABLE 6.1 ENVIRONMENT MONITORING PLAN _______________________________________ 168
TABLE 6.2 EXPENDITURE ON ENVIRONMENTAL MATTERS ____________________________ 169
TERMS OF REFERENCE (TOR) COMPLIANCE _________________________________________ 175

REIA of Kutch Chemical Industries Limited Table of Content
April - 2010 8
LIST OF MAPS
MAP 1.1 PROJECT LOCATION IN INDIA/GUJARAT MAP
MAP 1.2 PROJECT LOCATION ON KUTCH MAP
MAP 1.3 RAW SATELLITE IMAGE OF STUDY AREA
MAP 2.1 PROJECT LOCATION ON TALUKA MAP
MAP 2.2 PROJECT LAYOUT OF THE UNIT
MAP 3.1 STUDY AREA OF THE PROJECT
MAP 3.2 MAP SHOWING LAND USE OF THE STUDY AREA
MAP 3.3 MAP SHOWING STUDY AREA & SAMPLING LOCATIONS – AMBIENT AIR,SOIL,WATER & NOISE

REIA of Kutch Chemical Industries Limited Executive Summary
April - 2010 9
EXECUTIVE SUMMARY
1.0 INTRODUCTION
M/s. Kutch Chemical Industries Ltd. (herein after referred as “KCIL”) wishes to expand their
existing manufacturing activities at Plot No. 166/1-3, 171/1, 172,167,168, Vill: Padana,
Gandhidham, Di: Kutch, Gujarat. The industry is involved in the manufacture of range of
organic & inorganic chemical and other specialty chemical in other parts of Gujarat. The site
is approximately 15.0 km East of Gandhidham.
1.1 PURPOSE OF STUDY
Environmental Impact Assessment Report has been prepared for obtaining Environmental
Clearance for KCIL production activities, as it involves manufacture of Organic Chemical:
Category: 5(f)) and is included category of the Environmental Impact Assessment
Notification, issued in September-2006 and subsequent amendments.
1.2 EXTENT OF STUDY AND AREA COVERED
This Rapid environment impact assessment (EIA) is prepared, based on studies carried out
during the summer season of Year-2009. The environmental attributes (ambient air, water,
soil, noise selected for study are those, which are likely to be affected by the project. The
study area is defined as an area within 10.0 kms radius around site located at Padana village.
(As per the Terms of Reference approved by MoEF- New Delhi Vide their letter No, F. No.
J-11011/531/2009/IA-II(I) dtd. 12.02.2010.
1.3 METHOD OF STUDY
The study is carried out based on guidelines of MoEF and identifies the nature of activities
involved and their impacts caused on various environmental parameters. It subsequently
suggests mitigation measures to be executed for safeguarding against any environmental
degradation. Finally, it suggests methods of implementing the environmental management
plan.

REIA of Kutch Chemical Industries Limited Executive Summary
April - 2010 10
2.0 PROJECT DETAILS
The products manufactured and proposed to be manufactured along with their capacities are
shown in following table.
Sr. No. Name of the Product
Existing Capacity,
MT/Month
Additional Capacity,
MT/Month
Total Capacity,
MT/Month
Product Required Environmental Clearance 1 Vinyl Sulphone 500 4000 4500
2 Sulphonation of PNT,ONT,VS, Tobias & Other
0 1500 1500
3 Benzene Sulphonyl Chloride 0 1500 1500 4 DASDA 0 1000 1000 5 V.S Condense 0 1000 1000 6 Dimethyl Sulfate (DMS) 100 3000 3100 7 Dimethyl Aniline (DMA) 0 1500 1500 8 Diethyl Sulfate (DES) 0 1500 1500 9 Sulfamic Acid 0 1000 1000
10 Power Plant (Coal) 2.5 MW
(FO) 10 MW (Coal)
12.5 MW (FO&Coal)
Product do not required Environmental Clearance 1 Sulphuric Acid (98%) 7500 15000 22500 2 Oleum (23% & 65%) 0 3000 3000 3 Liquid SO3 ( 70-90%) 0 7500 7500 4 Chloro Sulphonic Acid 1200 15000 16200 5 Thionyl Chloride 0 5000 5000 6 Sodium Bisulphite (SBS) 0 3000 3000 7 Calcium Chloride 0 4000 4000 8 Dicalcium Phosphate (DCP) 0 1500 1500 9 Sulphur Monochloride 0 200 200 10 Sulphuryl Chloride 0 200 200 11 Aluminum Sulphate (ALUM) 0 1000 1000
2.1 FUEL/ENERGY REQUIREMENTS
o Source: Paschim Gujarat Vidyut Company Ltd.
o The maximum demand of power is 10,000 KVA , No Additional Power
required
o Proposed : Fuel for Boiler (Power Plant-10 MW) : Coal – 10 MTD
o Existing: Fuel for Boiler (Power Plant- 2.5 MW) : F.O - 850 LIT/HR .
2.2 WATER REQUIREMENT

REIA of Kutch Chemical Industries Limited Executive Summary
April - 2010 11
o Total Water Requirement: 1516.5 KLD
o Source: GWIL (Gujarat Water Infrastructure Limited – Narmada Water
Pipeline)
o Wastewater Generation : 486 KLD
o Sewage Generation : 30 KLD
2.3 UTILITY REQUIREMENT
o Cooling Tower
o Boiler for Power Plant 2.5 MW –Existing
o Boiler for Power Plant 10 MW - Proposed
3.0 BASELINE ENVIRONMENT
Baseline Environment incorporates the description of the various existing environmental settings
within the area encompassed by a circle of 10 km radius around the proposed project site. A total of
14 villages fall in the specified study area. The study area comes under Anjar, Bhachau &
Gandhidham Taluka.
3.1 DEMOGRAPHIC & SOCIO ECONOMIC PROFILE
3.1.1 Population
o Total Population : 37717 , Male: 20588 & Female: 17129
o The density of population within 10.0 km radius of the project site per Sq km is 114.
o The percentages of male and female population are 55 %& 45% respectively.
o The population of scheduled castes and scheduled tribes is 7.54 % & 11.19%
respectively.
o Sex Ratio 832 Female / 1000 Male
3.1.2 Literacy
o Total Literacy Level is 29.94%, Male Literacy: 38.04% & Female Literacy: 20.21%
3.1.3 Occupational Structure
This wide diversity in occupational structure may be broadly categorized as working and non-working
population. Total Main Workers: 13101, Total Marginal Workers: 1411 & Total Non Workers:
23205. In Rural, majority of the people are engaged in agricultural activities, forestry and allied
activities.
3.2 LANDUSE

REIA of Kutch Chemical Industries Limited Executive Summary
April - 2010 12
The land use within the study area has been determined. The study area contains of forestland,
irrigated agricultural land, unirrigated agricultural land, cultivable wasteland and area not available for
cultivation. 14 villages fall within 10.0 km radius from the project site. The total area studied is about
32964 hectares.
Sr. No. Type Of Land use Area, Ha 1 Forest 23
2 Irrigated by source 391
3 Unirrigated 19446
4 Culturable waste land 4385
5 Area not available for cultivation 8836
Total 33081
3.3 PUBLIC AMNETIES
3.3.1 Water Supply
Most of the villages in the study area are provided with Basic civic amenities. Water supply source in
the villages within the study area is ground water, Water in the form of Well Water, Tap Water, Tank
Water, Tube well, River Water, Nallah, Canal, Hand pumps, etc.
3.3.2 Transportation & Communication
The Study area has a well connected road network. (NH-8A) joining Anjar-Bhachau-Ahmedabad.
Gandhidham is nearest railway station and the city is connected through Western Railway & State
Highway.
3.3.3 Electricity
Electricity is supplied to all main and remote places for various needs such as domestic, industrial and
agricultural requirements
3.3.4 Health, Medical and Educational Facility
Various Health & Medical facilities available within study area are Community Health Worker,
Family Planning Centre, Primary Health Centre, Child Welfare Centre, Dispensary & Subsidized
Medical Practitioner.
3.3.5 Educational Facility

REIA of Kutch Chemical Industries Limited Executive Summary
April - 2010 13
The study area has facilities of primary /secondary high school. Gandhidham is the nearest city where
all kind of educational institution is available
3.4 AMBIENT AIR QUALITY
Ambient air was sampled at five locations selected and each station was sampled for 24 hours
continuously twice a week. Parameters monitored were PM10, NOx, SO2, HCl, Cl2 & VOC.
Ambient air was found to be within the prescribed regulatory limits. Within Study area the average
Ambient air quality is shown below:
PM10 : 43.7 – 55.2 µg/m3 , HCl :0.2– 5.3 µg/m3
SOx : 17.7 – 23.2 µg/m3 , Cl2 :0.4– 2.8 µg/m3, NOx : 11.5 – 12.6 µg/m3, VOC :0.1-2.9 µg/m3
3.5 WATER & HYDROLOGY
The source of water for the proposed project is Narmada Pipeline Project ( GWIL). No ground water
will be utilized for the project activities. Water in this area is generally encountered at a depth of 300
feet below the ground level.
3.6 SOIL GEOLOGY & TOPOGRAPHY
The geology of the study area consists of Alluvium, Blown sand, millolite sand, Basalts andesite,
trachyte flows, Laterite, Bauxite, Gypsiferous clays and Sandy limestone, Sandstones and shales.
3.7 NOISE
Noise levels within the site boundary are recorded to be within the limits stipulated by regulatory
agencies for industrial areas. The equivivalent Noise level during day time and Night time within
study area are shown below:
During Day Time: 63.9 – 69.3 dB(A)
During Night time: 55.1 – 61.4 dB(A)
3.8 FLORA & FAUNA
The flora in the study area are Neem, Gulmohur, Babool, Khair, Guava, Bel, Pappaya. Various fruit
giving flora species alike Papaya, Bore are also seen within study area. The predominant agricultural
crops grown in the study area are Bajara, and Castor, Jeera. There are no endangered/endemic flora
species and faunal species within the study area.
4.0 ENVIRONMENT IMPACTS

REIA of Kutch Chemical Industries Limited Executive Summary
April - 2010 14
4.1 Ambient air
The sources of Air Emission from the Industrial Boiler & Power Plant Stack, Process
emissions from various plant viz Sulphuric Acid, CSA, CaCl2, DASDA etc. The flue gas
emission from Industrial Boiler will be released through filter bags to stack with adequate
height. The process vents from the reaction tanks are attached to the scrubber before releasing
to the atmosphere
4.2 Water resources
Water requirement will be met from GWIL (Gujarat Water Infrastructure Limited) – Water
Supply. The quantity of water required is to the tune of 1516.5 KLD. The wastewater &
sewage is being treated together in the scientifically designed effluent treatment plant.
4.3 Noise levels
Noise will be generated from the process equipments & Power plant.
4.4 Soil/Land quality
KCIL will take all precautions to make its solid waste areas impervious to water and leachate
migration. This will avoid soil contamination. It follows that soil quality will not be adversely
impacted by proposed production activity. The unit is existing and expansion will be done in the
existing premises only and hence no change in land use.
5.0 ENVIRONMENTAL MANAGEMENT PLAN
An environment management plan has been proposed to implement the mitigation measures.
The plan will ensure that the adverse environmental impacts are minimized and the beneficial
impacts are maximized.
5.1 Cooling Tower & Boiler:
The requirement of cooling water (make up -740 KLD) and Boiler make-up( make-up: 60
KLD). The blow down will be directly taken to the effluent treatment plant for treatment and
disposal.
5.2 Domestic Utilities
The sewage will be treated in the Effluent Treatment Plant together with the effluent.
5.3 Industrial Effluent

REIA of Kutch Chemical Industries Limited Executive Summary
April - 2010 15
The industrial effluent is being given treatment in the well designed effluent treatment plant
within premises and finally utilized for fire fighting, greenbelt and other use. .
5.4 Air Pollution Management
The source of emission i.e. Flue Gas Emission from Industrial Boiler (Power Plant), The flue
gas emission will be released through fiber glass filter bags to contain particulate matter and
then stack having adequate stack height. The process emission from the various reaction
vessel of the man tanks will be taken to the scrubber before releasing it to the atmosphere.
5.5 Solid and hazardous waste management
The solid and hazardous wastes requiring management are listed in the following table. These
wastes will be stored separately in Hazardous waste storage area.
Existing Additional Total Sr. No.
Type of Hazardous
Waste MT/Month MT/Month MT/Month
Hazardous Waste
Category
Storage &
Disposal 1 ETP Sludge 5 40 45 34.3 Collection, Storage ,
Transporation & Disposal to TSDF
2 Process Sludge from DCP
0 50 50 - Collection, Storage , Transporation & Disposal to TSDF
3 Process Sludge from CaCl2
0 266 266 - Collection, Storage , Transporation & Disposal to TSDF
4 Distillation Residue 2.4 1 3.4 20.3 Collection, Storage, Incineration
5 Incineration Ash 144 0 144 36.2 Collection, Storage , Transporation & Disposal to TSDF
6 Used Oil/Spent Oil 2 0.5 2.5 5.1 Collection, Storage, Transporation & Sell to Authorised Reprocessors
7 Empty Drums/Container
25 Nos. 175 Nos. 200 Nos. 33.3 Collection, Storage, Transporation & Sell to Authorised Vendor
5.6 Green Belt Development
REIA of Kutch Chemical Industries Limited Executive Summary
April - 2010 16
Green belt development (Total Area Available= 24750 m2) within & outside the industrial
premises is planned. This will reduce noise levels and dust levels by acting as a barrier
between the outside environment and the inside environment of the premises.
5.7 Monitoring schedule
A detailed monitoring schedule has been prepared to ensure effectiveness of the
environmental management plan.
5.8 Expenditure for environmental activities
KCIL proposed to spend 60.2 lacs as capital expenditure on environmental management. The
recurring cost shall be Rs. 19 lacs per annum.
6.0 CONCLUSION
The study brings out the following points:
1. The flue gas emission from Industrial Boiler will be passed through Cyclone and
Dust bags and finally released in to the atmosphere. The stack with adequate height
as per CPCB norms will be provided .
2. The wastewater generated is being treated in scientifically designed Effluent
Treatment Plant. The treated wastewater will be finally utilized for greenbelt,
firefighting and other reuse option as discussed in Chapter 3..
3. The noise generation will be reduced due to the measure provided in Environmental
Management Plan.
4. The Risk associated have been identified by conducting Risk Assessment, HAZOP
and recommendations of the same will be implemented. Moreover On Site
Emergency Plan has also been prepared to tackle the emergency when it arises.
5. Socio-economic benefits due to creation of direct / indirect employment. An
additional of 100 nos. of person is likely to get employment due to the project.
Moreover due to the project other direct and indirect business will get benefited.
Thus, it can be concluded on a positive note that after the implementation of the mitigation
measures and Environmental Management Plan the normal operation of M/s. Kutch Chemical
Industries Limited, will have negligible impact on environment and will benefit the local
people.

