Embed Size (px)
Citation preview

PROJETO DE UM VARIADOR DE VELOCIDADES ESCALONADO
TIPO BLOCO DESLIZANTE COM SEIS VELOCIDADES
Caio César de Brito
Projeto de Graduação apresentado ao curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Prof. Armando Carlos de Pina Filho
Rio de Janeiro
Agosto de 2015

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
PROJETO DE UM VARIADOR DE VELOCIDADES ESCALONADO TIPO BLOCO
DESLIZANTE COM SEIS VELOCIDADES
Caio César de Brito
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO
DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO MECÂNICO.
Aprovado por:
________________________________________________
Prof. Armando Carlos de Pina Filho; DSc (Orientador)
________________________________________________
Profª. Anna Carla Monteiro de Araújo; DSc
________________________________________________
Prof. Sylvio José Ribeiro de Oliveira; Dr. Ing.
RIO DE JANEIRO, RJ – BRASIL
AGOSTO DE 2015

iii
De Brito, Caio César
Projeto de um Variador de Velocidades Escalonado Tipo
Bloco Deslizante com Seis Velocidades/ Caio César de Brito.
– Rio de Janeiro: UFRJ/ Escola Politécnica, 2015
X, 166 p.: il.: 29,7 cm.
Orientador: Armando Carlos de Pina Filho
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso
de Engenharia Mecânica, 2015.
Referências Bibliográficas: p. 57-59.
1. Transmissões Mecânicas 2. Variadores de Velocidades
3. Bloco Deslizante 4. Projeto Mecânico 5. Dimensionamento
dos Componentes 6. Conclusão. I. Pina Filho, Armando
Carlos de II. Universidade Federal do Rio de Janeiro, Escola
Politécnica, Curso de Engenharia Mecânica. III. Projeto de
um Variador de Velocidades tipo Bloco Deslizante com Seis
Velocidades.

iv
Agradecimentos
Aos meu pais, que sempre me deram suporte e a melhor educação possível,
permitindo meu ingresso e formação numa excelente universidade. Com o apoio deles,
pude me dedicar exclusivamente em obter esse diploma e aproveitar as demais
oportunidades acadêmicas.
Aos meus avós, que sempre mostraram interesse na minha formação dando
conselhos, selecionando matérias em jornais sobre assuntos de engenharia e me
atentando quanto a concursos e estágios. Eles foram, com certeza, um dos principais
combustíveis em meu percurso acadêmico.
Ao meu orientador Armando Carlos de Pina Filho, com o qual tive a oportunidade
de realizar uma disciplina e um estágio. Suas aulas foram fundamentais para minha
formação e ajudaram a aperfeiçoar meus conhecimentos na área de Projeto de
Máquinas. Sempre muito atencioso e disponível, sua orientação e ajuda nessa reta final
foi imprescindível para eu concluir o curso de Engenharia Mecânica.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
PROJETO DE UM VARIADOR DE VELOCIDADES ESCALONADO TIPO BLOCO
DESLIZANTE COM SEIS VELOCIDADES
Caio César de Brito
Agosto/2015
Orientador: Armando Carlos de Pina Filho
Curso: Engenharia Mecânica
Em muitas máquinas, o uso de diferentes velocidades de rotações é necessário
para a realização de suas diversas operações. Visando a aplicação nessas máquinas, foi
projetado um variador de velocidades. Esse mecanismo deve ser acoplado a um motor,
que fornecerá a potência exigida para o seu funcionamento. Cabe, portanto, ao variador,
transmitir essa potência até a máquina sob diferentes velocidades de rotações. Para o
dimensionamento e seleção dos elementos mecânicos que o compõe, foi preciso definir
primeiramente os dados iniciais baseando-se em requisitos de máquinas operatrizes
comumente utilizadas na indústria. Após os cálculos de dimensionamento, foram feitos
os desenhos técnicos de todas as peças que deverão ser fabricadas e a especificação dos
itens que deverão ser comprados, como rolamentos, parafusos, anéis de retenção, etc.
Para finalizar, foi elaborado um manual de fabricação e um manual de montagem do
conjunto mecânico.
Palavras-chave: sistema de transmissão, variador de velocidades, máquinas operatrizes,
dimensionamento.

