Embed Size (px)
Citation preview

Universidad de Sevilla
Escuela Técnica Superior de Ingenieros
Departamento de Ingeniería Mecánica y de los Materiales
Memoria del Proyecto Fin de Carrera
PROTOCOLO DE USO DE UNA MÁQUINA DE
TERMOFLUENCIA Y CARACTERIZACIÓN DEL
COMPORTAMIENTO MECÁNICO A ALTA
TEMPERATURA DEL ALUMINIO ALEADO
MECÁNICAMENTE.
Alumno: Verónica Salcedo Vázquez
Profesor Tutor: Dr. D. Ranier Enrique Sepúlveda Ferrer
Titulación: Ingeniería Aeronáutica – Promoción 2004-2011


Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
iii
RESUMEN
Se ha estudiado el funcionamiento de una máquina de termofluencia de nueva adquisición
por el departamento, de manera que el objetivo ha sido elaborar un protocolo para el uso de la
misma.
Para llevar a cabo el anterior cometido se han realizado 34 ensayos de termofluencia
utilizando probetas de aluminio pulvimetalúrgico. Estas probetas se fabricaron a partir de un polvo
de Al aleado mecánicamente (10 h con un 1.5% de cera EBS), luego compactado en frío a 850MPa y
posterior sinterización a 650ºC/1hora. Todas las probetas fueron sometidas al proceso de doble
prensado y sinterizado. Los ensayos de termofluencia se han realizado para una combinación de
tensiones entre 40 - 60 MPa y temperaturas entre 220 y 250ºC. De éstos se obtuvieron las curvas
típicas de termofluencia, extrayéndose la velocidad secundaria de termofluencia, así como los
valores de n y de la energía de activación Q.
Finalmente, se comparan los resultados con los obtenidos por otros autores estableciendo
las conclusiones correspondientes.


Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
v
SUMARIO
MEMORIA
RESUMEN ................................................................................................................................................ iii
SUMARIO .................................................................................................................................................. v
ÍNDICE DE TABLAS ................................................................................................................................... ix
ÍNDICE DE FIGURAS ................................................................................................................................. xi
1. PREFACIO. .............................................................................................................................................1
2. INTRODUCCIÓN. ...................................................................................................................................3
3. MARCO TEÓRICO. .................................................................................................................................5
3.1 Los materiales. ................................................................................................................................ 5
3.1.1 Necesidades de la sociedad actual en el ámbito de la Ciencia e Ingeniería de materiales. .. 5
3.1.2 Materiales para la Ingeniería. ................................................................................................ 6
3.1.3 Selección de materiales para cada aplicación. ....................................................................... 9
3.2 El Aluminio. .................................................................................................................................. 10
3.2.1 Un poco de historia. ............................................................................................................ 10
3.2.2 Características. ................................................................................................................... 12
3.2.3 Producción y reciclado. ...................................................................................................... 17
3.2.3.1 Producción. ............................................................................................................. 17
3.2.3.2 Crecimiento de la producción. ................................................................................. 22
3.2.3.3 Reciclado. ................................................................................................................ 24
3.2.4 Aplicaciones y usos. ............................................................................................................ 24
3.2.4.1 Aplicación en el sector aeronáutico......................................................................... 26
3.3 Pulvimetalurgia. ........................................................................................................................... 28
3.3.1 Breve reseña histórica. ....................................................................................................... 28
3.3.2 Principios de pulvimetalurgia. ............................................................................................ 29
3.3.3 Producción de polvos. ........................................................................................................ 31
3.3.4 Compactación. .................................................................................................................... 34

Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
vi
3.3.5 Sinterización. ........................................................................................................................ 38
3.3.6 Propiedades materiales pulvimetalúrgicos. ......................................................................... 40
3.3.7 Aluminio pulvimetalúrgico. .................................................................................................. 42
3.3.8 Aplicaciones de materiales pulvimetalúrgicos. .................................................................... 42
3.4 El Aleado Mecánico. .................................................................................................................... 44
3.4.1 Historia y desarrollo. ........................................................................................................... 44
3.4.2 El proceso del aleado mecánico. ........................................................................................ 45
3.4.3 Variables del proceso. ........................................................................................................ 49
3.5 Características mecánicas de los materiales. ............................................................................. 54
3.5.1 Creep. .................................................................................................................................. 55
3.5.1.1 Generalidades. ......................................................................................................... 55
3.5.1.2 Ensayo de fluencia. .................................................................................................. 57
3.5.1.3 Curva de creep. ......................................................................................................... 59
3.5.1.4 Ley general de la fluencia. ........................................................................................ 66
3.5.1.5 Determinación n y Q. ............................................................................................... 68
3.5.1.6 Mecanismos de creep. ............................................................................................. 69
3.5.1.7 Diagramas de mecanismos de deformación. .......................................................... 72
3.5.1.8 Fractura por fluencia. .............................................................................................. 73
3.5.1.9 Selección de materiales resistentes a la fluencia. .................................................... 77
3.6 Métodos de análisis. ................................................................................................................... 80
3.6.1 Ensayos metalográficos. .................................................................................................... 80
3.6.2 SEM .................................................................................................................................... 83
3.6.3 GL ....................................................................................................................................... 84
3.6.4 DRX. ................................................................................................................................... 84
4. PROTOCOLO DE USO DE UNA MÁQUINA DE CREEP. ........................................................................ 87
4.1 Máquina de ensayos de termofluencia. ...................................................................................... 87
4.2 Preparación de la probeta. .......................................................................................................... 88
4.3 Colocación de la probeta y preparación de la máquina. ............................................................. 90
4.4 Configuración e inicio del ensayo. ............................................................................................... 93

Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
vii
5. DESARROLLO EXPERIMENTAL. ........................................................................................................ 119
5.1 Procedimiento experimental. .................................................................................................... 119
5.2 Material empleado. ................................................................................................................... 120
5.2.1 Riesgos. .............................................................................................................................. 120
5.2.2 Polvo de Aluminio en estado de recepción. Propiedades. ................................................ 120
5.2.3 Molienda. ......................................................................................................................... 121
5.3 Características del material empleado. ................................................................................... 123
5.3.1 Morfología de las partículas (SEM). ................................................................................. 123
5.3.2 Distribución granulométrica (GL). .................................................................................... 124
5.4 Procesado de las probetas de ensayo....................................................................................... 124
5.4.1 Compactación. .................................................................................................................. 124
5.4.2 Sinterización. .................................................................................................................... 127
5.4.3 Reprensado y resinterización. .......................................................................................... 129
5.5 Características de las probetas de ensayo. .............................................................................. 129
5.5.1 Micrografía óptica. .......................................................................................................... 129
5.6 Ensayos termofluencia. ............................................................................................................ 131
5.6.1 Planificación de los ensayos. ........................................................................................... 131
5.6.2 Desarrollo ensayos termofluencia. .................................................................................. 132
5.7 Glosario de instrumentos. ....................................................................................................... 134
6. RESULTADOS Y DISCUSIÓN. ............................................................................................................. 135
6.1 Caracterización del polvo de aluminio en estado de recepción. .............................................. 135
6.1.1 Morfología de las partículas (SEM). ................................................................................. 135
6.1.2 Distribución granulométrica. ........................................................................................... 136
6.1.3 DRX. ................................................................................................................................. 137
6.2 Caracterización del polvo molido. ............................................................................................ 138
6.2.1 Distribución granulométrica. .......................................................................................... 138
6.3 Caracterización de las probetas de ensayo. ............................................................................. 139
6.3.1 Microscopía óptica. ........................................................................................................ 139
6.4 Resultados de los ensayos de creep. ........................................................................................ 141
6.5 Análisis de los ensayos. ............................................................................................................. 143

Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
viii
6.6 Resultados de otros autores. .................................................................................................... 149
7. CONCLUSIONES. .............................................................................................................................. 151
8. BIBLIOGRAFÍA .................................................................................................................................. 151
8.1 Referencias bibliográficas. ........................................................................................................ 153
8.2 Referencias a proyectos fin de carrera. .................................................................................... 155
8.3 Referencias a artículos. ............................................................................................................. 156
8.4 Referencias a trabajos de investigación. .................................................................................. 157
8.5 Referencias a tesis doctorales. ................................................................................................. 157
8.6 Referencias web. ....................................................................................................................... 158
ANEXO
ANEXO I. DIMENSIONES DE LAS PROBETAS ........................................................................................ 159
ANEXO II. ENSAYOS ............................................................................................................................. 161

Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
ix
ÍNDICE DE TABLAS
Tabla 3.1.- Tipos materiales ..................................................................................................................... 7
Tabla 3.2.- Tipos propiedades .................................................................................................................. 8
Tabla 3.3.- Propiedades del Aluminio (atómicas, eléctricas y térmicas). ............................................... 15
Tabla 3.4.- Propiedades del Aluminio (físicas y mecánicas) ................................................................... 16
Tabla 3.5.- Inconvenientes desde el interés industrial .......................................................................... 29
Tabla 3.6.- Ventajas desde el interés industrial ..................................................................................... 30
Tabla 3.7.- Temperaturas generales de sinterizado ............................................................................... 39
Tabla 3.8.- Rangos de temperaturas y materiales ................................................................................. 78
Tabla 4.1.- Protocolo I: Preparación de la probeta ................................................................................ 89
Tabla 4.2.- Protocolo II: Colocación de la probeta y preparación de la máquina ............................ 90-93
Tabla 5.1.- Propiedades del polvo empleado ....................................................................................... 120
Tabla 5.2.- Condiciones del proceso de molienda ............................................................................... 122
Tabla 5.3.- Programa de un ciclo de sinterización a 650ºC .................................................................. 128
Tabla 5.4.- Glosario instrumentos – equipos usados en los ensayos ................................................... 134
Tabla 6.1.- Resumen resultados ensayos. ............................................................................................ 142
Tabla 6.2.- Resultados de Q. ................................................................................................................. 145
Tabla 6.3.- Resultados de n. ................................................................................................................. 147
Tabla 6.4.- Valores de Q. ...................................................................................................................... 147
Tabla 6.5.- Valores de n.. ...................................................................................................................... 148
Tabla 6.6.- Resultados de otros autores............................................................................................... 150


Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
xi
ÍNDICE DE FIGURAS
Figura 3.1.- Características del Aluminio ................................................................................................ 12
Figura 3.2.- Pasos para la producción de Aluminio ................................................................................ 17
Figura 3.3.- Resumen del proceso, las materias primas y la energía necesaria para la obtención de
aluminio a partir de bauxita ................................................................................................................... 18
Figura 3.4.- Refinamiento de la bauxita para obtener alúmina (proceso Bayer) ................................... 18
Figura 3.5.- Producción aluminio a partir de alúmina por proceso Hall-Héroult ................................... 19
Figura 3.6.- Diagrama de flujo del proceso de producción de Aluminio por BAYER .............................. 20
Figura 3.7.- Tasas de producción mundial de aluminio primario en los últimos años ........................... 22
Figura 3.8.- Evolución producción mensual de aluminio de los años 2005-2006 según los
distintos continentes productores ......................................................................................................... 22
Figura 3.9.- Producción de aluminio en millones de toneladas en los últimos años según
distintos continentes .............................................................................................................................. 23
Figura 3.10.- Comparación de la producción de aluminio primario en España y la producción de
aluminio mundial ................................................................................................................................... 23
Figura 3.11.- Reparto consumo Al .......................................................................................................... 24
Figura 3.12.- Distribución de materiales en un turbofan ....................................................................... 27
Figura 3.13.- Evolución distribución en porcentaje de materiales que componen aviones de combate
y transporte ............................................................................................................................................ 27
Figura 3.14.- Distribución de materiales en el Airbus 380 a la izquierda y una foto de dicha
aeronave a la derecha ............................................................................................................................ 28
Figura 3.15.- Etapas del procesado convencional de los polvos ............................................................ 31
Figura 3.16.- Morfologías correspondientes a mátenles pulvurentos: (a) Esférica, (b)
Redondeada, (c) Angular, (d) Acicular, (e) Dendrítica, (f) Irregular, (g) Porosa, (h)
Fragmentada .......................................................................................................................................... 33
Figura 3.17.- Atomización de polvos metálicos con gas inerte o agua .................................................. 33
Figura 3.18.- Métodos mecánicos para producir polvos ........................................................................ 34
Figura 3.19.- Secuencia de compactación: (a) Llenado, (b) Prensado, (c) Expulsión ............................. 36

Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
xii
Figura 3.20.- De izquierda a derecha. Esquema de compactación. Corte transversal del compacto.
Porosidad en la sección transversal de un compacto cilíndrico. ........................................................... 37
Figura 3.21.- Esquema del proceso de sinterización .............................................................................. 38
Figura 3.22.- Clasificación de los distintos tipos de procesos de sinterización ...................................... 40
Figura 3.23.- Esquema del proceso de soldadura y fractura del polvo por acción de las bolas ............ 46
Figura 3.24.- Evolución de las etapas durante el proceso de aleación mecánica .................................. 46
Figura 3.25.- (a) Formación de partículas con morfología tipo sándwich tras la colisión de las bolas y
(b) fractura de partículas ........................................................................................................................ 47
Figura 3.26.- Soldaduras y fracturas sin dirección preferente ............................................................... 48
Figura 3.27.- Equipo de molienda .......................................................................................................... 50
Figura 3.28.- Tipos ensayos materiales .................................................................................................. 54
Figura 3.29.- La fluencia es importante en cuatro clases de diseño en el que la limitación es (a) el
desplazamiento, (b) la rotura y (c) la relajación de tensión ................................................................... 56
Figura 3.30.- Ciclo idea Brayton ............................................................................................................. 57
Figura 3.31.- Diferentes etapas de un turborreactor ............................................................................. 57
Figura 3.32.- Equipo de fluencia (izquierda) y esquema estructura equipo (derecha) .......................... 58
Figura 3.33.- Curvas de creep resultantes del efecto temperatura o carga (tensión) en el ensayo ...... 60
Figura 3.34.- Curva de creep a baja temperatura .................................................................................. 60
Figura 3.35.- Curva de creep a alta temperatura ................................................................................... 61
Figura 3.36.- Velocidad de deformación vs deformación ...................................................................... 61
Figura 3.37.- Familia de curvas que muestran la influencia de la tensión y la temperatura en
termofluencia ......................................................................................................................................... 64
Figura 3.38.- Variación de la velocidad de fluencia con la temperatura ................................................ 65
Figura 3.39.- Variación de la velocidad de fluencia con la tensión ........................................................ 66
Figura 3.40.- Velocidad secundaria de creep del cobre en función de la tensión aplicada para
diferentes temperaturas ........................................................................................................................ 67
Figura 3.41.- Mecanismo de difusión de vacantes. Creep Nabarro-Herring .......................................... 70
Figura 3.42.- Mecanismo de difusión de vacantes. Creep Coble ........................................................... 70

Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
xiii
Figura 3.43.- Mecanismo de movimiento de dislocaciones ................................................................... 71
Figura 3.44.- Ecuación para el mecanismo de movimiento de dislocaciones ........................................ 71
Figura 3.45.- Mecanismo de movimiento en límite de grano ................................................................ 72
Figura 3.46.- Mecanismos de deformación a diferentes intervalos de velocidad de deformación y
tensión .................................................................................................................................................... 73
Figura 3.47.- Mecanismos de deformación a distintas combinaciones de tensión y temperatura ....... 73
Figura 3.48.- Mapa de mecanismos de deformación en tres dimensiones de una aleación eutectoide
Zn-Al ....................................................................................................................................................... 73
Figura 3.49.- Daño por fluencia .............................................................................................................. 74
Figura 3.50.- Crecimiento de huecos por difusión en borde de grano .................................................. 75
Figura 3.51.- Diagrama de fluencia – rotura .......................................................................................... 76
Figura 3.52.- Desarrollo-Significado del parámetro de Larson-Miller .................................................... 77
Figura 3.53.- Resistencia a altas temperaturas para diferentes materiales .......................................... 77
Figura 3.54.- Resistencia a la oxidación para diferentes materiales a diferentes temperaturas ........... 78
Figura 3.55.- Esquema funcionamiento microscopio óptico ................................................................. 82
Figura 3.56.- Microscopio electrónico de barrido foto a la izquierda y esquema funcionamiento a la
derecha ................................................................................................................................................... 83
Figura 3.57.- Esquema de funcionamiento de un equipo de granulometría láser ................................ 84
Figura 3.58.- Determinación de una estructura por cristalografía de rayos X ....................................... 85
Figura 3.59.- Esquema del principio de funcionamiento de la difracción de rayos X ............................ 85
Figura 4.1.- Máquina de creep de brazo de palanca .............................................................................. 87
Figura 4.2.-Icono de la aplicación ........................................................................................................... 93
Figura 4.3.- Pantalla de inicio del programa WinCCS ................................................................................ 93
Figura 4.4.- Acceso a registro usuario .................................................................................................... 94
Figura 4.5.- Inicio de sesión de usuario .................................................................................................. 94
Figura 4.6.- Acceso menú del sistema .................................................................................................... 94
Figura 4.7.- Unidades del controlador del bastidor ............................................................................... 94

Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
xiv
Figura 4.8.- Opciones de configuración del bastidor ............................................................................. 95
Figura 4.9.- Configuración de los bastidores .......................................................................................... 95
Figura 4.10.- Opciones posibles para tipo de bastidor ........................................................................... 96
Figura 4.11.- Opciones básicas de control ............................................................................................. 96
Figura 4.12.- Configuración de relaciones de brazo del bastidor........................................................... 97
Figura 4.13.- Establecer el control de carga ........................................................................................... 98
Figura 4.14.- Acceso a las especificaciones de ensayo ........................................................................... 99
Figura 4.15.- Nombre de ensayo ............................................................................................................ 99
Figura 4.16.- Condiciones de ensayo .................................................................................................... 100
Figura 4.17.- Posibles tipos de muestra a seleccionar a la izquierda y tipos de ensayo a la derecha . 100
Figura 4.18.- Límites de alarma en temperatura ................................................................................. 101
Figura 4.19.- Campo cambio de temperatura ...................................................................................... 102
Figura 4.20.- Corte de energía .............................................................................................................. 102
Figura 4.21.- Campo creep ................................................................................................................... 103
Figura 4.22.- Cargas de paso ................................................................................................................ 104
Figura 4.23.- Carga cíclica ..................................................................................................................... 104
Figura 4.24.- Campo Pass/Fail and Shutdown ..................................................................................... 105
Figura 4.25.- Medición alargamiento ................................................................................................... 106
Figura 4.26.- Criterios ejecución fluencia ............................................................................................. 106
Figura 4.27.- Informes creep ................................................................................................................ 107
Figura 4.28.- Acceso a los campos para configurar muestra ............................................................... 108
Figura 4.29.- Especificaciones de ensayo ............................................................................................. 108
Figura 4.30.- Dimensiones de la probeta a ensayar ............................................................................. 109
Figura 4.31.- Texto informativo ............................................................................................................ 110
Figura 4.32.- Revisión ........................................................................................................................... 110
Figura 4.33.- Publicar durante el ensayo .............................................................................................. 111
Figura 4.34.- Acceso a inicio de ensayo por Tests ................................................................................ 112
Figura 4.35.- Acceso a inicio de ensayo por frame icon. ...................................................................... 112

Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
xv
Figura 4.36.- Menú Frame Services. ..................................................................................................... 113
Figura 4.37.- Inicio ensayo.................................................................................................................... 113
Figura 4.38.- Acceso a visualizar resultados. ........................................................................................ 115
Figura 4.39.- Selección del ensayo. ...................................................................................................... 116
Figura 4.40.- Configuración informe ensayo. ....................................................................................... 116
Figura 4.41.- Configuración gráficas ensayos. ...................................................................................... 117
Figura 4.42.- Acceso a archivos. ........................................................................................................... 117
Figura 5.1.- Diagrama de flujo del procedimiento experimental ......................................................... 119
Figura 5.2.- Equipo molienda empleado .............................................................................................. 121
Figura 5.3.- Microscopio JEOL 6460LV, en las instalaciones del CITIUS ............................................... 123
Figura 5.4.- Máquina de compactación (izquierda) y de extracción (derecha). .................................. 125
Figura 5.5.- Matriz y sufrideras ............................................................................................................ 125
Figura 5.6.- Forma y dimensiones de la probeta .................................................................................. 127
Figura 5.7.- Horno de tubo horizontal y equipo de vacío .................................................................... 128
Figura 5.8.- Ciclo de sinterización a 650ºC en vacío ............................................................................. 128
Figura 5.9.- Probetas lubricadas a la izquierda y matriz de reprensado a la derecha. ....................... 129
Figura 5.10.- Cortadora radial de precisión Struers modelo Secotom 10. .......................................... 130
Figura 5.11.- Empastilladora BUEHLER. .............................................................................................. 130
Figura 5.12.- Máquina para desbastar rotatoria Struers. ................................................................... 130
Figura 5.13.- Pulido con magomet. .................................................................................................... 131
Figura 5.14.- Microscopio óptico Nikon EPIPHOT 200.. ..................................................................... 131
Figura 5.15.- Probetas rotas por sus cabezas.. ................................................................................... 132
Figura 6.1.- Morfología del polvo. Izquierda visión general de formas y derecha visión general de
tamaños. ............................................................................................................................................... 135
Figura 6.2.- Distribución granulométrica Al (ER). ................................................................................. 136
Figura 6.3.- Difractograma del polvo de Aluminio en ER. .................................................................... 137

Protocolo de uso de una máquina de termofluencia y caracterización del comportamiento mecánico a alta temperatura del
aluminio aleado mecánicamente.
xvi
Figura 6.4.- Distribución granulométrica Al (AM).. .............................................................................. 138
Figura 6.5.- Micrografías del empastillado A. ...................................................................................... 139
Figura 6.6.- Micrografías del empastillado B ........................................................................................ 139
Figura 6.7.- Micrografías del empastillado C ........................................................................................ 140
Figura 6.8.- Micrografías del empastillado D ....................................................................................... 140
Figura 6.9.- Micrografías del empastillado E ........................................................................................ 140
Figura 6.10.- Influencia tensión a 220ºC. ............................................................................................. 143
Figura 6.11.- Influencia tensión a 235ºC.. ............................................................................................ 143
Figura 6.12.- Influencia tensión a 250ºC.. ............................................................................................ 143
Figura 6.13.- Influencia temperatura a 40MPa.. .................................................................................. 144
Figura 6.14.- Influencia temperatura a 45MPa.. .................................................................................. 144
Figura 6.15.- Influencia temperatura a 50MPa.. .................................................................................. 144
Figura 6.16.- Variación de la velocidad de fluencia con la temperatura. Determinación de Q. .......... 145
Figura 6.17.- Variación de la velocidad de deformación a tensiones constantes.. .............................. 146
Figura 6.18.- Análisis de los ensayos a temperatura constante.. ......................................................... 146
Figura 6.19.- Calculo de n.. ................................................................................................................... 147
Figura 6.20.- Diagrama de fluencia-rotura.. ......................................................................................... 148
Figura 6.21.- Estudio tensión teórica marcada y real aplicada por la máquina.. ................................. 149

Protocolo de uso de una máquina de termofluencia y Prefacio caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
1
1. PREFACIO.
El presente Proyecto Final de Carrera ha sido realizado en el Departamento de Ciencia de los
Materiales e Ingeniería Metalúrgica. En éste se viene estudiando durante los últimos años las
propiedades mecánicas y su relación con la microestructura de materiales metálicos fabricados
mediante aleado mecánico, especialmente aluminio, titanio y sus aleaciones. En cuanto a las
propiedades mecánicas se estudian su dureza, resistencia, tenacidad, límite elástico….todo ello
incluso a alta temperatura.
Pese a no disponer del equipo específico, el Grupo ha llevado a cabo ensayos de
termofluencia de corta duración. Estos fueron realizados en una máquina de ensayos universal, con
la finalidad de obtener parámetros de comportamiento a creep del Aluminio pulvimetalúrgico. Tras
la adquisición de una máquina de termofluencia para el Laboratorio, se pretende comprender el
funcionamiento del equipo y llevar a cabo los primeros ensayos de termofluencia. De aquí surge la
motivación principal a desarrollar en este proyecto.
Por lo anterior tenemos que este proyecto tendrá los siguientes objetivos:
1.- Definir un protocolo de uso de la máquina de creep.
2.- Ensayos de creep de Al AM haciendo uso del protocolo desarrollado, permitiendo validarlo.
3.- Comparación de resultados con bibliografía y precedentes.
4.- Estudio teórico-bibliográfico para establecer el conocimiento general actual de la
termofluencia.
5.- Reseña explicativa, acerca del aluminio, los procesos de molienda y los procesos de
consolidación pulvimetalúrgicos.
6.- Procesado del material necesario para la investigación así como la conformación de las
probetas.
7.- Caracterización del material y probetas (SEM, GL, DRX, ensayo metalográfico).
1. INTRODUCCIÓN

2

Protocolo de uso de una máquina de termofluencia y Introducción
caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
3
2. INTRODUCCIÓN.
Desde hace aproximadamente 9.000 años, la historia de la Humanidad ha estado
siempre ligada al empleo de los materiales metálicos. El conocimiento de sus propiedades y las
destrezas en su obtención y transformación han ido marcando, sucesivamente, las distintas
etapas históricas a través de las que la especie humana se ha desarrollado (Edad del Cobre —
7.000 a.C. —, del Bronce —2.800 a.C. — o del Hierro —1.500 a.C. —). El descubrimiento de
que la fusión y mezcla de metales cambiaba drásticamente las propiedades de éstos constituyó
un hito en nuestro desarrollo, que dejaba entrever el valor estratégico, comercial y vital de los
metales. El advenimiento de la Revolución Industrial y sus posteriores desarrollos tecnológicos
nunca hubieran sido posibles sin el concurso de los materiales metálicos. Este largo recorrido
podría hacer pensar que los metales y sus aleaciones son algo anticuado, falto de innovación o
de escaso desarrollo científico. Pero resulta curioso comprobar cómo los primeros en
descubrirse, como el cobre, el estaño, la plata, el oro y el hierro, siguen siendo referente
obligado en los avances científicos y tecnológicos de nuestros días.
Entre todo esto podemos afirmar que en los albores del siglo XXI nos encontramos al
comienzo de una nueva etapa marcada por el devenir de los nuevos materiales. No es difícil
imaginar el impacto que la investigación en nuevos materiales va a tener en el próximo futuro
en la sociedad actual. Toda nueva tecnología (desde el tren de alta velocidad o la industria
aeronáutica a las pequeñas baterías de nuestros teléfonos móviles, pasando por los nuevos
implantes quirúrgicos) necesita del desarrollo de un conjunto amplio de materiales con
propiedades muy específicas.
Entre el amplio abanico de posibilidades que ofrece hoy día la ingeniería de materiales,
el aluminio sigue siendo una de las soluciones más prometedoras. Su baja densidad y
características lo sitúan como un gran competidor. Además, la aplicación de técnicas como las
pulvimetalúrgicas, ofrecen la posibilidad de obtener piezas con propiedades mecánicas a veces
inalcanzables por cualquier otro tipo de fabricación trayendo un considerable ahorro
energético y económico.
Entre todo esto, ¿qué depararán los próximos veinte años?: solo la investigación nos
dará la respuesta.