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 17
1.0 INTRODUCTION
The SLG group of industries started in the year 1979, Kutch Chemical Industries
Limited.(herein after referred as “KCIL”) has grown to become one of the modern and
leading Producer of Organic Chemicals in India. The company started manufacturing activity
in May 1979. Ever since, a wide range of products have been manufactured and marketed
successfully.
Due to increased demand of the existing product. The unit is intent to expand their existing
manufacturing by increasing their product capacities and addition of other organic and
inorganic chemicals. The proposed manufacturing capacity of the various products are as
follows:
KCIL proposed expansion of manufacture products mentioned in Table 1.1

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 18
TABLE 1.1A LIST OF THE EXISTING PRODUCTS
Sr. No.
Product Capacity, MT/Month
Existing Products GROUP -I
A Nitroderivatives of Hydrocarbon such as Nitro Chloro Benzene, Nitro Toluene, Nitro Cumene, Nitro Xylene, Nitro Benzene
2400
Amino Hydrocarbon such as Chloro Aniline, Toludine, Cumidine, Xylidine, Aniline
2000
B Methoxylation of Nitro Chloro Compound & Hydrolysis such as Ortho Anicidine, Para Anicidine
100
C Amonolysis of Nitro Chloro Compound & Hydrolysis such as Ortho Nitro Aniline, Para Nitro Aniline, Ortho Phylinine Di Amine, Para Phylinine Di Amine
100
GROUP -II 1 Mono Chloro Benzene 1000 2 Di Chloro Benzene 500 3 Chlorinated Paraffin Wax 550
GROUP -III 1 Acetanilide 1000 2 Vinyl Sulphone & Its Derivatives 500 3 CSA (Chlro Sulphonic Acid) 1200 4 Formaldehyde 50 5 DASA 30 6 Sulfanilic Acid 30 7 2-4 DNCB 30 8 2-6 DCNB 30 9 Woven Bags 5000 Kg/Day 10 ASC 30 11 Equivalent Sulphuric Acid Such as Sulphuric
Acid, Liq. SO3, Oleum 65%, Oleum 23% 250
12 Dimethyl Sulphate 100 13 Power Plant 2.5 MW
REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 19
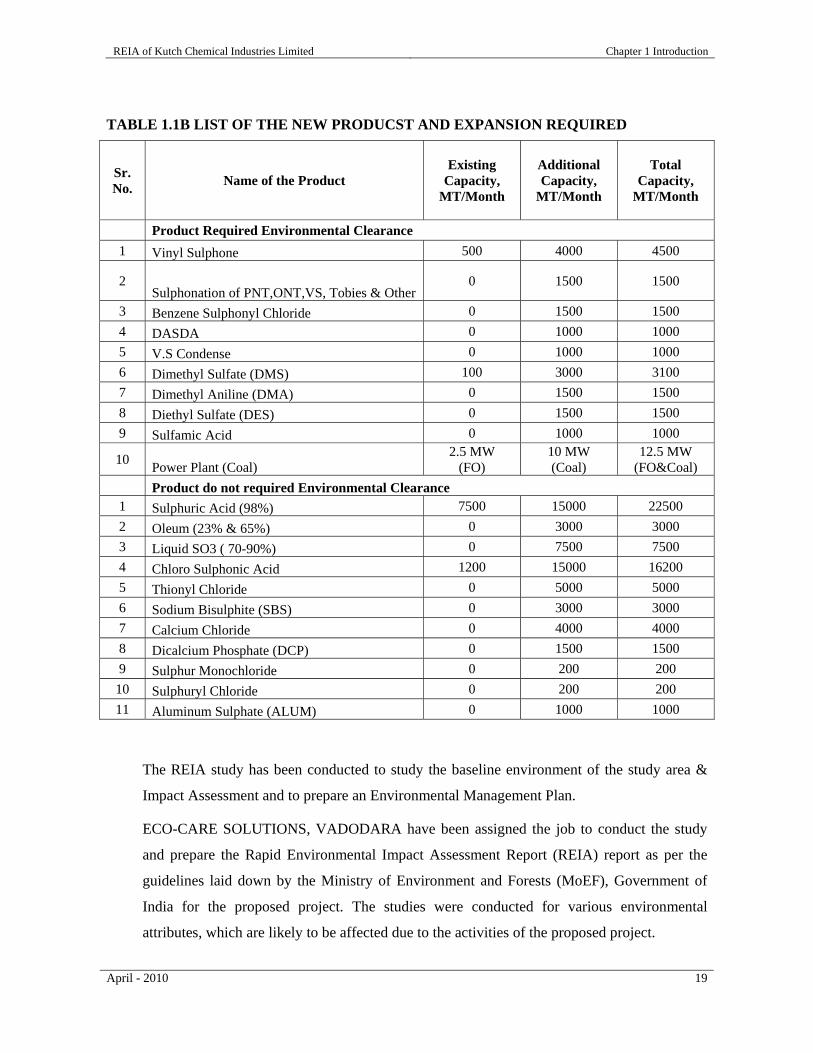
TABLE 1.1B LIST OF THE NEW PRODUCST AND EXPANSION REQUIRED
Sr. No. Name of the Product
Existing Capacity,
MT/Month
Additional Capacity,
MT/Month
Total Capacity,
MT/Month
Product Required Environmental Clearance 1 Vinyl Sulphone 500 4000 4500
2 Sulphonation of PNT,ONT,VS, Tobies & Other
0 1500 1500
3 Benzene Sulphonyl Chloride 0 1500 1500 4 DASDA 0 1000 1000 5 V.S Condense 0 1000 1000 6 Dimethyl Sulfate (DMS) 100 3000 3100 7 Dimethyl Aniline (DMA) 0 1500 1500 8 Diethyl Sulfate (DES) 0 1500 1500 9 Sulfamic Acid 0 1000 1000
10 Power Plant (Coal) 2.5 MW
(FO) 10 MW (Coal)
12.5 MW (FO&Coal)
Product do not required Environmental Clearance 1 Sulphuric Acid (98%) 7500 15000 22500 2 Oleum (23% & 65%) 0 3000 3000 3 Liquid SO3 ( 70-90%) 0 7500 7500 4 Chloro Sulphonic Acid 1200 15000 16200 5 Thionyl Chloride 0 5000 5000 6 Sodium Bisulphite (SBS) 0 3000 3000 7 Calcium Chloride 0 4000 4000 8 Dicalcium Phosphate (DCP) 0 1500 1500 9 Sulphur Monochloride 0 200 200 10 Sulphuryl Chloride 0 200 200 11 Aluminum Sulphate (ALUM) 0 1000 1000
The REIA study has been conducted to study the baseline environment of the study area &
Impact Assessment and to prepare an Environmental Management Plan.
ECO-CARE SOLUTIONS, VADODARA have been assigned the job to conduct the study
and prepare the Rapid Environmental Impact Assessment Report (REIA) report as per the
guidelines laid down by the Ministry of Environment and Forests (MoEF), Government of
India for the proposed project. The studies were conducted for various environmental
attributes, which are likely to be affected due to the activities of the proposed project.
REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 20
1.1 SITE LOCATION
The site is located at Plot No. Plot No. 166/1-3, 171/1, 172,167,168, Vill: Padana,
Gandhidham, Di: Kutch, Gujarat. Other locational details are as follows:
The site is located:
o Approximately 15.0 km East of Gandhidham
o The site is near to the National Highway – 8A
o Geographical Location & Area of the Premises are displayed below:
o Latitude : 21°41'42.14"N Longitude: 72°35'12.18"E
o The total area of the site is 75,000 m2
Map 1.1 shows location of project site on India, Gujarat State map

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 21
Project Location
PROJECT: RAPID EIA FOR KUTCH CHEMICAL INDUSTRIES LTD.
M-1.1: PROJECT LOCATION ON INDIA/GUJARAT MAP

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 22
PROJECT: RAPID EIA FOR KUTCH CHEMICAL INDUSTRIES LTD -
M-1.2: PROJECT LOCATION ON KUTCH MAP

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 23
N
SCALE
0 1 2 3 4 5km
MAP: 1.3Date : 15/05/10 APP. BY : HB
Client:KUTCH CHEMICAL INDUSTRIES LTD.
RAW SATELLITE IMAGE OF STUDY AREA
SCALE : AS SHOWN
REVISION : 0
CHD BY : DRAWN BY :
Title :
DRAWING NO.
RAPID ENVIRONMENTAL IMPACT ASSESSMENT
PADANA
Project :
ECO-CARE SOLUTIONS
FOR PROPOSED SECONDARY NON-FERROUS METAL UNIT
JHGP
ECS
0265-2356752, 94260-74416, 94275-06362

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 24
1.2. NEED FOR REIA
Every anthropogenic activity has some impact on the environment. More often it is harmful
to the environment than benign. However, mankind as it is developed today cannot live
without taking up these activities for his food, security and other needs. Consequently, there
is a need to harmonize developmental activities with the environmental concerns.
Environmental impact assessment (REIA) is one of the tools available with the planners to
achieve the above-mentioned goal.
It is desirable to ensure that the development options under consideration are sustainable. In
doing so, environmental consequences must be characterized early in the project cycle and
accounted for in the project design.
The objective of REIA is to foresee the potential environmental problems that would arise out
of a proposed development and address them in the project's planning and design stage. The
REIA process should then allow for the communication of this information to:
o The project proponent;
o The regulatory agencies; and,
o All stakeholders and interested groups.
REIA integrates the environmental concerns in the developmental activities right at the time
of initiating for preparing the feasibility report. In doing so it can facilitate the integration of
environmental concerns and mitigation measures in project development. REIA can often
prevent future liabilities or expensive alterations in project design.
1.3 INDIAN POLICIES REQUIRING REIA
Environmental Impact Assessment Report has been prepared for obtaining Environmental
Clearance for KCIL’s proposed expansion of organic chemical and addition of new organic
as well as inorganic chemical manufacturing activities at Padana. The manufacturing of
organic chemical falls under EIA Notification issued in September – 2006.

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 25
1.4 THE REIA CYCLE AND PROCEDURES
The REIA process comprises of the following phases:
o Screening
o Scoping and consideration of alternatives (ToR)
o Baseline data collection
o Impact prediction
o Assessment of alternatives, delineation of mitigation measures and environmental
impact statement
o Environment Management Plan
o Decision making
o Monitoring the clearance conditions
1.5 METHODOLOGY & SCOPE OF REIA
The methodology of EIA adopted for KCIL is based on the guidelines of MoEF. Actions
carried out were as follows:
o The MoER has approved ToR vide EIA-10-2008-330-E
Dated :12.02..2010. Baseline information with respect to air, water, noise, and land
quality in study area was collected by conducting sampling / field studies during
summer of year 2009. Information was collected as per the requirements of the MoEF,
New Delhi.
o The characteristics of baseline status of study area with respect to the following
environmental parameters were studied:
Air Environment Land Environment
Noise Environment Environmental Impacts
Water Environment Environment Management Plan
These studies were carried out in summer season of year 2009 through in-situ sampling / field
studies and secondary data sources.
o Identification of Impacts / Mitigation measures of proposed expansion activities of
KCIL were identified and analyzed for their impacts on environmental parameters.
o An Environmental Management Plan was prepared for monitoring the activities that
impact the environment. Subsequently, an environmental management cell, an
environmental management plan and a statement of current expenditure (capital /

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 26
operational) on environment was prepared.
The Scope of the approved Terms of Reference is as follows:

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 27

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 28
REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 29

REIA of Kutch Chemical Industries Limited Chapter 1 Introduction
April - 2010 30
1. 6 APPLICABLE ENVIRONMENTAL REGULATIONS AND STANDARDS
With respect to prevention and control of environmental pollution, the following Acts and
Rules of MoEF govern the proposed project:
o Water (Prevention and Control of Pollution) Act, 1974 as amended in 1978 and 1988:
o Air (Prevention and Control of Pollution) Act, 1981 as amended in 1987:
o Environment (Protection) Act, 1986 amended 1991 and Environment (Protection) rules, 1986 and amendments thereafter
o Hazardous Waste (Management & Handling) Rules, 1989, as amended in 2000 and 20.05.2003.
o The Noise Pollution (Regulation and Control) Rules, 2000 and as amended in 22.11.2000.
1. 7 STRUCTURE OF THE REIA REPORT
Executive Summary: Summary of REIA Report
Chapter 1: Introduction and Objective of the Study
Chapter 2: Project Description
Chapter 3: Baseline Environmental Setting
Chapter 4: Environmental Impacts
Chapter 5: Environmental Monitoring Plan
Chapter 6 : Environmental Management Plan
Chapter 7 : Conclusion
Chapter 8: Projects Benefit
Chapter 9 : Additional Studies
Chapter 10 : Disclosures of Consultants Engaged

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
October - 2008 31
2.0 PROJECT DESCRIPTION
M/s. Kutch Chemical Industries Limited (KCIL) wishes to have an expansion in the existing
manufacturing plant located at Plot No. 166/1-3, 171/1, 172,167,168, Vill: Padana,
Gandhidham, Di: Kutch, Gujarat. The industry involved in the manufacture of Organic
Chemical. The SLG group has other units at Jhagadia, Nandesari, Padra for the
manufacturing of various organic chemical, dye intermediate. The site is approximately 15.0
km East of Gandhidham.
2.1 SITE SETTINGS
The topography of the land is flat. The site falls in village: Padana, Ta: Gandhidham, Di:
Kutch The major land use of the study area consists mainly of Industries, Agriculture and
Residential. The site is on the National Highway -8A.
2.2. PRODUCT PROFILE
The quantum of expansion required in the existing facility has been depicted in the Table 2.1
with their respective capacities.
TABLE 2.1 PRODUCT PROFILE
Sr. No. Name of the Product
Existing Capacity,
MT/Month
Additional Capacity,
MT/Month
Total Capacity,
MT/Month
Product Required Environmental Clearance 1 Vinyl Sulphone 500 4000 4500
2 Sulphonation of PNT,ONT,VS, Tobias & Other
0 1500 1500
3 Benzene Sulphonyl Chloride 0 1500 1500 4 DASDA 0 1000 1000 5 V.S Condense 0 1000 1000 6 Dimethyl Sulfate (DMS) 100 3000 3100 7 Dimethyl Aniline (DMA) 0 1500 1500 8 Diethyl Sulfate (DES) 0 1500 1500 9 Sulfamic Acid 0 1000 1000
10 Power Plant (Coal) 2.5 MW
(FO) 10 MW (Coal)
12.5 MW (FO & Coal)
Product do not required Environmental Clearance 1 Sulphuric Acid (98%) 7500 15000 22500 2 Oleum (23% & 65%) 0 3000 3000

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 32
Sr. No. Name of the Product
Existing Capacity,
MT/Month
Additional Capacity,
MT/Month
Total Capacity,
MT/Month
3 Liquid SO3 ( 70-90%) 0 7500 7500 4 Chloro Sulphonic Acid 1200 15000 16200 5 Thionyl Chloride 0 5000 5000 6 Sodium Bisulphite (SBS) 0 3000 3000 7 Calcium Chloride 0 4000 4000 8 Dicalcium Phosphate (DCP) 0 1500 1500 9 Sulphur Monochloride 0 200 200 10 Sulphuryl Chloride 0 200 200 11 Aluminum Sulphate (ALUM) 0 1000 1000

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 33
2.3. LAND DISTRIBUTION AT SITE
Project Location on Taluka Map Plan M - 2.1
Detailed factory layout is enclosed vide Plot Plan M - 2.2
The area (actual and as a percentage), allocated at site for various manufacturing and other
plant facilities are provided in Table No 2.2.
TABLE 2.2 LAND DISTRIBUTIONS AT SITE
Title
Area in m2 Area as % of
total area
1. Plant Facilities 3000 4
2. Plant Area 25000 33.33
3. Utilities
• Fuel
• Water
• Raw Material Storage
• Boiler
• Cooling Tower
20000 26.67
4. Other Raw material Storage 2250 3
5. Green belt + Open Spaces 24750 33
Total 75000 100

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 34
KCIL – Vill: Padana
M-2.1: PROJECT LOCATION ON TALUKA MAP
PROJECT: RAPID EIA FOR KUTCH CHEMICAL INDUSTRIES LTD - PADANA

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 35
Map 2.2 : LAYOUT OF THE
PROJECT