vi
Abstract of Undergraduate Project presented to POLI/ UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
DESIGN OF A STEPPED VARIABLE SPEED DRIVE WITH SLIDING BLOCKS
WITH SIX SPEEDS
Caio César de Brito
August/2015
Advisor: Armando Carlos de Pina Filho
Course: Mechanical Engineering
In many machines, the use of different spindle speeds is necessary to perform its
various operations. Aiming to apply on these machines, it was designed a variable speed
drive. This mechanism must be coupled to a motor, which will provide the power
required for its operation. It is therefore up to the speed drive to transmit this power
until the machine under different rotation speeds. For the design and selection of
mechanical elements that compose the variable speed drive, it was necessary to first
define the initial data based on requirements of commonly used machine tools in
industry. After the design calculations, technical drawings of all the parts that will be
manufactured and the specification of the items to be purchased were made. Finally, it
was prepared a manufacturing manual and assembly instructions for the mechanical
assembly.
Keywords: Transmission system, variable speed drive, machine tools, design

vii
Sumário
1. Introdução ............................................................................................................................ 1
1.1. Objetivo ......................................................................................................................... 1
1.2. Metodologia .................................................................................................................. 1
1.3. Máquinas operatrizes..................................................................................................... 2
1.4. Variador de velocidades ................................................................................................ 3
1.5. Tipos de variadores de velocidades ............................................................................... 3
1.5.1. Variadores escalonados ......................................................................................... 3
1.5.2. Variadores contínuos ............................................................................................. 4
2. Projeto Mecânico ................................................................................................................. 6
2.1. Seleção do motor ........................................................................................................... 6
2.2. Esquema cinemático do variador .................................................................................. 7
2.3. Relações de transmissão ................................................................................................ 8
2.4. Dimensionamento de polias e correias ........................................................................ 10
2.5. Dimensionamento das engrenagens ............................................................................ 11
2.5.1. Determinação do número de dentes .................................................................... 11
2.5.2. Cálculo da largura das engrenagens .................................................................... 13
2.6. Dimensionamento dos eixos ........................................................................................ 19
2.6.1. Determinação das cargas e torques atuantes nos eixos ....................................... 19
2.6.2. Cálculo das reações nos apoios e identificação da seção crítica ......................... 20
2.6.3. Especificação do material dos eixos .................................................................... 23
2.6.4. Critério de dimensionamento .............................................................................. 23
2.6.5. Seleção dos diâmetros ......................................................................................... 25
2.7. Dimensionamento de chavetas e estrias ...................................................................... 26
2.7.1. Chavetas .............................................................................................................. 26
2.7.2. Estrias .................................................................................................................. 29
2.8. Seleção dos rolamentos ............................................................................................... 31
2.9. Seleção das demais peças ............................................................................................ 32
2.9.1. Anéis de retenção ................................................................................................ 32
2.9.2. Espaçadores ......................................................................................................... 33
2.9.3. Retentores ............................................................................................................ 33
2.9.4. Carcaça e tampas ................................................................................................. 33
2.9.5. Parafusos, porcas e arruelas................................................................................. 34
2.9.6. Alavancas ............................................................................................................ 34
2.9.7. Outros elementos ................................................................................................. 35

