Embed Size (px)
Citation preview

The technical service magazine for the rubber industry Volume 249, No. 1
OCTOBER 2013
Rubber Division meets in Cleveland forInternational Elastomer Conference
Pure monomer resins for TPE compounding
ww
w.r
ub
ber
wo
rld
.co
m
Eastman Chemical CompanyCorporate Headquarters200 South Wilcox Drive
Kingsport, TN 376601-800-EASTMAN

not been studied. In addition, Eastman has recently developed several new low VOC PMRs that have very low residual monomer con-tent and total volatile organic content compared to traditional PMRs (from other suppliers and Eastman) in the market, using a proprietary processing technology. This article will also provide the evaluation of volatility characteristics of new, low volatile PMRs and their TPE performance charac-teristics.
Results and discussionResin properties of PMRs used in this study are given in table 1. As can be seen in table 1, as the softening point increases, Tg and molecular weight also increase. However, Endex 155
Pure monomer resins for thermoplasticelastomer compounding applicationsby P. Rajesh Raja and Tim Williams, Eastman Chemical; and Johnson Thomas, Washington Penn Plastic
Thermoplastic elastomers based on styrenic block copoly-mers (SBCs), and blends of SBCs with several plastics have attracted special attention due to the processing flexibility and the mechanical and elastic properties they offer at different blend ratios (refs. 1-5). The effect of SEBS/PP blend compo-sition on the melt rheology (ref. 6), tensile yield behavior (ref. 7), impact strength and crystallization of the PP component and its effect on tensile properties (refs. 8 and 9) has been extensively studied; however, there are some trade-offs. Higher SEBS content provides higher impact strength, but reduces tensile strength. A composition range of 5-10 wt. %
Table 1 - resin properties of PMRs with varying softening points
Materials
Chemistry
Ring & ball softening point (°C)Glass transition temperature, Tg (°C)GPC molecular weight, Daltons (Mn/Mw/Mz)
Kristalex3100
styrene/alkylstyrene
100
53
700/1,500/2,550
Kristalex3085
styrene/alkylstyrene
85
41
650/1,150/1,900
Traditional PMRsEndex
155alkyl-
styrene155
99
2,400/6,950/13,850
KristalexF115
styrene/alkylstyrene
115
65
900/2,100/3,700
Kristalex5140
styrene/alkystyrene
140
85
1,700/4,900/10,000
PiccolasticD125
styrene
125
64
1,300/37,400/179,000
New low volatile (LV) PMRsKristalex5140LVstyrene/
alkylstyrene140
85
1,600/4,700/9,000
Kristalex3115LVstyrene/
alkylstyrene118
66
950/2,100/3,700
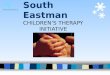
Figure 1 - comparison of volatile content by HPLCfor different softening point PMRs
Styreneα-methyl styreneOther
7,000
6,000
5,000
4,000
3,000
2,000
1,000
0Traditional
100°C PMRTraditional
115°C PMR*New100°C LV PMR
ppm
New115°C LV PMR*
Traditional140°C PMR
New 140°C LV PMR*
* Average data of ≤ 5 samples
New lowvolatile
(LV) PMR
SEBS content showed improvements in melt rheol-ogy, but yielded harder compounds. Thus, there is a need for developing new ways of balancing proper-ties, while eliminating these trade-offs. In this article, we incorporated aromatic pure monomer resins (PMRs) to modify the phase struc-ture and compatibility of SEBS/PP blends, and measured the effect of PMRs on phase modification (morphology), mechanical properties and process-ability. PMRs are produced from pure aromatic monomer streams, especially styrene and alkyl sty-rene derivatives. Major advantages of PMRs include light color (water white), excellent thermal stability, temperature resistance (similar to hydrogenated hy-drocarbon resins) and controlled molecular weight (refs. 10-12). Although the effect of added resins on the properties of polystyrene-block-polybutadiene-block polystyrene (SBS), polystyrene-block-poly-isoprene-block-polystyrene (SIS) and SEBS block copolymers (refs. 13-15) has been studied in TPE applications; the influence of PMRs on the me-chanical properties and morphology of SEBS/PP has