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 36
2.4. CAPITAL COST OF THE PROJECT
The capital investment made to the existing project and to be done proposed expansion has
been depicted in the following table. The capital investment required for the proposed
expansion is to the tune of INR 80.5 Cr.
TABLE 2.3 CAPITAL COST OF EXISTING & PROPOSED EXPANSION
Sr. No Description Existing
Cr.
Additional
Cr.
Total
Cr.
A Land & Site Development 0.6 1.0 1.6
B Building 5.0 8.0 13.0
C Plant & Machineries 0.0 0.0
1 Vinyl Sulphone & VS Condense 1.0 8.0 9.0
2 Sulphonation - 1.5 1.5
3 Benzene Sulphonyl Chloride - 1.0 1.0
4 DASDA - 3.0 3.0
5 DMA, DES - 4.0 4.0
6 DMS 3.0 2.0 5.0
7 Sulfamic Acid - 1.0 1.0
8 H2SO4, Oluem, SO3, CSA 20 12 32
9 Sodium Bisulphite - 0.5 0.5
10 TC, SMC, Sulphuryl Chloride - 3.0 3.0
11 DCP - 0.3 0.3
12 Calcium Chloride - 0.2 0.2
13 Power Plant 7.5 35 42.5
Total 37.1 80.5 117.6

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 37
2.5. MANUFACTURING DETAILS
The capacity along with the product to be manufactured has been shown in Table 2.1. The
detailed manufacturing process has been described in this chapter along with the mass
balance diagram.
2.5.1 RAW MATERIALS
o The physical and chemical properties of the raw materials to be used for the
manufacture of various products at Kutch Chemical Industries Limited. – Padana
has been depicted in Table 2.3.
o Storage details of raw materials to be used for the manufacturing and the products
has been shown in Table 2.4

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 38
TABLE 2.3 PHYSICAL AND CHEMICAL PROPERTIES OF THE RAW MATERIAL & PRODUCTS

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 39

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 40
TABLE 2.4 STORAGE DETAILS OF MAJOR RAW MATERIALS
Sr. No.
Raw Material Storage Quantity,
MT
MOC No. of Vessel
Capacity, MT
Type of Hazard
Raw Material 1 Acetanilide 600 Solid Flakes HDPE
Bags 600 R/C
2 Chloro Sulphonic Acid 600 MS 6 100 R/C 3 Caustic Lye 600 MS 3 200 R/C 4 Sodium bycarbonate - Solid HDPE
Bags - -
5 Sulfuric Acid 2000 MS 2 1000 R/C 6 Sluphur 5000 - - 5000 R/C 7 Sulfur Trioxide MS 2 100 C 8 Hydrochloric Acid 450 MS 3 150 R/C 9 o-Nitro Toluene 250 MS 1 250 R 10 p-Nitro Toluene 200 MS 1 200 R 11 Tobias Acid R 12 Oluem (65%) 200 MS 2 100 R/C 13 Sodium Chloride 50 - - 50 - 14 Benzene 250 MS 1 250 F 15 Chlorine 200 200 T 16 Soda Ash 200 - - 200 - 19 Ammonium Chloride 100 MS - 100 F/T 20 Sodium Carbonate - - 21 Sulfur Dioxide - R/T 22 Methanol 960 MS 4 240 F 23 Aniline 100 SS 1 100 R/C 24 Ethanol 200 MS 1 200 R/T 25 Ammonia 50 MS 1 50 R/T 26 Calcium Carbonate 50 - - 50 - 27 Rock Phosphate 50 - - 50 - 28 Coal 200 - - 200 F

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 41
2.4.2 PROCESS DESCRIPTION
2.4.2.1 Vinyl Sulphone & Vinyl Sulphone Condense:
Process Description:
Chloro Sulphonation:
Chloro Sulphonic Acid is charged into the sulphonation reactor. Acetanilide is then
slowly added to maintain the temperature below 80° C. The temperature is then
maintained between 50-60 °C. The batch thus prepared is transferred to the storage
tank.
Dumping:
Sulphonated mass is charged into the Reactor cooled with brine. Ice water is then
added slowly to remove all the HCl formed due to decomposition of excess Chloro
Sulphonic Acid. The HCl is scrubbed and absorbed in water to make HCl. Further Ice
water is added to dilute the concentrated Sulfuric Acid formed due to the
decomposition of Chloro Sulphonic Acid. Here we get of Sulfuric Acid of strength
30-40%.
The mass is then filtered out (ASC Cake).
Reduction:
Sodium Bi Sulphite slurry is added to the reactor. The pH is maintained neutral by
adding Caustic Lye. The ASC wet cake is then charged under controlled temperature
and pH. After addition is over the temperature is raised up to 50 °C. The mass is then
filtered and transferred to condensation vessel.
Condensation:
The reduction mass in condensation vessel is maintained at 50°C. Ethylene Oxide is
slowly added. The pH is maintained to 5-7 by adding dilute sulphuric acid. The
material after condensation is transferred to the Nutsch Filter. The Mother liquor is
stored in storage tank. The condensed product is then washed and dried.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 42
NHCOCH3
+ 2Cl.SO3H
ACETANILIDE
NHCOCH3
+
SO2Cl
HCl + H2SO4
CHLORO SULPHONIC ACID
NHCOCH3
+
SO2Cl
NaOH + NaHSO3
NHCOCH3
+
SO2Na
Na2SO4 + NaCl
NHCOCH3
+
SO2Na
H2SO4 + H2O
O
H2C CH2
+
NHCOCH3
SO2CH2CH2OH
+ Na2SO4
ETHYLENE OXIDE
NHCOCH3
SO2CH2CH2OH
+ H2SO4
NH2
SO2CH2CH2OSO3H
+ CH3COOH
VINYL SULPHONE
Esterification:
The condensed product is charged in esterification reactor. Concentrated Sulphuric
Acid is added. The temperature is then raised and maintained at 160°C for 4 hours.
Vacumm is applied to take out acetic acid vapors and being condensed. The product
is then collected a tank. The dried Vinyl Sulphone is pulverized and packed in PVC
bags.
Chemical Reaction:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 43
Process Flowchart:
Acetanilide 2182CHLOROSULPHONIC ACID 10182
12364
Ice 14545 DUMPING(ICE)
26909
FILTERATION(Nutch) H2SO4 (35-40%)
12364 14545
SOD. BISULPHITE SLURRY(30%) 6545
CAUSTIC LYE 218221091
PRODUCT FROM FILT
ETHYLENE OXIDE 1018H2SO4 2269.00
24378.00
Salt
FILTER 17753SODIUM SULPHITE
SALT (BYPRODUCT)
8299
6625.00
ETP
CONDENSED PRODUCT 9454
6625.00
2262 MOISTURE LOSS
DRYER
4363.00
PRODUCT FROM Dryer
H2SO4 1455 ESTERIFICATION
5818.00ACETIC ACID
1818
VINYL SULPHONE
4000.0
CHLOROSULPHONATION
REDUCTION
ETHOXYLATION
MASS BALANCE/FLOW CHART OF THE VINYL SULPHONE

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 44
2.4.2.2 Sulphonated o/p-NT & Tobias Acid
Process Description:
Take o-NT/p-NT in as sulfonator and charge 98% Sulphuric Acid and 65% Oluem in
it slowly. After completion of reaction blow sulfomass in another vessel containing
water, charge common salt, mix it, cool it and filter in neutsch. Material is then
centrifuge. Collect filterate as Spent Sulphuric Acid for sale. Sulphonated ONT/PNT
from centrifuge is then packed in HDPE bags and sent for sale.
For Tobias, Take Oleum (65%) in sulfonator, charge Tobias Acid slowly and after
completion of charging raise temperature and maintain it. Now cool the sulphonated
mass and blow it in Brine water. Allow for mixing, filter and give wash of brine
water. Centrifuge the mass and collect the wet cake as product and packed in HDPE
bags.
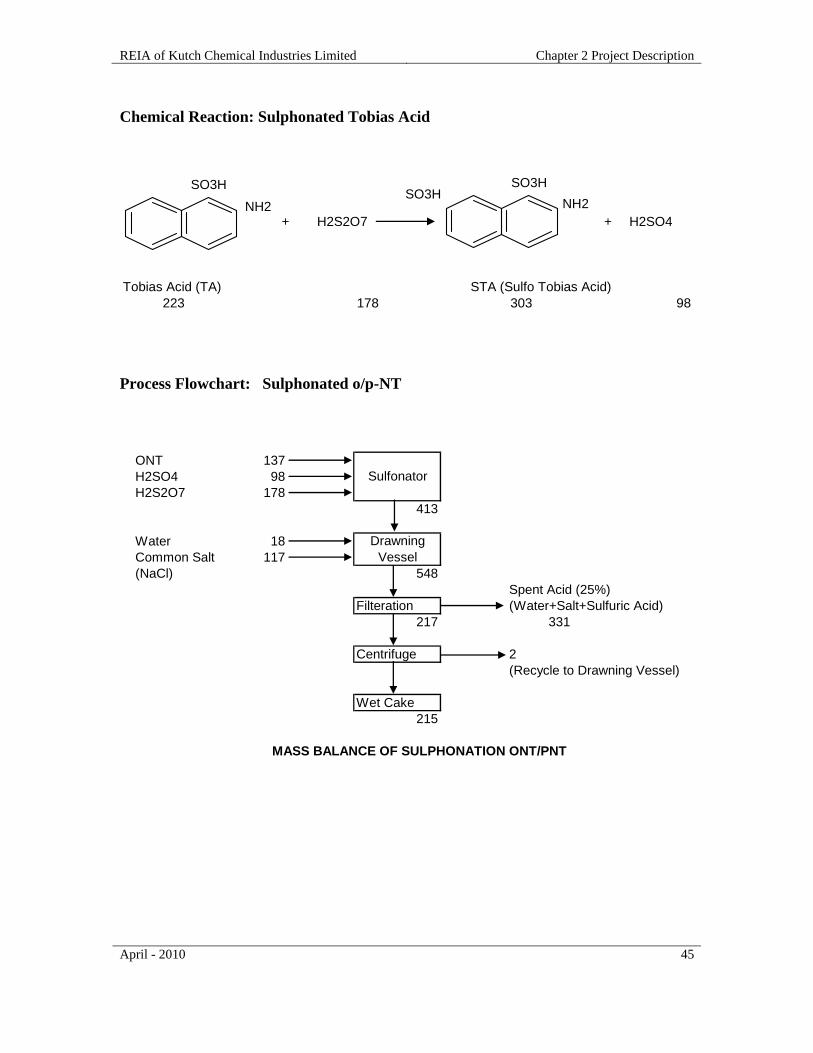
Chemical Reaction: Sulphonated o/p-NT
98
178
o-Nitro Toluene Sulphonated Sulfuric Acido-NT
137 217 98
CH3NO2 H2SO4
H2S2O7
CH3NO2
SO3H
+ H2SO4
REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 45
+ H2S2O7 + H2SO4
Tobias Acid (TA) STA (Sulfo Tobias Acid)223 178 303 98
NH2
SO3H SO3HNH2
SO3H
ONT 137H2SO4 98H2S2O7 178
413
Water 18Common Salt 117(NaCl) 548
Spent Acid (25%)Filteration (Water+Salt+Sulfuric Acid)
217 331
Centrifuge 2(Recycle to Drawning Vessel)
Wet Cake215
Sulfonator
Drawning Vessel
MASS BALANCE OF SULPHONATION ONT/PNT
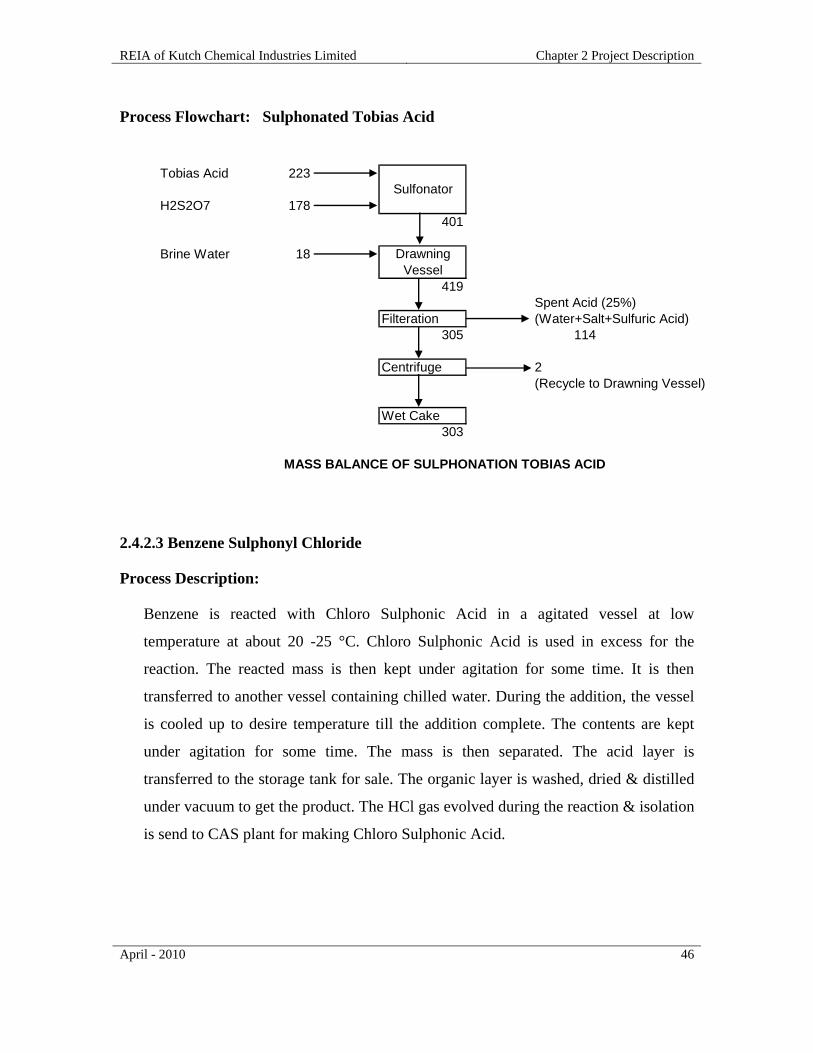
Chemical Reaction: Sulphonated Tobias Acid
Process Flowchart: Sulphonated o/p-NT
REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 46
Tobias Acid 223
H2S2O7 178401
Brine Water 18
419Spent Acid (25%)
Filteration (Water+Salt+Sulfuric Acid)305 114
Centrifuge 2(Recycle to Drawning Vessel)
Wet Cake303
Drawning Vessel
MASS BALANCE OF SULPHONATION TOBIAS ACID
Sulfonator
Process Flowchart: Sulphonated Tobias Acid
2.4.2.3 Benzene Sulphonyl Chloride
Process Description:
Benzene is reacted with Chloro Sulphonic Acid in a agitated vessel at low
temperature at about 20 -25 °C. Chloro Sulphonic Acid is used in excess for the
reaction. The reacted mass is then kept under agitation for some time. It is then
transferred to another vessel containing chilled water. During the addition, the vessel
is cooled up to desire temperature till the addition complete. The contents are kept
under agitation for some time. The mass is then separated. The acid layer is
transferred to the storage tank for sale. The organic layer is washed, dried & distilled
under vacuum to get the product. The HCl gas evolved during the reaction & isolation
is send to CAS plant for making Chloro Sulphonic Acid.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 47
663 Benzene HCl gas
1980 CSA 310
2333
Isolation Dilute H2SO4
1500 833
DistillationCrude
Dimethyl Sulphone
1485 15
Benzyl Sulphonyl Chloride
MASS BALANCE OF BENZYL SULPHONYL CHLORIDE
Reactor
Chemical Reaction:
C6H6 + HOSO2Cl C6H5SO2Cl + HCl
Benzene CSA BSC Hydrochloric Acid Gas(l) (l) (l) (g)
M.W 78 116.5 176.5 36.5
Process Flowchart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 48
PNT(137) 98 178 PNTSA (217)
+ 2HCl + 3H2O2NaOCl +H2O
217 149 18 474 73 54
Fe/HCl
NH4Cl
(DNSDA) Di-Sodium Salt (Nitro form) Di-Sodium Salt (Amino form)414
+ H2SO4
414 370DASDA
CH3
+
NO2
H2SO 4 + H2S2O7 2H2SO4
CH3
NO2
+SO3H
O2N
SO3Na
- C = C
H H
SO
3N
NO2 H2N
SO3Na
- C = C
H H
SO3N
NH2
H2N
SO3Na
- C = C
H H
SO
3N
NH2 H2N
SO3H
- C = C
H H
SO3H
NH
CH3
NO2
+SO3H
2 O2N
SO3Na
- C = C
H H
SO3N
NO2
2.4.2.4 DASDA
Process Description:
Sulfuric Acid & Oluem (65%) are taken in Sulfonator, Para Nitro Toluene (PNT) is
then charged. The mass in then dumped in to the water, cooled and filtered in Neutsch
filter. The acid is then separated, The mass (PNTOSA) is then oxidized with sodium
hypochloride. After completion of the reaction common salt is charged at the room
temperature the mass is then filtered in Neutsch Filter.
Then reduction of PNTOSA is carried out with Fe, HCl and NH4Cl. Filter the
reduction mass & isolate the filterate using dilute H2SO4 & filter it in Neutsch filter.
Material thus prepared is DASDA. Which is then centrifuged and packed in the
HDPE bags.
Chemical Reaction:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 49
PNT 63H2SO4 45Oleum 82
190Water 20Salt 15
225
Neutsch Filter 58 To ETP
167
Centrifuge 30 ML(Recycle)137 Drawning
Common Salt 15Soda Ash 18NaOCl 69Water 25
264
Neutsch Filter 58 To ETP206
Centrifuge 5 ML(Recycle)201 Drawning
Fe 5HCl 8NH4Cl 15
229
Filter Press 27 To ETP202
Isolation Vessel
202
Neutsch Filter 26 To ETP176
Centrifuge 6 ML(Recycle)170 Isolation Vessel
Product
DASDA
MASS BALANCE OF DASDA
Sulfonator
Drawning Vessel
Oxidation
Reduction Vessel
Process Flow chart
Process Flow Chart:
Mass Balance: MT/Month