viii
3. Características fundamentais do variador ...................................................................... 36
3.1. Lubrificação ................................................................................................................ 36
3.2. Fixação ........................................................................................................................ 37
3.3. Transporte ................................................................................................................... 37
4. Especificação de ajustes e tolerâncias e acabamento superficial .................................. 38
4.1. Ajustes e tolerâncias dimensionais .............................................................................. 38
4.1.1. Ajustes para os rasgos de chaveta ....................................................................... 39
4.1.2. Ajustes para eixos e rolamentos .......................................................................... 42
4.1.3. Ajustes para eixos estriados e blocos deslizantes ................................................ 45
4.1.4. Ajustes para polias e engrenagens fixas .............................................................. 48
4.1.5. Ajustes para os espaçadores ................................................................................ 50
4.2. Acabamento Superficial .............................................................................................. 50
5. Manual de montagem........................................................................................................ 52
6. Conclusão ........................................................................................................................... 55
7. Referências bibliográficas ................................................................................................. 57
7.1. Livros, apostilas, sites e notas de aula ......................................................................... 57
7.2. Normas Técnicas ......................................................................................................... 59
Apêndice A - Memória de Cálculo ........................................................................................... 60
Apêndice B – Especificação de peças a serem compradas e fabricadas ............................. 104
B1. Peças a serem adquiridas de fabricantes especializados ................................................. 104
B2. Peças a serem fabricadas ................................................................................................ 109
Anexo I – Desenhos Técnicos .................................................................................................. 128
ix
Lista de Figuras
Figura 1 – Torno mecânico de bancada profissional ........................................................................... 2
Figura 2 – Variador de velocidades de um torno universal ................................................................. 3
Figura 3 – Variador escalonado com polias ......................................................................................... 4
Figura 4 – Variador contínuo com polias ............................................................................................. 5
Figura 5 – CVT Toroidal ...................................................................................................................... 5
Figura 6 – Motor elétrico ..................................................................................................................... 7
Figura 7 – Esquema cinemático do variador ....................................................................................... 7
Figura 8 – Diagrama de Germar. ......................................................................................................... 9
Figura 9 – Dimensões básicas para polias em “V” ............................................................................. 10
Figura 10 – Dimensões básicas de uma engrenagem cilíndrica de dentes retos. ............................... 15
Figura 11 – DCL e gráficos de força cortante e momento fletor para o eixo II, plano xz. ................ 21
Figura 12 – DCL e gráficos de força cortante e momento fletor para o eixo II, plano yz. ................ 22
Figura 13 – Diagrama de Fadiga que mostra vários critérios de falha. ............................................. 24
Figura 14 – Representação das dimensões das chavetas paralelas. ................................................... 27
Figura 15 – Rolamento rígido de esferas ............................................................................................ 31
Figura 16 – Anel elástico para eixos ................................................................................................... 32
Figura 17 – Retentor SKF HMS5 RG ................................................................................................ 33
Figura 18 – Funcionamento da alavanca. .......................................................................................... 35
Figura 19 – Lubrificação por salpico. ................................................................................................ 37
Figura 20 – Simulador online de tolerâncias e ajustes segundo a norma NBR 6158 ......................... 47
Figura 21 – Conjunto montado. ......................................................................................................... 52