4

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
5
3. MARCO TEÓRICO.
3.1 Los materiales.
3.1.1 Necesidades de la sociedad actual en el ámbito de la Ciencia e
Ingeniería de materiales.
La historia de los materiales comienza al mismo tiempo que aparece el hombre, y las
distintas edades que el hombre atraviesa recogen en su nombre los distintos materiales que
caracterizan dichas épocas. Los grandes cambios que ha sufrido la Humanidad a lo largo de su
historia van íntimamente ligados al desarrollo de nuevos materiales. Desde el solitario
buscador de oro hasta los complejos instrumentos que se emplean hoy día para localizar
balsas de petróleo, desde el chip electrónico más pequeño hasta el edificio de mayor tamaño
que el hombre haya podido construir, de una bolsa de plástico hasta el armazón de titanio de
las naves espaciales, del cristal más transparente hasta el carbón más negro, del mercurio
liquido hasta el diamante más duro, de los superconductores hasta los aislantes, de las latas de
alimentos hasta las prótesis implantadas en huesos; el ser humano evoluciona y la ciencia y
tecnología de los materiales lo hace al mismo tiempo y con una gran variedad de aplicaciones.
Una característica de la sociedad moderna e industrializada en la que vivimos hoy está
relacionada con el aumento de la demanda de nuevos y extravagantes materiales. Hoy día se
emplean más materiales que en cualquier otro momento de nuestra historia y, de hecho, se ha
postulado que, teniendo en cuenta las actuales velocidades de crecimiento de la población, las
necesidades de materiales para la próxima década y media serán iguales al número de
materiales empleados a lo largo de nuestra historia, desde su comienzo hasta hoy día.
Por otro lado, este uso en expansión de los materiales es revolucionario por sí mismo y
de ahí la ‘revolución de los materiales’ en la que el ser humano se ve inmerso. En realidad, no
solo se consumen los materiales más rápido, sino que se usan una variedad de los mismos que
va aumentando día tras día. Durante gran parte de la historia el uso de ciertos materiales para
fines generales fue suficiente para que se utilizaran en las aplicaciones para las que fueron
concebidos. Los ingenieros aceptaban las limitaciones de los materiales disponibles y
diseñaban según las propiedades que conocían de los mismos. Por otro lado, los productores
de estos materiales trabajaban para equilibrar la fiabilidad con el coste, más que en alcanzar
nuevas propiedades. Pero esta situación ha cambiado. Se ha comenzado a emplear un gran
número de nuevos materiales en los últimos años: metales refractarios, aleaciones ligeras base

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
6
titanio o base aluminio, plásticos y fibras sintéticas, materiales compuestos de matriz metálica,
biomateriales, etc.
Para tener una idea de la tremenda revolución de los materiales en la que la sociedad
se ve inmersa, de los noventa y dos elementos de la tabla periódica, hoy día se emplean casi
todos en diferentes procesos industriales y, solamente hace un siglo, alrededor de veinte de
ellos sólo eran curiosidades de laboratorio.
3.1.2 Materiales para la Ingeniería.
Se dice que existen más de 50000 materiales disponibles para el ingeniero. En el
diseño de una estructura o dispositivo, ¿cómo elegirá el ingeniero entre un menú tan amplio el
material más adecuado? Los errores pueden causar desastres.
Los materiales industriales alcanzan un amplio espectro de aplicaciones y están
constituidos de las materias primas más diversas, y por ello es necesario establecer unas
familias de acuerdo con unos criterios preestablecidos. En las tablas siguientes podemos ver
los tipos de materiales y propiedades más generales, tabla 3.1 y 3.2.
Debido a la naturaleza del material en estudio (aluminio pulvimetalúrgico) es
conveniente profundizar muy brevemente en los metales: suelen dividirse en metales férreos y
metales no férreos. En los primeros el constituyente principal o metal base es el hierro,
mientras que en los segundos es otro elemento distinto del hierro. Los materiales metálicos no
férreos más utilizados son las aleaciones de cobre, aluminio, titanio, y en menor grado, el
níquel, magnesio, estaño, plomo zinc y sus aleaciones.
Sus características comunes son:
- Compuestos de sustancias inorgánicas fundamentalmente metales, sin conformar óxidos ni sales metálicas.
- Tipo de enlace interatómico: metálico conformando estructura cristalina específica de los metálicos.
- Resistencia aceptable hasta media temperatura.
- Buenos conductores del calor y la electricidad.
- Tenaces y deformables, en general.
- Altas densidades.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
7
Tabla 3.1.- Tipos materiales.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
8
Tabla 3.2.- Tipos propiedades.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
9
3.1.3 Selección de materiales para cada aplicación.
Los materiales compiten unos con otros por su existencia y los nuevos mercados. En
algunos períodos de tiempo, aparecen muchos factores que hacen posible la sustitución de un
material por otro para ciertas aplicaciones. Los factores que facilitan este cambio son,
fundamentalmente, dos:
- El coste del producto, que es el argumento fundamental para desplazar un producto
del mercado, en compromiso con la garantía del servicio y el mínimo mantenimiento.
- El desarrollo de propiedades especiales inalcanzables para otros.
Por todo ello, la investigación y desarrollo de nuevos materiales es una constante de
nuestro tiempo en todos los campos de la ingeniería. La línea de investigación actual es:
- Materiales que puedan soportar más altas temperaturas (superaleaciones).
- Materiales que permitan conseguir más altas características resistentes (aceros
microaleados).
- Materiales que pueden aligerar las estructuras especialmente las móviles. Son en base
aluminio y titanio.
- Procesos de compactación, en metalurgia de polvos, en caliente e isostático para
permitir mayor control en el poro resultante y con ello en sus características.
- Procesos de soldeo y adhesivos que permitan optimizar la continuidad entre las
uniones de partes de las estructuras.
- Materiales poliméricos conformados por las mezclas de diversos polímeros, que
combinan las mejores propiedades de ellos.
- Procesos de moldeo por inyección en materiales poliméricos que permiten mejorar
características y costos.
- Moldeo por inyección de polvos metálicos que permiten conseguir formas más
complejas.
- Materiales cerámicos que aumenten su tenacidad en la línea de las cerámicas
denominadas blancas.
- Procesos de aplicación de recubrimientos cerámicos sobre soporte metálico con el
objeto de ganar resistencia al desgaste.
- Materiales compuestos de matriz polimérica con refuerzos de diversas composiciones
que permitan mayor rigidez y características.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
10
3.2 El Aluminio.
El Aluminio, metal centenario, es hoy el segundo metal más consumido en el mundo;
precede al Cobre cuya utilización, al igual que la del Plomo (y la de los otros metales, como el
Oro, situados por debajo del Hidrógeno en la serie electromotriz), se remonta a la prehistoria.
Además es el elemento más abundante en la tierra después del Oxígeno y del Silicio.
Desde su primera producción industrial el aluminio ha sido uno de los pocos metales
que se ha beneficiado de grandes expectativas de futuro tras ser descubierto. Los científicos,
los ingenieros y la gente relacionada con la industria crearon una dulce imagen de la
contribución del aluminio al progreso de la civilización. Los defensores del aluminio lo
consideran el metal no férreo más importante de la presente era, mientras que sus
detractores, consideran que el aluminio nunca ha llegado a cumplir las expectativas que en él
se depositaron ya que, a pesar de las predicciones, la “era del aluminio” aún no ha llegado y
tanto el acero como los materiales poliméricos le hacen sombra.
Pese a estas creencias, ciertos factores han contribuido a la percepción del aluminio
como algo moderno, como un material fruto del progreso. Uno de ellos fue el hecho de dar al
aluminio la imagen de un producto nacido de la ciencia, en contraste con otros metales
tradicionales como el hierro o el cobre, que se conocen desde épocas ancestrales. Debido a sus
propiedades únicas: su ligereza, conductividad eléctrica, resistencia a la corrosión y bajo punto
de fusión le convierten en un material idóneo para multitud de aplicaciones; sin embargo, la
elevada cantidad de energía necesaria para su obtención limita su utilización; dificultad que
puede compensarse por su bajo costo de reciclado, su dilatada vida útil y la estabilidad de su
precio. Por estos motivos el aluminio ha sustituido a materiales como la madera, el cobre, el
hierro y en cierto modo, al acero.
3.2.1 Un poco de historia.
Tanto en Grecia como en la Antigua Roma se empleaba el alumbre, una sal doble de
aluminio y potasio como mordiente en tintorería y astringente en medicina, uso aún en vigor.
En 1807, Humphrey Davy propuso el nombre aluminum para este metal aún no
descubierto por coherencia con la mayoría de los nombres de elementos, que usan el sufijo -
ium. Cuando fue descubierto se encontró que era extremadamente difícil su separación de las
rocas de las que formaba parte, por lo que durante un tiempo fue considerado un metal

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
11
precioso, más caro que el oro. Generalmente se le reconoce a Friedrich Wöhler el aislamiento
del aluminio en 1827. Aun así, el metal fue obtenido, impuro, dos años antes por el físico y
químico danés Hans Christian Oersted.
El aluminio se produjo comercialmente a mitad del siglo XIX, en 1855, considerándose
así a la industria del aluminio metálico o elemental como una industria tardía. Se obtuvo
gracias a un procedimiento desarrollado por Sainte-Claire Deville (Francia) basándose en los
trabajos de Oersted y Wöhler. Utilizó una técnica química (reducción de cloruro alumínico-
sódico con sodio) que se abandonaría años más tarde por no ser rentable económicamente. En
este año fue su primera presentación pública en la Exposición Universal de París. En aquel
entonces se le conocía como “plata de arcilla”. En 1882 el aluminio era considerado un metal
de asombrosa rareza, tenía el mismo valor que la plata.
Werner von Siemens inventó la dinamo en 1866 y, aunque este hecho no está
directamente relacionado con el aluminio, su producción a nivel industrial no habría sido
posible sin este invento, que dotó de electricidad a gran escala a naves industriales de manera
muy económica.
En 1886, dos hombres, Charles Martin Hall (de origen americano) y Paul L. T. Héroult
(de origen francés), pese a trabajar independientemente, desarrollaron simultáneamente un
proceso económico para producir aluminio mediante electrolisis empleando un baño de sales
fundidas. Hoy día, es el proceso básico de producción de aluminio (electrólisis de alúmina -
- disuelta en criolita - -fundida). Este proceso junto con el proceso
Bayer (inventado al año siguiente, y que permite la obtención de óxido de aluminio puro a
partir de la bauxita) hizo que se extendiera su uso hasta hacerse común en multitud de
aplicaciones.
Fue a comienzos de 1890 cuando se obtuvo aluminio en cantidades suficientes para su
aplicación industrial, aunque también fue entonces cuando atravesó la mayor crisis. Pero a
medida que iban apareciendo nuevas aplicaciones tanto para el aluminio como para sus
aleaciones, se empezó a recuperar parte del entusiasmo perdido. De hecho, fue la Primera
Guerra Mundial la que ayudó a recuperar el estatus del metal y lo convirtió en un metal
indispensable. El aluminio hacía poderosas a las naciones ya que es un excelente explosivo y
unió aún más el metal con el mundo de la aviación. Pocos aviones eran los que estaban
principalmente construidos de aluminio, pero éste sí que se encontraba formando parte de los

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
12
motores. Alemania construyó una flota de zeppelines militares basados en estructuras de
aluminio. Las aplicaciones militares dieron a los fabricantes una importante base experimental
con un metal cuyas aplicaciones no eran del todo conocidas en componentes reales, lo que
ayudó a que el aluminio se introdujera en nuevos mercados una vez finalizada la guerra.
Otro de los grandes apoyos ha sido la conciencia ecológica y de reciclaje que comenzó
a gestarse en 1970 con la crisis energética. En ese momento el aluminio surgió como un metal
con posibilidad de ser reciclado lo cual implicaba un gran ahorro de energía.
3.2.2 Características.
El A
l es
un
met
al s
in ig
ual
po
r su
s ca
ract
erís
tica
s.
Ligero.
Muy resistente a la corrosión.
Conductividad eléctrica y térmica.
Buenas propiedades de reflexión.
Dúctil y maleable.
Impermeable e inocuo.
Reciclable.
No tóxico.
Versatilidad.
No magnético.
Figura 3.1.- Características del Aluminio.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
13
Desglosando la figura 3.1 tenemos:
Ligero: el aluminio pertenece al grupo de lo que se denominan metales ligeros (casi
tres veces inferior al acero con el mismo volumen), es decir metales que tienen una densidad
menor de 4.5 kg/dm3.
Muy resistente a la corrosión (pasivación): en medios acuosos no alcalinos. Su gran
afinidad por el oxígeno (desoxidante en la fabricación del acero y en soldaduras
aluminotérmicas) haría suponer que el Aluminio se comporta mal a oxidación. Pero no es así
debido a que el volumen específico de su oxido estable es superior al del metal, por lo que su
superficie queda plenamente recubierta, y resulta impermeable a los iones de oxígeno. Por
ello el metal recubierto por esa compacta película de , -que puede obtenerse también
artificialmente por oxidación anódica-, resulta protegido frente a una posterior oxidación y
corrosión (incluso aunque el espesor de la película sea pocas micras). Debido a esto también es
resistente a los productos químicos, a la intemperie y al agua del mar. La mala imagen que el
Aluminio tenía a este respecto, en las primeras aplicaciones marinas, se debía a que solía
roblonarse con Cobre.
Elevada conductividad eléctrica y térmica: para igual sección su conductividad térmica
es casi 2/3 la del Cobre, que pesa tres veces más que el Aluminio (por lo que la relación
conductividad/peso resulta favorable para el Aluminio); por ello, ya desde finales del siglo
pasado, el gran empujón a la industria del Aluminio lo dio el transporte de energía eléctrica.
Aplicación fundamental en líneas de alta tensión con el núcleo de acero.
Buenas propiedades de reflexión: buenas propiedades ópticas y un alto poder de
reflexión de radiaciones luminosas y térmicas.
Dúctil y maleable: una de las características más importantes del aluminio es su
maquinabilidad y su aptitud para sufrir cualquier tipo de trabajo de conformación. Puede
laminarse en chapas de espesor que se desee, estamparse, embutirse, forjarse y extruirse,
obteniéndose piezas de las formas más diversas.
Impermeable e inocuo: no permite que las sustancias pierdan ni el más mínimo aroma
o sabor. No desprende olor o sabor.
Reciclable: se recicla con gran facilidad, con un coste energético reducido (se ahorra el
95% de la energía) y sin mermar sus cualidades: actualmente, una cuarta parte de las

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
14
necesidades de aluminio en Europa se abastece utilizando metal de segunda fusión que, a su
vez, puede reciclarse indefinidamente.
No tóxico: Este metal fue considerado durante muchos años como inocuo para los
seres humanos. Debido a esta suposición se fabricaron de forma masiva utensilios de aluminio
para cocinar alimentos, envases para alimentos, y papel de aluminio para el embalaje de
alimentos frescos. Sin embargo, su impacto sobre los sistemas biológicos ha sido objeto de
mucha controversia en las décadas pasadas y una profusa investigación ha demostrado que
puede producir efectos adversos en plantas, animales acuáticos y seres humanos. La
exposición al aluminio por lo general no es dañina, pero la exposición a altos niveles puede
causar serios problemas para la salud. La exposición a éste puede tener lugar a través de la
comida, al respirarlo y por contacto en la piel. En concentraciones significantes puede causar
un efecto serio en la salud como: daño al sistema nervioso central, demencia, pérdida de la
memoria, apatía y temblores severos.
Versatilidad: la posibilidad de utilizar el metal en aleaciones, que pueden ser rígidas o
elásticas, especialmente sólidas y resistentes a la corrosión, permite adaptar el aluminio a una
amplia gama de necesidades.
Características de resistencia a bajas temperaturas: el comportamiento de los metales
a bajas temperaturas depende fundamentalmente de la estructura de su red cristalina. El
aluminio, con su red cubica centrada en las caras tiene la misma estructura que el cobre, el
níquel o los aceros austeníticos, y por lo tanto presenta fragilidad.
Otra característica del aluminio sería que no desprende chispas al chocar con otros
metales.
Como característica negativa del aluminio podemos destacar los problemas en el
proceso de moldeo ya que reacciona con la humedad, generándose hidrógeno, y con él
porosidad en las piezas.
Notar que como el aluminio es un metal mecánicamente débil, se alea con una gran
variedad de elementos (Cu, Cd, Zn, Mg, Ni, Fe, Si, Ti, Cr) que le comunican mejores
características mecánicas, mayor facilidad de moldeo, y mejor conformación en frío o en
caliente. Los elementos son, en general, poco solubles en el aluminio, formando compuestos
intermetálicos que desempeñan un papel importante en las características de la aleación.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
15
A continuación se tiene una tabla con las propiedades del aluminio (tabla 3.3 y 3.4).
PROPIEDADES ATÓMICAS PROPIEDADES ELÉCTRICAS
Símbolo Al Conductividad eléctrica
[m/Ωmm2] 34 – 38
Número atómico 13 Coeficiente de Temperatura
[K-1] 0.0045 (0-100ºC)
Estructura cristalina
Cúbica
centrada en
las caras
(CCC)
Resistividad Eléctrica [µΩcm] 2.69 (20ºC)
Estructura electrónica [Ne] 3s2 3p1 Temperatura crítica de
superconductividad [K] 1.175
Peso atómico [u.m.a.] 26.98154 PROPIEDADES TÉRMICAS
Valencias indicadas 3 Calor latente de fusión [J/g] 388
Estado oxidación + 3 Calor latente de evaporación
[J/g] 10800
Electronegatividad 1.5 Conductividad térmica
[W/mK] 237 (0-100ºC)
Radio covalente [Å] 1.18 Coeficiente lineal de
expansión térmica [x 10-6/K] 23,5 (0-100ºC)
Radio iónico [Å] 0.5 Viscosidad [mNsm-2] 1.1 (700ºC)
Radio atómico [Å] 1.43 Calor de difusión [MJkg-1] 31
Primer potencial de ionización [eV] 6.00 Calor específico [J/K Kg] 900 (25ºC)
Volumen atómico [m3mol-1] 9.996
Densidad de empaquetamiento 74%
Nº de coordinación 12
Parámetro reticular [nm] 0.40414
(25ºC)
Distancia interatómica mínima [nm] 0.28635
Tabla 3.3.- Propiedades del Aluminio (atómicas, eléctricas y térmicas).

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
16
PROPIEDADES FÍSICAS
Color Metálico
ligeramente
azulado
Densidad [g/cm3] 2.699 (20ºC)
Punto de Ebullición [ºC] 2057-2480
Punto de Fusión [ºC] 660.2
Cambio volumétrico durante la solidificación 6.7%
Susceptibilidad magnética [18ºC x 106] 0.63
PROPIEDADES MECÁNICAS
Límite Elástico [MPa] 110-170
Relación de Poisson 0.35
Resistencia a Tracción [MPa]
Resistencia a Tracción con adición de elementos de aleación y mediante
deformación en frío, tras el tratamiento térmico adecuado [MPa]
130-195
700
% Alargamiento 40%
Dureza - Vickers 35-48
Módulo volumétrico [MPa] 75.2
Módulo de elasticidad [MPa] 70.6
Tabla 3.4.- Propiedades del Aluminio (físicas y mecánicas).

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
17
Figura 3.2.- Pasos para la producción de Aluminio.
3.2.3 Producción y reciclado.
3.2.3.1 Producción.
El mineral del que se extrae el aluminio casi exclusivamente se llama bauxita. Las
bauxitas son productos de erosión, ricos en aluminio (del 20% al 30% en masa). Casi el 85% de
toda la bauxita extraída en el mundo es convertida en alúmina y más del 90% de ésta es
reducida a aluminio. La minería de la bauxita es la única fase del ciclo del metal que no puede
trasladarse, y el mineral se encuentra mayormente en países tropicales - liderados por
Sudamérica (33%), África (27%), Asia (17%) y Oceanía (13%) – generalmente en zonas
habitadas por comunidades indígenas. Las reservas globales de bauxita son enormes, han sido
calculadas en 75 billones de toneladas. La mano de obra (34%) y la energía (21%) constituyen
más de la mitad del costo de la extracción de la bauxita. Existen otras materias primas, como
silicatos alumínicos (arcilla, anortosita, residuos del lavado de la hulla) que son menas pobres
de aluminio, con una riqueza de entre un 10% y 20% en masa. La producción a partir de estas
menas es posible, pero actualmente no es rentable.
La producción de aluminio se compone del refinamiento de la bauxita para obtener
alúmina (proceso Bayer) y de la alúmina para obtener aluminio puro (electrólisis).
En las figuras 3.2 y 3.3 podemos ver dos esquemas del proceso de producción de
aluminio a partir de bauxita.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
18
Una vez extraída la bauxita, se lleva a una planta donde tiene lugar el proceso Bayer
(figura 3.4). Éste es un proceso cíclico y eficiente mediante el cual se extrae la alúmina de la
bauxita. Fue inventado por Karl Bayer en 1889 comienza con un lavado de la bauxita molida
con una solución de sosa cáustica a alta presión y temperatura. Los minerales de aluminio se
disuelven mientras que los otros componentes de la bauxita, principalmente sílice y óxidos de
hierro y titanio permanecen sólidos y se depositan en el fondo de un decantador de donde son
retirados. Esta fracción sin disolver se conoce como fango rojo debido al color rojizo que
aporta el hierro. Dependiendo del grado de la bauxita utilizada se generan entre 0.3 a 2.5
toneladas de este residuo peligroso por tonelada de alúmina producida. En general este lodo
es depositado en rellenos industriales cerca de las refinerías desde dónde contamina las aguas
y los suelos. La solución clara de aluminato de sodio es bombeada a un tanque muy grande
llamado precipitador. Las partículas finas de alúmina son agregadas para despepitar la
precipitación de partículas de alúmina puras mientras que el licor se enfría. Las partículas se
hunden hasta el fondo del tanque y son removidas y luego se pasan a un calcinador rotador o
fluidizador a 1100°C para apartar el agua que está combinada. El resultado es un polvo blanco,
alúmina pura. La sosa cáustica se regresa el principio del proceso y se vuelve a utilizar. Notar
que 2 toneladas de alúmina se requieren para producir una 1 tonelada de aluminio.
Figura 3.3.- Resumen del proceso, las materias primas y la energía necesaria
para la obtención de aluminio a partir de bauxita.
Figura 3.4.- Refinamiento de la bauxita para obtener
alúmina (proceso Bayer).