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 50
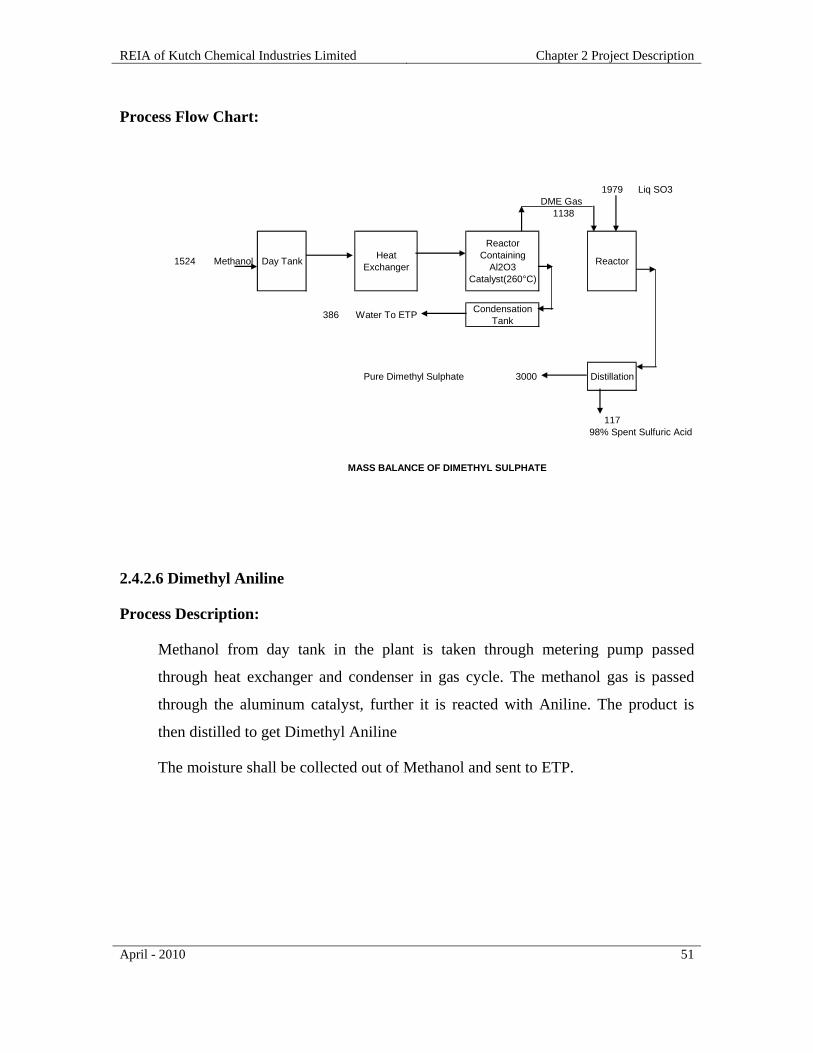
2.4.2.5 Dimethyl Sulphate
Process Description:
Methanol from day tank in the plant is taken through metering pump passed
through heat exchanger and condenser in gas cycle. The methanol gas is passed
through the aluminum catalyst, further it is reacted with liquid SO3. The ration of
consumption of methanol + SO3 for DMS produced is as follows:
SO3 = 0.70 MT
Methanol = 0.55 MT.
The moisture shall be collected out of Methanol and sent to ETP. After reaction of
SO3 + Methanol gas in a closed reaction , Which will have chilled water circulation
in jacket. The crude DMS formed is having a high acidity. The distilled and acid
thus produced is 98% Sulphuric Acid. This is a by product and will be sold.
Chemical Reaction:
260°C2 CH3OH CH3-O-CH3 + H2O
Catalyst(Al2O3)Methanol Dimethyl Ether
2 x 32 46 18
CH3-O-CH3 + SO3 (CH3)2SO4
Dimethyl Sulphate46 126
SO3 + H2O H2SO4
80 18 98
REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 51
1979 Liq SO3DME Gas
1138
1524 Methanol Day Tank Heat Exchanger
Reactor Containing
Al2O3 Catalyst(260°C)
Reactor
386 Water To ETP Condensation Tank
Pure Dimethyl Sulphate 3000 Distillation
11798% Spent Sulfuric Acid
MASS BALANCE OF DIMETHYL SULPHATE
Process Flow Chart:
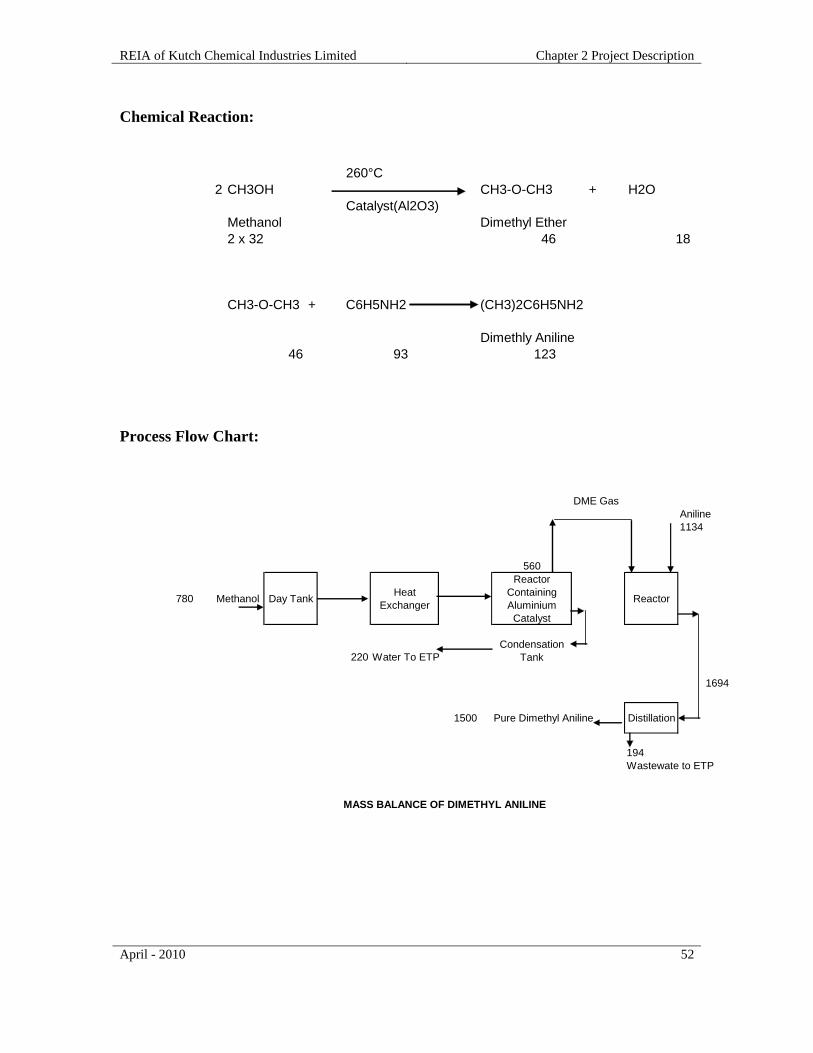
2.4.2.6 Dimethyl Aniline
Process Description:
Methanol from day tank in the plant is taken through metering pump passed
through heat exchanger and condenser in gas cycle. The methanol gas is passed
through the aluminum catalyst, further it is reacted with Aniline. The product is
then distilled to get Dimethyl Aniline
The moisture shall be collected out of Methanol and sent to ETP.
REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 52
260°C2 CH3OH CH3-O-CH3 + H2O
Catalyst(Al2O3)Methanol Dimethyl Ether2 x 32 46 18
CH3-O-CH3 + C6H5NH2 (CH3)2C6H5NH2
Dimethly Aniline46 93 123
DME GasAniline1134
560
780 Methanol Day Tank Heat Exchanger
Reactor Containing Aluminium Catalyst
Reactor
220 Water To ETPCondensation
Tank
1694
1500 Pure Dimethyl Aniline Distillation
194Wastewate to ETP
MASS BALANCE OF DIMETHYL ANILINE
Chemical Reaction:
Process Flow Chart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 53
2C2H5OH + 2SO3 2C2H5OSO3HCatalyst
Ethyl Alcohol Ethyl Hydrogen Sulfate92 160 228
2C2H5OSO3H + NH3 (C2H5)2SO4 + NH4SO4
EHS Ammonia Diethyl Sulfate Ammonium Sulfate228 17 154 114
2.4.2.7 Diethyl Sulphate
Process Description:
Ethyl Alcohol and SO3 reacts in presence of catalyst Sodium Sulphate and Urea
and formed Ethyl Hydrogen Sulfate (EHS). This EHS mass is ammoniated by
ammonia and EHS gets converted into Diethyl Sulfate. Ammonia is passed in Ethyl
Hydrogen Sulfate mass. The product thus formed is crude Diethyl Sulphate.
Moisture content present in the Ethyl Alcohol reacts with SO3 and forms Sulphuric
Acid.
Distillation of crude EHS takes place under vacuum. The pure DES is produced
and transported to the storage tanks.
Chemical Reaction:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 54
896 Ethyl Alcohol
1558 SO3
3542100
NH3166
2266
Spent ST Tank766
1500Pure Diethyl Sulfate
MASS BALANCE OF DIETHYL SULFATE
Reactor (Catalyst: Urea+Sod. Sulfate)
Cooler
Ammoniation Reactor
Distillation
Process Flow Chart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 55
2.4.2.8 Sulfamic Acid
Process Description :
Urea & 23-25% Oleum are fed at controlled rates to reactor, which is cooled by
chilled water/brine and cooling water. The reaction products are diluted by mixing
with recycled mother liquor (available after separation of crystals of sulfamic acid).
Temperature is controlled during mixing by chilled water/brine. Dilute acid streams
(70% sulfuric acid) is separated after the mixing operation and is sold to SSP/Alum
manufacturer.
Chemical Reaction:
NH2CONH2 + SO3 NH2CONHSO3H + CO2
NH2CONHSO3H + H2SO4 2NH2SO3H + CO2
Overall Reaction
NH2CONH2 + SO3 + H2SO4 2NH2SO3H + CO2
60 80 98 2 x 97 44

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 56
350 Urea Reactor3300 SO3/Oleum
(23-25%) 3650R/C Mother Liquor
Mixing
5150
Separation Spent Acid2400 2750
100 Water Make -Up
2500
Cyrstallisation1500
1000
Packing/Bagging
Figure are in Ton/Month
MASS BALANCE OF SULFAMIC ACID
Process Flow Chart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 57
2.4.2.9 Power Plant
Process Description:
(2.5 MW – Existing)
For power generation steam is generated from the boiler, which is then sent to
steam turbine to generate the power. At the outlet of the turbine steam goes to
condenser to recover the water utilized and further sent back to the boiler. The fuel
utilized for the boiler will be Coal.
To generate 2.5 MW, a steam of 8 MTD required, which is generated from the FO
based boiler. The FO consumption for the required steam would be approximately
1700 Lit/Day. Total Consumption
(10 MW –Proposed)
For power generation steam will be generated from the boiler, which is then sent to
steam turbine to generate the power. At the outlet of the turbine steam goes to
condenser to recover the water utilized and further sent back to the boiler. The fuel
utilized for the boiler will be Coal.
To generate 10 MW, a steam of 40 MTD required, which is generated from the coal
based boiler. The coal consumption for the required steam would be approximately
10 MTD.
For Power plant, separate coal yard will be made in which coal will be stored, from
coal yard the coal will be sent to crusher. The crushed coal is then sent to silo for
ultimate feed in to the combustion chamber.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 58
Process Flow Chart:
High Pressure Steam45 kg/cm2
410°C
Exhaust0.1 kg/cm2
100 °CCondenser Condensate back to
Boiler feed water
Turbine GeneratorSet

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 59
2.4.2.10 Sulphuric Acid As
Sulphuric Acid (98%)
Oleum (23 % & 65%)
Liquid SO3
Process Description:
The process for the manufacture of sulphuric acid comprise the following steps:
1. Solid Sulphur after weighment is fed to sulphur melter which is provided with
steam coils. The ash content of the molten sulphur settles in the melter cum settler
and molten sulphur free of impurities is pumped to the sulphur burner where it is
burnt with air. Sulphur is converted in to SO2 in the sulphur burner as per the
following reaction
S + O2 SO2
2. SO2 is further converted to SO3 in presence of Vanadium Pentoxide catalyst in
the converter as per the following reaction:
SO2 + ½ O2 SO3
The conversion of SO2 to SO3 is carried out in stages in all the five pass of the
convertor. The conversion is optimized by intermediate cooling of gases between
the different stages and also by interpass absorption of SO3 after 3rd pass of the
convertor.
3. The gas from the 3rd & 5th pass of the convertor containing SO3 is cooled & then
fed to the interpass & final absorption tower where SO3 is removed by circulating
Sulphuric Acid in the absorption towers. The concentration of sulphuric acid is
controlled by addition of water in the pump tank.
Air for sulphur burner is routed through Air Filter to drying tower and further to
suction side of Centrifugal Air Blower. 98.5% acid is circulated through drying