x
Lista de Tabelas
Tabela 1 – Velocidades nominais de rotação de saída.......................................................................... 8
Tabela 2 – Relações de transmissão ..................................................................................................... 9
Tabela 3 – Dimensões recomendadas para polias em “V” ................................................................. 11
Tabela 4 – Quantidade de dentes das engrenagens. ........................................................................... 12
Tabela 5 – Verificação das velocidades reais de rotação. ................................................................... 12
Tabela 6 – Quantidade final de dentes de cada engrenagem. ............................................................ 12
Tabela 7 – Seleção da largura e módulo dos dentes do par engrenado 7-8. ...................................... 14
Tabela 8 – Dados das engrenagens 7-8. .............................................................................................. 15
Tabela 9 – Resultados dos critérios de resistência das engrenagens. ................................................. 19
Tabela 10 – Torque máximo transmitido por cada eixo. ................................................................... 20
Tabela 11 – Forças atuantes em cada par engrenado. ....................................................................... 20
Tabela 12 – Forças atuantes na polia. ................................................................................................ 20
Tabela 13 – Forças de reação ............................................................................................................. 23
Tabela 14 – Critério de Soderberg (dmín) ........................................................................................... 25
Tabela 15 – Diâmetros padronizados para eixos. ............................................................................... 25
Tabela 16 – Diâmetros selecionados. .................................................................................................. 26
Tabela 17 – Dimensões de chavetas e rasgos de chavetas padronizados. ........................................... 27
Tabela 18 – Resultados do dimensionamento das chavetas. .............................................................. 29
Tabela 19 – Dimensões padronizadas para estrias. ............................................................................ 29
Tabela 20 – Dados do rolamento SKF 6203. ...................................................................................... 32
Tabela 21 – Ajustes para chavetas e rasgos. ...................................................................................... 39
Tabela 22 – Tolerâncias dimensionais para rolamentos SKF. ........................................................... 42
Tabela 23 – Condições de rotação e carga. ......................................................................................... 43
Tabela 24 – Ajustes recomendados para rolamentos nos eixos. ........................................................ 43
Tabela 25 – Ajustes recomendados para o alojamento do rolamento. .............................................. 44
Tabela 26 – Tolerância do anel externo de um rolamento SKF. ........................................................ 45
Tabela 27 – Ajustes para estrias (DIN 5465) ...................................................................................... 46
Tabela 28 – Descrição dos ajustes comumente utilizados. ................................................................. 48
Tabela 29 – Classes de rugosidades. ................................................................................................... 50
Tabela 30 – Rugosidades obtidas nos principais processos de fabricação e usinagem. ..................... 51

1
1. Introdução
1.1. Objetivo
O projeto consiste no desenvolvimento de um variador de velocidades escalonado
do tipo bloco deslizante com 6 rotações de saída para o uso em máquinas operatrizes.
Para tal, serão usados diversos conhecimentos adquiridos ao longo do curso, como os
critérios de dimensionamento de elementos de máquinas e processos de fabricação.
Os requisitos pré-estabelecidos para o variador são os seguintes:
Potência a ser transmitida: 1 kW
Velocidade de rotação de saída mínima: 110 RPM
Velocidade de rotação de saída máxima: 1150 RPM
Número de rotações: 6
Esses valores de rotações e potência são habitualmente encontrados em
máquinas operatrizes comerciais.
1.2. Metodologia
As etapas necessárias à conclusão do projeto foram as seguintes:
i. Pesquisa bibliográfica sobre variadores de velocidades;
ii. Definir a estrutura básica de um variador escalonado do tipo bloco deslizante
identificando seus principais elementos;
iii. Com auxílio de uma ferramenta desenvolvida no programa Excel 2013,
dimensionar os elementos mecânicos;
iv. Para as peças não dimensionadas: consultar catálogos, normas e tabelas;
v. Desenhar todas as peças do conjunto no programa SolidWorks 2015 e
posteriormente montar o conjunto mecânico;
vi. Representação técnica das peças a serem fabricadas e do conjunto;
vii. Preparação do manual de fabricação e do manual de montagem.

2
1.3. Máquinas operatrizes
Durante muito tempo, a fabricação de um objeto era resultado apenas de uma
produção artesanal. Esse tipo de produção exigia bastante tempo e energia por parte dos
artesãos, que deviam ser habilidosos e possuir grande conhecimento sobre os processos
usados até a obtenção do produto. Porém, com o passar dos anos, o aumento da
demanda por ferramentas e a necessidade por um nível de precisão maior levaram a
invenção das máquinas operatrizes.
Uma máquina operatriz é uma máquina usada para moldar ou usinar metais ou
outros materiais rígidos, geralmente por corte, perfuração, ou outras formas de
deformação. Ela realiza esses processos por meio da movimentação mecânica de um
conjunto de ferramentas, sendo assim também chamada de máquina ferramenta.
Fonte: <manrod.com.br>
Dentre as máquinas operatrizes, a mais conhecida é o torno mecânico, ilustrado na
figura 1, que é a máquina ferramenta mais antiga. Outras principais máquinas
ferramentas são as fresadoras, furadeiras, retificadoras e aplainadoras. Todas elas
permitiram uma linha de produção mais rápida, além da fabricação de peças
intercambiáveis e mais precisas.
Figura 1 – Torno mecânico de bancada profissional