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
19
Sin excepción, la producción mundial de aluminio a partir de su óxido se lleva a cabo
mediante el proceso de electrolisis de la alúmina (proceso Hall-Héroult descubierto en 1886).
Todas las plantas fundidoras de aluminio primario se basan en este proceso (figura 3.5). La
alúmina se disuelve mediante un baño electrolítico de criolita fundida (fluoruro alumínico
sódico) en un recipiente de hierro revestido de carbón o grafito conocido como "crisol". Una
corriente eléctrica se pasa por el electrolito a un bajo voltaje pero con una corriente muy alta
generalmente 150,000 amps. La corriente eléctrica fluye entre el ánodo (positivo) de carbono
hecho del coque de petróleo y brea, y un cátodo (negativo) formado por un recubrimiento de
carbón grueso o grafito del crisol. El aluminio fundido es depositado en el fondo del crisol y se
revuelve periódicamente, se lleva a un horno, de vez en cuando se mezcla a una aleación
especificada, se limpia y generalmente se funde.
También existe el proceso de producción de aluminio llamado BAYER (figura 3.6), el
cual consiste en:
1. La bauxita después de haber sido pulverizada y obtenida de los procesos de espumado se carga a un digestor el que contienen una solución de sosa cáustica bajo presión y a alta temperatura.
2. Producto del digestor se forma aluminato de sodio que es soluble en el licor generado.
3. Los sólidos insolubles como hierro, silicio, titanio y otras impurezas son filtrados y el licor con la alúmina se bombea a depósitos llamados precipitadores.
Figura 3.5.- Producción aluminio a partir de alúmina por proceso Hall-Héroult.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
20
4. En los precipitadores se agregan uno cristales finos de hidróxido de aluminio, estos cristales se hacen circular por entre el licor concentrado para que sirvan de simientes, van creciendo en dimensiones a medida que el hidróxido de aluminio se separa del licor.
5. El hidróxido de aluminio que se adhirió a los cristales se calcina en hornos que operan por arriba de los 900ºC. Esto convierte a la alúmina en un producto de alta calidad para la fusión y obtención de aluminio de buena calidad.
6. La alúmina producto de los hornos de calcinado es procesada en tinas electrolíticas llamadas celdas reductoras. Estas tinas funcionan con un baño de ciolita (fluoruro de aluminio sódico), el ánodo es un electrodo de carbón y el cátodo es la misma tina. En estas tinas se obtiene el aluminio metálico.
7. El aluminio obtenido de las celdas reductoras es moldeado y procesado en hornos de concentración para la obtención de aluminio de alta calidad.
Un puñado de compañías – Alcoa, Alcan, Billiton y Norsk Hydro – orquestan la mayor
parte de la actividad global de la industria del aluminio. Corporaciones transnacionales
controlan más del 60% de la producción de bauxita en el mundo. Alcoa por sí sola concentra
más de un tercio de la producción mundial de alúmina. Estas grandes compañías controlan, de
forma mayoritaria, cada una de las tres fases fundamentales del ciclo de producción del metal.
El procesamiento de bauxita a alúmina y la reducción de la alúmina a aluminio puro -
están siendo ‘exportadas’ a los países en vías de desarrollo que ofrecen al mercado
Figura 3.6.- Diagrama de flujo del proceso de producción de Aluminio por BAYER.
Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
21
internacional como ventajas comparativas cuatro elementos claves: a) mano de obra barata y
desprotegida por leyes laborales neoliberales o autoritarias; b) medio ambiente desprotegido
por institucionalidades y legislaciones ambientales débiles y vulnerables ante los poderes
fácticos y económicos; c) energía barata; y, d) disposición de los sectores público y privado a
aceptar inversión extranjera y a hacer negocios cualquiera sea su costo social, ecológico, e
incluso económico, si consideramos el mediano y largo plazo.
a) La mano de obra es el segundo mayor costo de la industria. Las empresas no solamente
buscan países dónde la mano de obra sea barata sino también países dónde los diversos
derechos de los trabajadores - laborales, sindicales, ambientales, de salud - no sean un
gran problema. En efecto, en particular esto último sucede porque todos los
trabajadores de la industria del aluminio enfrentan serios riesgos de salud. Los recintos
dónde se ubican las celdas de reducción son particularmente riesgosos por las emisiones
cancerígenas que éstas producen.
b) El costo ecológico de la industria es elevado. Las emisiones de fluoruros provocan serias
afecciones a la población colindante con la industria, además, contribuye
significativamente al cambio climático global por dos motivos: 1) consume enormes
cantidades de energía que es generada ya sea quemando combustibles fósiles o con
centrales hidroeléctricas que exigen inundar vastas áreas; ambos procesos que liberan
grandes cantidades de gases invernadero; y 2) las plantas reductoras emiten pequeñas
cantidades de los más potentes gases invernadero que existen, los perfluorocarbonos
que tienen un potencial de contribución al calentamiento global que es 6.500 a 9.200
veces más alto que el CO2. Las plantas de aluminio emiten cerca del 1% de las emisiones
de gases invernadero del mundo, ya que el ciclo completo del aluminio genera unas
doce toneladas de CO2 por tonelada de aluminio producido.
c) Como el 45% del costo de la reducción del aluminio corresponde a la electricidad
requerida, las plantas reductoras se concentran alrededor de fuentes de energía barata
ubicadas en países pobres: ríos caudalosos, yacimientos de carbón, depósitos de gas
natural y zonas volcánicas (energía geotérmica). El hambre de energía de la industria del
aluminio genera a la vez proezas de ingeniería, trágicas inequidades y devastación
ecológica.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
22
d) A nivel global, en torno a la producción del aluminio, existe una integración vertical que
preocupa al mercado internacional por temas tales como la fijación de precios tanto de
la bauxita como de la alúmina y del metal mismo.
3.2.3.2 Crecimiento de la producción.
Desde que se comenzó a trabajar con los procesos desarrollados por Hall y Héroult, el
crecimiento de la producción de aluminio ha experimentado un enorme aumento. Tomando
como referencia la Segunda Guerra Mundial, la producción anual y el consumo de Aluminio
han ido creciendo aproximadamente un 8% cada año (ver figuras 3.7, 3.8 y 3.9). Esta velocidad
de crecimiento no va a continuar. La fase de crecimiento que se espera para los próximos años
es del 4-5% anual para este siglo. El parón en el crecimiento del consumo de aluminio tiene
varias causas. Una de ellas es el incremento en el precio de la energía, así como de las materias
primas y del equipamiento necesario para su producción.
Figura 3.7.- Tasas de producción mundial de aluminio primario
en los últimos años.
Figura 3.8.- Evolución producción mensual de aluminio de los años 2005-2006
según los distintos continentes productores.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
23
Concretamente, en España, la tasa de producción de aluminio primario ronda las 300
toneladas por año (figura 3.10).
Figura 3.9.- Producción de aluminio en millones de toneladas en los últimos años según
distintos continentes.
Figura 3.10.- Comparación de la producción de aluminio primario en España y la producción
de aluminio mundial.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
24
3.2.3.3 Reciclado.
El aluminio es 100% reciclable sin merma de sus cualidades físicas, y su recuperación
por medio del reciclaje se ha convertido en una faceta importante de la industria del aluminio.
El proceso de reciclaje del aluminio necesita poca energía. Reciclando un kilogramo de
aluminio se pueden ahorrar 8 kilos de bauxita, 4 kilos de productos químicos y 14 kW/h de
electricidad. Es decir, se emplea un 95% menos de energía en producir aluminio secundario
con respecto al obtenido de manera primaria. Una de las ventajas es que cualquier
componente fabricado de aluminio puede ser reciclado repetidamente. Por último, otro
beneficio derivado de reciclar aluminio es que se evita el almacenaje de desechos, así como la
conservación de los recursos naturales.
La recuperación del metal a partir de la chatarra era una práctica conocida desde
principios del siglo XX. Sin embargo, es a partir de los años 1960 cuando se generaliza, más por
razones medioambientales que estrictamente económicas.
La producción de aluminio secundario se vuelve cada día más importante y lo seguirá
haciendo en el futuro, ya que van aumentando las cantidades de productos de larga vida de
uso, como componentes de aviones y edificios, que están comenzando a ser reciclados.
3.2.4 Aplicaciones y usos.
Los principales usos industriales de las aleaciones metálicas de aluminio son (figura 3.11):
Transporte
Construcción
Maquinaria
Industria Eléctrica
Varios
Envases
Figura 3.11.- Reparto consumo Al.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
25
Transporte (ferrocarriles, aeronáutica, automoción y barcos): Gracias a su elevada
relación resistencia/peso, es el sector de los transportes el que más utiliza aluminio,
aproximadamente 1/3 de todo el metal consumido en Europa. Una de las principales
razones es que mover peso, cuesta energía. La resistencia a la corrosión al agua del
mar de aluminio también lo hace útil para fabricar cascos de barco y otros mecanismos
acuáticos.
Construcción: Son diversos los edificios en los que se pueden encontrar estructuras de
aluminio, demostrando así que la utilidad de este tipo de materiales no se ciñe a las ya
conocidas industrias automovilística y aeroespacial. Entre ellos destacan el edificio
Cambier Park Car Shell en Naples, Florida (Estados Unidos), el museo Guinness de los
Records, situado en Orlando (Estados Unidos) y el arco móvil que se utilizó como fondo
de escenario para la inauguración en los Juegos Olímpicos de Invierno en Sun Lake
City, que ahora se encuentra en el Liberty Science Centre en New Jersey (Estados
Unidos).
Embalaje de alimentos: papel de aluminio, latas, tetrabriks, etc.
Carpintería metálica: puertas, ventanas, cierres, armarios, etc.
Sector doméstico: se utiliza en numerosos productos como baterías de cocina,
electrodomésticos, escaleras, cabinas de ducha, mobiliario, equipos de iluminación,
componentes de decoración y equipamiento para deportes y tiempo libre.
Transmisión eléctrica: Un conductor de aluminio de misma longitud y peso es
más conductivo que uno de cobre y más barato. Sin embargo el cable sería más
grueso. Medida en volumen la conductividad eléctrica es tan sólo el 60% de la
del cobre. Su mayor ligereza reduce el esfuerzo que deben soportar las torres de alta
tensión y permite una mayor separación entre torres, disminuyendo los costes de la
infraestructura. En aeronáutica también sustituye al cobre.
Recipientes criogénicos (hasta -200 °C), ya que contrariamente al acero no presenta
temperatura de transición dúctil a frágil. Por ello la tenacidad del material es mejor a
bajas temperaturas.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
26
Reflectores y pinturas: por su poder reflectante y en forma de polvo fino en la
fabricación de pinturas (metalizado).
El aluminio como se ha dicho tiene una gran afinidad por el oxígeno de ahí su uso
como desoxidante en la fabricación del acero y en ciertos tipos de soldaduras in situ
(soldaduras aluminotérmicas: mezclas de óxido de hierro + aluminio en polvo, que al
reaccionar desprenden mucho calor, por lo que se reduce el óxido de hierro y el hierro
metálico obtenido se vuelve líquido). En este mismo sentido, se usa como combustible
sólido como combustible de cohetes.
Notar que el aluminio se utiliza rara vez 100% puro y casi siempre se usa aleado con
otros metales para mejorar alguna de sus características. El aluminio puro se emplea
principalmente en la fabricación de espejos, tanto para uso doméstico como para telescopios
reflectores.
3.2.4.1 Aplicación en el sector aeronáutico.
A partir de la Primera Guerra Mundial, el desarrollo de sus aleaciones, y la necesidad
de un metal menos pesado que el acero, lleva a su implantación masiva en la aviación, y hasta
nuestros días ha sido el material más usado en aeronáutica por: adecuada resistencia, baja
densidad, conocimiento de sus técnicas de fabricación (fácilmente forjable, fácil de trabajar y
reparar, se conoce muy bien su funcionamiento...). Sin embargo el aluminio tiene los siguiente
inconvenientes: envejecimiento (con el tiempo sus propiedades mecánicas se alteran),
pequeñas muescas, cortes o arañazos pueden causar graves perjuicios a una pieza, uso
limitado por temperatura.
Como muchos otros descubrimientos, en 1909 se produjo uno, de forma accidental: el
Duraluminio. En 1909 se descubre que la aleación de Al con un determinado % de Cu y de Mg
se puede trabajar de una forma muy sencilla, tras un calentamiento hasta unos 480ºC y su
rápido enfriamiento. Durante unas horas se podía doblar y conformar fácilmente, después,
recuperaba sus propiedades mecánicas.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
27
En el sector aeroespacial son numerosas sus aplicaciones debido a que el aluminio
cumple con los criterios de selección exigidos a los materiales aeroespaciales: cumplir con los
requisitos técnicos de esfuerzos y cargas a soportar (manteniendo las características), tener la
menor densidad posible (reduciendo el peso), facilitar la producción y que sea barato. Son
muchos los aviones y naves diseñadas para la exploración espacial que incorporan en sus
estructuras aleaciones de aluminio o materiales compuestos base aluminio (ver figuras 3.12 y
3.13). En la figura 3.14 se presenta la distribución de materiales empleados en la construcción
del avión de pasajeros más grande jamás desarrollado: el AIRBUS 380, auténtico prodigio de la
investigación cooperativa europea. Como podemos ver, el 61% de la estructura está hecha de
aleaciones de aluminio, siendo las dos principales aleaciones la 2024 (Al-Cu) y la 7075 (Al-Zn).
Figura 3.12.- Distribución de materiales en un turbofan.
Figura 3.13.- Evolución distribución en porcentaje de materiales que
componen aviones de combate y transporte.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
28
3.3 Pulvimetalurgia.
3.3.1 Breve reseña histórica.
Un precedente histórico de este tipo de conformado se tiene en los antiguos métodos
de compactación, que suplían la carencia de hornos apropiados para alcanzar la fusión del
hierro con la reducción de menas naturales de carbón vegetal, obteniéndose una esponja
metálica que poseía características comparables a la materia pulverulenta que se sinteriza en
el conformado pulvimetalúrgico. Su elevada superficie interna posibilita la transferencia de
materia de forma parecida a como sucede entre partículas de polvo, compactándose mediante
forja el material así homogeneizado. Esta fue la técnica empleada por los hititas en el siglo XIII
a.C. para fabricar espadas, con las que derrotaron a un imperio superior (tanto organizativa
como culturalmente), como lo fue el egipcio. Una mejora de esta técnica fue la “farga”
catalana, que se empleó desde la época romana hasta el siglo XIII.
La pulvimetalurgia, como proceso de conformado a escala industrial, se empleó por
vez primera en 1827, cuando el científico ruso P. Sobolevsky fabricó monedas de platino
sinterizando y estampando polvos de ese metal.
En 1900, Auer von Welsbach aplicó sobre polvos de osmio la sinterización y prensado
para obtener filamentos de lámparas de forma directa, ya que los polvos aglutinados se
sinterizaban gracias al paso de la corriente eléctrica. En 1910 se sustituyó el osmio por
Figura 3.14.- Distribución de materiales en el Airbus 380 a la izquierda y una foto de dicha
aeronave a la derecha.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
29
volframio. Poco después, en 1920, se comenzaron a fabricar bronces porosos autolubricantes
para la industria de la automoción.
El mayor empuje recibido por el proceso de conformado pulvimetalúrgico tuvo lugar al
aplicarlo a las aleaciones de carburo de volframio aglomerado con cobalto (comercializadas
con el nombre de widia), que se han convertido en casi imprescindibles para la industria de
corte, siendo de uso generalizado hasta nuestros días [32].
3.3.2 Principios de pulvimetalurgia.
Tradicionalmente, la pulvimetalurgia se ha definido como la producción de
componentes a partir de polvos metálicos sin pasar por el estado fundido. En la actualidad esta
definición es excesivamente restrictiva, ya que se trata de una técnica versátil empleada en la
producción de componentes metálicos y no metálicos. Está especialmente indicada en el caso
de materiales de elevado punto de fusión, metales duros o de la elaboración de piezas con
porosidad controlada como cojinetes o filtros. Son éstos los casos que han propiciado el
desarrollo de esta técnica de fabricación, más que las razones económicas o los requisitos
energéticos del proceso.
Tenemos que las ventajas e inconvenientes del proceso pulvimetalúrgico, desde el
interés industrial, frente a las técnicas metalúrgicas convencionales son (tablas 3.5 y 3.6):
INCONVENIENTES
Elevado costo de las matrices de compactación.
Características mecánicas inferiores debido a la porosidad del material.
Limitaciones de diseño: sección uniforme en la dirección de compactado, esbeltez limitada, etc.
Tabla 3.5.- Inconvenientes desde el interés industrial.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
30
Hoy día, la pulvimetalurgia va destinada principalmente a la industria automovilística,
seguida muy de lejos por la industria aeronáutica, eléctrica, electrónica, armamentística,
máquina herramienta, etc. Se tiene que la pulvimetalurgia se utiliza en la obtención de:
- Productos que no pueden ser producidos por fundición. Se incluyen metales
refractarios, materiales de corte o utillaje (carburos cementados; óxidos, nitruros y
boruros en forma de plaquitas; aceros rápidos PM; materiales de base diamante, como
discos de corte, muelas abrasivas, etc., en los que el diamante en polvo se embebe en
otro material) y productos porosos (casquillos autolubricados y filtros metálicos).
- Productos que son fabricados más económicamente por pulvimetalurgia que por
fundición. Aquí se incluyen partes estructurales (resistencia mecánica elevada: piezas
de Fe, Fe-Cu, Fe-C, Al) empleadas principalmente en la industria del automóvil y
piezas magnéticas que se obtienen con tolerancias dimensionales pequeñas y
VENTAJAS
ECONOMÍA Piezas exactas a gran escala - gran versatilidad de formas -piezas complejas (tolerancias muy estrechas). Cumplen requerimientos con los fueron hechos.
Piezas homogéneas (al evitar segregación de la solidificación).
Ahorro energético.
Bajo coste por producción en serie.
Control de la porosidad-reducción de peso. Mínimas pérdidas de material.
Eliminación del mecanizado.
Posibilita tratamientos térmicos.
SINGULARIDAD Algunos composites.
Materiales fricción.
Materiales de corte.
Piezas estructurales.
EXCLUSIVIDAD Refractarios.
Solidificación rápida.
Tabla 3.6.- Ventajas desde el interés industrial.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
31
productos a partir de aleaciones de alto precio que pueden se producidas por
pulvimetalurgia con formas cercanas a la final.
- Productos cuyas propiedades son superiores cuando se producen por pulvimetalurgia
debido a las limitaciones de los procesos de fundición. Materiales de fricción
(embragues y frenos) cuyas ventajas técnicas frente a los otros son: absorben energía
a mayores velocidades, mayor resistencia al desgaste, soportan mayores temperaturas
y mayor conductividad térmica.
Entre los principales tipos de materiales sinterizados están las piezas de armas de
fuego, piezas para máquinas eléctricas portátiles y para ordenadores e impresoras.
Los productos metálicos pulvimetalúrgicos se fabrican siguiendo los siguientes pasos
(figura 3.15):
3.3.3 Producción de polvos.
Las propiedades de los polvos están íntimamente ligadas al procedimiento utilizado en
su obtención. Las características básicas del polvo son:
Tamaño y distribución de tamaños de las partículas que lo componen.
Forma y porosidad promedio de las partículas.
Área superficial.
Fricción entre partículas.
Velocidad de flujo y empaquetamiento.
Estructura interna.
Composición química, contaminación y homogeneidad de las partículas.
Densidad aparente.
Figura 3.15.- Etapas del procesado convencional de los polvos.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
32
Existen diversos métodos de producción, pudiendo ser estos mecánicos, reacciones
químicas, deposición electrolítica, atomización a partir de un líquido y condensación a partir de
vapor. La clasificación de las técnicas más significativas de fabricación de polvo es la siguiente:
• Técnicas Mecánicas. - Mecanizado. - Molienda. - Molienda de alta energía y aleación mecánica. - Otras técnicas de impacto.
• Técnicas Electrolíticas. • Técnicas Químicas.
- Descomposición de un sólido mediante un gas. - Descomposición térmica. - Precipitación partiendo de un líquido. - Precipitación partiendo de un gas. - Síntesis reactiva sólido-sólido.
• Técnicas basadas en la atomización.
- Atomización en gas. - Atomización en agua u otros líquidos. - Atomización centrífuga. - Atomización por plasma.
• Técnicas basadas en la evaporación. • Técnicas especiales para la obtención de nanopartículas. La elección de uno u otro dependerá de las propiedades requeridas para el polvo, las
cuales marcarán su comportamiento durante el proceso de fabricación y las características
finales del producto acabado. En la figura 3.16 se muestran distintas morfologías típicas de
materiales pulverulentos. Las partículas muy finas e irregulares proporcionan grandes
superficies de contacto que favorecen los enlaces entre partículas pero dificultan la fluidez del
polvo. Por otro lado, las partículas de forma esférica tienen una buena fluidez, facilitando el
movimiento del polvo de unas zonas a otras, sin embargo generan menores superficies de
contacto entre partículas. En conclusión tenemos que nos interesan las formas regulares y
tamaños pequeños.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
33
De entre todos los métodos de producción del polvo, el más común es la atomización,
sobre todo para la producción de polvos de hierro, cobre, acero, bronce, aluminio, plomo y
zinc. La atomización es una técnica que se basa principalmente en la fragmentación de un
líquido en gotas finas, por lo que, en principio, cualquier metal en estado líquido se puede
atomizar. Consiste esencialmente en la desintegración en partículas finas, de un chorro de
metal líquido sobre el cual incide otro fluido que constituye el medio de atomización. Dentro
de esta categoría se consideran dos tipos fundamentales de atomización que dependen del
tipo de fluido empleado: atomización con líquido (generalmente agua) y atomización con gas
(se usan comúnmente aire, nitrógeno y argón). Ver figura 3.17.
La atomización por agua o gas es la tecnología predominante para la atomización de
polvo y cuenta con más del 95% de la capacidad de atomización mundial. La productividad de
polvos atomizados por gases inertes es mucho menor que la de atomización con agua debido a
su coste. La atomización con aire de polvos de aluminio, bronce, cobre y zinc supera las
Figura 3.16.- Morfologías correspondientes a mátenles pulvurentos: (a) Esférica, (b) Redondeada, (c) Angular, (d)
Acicular, (e) Dendrítica, (f) Irregular, (g) Porosa, (h) Fragmentada.
Figura 3.17.- Atomización de polvos metálicos con gas inerte o agua.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
34
250.000 toneladas por año mientras que la capacidad mundial de producción de polvos con
gas inerte es menor a 40.000 toneladas por año, pero actualmente está en incremento.
En este proyecto se utilizará la molienda (figura 3.18) como método de producción de
polvos que consiste en la fractura de los granos de material por el impacto sucesivo de las
bolas o rodillos de una máquina machacadora. La reducción conseguida, es decir, el tamaño
del polvo, es función directa de la velocidad y tiempo del tratamiento mecánico.
3.3.4 Compactación.
El siguiente paso en el proceso pulvimetalúrgico consiste en la preparación y
acondicionamiento del polvo antes de pasar a la etapa de compactación. En esta etapa se
mezcla el polvo en las proporciones finales de la composición deseada y se trata de obtener la
mayor homogeneidad posible para evitar así problemas de segregación y aglomeración que
pueden aparecer debido a la distinta naturaleza, tamaño, distribución granulométrica y
morfología del polvo de partida.
Una vez obtenida la mezcla de polvo, ésta se consolida a través de distintas técnicas
hasta transformar el polvo en una pieza, denominada compacto en verde y con las
propiedades mecánicas suficientes para ser manipulada, hasta su sinterización. Con la
compactación se pretende obtener una pieza con la forma final y, en la medida de lo posible,
Figura 3.18.- Métodos mecánicos para producir polvos.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
35
las dimensiones finales deseadas, teniendo en cuenta las variaciones dimensionales que
ocurran durante la sinterización. La capacidad para producir componentes con la forma y
dimensiones apropiadas dependen en gran medida de este proceso, marcando la viabilidad
económica de esta técnica de fabricación. En particular, la pérdida de homogeneidad produce
distorsiones en la forma de la pieza durante el sinterizado, llegando en casos extremos a
provocar la fractura del compacto. Por ello, las pautas de diseño están principalmente
definidas por la homogeneidad de las propiedades del compacto así como por las dimensiones
finales del mismo, teniendo en cuenta cualquier cambio dimensional que resulte de procesos
posteriores como el sinterizado.
La compactación consiste básicamente en someter al polvo, en un molde, a una
presión conveniente (150 a 900 MPa). Así, se pretende conseguir, a la temperatura ambiente
una cierta adhesión de los polvos (resistencia en verde), que permita su posterior manipulado;
aumentar su densidad y conformar la pieza. La dureza final alcanzada en el compactado
depende directamente de la densidad aparente.
En cuanto a los métodos de compactación más empleados mediante aplicación de una
fuerza externa a temperatura ambiente son:
o Prensado uniaxial mecánico o hidráulico de polvos introducidos en la matriz.
o Compactación vibratoria mediante lo cual, simultáneamente a la aplicación de una
fuerza, se hacen vibrar los polvos contenidos en una matriz.
o Compactación explosiva en donde la onda de choque puede alcanzar la masa de
polvos directamente a través de un punzón o a través de un fluido.
o Compactación isostática en la que se aplica una presión en todas las direcciones a
través de un líquido o gas (CIP), utilizada en el caso de geometrías complejas.
De entre todas ellas, el presente trabajo se centra exclusivamente en el proceso de
compactación uniaxial que tiene como principal ventaja el menor tiempo de fabricación de
piezas. En la figura 3.19 se muestran las etapas usuales que intervienen en la compactación
uniaxial en frío. La aplicación de presión se consigue mediante el movimiento adecuado de los
punzones, cuya secuencia de movimientos tiene una influencia directa en las propiedades del
producto final. Básicamente, el proceso consiste en: llenar la cavidad o cámara de
compactación con polvo, consolidar el material mediante aplicación de presión, y
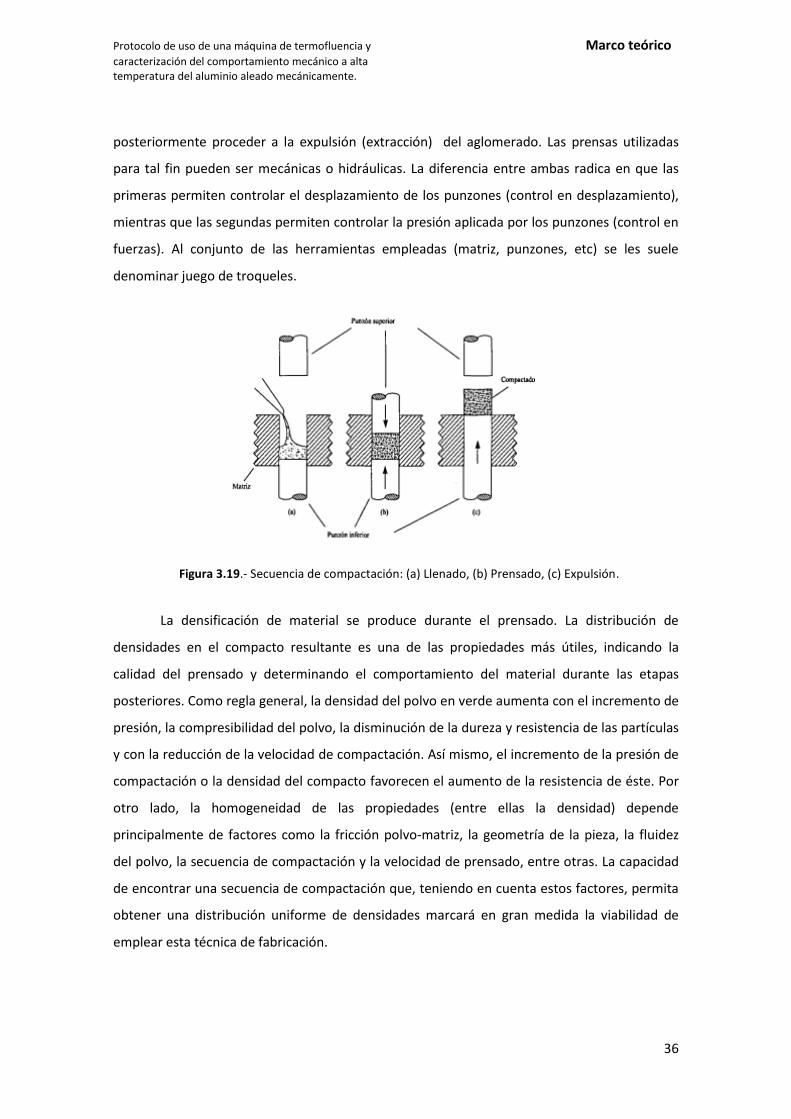
Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
36
posteriormente proceder a la expulsión (extracción) del aglomerado. Las prensas utilizadas
para tal fin pueden ser mecánicas o hidráulicas. La diferencia entre ambas radica en que las
primeras permiten controlar el desplazamiento de los punzones (control en desplazamiento),
mientras que las segundas permiten controlar la presión aplicada por los punzones (control en
fuerzas). Al conjunto de las herramientas empleadas (matriz, punzones, etc) se les suele
denominar juego de troqueles.
La densificación de material se produce durante el prensado. La distribución de
densidades en el compacto resultante es una de las propiedades más útiles, indicando la
calidad del prensado y determinando el comportamiento del material durante las etapas
posteriores. Como regla general, la densidad del polvo en verde aumenta con el incremento de
presión, la compresibilidad del polvo, la disminución de la dureza y resistencia de las partículas
y con la reducción de la velocidad de compactación. Así mismo, el incremento de la presión de
compactación o la densidad del compacto favorecen el aumento de la resistencia de éste. Por
otro lado, la homogeneidad de las propiedades (entre ellas la densidad) depende
principalmente de factores como la fricción polvo-matriz, la geometría de la pieza, la fluidez
del polvo, la secuencia de compactación y la velocidad de prensado, entre otras. La capacidad
de encontrar una secuencia de compactación que, teniendo en cuenta estos factores, permita
obtener una distribución uniforme de densidades marcará en gran medida la viabilidad de
emplear esta técnica de fabricación.
Figura 3.19.- Secuencia de compactación: (a) Llenado, (b) Prensado, (c) Expulsión.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
37
Además la compactación uniaxial en frío da origen a un producto con una porosidad
importante y con una distribución de poros no uniforme (figura 3.20). La heterogeneidad
uniaxial se debe a que en una compactación tradicional uniaxial no toda la presión aplicada se
utiliza en la compactación del polvo. Parte de esta presión se pierde en rozamiento con las
paredes. Además existe un gradiente de presión radial debido a que las partículas tienden a
expandir en las direcciones perpendiculares al eje en que se aplica la tensión. Por lo expuesto
la distribución de poros será fuertemente dependiente de la geometría del producto. Esta
heterogeneidad puede reducirse a través de la incorporación de lubricantes.
Por otro lado tenemos que si se quiere obtener productos con dimensiones próximas a
las finales y se quiere evitar los efectos negativos del uso de altas temperaturas que suelen
llevar consigo los métodos convencionales de compactación, es mejor consolidar los polvos
metálicos en caliente. Este método combina, pues, la compactación y el sinterizado en una
sola operación. El desarrollo y perfeccionamiento de nuevas técnicas de consolidación en
caliente de polvos metálicos representa quizás, junto con la producción de polvos por la
tecnología de solidificación rápida, el aspecto más importante de la tecnología
pulvimetalúrgica de los últimos tiempos. De los métodos que privilegian la obtención de un
producto que retenga las características de los polvos obtenidos por solidificación rápida, la
compactación isostática en caliente es el más relevante.
Figura 3.20.- De izquierda a derecha. Esquema de compactación. Corte transversal del compacto. Porosidad en
la sección transversal de un compacto cilíndrico.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
38
3.3.5 Sinterización.
Tras la etapa de compactación se obtiene un conglomerado frágil cuya resistencia es
suficiente para su manipulación, pero que en ningún caso posee unas prestaciones mecánicas
aptas para su uso ingenieril. Como consecuencia de esto la sinterización nace con el objetivo
de dotar a la pieza de la resistencia y fuerza necesaria para realizar su función ingenieril para la
cual se ha fabricado.
Sinterizar consiste básicamente en un tratamiento térmico a una temperatura inferior
a la temperatura de fusión del constituyente principal, por el cual partículas finas,
compactadas a presión o simplemente confinadas en un molde, se sueldan entre sí formando
una pieza, sin necesidad de fusión, por acción de la temperatura.
La fuerza promotora de la sinterización es la disminución de la energía libre por la
disminución de la energía superficial asociada a los polvos al pasar a un sólido único. La
difusión atómica logra que el polvo, que tras la etapa de compactación se mantiene unido
gracias a uniones de tipo mecánico, se consolide como un sólido compacto. Esto puede inducir
a un proceso de recristalización y a un incremento en el tamaño de los granos. Generalmente
da lugar a productos porosos (del orden del 10-40%), fundamentalmente con poros
interconectados, es decir, con una elevada superficie en contacto con el medio, y con una
estructura no homogénea, producto de la heterogeneidad de partida y del intercambio de
materia con la atmósfera durante la sinterización. La figura 3.21 muestra un esquema genérico
de la etapa de sinterización. Existe un gran interés en conocer los mecanismos que intervienen
en el sinterizado, siendo ésta una de las áreas de investigación que la pulvimetalurgia tiene
abiertas.
Figura 3.21.- Esquema del proceso de sinterización.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
39
El proceso está fuertemente condicionado, además de por las características de
compactación uniaxial, a que la interacción con la atmósfera reactiva no suponga cambios
químicos y/o microestructurales debido a gradientes de composición y por tanto se degraden
las propiedades. Ello implica que la reactividad de la atmósfera debe centrarse exclusivamente
en la eliminación de los componentes indeseables, lubricantes y óxidos, y comportarse en
condiciones de equilibrio respecto a los componentes restantes. Como consecuencia de que el
proceso opera con materiales en distintos estados (aun manteniendo la composición
constante) y de que es naturalmente no isotermo, resulta ser prácticamente imposible
satisfacer las condiciones de equilibrio a lo largo del horno. Por lo que se realiza en atmósferas
controladas neutras o reductoras y, en ocasiones, en vacío, previniendo así la oxidación y otras
reacciones que no conviene al proceso.
En la siguiente tabla 3.7 podemos ver las temperaturas generales de sinterizado:
Hierro/Acero 1100-1300ºC
Aleaciones de Aluminio 590-620ºC
Cobre 750-1000ºC
Latón 850-950ºC
Bronce 740-780ºC
Metales duros 1200-1600ºC
En algunos casos es necesario hacer operaciones de pos sinterizado ya sea por
pérdidas o aumento de tolerancias dimensionales o porque el uso de la pieza requiere un
tratamiento adicional. Entre estos tenemos el re-compactado, infiltración e impregnación.
Estos dos últimos métodos aumentan la resistencia del material poroso llenando los poros
superficiales. La infiltración con un metal líquido que tenga menor punto de fusión y la
impregnación con materiales orgánicos.
Tabla 3.7.- Temperaturas generales de sinterizado.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
40
El calibrado surge como para contrarrestar el cambio dimensional sufrido al sinterizar y
en algunos casos para incrementar la densidad de la pieza. Como su nombre indica consiste en
volver a compactar la pieza, devolviéndole sus dimensiones iniciales y aumentando un poco la
densidad. Además de lo anterior se recomienda hacer un re-sinterizado, sobre todo cuando se
necesitan piezas con propiedades mecánicas óptimas.
En la figura 3.22 podemos ver una clasificación con los diferentes procesos de
sinterización existentes.
3.3.6 Propiedades materiales pulvimetalúrgicos.
PROPIEDADES MECÁNICAS
En general, la resistencia se ve favorecida a través de la utilización de un menor
tamaño de partícula, de una mayor densidad en verde y, para una porosidad dada, la presencia
de poros de tamaño y distribución uniforme. Asimismo, ciertas modificaciones en el ciclo de
sinterización contribuyen a una mejora de la resistencia, como por ejemplo como
consecuencia de mayores tiempos y temperaturas de sinterización.
La porosidad tiene un fuerte efecto sobre la mayoría de las propiedades de los
compactos. Por orden de sensibilidad de las propiedades mecánicas a la porosidad, de menor a
mayor, se tiene la resistencia, la ductilidad, y la resistencia a fractura y a fatiga. Es sabido que
Figura 3.22.- Clasificación de los distintos tipos de procesos de sinterización.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
41
los poros pueden actuar como sitios de iniciación de la grieta por fatiga y, por lo tanto,
contribuyen a una baja tenacidad a fractura. Por ello, en la evaluación de un material
pulvimetalúrgico, es lógico verificar en primer término la resistencia. Si es satisfactoria, luego
debe evaluarse la ductilidad. Finalmente si ambas son satisfactorias, la atención debe
focalizarse en las propiedades dinámicas.
PROPIEDADES QUÍMICAS
La resistencia a la corrosión de materiales pulvimetalúrgicos es a menudo menos que
la del material masivo. La menor resistencia a la corrosión resulta de tres factores:
- La presencia de porosidad, en especial abierta, que da origen a una mayor área
superficial por unidad de volumen.
- El elevado tiempo de exposición a elevadas temperaturas asociado a la sinterización.
- La incorporación de átomos intersticiales a partir de la atmósfera de sinterización.
PROPIEDADES ELÉCTRICAS Y TÉRMICAS
Las propiedades eléctricas y térmicas de un compacto sinterizado están fuertemente
influenciadas por el número y naturaleza de la unión entre partículas.
El efecto de la microestructura sobre las propiedades eléctricas y térmicas de
materiales sinterizados depende de muchas variables. Existe una gran disparidad de resultados
debido a la variación inherente al tipo de polvo así como a su procesamiento. En términos
generales, los poros son obstáculos para la conducción eléctrica y térmica, lo cual hace que las
conductividades eléctricas y térmica de los sinterizados sean menores que las
correspondientes al mismo material masivo.
Pueden identificarse tres factores que afectan la conductividad eléctrica y térmica: la
conductividad de la partícula, la porosidad y el número y naturaleza de la unión entre
partículas.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
42
3.3.7 Aluminio pulvimetalúrgico.
Han pasado ya más de 125 años desde que C.H. Hall descubriera un método comercial
relativamente barato para la extracción de aluminio y 101 años desde que los hermanos
Wright descubrieron su elevado valor al incorporarlo en las estructuras de sus diseños.
En cuanto a la obtención de aleaciones de aluminio para elevada temperatura, en la
actualidad, una de las técnicas más empleadas para consolidar aleaciones de aluminio es la
pulvimetalúrgica (PM). Mediante PM se pueden obtener aleaciones de elevada resistencia. De
hecho, se han alcanzado valores de resistencia a flexión superiores a 800 MPa, valor cercano al
límite teórico del aluminio. Mediante compactación y sinterización se pueden obtener piezas
con formas precisas mediante métodos de conformado baratos.
En el proceso de consolidación PM, la etapa principal es la sinterización. La
consolidación de aleaciones de aluminio mediante sinterización presenta un problema
importante: el aluminio está siempre cubierto de una capa de óxido. El grosor de la capa de
óxido depende de la temperatura y de la atmósfera en la que esté almacenado y,
especialmente, de la humedad. Normalmente, suele tener un espesor de 10–20 Å. El óxido,
normalmente, es amorfo y se encuentra hidratado por una capa de agua adsorbida. La capa de
óxido evita la sinterización en estado sólido de metales de bajo punto de fusión, incluido el
aluminio. Esto se explica en términos de velocidades de difusión a través del óxido y del metal.
3.3.8 Aplicaciones de materiales pulvimetalúrgicos.
La industria pulvimetalúrgica lleva ya muchas decenas de años produciendo
competitivamente productos industriales. La industria de la automoción descubrió en la PM
una técnica nueva que ofrecía una gran variedad de soluciones a los problemas que las
técnicas de consolidación tradicionales no podían hacer frente. Las primeras piezas fabricadas
mediante PM se introdujeron en los vehículos alrededor de 1960 y, desde entonces, la media
de piezas obtenidas mediante técnicas pulvimetalúrgicas implicadas en un coche familiar ha
pasado de ser de una media de 6.6-7 kg/vehículo en el año 1977 a 15.5-16.4 kg/vehículo en el
año 1999. El continuo crecimiento en el empleo de piezas pulvimetalúrgicas se puede atribuir,
entre otras ventajas, a su bajo coste y a las novedosas aplicaciones de aleaciones férreas en la
industria de la automoción:

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
43
Fabricación de guías de válvulas y asientos basados en aleaciones de hierro PM al cual se
adiciona cobre, fósforo y grafito.
Obtención de bielas mediante compactación en caliente para eliminar la etapa de forja.
Por campos de aplicación el uso de polvos metálicos es el siguiente:
- Metales de alto punto de fusión: Los metales refractarios tienen un punto de fusión
tan alto que la obtención por fundición resulta imposible. La pulvimetalurgia ha
resuelto el problema fabricándose por este medio volframio, osmio, molibdeno,
circonio, vanadio y tantalio.
- Piezas de formas complicadas: Se utiliza en gran escala aleaciones de hierro, cobre,
molibdeno y níquel para obtener partes con formas cercanas a la final y eliminar así
pérdidas de material y ahorro en el mecanizado.
- Metales porosos: Los metales con una porosidad controlada se usan como cojinetes
autolubricantes (bronces y aleaciones de hierro), filtros (bronces, aceros y aleaciones
de cobre, titanio y aluminio) y engranajes (aceros).
- Materiales antifricción: Se utilizan en componentes que convierten energía mecánica
en calor debido a la fricción. Estos materiales se componen de una dispersión de
cerámicas en una matriz metálica que suele ser de una aleación cobre-estaño o cobre-
cinc.
- Carburos cementados: Son materiales duros y tenaces de gran resistencia al desgaste
y a la abrasión. Se usan en herramientas de corte, matrices, toberas, etc.
- Aplicaciones magnéticas: La pulvimetalurgia se usa en la producción de materiales
magnéticos blandos e imanes permanentes.
- Aplicaciones eléctricas: Como electrodos de soldadura se usa especialmente una
aleación pulvimetalúrgica de cobre reforzada por dispersión de partículas (usualmente
de óxido de aluminio) sustituyendo parcialmente a las aleaciones cobre-cromo
obtenidas por fundición.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
44
3.4 El Aleado Mecánico.
Hoy en día existe un creciente interés en el estudio de la obtención de nuevos
materiales metálicos de tamaño de grano nanométrico [30], conocidos como materiales
nanométricos (tamaño de grano entre 0 y 100 nm) y ultrafinos (entre 100 y 1000 nm), debido
en gran parte a la posibilidad de obtener una interesante combinación de propiedades
mediante el procesamiento de este tipo de materiales [29].
Existen diferentes técnicas para obtener materiales de grano ultra fino (Ultra Fine
Grain, UFG) por vía mecánica, son los llamados procesos de deformación plástica severa
(Severe Plastic Deformation, SPD) entre los cuales se encuentran la molienda mecánica en
molino de bolas planetario (Ball Milling), presión en canal angular constante (ECAP, por sus
siglas en ingles), torsión a alta presión (HTP, por sus siglas en ingles), extrusión torsional (Twist
Extrusion, TE) unión por laminación acumulada (Acumulated Roll-Bond) y forja multidireccional
(Multidirectional Forging). Aquí se hará hincapié en el proceso de molienda mecánica en
molino de bolas, ya que ha sido la técnica utilizada para la obtención del polvo molturado
utilizado para la fabricación de las piezas.
El objetivo fundamental de los procesos de SPD es la obtención de estructuras de
grano ultra fino (UFG). Estas estructuras confieren, teóricamente, excepcionales propiedades
mecánicas de dureza y tenacidad al material, acompañados en ocasiones de una muy buena
respuesta dúctil Esta mejora simultánea de resistencia y ductilidad es responsable también de
la marcada mejora de resistencia a la fatiga de estos materiales [31].
3.4.1 Historia y desarrollo.
El aleado mecánico fue estudiado y desarrollado por primera vez a mediados de los
años 60 por John S. Benjamin en el laboratorio de investigación de INCO en un esfuerzo por
encontrar el modo de combinar el endurecimiento por dispersión de óxidos con el
endurecimiento por precipitación con la fase γ´ en superaleaciones base Níquel para
aplicaciones en turbinas de gas.
No fue hasta el año 1981 cuando la obtención de una fase amorfa mediante molienda
mecánica de un compuesto intermetálico Y-Co volvió a captar de nuevo la atención científica.
Tras la obtención de otro compuesto intermetálico, en el sistema Ni-Nb, partiendo de una
mezcla de polvo elemental en el año 1983, la comunidad científica comenzó a reconocer el