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 60
tower at 70°C, thus heating to 125°C before entering sulfur burner. This system
helps to increase generation of steam and hence power generation.
4. SO2 emission during start up of the plant is controlled by a Venturi Scrubber
using alkali as scrubbing medium. The plant therefore does not cause any
pollution either during start up or during normal operation.
The process as described above has been divided into five main sections described as
follows:
1. Sulphur Circuit
The weighed quantity of sulphur of about 99.5% purity is fed to the first
compartment of sulphur melter. The heat for melting sulphur is provided
through steam coils. The optimum pressure to be maintained for melting
sulphur in the first compartment is upto 7 kg/cm2 G.
The molten sulphur flows from compartment no. 1 to pumping compartment
through underflows/overflows. The sulphur pumps for feeding sulphur are
fitted in pumping compartment. The total time of retention in the
compartments corresponds to more than 72 hrs at normal rated production
capacity of the plant. In order to achieve optimum results, it is necessary that
the feeding of sulphur to the melter should be maintained at specified
temperature of 135 °C. All compartments are fitted with steam coil to provide
the necessary heat for maintaining the temperature of molten sulphur at the
desired level. Molten sulphur from the pumping compartment is pumped to
the sulphur burner through one of the submersible type sulphur pumps
through specially designed sulphur feeding gun. The rate of feed of sulphur to
the sulphur burner is controlled by operation of sulphur feed control valve.
REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 61
Drain lines have been provided in the molten sulphur discharge line at two
different points.
The optimum steam pressure for coils located in 2nd, 3rd , 4th through pumping
compartments of the sulphur melter is around 4 kg/cm2 G. This regulated
steam pressure is achieved through pressure reducing valve. Molten sulphur
line starting from the discharge flange of the sulphur pump to the inlet of the
sulphur burner is suitably steam jacketed to maintain correct temperature of
molten sulphur fed to the sulphur burner.
2. SO2 Scrubber
It is very important that SO2 emission during plant startup is controlled within
persmissible limits. This is achieved by use of a alkali scrubber located after
the final absorption tower where gas is scrubbed with circulating alkali
solution.
3. DM and Water Softening Plants
For generation of steam of high quality DM water is required for this purpose
RO plant and DM plant will be installed.
4. The plant is provided with data logging system through DCS control circuits for
control of parameters like Acid concentration control, pump tank level control, Boiler
feed water level control, boiler feed water from deaerator temperature control. All
the output signals are fed to a computer and output data is collected based on reports
to be prepared including log sheets.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 62
S + O2 SO2
SO2 + 1/2O2 SO3
SO3 + H2O H2SO4
OverallS 3/2O2 + H2O H2SO4
M.W 32 48 18 98
Chemical Reaction:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 63
Processs Description
Oleum & Liquid SO3
Oleum (23%)
Oleum 23% is manufactured by absorbing SO3 gas with Sulphuric Acid.
H2SO4 + SO3 H2S2O7
Oleum 23% means free SO3 in the product is 23%, which is equivivalent to 105.17%
Sulphuric Acid. This way 23% Oleum is equivalent to 1.07 of 98% Sulphuric Acid.
The sulphur required for 1 ton of 23% oleum is 0.326 x 1.07 = 0.349 ton.
Oleum (65%)
Oleum 65% means, the free SO3 in this product is 65% which is equivivalent to
114.626% sulphuric acid. This way the oleum 65% is equivalent to 1.17 times of 98%
sulphuric acid.
The sulphur required for 1 ton of 65% Oleum 0.326 x 1.17 = 0.381 ton
Liquid SO3
Liquid SO3 is = 1.25 times of 98% Sulphuric Acid. The Sulfur required for 1 ton of
liquid SO3 = 0.326 x 1.25 = 0.41 ton.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 64
Sulphur Metler (135°C)
163.25 MT
904341 M3 Air Drying Tower Furnace (1100°)
(Oxygen: 245 MT)
Water
WHB Steam Steam Turbine to Generate
4 MW Power
Convertor (upto 3rd pass)
100 MTDM Water
H2SO4 (98.5%)
Acid Pump Tank PIPAB(Inter Pass
Absorption Tower
99% H2SO4
Convertor (4th pass)
Oleum Storage
(23% or 65%)
99% H2SO4
H2SO4 (98.5%) Storage
Final Absorption Tower
Alkali Scrubbe
r
Vent to Atmosphere
Wastewater 500 MT/Day 0.8 KLD
Oleum Tower
Oleum Pump Tank (Oleum 23%
or 65%)
PROCESS FLOW CHART OF H2SO4(98.7%), Oleum (23% & 65%)
Process Flow Chart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 65
Condenser SO3 Liquid
7500
Oluem Pump Tank (23%)
8070
Oleum Tower (23%)
SO3 Convertor (132 °C)
PROCESS FLOW CHART OF SO3 LIQUID
Process Flow Chart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 66
SO3 + HCl ClSO3H(l) (g) (l)80 36.5 116.5
1567 HCl Chilling
1567Chilled HCl
H2SO4 Gas Cleaning Bleed
1567Dry HCl 99.90%
3433 Liq SO3 Reactor
100.00% Gas to StackCaustic
Scrubber0.8 Castic Solution Wastewate To ETP
10% 0.8 KL/Month
5000Chlorosulphonic Acid
MASS BALANCE OF CHLOROSULPHONIC ACID
2.4.2.11 Chloro Sulphonic Acid
Process Description:
The HCl gas is refrigerated and cleaned in gas cleaning tower. The dry HCl is
reacted with liq SO3 to get Chloro Sulphonic Acid. The unconverted gas is
scrubbed in caustic scrubber.
Chemical Reaction:
Process Flowchart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 67
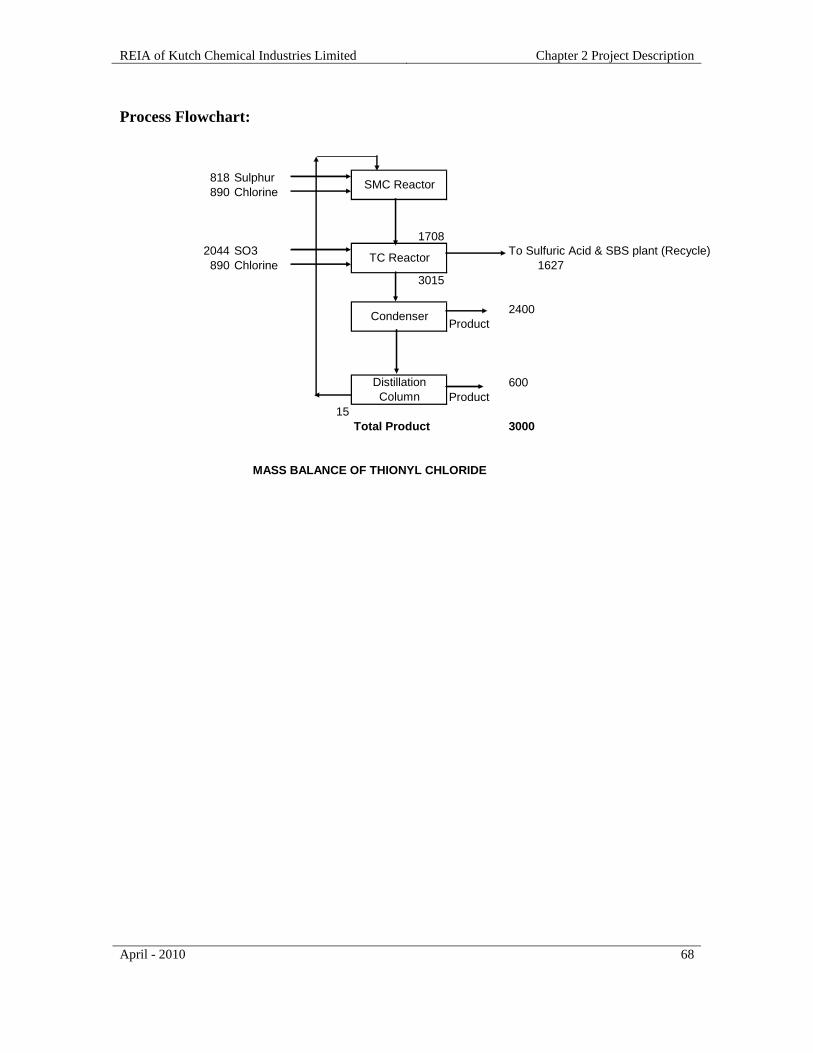
2.4.2.12 Thionyl Chloride
Process Description:
Sulphur is charged in sulfur monochloride reactor along with chlorine in measured
quantity and reacted over a period of 12 hours to Sulphur Monochloride (SMC),
which is stored for further reaction. Thionyl Chloride reacted is fed with SMC, SO3
and Chlorine. Reactor is fitted with fractionating column. TC gas thus produced is
passed through 3 condenser, out of which first condenser used cooling water and
other two condenser use chilled water. Crude TC is then sent to Distillation
column as reflux. A part of crude TC is reacted with sulfur to get pure Thionyl
Chloride.
Alkali Scrubber is provided to absorb SO2 when required; similarly chlorine
scrubber removes traces of chlorine. Byproduct is recycled back to sulfuric acid
plant, where it is converted to Sulphur Trioxide for reuse in TC Plant.
Chemical Reaction:
2S + Cl2 S2Cl2
Sulphur Chlorine Sulphur Monochloride (SMC)
64 70 134
S2Cl2 + 2SO3 + Cl2 2SOCl2 + 2SO2
134 160 70 236 128
SMC Sulphur Trioxide Chlorine TC
Overall Chemical Reaction:
2S + 2Cl2 + 2SO3 2SOCl2 + 2SO2
64 140 160 236 128
REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 68
818 Sulphur890 Chlorine
17082044 SO3 To Sulfuric Acid & SBS plant (Recycle)890 Chlorine 1627
3015
2400Product
600Product
15Total Product 3000
MASS BALANCE OF THIONYL CHLORIDE
SMC Reactor
TC Reactor
Condenser
Distillation Column
Process Flowchart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 69
2.4.2.13 Sodium Bisulphite
Process Description:
Sodium Carbonate and Water is charged in the reactor. Sulphur Dioxide is then
passed slowly to the reactor. The mass is then allowed for continuous mixing. The
material thus prepared is Sodium Bi Sulphite.
Chemical Reaction:
Na2CO3 + 2SO2 + H2O 2NaHCO3 + CO2106 64 18 208 28
Sodium SBSCarbonate
Process Flowchart:
CO2Sodium Carbonate 106 28SO2 64Water 18
160
Reactor
MASS BALANCE OF SODIUM BI SULPHITE

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 70
0.2Water
5 Lime Stone Ventury Scrubber (Alkali)ETP
4 HCl 0.29
Sludge to ETP1
8 CaCl2 Clear Liquid
Mosture Loss
5Dry CaCl2
Product
Reactor
Filter Press
MASS BALANCE OF CALCIUM CHLROIDE
Evaporator
2.4.2.14 Calcium Chloride
Process Description:
Calcium Carbonate is reacted with Hydrochloric Acid to get Calcium Chloride.
Chemical Reaction:
2CaCO3 +4 HCl 2CaCl2 + 2 HCO3
Process Flowchart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 71
2.4.2.15 Di Calcium Phosphate
Process Description:
Rock Phosphate is reacted with Hydrochloric Acid to generated Phosphoric Acid,
which is further reacted with Lime stone to get DCP which separated and
crystallized.
Chemical Reaction:
Ca F2 3 ( Ca3(PO4)2) + 14 HCl 7 CaCl2 + 3Ca H(PO4)2 + 2HF
3Ca (OH)2
6CaHPO4 (DCP)
Process Flowchart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 72
Rock Phosphate 1800
HCl (30%) 36005400
Lime 200
5600
Hydrated Lime 200
Sodium Silicate 105810
Filteration Process Sludge5310 500
Recycle to Reactor to recover DCP 1500 Centriguge
3810
Dryer Mositure Loss3000 810
Finished Product
Reactor
Neutralisation
Separation
MASS BALANCE OF DI CALCIUM PHOSPHATE
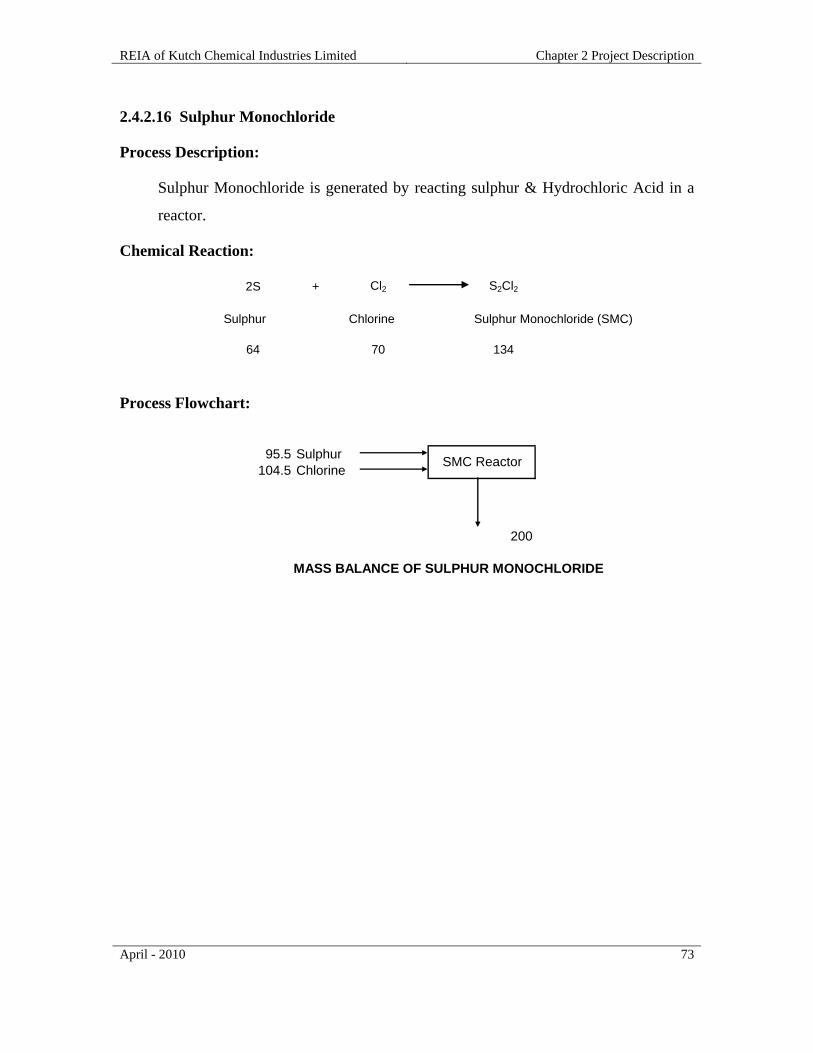
REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 73
95.5 Sulphur104.5 Chlorine
200
MASS BALANCE OF SULPHUR MONOCHLORIDE
SMC Reactor
2.4.2.16 Sulphur Monochloride
Process Description:
Sulphur Monochloride is generated by reacting sulphur & Hydrochloric Acid in a
reactor.
Chemical Reaction:
2S + Cl2 S2Cl2
Sulphur Chlorine Sulphur Monochloride (SMC)
64 70 134
Process Flowchart:
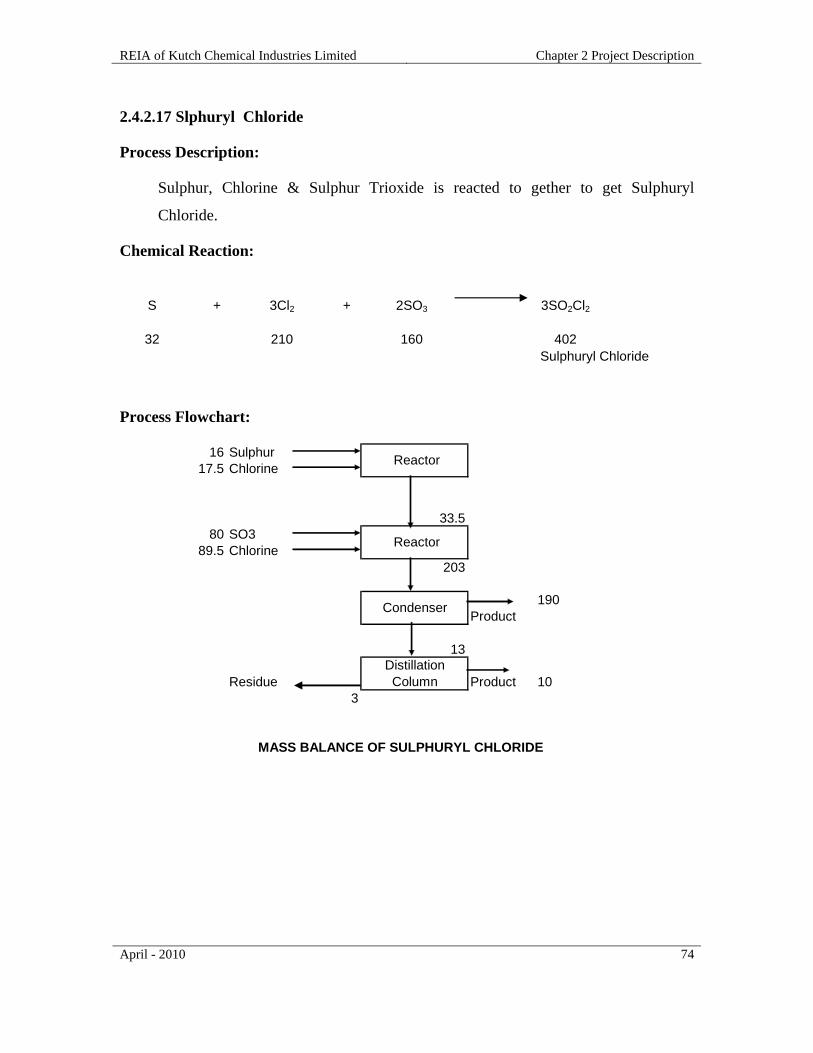
REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 74
16 Sulphur17.5 Chlorine
33.580 SO3
89.5 Chlorine203
190Product
13
Residue Product 103
Reactor
Reactor
Condenser
Distillation Column
MASS BALANCE OF SULPHURYL CHLORIDE
2.4.2.17 Slphuryl Chloride
Process Description:
Sulphur, Chlorine & Sulphur Trioxide is reacted to gether to get Sulphuryl
Chloride.
Chemical Reaction:
S + 3Cl2 + 2SO3 3SO2Cl2
32 210 160 402
Sulphuryl Chloride
Process Flowchart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 75
2.4.2.18 Aluminium Sulphate (ALUM)
Process Description:
Aluminium Sulphate is manufactured by the reaction of Aluminia Hydrate and
Bauxite with Sulphuric Acid.
Bauxite is ground in the pulveriser to 90% passing through 200 mesh and elevated
to batch hopper through bucket elevator. Measure quantity of water is added in the
lead bonded reactor and slowly sulphuric acid is to be added in the reactor.. After
getting the required temperature in the reactor, slowly ground bauxite i.e added.
After the addition of measure quantity of bauxite/alumina hydrate, the agitator is
kept on for about 45 minutes, solution is then dumped in to the settling tank.
The decanted solution of Aluminium Sulphate is then taken to the reactor and the
required quantity of sulphuric acid is added after getting the required temperature
Hydrated Alumina is added slowly. After addition, Aluminum Sulphate is moulded
in the trays with the help of tray filling arrangements. The slabs after cooling are to
be taken out from the trays and stacked in the store.
Chemical Reaction:
2Al(OH)3 + 3H2SO4
Al2(SO4)3 + 6H2O
156 294 342 108