3
1.4. Variador de velocidades
Uma máquina operatriz deve poder operar a velocidades e torques diferentes para
atender às diversas recomendações que existem num processo de fabricação. Vê-se,
portanto, que o uso de variadores é de grande importância.
Fonte: referência [10]
Um variador de velocidades, como o mostrado na figura 2, é um conjunto mecânico
constituído por diversos elementos de máquinas, tais como: engrenagens, mancais de
rolamento, árvores de potência, polias e correias. Ele é acoplado entre uma fonte de
potência, geralmente um motor elétrico, e uma máquina ferramenta. Sua função é
transmitir potência de forma constante. Logo, um variador deve contar com elementos
de transmissão tais como correias e engrenagens, que estabelecerão diferentes relações
de transmissão, e, consequentemente, produzirão várias rotações de saída.
1.5. Tipos de variadores de velocidades
1.5.1. Variadores escalonados
Os variadores escalonados podem ser compostos por polias ou por engrenagens. O
nome ‘escalonado’ vem do fato desses variadores possuírem seus elementos numa
disposição em forma de escada, fornecendo um número finito de velocidades de saída.
Figura 2 – Variador de velocidades de um torno universal

4
Fonte: <beaumontmetalworks.com>
O variador com polias, apresentado na figura 3, é utilizado para transmitir torques
não muito altos, pois sua transmissão se resume apenas ao fenômeno de atrito.
Geralmente, utilizam-se correias planas devido à maior facilidade na mudança de
velocidades, mas o uso de correias em “V” também é possível, caso o projeto exija. A
principal vantagem de um variador desse tipo decorre da funcionalidade de “fusível
mecânico” que as correias possuem. Se houver uma sobrecarga no sistema, as correias
se rompem ou apenas deslizam da polia protegendo assim os outros componentes.
Para torques mais altos, opta-se pelo uso de variadores por engrenagens. Esse tipo
de variador consegue garantir uma maior precisão nas rotações de saída, além de
permitir a transmissão de maiores potências. As engrenagens podem ser deslizantes,
“loucas”, de substituição ou fixas. As do tipo deslizante podem ser deslocadas ao longo
do eixo e são normalmente movimentadas por alavancas. As “loucas” conseguem girar
livremente em torno de um eixo e funcionam quando solicitadas por chavetas móveis.
Já as engrenagens de substituição são aquelas que podem ser facilmente desacopladas e
acopladas de forma a respeitar a relação de transmissão desejada, diferentemente das
fixas, que são mantidas sempre numa mesma posição.
1.5.2. Variadores contínuos
Nos variadores contínuos, a transmissão é feita por um sistema capaz de variar a
velocidade de forma infinita dentro de uma faixa. O sistema mais comum é o de polias
de diâmetro variável, que pode ser visto na figura 4. Esse sistema consiste em polias
Figura 3 – Variador escalonado com polias

5
formadas por discos cônicos que conseguem se deslocar axialmente, possibilitando a
obtenção de diferentes relações de transmissão.
Fonte: <carros.hsw.uol.com.br>
Outro tipo de variador contínuo é o de rodas de fricção, que pode ser no estilo disco-
roda, cone-roda, cone duplo com roda ou cone duplo com correia. Além desses, existe
também o que chamado CVT Toroidal, já utilizado em alguns carros comerciais. Ele é
composto por discos e roletes, e a relação de transmissão varia conforme a alteração do
ângulo entre o rolete e o disco toroidal. Seu funcionamento é exemplificado na figura 5.
Fonte: <auto.howstuffworks.com>
Figura 4 – Variador contínuo com polias
Figura 5 – CVT Toroidal