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
45
potencial de la aleación mecánica como una técnica de procesado en estado de no equilibrio.
A mediados de los años 80, el número de investigaciones que se habían llevado a cabo con el
objetivo de sintetizar fases estables o metaestables, incluyendo soluciones sólidas
supersaturadas o cristalinas así como aleaciones amorfas, era muy elevado.
El principal método mecánico empleado para la obtención de polvos consiste en la
trituración y molienda de las materias primas de manera que la aleación mecánica constituye
el proceso mecánico más actual para la obtención del polvo, pero además, hay una serie de
razones, que se resumen a continuación, que la consolidan como una de las técnicas más
empleadas en la actualidad.
- Se favorece la dispersión de las partículas de segunda fase (generalmente óxidos).
- Permite que se extiendan los límites de solubilidad en estado sólido.
- Se consigue un refinamiento del tamaño de grano hasta el rango nanométrico.
- Se forman de nuevas fases cristalinas.
- Se pueden desarrollar fases amorfas.
- Se inducen reacciones químicas a baja temperatura.
- Se favorecen los fenómenos de difusión.
3.4.2 El proceso del aleado mecánico.
La aleación mecánica conduce a la transformación material de la estructura cristalina
por reacciones en estado sólido. La interacción entre las bolas y las partículas de polvo puede
caracterizarse por procesos como la soldadura en frío, la deformación plástica y posterior
fragmentación de las partículas hasta que se produce un polvo en el cual cada partícula está
constituida por la composición porcentual de la mezcla de polvo inicial. Ver figura 3.23.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
46
Los primeros estudios de John S. Benjamin establecieron de forma cualitativa una serie
de periodos de tiempo caracterizados por sucesos importantes, o por propiedades
características del polvo en cada uno de ellos, que permiten dividir el proceso en distintas
etapas. Estas etapas aparecen representadas en la Figura 3.24.
Figura 3.24.- Evolución de las etapas durante el proceso de aleación mecánica.
Figura 3.23.- Esquema del proceso de soldadura y fractura del polvo por acción de las bolas.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
47
ETAPA INICIAL.
Se produce durante los primeros instantes de molienda y se caracteriza por el
desarrollo de una fina capa, de una o dos partículas de espesor, soldada en la superficie de las
bolas y por el desarrollo tanto de agrupamientos de partículas como de otras más finas que las
presentes en la mezcla de polvo inicial en forma de chapas o láminas. Las partículas de polvo y
las capas soldadas permanecen relativamente blandas y dúctiles.
PREDOMINIO DE SOLDADURA.
Esta segunda etapa se caracteriza porque durante ella se produce un incremento
sustancial en las cantidades relativas de la fracción de partículas gruesas mientras que la
fracción de las partículas más finas permanece aproximadamente constante.
Tanto la capa soldada sobre las bolas como la fracción de partículas gruesas presentan
una estructura de compuesto multicapa, que caracteriza esta etapa, con láminas paralelas a las
superficies de las bolas o a los ejes longitudinales de las partículas aplastadas.
Cada una de las láminas elementales que forman las partículas compuestas debe ser
por ello mucho más pequeña en volumen que las partículas de polvo inicial por lo que han de
ser fragmentos de los polvos elementales iniciales. El hecho de que tengan la misma estructura
indica además que, o bien existe un intercambio entre las capas soldadas y el polvo suelto o
bien que el material en las superficies continúa con el proceso en el mismo ratio que el otro. La
dureza del polvo muestra un sustancial incremento respecto al del inicial ya que virtualmente
todo el material ha sido severamente deformado. En la Figura 3.25, se muestra de manera
esquemática como se sueldan y fracturan las partículas tras la colisión con las bolas.
Figura 3.25.- (a) Formación de partículas con morfología tipo sándwich tras la colisión de las bolas y (b) fractura de partículas.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
48
FORMACIÓN DE PARTÍCULAS EQUIAXIALES.
Se produce en este periodo un agudo descenso en la cantidad de partículas gruesas en
forma de lámina y una tendencia a la formación de partículas de dimensiones equiaxiales. Un
cambio similar se produce en las capas soldadas a las bolas, probablemente resultado de una
significativa disminución en la ductilidad de las partículas de polvo compuesta o aleada,
disminución que es paralela al incremento de la dureza que experimentan.
A esta altura del proceso las partículas elementales en forma lámina, que debido a su
ductilidad seguían existiendo en etapas anteriores, ya han desaparecido siendo soldadas a
otras partículas.
SOLDADURA CON ORIENTACIÓN MARCADAMENTE DESORDENADA.
Las partículas o láminas que hasta ahora habían sido predominantemente lineales
pasan a tomar formas esféricas. La aparición de esta estructura es debida a la soldadura de
partículas sin ninguna preferencia en su orientación, a diferencia de los estados iniciales donde
la tendencia de las partículas a formar láminas era superior, soldándose con sus ejes
principales paralelos. En este estado del proceso hay un incremento sustancial en la dureza del
material con la disminución consecuente de la ductilidad, acompañando de un descenso en la
proporción de partículas de gran tamaño.
A lo largo de estas etapas, simplificadas para algunos autores como estado intermedio,
se produce una íntima mezcla de los constituyentes que provoca el descenso de la distancia de
difusión hasta rango micrométrico. Tanto la fractura como la soldadura son dominantes a lo
largo de este estadio (Figura 3.26), lo cual se puede observar por la orientación de las láminas
en todas las direcciones, de forma que cuanto mayor es la cantidad de fracturas más fina es la
estructura laminar.
Figura 3.26.- Soldaduras y fracturas sin dirección preferente.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
49
FINAL O AFINO DE LA ESTRUCTURA, RÉGIMEN PERMANENTE.
A medida que avanza el proceso, hasta esta etapa, el producto se caracteriza por el
crecimiento de la homogeneidad interna de todas las fracciones de tamaño. El tamaño de la
partícula de polvo alcanza una distribución o estado estable que depende de la composición
del sistema y de los parámetros del proceso.
No aparecen ya estructuras en forma de capas ya que estas llegan a ser tan finas (<0.5
μm) que desaparecen, dejando de ser visibles. En todas las partículas se ha alcanzado la
composición química homogénea, dando lugar a una aleación correspondiente con la
composición porcentual de la mezcla de polvo inicial. Una vez superada esta etapa, el proceso
evoluciona únicamente a través de la disminución del tamaño de partícula del polvo y del afino
de su microestructura, tanto mayor cuanto más se prolonga en el tiempo.
3.4.3 Variables del proceso.
La aleación mecánica es un proceso complejo y por tanto implica la optimización de un
gran número de variables para alcanzar la fase o microestructura deseada. Algunos de los
parámetros más importantes que afectan a la constitución final del polvo son:
Tipo de molino.
Tipo de vasija.
Velocidad de molienda.
Tiempo de molienda.
Tipo, tamaño y distribución de tamaños de las bolas de molienda.
Ratio bolas: carga.
Atmósfera de molienda.
Agente controlador del proceso.
Temperatura de molienda.
A su vez, estas variables del proceso no son totalmente independientes entre ellas. Por
ejemplo, el tiempo de molienda óptimo depende del tipo de molino, del tamaño de las bolas y
de la temperatura a la cual se lleve a cabo la molienda. Estos factores se comentan con un
poco más de detalle a continuación.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
50
Figura 3.27.- Equipo de molienda.
a) Equipo de molienda.
Para realizar la molienda se necesita un equipo de molienda que está formado por la
vasija, contenedor o molino y los cuerpos moledores, que en la mayoría de los casos son las
bolas (Fig. 3.27).
En la actualidad se emplean una gran cantidad de molinos para llevar a cabo el proceso
de molienda. Entre ellos cabe destacar los molinos horizontales convencionales, los molinos
controlados por fuerzas magnéticas, los molinos de impactos, los molinos planetarios y los
molinos denominados de alta energía o attritor. Lo que diferencia principalmente a unos
molinos de otros es la energía que suministran al sistema así como su eficiencia relativa, que
viene impuesta por la velocidad máxima que es capaz de alcanzar el sistema.
El molino más comúnmente empleado, y con el que se fabrica el polvo objeto de
estudio en este trabajo, es el molino de alta energía o attritor. La principal característica de
este molino son las hélices o aspas que lleva en su interior y que son las responsables de
proporcionar movimiento y velocidad a las bolas. En el caso de este tipo de molinos los
cuerpos moledores son las hélices y las bolas. Por acción de las aspas, las bolas son
fuertemente aceleradas lo que confiere una alta energía de molienda al polvo, y hace que se
denominen de alta energía y sean considerados como los óptimos para el proceso de aleación
mecánica.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
51
El principal inconveniente que presentan los útiles de molienda, sea del tipo que sea el
molino, es la contaminación final del polvo. La contaminación procede principalmente de la
vasija y de los cuerpos moledores. En la mayoría de los casos los molinos están fabricados con
acero inoxidable, con lo que las contaminaciones de hierro y cromo son muy comunes. El
origen de esta contaminación está en la soldadura del polvo a los útiles de molienda, de
manera que cuando éste se fractura o arrastra por otras colisiones, se ha provocado la
transferencia de hierro y de cromo al polvo. La identificación de los contaminantes se observa
fácilmente mediante EDS.
Evitar este tipo de contaminación parece inevitable, más aún cuando se emplean
mayores energías o mayores intensidades de molienda o tiempos de molienda más largos. Las
alternativas para reducir la contaminación se basan en:
- Empleo de útiles de molienda endurecidos
- Empleo de útiles de molienda de composición similar a la mezcla de polvos
- Favoreciendo la soldabilidad del proceso, con lo cual se formaría una capa del material
de partida sobre la superficie de los útiles de molienda, con el fin de que la
contaminación sea del propio material.
b) Intensidad de la molienda.
Al aumentar la velocidad de giro, se reduce el tiempo de molienda y se aumenta la
obtención de polvo de fracción fina. Sin embargo, aumentando demasiado la velocidad de giro,
se corre el riesgo de que los recipientes, las bolas y el material se calienten en exceso.
c) Ratio bolas/carga.
Al aumentar el número de bolas que se introducen en el recipiente, aumenta el
número de impactos y se reduce el tiempo de molienda para un mismo objetivo. Un exceso de
bolas provoca un aumento de la fricción y la temperatura (como con la velocidad de giro) que
inhabilitan la reducción del tamaño de grano.
d) Atmósfera de molienda.
Para prevenir la oxidación y contaminación durante la aleación mecánica, el proceso
generalmente se lleva a cabo en un molino que previamente ha sido desgasificado, y que está
bajo presión y/o flujo de gas inerte.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
52
Para llevar a cabo el proceso de molienda de alta energía, se recomienda el empleo de
gases inertes tales como el argón o el helio. El argón de alta pureza es el gas que más se
emplea en estos casos como atmósfera. Sin embargo, no es la única atmósfera empleada para
la molienda de aleaciones de aluminio, ya que las atmósferas de amonia son muy efectivas a la
hora de obtener polvo sinterizable y térmicamente estable.
Pese a que las atmósferas inertes tienen como objetivo prevenir la oxidación de la
molienda hay que destacar que no se consigue eliminar con ellas el contenido en oxígeno o
hidrógeno que se encuentre ya en el polvo de partida.
Las condiciones óptimas de operación después del proceso de molienda contemplan
también el empleo de atmósferas protectoras cuyo objetivo es controlar la oxidación del
polvo. Este, al haber sido aleado mecánicamente, ve incrementada su superficie específica,
favoreciendo la reacción con el oxígeno de la atmósfera, llegando a provocar en ocasiones su
combustión espontánea.
e) Agente controlador del proceso (ACP).
Para el caso concreto del aluminio que es un material muy dúctil, tenemos que esa
elevada ductilidad da lugar a que el polvo no pueda ser aleado mecánicamente, ya que el
proceso se ve impedido por una excesiva soldadura en frío. El exceso de soldadura en frío evita
la fractura de las partículas y, por tanto, el sistema no alcanza el equilibrio entre soldadura y
fractura necesario para que la aleación mecánica se complete.
Para evitar la excesiva tendencia de algunos materiales a la soldadura, se emplean los
denominados agentes controladores de proceso.
Los agentes superficiales y lubricantes, generalmente conocidos como ACP o PCA
(Process Control Agent), son adsorbidos en la superficie de las partículas, ayudando a inhibir la
excesiva tendencia a la soldadura y evitando la aglomeración, al disminuir la tensión superficial
de los materiales sólidos.
Hay una amplia variedad de ACP que se añaden al polvo de partida. De entre ellos los
más destacados son el benceno, microwax C, dodecano, etanol, acetato de etilo, grafito,
heptano, hexano, metanol, octano, parafina, polieten glicol, ácido esteárico y el
tetrahidrofurano entre otros.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
53
Normalmente el porcentaje de ACP empleado en el proceso de aleación mecánica
suele oscilar entre el 1 y 3 % de polvo en peso, dependiendo de las características del material
así como de las condiciones de operación. De este modo, cuanto más dúctil es el material
mayor es el porcentaje de ACP necesario.
Por otro lado, dependiendo del mayor o menor porcentaje de ACP incorporado a la
mezcla inicial, mayor o menor será el tamaño final de las partículas de polvo una vez
terminado el proceso de aleación mecánica. Con la evolución del proceso el tamaño de
partícula presenta dos tendencias opuestas:
(1) El tamaño de partícula tiende a crecer si el contenido en ACP empleado es inferior a un
valor crítico, debido al efecto dominante de la soldadura en frío. Se estima que por
debajo del 1% el proceso dominante es la soldadura.
(2) El tamaño de partícula tiende a disminuir si el porcentaje en ACP es superior a un valor
crítico debido al efecto dominante de los procesos de fractura. Contenidos superiores
al 2% dan lugar al dominio de los fenómenos de fractura.
Es importante tener en cuenta que no hay un agente controlador del proceso
universal. La naturaleza y la cantidad del ACP empleados durante la molienda determinan el
tamaño final de la partícula de polvo, y su eficacia y cantidad depende de:
a. La soldabilidad en frío de las partículas de polvo.
b. La estabilidad química y térmica del ACP.
c. La cantidad de polvo y el medio de atrición o molienda empleado.
d. La pureza del producto final deseado y su tamaño final.
Otro parámetro de molienda a tener en cuenta sería la tasa de llenado de la vasija.
Para tener una molienda óptima no se debe llenar en totalidad la vasija. Si la vasija estuviese
completamente llena las bolas no podrían chocar correctamente para moler el polvo. Se
conoce que la tasa optima es cerca del 50% [25]. Se puede también moler con una tasa de
llenado inferior, pero la productividad será en ese caso menor.
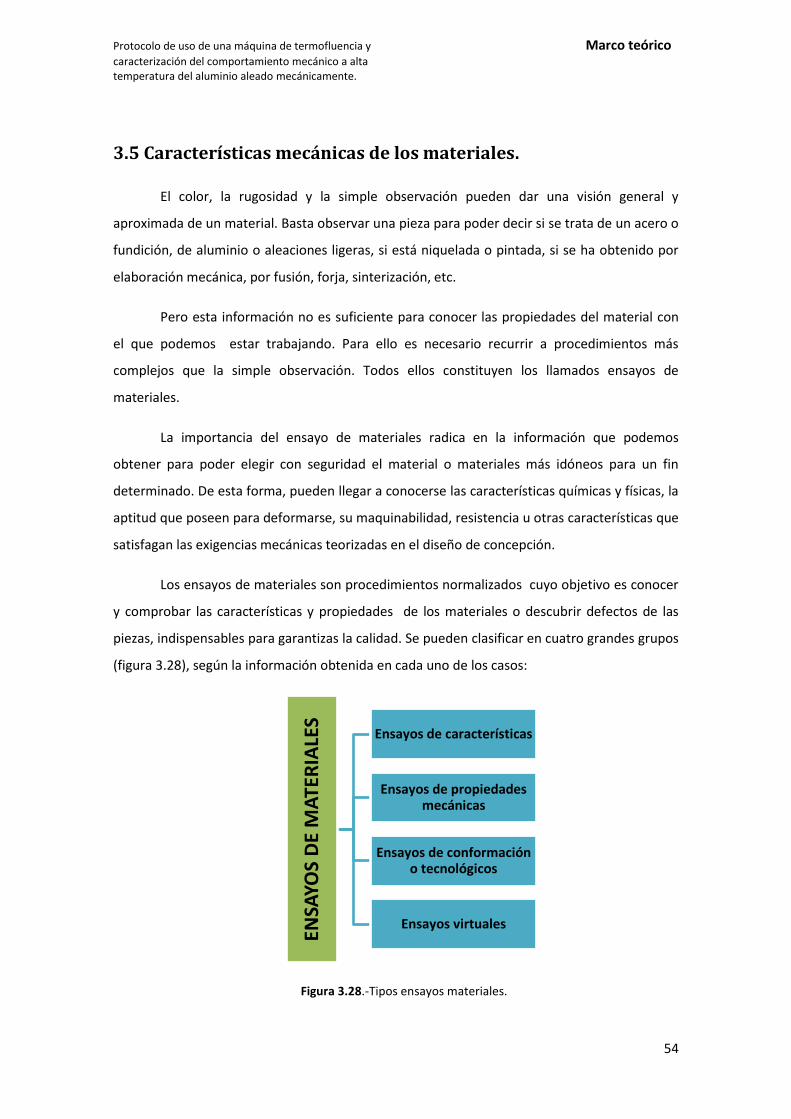
Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
54
3.5 Características mecánicas de los materiales.
El color, la rugosidad y la simple observación pueden dar una visión general y
aproximada de un material. Basta observar una pieza para poder decir si se trata de un acero o
fundición, de aluminio o aleaciones ligeras, si está niquelada o pintada, si se ha obtenido por
elaboración mecánica, por fusión, forja, sinterización, etc.
Pero esta información no es suficiente para conocer las propiedades del material con
el que podemos estar trabajando. Para ello es necesario recurrir a procedimientos más
complejos que la simple observación. Todos ellos constituyen los llamados ensayos de
materiales.
La importancia del ensayo de materiales radica en la información que podemos
obtener para poder elegir con seguridad el material o materiales más idóneos para un fin
determinado. De esta forma, pueden llegar a conocerse las características químicas y físicas, la
aptitud que poseen para deformarse, su maquinabilidad, resistencia u otras características que
satisfagan las exigencias mecánicas teorizadas en el diseño de concepción.
Los ensayos de materiales son procedimientos normalizados cuyo objetivo es conocer
y comprobar las características y propiedades de los materiales o descubrir defectos de las
piezas, indispensables para garantizas la calidad. Se pueden clasificar en cuatro grandes grupos
(figura 3.28), según la información obtenida en cada uno de los casos:
ENSA
YOS
DE
MA
TER
IALE
S
Ensayos de características
Ensayos de propiedades mecánicas
Ensayos de conformación o tecnológicos
Ensayos virtuales
Figura 3.28.-Tipos ensayos materiales.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
55
Además estos pueden clasificarse como:
- Estáticos; que simulan el comportamiento del material con pequeñas velocidades de
aplicación de las cargas. Distinguiremos entre ellos: tracción, fluencia, fractura y dureza.
- Dinámicos; que modelizan el comportamiento frente a cargas variables con el
tiempo. Distinguiremos entre ellos: fatiga y resiliencia.
3.5.1 Creep.
3.5.1.1 Generalidades.
En muchas aplicaciones los componentes se ven obligados a soportar cargas
constantes durante tiempos prolongados. En tales circunstancias el material puede continuar
deformándose hasta que su utilidad se ve seriamente perjudicada. Tales tipos de
deformaciones dependientes del tiempo pueden ser casi imperceptibles, pero crecen durante
toda la vida útil de la pieza y llevan a la rotura, aún sin que la carga haya aumentado.
Con cargas aplicadas por corto tiempo, como en un ensayo de tracción estático, hay
una deformación inicial que aumenta simultáneamente con la carga ( sólido
elástico/plástico). Si, bajo cualquier circunstancia, la deformación continúa mientras la carga se
mantiene constante, a esta deformación adicional se la conoce como CREEP (
sólido deformándose por fluencia).
El fenómeno conocido como "creep", se define como: "la parte dependiente del
tiempo de las deformaciones provenientes de tensiones".
Recientes desarrollos en el análisis del creep se han vinculados con aleaciones
resistentes al color como las empleadas en turbinas de gas y plantas de poder a vapor. Como la
tendencia en los diseños actuales es de incrementar continuamente la temperatura de
servicio, la situación se hace cada vez más crítica.
En general en metales y cerámicos este fenómeno cobra importancia a temperaturas
“elevadas”, en el rango de 0,3 a 0,6 TF. Sin embargo, existen algunos metales como plomo, cinc
o estaño que lo experimentan a temperatura ambiente. Por el contrario, para los vidrios y
polímeros la temperatura a la cual los fenómenos de creep se tornan importantes se

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
56
encuentra alrededor de la temperatura Tg (de transición vítrea) del material. De manera que
mientras los metales en general no sufrirán efectos de creep a temperatura ambiente, muchos
vidrios y polímeros lo harán.
Cuando se diseña para hacer frente al creep, se busca tanto el material como la forma
de la estructura que soportarán las cargas de diseño. Dependiendo de la aplicación así se hará
un diseño u otro. Se pueden distinguir tres tipos de problemas inherentes a la termofluencia,
ilustrados en la figura 3.29.
(a) Aplicaciones en que la limitación es el desplazamiento, donde se deben conseguir
dimensiones muy precisas o aperturas pequeñas (como en los discos y álabes de
turbinas, compresores, de gas de los aviones).
(b) Aplicaciones en que la limitación es la rotura, donde la tolerancia dimensional es
relativamente poco importante, pero se debe evitar la fractura (como en las tuberías
de una planta de generación de energía, por la que se transporta gases y líquidos a
elevadas presiones y temperaturas).
(c) Aplicaciones en que la limitación es la relajación de tensión, donde la tensión inicial se
relaja con el tiempo (los pernos (sometidos a temperatura) pretensionados deben ser
apretados regularmente para contrarrestar la pérdida de tensión).
Figura 3.29.- La fluencia es importante en tres clases de diseño en el que la limitación es
(a) el desplazamiento, (b) la rotura y (c) la relajación de tensión.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
57
Se recurre al aleado para producir materiales con buen comportamiento a alta
temperatura, con buena resistencia al creep y capaces de soportar tensiones durante mucho
tiempo sin romper o deformarse en exceso. Los procedimientos comúnmente usados para
producir estas aleaciones son, generalmente, los mismos que los empleados para mejorar la
resistencia a temperatura ambiente, como son, solución sólida y precipitación o dispersión de
partículas.
Tal y como se ha mencionado, uno de los más destacables diseños a creep son los
álabes de turbina, en concreto la primera fila de álabes (los llamados HP1) que son la zona
más caliente (ver punto 4 de la figura 3.30) de un motor de turbina (turbohélice, turboeje,
turbofan o turborreactor (figura 3.31)). Este sería un ejemplo claro de una situación donde el
material se ve sometido a cargas durante largos periodos de tiempo a elevada temperatura.
Éstos soportan temperaturas en torno a los 950ºC o incluso llegando a los 1300ºC (debido a
los flujos de gases procedentes de la cámara de combustión) y operan sometidos a altas
tensiones (debido a la gran velocidad de rotación), por lo que se requiere de ellos una buena
resistencia a la fluencia, a la oxidación y todo ello unido al requisito de separaciones críticas.
3.5.1.2 Ensayo de fluencia.
Los ensayos de fluencia se realizan para analizar las características resistentes de los
materiales en las condiciones que muestran un comportamiento viscoelástico. Además se
puede decir que éste es un ensayo obligado para conocer las características resistentes de los
materiales metálicos y compuestos cuando la temperatura de servicio es media o alta, superior
a los 300ºC. Pero también es aplicable a temperaturas ambientales para materiales de tipo
polimérico o metales de bajo punto de fusión que muestran este fenómeno a esas
temperaturas.
Figura 3.31.-Diferentes etapas de un turborreactor.
Figura 3.30.-Ciclo idea Brayton.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
58
El objetivo del ensayo es obtener la evolución temporal de la deformación de una
probeta sometida a una carga y temperatura constante. Hay que mencionar que, aunque la
carga aplicada permanezca constante, la tensión real en la probeta aumenta a medida que
ésta se deforma y su sección transversal disminuye (A<A0).
Aunque se han desarrollado máquinas capaces de realizar ensayos a tensión
constante, la mayoría de los ensayos se llevan a cabo bajo carga constante, mucho más
sencillos de implementar. Ello es debido a que, si la ductilidad en creep del material es baja
(Ԑ<1%), los resultados obtenidos con carga y tensión constante son indistinguibles [16].
El equipo es una máquina de ensayos de tracción provista de un horno, contenedor de
la probeta, con control de la temperatura de ensayo, como se observa en la figura 3.32.
Es más difícil analizar el creep que otros comportamientos mecánicos debido a que su
predicción es a largo plazo, por lo cual se debe extrapolar a partir de resultados obtenidos en
ensayos de corto tiempo. Debe tenerse en cuenta que mientras un ensayo de creep está
limitado usualmente a 1000 horas (6 semanas), las vidas en servicio de los materiales o piezas
pueden ser de 10000 horas, 100000 h, y aún más. Por lo tanto, una comprensión teórica es
aún más deseable en creep que en otros tipos de comportamientos, aunque el entendimiento
teórico del creep aún no es completo. Una teoría adecuada ha sido desarrollada muy
lentamente, los análisis han progresado a lo largo de líneas empíricas, tratando de determinar
la mejor relación entre los resultados experimentales disponibles. Existe una complicación
adicional derivada del número de variables en juego (deformación por creep, tiempo, tensión y
temperatura).
Figura 3.32.- Equipo de fluencia (izquierda) y esquema estructura equipo (derecha).

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
59
3.5.1.3 Curva de creep.
El objetivo de las curvas de creep es reflejar de un modo visual la información básica
que se deriva de un ensayo de termofluencia (el aumento de la deformación con el tiempo a
una tensión y temperatura fijas). La representación más común de esta información es
mediante curvas de deformación (Ԑ) frente al tiempo (t).
La deformación total en la probeta (ԐTOT) en un instante puede describirse como:
ԐTOT = ԐO+Ԑ (1)
Tenemos para (1) que ԐO es la deformación instantánea que se produce al cargar y Ԑ la
deformación de termofluencia. Las dependencias de estas deformaciones las podemos ver en
(2) y (3).
ԐO = f (σ, T) (2)
Ԑ = f (σ, T, t) (3)
A la ecuación (3) se la denomina relación constitutiva para un material. Nos permite
conocer los parámetros de diseño como la tensión máxima que el material puede
experimentar a la temperatura de servicio sin alcanzar la deformación límite de termofluencia.
Además esta ley constitutiva exacta se necesitará para propósitos teóricos [16]. La forma de la
ley se calcula mediante análisis de las curvas de deformación de termofluencia frente al
tiempo, obtenidas a diferentes tensiones y temperatura para materiales diferentes.
Para hacer un correcto análisis de las curvas de creep hay que tener en cuenta como
les afecta el aumento de temperatura o tensión. En la figura 3.33 vemos como debemos
considerar dos estados uno para alta temperatura (se considera para temperaturas mayores a
0.4TF) y otro para baja (para temperaturas inferiores a 0.4TF).

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
60
CURVAS CREEP A BAJA TEMPERATURA
La figura 3.34 es la extracción de una de las curvas de la figura 3.33, en concreto la de
baja temperatura.
Podemos observar que ésta (figura 3.34) es una curva logarítmica donde Ԑ aumenta
con el tiempo y que la velocidad de termofluencia ) decrece continuamente. Las
deformaciones representadas por las ordenadas pueden asociarse a tres tipos distintos de
mecanismos (figura 3.34):
La primera parte es la deformación elástica (más la deformación plástica si la tensión
es suficientemente alta) y ocurre casi instantáneamente, bajo la acción de la tensión
aplicada. Notar que se omite a veces.
La segunda es la componente transitoria cuya característica principal es que tiene tasa
de “velocidad” decreciente. La deformación es rápida al comienzo pero gradualmente
se hace más lenta a medida que se aproxima a un valor fijo determinado.
Figura 2.34.-Curva de creep a baja temperatura.
Figura 3.33.- Curvas de creep resultantes del efecto temperatura o carga
(tensión) en el ensayo.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
61
La tercera es la componente permanente que aumenta continuamente, a tasa
constante bajo tensión constante. Por tratarse de un movimiento similar al flujo
viscoso, se lo conoce a veces como creep viscoso.
La segunda y tercera parte – componentes transitoria y permanente - constituyen la
deformación total identificable con el creep. El creep viscoso es comúnmente insignificativo a
temperaturas inferiores al 50 % del punto de fusión, mientras que el creep transitorio se
observa en todas las temperaturas, aún cerca del cero absoluto. De ahí que al creep transitorio
a veces se lo llama creep frío, y al creep viscoso creep caliente (ver figura 3.33).
Notar que la termofluencia a baja temperatura se produce por el movimiento de
dislocaciones en el cristal.
CURVAS CREEP A ALTA TEMPERATURA
Cuando la temperatura de termofluencia aumenta por encima de 0.4TF, la forma de la
curva se desvía crecientemente de la logarítmica (figura 3.35). Generalmente se dice que
trabajamos “a alta temperatura” cuando el fenómeno de termofluencia es significativo y existe
riesgo a fractura [16].
Figura 3.36.- Velocidad de deformación vs deformación. Figura 3.35.- Curva de creep a alta temperatura.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
62
El tiempo total hasta la fractura se divide fenomenológicamente en cuatro zonas (ver
figuras 3.35 y 3.36):
1) Zona de deformación elástica inicial. El material adquiere una deformación
instantánea (la cual es principalmente elástica) después de ser sometido a una carga
constante.
2) Zona de fluencia primaria. Dominada por el creep transitorio. La velocidad de
deformación decae, es decir, la pendiente de la curva disminuye con el tiempo. Esto
indica el hecho de que las alteraciones estructurales, que ocurren en el metal, actúan
para retardar los procesos de flujo normal. Estos cambios ocurren primordialmente en
el número, tipo, y disposición de las dislocaciones. Se produce un deslizamiento en
planos adyacentes espaciados más estrechamente que a la temperatura ambiente y
con desplazamientos menores que a la citada temperatura.
3) Zona de fluencia secundaria. Generalmente es la etapa predominante, por ello es
donde se realizan los estudios sobre el comportamiento del material, ya que la
microestructura se mantiene “cuasi-estacionaria”. Se desarrolla una vez que el creep
transitorio ha alcanzado un valor prácticamente constante. La deformación continúa
aumentando a una tasa más o menos constante bajo la acción de la componente
viscosa. El motivo de que permanezca prácticamente constante es debido a que los
fenómenos de endurecimiento del material se igualan a los fenómenos de
recuperación (o restauración) [18].
Durante esta etapa, los planos de deslizamiento se doblan desarrollando pliegues
(kinks) y, eventualmente, resulta una estructura subgranular. El balance de los dos
procesos ya mencionados no puede continuar en forma indefinida, con especialidad si
las probetas comienzan a experimentar estricción. Eventualmente, se alcanzará un
punto en donde el aumento en la velocidad de termofluencia, causada por la elevación
del esfuerzo, vencerá el endurecimiento por deformación (es decir, se desarrolla un
proceso de ablandamiento, a velocidad mayor que el endurecimiento). En este punto
comienza la última fase.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
63
4) Zona de fluencia terciaria. Etapa asociada a la inestabilidad que se produce en la
probeta previamente a su rotura. Debido a la disminución de la sección transversal de
la probeta y del deterioro del material (desarrollo de cavidades y microfracturas) [17]
vuelve a producirse un incremento sucesivo de hasta la fractura. Se produce debido
a cambios microestructurales y/o cambios metalúrgicos; por ejemplo, la separación de
los bordes de grano y la formación de fisuras internas, cavidades y huecos.
No siempre aparecen las cuatro zonas. Si la fractura es frágil, la cuarta etapa puede
desaparecer completamente. Si la tensión o temperatura son lo suficientemente bajas, la
tercera zona se transforma en horizontal ("cero creep viscoso") y se extiende indefinidamente
(figura 3.34).
No se ha alcanzado un consenso general sobre las ecuaciones que se deben usar para
describir la forma de las curvas de termofluencia observadas a alta temperatura. Aunque pude
encontrarse en la bibliografía una gran cantidad de modelos de comportamiento [17].
En general se tiene que la curva de termofluencia a alta temperatura se discute en
términos de cambios en . Tenemos que las dependencias son (4 y 5):
= f (σ, T, t) (4)
= f (σ, T, Ԑ) (5)
Probablemente el parámetro más importante de un ensayo de termofluencia sea la
pendiente de la porción de fluencia secundaria , lo cual a menudo se denomina
velocidad mínima de termofluencia o velocidad de fluencia estacionaria S. Este es el
parámetro de diseño a utilizar en ingeniería para aplicaciones de vida larga. Además tenemos
que éste parámetro puede utilizarse en relaciones empíricas (Monkmann - Grant) para
determinar tF en función del material ensayado [18]. Por otro lado, para situaciones de fluencia
de vida corta, el tiempo de fractura, es la consideración dominante en el diseño.
Tal y como se ve en las figuras 3.35 y 3.36 S es prácticamente constante tanto con el
tiempo como con la deformación, luego las ecuaciones (4) y (5) se reducen a (6):
S = f (σ, T) (6)
En general se puede reescribir (6) por las siguientes dependencias (7):

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
64
S= u (σ)* v (T) (7)
Si fijamos una determinada temperatura (Figura 3.37 (a)) o tensión (Figura 3.37 (b)) es
posible encontrar la dependencia con la tensión (u (σ)) o temperatura (v (T)) de S.
Dependencia con la temperatura de la velocidad secundaria de creep, v (T).
La dependencia con la T se encuentra en muchos procesos diferentes, como son la
difusión, oxidación y otros. La podemos apreciar en base a la ecuación de Arrhenius (8):
⁄ (8)
Donde:
Figura 3.37.- Familia de curvas que muestran la influencia de la tensión (a) y la
temperatura en termofluencia (b).
A = constante del material Q = energía de activación de fluencia, constante determinada experimentalmente –con unidades de J mol-1-correspondiente al fenómeno que controla la velocidad de deformación (Ej. difusión de vacancias o algún otro). R = constante universal de los gases ideales (8,31 Jmol-1K-1).