Reprinted with permission from Rubber World

shows lower molecular weight (Mw and Mz) compared to styrene-only Piccolastic D125 resin; this difference can be at-tributed to differences in backbone chemistry. The new low volatile PMRs (Kristalex 3115LV and 5140LV) show similar resin property characteristics to their traditional counterparts
aged. Durometer hardness was measured following ASTM D2240 using a Type A durometer. Addition of PMRs into a styrene ethylbutylene styrene (SEBS) polymer helps control the morphology to obtain the best performance. Morphology was studied using a phase imaging technique by intermittent contact tapping mode atomic force microscopy (AFM). Figure 2 shows the AFM micrographs of SEBS polymer and SEBS/PMR (Kristalex 5140) blend. As can be seen in figure 2, pure SEBS exhibits the phase separated morphology of the polystyrene (PS) and polyethylene butylene (PEB) regions. The lighter circular re-gions correspond to polystyrene domains embedded in a darker continuous PEB matrix. Due to the specific chemistry and low molecular weight of Kristalex 5140 compared to the PS block, PMR migrates to the polystyrene phase, causing the PS domains to change from circular to a lamellar worm-like structure. There is further elongation of the SEBS phase lead-ing to increased co-continuity in the system. This change
Table 2 - study formulations
MaterialsKraton D1650a
Kraton D1651a
ExxonMobil PP3155b
Omyacarb CaCO3c
Drakeol 34 OildPure monomer resin (PMR)Total (wt. %)
With PMR17.50%17.50%
15%15%25%10%
100%
Control (No PMR)20%20%15%15%30%
-100%
Supplied by aKraton Polymers, bExxonMobil, cOmya, dCalumet Specialty
Figure 2 - AFM micrographs (a) SEBS morphology, (b) SEBS with 10% PMR (Kristalex 5140)
Data typeZ range
Phase30.0 de
0 1.00 µm
(a) (b)
Data typeZ range
Phase60.0 de
0 1.00 µm
Figure 3 - AFM micrographs (a) SEBS/PPmorphology, (b) SEBS/PP with 10% PMR
(Kristalex 5140)
Data typeZ range
Phase90.0 de
0 2.00 µm
(a) (b)
Data typeZ range
Phase90.0 de
0 2.00 µm131-1r-c.002 131-8cry.021
(Kristalex F115 and 5140). Figure 1 shows the residual monomer content and total volatile organic content of new low volatile PMRs com-pared to traditional PMRs. Residual monomer content and total volatile content of both traditional and new LV PMRs were analyzed using high performance liquid chromatogra-phy (HPLC). HPLC analysis was performed using Ther-mo-Fisher Hypersil gold column with an isocratic mobile phase. The peak area (UV wavelength monitored is at 200/210 nm), response factor (from 1 ppm to 500 ppm) and sample weight were used to calculate the concentration of residual monomers and residual solvent in the resin sample as parts per million (ppm). HPLC analysis of the new low volatile PMRs shows very low residual monomer content and total volatile or-ganic content (other) compared to traditional PMRs (in-cludes Eastman and other suppliers) available in the mar-ket, as shown in figure 1. Table 2 provides the TPE formulations used in this study. Five different traditional PMRs (Kristalex 3085, 3100, 5140, Piccolastic D125 and Endex 155) with differ-ent softening points were studied to understand the effect of softening point and chemistry in SEBS/PP based TPE com-pounds. Two of the new LV PMRs (Kristalex 3115LV and 5140LV) were also evaluated in a SEBS/PP based TPE formulation to understand the performance characteristics in comparison to traditional PMRs. TPE compounds were pre-blended in a sigma blade mixer and fed into a Werner & Pfleiderer WP-30A 30 mm co-rotating twin screw extruder and mixed at 450 rpm. The temperature of the extruder zones was controlled to 170°C, 210°C and 220°C. The granules obtained from extrusion were compression molded into 1.5 mm thick sheets for testing. Tensile strength, modulus and elongation at break were measured as per ASTM D412 using a MTS UTM at a crosshead speed of 500 mm/min. Dumbbell shaped specimens were cut from molded sheets and tear strength was measured at the same conditions following ASTM D624. The results of five repeats for each test were aver-