6
2. Projeto Mecânico
Será projetado um variador de velocidades escalonado do tipo bloco deslizante com
eixos múltiplos. Como já mostrado anteriormente, os requisitos para o projeto são:
Potência a ser transmitida: 1 kW;
Velocidade mínima de saída: 110 RPM;
Velocidade máxima de saída: 1150 RPM;
Número de rotações de saída: seis (6).
Com esses dados, foram possíveis o dimensionamento e a seleção de todos os
elementos de máquinas necessários ao projeto. Para facilitar e otimizar os cálculos, foi
estabelecido o seguinte organograma:
i. Seleção do motor;
ii. Dimensionamento de polias e correias;
iii. Determinação do esquema cinemático;
iv. Escolha das relações de transmissão;
v. Dimensionamento das engrenagens;
vi. Dimensionamento dos eixos;
vii. Dimensionamento de chavetas e estrias;
viii. Seleção dos rolamentos;
ix. Seleção das demais peças do variador.
2.1. Seleção do motor
O motor deve ser capaz de transmitir a potência desejada pela árvore levando em
conta as perdas nas correias e nas engrenagens. Para isso, foi selecionado um motor
elétrico da fabricante WEG. O motor escolhido foi o WEG QUATTRO W22 de 1,5 HP
de potência e rotação de 1800 RPM, representado na figura 6. Os cálculos realizados
para a escolha do motor encontram-se no apêndice A.

7
Fonte: <weg.net/br>
2.2. Esquema cinemático do variador
O esquema cinemático do variador é uma representação bidimensional de seu
funcionamento. Nele é definido quais elementos serão necessários ao funcionamento do
variador e qual a posição que eles deverão assumir. No caso, foi estabelecido a
quantidade de eixos e engrenagens, a localização dos mancais, o posicionamento do
motor e a representação das polias e correias. Seguindo recomendações, o menor
número possível de engrenagens foi utilizado no eixo de saída, no qual todas elas foram
fixadas [1]. O fato de não haver engrenagens soltas no eixo de saída, deixará o sistema
mais estável.
Fonte: elaborado pelo autor.
É possível observar na figura 7 que, para a obtenção das seis rotações de saída, serão
utilizados um bloco duplo e um bloco triplo de engrenagens. Eles irão deslizar num eixo
estriado de modo a estabelecer diferentes relações de transmissão com as engrenagens
fixas sobre os dois outros eixos. Para isso serão necessárias dez engrenagens.
Figura 6 – Motor elétrico
Figura 7 – Esquema cinemático do variador

8
2.3. Relações de transmissão
Tendo o esquema cinemático definido, as rotações máxima e mínima de saída do
variador e a quantidade de velocidades de saída, foi possível calcular as relações de
transmissão.
A partir das rotações mínima (n1) e máxima (n6), calcula-se primeiramente a razão
de série ‘φ’ pela seguinte equação:
𝑛6 = 𝑛1 𝑥 𝜑5 → 𝜑 = √𝑛6
𝑛1
5
= √1150
110
5
→ 𝜑 = 1,6 (Eq. 1)
Com essa razão calculada, foi possível determinar todas as rotações teóricas de
saídas, apresentadas na tabela 1.
Tabela 1 – Velocidades nominais de rotação de saída.
Rotação Equação Valor (RPM) log(n) na base φ:
n1 n 1 110 10,01
n 2 n 1 x φ1 176 11,01
n 3 n 1 x φ2 281 12,01
n 4 n 1 x φ3 450 13,01
n 5 n 1 x φ4 719 14,01
n 6 n 1 x φ5 1150 15,01
Fonte: elaborado pelo autor.
Tendo os valores das seis rotações, foi desenvolvido o Diagrama de Germar,
também denominado de rede de velocidades. A função desse diagrama é criar um
traçado que irá definir a relação de transmissão entre os pares engrenados. Ele pode,
portanto, apresentar diversas formas, cabe ao projetista decidir a solução mais
apropriada.