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
65
La ecuación anterior describe la cinética de las reacciones químicas. Las ecuaciones de
este tipo, además de su aplicación en este caso, son aplicables a la recristalización y el
desarrollo granular, el temple del acero y la difusión metálica de estado sólido; o sea, los
movimientos de los átomos en los sólidos metálicos.
Partiendo de (8), se puede representar el logaritmo natural (ln) de s frente al
recíproco de la temperatura absoluta (1/T) a tensión constante (9) (figura 3.38).
(9)
Obsérvese que la velocidad de fluencia aumenta exponencialmente con la
temperatura (Figura 3.38).
Dependencia con la tensión de la velocidad secundaria de creep, u (σ).
Desafortunadamente, no existe una única expresión para u (σ), pero suele aceptarse la
dependencia potencial (10) a veces llamada Ley de Norton o relación de Dorn [18].
Siendo C y n constantes.
Figura 3.38.- Variación de la velocidad de fluencia con la temperatura.
(10)

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
66
Partiendo de (10), se puede representar el logaritmo natural (ln) de s frente al
logaritmo de tensión a temperatura constante (11) (figura 3.39). Se encuentra que n suele
estar comprendido entre 3 y 8, pero a tensiones σ bajas el régimen es diferente y el exponente
toma valores n 1.
(11)
3.5.1.4 Ley general de la fluencia.
Partiendo de (7) y teniendo en cuenta (8) y (10) se obtiene la ley general de la fluencia,
también llamada ley potencial del creep (12).
S= u (σ)* v (T) =
⁄ = D
⁄ (12)
Los valores de las tres constantes, D, n y Q, caracterizan la fluencia de un material si se
conocen y se puede calcular la velocidad de deformación a cualquier tensión y temperatura.
Esta expresión se utiliza de manera generalizada por la mayoría de investigadores para
la descripción del creep en materiales metálicos a alta temperatura y proporciona una buena
descripción del comportamiento, como se observa en los datos presentados en la figura 3.30
para el cobre policristalino.
Figura 3.39.- Variación de la velocidad de fluencia con la tensión.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
67
Otras formas de la ley general de la fluencia son 13, 14, 15 y 16:
(
)
(13)
(14)
⁄ (15)
⁄ (16)
Donde:
√
Para el Aluminio (fcc) D0 =5*10-5 m2/s.
Figura 3.40.- Velocidad secundaria de creep del cobre en función de la
tensión aplicada para diferentes temperaturas.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
68
3.5.1.5 Determinación n y Q.
Exponente n.
Sea un ensayo realizado a temperatura T y a una tensión σ1 sobre un material de
tamaño de grano determinado. Tras el estado transitorio, se alcanza el régimen estacionario
caracterizado por una velocidad de deformación . Si se impone una nueva tensión 2, sin
modificar el resto de condiciones, se alcanzará nuevamente un régimen estacionario de
deformación, caracterizado esta vez por . Si partimos de una aproximación de la ley
potencial de creep (12), (17), el desarrollo para llegar a obtener el exponente n (18) sería:
≈
⁄ (17)
Tomando logaritmos en (18) y particularizando para antes y después del salto de
tensión:
1 ≈
⁄ (
)
2 ≈
⁄ (
)
(
) (
)
(
)
(
) (18)
La determinación de este parámetro suele realizarse modificando la carga un 20% en
cada sitio, y a intervalos la carga un 20% en cada sitio, y a intervalos regulares de deformación
del 5% aproximadamente.
( ) (
)

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
69
Energía de activación, Q.
De igual forma, un salto de temperatura de T1 a T2, sin modificar el resto de
condiciones, permite calcular la energía de activación Q (19). Particularizando en 17 para el
salto y tomando logaritmos:
1 ≈
⁄
(
)
2 ≈
⁄
(
)
(
)
(
)
(19)
Donde y son las velocidades de deformación estacionarias antes y después del
salto de temperatura. Suelen tomarse saltos de temperatura de 50ºC a intervalos regulares de
Ԑ≈5%.
3.5.1.6 Mecanismos de creep.
Para comprender cómo podemos hacer materiales de ingeniería más resistentes a la
deformación por fluencia y a rotura por fluencia, debemos saber cómo tienen lugar a escala
atómica, esto es, debemos identificar y comprender los mecanismos que originan ambos
fenómenos.
Los mecanismos físicos de deformación por creep difieren con los materiales. Aun para
un mismo material, diferentes mecanismos pueden actuar bajo distintas combinaciones de
tensión y temperatura. Dado que el movimiento de átomos, vacancias, dislocaciones o
moléculas en un material sólido se produce por difusión. Tenemos que los mecanismos son:
difusión de vacantes, movimientos de dislocaciones y movimiento en límite de grano.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
70
MECANISMO DE DIFUSIÓN DE VACANTES
El flujo difusional puede ocurrir a bajas tensiones pero suele requerir altas
temperaturas. Este mecanismo implica el movimiento de vacancias y ocurre por la formación
espontánea de vacancias en las regiones de los bordes de grano que se encuentran
esencialmente normales a la tensión aplicada. Esta distribución desigual produce un flujo de
vacancias hacia zonas de menor concentración. Acompañando a este flujo de vacancias habrá
un flujo de átomos en sentido contrario.
Si las vacancias se mueven a través de la red cristalina, por el interior del grano, es
decir, por todo el volumen, el fenómeno se denomina creep Nabarro-Herring. La energía de
activación para el creep es igual a la de autodifusión del metal en cuestión. En este caso se ha
determinado que n = 1 y p = 2 y particularizando en 13 tenemos (figura 3.41):
Si las vacancias se mueven a través de los límites de grano y no por el interior de estos,
el proceso se llama creep Coble. La energía de activación para el creep sería igual a la de
autodifusión a través de los límites de grano. Y en este caso es n = 1 y p = 3 y particularizando
en 13 tenemos (figura 3.42):
Figura 3.42.- Mecanismo de difusión de vacantes. Creep Coble.
Figura 3.41.- Mecanismo de difusión de vacantes. Creep Nabarro-Herring.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
71
Tenemos pues que este mecanismo depende marcadamente de d y se ve favorecido
por los pequeños tamos de grano y bajas tensiones.
MECANISMO DE MOVIMIENTO DE DISLOCACIONES
El creep de dislocaciones involucra el movimiento de dislocaciones además del de
vacancias. Consecuentemente se requieren altas tensiones pero el proceso puede
desarrollarse a temperaturas intermedias o bajas en las que el flujo difusional es escaso. El
mecanismo es complejo y no está totalmente comprendido aunque se estima que el
movimiento no conservativo de dislocaciones por trepado debe jugar un papel importante en
el mismo. Ver figura 3.43.
En este caso se ha determinado que n varía para distintos materiales entre 3 y 5
(típicamente n = 5) y la energía de activación coincide con la de autodifusión, lo que da pié a la
hipótesis acerca del rol del mecanismo de trepado. No hay en cambio dependencia con el
tamaño de grano (p = 0). Particularizando para este caso en 13 (figura 3.44) se tiene:
Figura 3.43.- Mecanismo de movimiento de dislocaciones.
Figura 3.44.- Ecuación para el mecanismo de movimiento de dislocaciones.
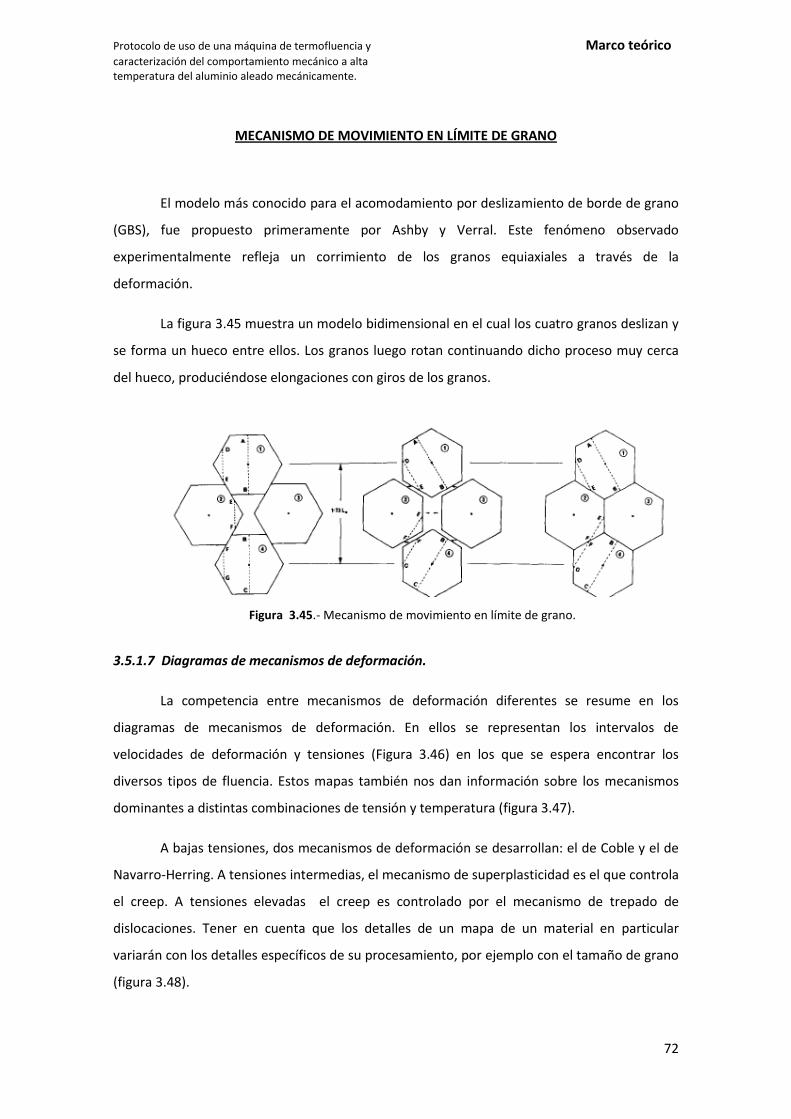
Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
72
MECANISMO DE MOVIMIENTO EN LÍMITE DE GRANO
El modelo más conocido para el acomodamiento por deslizamiento de borde de grano
(GBS), fue propuesto primeramente por Ashby y Verral. Este fenómeno observado
experimentalmente refleja un corrimiento de los granos equiaxiales a través de la
deformación.
La figura 3.45 muestra un modelo bidimensional en el cual los cuatro granos deslizan y
se forma un hueco entre ellos. Los granos luego rotan continuando dicho proceso muy cerca
del hueco, produciéndose elongaciones con giros de los granos.
3.5.1.7 Diagramas de mecanismos de deformación.
La competencia entre mecanismos de deformación diferentes se resume en los
diagramas de mecanismos de deformación. En ellos se representan los intervalos de
velocidades de deformación y tensiones (Figura 3.46) en los que se espera encontrar los
diversos tipos de fluencia. Estos mapas también nos dan información sobre los mecanismos
dominantes a distintas combinaciones de tensión y temperatura (figura 3.47).
A bajas tensiones, dos mecanismos de deformación se desarrollan: el de Coble y el de
Navarro-Herring. A tensiones intermedias, el mecanismo de superplasticidad es el que controla
el creep. A tensiones elevadas el creep es controlado por el mecanismo de trepado de
dislocaciones. Tener en cuenta que los detalles de un mapa de un material en particular
variarán con los detalles específicos de su procesamiento, por ejemplo con el tamaño de grano
(figura 3.48).
Figura 3.45.- Mecanismo de movimiento en límite de grano.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
73
3.5.1.8 Fractura por fluencia.
La forma de la curva de fluencia en la tercera etapa refleja que, a medida que las
cavidades crecen, la sección de probeta que soporta la carga disminuye y la tensión crece.
Puesto que y son proporcionales, la velocidad de fluencia crece más deprisa que la
tensión (Figura 3.49).
Figura 3.47.- Mecanismos de deformación a distintas
combinaciones de tensión y temperatura.
Figura 3.46.- Mecanismos de deformación a diferentes
intervalos de velocidad de deformación y tensión.
Figura 3.48.- Mapa de mecanismos de deformación en tres dimensiones de
una aleación eutectoide Zn-Al.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
74
La fractura puede tener lugar de diversas maneras:
a) A altas tensiones y temperaturas moderadas (involucrando tiempos relativamente
cortos), se desenvuelve como la rotura por tracción simple. Si el material es dúctil, romperá
luego de una gran deformación plástica y de la formación de un cuello.
b) A mayores temperaturas o tiempos más largos, los metales dúctiles comienzan a
perder su capacidad para endurecerse por deformación: tiene lugar el comportamiento
denominado "acción térmica". Debido a ello, se requiere más elongación para balancear los
efectos de la deformación térmica, por lo que la tasa de elongación se hace mayor, llegándose
a una rotura sin formación de cuello. Si la deformación es grande, la rotura sigue siendo dúctil.
c) A altas temperaturas o largos períodos de carga, los metales pueden fracturarse con
muy poca deformación plástica. En tales casos el mecanismo de rotación de granos
mencionado anteriormente, se transforma en importante. El movimiento relativo entre los
granos ocasiona rupturas que se abren entre ellos, cuando una fisura llega a ser lo
suficientemente grande, o varias fisuras se unen para formar una más grande, crece
lentamente a través de la pieza hasta que fractura tiene lugar. A tensiones bajas que actúan
por largo tiempo la deformación es a veces casi insignificante, y la fractura tiende a ser de
carácter frágil.
Figura 3.49.- Daño por fluencia.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
75
La difusión produce fluencia. También puede originar fractura por fluencia. Si se estira
un objeto lo suficiente acabará rompiéndose. Se podría pensar que un material se deforma
mucho antes de romperse – como un caramelo “tofee” -, pero esto es muy poco frecuente en
los materiales cristalinos. De hecho, la rotura por fluencia (en tracción) puede ocurrir a
deformaciones inesperadamente pequeñas, con frecuencia a sólo un 2-5%. En la dirección
normal a la tensión a tracción aparecen microvacíos en los bordes de grano. Éstos son los
bordes de grano hacia los que difunden los átomos para producir fluencia por difusión, desde
los bordes de grano paralelos a la tensión a tracción. Pero desde el momento en que aparecen
los microvacíos en los bordes de grano perpendiculares a la tensión, éstos también actúan
como fuente de átomos y, como consecuencia, crecen. Como los microvacíos no pueden
soportar/transmitir carga, ésta se reparte entre la sección del borde de grano que aún
permanece intacta. La consecuencia es que los microvacíos crecen cada vez más deprisa hasta
que la total unión entre ellos produce colapso. Ver figura 3.50.
Resaltar que la adición de aleantes normalmente mejora la rotura por termofluencia.
Por ejemplo, partículas duras localizadas en los límites de grano pueden impedir que éstos
deslicen y además impiden el desarrollo de grietas intergranulares.
La ecuación constitutiva que expresa el tiempo hasta el fallo (20), tf, es:
(20)
Figura 3.50.- Crecimiento de huecos por difusión en borde de grano.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
76
A esta expresión se la conoce como relación de Monkman-Grant. Los parámetros A‘, n
y Q son las constantes de fallo por fluencia, que se determinan de la misma manera que las
constantes de fluencia (los exponentes tienen distinto signo porque tf es tiempo, mientras que
s es velocidad). Los valores de A’, que dependen del material en cuestión, oscilan
habitualmente entre 0.1% y 10%. Como regla general, aunque no universal, cuanto mayor es la
ductilidad del material mayor es A’.
Los tiempos hasta el fallo se presentan en gráficas de fluencia-rotura (Figura 3.51). Su
utilidad es obvia: si se conocen la tensión y la temperatura, se puede averiguar fácilmente la
vida del material; si se desea diseñar para una cierta vida a una cierta temperatura, la tensión
de diseño queda determinada. Por lo anterior el tiempo de ruptura es quizás el más útil desde
un punto de vista ingenieril.
“¿Cómo predecir el comportamiento de termofluencia?”. Pues se determina a partir
del parámetro de Larson-Miller (PLM). Este parámetro tiene como premisa básica que la
energía de activación se mantiene constante. Así, el parámetro permanece constante para
distintas combinaciones de T y t, lo que nos permite efectuar predicciones a largo plazo a
partir de datos de corto plazo obtenidos a mayor temperatura. Ver desarrollo de la figura 3.52.
Figura 3.51.- Diagrama de fluencia – rotura.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
77
3.5.1.9 Selección de materiales resistentes a la fluencia.
Es obvio que el primer requisito que debe cumplir un material para ser resistente a la
fluencia es tener una alta temperatura de fusión (o de reblandecimiento), es decir, ser
resistentes a altas temperaturas (figura 3.53). Las distintas clases de aplicaciones industriales
suelen estar asociadas a ciertos rangos de temperaturas característicos tal y como vemos en la
Tabla 3.7 donde las temperaturas por encima de 400ºC requieren aleaciones especiales
resistentes a la fluencia: aceros ferríticos, aleaciones de titanio (más ligeras, pero más caras) y
ciertos aceros inoxidables.
Figura 3.53.- Resistencia a altas temperaturas para diferentes materiales.
Figura 3.52.- Desarrollo-Significado del parámetro de Larson-Miller.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
78
Dado que la actividad química de los materiales aumenta con la temperatura, las
consideraciones relacionadas con la resistencia a la corrosión y oxidación se tornan esenciales
en la selección de materiales para servicio a temperaturas elevadas (figura 3.54).
Figura 3.54.- Resistencia a la oxidación para diferentes materiales a diferentes
temperaturas.
Tabla 3.8.- Rangos de temperaturas y materiales.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
79
Además de todo lo anterior para el diseño de materiales resistentes a fluencia hay que
diferenciar entre fluencia plástica y por difusión
Para fluencia plástica
Maximizar las obstrucciones al movimiento de dislocaciones mediante aleación para
dar disoluciones sólidas y precipitados –tantos como sea posible; por supuesto, los
precipitados deben ser estables a la temperatura de servicio
Elegir, su es posible, un sólido con enlaces reticulares fuertes; esto significa con enlace
covalente (como en muchos óxidos, silicatos, carburo de silicio, nitruro de silicio y
otros compuestos relacionados).
Para fluencia por difusión
Conseguir que el tamaño de grano sea grande, de forma que las distancias de difusión
sean largas y que la contribución de los bordes de grano sea la menor posible –los
monocristales son la mejor opción.
Conseguir precipitados en los bordes de grano para impedir el deslizamiento de los
granos.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
80
3.6 Métodos de análisis.
En el diseño y construcción de cualquier máquina o estructura se necesitan materiales
que tengan ciertas propiedades mecánicas, económicas, corrosivas, etc... La resistencia, factor
clave en el diseño, es función, de su microestructura.
3.6.1 Ensayos metalográficos.
Se define la metalografía como el proceso de preparación de una muestra y la
observación al microscopio metalográfico. La preparación metalográfica permite determinar la
microestructura del material, pero la información obtenida puede ser no determinante para la
comprensión de las propiedades del material, por lo que se debe realizar otro tipo de ensayo
(químico, microscopio electrónico, rayos X, análisis térmico diferencial, ensayos destructivos,
no destructivos o tecnológicos).
Las técnicas metalográficas se han desarrollado para preparar adecuadamente
muestras que, por observación posterior, permitan identificar las fases y/o microestructuras
presentes en los materiales. Estas microestructuras generalmente son de tamaño
microscópico y es necesario preparar adecuadamente la muestra del material para su
observación mediante microscopía óptica o electrónica.
El proceso de preparación metalográfica es, generalmente, un proceso manual donde
la experiencia juega un papel muy importante. La calidad del proceso de preparación
dependerá de la observación a efectuar: tipo material, microestructura, etc.
Las etapas que se siguen para realizar un ensayo metalográfico son las siguientes:
Selección y extracción de la muestra: su objetivo es el mantenimiento de las
características originales del material. Dependiendo de la misma el corte puede hacerse con
una sierra o con una cortadora metalográfica.
Embutición (empastillado): se realiza cuando el tamaño de la muestra es demasiado
reducido. Puede realizarse en caliente o en frío. La utilización de uno u otro sistema y resina
dependerá de las instalaciones existentes, del tipo de material y del proceso.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
81
Desbaste: Tiene por objeto la reducción de la rugosidad superficial de la muestra a
observar. Se realiza en tres etapas sucesivas mediante procedimientos manuales o mecánicos.
Las fases se denominan, comúnmente, desbaste grosero, desbaste intermedio y desbaste final.
Se va repitiendo el proceso girando la probeta 90º, utilizando un tamaño menor de grano,
hasta completar las tres etapas. Durante el desbaste, la muestra debe estar refrigerada para
evitar su calentamiento.
Pulido: En esta etapa se pretende conseguir una superficie reflectora. Igual que en el
proceso anterior, el pulido se realiza dos etapas consecutivas y encada una de ellas se utiliza
un abrasivo de tamaño de grabo menor que el de la etapa anterior. La primera etapa recibe el
nombre de pulido preliminar y la segunda de pulido final.
Los abrasivos más utilizados en los procedimientos de desbaste y pulido son el
diamante, alúmina, óxido de cerio y óxido de magnesio.
Después del pulido es necesario lavar la muestra con agua jabonosa, seguido de un
enjuagado bajo un chorro de agua abundante para eliminar todos los subproductos de
desecho. La mayoría de las veces, es necesaria la utilización de etanol y ultrasonidos para que
la limpieza sea completa.
Después de la limpieza, se seca la superficie de la muestra mediante una corriente de
aire caliente que desplace, sin romperla, la película de agua y etanol hacia uno de los
extremos. De este modo se tienen las probetas listas para realizar la siguiente de las
operaciones, el ataque químico.
Ataque: pone de manifiesto las diferencias de orientación de los cristales, la
coloración, las diferentes fases presentes en la muestra, el contorno de los granos etc…
La preparación de las probetas de aluminio y sus aleaciones es difícil, porque el metal
superficial fluye fácilmente y se produce distorsión durante el desbaste y el pulido. Una vez
conseguida una superficie plana y matado los cantos de la probeta, se desbasta con los tres
grados usuales de papel de esmeril girando la probeta 90° cada vez que se pasa de un papel al
más fino siguiente.
Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
82
El primer pulido tiene por finalidad hacer desaparecer las rayas producidas por el
desbaste. El pulido final tiene por objeto eliminar las rayas producidas en el preliminar y
obtener una superficie no rayada. Durante la primera etapa del pulido hay que prestar
atención a que el disco se mantenga siempre húmedo empleando agua destilada De igual
importancia es la presión con que s e aplica la probeta sobre el paño. La presión óptima se
determina por ensayos previos y depende, lo mismo que el tiempo empleado en el pulido
final, de la composición química y tratamiento térmico de la probeta.
Cuando prácticamente han desaparecido todas las rayas, se continúa la operación
añadiendo agua clara, en tal forma que al final el paño este completamente libre de abrasivo.
En esta fase es recomendable girar la probeta en sentido contrario al de rotación del disco,
para eliminar las marcas y colas de cometa causadas por el pulido en una sola dirección.
Interpretación de las estructuras
Mediante el microscopio óptico (figura 3.55) pueden estudiarse zonas muy pequeñas
del material y obtener información acerca de su morfología:
Constituyentes presentes en cada una de las probetas así como el control de los
tratamientos térmicos.
Tamaños y forma de los granos.
Defectos microscópicos como porosidades, grietas, microrrechupes, etc.
Corrosión intergranular (acero quemado, zonas descarburadas, etc.)
Naturaleza de las microincrusiones no metálicas.
Capas superficiales sementadas o nitruradas.
Figura 3.55.- Esquema funcionamiento microscopio óptico.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
83
3.6.2 SEM
El Microscopía electrónica de barrido (figura 3.56) (o SEM, de Scanning Electron
Microscopy), es aquel que usa electrones en lugar de luz para formar una imagen. Tiene una
gran profundidad de campo, la cual permite que se enfoque a la vez una gran parte de la
muestra. También produce imágenes de alta resolución, que significa que características
espacialmente cercanas en la muestra pueden ser examinadas a una alta magnificación. La
preparación de las muestras es relativamente fácil pues la mayoría de SEMs sólo requieren que
estas sean conductoras. La muestra es recubierta con una capa de metal delgado, y es barrida
con electrones enviados desde un cañón. Un detector mide la cantidad de electrones enviados
que arroja la intensidad de la zona de muestra, siendo capaz de mostrar figuras en tres
dimensiones, proyectados en una imagen de TV. Las imágenes son en blanco y negro puesto
que no utiliza luz el microscopio. Su resolución está entre 3 y 20 nm, dependiendo del
microscopio.
Este instrumento permite la observación y caracterización superficial de materiales
inorgánicos y orgánicos, entregando información morfológica del material analizado. A partir
de él se producen distintos tipos de señal que se generan desde la muestra y se utilizan para
examinar muchas de sus características. Con él se pueden realizar estudios de los aspectos
morfológicos de zonas microscópicas de diversos materiales, además del procesamiento y
análisis de las imágenes obtenidas. También nos permite saber la composición química de las
partículas.
Figura 3.56.- Microscopio electrónico de barrido foto a la izquierda y esquema funcionamiento
a la derecha.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
84
3.6.3 GL
Se trata de una técnica para conocer la distribución de tamaño de partícula del polvo.
El principio de funcionamiento de la técnica es el siguiente: Las partículas en
suspensión atraviesan momentáneamente la luz colimada de un rayo, el cual causa una
difracción tipo Franhofer a lo largo de la sección si las partículas son de mayor tamaño que la
longitud de onda de la luz (figura 3.57). La intensidad de la luz difractada es proporcional al
cuadrado de la medida de la partícula, pero el ángulo de difracción varia inversamente con el
tamaño de partícula.
La resolución (el tamaño de partícula mínimo que es capaz de medir el equipo) viene
limitada por la longitud de onda de la luz emitida. Los datos son tratados mediante un
software propio de la máquina que transforma los datos de intensidad en una distribución
aproximada del tamaño de partículas en suspensión.
3.6.4 DRX.
La cristalografía de rayos X es una técnica consistente en hacer pasar un haz de rayos
X a través de un cristal de la sustancia sujeta a estudio (figura 3.58). El haz se escinde en varias
direcciones debido a la simetría de la agrupación de átomos y, por difracción, da lugar a un
patrón de intensidades que puede interpretarse según la ubicación de los átomos en el cristal,
aplicando la ley de Bragg (figura 3.59).
Figura 3.57.- Esquema de funcionamiento de un equipo de granulometría láser.

Protocolo de uso de una máquina de termofluencia y Marco teórico caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
85
Es una de las técnicas que goza de mayor prestigio entre la comunidad científica para
dilucidar estructuras cristalinas, debido a su precisión y a la experiencia acumulada durante
décadas, elementos que la hacen muy fiable. Además es una técnica no destructiva que
permite obtener información cuantitativa y cualitativa sobre la estructura cristalina. Otra
ventaja es que no requiere una preparación especial de las muestras, solamente una superficie
plana.
Figura 3.58.- Determinación de una
estructura por cristalografía de rayos X.
Figura 3.59.- Esquema del principio de funcionamiento de la difracción de rayos X.