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 76
Water
860 Alumina Hydrate/Bauxite
456 Sulphuric Acid1316
1316
456 Sulphuric Acid
Mouldingin to Slab
Reactor
Settling Tank
Reactor
MASS BALANCE OF ALUM
Process Flowchart:

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 77
2.5. SOLVENT RECOVERY AND ITS MANAGEMENT
The only solvent, which is recycled in the process, is in the manufacturing of Sulphonated
Products. The butanol used is separated in the filter and then sent for distillation unit for the
recovery of the same. The recovered Butanol is reused back into the process. The mass
balance diagram has been given the 2.4.2.7.
2.6. RESOURCE REQUIREMENTS
2.6.1 FUEL / ENERGY REQUIREMENTS
2.6.1.1 ENERGY
1. PGVCL
Existing:
Source : Paschim Gujarat Vidyut Company Ltd. – 3000 KVA
Proposed:
Source : Paschim Gujarat Vidyut Company Ltd. – 7000 KVA
Total Power Required for the project : 10000 KVA
1. CAPTIVE POWER PLANT
Existing : Power Plant : 2.5 MW
Proposed: Power Plant : 10 MW
Total : 12.5 MW

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 78
2.6.1.2 FUEL
The details of fuels used for the project are given in Table 2.5
Existing Requirements
TABLE 2.5 DETAILS OF THE FUELS
Sr. No. Utility (Existing) Nos. Fuel Consumption
MT/Day
1 Boiler (5 TPH) 1 F.O 1700 Lit/Day
Proposed Requirement
Sr. No. Utility (Proposed) Nos. Fuel Consumption
MT/Day
1
Boiler (5 TPH)
For Power Plant 1 Coal 10
TABLE 2.6 FUEL CHARACTERISTICS Fuel Consumption Calorific Value
(Kcal/Kg)
% Sulphur
content in
the fuel
% Ash
Content
Density, Kg/M3
F.O 1.7 KL/Day 9650 4.5 0.1 950
COAL 10 MT/Day - 5% 10% -
The storage details of the fuel used for the project are given in Table 2.7.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 79
TABLE 2.7 FUEL STORAGE DETAILS
Operating Condition
Capacity of
Vessel
Storage Capacity
Fuel Method of storage
Press. Kg/cm2
Temp. 0C
KL
No. of Vessels
KL
Control Measures Provided
F.O Above Ground
Atm. Room temp
45 1 45 Stored in designated area.
Coal Separate Covered
Area
Atm. Room temp
- - 150 MT
Stored in designated area.
Table 2.8 provides the details regarding transportation of the fuel from the source.
TABLE 2.8 SOURCE AND TRANSPORTATION DETAILS OF FUELS
Fuel Source of Supply Means Of Transportation Distance of supplier from
Padana (Km)
F.O IOCL,ESSAR Tanker (by road) Gandhidham
COAL Kandla Truck (by Road) Kandla

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 80
2.6.2 WATER & WASTEWATER
Water requirement for the project is supplied by the GWIL (Gujarat Water Infrastructure
Limited) Narmada Pipeline Project. Presently the company has agreement with GWIL for
supply of maximum of 1210 KLD. The copy of the same is enclosed herewith. The unit is
also in process for obtaining permission of maximum supply of 1520 KLD. The details of
water requirement are given in Table No.2.9. The details include purpose, peak consumption
for different categories.
TABLE 2.9 TOTAL WATER REQUIREMENTS FOR THE PROJECT
Sr.
No Category
Type of
Water
Existing Water
Consumption,
KLD
Additional
Water
Consumption,
KLD
Total Water
Consumption,
KLD
1 Process Raw Water 413 226 639
2
Power Plant
Steam
Generation
DM Water 10 50 60
3 Cooling Tower Raw Water 500 240 740
4 Washing Raw Water 5 5 10
5 Gardening & Fire Raw Water 10 20 30
6 Regeneration Raw Water 2.5 5 7.5
7 Domestic Raw Water 25 5 30
Total 965.5 551 1516.5
Total Gardening Water Requirement as per the area available for gardening (24750 Square
Meter) is 124 KL. Out of which 30 KLD will be utilized freshwater and 94 KLD will be
utilized treated water from effluent treatment plant.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 81
AGREEMNE WITH GWIL

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 82
TABLE 2.10 WASTEWATER GENERATION FROM THE PROJECT
Sr. No Category
Existing
Wastewater
Generation,
KLD
Additional
Wastewater
Generation,
KLD
Total
Wastewater
Generation,
KLD
Industrial
1 Process 65 400 465
2 Power Plant Steam
Generation 1 5 6
3 Cooling Tower 5 2.5 7.5
4 Regeneration 2.5 5 7.5
Total Industrial 73.5 412.5 486
Domestic
Domestic 20 4 24

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 83
TABLE 2.11 SEGREGATION OF WASTEWATER FOR TREATMENT & DISPOSAL
Sr. No Category
Existing
Wastewater
Generation,
KLD
Additional
Wastewater
Generation,
KLD
Total
Wastewater
Generation,
KLD
A. Industrial Wastewater To ETP
1 Process (Vinyl
Sulphone) 59 256 315
B. Industrial Wastewater to ETP
1 Process (Others) 1 139 140
2 Cooling Tower 1 5 6
3 Boiler Blowdown 5 2.5 7.5
4 Regeneration 2.5 5 7.5
5 Washing 5 5 10
Total 14.5 156.5 171
C. Domestic Wastewater to Septic Tank & Soak Pit
1 Domestic 20 4 24

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 84
Total Water consumption 1516.5 KLD
1516.5
10 639 740
Evaporation & Drift Losses
133.5 60 Losses 30 7.5 30
Washing Process Cooling Boiler 73 Domestic Regeneration
Gardening & Fire Fighting
24V.S. Stream Septic Tank
Blow down Blow Down &10 140 7.5 6 Soak Pit 7.5
ETP171
Figure are given in Kilolitres/Day For Reuse, Gardening & Firefighting Make-up Tank
315 Incinerator
TOTAL WATER BALANCE AFTER PROPOSED EXPANSION ALL Figures are in KLD
REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 85
2.7 WASTEWATER MANAGEMENT
The wastewater generated will be segregated and treated separately. After proposed
expansion a total of 486 KLD of Industrial & 24 KLD of domestic wastewater will be
generated. The industrial wastewater will be further segregated considering its pollution load
and finally be treated within premise.
SEGREGRATION OF THE WASTE STREAMS:
The Various Streams generated from the industrial activity will be as follows:
Stream A: Process wastewater from Vinyl Sulphone, which will have high concentration of
COD & BOD.
Stream B: Process wastewater from Sulphuric Acid Plant, TC Plant, Chloro Sulphonic Acid
Plant, DASDA Plant, DMS Plant, DMA Plant.
Stream C: Utility wastewater (viz Boiler blow down, Cooling water blow down,
Regeneration & Washing
Stream D: Domestic wastewater.
The streams from the process will be conveyed to the equalization/ collection tank and is
given a primary treatment. The utility wastewater will be directly taken into the final
collection tank after the physical screening of the wastewater. The domestic wastewater will
be directly fed in to the aeration tank of the Effluent Treatment Plant. Hence only wastewater
which required the full treatment is process water i.e 64 KLD.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 86
CHARACTERISTICS OF THW WASTEWATER STREAMS
The characteristics of wastewater of different streams and final outlet would be as follows:
TABLE 2.12 CHARACTERISTICS OF VARIOUS STREAMS OF WASTEWATER
Sr. No
Parameters Unit Characteristic of Process Streams- Vinyl Sulphone
Characteristics of Other Process Streams
Characteristics of Sewage
Characteristics of Cooling Tower Blow down
Characteristics of Boiler Blow down
Analysis Results After treatment
Permissible Limits
1 Color pt Co.
units
- Turbid –Light
Yellow
Turbid Colorless Colorless Colorless 100 units
2 pH - 3.5-6.5 3.5-6.5 6.5-8.5 6.5-8.5 6.5-8.5 6.5-8.5 6.5-8.5
3 COD mg/lit 6500-8500 500-750 500 50 50 <250 <250
4 BOD mg/lit 2000-4200 100-300 200 15-20 15-20 <50 <500
5 TDS mg/lit 2500-3500 1000-2000 400 1500 2500 <2500 N.S

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 87
The detail of the wastewater management to be done within the premises has been described below.
2.7.1 EFFLUENT TREATMENT PLANT
Stream B & Stream C containing lesser pollution load will be collected in collection &
equalization tank and physico chemical treatment followed with Tertiary Treatment. The
treatment scheme is as under.
The raw effluent from all the sections will be collected in to the collection sump. The effluent
from the collection sump will be pumped to the oil & grease trap. The effluent free of oil &
grease and floating matter will be taken to the equalization cum neutralization tank.
The equalization cum neutralization tank with adequate residence time has been provided for
equalizing the organic as well as hydraulic load. There will be two compartments in the
equalization cum neutralization tank so as to have the ease of operation and saving the
chemical consumption for neutralization. The effluent will be checked for the pH and it will
be neutralized with the chemicals. The chemicals will be mixed with the coarse aeration
provided at the bottom. After the chemical treatment is over, the effluent will be pumped to
the primary clarifier where sludge settles at the bottom & clarified effluent overflows to next
stage. The sludge settled at the bottom of the primary clarifier will be taken to the sludge
drying bed. The overflow of the primary clarifier is taken to intermediate collection tank.
Tertiary treatment in the form of Sand Filteration & Carbon Treatment will be followed. The
treated wastewater from the tertiary treatment is collected in final collection tank and finally
utilized for gardening and firefighting use. The biological treatment comprises of activated
sludge process The ETP will be designed for treating 200 KL/day of effluent.
The quantity of wastewater to be treated is 171 KLD.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 88
TABLE 2.13 CHARACTERISTICS OF WASTEWATER BEFORE & AFTER TREATEMENT
The characteristics of before & after treatment will be as follows:
Sr. No Category of Wastewater Before Treatment After Treatment
1 pH 3.5-6.5 6.5-8.5
2 COD 500-750 50-100
3 BOD 100-300 10-30
4 TDS 1000-2000 1500-200
The method of treatment followed will be as follows:
Collection Tank
Equalisation Tank
Neutraliser Tank
Clarifier
Tertiary Treatment (Sand & Charcoal)
Intermediate Collection Tank
Lime Tank
Reuse in Fire Fighting, Gardening

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 89
EFFLUENT TREATMENT PLANT UNITS:
TABLE 2.14 SIZING OF ETP UNITS
Sr No. UNITS Nos. SIZE Total Unit
Volume, KL
1 Raw Effluent Collection Tank 2 5.0 m x 5.0 m x 4.0 m + 0.5
SWD 100
2 Oil & Grease Trap 1 - -
3 Equalisation cum
Neutralisation Tank
2 2.0 m x 2.0 m x 2.5 m 20.00
4 Primary Clarifier 1 3.0 m Dia x 2.5 m SWD 17.66
5 Intermediate Collection Tank 1 3.5 m x 3.5 m x 2.5 m 30.65
6 Sand Filter 1 - 20 M3
7 Carbon Filter 1 - 20 M3
6 Final Collection Tank 1 5.0 m x 5.0 m x 4.0 m + 0.5
SWD 100
7 Chemical Dosing Tank 2 1.5 m x 1.5 m x 1.5 m 6.75
8 Sludge Drying Bed 4 8.0 m x 6.0 m x 1.1 m 211.20
9 Chemical House 1 7.0 m x 5.0 m 35 m2