Reprinted with permission from Rubber World

leads to improved mechanical properties and processability of SEBS-based TPEs. In the case of SEBS/PP, as shown in figure 3, a macrophase separation is observed between SEBS and PP. Large domains of dark contrast indicate the SEBS domains, and the area of bright contrast represents the PP phase. Within the SEBS dark domains, smaller domains are detected with brighter contrast, representing the PS phase of SEBS. SEBS domains are uni-formly distributed within the PP matrix. Addition of PMR resin also helps to improve the SEBS/PP interphase, while increasing the size of PS domains. Figure 4 shows the change in hardness with the addition of PMRs. Migration of PMRs to the polystyrene phase leads to further reinforcement, which raises the hardness of the overall formulation (especially true for higher softening
point resins). All PMRs significantly increased the tensile strength of the studied SEBS-based formulation (figure 5). This is mainly due to the reinforcing effect on the PS domains and the overall increase in the volume fraction of the styrene phase. However, the 300% modulus data given in figure 6 show that higher molecular weight resins exhibit a significant increase in modu-lus. Figure 7 shows a change in tear strength with the addition of PMRs. All PMRs exhibit increased tear strength, which can be directly attributed to the reinforcement of the styrene phase. Addition of lower molecular weight PMRs significantly increases the melt flow of SEBS-based TPEs (figure 8). It is also evident that no significant differences in hardness, mechanical properties (tensile, modulus and tear) and melt
Figure 4 - hardness (durometer A) of TPE compounds with PMRs
90
80
70
60
50
40
30
20
Con
trol
Kris
tale
x 30
85
Kris
tale
x 31
00
Kris
tale
x F
115
Kris
tale
x 31
15LV
Kris
tale
x 51
40
Kris
tale
x 51
40LV
Pic
cola
stic
D12
5
End
ex 1
55
Dur
omet
er A
Figure 5 - tensile strength (psi) of TPE compounds with PMRs
3,500
3,000
2,500
2,000
1,500
1,000
500
Con
trol
Kris
tale
x 30
85
Kris
tale
x 31
00
Kris
tale
x F
115
Kris
tale
x 31
15LV
Kris
tale
x 51
40
Kris
tale
x 51
40LV
Pic
cola
stic
D12
5
End
ex 1
55
Tens
ile s
tren
gth,
psi
Figure 6 - 300% modulus (psi) of TPE compounds with PMRs
1,000
800
600
400
200
Con
trol
Kris
tale
x 30
85
Kris
tale
x 31
00
Kris
tale
x F
115
Kris
tale
x 31
15LV
Kris
tale
x 51
40
Kris
tale
x 51
40LV
Pic
cola
stic
D12
5
End
ex 1
55
300%
mod
ulus
, psi
Figure 7 - tear strength (lbf./in.) of TPE compounds with PMRs
300
260
220
180
140
100
Con
trol
Kris
tale
x 30
85
Kris
tale
x 31
00
Kris
tale
x F
115
Kris
tale
x 31
15LV
Kris
tale
x 51
40
Kris
tale
x 51
40LV
Pic
cola
stic
D12
5
End
ex 1
55
Tear
str
engt
h, lb
f./in
.
Reprinted with permission from Rubber World

way to reap the benefits of PMR addition, while complying with stringent VOC requirements.
Summary and conclusionsIn this study, the effects of PMRs on the morphology, me-chanical and rheological characteristics of SEBS/PP thermo-plastic elastomers were investigated. PMRs were found to migrate to the polystyrene phase in SEBS, which leads to the toughening of the styrene phase. This improves the mechani-cal properties of the system without affecting the physical crosslinking in the elastomeric PEB phase or the crystallinity of the PP phase. Lower softening point resins also show a significant increase in the melt flow rate. It is also evident that new low volatile (LV) grades of Eastman PMRs exhibit sig-nificantly lower residual monomer content and total volatile organic content, but maintain the performance of their tradi-tional PMR counterparts. These new LV PMRs enable com-pounders to enjoy the benefits of PMRs while meeting the lower volatility characteristics needed in today’s environ-ment.