86

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
87
4. PROTOCOLO DE USO DE UNA MÁQUINA DE CREEP.
Tras este capítulo se tendrá un esquema general de cómo plantear, iniciar, ejecutar,
desarrollar y finalizar un ensayo de termofluencia con la máquina especificada a continuación,
detallando las pautas para conseguirlo.
4.1 Máquina de ensayos de termofluencia.
Las pautas para llevar a cabo un ensayo de creep van a ir referidas a una máquina en
concreto. El proveedor de este equipo es APPLIED TEST SYSTEMS el cual dispone de una gran
experiencia en la construcción de máquinas para este tipo de ensayos. En especial el modelo
Lever Arm Tester series 2330SR (figura 4.1) se caracteriza por utilizar pesos muertos y
transmitir la carga a la probeta mediante un brazo de palanca. Usualmente el ensayo se realiza
bajo carga constante, lo que sólo requiere la aplicación de un peso en forma directa o
indirecta, por medio de brazos de palanca a fin de multiplicar la magnitud aplicada. La relación
de palanca es 3:1 y 50:1 (ratio).
Para minimizar el rozamiento y tener la máxima precisión en el giro de la palanca, ésta
tiene una pieza en la palanca con forma de V que gira sobre una arista de otra pieza solidaria al
bastidor. Ambas piezas están fabricadas en metal duro, que aunque se deterioran poco con el
uso, aunque son fácilmente reemplazables. Esta pieza está situada donde marca el detalle de
palanca de la figura 4.1 (círculo naranja).
Figura 4.1.- Máquina de creep de brazo de palanca.
Detalle de palanca

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
88
Esta máquina incorpora un controlador (válido para dos máquinas), WINCCS II Dual
Frame Controller, con pantalla para operación, control de los cabezales, 8 entradas de señales
de termopares tipo K y dos entradas de extensómetros de alto nivel y controladores para
hornos de tres zonas.
La máquina tiene las siguientes características operativas:
Tipos de ensayos: convencionales de creep (mantener la fuerza), creep a tensión
constante (tiene en cuenta la reducción de la sección), ensayos de relajación de
tensiones, ensayos de creep con carga en escalón.
Rango de tensiones: desde 40N hasta 6.67 kN (utilizando el kit de carga directa para
bajas tensiones).
Rango de temperaturas: desde 100ºC a 1100ºC.
El horno tiene como temperatura máxima de operación 1205ºC y los extensómetros
1100ºC.
Precisión de 1 µm en la medida de deformación.
La máquina cumple todos los requisitos para realizar ensayos conforme a la normativa
ASTM [19].
4.2 Preparación de la probeta.
Una vez que hemos procesado las probetas de ensayo (ver capítulo 5.- desarrollo
experimental) tenemos que prepararlas para los ensayos. La preparación de cada probeta se
hará de acuerdo al protocolo de la tabla 4.1.
Debemos tener en cuenta al preparar la probeta que si al realizar los taladros
rompemos el extremo de la misma o creamos grietas que traerán consigo la rotura podemos
ensayarla siempre y cuando la superficie de agarre siga siendo la suficiente y así poder seguir
con el protocolo II, las mordazas de cuña asegurarían el agarre.
Notar que si por la razón que fuese no se pudiese hacer los taladros de agarre a la
probeta indicados en el protocolo I, se podría seguir con el proceso siempre y cuando se
pudiese realizar el protocolo II, asegurando el agarre de la probeta.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
89
Marcar con indeleble el eje de simetría de la
probeta y medir 4 mm desde cada extremo.
Hacer dos taladros de Ø2.5 mm.
Desbaste fino con lija de P1200 y P2500 de
ambas caras de la probeta, para eliminar
rebabas y posibles grietas superficiales.
Rayar las caras de las cabezas de la probeta
con una lija de laboratorio P120, para así
aumentar la fricción con las paredes de su
alojamiento y evitar así desplazamientos
relativos indeseados
Tomar 5 medidas de anchura y espesor en la
zona central de la probeta y después tomar
como definitiva la menor.
Medir longitud.
Anotar medidas.
Asignar un número identificativo a la probeta.
Ø2.5 mm
Tabla 4.1.- Protocolo I: Preparación de la probeta.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
90
4.3 Colocación de la probeta y preparación de la máquina.
Activar al interruptor de encendido del bastidor “MAIN POWER”.
Liberamos tensiones de la máquina haciendo
balancear el brazo articulado.
Selección de las mordazas de cuña:
Usar 78-110 si e≈2.
Usar 109-141 si e≈2.9.
Usar 140-172 si e≈3.5.
Colocar una de las cabezas de la probeta
entre uno de los pares de mordazas de cuña.
Introducir el cilindro de ajuste en el taladro
de las mordazas y de la probeta para así
fijarlas. Instalamos el conjunto en el
transmisor de carga inferior y estiramos de la
probeta hasta que haga tope con las paredes
del transmisor.
Es muy importante que la probeta quede
colocada lo más verticalmente posible para
asegurarnos que la dirección de tracción
coincide con la dirección longitudinal de la
probeta (carga axial). Las mordazas no tienen
por qué estar enrasadas con el transmisor
pero sí que estén ajustadas perfectamente.
Tabla 4.2.- Protocolo II: Colocación de la probeta y preparación de la máquina.
D
d
e
Transmisor de carga
inferior
Cilindro de ajuste
Mordazas de
cuña
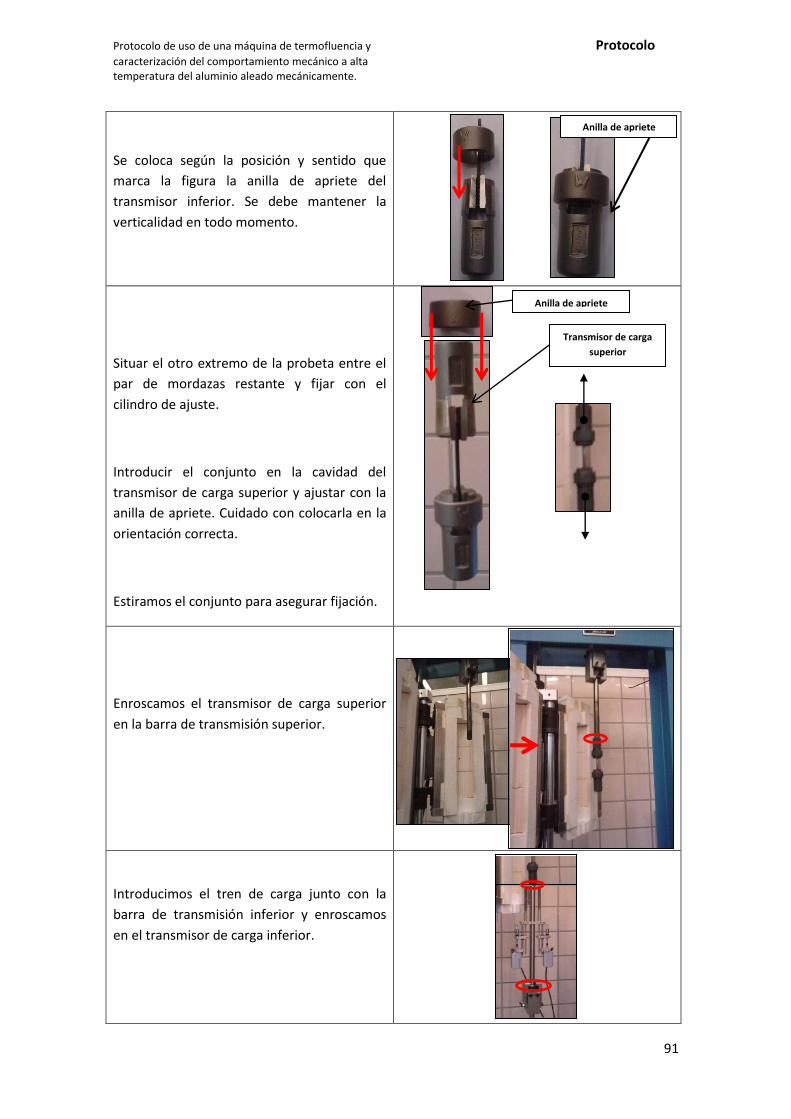
Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
91
Se coloca según la posición y sentido que
marca la figura la anilla de apriete del
transmisor inferior. Se debe mantener la
verticalidad en todo momento.
Situar el otro extremo de la probeta entre el
par de mordazas restante y fijar con el
cilindro de ajuste.
Introducir el conjunto en la cavidad del
transmisor de carga superior y ajustar con la
anilla de apriete. Cuidado con colocarla en la
orientación correcta.
Estiramos el conjunto para asegurar fijación.
Enroscamos el transmisor de carga superior
en la barra de transmisión superior.
Introducimos el tren de carga junto con la
barra de transmisión inferior y enroscamos
en el transmisor de carga inferior.
Anilla de apriete
Anilla de apriete
Transmisor de carga
superior

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
92
Colocar las mordazas rectangulares en el
montaje para fijar el tren de carga. En primer
lugar se fijará la inferior haciendo tope con el
transmisor de carga inferior y después la
superior ajustándola contra el superior. La
fijación será con tornillos y sus respectivas
tuercas.
Medimos distancia entre los extremos de los
agujeros de las mordazas rectangulares (d)
con pie de rey (medidas internas).
Sabiendo que 2.93 mm es el diámetro del
agujero de la mordaza rectangular, se calcula
la longitud calibrada (L; gage): L = d + 2.93.
Debe asegurarse que el sistema de carga
corre libremente, moviéndolo ligeramente si
fuese necesario.
Colocamos el termopar en la probeta,
asegurándonos que este cerca de ella. No
olvidar nunca introducirlo ya que sino la
máquina eleva la temperatura sin control.
Cerramos el horno y colocamos las planchas
de alúmina para evitar escapes por efecto
chimenea.
Encoger los extensómetros con tornillo
micrométrico y restarle 0.25mm al
micrómetro para así dar más recorrido a las
mediciones. Ponerlos a cero en el equipo.
1º 2º
L
Mordaza rectangular

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
93
Subimos con el control de la máquina el
elevador hasta que llegue a la altura del inicio
de la barra inferior y ajustamos.
Añadimos una pre-carga de 100N para dar
tensión al conjunto. Procurar introducir la
carga lentamente para que la probeta no
corra el riesgo de romper prematuramente.
4.4 Configuración e inicio del ensayo.
SECCIÓN 1.- INICIO APLICACIÓN Y SELECCIÓN CUENTA USUARIO.
1.1 Inicio aplicación: Clickear en el icono de la aplicación (figura 4.2) para abrir la pantalla de
inicio del programa WinCCS (figura4.3).
Figura 4.2.- Icono de la aplicación.
Figura 4.3.- Pantalla de inicio del programa WinCCS.
Control manual de
bastidores

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
94
1.2 Selección cuenta usuario: Para iniciar el programa con su cuenta de usuario ir a User y
seleccionar Login o clickear sobre el icono (círculos rojos figura 4.4) y aparecerá la
ventana de la figura 4.5 donde introducir su nombre de usuario (NewUser) y contraseña de
usuario (newuser). Cualquier problema con el acceso se consultará con los técnicos de
laboratorio.
SECCIÓN 2.- CONFIGURACIÓN DEL SISTEMA.
1.1 Selección unidades del sistema: Las unidades de medición pueden ser cambiadas o
consultadas en cualquier momento desde System menu (figura 4.6) seleccionando General
Setup y eligiendo la pestaña Frame Controller Units (figura 4.7).
Figura 4.4.- Acceso a registro usuario.
Figura 4.5.- Inicio de sesión de usuario.
Figura 4.6.- Acceso menú del sistema.
Figura 4.7.- Unidades del controlador del bastidor.
Cabecera de informe Información laboratorio
Texto de muestra
Texto de especificación de ensayo
Sistemas predeterminados
Carga de la muestra
Calibración general Bloqueos de ensayo
Directorio donde guardar informes
Calibración pesos
Depuración

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
95
1.2 Configuración de los bastidores: Desde System menu (figura 4.6) seleccionar Frame Setup
“Configuración del bastidor”. La pantalla que nos aparecerá tendrá las opciones de
configuración que vemos en la figura 4.8.
El primer e importante lugar seleccione la pestaña Frame para indicar el bastidor a
configurar, introduciendo el número/nombre de bastidor en la lista desplegable Frame
Number (figura 4.9).
Después de seleccionar el bastidor adecuado, seleccione Type “tipo” de la lista
desplegable (figura 4.10). Asegúrese de que el tipo de bastidor está de acuerdo con las
Figura 4.9.- Configuración de los bastidores. Master izquierda y slave derecha.
Figura 4.8.- Opciones de configuración del bastidor.
Control de carga
Extensómetro(s)
general(es)
Extensómetro
izquierdo
Extensómetro
derecho
Bastidor Controles
básicos
Termopar Relación de brazo Horno Varios
Información general
Capacidad de carga del
bastidor
Información del controlador del bastidor

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
96
especificaciones de la máquina. El tipo que debe seleccionar es Class One Lever (clase
tipo palanca).
Seleccione la pestaña Basic Controls para establecer las opciones de control (figura
4.11).
Figura 4.10.- Opciones posibles para tipo de bastidor.
Figura 4.11.- Opciones básicas de control.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
97
Seleccione la pestaña Arm Ratio para establecer la relación (es) de brazo, para que el
sistema calcule la correcta carga de recipiente para el nivel de tensión especificado.
Figura 4.12.
Para ingresar la relación del brazo, haga clic en el cuadro de texto bajo el título Add
Ratio (Añadir Relación) e introduzca el dividendo de la relación. Por ejemplo, si la relación
entre el brazo es de 20:1, introduzca 20. Haga clic en Add (Agregar) y observar que "20 a 1"
aparece en el cuadro de Available Ratios (relaciones disponibles). Las proporciones más
utilizados normalmente son de 10 a 1, 20 a 1, y 3 a 1. Si el bastidor es un tipo de relación
múltiple, repita el procedimiento para el segundo ratio. Ambos ratios se mostrarán en el
cuadro. Cuando un ensayo se ha iniciado en este bastidor, se especifica qué proporción está en
uso “current”.
Si necesita eliminar una relación, destacar la proporción adecuada en el cuadro de
Available Ratios (relaciones disponibles) y haga clic en Delete (Eliminar). Esta relación debe
desaparecer.
Si necesita cambiar un ratio, en primer lugar eliminar el anterior y luego añadir el
nuevo.
Es importante establecer correctamente la relación de ratio que se quiera usar en el
ensayo, ya que si no es así, el que se establezca en los siguientes pasos carecerá de valor.
Figura 4.12.- Configuración de relaciones de brazo del bastidor.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
98
Seleccione la pestaña Load Control para establecer el control de carga. Figura 4.13.
Hay dos tipos de carga automática, “weight based” ("basada en el peso") y “load
control” ("control de carga"). Las descripciones se explican por sí mismas. Si el sistema utiliza
pesos para aplicar la carga de la muestra, entonces usted debe seleccionar la entrada basada
en pesos (Weight Based). Si no utiliza los pesos, pero tiene la cadena ligada directamente al
bastidor, seleccione la opción control de carga (Load Control).
SECCIÓN 3.- ESPECIFICACIONES DE ENSAYO.
Las especificaciones de ensayo deben ser definidas antes de configurar el tipo de
muestra que se utiliza. Esta sección permite al usuario crear nuevas especificaciones concretas
a sus necesidades de ensayos. Estas nuevas especificaciones se guardarán automáticamente y
se pueden volver a utilizar.
Figura 4.13.- Establecer el control de carga.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
99
3.1 Especificaciones de ensayo: Clickear en Specifications (figura 4.14) seleccionar Create y
aparecerá la ventana Specification de la figura 4.15.
En el campo Test Specification “especificaciones de ensayo” escriba el nombre que
desee para identificar el tipo de ensayo que se esté creando. La cumplimentación del
resto de campos es opcional. Clickeamos en next y aparecerá la ventana Condition de la
figura 4.16.
En este campo se rellenarán los términos importantes del ensayo, asociados a un
nombre de condición.
Figura 4.14.- Acceso a las especificaciones de ensayo.
Figura 4.15.- Nombre de ensayo.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
100
Introduzca el nombre que desea asignar a esta condición de ensayo en test condition.
Utilice el menú desplegable del Specimen Type y Test Type para seleccionar el tipo de
muestra y ensayo (figura 4.17).
Figura 4.16.- Condiciones de ensayo.
Specimen Type
Creep (Flat); probeta de hueso plana.
Creep (Round); probeta de hueso cilíndrica.
Cylindrical Ceramic Button Head; Probeta cilíndrica con cabeza cerámica.
Cylindrical Compression; probeta cilíndrica.
Flat; probeta plana.
Flat Notch; probeta plana con entalla.
Notch; probeta con entalla.
Plain Bar; probeta barra lisa.
Rectangular Compression; probeta rectangular.
Tube Double Flat; probeta tubo de doble plano.
Tube Flat; probeta de tubo plano.
Tube Whole; probeta maciza de tubo.
Unknown Specimen, Area specified; cualquier otro tipo de probeta.
Test Type
Creep
Creep (Constant Strain); deformación constante.
Creep (Constant Stress); tensión constante.
Stress ruptura.
Room temperature creep
Room temperature creep (Constant Strain)
Room temperature creep (Constant Stress)
Room temperature stress rupture
Figura 4.17.- Posibles tipos de muestra a seleccionar a la izquierda y tipos de ensayo a la derecha.
Suficiente con 30 min.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
101
Según figura 4.16 rellene el resto de los campos de datos e introduzca los parámetros de
ensayo adecuados. Cumplimentar: la temperatura de ensayos, la rampa del horno
(relación de calentamiento), el tiempo en alcanzar la temperatura (período de
inmersión) y la carga inicial (tensión a la que estará sometida la muestra). Tenga en
cuenta que las unidades se pueden cambiar mediante el acceso a la función User Units
(unidades de usuario). Se recomienda usar un soak time de 30 min (sería suficiente).
Seleccione Next y el campo Temperature Limits (Límites de temperatura) aparecerá.
El campo Temperature Limits “límites de alarma de temperatura” (figura 4.18) permite
definir los límites de temperatura de alarma para esta especificación de ensayo. Los
límites por defecto aparecerán en estos campos y normalmente no se cambian. Sin
embargo, si usted tiene razones para usos distintos de los límites por defecto,
introduzca los datos deseados. Esté seguro de que protegerá a la muestra y el hardware
del sistema en caso de fallo de control. Tenga en cuenta que en el caso de la
temperatura supere a los niveles de alarma de menor importancia, el ensayo continuará
con el operador de notificación y registro de eventos solamente. Los ensayos no son
interrumpidos por las alarmas de menor importancia.
La Setpoint Ramping Offset se utiliza para ayudar a los hornos a alcanzar la temperatura
de funcionamiento más rápidamente. Este valor debe permanecer en cero. Seleccione
Next y el campo Change Temperature “cambios de temperatura” aparecerá.
Figura 4.18.- Límites de alarma en temperatura.
Alarma menor
Apagado del horno

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
102
El campo Change Temperatura “cambio de temperatura” (figura 4.19) rara vez se utiliza,
sin embargo, es posible cambiar la temperatura de consigna durante un ensayo. Para
utilizar esta función, haga clic en el cuadro Change Temperature (cambio de
temperatura) y especifique el tiempo de ejecución en el que la temperatura ha de
cambiar e indicar el nuevo punto de ajuste. Hacer click en Next y aparecerá la ventana
Power Failure.
Si la casilla está marcada, el bastidor será descargado antes de que la muestra se haya
recalentado si el ensayo ha sido interrumpido por un corte de energía el tiempo
suficiente para bajar la temperatura de muestra por debajo del nivel de alarma. Si no, la
muestra permanecerá cargada durante el proceso de recalentamiento. Ver figura 4.20.
Hacer clic en Next y aparecerá la ventana Creep, figura 4.21.
Figura 4.19.- Campo cambio de temperatura.
Figura 4.20.- Corte de energía.
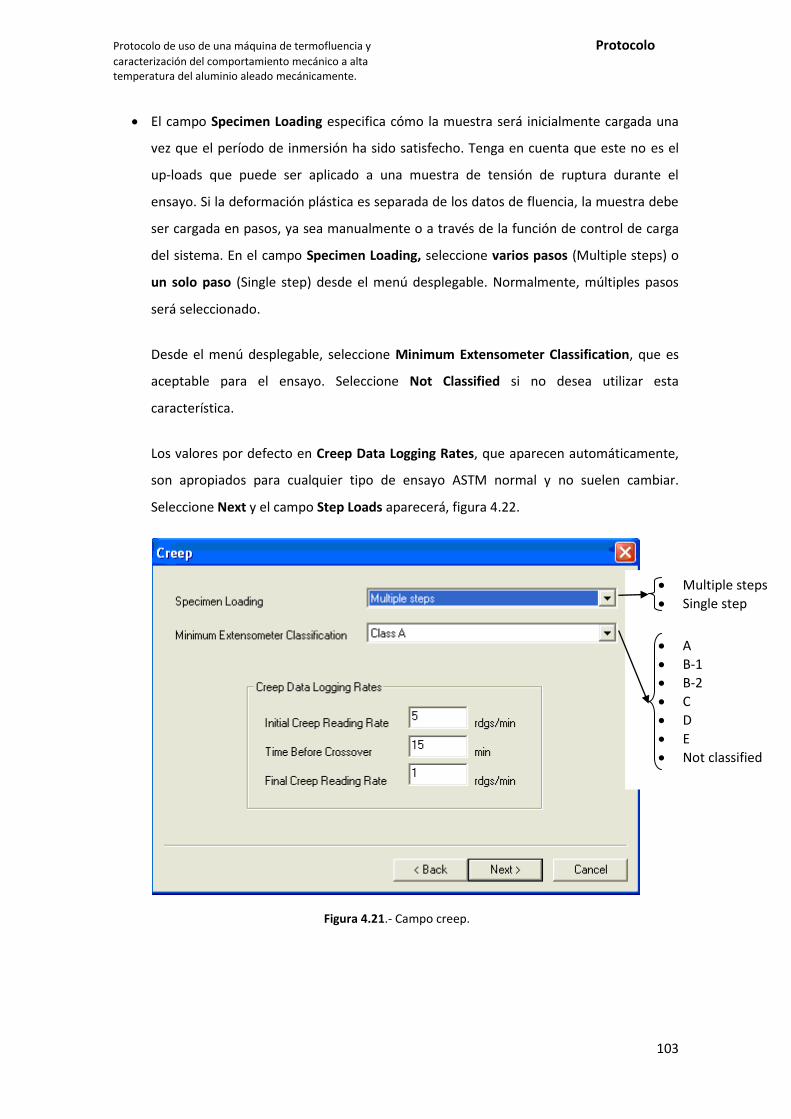
Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
103
El campo Specimen Loading especifica cómo la muestra será inicialmente cargada una
vez que el período de inmersión ha sido satisfecho. Tenga en cuenta que este no es el
up-loads que puede ser aplicado a una muestra de tensión de ruptura durante el
ensayo. Si la deformación plástica es separada de los datos de fluencia, la muestra debe
ser cargada en pasos, ya sea manualmente o a través de la función de control de carga
del sistema. En el campo Specimen Loading, seleccione varios pasos (Multiple steps) o
un solo paso (Single step) desde el menú desplegable. Normalmente, múltiples pasos
será seleccionado.
Desde el menú desplegable, seleccione Minimum Extensometer Classification, que es
aceptable para el ensayo. Seleccione Not Classified si no desea utilizar esta
característica.
Los valores por defecto en Creep Data Logging Rates, que aparecen automáticamente,
son apropiados para cualquier tipo de ensayo ASTM normal y no suelen cambiar.
Seleccione Next y el campo Step Loads aparecerá, figura 4.22.
Figura 4.21.- Campo creep.
Multiple steps
Single step
A
B-1
B-2
C
D
E
Not classified

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
104
Los saltos de carga se utilizan normalmente para ensayos de tensión de ruptura, en
donde se desea una mayor carga si la muestra no se ha roto durante el primer tiempo
del ensayo de carga. Esta característica permite al usuario especificar el tiempo de carga
de paso inicial, el valor de carga de paso, y el periodo de carga de paso. Seleccione Next
(Siguiente) para proceder. El campo Cyclic aparecerá, figura 4.23.
Es posible, con un tipo muy específico de bastidor, hacer ciclos de carga durante una
ensayo. Esta característica no está cubierta en el manual, y se debe discutir con su
representante de ATS, si se desea carga cíclica. Por lo que seleccionar None y dejar los
valores por defecto a cero. Seleccione Next y el campo Pass/Fail and Shutdown
aparecerá, figura 4.24.
Figura 4.22.- Cargas de paso.
Figura 4.23.- Carga cíclica.
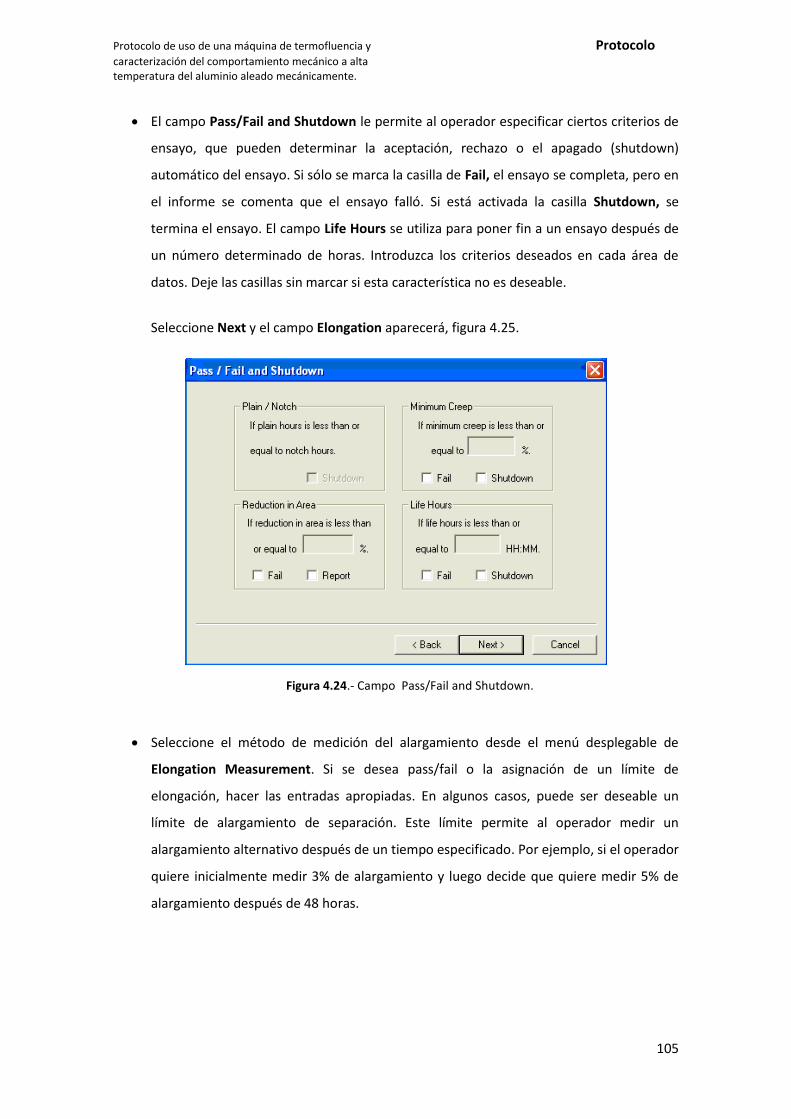
Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
105
El campo Pass/Fail and Shutdown le permite al operador especificar ciertos criterios de
ensayo, que pueden determinar la aceptación, rechazo o el apagado (shutdown)
automático del ensayo. Si sólo se marca la casilla de Fail, el ensayo se completa, pero en
el informe se comenta que el ensayo falló. Si está activada la casilla Shutdown, se
termina el ensayo. El campo Life Hours se utiliza para poner fin a un ensayo después de
un número determinado de horas. Introduzca los criterios deseados en cada área de
datos. Deje las casillas sin marcar si esta característica no es deseable.
Seleccione Next y el campo Elongation aparecerá, figura 4.25.
Seleccione el método de medición del alargamiento desde el menú desplegable de
Elongation Measurement. Si se desea pass/fail o la asignación de un límite de
elongación, hacer las entradas apropiadas. En algunos casos, puede ser deseable un
límite de alargamiento de separación. Este límite permite al operador medir un
alargamiento alternativo después de un tiempo especificado. Por ejemplo, si el operador
quiere inicialmente medir 3% de alargamiento y luego decide que quiere medir 5% de
alargamiento después de 48 horas.
Figura 4.24.- Campo Pass/Fail and Shutdown.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
106
El método más común es el Gage mark method. Notar que al usar este método no es
necesario introducir al exportar los datos la longitud final de la probeta.
Seleccione Next y el campo Intermediate Creep Pass/Fail aparecerá, figura 4.26.
Utilice el campo Intermediate Creep Pass/Fail para establecer criterios basados en la
ejecución de la fluencia. El creep a un tiempo de ejecución (run time) especificado, o un
tiempo de ejecución para un creep determinado puede ser seleccionado desde el menú
desplegable Fail if. Después de definir un criterio, haga clic en Add (Agregar) para
establecer este criterio. Seleccione Next cuando haya terminado y el campo Report
Intermediate Creep aparecerá, figura 4.27.
Figura 4.25.- Medición alargamiento.
Figura 4.26.- Criterios ejecución fluencia.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
107
La función Report Intermediate Creep es muy útil ya que la mayoría de los operadores
están interesados en la fluencia en varios puntos durante el ensayo, ya sea como
fluencia a un tiempo de ejecución determinado, o de tiempo de ejecución para un valor
de fluencia especificado. Se puede seleccionar mediante el menú desplegable Report
“Informe”. Introduzca el tiempo oportuno o el valor de fluencia.
Seleccione Finish (finalizar) cuando todos los puntos han sido establecidos y el proceso
de creación de esta especificación se ha completado.
Para editar una especificación creada ir a Specifications/Edit (figura 4.14).
Figura 4.27.- Informes creep.
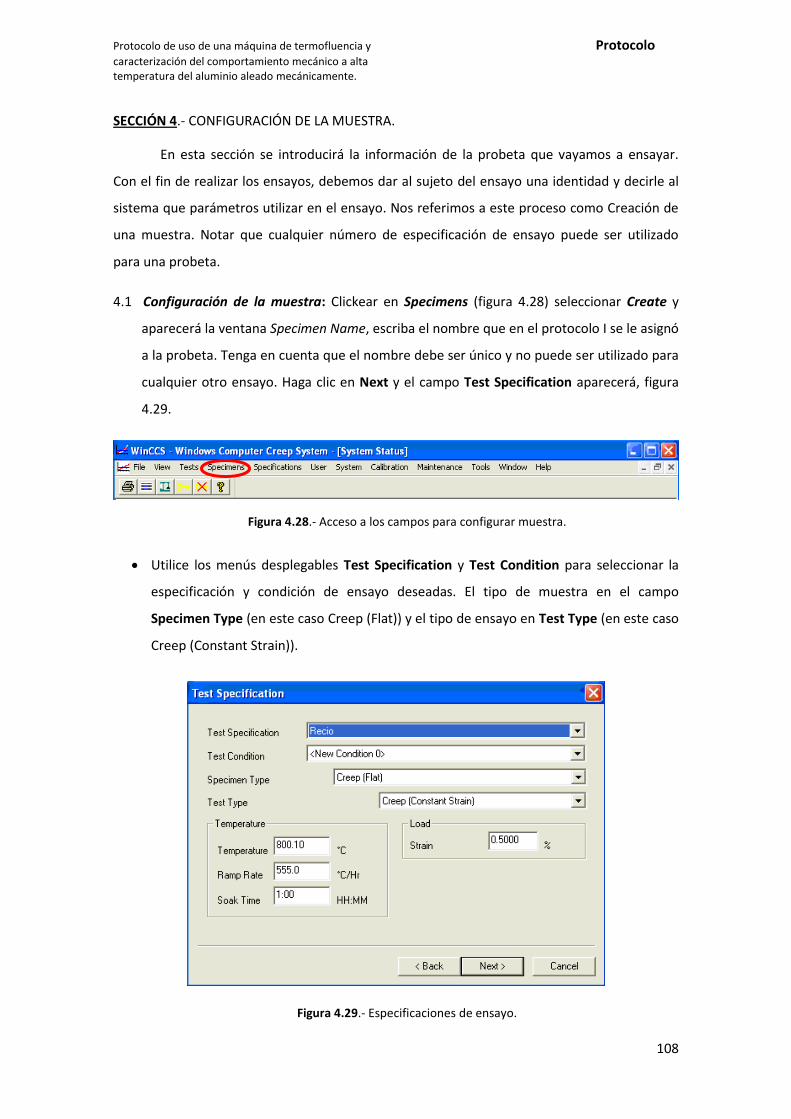
Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
108
SECCIÓN 4.- CONFIGURACIÓN DE LA MUESTRA.
En esta sección se introducirá la información de la probeta que vayamos a ensayar.
Con el fin de realizar los ensayos, debemos dar al sujeto del ensayo una identidad y decirle al
sistema que parámetros utilizar en el ensayo. Nos referimos a este proceso como Creación de
una muestra. Notar que cualquier número de especificación de ensayo puede ser utilizado
para una probeta.
4.1 Configuración de la muestra: Clickear en Specimens (figura 4.28) seleccionar Create y
aparecerá la ventana Specimen Name, escriba el nombre que en el protocolo I se le asignó
a la probeta. Tenga en cuenta que el nombre debe ser único y no puede ser utilizado para
cualquier otro ensayo. Haga clic en Next y el campo Test Specification aparecerá, figura
4.29.
Utilice los menús desplegables Test Specification y Test Condition para seleccionar la
especificación y condición de ensayo deseadas. El tipo de muestra en el campo
Specimen Type (en este caso Creep (Flat)) y el tipo de ensayo en Test Type (en este caso
Creep (Constant Strain)).
Figura 4.28.- Acceso a los campos para configurar muestra.
Figura 4.29.- Especificaciones de ensayo.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
109
Los campos de datos restantes muestran los detalles de los parámetros del ensayo de la
especificación de ensayo que ha seleccionado. Si estos no son los correctos, ha elegido
mal la especificación.
Hacer clic en Next y aparecerá la ventana Dimensions, figura 4.30.
Introduzca las dimensiones adecuadas de la muestra. La información requerida de la
probeta se ha debido tomar con la realización del protocolo I y la longitud de ensayo (L)
en el protocolo II. Seleccione Next y aparecerá la ventana Comments.
El campo Comment es opcional, y puede proceder sin introducir ningún comentario, si
no se desea ninguno. Seleccione Next para continuar y aparecerá la ventana Text
Information, cuyos campos también son opcionales, figura 4.31. Seleccione Next para
pasar al campo Review, figura 4.32.
Figura 4.30.- Dimensiones de la probeta a ensayar.
Over all lenght
Ancho probeta
Longitud probeta
Espesor probeta (e)
Longitud de ensayo (L)