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 90
PROCES & WASHINGEFFLUENT COLLECTION TANK CRYSTALLISER COLLECTION TANK
GLAUBER SALT
SOLID WASTE FILTER PRESS
FILTERATE COLLECTION TANK
INCINERATION CONCENTRATED WASTE EVAPORATOR
2.7.2 INCINERATOR PLANT
Stream A containing high COD & BOD concentration will be processed for effluent
reduction by crystallization , evaporation process. The concentrated and reduced effluent
will be incinerated. The flow scheme of the same has been described below:
The ML is first collected in collection tank and then it is pumped to crystallizer for recovery
of Glauber Salt. The effluent is then neutralized in the neutralization tank. The neutralized
effluent is pumped to filter press. The filterate is collected in collection tank from where it
is pumped to the multi effect evaporator for reduction in volume.
The concentrated ML is collected in other collection tank from where it is pumped to the
incinerator.
The total volume of effluent to be passed through effluent reduction process is 315 KLD.
The reduced mass after the evaporation will be 70 KLD, which will be sent to incinerator
for the final incineration process.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 91
The details of the Incinerator & Flow Scheme are given as below.
TABLE 2.15 SPECIFICATION OF INCINERATOR
The details of the incinerator are as follows:
Sr. No. Description Details
1 Type Vertical
2 Capacity 3000 Lit/Hr
3 Size - Diameter 1.0 meter
4 Height 6.0 meter
5 Inlet feed rate 3000 Lit/Hr
6 Fuel Consumption 250 Lit/Hr
7 Fuel LDO
8 LDO Feed System Pumping
9 Nozzle
LDO
Mother liquor
Lap – 1 (2 Nos.)
Lap – 2 (2 Nos.)
10 Operating Temperature 700-1000 °C
11 Scrubber Ventury Scrubber
2.7.3 SEPTIC TANK & SOAK PIT
Domestic waster will be generated to the tune of 24 KLD. The entire sewage will be
disposed off in to the septic tank and soak pit.
2.7.4 QUANTITY OF WATER RECYCLED AND RECYCLING MECHANISM
The treated wastewater from the process will be utilized for the gardening, firefighting.
Total Gardening Water Requirement as per the area available for gardening (24750 Square
Meter) is 124 KL. Out of which 30 KLD will be utilized freshwater and 94 KLD will be
utilized treated water from effluent treatment plant. Balance 71 KLD will be utilized for
firefighting mock drill.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 92
2.8 ATMOSPHERIC EMISSIONS
2.8.1 FLUE GAS DETAILS
The details regarding characteristics of the various flue gases generated at the site are given in Table 2.14.
TABLE 2.16 FLUE GAS DETAILS
Sr. No. Stack attach to Dia. at topmt
Height, m Type of Fuel
Rate of Fuel consumption per day
Air Pollution Control Measures
Pollutants Expected
• Existing
1 Boiler-1 (5 TPH) 1.2 m 30 m FO 850 Lit/Hr Adequate stack height is provided
2 Incinerator 1.2 m 30 m LDO 250 Lit/Hr Adequate stack height is provided
3 Power Plant 1.8 m 20 m - - Adequate stack height is provided
PM, SOx, NOx
• Proposed 1 Boiler – 2 (5 TPH)
1.2m 30 m
Coal 10 MT / day Cyclone & Bag Filters, Adequate Stack Height
2 Power Plant (Steam Turbine) 1.8m
20 m - - Adequate stack height will beprovided
PM, SOx, NOx

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April - 2010 93
2.8.2 PROCESS EMISSION
The Details of the process gas emission has been depicted in the Table 2.15
TABLE 2.17 PROCESS EMISSION DETAILS
Sr. No. Stack Attach to Air Pollutant Scrubbing Media
Capacity of Scrubbing tank, KL
Pump Capacity KL/Hour
Stack Height meter
Stack Diameter, meter
Existing 1 Alkali Scrubber – Sulfuric
Acid & Oluem Plant SO2 Caustic Solution 2 2 20 0.2
2 Alkali Scrubber – CSA Plant HCl., SO2 Caustic Solution 2 2 20 0.2
Proposed
3 Alkali Scrubber – DASDA Plant SO2 Caustic Solution 2 2 20 0.2
4 Alkali Scrubber – CaCl2Plant HCl Caustic Solution 2 2 20 0.2

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April- 2010 94
2.8.3 QUANTIFICATION OF EMISSION
2.8.3.1 Flue Gas Emission
The various pollutants viz. PM, SO2 & NOx have been quantified based on the characteristics
of the fuel depicted in Table 2.7 Fuel Characteristics. For NOx quantification emission factor
has been taken from the software FIRE.
The total emission from the F.O operated Boiler, Coal Operated Boiler and Incinerator have
been calculated and depicted in the following table.
The details of the emission rate have been depicted in the Table 2.16.
TABLE 2.18 EMISSION RATE OF THE POLLUTANTS -EXISTING
Pollutants Emission Rate, gms/sec Utility
PM SO2 NOx Boiler - FO 0.2 1.12 0.07 Incinerator - LDO 0.02 0.08 0.01 0.22 1.20 0.08
TABLE 2.19 EMISSION RATE OF THE POLLUTANTS -Proposed
Pollutants Emission Rate, gms/sec Utility
PM SO2 NOx Incinerator - LDO 0.04 0.22 0.02 Boiler - Coal 0.12 0.52 0.09 0.16 0.74 0.11

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April- 2010 95
2.8.3.2 Process Gas Emission
The various pollutants viz. SO2, HCl & Cl2 have been identified, considering the permissible
norms of the pollutants the quality of gaseous emission has been depicted in Table 2.18 &
2.19. The process emission for various plant will be connected to the alkali scrubber and then
only released in to the atmosphere. The existing and proposed emission rates calculated have
been tabulated in the following table.
TABLE 2.20 PROCESS EMISSION -EXISTING
Emission Concentration, mg/m3 HCl SO2 H2SO4 & Oluem Plant - 20 H2SO4 & CSA Plant 20 20
TABLE 2.21 PROCESS EMISSION -PROPOSED
Emission Rates, gms/sec HCl SO2 DASDA Plant - 20 CaCl2 Plant 20 -
2.8.4 FLUE GAS EMISSION/FUGITIVE EMISION CONTROL
The volatile matters getting released from the storage tanks, process piping, reactors, fuel
storage & combustion will be handled by various preventive measures mentioned below:
1. Coal during combustion is completely burnt by providing sufficient air for combustion and
is released to atmosphere through high-rise stack. Keeping in mind the CPCB guideline for
controlling flue gas/fugitive emission following arrangement will been done.
2. Each & Every process emission will be passed through scrubber and finally released in to
atmosphere through adequately designed stack height.
3. Preventive maintenance will be done so as to prevent any leakage and spillage and thereby
reducing the fugitive emission sources.
4. Storage tank will be provided with level gauge, dyke wall, automated loading and unloading
for the chemicals to avoid human contact.
5. All storage tank will be designed and placed according to the Industrial Safety & Health
Department.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April- 2010 96
2.9 HAZARDOUS WASTE MANAGEMENT
Details of Solid waste generated
The Quantity of Hazardous and Solid wastes generation & disposal by various methods have
been shown in Table. 2.17. All the solid/hazardous wastes generated do not contain any
toxic/radioactive substances. However, precautionary measures will be provided in the form
of Safety Management/Risk Management.
TABLE 2.22 HAZARDOUS WASTE GENERTION & DISPOSAL
Existing Additional Total Sr. No.
Type of Hazardous Waste
MT/Month MT/Month MT/Month
Hazardous Waste
Category
Storage &
Disposal
1 ETP Sludge 5 40 45 34.3 Collection, Storage , Transporation & Disposal to TSDF
2 Process Sludge from DCP
0 50 50 - Collection, Storage , Transporation & Disposal to TSDF
3 Process Sludge from CaCl2
0 266 266 - Collection, Storage , Transporation & Disposal to TSDF
4 Distillation Residue 2.4 1 3.4 20.3 Collection, Storage, Incineration
5 Incineration Ash 144 0 144 36.2 Collection, Storage , Transporation & Disposal to TSDF
6 Used Oil/Spent Oil 2 0.5 2.5 5.1 Collection, Storage, Transporation & Sell to Authorised Reprocessors
7 Empty Drums/Container
25 Nos. 175 Nos. 200 Nos. 33.3 Collection, Storage, Transporation & Sell to Authorised Vendor
The empty drums generated are basically from dry powder raw material. The drums are then
stored at separate hazardous waste storage are and finally be given to the approved vendor.
Hence no decontamination is required at the site.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April- 2010 97
2.10 SAFETY & OCCUPATIONAL MEASURE FOR STORAGE &
HANDLING OF THE RAW MATERIAL & PRODUCT
To prevent any spillage, accident and impacts of human health for safety measure will be
taken while handling the raw material and products:
♦ Separate storage area for the raw material & product.•
♦ Solid Raw Material Stored in Separate Storage area with proper identification
labeling.
♦ Liquid Raw Material is stored in suitable tanks at separate demarcated space.
♦ Separate area for packing of the product.
♦ Storage area with separate Bunds for separate chemicals to contain any kind of
leakage and to avoid mixing of the chemicals in case of leakages.
♦ Liquid Raw material charging will be done with utmost care and by mechanical
seal type of pump to avoid any leakages.
♦ Personal Protective Equipment (viz. dust mask, gloves, goggles & gum boots)
are being provided to the workers and plant operators.
♦ Gas Detectors with alarm system for Hydrogen, Ammonia..
♦ Occupational Health Centre with Male Nurse is provided within the company
premises. First Aid kit has been provided at various locations within the plant.
♦ Fire Hydrant has been installed within the premises.
♦ Fire Extinguisher has been provided at the vulnerable points within the premises.
♦ Medical Check-up for workers and employee at pre-employment and periodical
stages.
The characteristics, handling of the raw material and product and first aid measure has been
given in the MSDS.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April- 2010 98
2.11 GREENBELT DEVELOPMENT
The company has a total land of 75,000 sq. meter, out of which green belt to develop is
24750 sq. meter.. The unit has already provided a land area of 15000 Sq. meter for green belt
development. The trees will be grown within plant boundary and at the periphery of the
company premises. These will be utilized for gardening and landscaping. Thus, the proposed
project will have significant positive impact on the floristic component.
The details regarding the tree are based on the guidelines for developing greenbelts by the
CPCB. The details about the trees planted are given as follows:
TABLE 2.23 GREENBELT DETAILS
Name of the Trees Sensitive / tolerant to air pollution
Height No. of Trees to bePlanted
Neem Tolerant 5-10 m 1500 Saru Tolerant 5-10 m 1500 Cassia Fistula (Yellow Flower Tree)
Tolerant 5-10 m 1500
Eucalyptus Tolerant 10-15 m 1500
A Total of 6000 trees will be planted within & at the periphery of the premises. Apart form
the tree a bogunvelia and other ornamental plant will be grown within the premises.
2.12 WATER RESOURCE & RAIN WATER HARVESTING
The source of water for the project is GWIL (Gujarat Water Infrastructure Limited) a
Narmada pipeline project. The unit have also proposed to design & implement rain water
harvesting scheme within premises. The parameter considered for designing the Rain water
harvesting is as follows:
The average rainfall of the area considered for the design is 300 mm/year (peak rain fall: 50
mm/hr). The paved area available in front is 15000 Square Meter. The amount of water
collected from the run off would be 375 m3/hr. The roof top area available is 500 Square
Meter. The amount of water collected from the roof top would be 20 m3/hr. Considering one
hour of peak rainfall total rain water to be collected would be 395 m3/hr. Hence rain water
harvesting pit of 400 KL will be made to collect the rain water from roof top and paved area.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April- 2010 99
2.13 COMPLIANCE TO THE RECOMMENDATIONS MENTIONED IN THE CREP
GUIDELINES.
The Ministry of Environment & Forest (MoEF) has launched the Charter on "Corporate
Responsibility for Environmental Protection (CREP)" with the purpose to go beyond the
compliance of regulatory norms for prevention & control of pollution through various
measures including waste minimization, in-plant process control & adoption of clean
technologies. The Charter has set targets concerning conservation of water, energy, recovery
of chemicals, reduction in pollution, elimination of toxic pollutants, process & management
of residues that are required to be disposed off in an environmentally sound manner. The
Charter enlists the action points for pollution control for various categories of highly
polluting industries. The Task Force was constituted for monitoring the progress of
implementation of CREP recommendations/ action points.
The following activities is being undertaken and will be continued in the proposed expansion.
• Sulphuric Acid plant having exothermic chemical reaction generating lots of heat,
which is utilized in waste heat recovery for generation of steam as well as generation
of power plant. Power plant of 2.5 MW is successfully operated using waste heat
recovery.
• In manufacturing of various inorganic chemicals HCl & Spent Sulfuric Acid
generated which is being utilized in the plant for various organic product
manufacturing processes.
• The company following CREP guidelines by adopting reuse/recycle mechanisms and
reduction of pollution at sources.

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April- 2010 100
2.14 PROJECT SUMMARY
o Total Land Available: 75000 M2
o Power Requirement: 10000 KVA Source: PGVCL
Power Plant Existing: 2.5 MW, Power Plant Proposed: 10 MW
o Raw Water Requirement: 1516.5 KLD , Source: GWIL
o Industrial Wastewater Generation: 486 KLD
o Domestic Wastewater Generation: 24 KLD
o Air Emission Source
Sr. No. Stack attach to Air Pollutant Stack Height, meter
• Existing � � 1 Boiler-1 (5 TPH) 30 m 2 Incinerator 30 m 3 Power Plant
PM, SOx, NOx 20 m
• Proposed � 1 Boiler – 2 (5 TPH) 30 m
2 Power Plant (Steam Turbine) PM, SOx, NOx 20 m
o Process Emission from the manufacturing activity
Sr. No. Stack Attach to Air Pollutant Stack Height meter
Existing
1 Alkali Scrubber – Sulfuric Acid & Oluem Plant SO2 20
2 Alkali Scrubber – CSA Plant HCl., SO2 20 Proposed
3 Alkali Scrubber – DASDA Plant SO2 20 4 Alkali Scrubber – CaCl2 Plant HCl 20

REIA of Kutch Chemical Industries Limited Chapter 2 Project Description
April- 2010 101
o Hazardous/Solid Waste Generation
Existing Additional Total Sr. No.
Type of Hazardous
Waste MT/Month MT/Month MT/Month
Hazardous Waste
Category
Storage &
Disposal 1 ETP Sludge 5 40 45 34.3 Collection, Storage ,
Transporation & Disposal to TSDF
2 Process Sludge from DCP
0 50 50 - Collection, Storage , Transporation & Disposal to TSDF
3 Process Sludge from CaCl2
0 266 266 - Collection, Storage , Transporation & Disposal to TSDF
4 Distillation Residue 2.4 1 3.4 20.3 Collection, Storage, Incineration
5 Incineration Ash 144 0 144 36.2 Collection, Storage , Transporation & Disposal to TSDF
6 Used Oil/Spent Oil 2 0.5 2.5 5.1 Collection, Storage, Transporation & Sell to Authorised Reprocessors
7 Empty Drums/Container
25 Nos. 175 Nos. 200 Nos. 33.3 Collection, Storage, Transporation & Sell to Authorised Vendor