References1. C.R. Lindsay, D.R. Paul and J.W. Barlow. J. Appl. Polym. Sci., 26, 1, 1981.2. D.L. Siegfried, D.A. Thomas and L.H. Sperling. J. Appl. Polym. Sci., 26, 177, 1981.3. D.L. Siegfried, D.A. Thomas and L.H. Sperling, Polym. Eng. Sci., 21, 39, 1981.4. P.S. Tucker, J.W. Barlow and D.R. Paul, J. Appl. Polym. Sci., 34, 1,817, 1987.5. W.Y. Chiang, W.-D. Yang and B. Pukanszky, Polym. Eng. Sci., 32, 641, 1992.6. A.K. Gupta and S.N. Purwar, J. Appl. Polym. Sci., 29, 1,079, 1984.7. A.K. Gupta and S.N. Purwar, J. Appl. Polym. Sci., 29, 3,513, 1984.
flow characteristics were observed for LV PMRs contained in the formulation compared to the non-LV counterparts. Visco-elastic characteristics of PMR containing formulations were evaluated using dynamic mechanical analysis (DMA), as shown in figure 9. A TA Instruments Ares RDA3 rheometer was used in a parallel plate geometry (8 mm plate, 1.704 mm gap) and autostrain mode (maximum strain at 5.0%) at 10 Hz frequency with a heating rate of 6°C/min. As expected, PMR-containing formulations show lower melt flow temperature and higher elastic modulus (G’ at room temperature, 25°C) compared to the control with no PMR (figure 9). However, no significant differences in Tg, elastic modulus (G’ at room temperature) and melt flow temperatures were observed between traditional PMRs and LV PMRs. These new low volatile PMRs could be used as an effective
Figure 8 - melt flow rate of TPE compounds with PMRs
30
20
10
0
Con
trol
Kris
tale
x 30
85
Kris
tale
x 31
00
Kris
tale
x F
115
Kris
tale
x 31
15LV
Kris
tale
x 51
40
Kris
tale
x 51
40LV
Pic
cola
stic
D12
5
End
ex 1
55
Mel
t flo
w r
ate,
220
°C/5
.16
kg
Control (no PMR)Kristalex 5140LVKristalex 3115LV
Figure 9 - viscoelastic performance of PMR containing formulations using DMA
1.E+10
1.E+09
1.E+08
1.E+07
1.E+06
1.E+05
1.E+04-100 -60 -20 20 60 100 140 180 220 260 300 340 380 420
G’ (
dyne
s/cm
2 )
Temperature, °C
10
1
0.1
0.01
Tan
delta
Kristalex 5140Kristalex F115
1.E+06
1.E+05260 300 340
8. A.K. Gupta and S.N. Purwar, J. Appl. Polym. Sci., 29, 1,595, 1984.9. B. Ohlsson and B. Tornell, J. Appl. Polym. Sci., 41, 1,189, 1990.10. J.F. Holohan, Jr., J.Y. Penn and W.A. Vredenburgh, in Kirk-Othmer Encyclopedia of Chemical Technology; Wiley InterScience: New York, 3rd Ed., Vol. 12, pp. 852-869, 1980.11. G. Collin, R. Mildenberg and M. Zander, in Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag Gmbh & Co.: Weinheim, 6th Ed., Vol. 31, pp. 357-369, 2003.12. J. Findlay and N.M. Bikales, in Encyclopedia of Poly-mer Science and Technology; John Wiley & Sons: New York, Vol. 9, pp. 853, 1968.13. C.D. Han, J. Kim and D.M. Back, J. Adhes., 28, 201, 1989.14. C.D. Han, J. Kim and D.M. Back, J. Polym. Sci., Part B: Polym. Phys., 28, 315, 1990.15. S. Ghosh, D. Khastgir and A.K. Bhowmick, J. Appl. Polym. Sci., 67, 2015, 1998.
Reprinted with permission from Rubber World