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
110
Las áreas Specimen Information y Test Information de este campo permiten al
operador confirmar los detalles de la especificación del ensayo y de la muestra.
Figura 4.31.- Texto informativo.
Figura 4.32.- Revisión.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
111
Activar la función Release for Test (publicar durante ensayo), para iniciar el ensayo.
Requiere que el operador certifique que ha revisado los detalles del ensayo y está convencido
de que son correctos. Esta información se conserva como parte del registro de ensayo. Figura
4.33.
Seleccione Finish para completar el proceso y guardar el registro de la muestra para su
uso posterior. Tenga en cuenta que cualquier número de probetas se pueden crear y no es
necesario iniciar el ensayo en este momento.
COMENTARIOS
Antes de que el ensayo haya comenzado es posible hacer modificaciones de la
probeta. Specimens—Edit y cuando el campo Edit Specimen aparezca, utilice el menú
desplegable del cuadro Name para seleccionar la muestra que desea editar.
La información de la muestra se puede ver e imprimir en forma de informe
seleccionando desde el menú principal Specimens—View. Cuando el campo Select
Specimen to View aparece, utilice el menú desplegable para seleccionar la muestra a
ser vista.
Si se desea que todo registro de una muestra se elimine después de haber sido
archivado pero antes de comenzar una ensayo, ir a Specimens y seleccione Delete.
Cuando el campo Specimens to Delete aparece, utilice el menú desplegable para
seleccionar la muestra que desea eliminar.
Figura 4.33.- Publicar durante el ensayo.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
112
SECCIÓN 5.- INICIO DE UN ENSAYO.
Después de que las especificaciones del ensayo se hayan introducido y la configuración
de la muestra se ha completado, hay que tener las siguiente PRECAUCIONES antes de iniciar el
ensayo:
Los bastidores han sido equilibrados.
Una probeta está instalada.
El termopar está conectado a la muestra.
Asegurar que el horno está cerrado y que dentro de él no hay ningún material
indebido.
5.1 Inicio del ensayo: Hay cuatro maneras de comenzar este procedimiento y el método
elegido depende de la preferencia del operador. Las opciones son las siguientes:
1) Clickear en Specimens (figura 4.28) seleccionar Start y aparecerá la ventana Start a
Test (figura 4.36).
2) Seleccionar Tests (figura 4.34) y, a continuación, Start. Aparecerá el menú Start a Test
(figura 4.37).
3) Haga clic en el icono Frame en el menú principal (figura 4.35). El menú Frame Services
aparecerá (figura 4.36). Haga clic en Start a Test y aparecerá el menú Start a Test
(figura 4.37).
4) Haga doble clic en la línea de la pantalla de estado que representa el bastidor que
desee utilizar. El menú Frame Services aparecerá (figura 4.36). Haga clic en Start a Test
y aparecerá el menú Start a Test (figura 4.37).
Figura 4.34.- Acceso a inicio de ensayo por Tests.
Figura 4.35.- Acceso a inicio de ensayo por frame icon.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
113
Figura 4.36.- Menú Frame Services.
Figura 4.37.- Inicio ensayo.
Posición del termopar en
la probeta
Extensómetros usados
en el ensayo
Elección del momento
del inicio del ensayo.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
114
Una vez que se ha accedido al menú de inicio de ensayo, en el campo Frame seleccionar
el bastidor y en el campo Specimen seleccionar la muestra. Comprobar que todos los
campos marcan lo debido.
SECCIÓN 6.- DETENER UN ENSAYO.
En cualquier momento de un ensayo que se está ejecutando, el operador puede
detener el ensayo manualmente. Esto podría hacerse si un problema con el bastidor, o alguna
otra anomalía se detecta, por ejemplo, que los resultados del ensayo no sean válidos. Es
posible que el ensayo haya llegado a un punto donde no hay más datos que resulten útiles, o
por una variedad de razones, se desea que cese el ensayo.
6.1 Detener un ensayo: Hay tres maneras llevarlo a cabo.
1) Desde el menú principal, seleccione Tests (figura 4.34) y seleccione Stop en la lista de
opciones. Seleccione el bastidor adecuado en el menú resultante y haga clic en OK.
Responda Yes para verificar que desea detener el ensayo, y el ensayo se dará por
terminado.
2) Haga clic en el icono Frame icon en el menú principal (figura 4.35) y seleccionar el
bastidor adecuado en el menú resultante Frame Services (figura 4.36). Una de las
opciones disponibles es Stop the Test. Haga clic en ésta y responder Yes para verificar.
El ensayo se dará por terminado.
3) Haga doble clic en la línea apropiada de la pantalla de estado (Status Display), y
seleccione Stop the Test cuando el menú Frame Services aparece (figura 4.36). El
ensayo se dará por terminado.
SECCIÓN 7.- VER RESULTADOS DEL ENSAYO.
El Sistema de WinCCS incorpora disposiciones para ver los resultados de ambos
actualmente en ejecución y los ensayos archivados anteriormente, tanto en gráfico como en
informe. El procedimiento es seleccionar primero el ensayo que desee (por nombre de la

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
115
muestra), y luego seleccionar los informes/gráficos deseados. La captura de datos se realizará
de forma automática.
7.1 Ensayos en funcionamiento: Hay tres métodos a seleccionar para ver un ensayo que se
está ejecutando actualmente.
1) Desde el menú principal, seleccione View-Running Test (figura 4.38). Cuando el campo
Select Frame to View aparece, seleccione el bastidor deseado y haga clic en OK. El menú
Report/Graphing Options aparecerá.
2) Haga clic en el icono Frame icon en el menú principal (figura 4.35). Cuando el campo Frame
Services aparece (figura 4.36), utilice menú desplegable Frame para seleccionar el bastidor
que desee. Seleccione View Data de la lista de opciones y el menú Report/Graphing
Options aparecerá.
3) Haga doble clic en la línea apropiada de la pantalla de estado (Status Display) y el menú
Frame Services aparecerá (figura 4.36). Seleccione View Data y el menú Report/Graphing
Options aparecerá.
Un vistazo rápido a los datos de un ensayo en ejecución puede lograrse haciendo doble
clic con el botón derecho del ratón en la línea de estado del bastidor que aparece en la
pantalla de estado (Status Display).
7.2 Ensayos previos:
Para ver un ensayo que se ha completado, seleccione en el menú principal View—
Previous Tests (figura 4.38). El campo Select Archived Test to View aparecerá. Utilice el menú
desplegable Directory para seleccionar Tests y el menú File para seleccionar el nombre de la
muestra adecuado de la lista de los ensayos archivados. Véase figura 4.39.
Figura 4.38.- Acceso a visualizar resultados.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
116
7.3 Opciones de gráfico e informe:
Las ventanas Report/Graphing Options (figuras 4.40 y 4.41) permiten que el usuario
seleccione el informe específico o gráfico que se desea y configurar los gráficos para mostrar
los datos de ensayo en la forma más ventajosa. Para acceder a Report/Graphing Options, vaya
a View (figura 4.38) y seleccione Previous o Running Test(s).
Si se selecciona una forma extensa, todos los informes que figuran bajo la zona Long
Form se seleccionan automáticamente. Si algunos, pero no todos estos informes son
deseables, pueden ser seleccionados individualmente.
Figura 4.39.- Selección del ensayo.
Figura 4.40.- Configuración informe ensayo.

Protocolo de uso de una máquina de termofluencia y Protocolo caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
117
7.4 Exportación de datos: Para exportar los datos, seleccione File—Export (figura 4.42) y
seleccione Previous o Running Test (s).
Indique el nombre de archivo y la ruta haciendo clic en Browse (Examinar). Cuando el
campo Save As aparece, modificar el nombre de archivo si lo desea, y especificar Save in
destination. Seleccione OK o presione ENTER para completar el proceso de exportación.
Figura 4.41.- Configuración gráficas ensayos.
Figura 4.42.- Acceso a archivos.

118

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
119
5. DESARROLLO EXPERIMENTAL.
5.1 Procedimiento experimental.
En el diagrama de flujo siguiente (figura 5.1) se representa la ruta seguida a lo largo de
este proyecto.
Al (ER)
Molienda (10h + 1,5% ACP)
Compactación 850MPa
Sinterización 650ºC / 1h / vacío
Recompactación 1300MPa
Resinterización
Ensayos creep
Figura 5.1.- Diagrama de flujo del procedimiento experimental.
Caracterización de los polvos molidos: GL+DRX
Microscopía
óptica
Caracterización de los polvos: SEM+GL+DRX

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
120
5.2 Material empleado.
5.2.1 Riesgos.
Al trabajar con Aluminio hay que tener en cuenta que:
Riesgo de incendio y explosión en contacto con ácidos, alcohol, oxidantes, agua y por
creación de mezclas explosivas en contacto con el aire. A la hora de almacenar el
producto se tiene que separar de este tipo de productos químicos. En caso de incendio
no utilizar nunca agua ni CO2.
Riesgo en caso de exposición por inhalación prolongada o repetida con una posible
afectación de los pulmones y del sistema nervioso central originando disfunciones.
Evitar acumular polvo en los espacios en los que se trabaje con aluminio, hacer servir
las ventilaciones existentes.[36]
5.2.2 Polvo de Aluminio en estado de recepción. Propiedades.
Se ha empleado polvo de aluminio en estado de recepción. Su pureza nominal es
PROPIEDAD RESULTADO
Forma de la partícula Irregular
Porcentaje de partículas con tamaño a 125µm 99.4%
Densidad absoluta (g/cm3) 2.70
Densidad aparente (g/cm3) 0.97 (35.92%)
Densidad de golpeo (g/cm3) 1.50 (55.56%)
Fluidez No fluye libremente
Tamaño medio de partícula <44 µm
HV0.02 (Kp/mm2) 23±1
Tabla 5.1.- Propiedades del polvo empleado.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
121
superior al 99.5%, está fabricado por la empresa ECKART-WERKE (Alemania) mediante la
técnica de atomización con aire comprimido del aluminio fundido. Sus propiedades se
muestran en la Tabla 5.1.
5.2.3 Molienda.
Para la conformación de las probetas a ensayar se realiza una molienda, obteniendo
una cantidad de 70g de polvo de Aluminio AM. Entre las variables del proceso más
importantes a la hora de determinar la evolución y propiedades del polvo final conviene
destacar:
Tipo de molino
En este proyecto la molienda se llevó a cabo en un molino vertical de bolas tipo
Attritor modelo Reeves compuesto por un motor de velocidad graduable (figura 5.2). La vasija
que lo compone es de 750 cm3 en acero inoxidable y tiene una camisa para su refrigeración
por agua u otros líquidos. La vasija va cerrada por una tapadera especial con junta y cierre
mecánico MECO para el árbol de agitación. El agitador es de acero inoxidable con los brazos de
“colmonoy”.
Figura 5.2.- Equipo molienda empleado.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
122
Condiciones de la molienda
En la Tabla 5.2 se muestran las condiciones que se han empleado en las experiencias
de molienda. Notar que en las pesadas se ha empleado una balanza Mettler PB 300 con
apreciación de centésimas de gramo.
El procedimiento de molienda seguido ha sido el habitual:
En primer lugar se puso el equipo a girar durante 5 min a 200 rpm antes de colocar el
polvo, para que el ACP se pegase a las bolas y recubriese las paredes de la vasija. Luego se
introdujo el polvo en la vasija y se procedió a la evacuación del aire interior. Fueron realizados
3 ciclos para garantizar el total reemplazo de la atmósfera inicial. Tras esto se procedió a la
molienda del polvo bajo las condiciones de la tabla 5.2. Finalmente se extrajo el polvo y las
bolas con especial cuidado, ya que la reactividad del polvo con el oxígeno puede crear que este
se incendie.
Tras la molienda se limpiaron vasija, rotor y bolas químicamente (también se pudo
haber hecho mecánicamente) de los restos de polvo adheridos. Se eligió este método por ser
menos agresivo y por haberse recuperado casi el total del polvo. La limpieza química consistió
en introducir agua caliente con peróxido de hidrógeno e hidróxido de sodio sólido en la vasija,
sobre las bolas y sobre el rotor durante 30 minutos aproximadamente.
Atmósfera [bar] Argón (0,2)
Refrigerante Agua
Agente controlador del proceso
(etil bis-esteramida)de Hoechst® 1.5% ACP
Relación bolas [carga, peso]
(bolas de acero al cromo) 40:1
Velocidad aspas [rpm] 400
Temperatura exterior [ºC] 15
Tiempo [horas] 10
Tabla 5.2.- Condiciones del proceso de molienda.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
123
Para el Al hay que tener en cuenta que se deforma más fácilmente que otros
materiales y que si no se controla la atmosfera en la que se trabaja puede reaccionar al haber
acumulación de oxígeno. También si las velocidades y los impactos son muy altos estos pueden
provocar un aumento de la temperatura, pegando las partículas del polvo a las paredes del
recipiente y también haciendo crecer el tamaño de las partículas.
5.3 Características del material empleado.
Notar que sólo se han tenido en cuenta para la caracterización de los polvos, aquellas
propiedades que se han considerado aplicables o de interés, dejando fuera del alcance del
proyecto las que no aportaban datos relevantes.
5.3.1 Morfología de las partículas (SEM).
Para determinar la morfología de las partículas de aluminio elemental se ha utilizado
un microscopio electrónico de barrido (SEM) JEOL 6460LV (figura 5.3) para observar las
diferentes características microestructurales y morfológicas.
Para poder observar los polvos al SEM, fue necesario realizar una embutición previa en
pastillas de resina. Primero, se pone un poco de polvo en el fondo de un molde cilíndrico de
teflón y se coloca aproximadamente 10g de resina de poliéster ortoftálica (EPOXI) mezclada
con 0.2g de peróxido de MEK cuyo papel es el de catalizador. Especial cuidado se tuvo durante
la manipulación de peróxido de MEK ya que ataca la piel y es muy corrosivo. Se deja secar las
muestras durante 24h.
Figura 5.3.- Microscopio JEOL 6460LV, en las instalaciones del CITIUS.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
124
Después hubo que hacer una preparación metalográfica sobre la superficie de las
muestras. Se pulieron las muestras con papel de lija, grano de SiC Ø1000 y Ø2500. Se limpiaron
las muestras con agua y de nuevo se pulen con una suspensión de diamante monocristálino
3μm con lubrificante. Posteriormente se realizó una limpieza con jabón con fin de eliminar el
lubrificante de la solución de diamante, por último, se pulieron las muestras en un húmedo
con una solución de MgO conocida comercialmente como Magnomet.
Para realizar la observación en SEM la muestra tiene que ser conductora. Por ello se
realizó una deposición de oro conductor sobre la superficie de la muestra con el Sputtering
(Equipo: EDWARDS – Scancoot) y se colocó además una cinta de carbono entre ambos lados de
la misma.
5.3.2 Distribución granulométrica (GL).
Se empleó el equipo Mastersizer 2000, de Malvern Instruments.
5.4 Procesado de las probetas de ensayo.
Las probetas deberían fabricarse de tal manera que sean todas iguales. Esto implica
seguir cuidadosamente las indicaciones de los manuales de laboratorio e incluso tomar
medidas adicionales para asegurar dicha uniformidad.
5.4.1 Compactación.
Se ha empleado, a este efecto, las máquinas universales de ensayos MALICET ET BLIN y
SUZPECAR MUE-60, ver figura 5.4. La de compactación dispone de cuatro escalas, 3, 6, 15 y 30
toneladas, que han sido seleccionadas según la presión de compactación empleada, mientras
que para la segunda siempre se ha empleado la escala de 60 toneladas.
Las matrices empleadas a tal efecto son de acero F-522 templado y revenido. La
empleada para los compactos con forma de probeta de tracción plana está formada por un

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
125
núcleo de acero F-522 templado y revenido dividido en dos mitades, zunchadas por medio de
un anillo de acero F-127 tratado. En la figura 5.5 se muestran las matrices, punzones y
sufrideras de las probetas de tracción, con sus compactos correspondientes.
Las compactaciones se han llevado a cabo siguiendo el método operatorio usual del
laboratorio, es decir, mediante prensado mecánico en frío y lubricación en pared.
Es necesario realizar una correcta lubricación durante la etapa de compactación,
minimizando así el desgaste de matrices y punzones, la compactación del polvo y la extracción
de la probeta. Recordar que causa principal del aumento del coste de fabricación de piezas
sinterizadas corresponde a la matricería. Para la lubricación en pared se ha dispuesto de la
misma cera empleada como agente controlador del proceso en la molienda. La matriz se ha
lubricado con 10 g de ACP + 100cm3 de acetona.
Figura 5.4.- Máquina de compactación (izquierda) y de extracción (derecha).
Figura 5.5.- Matriz y sufrideras.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
126
En cuanto a la preparación de la compactación decir que es muy importante que el
polvo esté distribuido de una forma uniforme, para ello colocamos la sufridera mediana (que
es la que va debajo) de manera que podamos enrasar el polvo visualmente con el pincel. Tras
lo anterior se coloca arriba del polvo la sufridera pequeña y se desplaza hasta el fondo de la
matriz el conjunto. Se aconseja colocar cinta adhesiva para prevenir que en el traspaso hasta la
máquina de compactación no se caigan el conjunto sufrideras + polvo de la matriz por el peso.
Arriba de la sufridera pequeña iría la grande.
Debido a haber usado una matriz de tracción (área = 316.3 mm2) la velocidad sería de
1078N/s y la compactación sería a 850MPa.
Los compactos han sido fabricados con forma de probeta de tracción plana, gracias a la
matriz de la figura 5.5. En la figura 5.6 se presenta un esquema con las dimensiones de la
probeta. Esta sigue recomendaciones de la norma de creep de la ASTM [19].
La decisión de la cantidad de polvo usado para el procesado de las probetas, ha sido en
función del espesor (e) que las mordazas de la máquina de creep le permiten a éstas tener.
Como el mayor espesor permitido es sobre 3.5 mm (mordazas de 140-172) se tiene una
estimación de la cantidad de polvo a usar:
Partiendo de:
⁄
mm2
Sustituyendo:
Imponiendo el espesor máximo de 3.5 mm:

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
127
Se ha obtenido que las probetas se han de realizar con 3g de mezcla como máximo,
por lo que esta será la cantidad de polvo a usar. Notar que las probetas 17 y 18 se hicieron con
4g por confusión (anexo I).
Tras compactar el polvo hay que extraer las probetas gracias a la máquina de
extracción (ver figura 5.4 derecha). Para ello quitamos la sufridera grande y en su lugar
colocamos la supergrande.
5.4.2 Sinterización.
Para la sinterización de los compactos se ha usado un horno de tubo horizontal con un
controlador de temperaturas programable EUROTHERM modelo 818P de 8 etapas de
programación. Dicho controlador está conectado a un termopar, que se introduce dentro del
horno mediante una varilla unida a la tapadera de la boca de carga. El tubo del horno está
construido en acero inoxidable AISI 304 y está dotado de dispositivo de refrigeración en sus
dos extremos por agua. El sistema de vacío consta de una bomba rotativa EDWARDS E2M2 de
dos etapas (2.8m3/h), una bomba difusora de aceite EDWARDS (150 l/s) y controlador de
presión BALZERS modelo TPG 300 con sus correspondientes medidores Pirani y Penning. Ver
figura 5.7.
Figura 5.6.- Forma y dimensiones de la probeta.
R 15mm
32 mm
42 mm
66 mm
6 m
m
e (p
resi
ón
, po
lvo
(g))
4 m
m
A C B

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
128
El ciclo de sinterización usado se muestra en la tabla 5.3 y figura 5.8. Por motivos de
oxidación a altas temperaturas fue condicionado en una atmósfera inerte, el vacío de trabajo
fue de 0.05Pa y una vez se completa el ciclo se han dejado las probetas en el interior del horno
para que se enfríen lentamente hasta una temperatura exterior del orden de 100ºC.
Ciclo de sinterización a 650ºC; vacío.
Etapa 1 2 3
Gradiente [ºC/min] 10 5 0
Temperatura inicial [ºC] 0 600 650
Temperatura final [ºC] 600 650 650
Duración [min] 60 10 60
0
100
200
300
400
500
600
700
0 60 70 130
Tem
pe
ratu
ra [
ºC]
Tiempo [min]
Ciclo de sinterización
Figura 5.7.- Horno de tubo horizontal y equipo de vacío.
Figura 5.8.- Ciclo de sinterización a 650ºC en vacío.
Tabla 5.3.- Programa de un ciclo de sinterización a 650ºC.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
129
5.4.3 Reprensado y resinterización.
La preparación del reprensado es diferente que la compactación ya que la lubricación
se realiza envolviendo las probetas en ACP (ver figura 5.9). El proceso seguido en la segunda
compactación ha sido el mismo que el descrito en el apartado (5.4.1) salvo que la presión de
compactación ha sido mayor (1300MPa) se usa una matriz de reprensado (área = 317.5 mm2),
ver figura 5.9.
La resinterización sí que ha sido exactamente igual que la primera sinterización
(apartado 5.4.2), a 650ºC.
5.5 Características de las probetas de ensayo.
5.5.1 Micrografía óptica.
Se van a encastar y pulir ciertos cortes de probetas para observarlos al microscopio y
ver su morfología y porosidad.
Para obtener varias probetas (de 5mm) a partir de cada probeta inicial, se cortaron
empleando la cortadora de disco radial marca Struers modelo Secotom 10 (Fig.5.10),
empleando velocidades de giro y avance de 0,1 mm/s y 3000 rpm.
Figura 5.9.- Probetas lubricadas a la izquierda y matriz de reprensado a la derecha.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
130
Para encastar los cortes de probetas se ha usado la empastilladora BUEHLER (figura
5.11).
Una vez se tienen las probetas se lleva a cabo el proceso descrito en el apartado 3.7.1.
Se procedió a desbastar la superficie empleado la pulidora rotatoria Knuth Rotor 3 de la marca
Struers (Figura 5.12), un desbaste fino con lija de 2500. Después se ha pulido con alúmina
gruesa y tras éste usando magomet, MgO (Figura 5.13).
Figura 5.10.- Cortadora radial de precisión Struers modelo Secotom 10.
Figura 5.12.- Máquina para desbastar rotatoria Struers
Knuth Rotor 3.
Figura 5.11.- Empastilladora BUEHLER.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
131
Se observaron las muestras en el microscopio óptico Nikon EPIPHOT 200 (Fig.5.14) a
distintos aumentos (x200, x500 y x1000) y se capturaron imágenes de las zonas más
significativas de cada una de las muestras.
5.6 Ensayos termofluencia.
5.6.1 Planificación de los ensayos.
Se sabe que es muy importante confeccionar una planificación previa de los ensayos a
realizar, pero en este caso ha sido complicado ya que han sido los propios ensayos llevados a
cabo los que han facilitado un ciclo de realimentación para llegar a la comprensión del
funcionamiento de la máquina.
En cuanto a la temperatura, la mínima viene impuesta por las propias condiciones del
creep, es decir, una temperatura, en Kelvin, superior al 40% de la de fusión.
Figura 5.14.- Microscopio óptico Nikon EPIPHOT 200.
.
Figura 5.13.- Pulido con magomet.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
132
La temperatura máxima vendrá determinada por la mínima de entre todas las
temperaturas máximas de operación de los diversos componentes que se introducen en la
cámara de temperatura (extensómetro 1100ºC, mordazas 1535ºC, probeta de Al 660,2ºC).
Se decidió que los ensayos se realizaran a 220ºC, 235ºC y 250ºC para valorar la
influencia de la temperatura. Estamos pues, según el apartado 3.6.1.3 del presente proyecto,
ante ensayos a baja temperatura porque el 40% de la temperatura de fusión del Al es
264.08ºC, que es la temperatura de transición para considerar alta o baja.
En referencia a las tensiones en un primer momento se planificó realizar ensayo en el
rango de 150-200MPa para poder comparar con los estudios similares que se habían llevado a
cabo en el departamento, pero tras los resultados insatisfactorios obtenidos para este rango se
decidió por establecerlo en 40-60MPa con margen de 5MPa.
Lo ideal hubiese sido realizar ensayos múltiples (por ejemplo tres) por cada dúo de
condiciones de ensayo (temperatura y tensión), para así evitar validar datos erróneos por
cualquier defecto en el proceso de fabricación de la probeta o desarrollo ensayo.
5.6.2 Desarrollo ensayos termofluencia.
Los ensayos de termofluencia se han realizado con la máquina de creep y desarrollados
con el protocolo especificado en los apartados del capítulo 4. Todos se han realizado con un
ratio de 3:1.
Si por el motivo que fuese las probetas se resbalasen de las mordazas cónicas o se
rompiesen el(los) extremos de la(s) cabeza(s) debido a los taladros volver a repetir el protocolo
II y volver a ensayar. Un ejemplo de lo anterior lo tenemos en la figura 5.15.
Figura 5.15.- Probetas rotas por sus cabezas.
.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
133
Comentar que la máquina tiene una fase, llamada de calentamiento, previa al ensayo
en sí. Esta fase dura hasta que alcanza la temperatura especificada en el control de la cámara
de temperatura, sería el tiempo necesario para que todo el sistema (mordazas + probeta +
extensómetro) alcance la temperatura de ensayo.
Los ensayos a temperatura ambiente se realizan con el horno abierto y obviamente no
constan de la fase comentada anteriormente.
Se han llevado a cabo ensayos de termofluencia con carga neumática aunque pocos
ensayos han sido satisfactorios. Se ha calculado previamente que pesos poner, según el ratio
3:1 establecido, para obtener la tensión de ensayo que se quería. El objetivo era usar este
modo de ensayo para ir incrementando cada 24 horas en 5MPa la carga, pero en el primer
salto de carga la tensión se disparaba.
También se han intentado realizar ensayos con saltos de carga programados, pero sin
ningún éxito ya que en el primer salto la carga se disparaba rompiendo la probeta.

Protocolo de uso de una máquina de termofluencia y Desarrollo experimental caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
134
5.7 Glosario de instrumentos.
En la tabla 5.4 se ven los instrumentos medida, material de laboratorio y equipos
utilizados de apoyo en los diferentes ensayos y en las distintas etapas de investigación.
INSTRUMENTOS MEDIDA MATERIAL LABORATORIO
Pie de rey o
calibre de cursor
Bageta o varilla
de agitación
Micrómetro
Desecadora
EQUIPOS
Pincel de
laboratorio
Vibrograbador
Probeta
graduada
Balanza
electrónica
Vidrio de reloj
Baño de limpieza
por ultrasonido
Tamices
Cuchara-
Espátula
Embudo
Tabla 5.4.- Glosario instrumentos – equipos usados en los ensayos.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
135
6. RESULTADOS Y DISCUSIÓN.
En este capítulo se muestran y analizan los resultados obtenidos, producto del
procedimiento experimental detallado en el capítulo 5. Éstos son presentados de acuerdo al
diagrama de flujo del proceso (figura 5.1).
6.1 Caracterización del polvo de aluminio en estado de recepción.
6.1.1 Morfología de las partículas (SEM).
Los resultados se presentan en la figura 6.1. En la imagen de la izquierda podemos
observar la distribución de las partículas de Al dándonos una visión general de las formas. En la
imagen de la derecha podemos ver la morfología de una partícula y una visión general de los
tamaños. Podemos observar en las imágenes de la figura 6.1 como el tamaño de las partículas
de aluminio no es del todo homogéneo pero pueden estar comprendidas entre 40 – 80 µm con
alguna partícula alargada que ocasionalmente puede superar las 100 µm. En el siguiente
apartado contrastaremos estos resultados gracias a la distribución granulométrica.
Por otro lado tenemos que las partículas siguen una forma alargada (de lágrima) e
irregular. Aunque algunas partículas presentan cierta rugosidad superficial (escamas) en su
superficie, ésta es, en la mayoría de casos, preferentemente plana. Asimismo, las partículas
aparecen más o menos agrupadas.
Figura 6.1.- Morfología del polvo. Izquierda visión general de formas y
derecha visión general de tamaños.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
136
6.1.2 Distribución granulométrica.
La distribución granulométrica de las partículas que constituyen el polvo mostrada en
la figura 6.2, comentar que es una campana de Gauss simétrica y que tiene una distribución de
tamaños muy homogéneo. La mayoría de las partículas tienen un tamaño comprendido entre
20 y 250 µm. Tenemos por otro lado que 85 µm, aproximadamente, sería el tamaño de
partículas más probable. El tamaño de todas ellas es inferior, en cualquier caso, a 400 µm, que
es lo normal en un aluminio comercial.
Figura 6.2.- Distribución granulométrica Al (ER).

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
137
6.1.3 DRX.
En la figuras 6.3 tenemos DRX del polvo de aluminio. Podemos ver en la existencia de celdas de diferentes tamaños.
00-001-1179 (D) - Aluminum - Al - Y: 50.00 % - d x by: 1. - WL: 1.5406 - Cubic - a 4.05000 - b 4.05000 - c 4.05000 - alpha 90.000 - beta 90.000 - gamma 90.000 - Face-centered - Fm3m (225) - 4 - 66.4301 - F11= 5(0.
00-003-0932 (D) - Aluminum - Al - Y: 50.00 % - d x by: 1. - WL: 1.5406 - Cubic - a 4.03900 - b 4.03900 - c 4.03900 - alpha 90.000 - beta 90.000 - gamma 90.000 - 4 - 65.8903 - F6= 2(0.1840,14)
Operations: Import
AL-RS-MON - File: AL-RS-MON.raw - Type: 2Th/Th locked - Start: 10.000 ° - End: 80.000 ° - Step: 0.020 ° - Step time: 5. s - Temp.: 25 °C (Room) - Time Started: 11 s - 2-Theta: 10.000 ° - Theta: 5.000 ° - Chi: 0.00 ° -
Lin
(C
ou
nts
)
0
1000
2000
3000
4000
5000
6000
7000
8000
2-Theta - Scale
31 40 50 60 70
Figura 6.3.- Difractograma del polvo de Aluminio en ER.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
138
6.2 Caracterización del polvo molido.
6.2.1 Distribución granulométrica.
En la figura 6.4 se ha representado la distribución granulométrica del polvo molido.
Comentar que es una campana de Gauss asimétrica y con una distribución de tamaños
homogénea. La mayoría de las partículas tienen un tamaño comprendido entre 20 y 180 µm,
resaltando que el tamaño de todas ellas es inferior, en cualquier caso, a 200 µm. Tenemos por
otro lado que 60 µm, aproximadamente, sería el tamaño de partículas más probable.
Comparando con la gráfica granulométrica del aluminio sin alear (figura 6.2), comentar
que los polvos molidos presentan distribución de tamaños más homogénea y que sus
partículas son, en general, de menor tamaño.
Figura 6.4.- Distribución granulométrica Al (AM).