REIA of Kutch Chemical Industries Ltd. Chapter 3 Baseline Environmental Status
April - 2010 102
3.0 BASE LINE ENVIRONMENTAL STATUS
This Rapid Environmental Impact Assessment (REIA) Study has been conducted to assess the various
environmental impacts likely to occur on the surrounding environment in and around the proposed
project. The study also incorporates the appropriate control measures required to be adopted or
implemented in order to minimize the adverse effects thereof.
In order to carry out the assessment study, it was first necessary to delineate and define the existing
environmental factors in and around the proposed project on the existing environmental scenario
which will include various environmental attributes such as ecology, Flora-fauna, socio economic
profile, environmental quality with respect to air, water, noise & soil etc.
This section incorporates the description of the various existing environmental settings within the area
encompassed by a circle of 10 km radius around the proposed project site. This study area is in Kutch
district, which is surrounded by villages listed in Table 3.1.
The Study area has been shown in Map-3.1
TABLE 3.1 LIST OF VILLAGES AROUND THE PROJECT SITE (10 KM). Sr. No.
Name of village Aerial distance, Km Direction
Villages in Taluka Anjar 1 Pashuda 3 N 2 Tapar 3.5 N 3 Lakhapar 4.5 NW 4 Ajapar 4.5 SW 5 Bhimasar 2.5 N 6 Varsana 3.5 SE 7 Modvadar 2.5 S 8 Varsamedi 5.5 NW
Villages in Taluka Bhachau 9 Chirai Nani 3.5 NE 10 Chirai Moti 5.5 NE
Villages in Taluka Gandhidham 11 Padana 0 - 12 Chudva 5 S 13 Mithi Rohar 6.5 S 14 Galpadar 8.5 SW
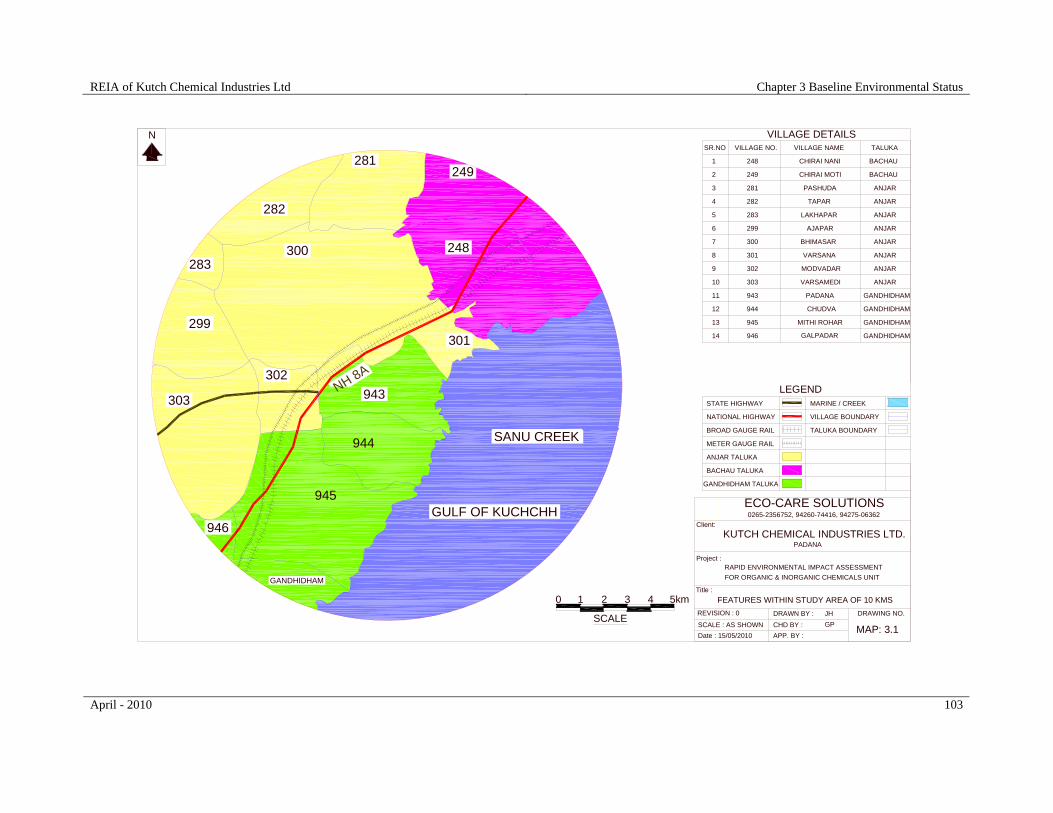
REIA of Kutch Chemical Industries Ltd Chapter 3 Baseline Environmental Status
April - 2010 103
282
281
283
299
303
302
300
301
NH 8A
249
248
943
945
944
946
GANDHIDHAM
SCALE
0 1 2 3 4 5km
SR.NO VILLAGE NO. VILLAGE NAME
1
300 BHIMASAR
2
301 VARSANA
3
302 MODVADAR
TALUKA
303 VARSAMEDI
299 AJAPAR
281 PASHUDA
282 TAPAR
283 LAKHAPAR
248 CHIRAI NANI
249 CHIRAI MOTI
943 PADANA
944 CHUDVA
945 MITHI ROHAR
4
5
6
7
8
9
10
11
12
13
ANJAR
GANDHIDHAM
N
MAP: 3.1Date : 15/05/2010 APP. BY :
Client:KUTCH CHEMICAL INDUSTRIES LTD.
FEATURES WITHIN STUDY AREA OF 10 KMS
SCALE : AS SHOWN
REVISION : 0
CHD BY : DRAWN BY :
Title :
DRAWING NO.
RAPID ENVIRONMENTAL IMPACT ASSESSMENT
PADANA
Project :
ECO-CARE SOLUTIONS
FOR ORGANIC & INORGANIC CHEMICALS UNIT
JHGP
STATE HIGHWAY
NATIONAL HIGHWAY
BROAD GAUGE RAIL
METER GAUGE RAIL
ANJAR TALUKA
BACHAU TALUKA
LEGEND
VILLAGE DETAILS
GANDHIDHAM TALUKA
ANJAR
ANJAR
ANJAR
ANJAR
ANJAR
ANJAR
ANJAR
BACHAU
BACHAU
GANDHIDHAM
GANDHIDHAM
MARINE / CREEK
VILLAGE BOUNDARY
TALUKA BOUNDARY
0265-2356752, 94260-74416, 94275-06362
SANU CREEK
GULF OF KUCHCHH
946 GALPADAR14 GANDHIDHAM

REIA of Kutch Chemical Industries Ltd. Chapter 3 Baseline Environmental Status
April - 2010 104
TABLE 3.2 IMPORANT FEATURES WITHIN STUDY AREA S. No. Features Location Distance(km) Direction
1. National Park/Wildlife
Sanctuary
- - -
2. Tiger Reserve e/Elephant
Reserve / Turtle Nesting G
round
- - -
3. Core Zone of Biosphere
Reserve
- - -
4. Reserved Forest Land - - -
5. Habitat for migratory birds - - -
6. Lakes/Reservoir/Dams Bhimasar Pond 2.5 N
Ajapar Pond 2.0 W
Varsamedi Pond 4.8 SW
7. S tream/Rivers - - -
8. Estuary /S ea Arabian Sea 4.5 S
9. Mangroves - - -
10. Mountains/Hills - - -
11. Notified Archaeological sites - - -
12. Any other Archaeological sites - - -
13. Defense Installation - - -
14. National / State Highway s NH-8A 0.3 S
15. Airports - 10.5 W
16. Railway Line(Meter Gauge) - 0.5 N

REIA of Kutch Chemical Industries Ltd. Chapter 3 Baseline Environmental Status
April - 2010 105
MALE & FEMALE % WITHIN STUDY AREA
55%45% MALE
FEMALE
3.1 DEMOGRAPHIC & SOCIO ECONOMIC PROFILE
(CENSUS OF INDIA 2001)
A total of 14 villages falls within 10 km radius of the project site. The demographic and socio
economic profile has been presented below.
3.1.1 POPULATION
The density of population within 10.0 km radius of the project site per Sq km is 91.
The percentages of male and female population are 54 %& 46% respectively.
The population of scheduled castes and scheduled tribes is 6.89% & 12.38% respectively.
Sex Ratio: 861 Female / 1000 Male
TABLE 3.3 TOTAL POPULATIONS WITHIN STUDY AREA
Total Population Total Population in the age group(0-6) SC ST
Distance, km
No. Of House Holds Population M F P M F M F M F
0-10 8240 37717 20588. 17129 6244 3222 3022 1471 1374 2231 1988
A figure of Male & Female proportion has been shown in Figure-3.1
A figure of population has been shown in Figure-3.2.
FIGURE 3.1 POPULATIONS OF MALE & FEMALE IN STUDY AREA

REIA of Kutch Chemical Industries Ltd. Chapter 3 Baseline Environmental Status
April - 2010 106
POPULATION PATTERN WITHIN STUDY AREA
64.72%16.55%
7.54%
11.19%
SC
ST
AGE GROUOP 0-6
OTHERS
FIGURE 3.2
POPULATION OF SC, ST, AGE GROUP 0-6 YRS
3.1.2 LITERACY LEVELS
The literacy rate within the study area amongst the male & female population has been depicted in the
Table 3.4
TABLE 3.4 LITERACY WITHIN STUDY AREA Total Population Literates % Literates
Distance
No. Of
House
Holds Population
M F M F M F Total
0-10 km 8240 37717 20588 17129 7831 3461 38.04 20.21 29.94
The elaborate figures of population, literacy have been depicted in the Table 3.5.

REIA of Kutch Chemical Industries Ltd. Chapter 3 Baseline Environmental Status
April - 2010 107
TABLE 3.5 POPULATION & LITERACY WITHIN STUDY AREA
Total Area Total Population Total Population in the
age group(0-6) SC ST Literates Sr. No
Name of Village
Ha.
No. Of
House Holds Population M F P M F M F M F M F
1 Chirai Nani 2100.4 1101 4808 2822 1986 679 359 320 132 118 95 71 1249 341 2 Chirai Moti 4835.4 1043 4412 2666 1746 816 414 402 87 67 630 548 1163 315 3 Pashuda 1911.6 146 597 303 294 102 52 50 19 19 33 34 150 89 4 Tapar 5440.8 669 2692 1376 1316 399 206 193 62 63 207 181 694 364 3 Lakhapar 2464.2 310 1254 624 630 183 93 90 59 60 21 18 325 200 4 Ajapar 1272.4 128 708 360 348 107 61 46 0 0 4 1 164 85 5 Bhimasar 1911.6 653 2791 1415 1376 443 222 221 167 149 218 222 780 469 6 Varsana 1120.0 248 1047 614 433 217 121 96 0 0 115 116 282 73 7 Modvadar 694.2 257 1261 630 631 163 84 79 30 29 11 9 344 201 10 Varsamedi 4379.0 492 2143 1094 1049 329 177 152 116 118 50 47 554 308 11 Padana 1164.9 367 1764 905 859 274 137 137 67 52 213 192 371 214 12 Chudva 1407.1 74 293 170 123 61 38 23 28 19 75 55 25 9 13 Mithi Rohar 3601 1680 8409 4383 4026 1674 836 838 391 378 341 298 1512 597 14 Galpadar 780 1072 5538 3226 2312 797 422 375 313 302 218 196 218 196
Total 33082.2 8240.0 37717.0 20588.0 17129.0 6244.0 3222.0 3022.0 1471.0 1374.0 2231.0 1988.0 7831.0 3461.0
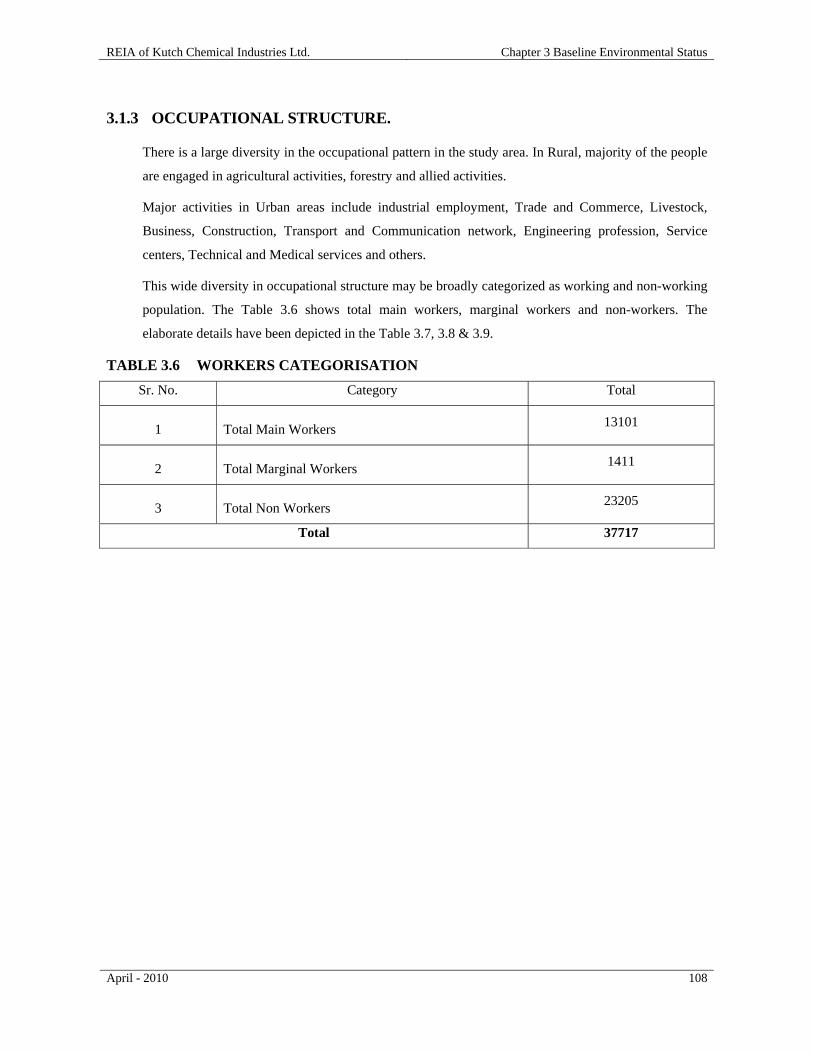
REIA of Kutch Chemical Industries Ltd. Chapter 3 Baseline Environmental Status
April - 2010 108
3.1.3 OCCUPATIONAL STRUCTURE.
There is a large diversity in the occupational pattern in the study area. In Rural, majority of the people
are engaged in agricultural activities, forestry and allied activities.
Major activities in Urban areas include industrial employment, Trade and Commerce, Livestock,
Business, Construction, Transport and Communication network, Engineering profession, Service
centers, Technical and Medical services and others.
This wide diversity in occupational structure may be broadly categorized as working and non-working
population. The Table 3.6 shows total main workers, marginal workers and non-workers. The
elaborate details have been depicted in the Table 3.7, 3.8 & 3.9.
TABLE 3.6 WORKERS CATEGORISATION Sr. No. Category Total
1 Total Main Workers 13101
2 Total Marginal Workers 1411
3 Total Non Workers 23205
Total 37717

REIA of Kutch Chemical Industries Ltd. Chapter 3 Baseline Environmental Status
April - 2010 109
TABLE 3.7 MAIN WORKERS CATEGORISATION
Total Main Workers Cultivators Agricultural Labourers Household Workers Other Workers
Sr. No.
Name of the Village Total Male Female Total Male Female Total Male Female Total Male Female Total Male Female
1 Chirai Nani 2251 1869 382 103 92 11 18 14 4 31 15 16 2099 1748 351 2 Chirai Moti 2447 1840 607 21 20 1 44 29 15 9 0 9 2373 1791 582 3 Pashuda 259 178 81 110 73 37 32 18 14 31 6 25 86 81 5 4 Tapar 555 511 44 84 76 8 38 34 4 1 0 1 432 401 31 5 Lakhapar 336 321 15 99 97 2 73 63 10 6 6 0 158 155 3 6 Ajapar 195 190 5 1 1 0 123 118 5 1 1 0 70 70 0 7 Bhimasar 842 738 104 125 118 7 42 39 3 28 10 18 647 571 76 8 Varsana 240 234 6 0 0 0 0 0 0 1 1 0 239 233 6 9 Modvadar 346 306 40 24 24 0 10 5 5 3 2 1 309 275 34 10 Varsamedi 546 485 61 58 57 1 106 96 10 36 2 34 346 330 16 11 Padana 584 464 120 14 13 1 159 128 31 0 0 0 411 323 88 12 Chudva 74 72 2 1 1 0 29 28 1 1 1 0 43 42 1 13 Mithi Rohar 2392 2204 188 13 9 4 74 62 12 8 5 3 2297 2128 169 14 Galpadar 2034 1941 93 59 55 4 15 8 7 14 9 5 1946 1869 77
Total 13101 11353 1748 712 636 76 763 642 121 170 58 112 11456 10017 1439





