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
139
6.3 Caracterización de las probetas de ensayo.
6.3.1 Microscopía óptica.
Se tienen 5 tipos de empastillados:
A: Corte probeta sin ensayar (aluminio AM Reprensado pero sin resinterizar). Figura 6.5.
B: Corte de una probeta sin ensayar (aluminio AM Reprensado y resinterizado). Figura 6.6.
C: Corte longitudinal de la probeta 16 (ensayo 22). Figura 6.7.
D: Corte longitudinal de la probeta 13 (ensayo 19). Figura 6.8.
E: Corte transversal de la probeta 13 (ensayo 19). Figura 6.9.
X 1000 X 500 X 200
X 200
X 500 X 1000
Corte transversal
Corte longitudinal
Figura 6.5.- Micrografías del empastillado A.
Figura 6.6.- Micrografías del empastillado B.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
140
X 200 X 500 X 1000
Figura 6.7.- Micrografías del empastillado C.
Figura 6.9.- Micrografías del empastillado E.
X 500 X 1000 X 200
Figura 6.8.- Micrografías del empastillado D.
X 200 X 500 X 1000

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
141
De las observaciones se pueden tomar las siguientes apreciaciones: las primeras
micrografías (figuras 6.5 y 6.6) corresponde al material sin ensayar y se observa la presencia de
los bordes de las partículas que no han sido sinterizadas completamente. Resultado que se
evidencia nuevamente en la figura 6.7 sobre una probeta que se ensayó de forma
insatisfactoria, ya que la duración del ensayo fue muy corta (la probeta rompió justo al
alcanzar la carga máxima del ensayo). Por el contrario, se observa como la probeta que ha sido
ensayada por más de 240h (figuras 6.8 y 6.9) no muestra dichos bordes, el aumento de la
temperatura y la tensión aplicada han permitido que las partículas evolucionen hacia granos
menor sinterizados.
6.4 Resultados de los ensayos de creep.
Se han realizado 34 ensayos de los cuales solo han sido satisfactorios 12. Dentro de
estos 12 ensayos se descartan 2 (ensayo 15 y 16) debido a que los resultados son poco fiables
por la corta duración de los mismos.
Según nos indica el protocolo I: Preparación de las probetas (tabla 5.1) se han anotado
las medidas de las probetas y se exponen los resultados en el Anexo I. En dicho anexo no
aparecen los datos de todas las probetas ensayadas, solo las vinculadas a los ensayos correctos
(Anexo II).
En el Anexo II se exponen las gráficas que caracterizan los ensayos satisfactorios estas
son: σ-t, ε-t y -ε. Notar que en las curvas de ε-t y -ε podemos diferencias las zonas de
fluencia primaria y secundaria (ver figura 3.34 y 3.35).
En la tabla 6.1, se muestra un resumen de los datos y resultados de los diferentes
ensayos. El tiempo de ensayo al que hace referencia la tabla, no incluye los 30 minutos de fase
de calentamiento del horno para alcanzar la temperatura de ensayo. Además de esta
consideración tener en cuenta que se ha calculado como
siendo l la longitud total y
por otro lado ε=
. Tras estos cálculos y junto con el análisis de las curvas
(determinando la zona de fluencia estacionaria) se hace un promedio de dicho rango para su
obtención.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
142
Tensión teórica [MPa] Temperatura [ºC] Tensión Real [MPa] Vel.Def [s-1] Duración ensayo [min]
19 13 40 220 36,22111975 1,04E-08 14285,4
23 17 45 220 44,94198744 2,89E-09 3796,2
30 25 50 220 49,6293669 2,40E-08 2513,4
15 9 60 220 48,224 7,5748E-05No se alcanza la tensión teórica.
Tiempo de ensayo corto.
33 28 40 235 39,51835477 2,18E-08 3587,052
34 29 45 235 44,61733561 2,64E-08 1095
31 26 50 235 47,19861644 1,00E-08 8871,6
32 27 60 235 59,50757675 4,05E-08 1442,7
26_carga
neumática20 40 250 39 2,66E-07 3,66042
Al iniciar el primer salto de carga
para llegar a 45MPa la carga
aumenta súbitamente.
24 18 45 250 41,8952483 1,22E-07 2572,93
27 21 50 250 45,98554945 5,80E-07 1733,4
16 10 60 250 47,43333333 1,44799E-05No se alcanza la tensión teórica.
Tiempo de ensayo corto.
ProbetaNº de ensayo ObservacionesCreepDatos del ensayo
Tabla 6.1.- Resumen resultados ensayos.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
143
6.5 Análisis de los ensayos.
La estrategia a seguir para el análisis de los resultados será tomando como guía el
marco teórico (apartado 3.6.1.3 Curva de creep). En primer lugar, ver la influencia a tensión o
temperatura constante, en segundo, se usará la ley de Arrhenius y la ley Potencial del Creep
para hallar los parámetros Q y n, seguidamente se contrastará lo obtenido gráficamente con
ecuaciones analíticas. Se terminará viendo el comportamiento a rotura.
Tal y como se predijo la velocidad de deformación es prácticamente constante tanto
con el tiempo como con la deformación (ANEXO II), luego se llega al hecho de poder separar
las variable de tensión y temperatura. Por lo anterior si fijamos una determinada temperatura
(figuras 6.10, 6.11 y 6.12) o tensión (figura 6.13, 6.14 y 6.15) veremos la influencia de la
tensión y la temperatura.
La teoría (figura 3.36) marca que las curvas (figura 6.10 a la 6.15) deberían ir
desplazándose hacia arriba (en ordenadas) conforme aumenta la temperatura y/o la tensión,
pero vemos que no es así.
Figura 6.11.- Influencia tensión a 235ºC.
Figura 6.10.- Influencia tensión a 220ºC.
Figura 6.12.- Influencia tensión a 250ºC.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
144
La dependencia con la temperatura de la velocidad de deformación nos la da las
ecuaciones (8) y (9) del apartado 3.6.1.3 que al representarla obtenemos las figuras 6.16 y
6.17. Al comparar lo obtenido con la figura 3.37 vemos que los resultados siguen una
secuencia lógica.
Figura 6.15.- Influencia temperatura a 50MPa.
Figura 6.14.- Influencia temperatura a 45MPa.
Figura 6.13.- Influencia temperatura a 40MPa.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
145
Del análisis de la figura 6.16 se obtienen los valores de Q (tabla 6.2):
-26975 50MPa
-27733 40 Mpa
-32221 45MPa
224,16 50MPa
230,46 40 Mpa
267,76 45MPa
240,79
Q/-R
Q (kJ* mol-1)
Figura 6.16.- Variación de la velocidad de fluencia con la temperatura. Determinación de Q.
Tabla 6.2.- Resultados de Q.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
146
La dependencia con la tensión de la velocidad de deformación nos da la ecuación (10)
del apartado 3.6.1.3 que al representarla obtenemos la figura 6.18. Al tomar la línea de
tendencia del conjunto de puntos (figura 6.19) de dicha figura que conforman un grupo de
ensayos a igual temperatura obtenemos el valor de n (tabla 6.3). Al comparar con la figura 3.38
vemos que se ajusta lo obtenido.
Por otro lado según marca la figura 3.39 para el comportamiento del cobre las
tendencias deben de ascender al aumento de la temperatura y vemos en la figura 6.19 que
se cumple.
Figura 6.17.- Variación de la velocidad de deformación a tensiones constantes.
Figura 6.18.- Análisis de los ensayos a temperatura constante.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
147
Del análisis de la figura 6.19 se obtienen los valores de n (tabla 6.3):
Como marca el apartado 3.6.1.5 los parámetros n y Q pueden determinarse de un
modo analítico a partir de las ecuaciones (18) y (19). Aplicándolas a los resultados obtenidos
se tiene (tabla 6.4 y 6.5):
5,3199 250ºC
1,5043 235ºC
1,2696 220ºC
2,70
n
Q [kJ/mol] Rango de ensayos Q final
102,65 19-33
368,74 33-26_c.neumática
231,77 19-26_c.neumática
306,80 23-34
225,51 34-24
267,35 23-24
-121,21 30-31
597,82 31-27
227,69 30-27
245,24
40 MPa
45 MPa
50 MPa
234,385
266,554
234,768
Figura 6.19.- Calculo de n.
Tabla 6.3.- Resultados de n.
Tabla 6.4.- Valores de Q.
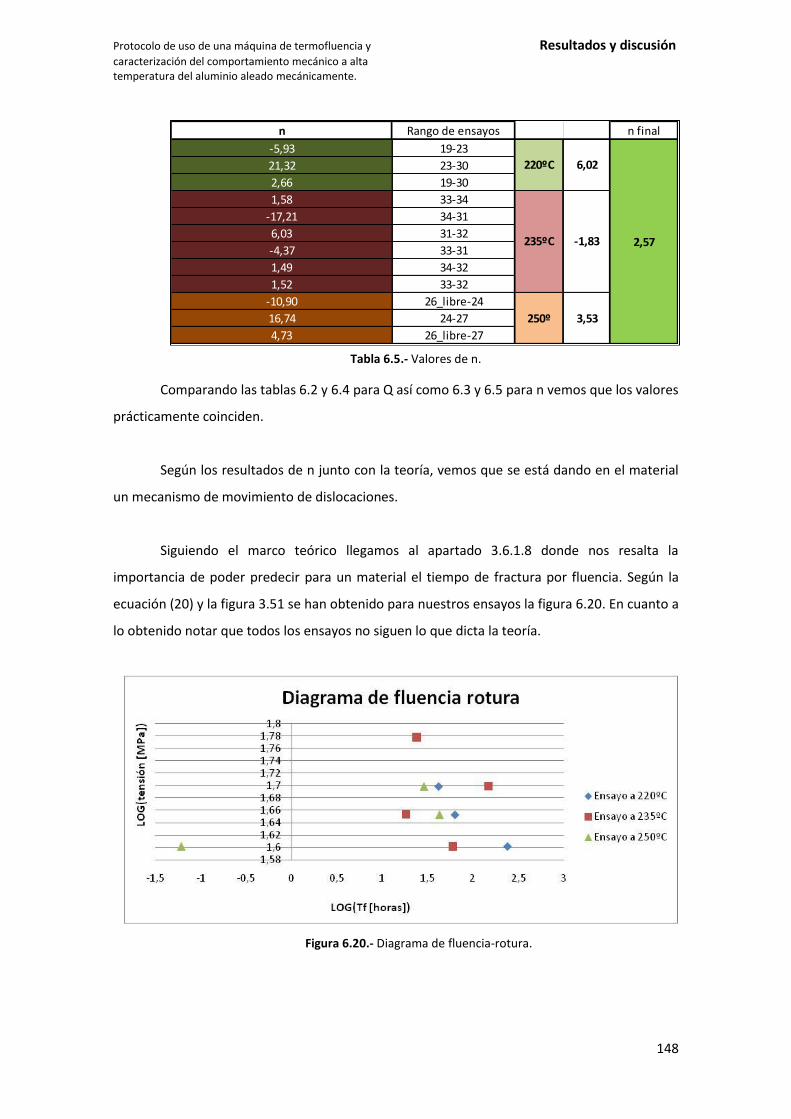
Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
148
Comparando las tablas 6.2 y 6.4 para Q así como 6.3 y 6.5 para n vemos que los valores
prácticamente coinciden.
Según los resultados de n junto con la teoría, vemos que se está dando en el material
un mecanismo de movimiento de dislocaciones.
Siguiendo el marco teórico llegamos al apartado 3.6.1.8 donde nos resalta la
importancia de poder predecir para un material el tiempo de fractura por fluencia. Según la
ecuación (20) y la figura 3.51 se han obtenido para nuestros ensayos la figura 6.20. En cuanto a
lo obtenido notar que todos los ensayos no siguen lo que dicta la teoría.
n Rango de ensayos n final
-5,93 19-23
21,32 23-30
2,66 19-30
1,58 33-34
-17,21 34-31
6,03 31-32
-4,37 33-31
1,49 34-32
1,52 33-32
-10,90 26_libre-24
16,74 24-27
4,73 26_libre-27
2,57
6,02
-1,83
3,53
220ºC
235ºC
250º
Tabla 6.5.- Valores de n.
Figura 6.20.- Diagrama de fluencia-rotura.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
149
El Parámetro de Larson Miller para el Aluminio pulvimetalúrgico según nuestros
resultados y las ecuaciones de 3.52 sería:
Por otro lado y tras ver el modo de rotura de las probetas podemos decir que a pesar de
ser el Al un material dúctil, su rotura es frágil.
Debido a la poca fiabilidad de los resultados obtenidos se va a hacer un estudio del nivel
de calibración de la máquina en cuanto a la tensión, ver figura 6.21. A la vista de lo obtenido
vemos que en el 50% de los ensayos realizados el error de carga es superior a 0.5 MPa.
6.6 Resultados de otros autores.
Tras un estudio de las investigaciones hechas sobre termofluencia del aluminio se ha
confeccionado la tabla 6.6, la cual a pesar de no ser una clara referencia por no usar el mismo
material ni obtenido del mismo modo que en este proyecto se ha hecho, nos sirve como
referencia.
Se observa que mientras que la energía de activación obtenida cuadra con los
resultados de otros autores, el valor del parámetro n se queda un poco bajo ya que estamos
trabajando con aluminio pulvimetalúrgico que debe de ofrecer mejores características a
termofluencia.
Figura 6.21.- Estudio tensión teórica marcada y real aplicada por la máquina.

Protocolo de uso de una máquina de termofluencia y Resultados y discusión caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
150
Autor Material Rango de T
[ºC]
Rango de σ
[MPa] Q [KJ/mol] n
Presente PFC Al AM 220-250 40-60 234.4-266.5 2.7-6.02
Myshlyaev [20]; 1971 Al 25-400 40-50 150 4.3-4.9
Hawk [21] Al 12.6 Mn-4.8 Si 300-450 10-200 105-200 3.6-4.5
Hawk [22] Al-Ti >400 30-100 200 3-5.5
Li, Nutt, Al [23]; 1997 AM 2124 Al 345-405 5-40 27.5/ 60-280 4.5-5/1-16
F.A. Mohamed [24]; 1998 AM 6061 Al 375-405 1-15 147-180/ 200-
600 3-5/8-17
E.M. Esquinas Navas [26]; 2010 Al ER y Al AM 150-300 15-150 50-100 4.3-5
F. Luque Ceballos PFC [25]; 2001 Al ER y Al AM 220-280 120-215 - 10-30
L.Kloc, S.Spigarelli, E.Cerri,
E.Evangelista, T.G.Langdon [40]; 1997 AM 2024 Al 250-330 25-50 230-390 3-8
S.C.Tjong, Z.Y.Ma [41]; 1998
AM pure Al
300-400 20-32
253 14.3-19
SiCp(20 mm)/Al 253 29.9-21.3
SiCp(10 mm)/Al 256 17.4-21.2
SiCp(3.5 mm)/Al 261 23.9-26.1
Ji í DVO ÁK, Petr KRÁL, Martin Balog,
Franti ek Siman ík, Vádar Skleni ka
[42]; 2010
Al 99.7% DE
(processed by
direct hot-
extrusion)
200 30-70 - 16
R.Fernández, E.García-Alonso y
González-Doncel. [44]; 2005
Al 6061 colada
300-450 4-50
172.33 7
Al 6061 AM 378 17
Al 6061-15vol%
SiCw 370.67 18
S.Spigarelli [45]; 1999 Al-Fe-V-Si-Er alloy
AM 333-426 80-200 340 14-24
Tabla 6.6.- Resultados de otros autores.

Protocolo de uso de una máquina de termofluencia y Conclusiones caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
151
7. CONCLUSIONES.
Las siguientes son las conclusiones más relevantes del trabajo:
Los resultados obtenidos en los diferentes ensayos no reflejan fielmente todo lo
que marca la teoría, por lo que los convierte en ensayos poco representativos. Los
motivos los encontramos en la calibración de la máquina que no trata a todos los
ensayos por igual. Se propone seguir estudiando la máquina así como responde
incluso ante situaciones de ensayo similares.
Algunos ensayos resultaron con velocidades de deformación muy bajas (10-8-10-9
seg-1), lo cual despierta ciertas sospechas sobre la correcta respuesta mecánica
que la máquina genera al mantener la tensión constante.
Una de las futuras líneas de investigación tras este proyecto sería la realización
ensayos con una mayor variación en el régimen de tensiones y temperaturas. Ya
que debemos descartar el posible comportamiento de los resultados expuestos,
como una nube de puntos sobre un rango relativamente estrecho de tensión y
temperatura. 8.

152
Protocolo de uso de una máquina de termofluencia y Bibliografía caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
153
8. BIBLIOGRAFÍA
8.1 Referencias bibliográficas.
[1] Amigó Borrás, Vicente y Salvador Moya, Mª Dolores. Fundamentos de ciencia de los
materiales. 2º Curso. Cuaderno de laboratorio. Valencia: Servicio de Publicaciones.
[2] Vázquez Vaamonde, Alfonso J. y De Damborenea González, Juan J. Ciencia e Ingeniería
de la superficie de los materiales metálicos. Madrid: Consejo Superior de
Investigaciones Científicas, 2000.
[3] Pero-Sanz Elorz, José Antonio. Ciencia e ingeniería de materiales. Estructura,
transformaciones y selección. Madrid: CIE INVERSIONES EDITORIALES DOSSAT, 2006.
[4] F. Ashby, Michael y R. H. Jones, David. Materiales para Ingeniería 1. Introducción a las
propiedades, las aplicaciones y el diseño. Barcelona: EDITORIAL REVERTÉ, S.A., 2008.
[5] Howard E. Boyer. Atlas of Creep and Stress-Rupture Curves. Ohio: ASM
INTERNATIONAL, 1988.
[6] William F. Smith (1998). Fundamentos de la Ciencia e Ingeniería de Materiales.
Madrid: Editorial Mc Graw Hill. ISBN 84-481-1429-9.
[7] Sandvik Coromant (2006). Guía Técnica de Mecanizado. AB Sandvik Coromant 2005.
10.
[8] Larburu Arrizabalaga, Nicolás (2004). Máquinas. Prontuario. Técnicas máquinas
herramientas. Madrid: Thomson Editores. ISBN 84-283-1968-5.
[9] Varios autores (1984). Enciclopedia de Ciencia y Técnica. Salvat Editores S.A. ISBN 84-
345-4490-3.
[10] Hufnagel, W. (1992). Manual del Aluminio. [Coca, Pedro] tr. (2ª edición edición).
Barcelona: Editorial Reverté, S.A. ISBN 84-291-6011-6.
[11] Perez Jara, David. Apuntes de Arquitectura y mantenimiento de aeronaves, EUITA.
Sand glass patrol.

Protocolo de uso de una máquina de termofluencia y Bibliografía caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
154
[12] Gomez Gonzalez, Sergio. Control de calidad en fabricación mecánica, Editorial Técnica
CEYSA. ISBN-84-86108-21-7.
[13] C.W. Richard. Engineering Materials Science.
[14] Kehl, George; Fundamentos de la práctica metalográfica.
[15] Mijangos, Carmen y Moya, José Serafín. (2007). Nuevos Materiales en la sociedad del
siglo XXI. CSIC. Madrid: Cyan, Proyectos y Producciones Editoriales, S.A. ISBN 978-84-
00-08453-0.
[16] R.W. Evans & B. Wilshire: Introduction to Creep. Institute of Materials, London. 1993
[17] Skrzypek J.J. Plasticity and Creep. Chapter 8. Basic Equations of Uniaxial Creep Models.
CRC Press, 1993.
[18] Whittenberg, Daniel. Materials Engineering. Introduction. NASA Lewis Research
Centre.
[19] Standard Test Methods for Tension Testing of Metallic Materials. E-8M. ASTM
International.
[20] M.M. Myshlyaev. Change in Creep Mechanism of B.C.C. Metals, 8 (1971), p.393.
[21] Hawk J.A., Briggs J: K. and Wilsdorf H.G.F. Tensile and Creep Behavior in a High Volume
Fraction P/M Dispersion Strengthened Al-Mn-Si Alloy.
[22] Hawk J.A., Briggs J: K. and Wilsdorf H.G.F. Creep in Mechanically Alloyed Dispersion
Strengthened Alloys. University of Virginia.
[23] Yong Li, Steven R. Nutt & F.A Mohamed. An Investigation of Creep and Substructure
Formation in 2124 Al. Acta Mater. Vol. 45, Nº6 (1997).
[24] Farghalli A. Mohamed: On Creep Behavior in Powder Metallurgy 6061 Al. Scripta
Mater. Vol.38, Nº3 (1998).

Protocolo de uso de una máquina de termofluencia y Bibliografía caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
155
[25] SURYANARAYANA, C. Mechanical alloying and milling. Progress in Materials Science
46 (2001) 1-184.
[26] Guía de uso. Unidad: Departamento de Ingeniería Mecánica y de los Materiales.
Máquina de ensayos de termofluencia. Código: UE01-PNT. Rev.0. Universidad de
Sevilla. Julio de 2010.
[27] Applied Test Systems, Inc. System Overview Safety. Setup & Installation Operation
Maintenance. WinCCs II Software. Rev. 3. 5ª Edición. Enero 2009.
[28] Applied Test Systems, Inc. MATERIALS TESTING SYSTEMS & ACCESSORIES. Instruction
manual for series 2330 lever arm tester. Serial NO. 06-1676. New Castle RD.
[29] Joan Solà Saracibar. 2008. “Caracterització i consolidació de compactes d’alumini
comercialment pur processat per deformació severa”. Departament de Ciència de
Materials i Enginyeria Metal·lúrgica de l’Escola Universitària d’Enginyers Tècnics
Industrials de Barcelona.
[30] Dr. Martin Kearns. “DEVELOPMENT AND APPLICATIONS OF ULTRAFINE ALUMINIUM
POWDERS”. The Aluminium Powder Company Limited. (UK).
[31] Farghalli A. Mohamed, Yong Li. “Creep and superplasticity in nanocrystalline materials:
current understanding and future prospects”. Department of Chemical and
Biochemical Engineering and Materials Science, University of California, USA.
[32] Vallina M.M. 2005. Tecnologia de materiales1. UNED, Madrid, España.
8.2 Referencias a proyectos fin de carrera.
[33] Luque Ceballos, Francisco. Caracterización de parámetros de termofluencia a partir de
ensayos de tracción en caliente de aluminio pulvimetalúrgico. Escuela técnica superior
de ingenieros. Universidad de Sevilla. Julio de 2007.

Protocolo de uso de una máquina de termofluencia y Bibliografía caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
156
[34] Evaristo M. Esquinas Navas: Ensayo de Termofluencia de Corta Duración para
Materiales Pulvimetalúrgicos de Base Aluminio. Escuela técnica superior de ingenieros
industriales, Sevilla. 2002.
[35] Montserrat Quevedo, Antoni: Procesado y caracterización de aleaciones Fe-Al.
Universidad Politécnica de Cataluña. Mayo, 2005.
[36] Romero Pedret, Xavier: Estudio de las variables de compactación y sinterización de
polvo de aluminio severamente deformado y la mejora de sus propiedades.
8.3 Referencias a artículos.
[37] Orrego, Juan Pablo. El Aluminio en el mundo. “Detrás del Brillo: El lado oscuro del
Aluminio”: Nº7. Abril, 2002.
[38] E.M.Ruiz-Navas, M.L Delgado y J.M. Torralba. Revista de Metalúrgica, 44(3). Mayo –
Junio, 206-215, 2008. ISSN: 0034-8570. Madrid.
[39] Moro L., Saggio M.C., Juan A., Blanco J.M. Estudio comparativo de parámetros que
permiten predecir propiedades al creep de un acero. Anales SAM 1999.
[40] L.Kloc, S.Spigarelli, E.Cerri, E.Evangelista and T.G.Langdon. Creep behaviour of an
aluminium 2024 alloy produced by powder metallrgy. Acta Metallurgica Inc. Elservier
Science Ltd. Pergamon. Gran Bretaña. 30 Mayo 1997.
[41] S.C.Tjong, Z.Y.Ma. High-temperature creep behaviour of powder-metallurgy aluminium
composites reinforced with SiC particles of various sizes. Department of physics and
materials science, city university of Hong Kong, 83 Tat Chee Avenue, kowloon, Hong
Kong, people’s Republic of China. 14 Septiembre 1998.
[42] Ji í DVO ÁK, Petr KRÁL, Martin Balog, Franti ek Siman ík, Vádar Skleni ka. Influence
of ECAP technique on creep behavior of powder aluminium processed by direct
extrusion. Olomouc, eská Republika, 14.12.2010.
[43] Skleni ka, V. et al. Creep processes in pure aluminium processed by equal-channel
angular pressing. Mat. Sci. Eng. A. 410-411, 2005, 408-412.

Protocolo de uso de una máquina de termofluencia y Bibliografía caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
157
[44] R.Fernández, E.García-Alonso y G.González-Dancel. Comportamiento en fluencia de un
material compuesto de matriz metálica Al6061-15vol% SiCw pulvimetalúrgico. Revista
de metalurgia. Madrid. Vol. Extr (2005) 239-243. Consejo superior de investigaciones
científicas.
[45] S.Spigarelli. Creep of Aluminium and aluminium alooys. TALAT Lecture 1253. INFMI.
Department of Mechanics. University of Ancona, Ancona, Italy. 1999. EAA.
8.4 Referencias a trabajos de investigación.
[46] García Gañán, Carmen. Estudio preliminar de la plasticidad a alta temperatura de
policristales nanométricos de 3-YTZP sinterizados mediante microondas. Universidad
de Sevilla. Departamento de física de la materia condensada. Sevilla, julio de 2006.
8.5 Referencias a tesis doctorales.
[47] Delgado Tienda, María Luisa. Sinterización con fase líquida de aleaciones de aluminio
de la serie 2xxx. Estudio de su aleación mecánica, adición de estaño y refuerzo con
TiCN. Departamento de ciencia e ingeniería de materiales e ingeniería química.
Universidad Carlos III de Madrid.
[48] Weyler Pérez, Rafael. Simulación numérica de procesos de compactación y extrusión de
materiales pulvurentos. Aplicación a la Pulvimetalúrgica Industrial. Universidad
politécnica de Cataluña. Departamento de resistencia de materiales y estructuras en
ingeniería. Barcelona, Mayo de 2000.
[49] Cintas Físico, Jesús. Fabricación de Aluminio de alta resistencia por mecanosíntesis y
sinterización. Escuela Superior de Ingenieros. Universidad de Sevilla, 2003.

Protocolo de uso de una máquina de termofluencia y Bibliografía caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
158
8.6 Referencias web.
[50] www.edicionsupc.es
[51] www.aluminiocervantes.es
[52] www.aluminio.org
[53] www.emmegi.com
[54] www.quiminet.com
[55] www.lenntech.es/periodica/elementos/al.htm
[56] www.monografias.com
[57] www.nasa.gov/centers/glenn/home/index.html
[58] http://members.fortunecity.com/ginermendocilla/Fun.htm
[59] http://www.institucional.us.es/labrayx/difrayosx.htm
[60] www.scopus.com
[61] www.sciencedirect.com

Protocolo de uso de una máquina de termofluencia y Anexo I caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
159
ANEXO I. DIMENSIONES DE LAS PROBETAS

Protocolo de uso de una máquina de termofluencia y Anexo I caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
160
Probeta Longitud
[mm] Dimensiones [mm] D. Final [mm]
Sección [mm2]
9 66,82 Ancho 4,65 4,63 4,63 4,65 4,67 4,63
13,1955 Espesor 2,88 2,88 2,87 2,86 2,85 2,85
10 66,85 Ancho 4,67 4,66 4,64 4,66 4,66 4,64
12,8992 Espesor 2,82 2,81 2,8 2,79 2,78 2,78
13 66,69 Ancho 4,69 4,66 4,69 4,66 4,66 4,66
13,1878 Espesor 2,97 2,94 2,91 2,88 2,83 2,83
17 66,77 Ancho 4,62 4,61 4,62 4,61 4,62 4,61
17,9329 Espesor 3,9 3,9 3,89 3,89 3,89 3,89
18 66,71 Ancho 4,61 4,62 4,62 4,61 4,61 4,61
17,8407 Espesor 3,92 3,9 3,9 3,88 3,87 3,87
20 66,9 Ancho 4,6 4,61 4,61 4,64 4,61 4,6
14,122 Espesor 3,16 3,15 3,13 3,12 3,07 3,07
21 62,11 Ancho 4,6 4,6 4,61 4,61 4,6 4,6
13,064 Espesor 2,84 2,88 2,88 2,94 2,95 2,84
25 66,66 Ancho 4,59 4,59 4,59 4,59 4,59 4,59
13,3569 Espesor 2,91 2,93 2,94 2,95 2,95 2,91
26 66,67 Ancho 4,59 4,59 4,59 4,57 4,57 4,57
13,8471 Espesor 3,06 3,05 3,04 3,04 3,03 3,03
27 66,67 Ancho 4,57 4,58 4,59 4,6 4,6 4,57
13,8471 Espesor 3,03 3,04 3,04 3,05 3,05 3,03
28 66,34 Ancho 4,57 4,58 4,59 4,59 4,59 4,57
13,9842 Espesor 3,12 3,1 3,08 3,07 3,06 3,06
29 66,68 Ancho 4,6 4,6 4,6 4,6 4,6 4,6
13,846 Espesor 3,07 3,07 3,04 3,02 3,01 3,01

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
161
ANEXO II. ENSAYOS

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
162
Ensayo 15
Temperatura: 220ºC. Tensión teórica: 60MPa. Nº Probeta: 9. Bastidor: Master. Resultado: No se alcanza la tensión teórica. Tiempo de ensayo demasiado corto.
Tensión teórica

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
163
Ensayo 16
Temperatura: 250ºC. Tensión teórica: 60MPa. Nº Probeta: 10. Bastidor: Slave. Resultado: No se alcanza la tensión teórica. Tiempo de ensayo demasiado corto.
Tensión teórica

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
164
Ensayo 19
Temperatura: 220ºC. Tensión teórica: 40MPa. Nº Probeta: 13. Bastidor: Master. Resultado: Ensayo correcto.

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
165
Ensayo 23
Temperatura: 220ºC. Tensión teórica: 45MPa. Nº Probeta: 17. Bastidor: Slave. Resultado: Ensayo correcto.

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
166
Ensayo 24
Temperatura: 250ºC. Tensión teórica: 45MPa. Nº Probeta: 18. Bastidor: Master. Resultado: Ensayo correcto.

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
167
Ensayo 26
Temperatura: 250ºC. Tensión teórica: 40MPa. Nº Probeta: 20. Bastidor: Slave. Resultado: Con carga neumática. Salto de carga no conseguido.

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
168
Ensayo 27
Temperatura: 250ºC. Tensión teórica: 50MPa. Nº Probeta: 21. Bastidor: Master. Resultado: Ensayo correcto.

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
169
Ensayo 30
Temperatura: 220ºC. Tensión teórica: 50MPa. Nº Probeta: 25. Bastidor: Slave. Resultado: Ensayo correcto.

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
170
Ensayo 31
Temperatura: 235ºC. Tensión teórica: 50MPa. Nº Probeta: 26. Bastidor: Master. Resultado: Ensayo correcto.

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
171
Ensayo 32
Temperatura: 235ºC. Tensión teórica: 60MPa. Nº Probeta: 27. Bastidor: Slave. Resultado: Ensayo correcto.

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
172
Ensayo 33
Temperatura: 235ºC. Tensión teórica: 40MPa. Nº Probeta: 28. Bastidor: Master. Resultado: Ensayo correcto.

Protocolo de uso de una máquina de termofluencia y Anexo II caracterización del comportamiento mecánico a alta temperatura del aluminio aleado mecánicamente.
173
Ensayo 34
Temperatura: 235ºC. Tensión teórica: 45MPa. Nº Probeta: 29. Bastidor: Slave. Resultado: Ensayo correcto.





