9
Fonte: elaborado pelo autor.
O traçado simétrico escolhido na figura 8 tem como vantagem o uso de pares de
engrenagens idênticos, o que facilita e diminui o custo de fabricação. No diagrama, as
linhas verticais representam os eixos e as horizontais, as rotações de saída. O
espaçamento entre linhas horizontais está em escala logarítmica na base ‘𝜑’. Os
cálculos das relações de transmissão podem ser encontrados no Apêndice A. O
resultado pode ser visto na tabela 2.
Tabela 2 – Relações de transmissão
Bloco
Triplo
𝑖1−2 1,599
𝑖3−4 0,625
𝑖5−6 1
Bloco
Duplo
𝑖7−8 0,391
𝑖9−10 1,599
Fonte: elaborado pelo autor
Além dessas relações, existe a redução entre o eixo do motor e o eixo de entrada do
variador. Essa redução será proporcionada por polias e correias, que serão
dimensionadas na Seção 2.4. Elas terão que transmitir o torque do motor e reduzir a
rotação de 1800 RPM até uma de 450 RPM, ou seja, estabelecer uma relação de
transmissão 1:4, que é menor que a máxima recomendada [2], de 1:6.
Figura 8 – Diagrama de Germar.

10
2.4. Dimensionamento de polias e correias
Um redutor por polias e correias apresenta diversas vantagens quando comparado ao
redutor por engrenagens. Além de apresentar um funcionamento silencioso e maior
facilidade de manutenção, ele não requer lubrificação, é mais barato, absorve choques e
vibrações, e funciona como uma espécie de “fusível mecânico”, como já citado
anteriormente.
Para a seleção da correia e dimensionamento das polias, foram consultados o
catálogo da Goodyear [3] e a Apostila de Desenho Técnico para Engenharia Mecânica
[4]. Os cálculos estão demonstrados no apêndice A.
Fonte: referência [4]
Por meio dos cálculos e tabelas, foram obtidos os diâmetros das polias, a distância
entre os seus centros, o tipo de seção da correia, o comprimento da correia e sua
quantidade. Após essa etapa, foi selecionada a correia mais adequada por meio do
catálogo.
Foram obtidos os seguintes valores:
Diâmetro da polia motora: 75 mm;
Diâmetro da polia movida: 300 mm;
Correia selecionada: Multi-V - 3T A-46 Goodyear;
Quantidade de correias: três (3).
Figura 9 – Dimensões básicas para polias em “V”

11
Por fim, as polias foram dimensionadas com o auxílio da tabela 3, cujas dimensões
estão representadas na figura 9.
Fonte: referência [4]
2.5. Dimensionamento das engrenagens
2.5.1. Determinação do número de dentes
Para determinar o número de dentes de cada engrenagem, será considerada como
base, a relação de transmissão de cada par engrenado. A seguir algumas recomendações
para uma escolha adequada do número de dentes:
i. Todas as engrenagens devem ter o mesmo módulo;
ii. A soma de dentes dos pares engrenados deve ser constante;
iii. A menor engrenagem deve ter, no mínimo, 18 dentes;
iv. A diferença entre as rotações ideais e as rotações reais deve ser inferior a 2%.
As regras ‘i’ e ‘ii’ permitem que a distância entre os eixos seja mantida constante, o
que facilita a fabricação do variador, pois os dois eixos com engrenagens fixas poderão
ser alinhados.
A tabela 4 mostra todas as tentativas realizadas até encontrar uma solução que
respeite as quatro regras citadas.
Tabela 3 – Dimensões recomendadas para polias em “V”

12
Tabela 4 – Quantidade de dentes das engrenagens.
i7-8 = 0,391 i9-10 = 1,6
Z7 Z8 Σ7-8 Z9 Z10 Σ9-10
18 46 64 40 24 64
19 49 68 42 26 68
20 51 71 44 27 71
21 54 75 46 29 75
22 56 78 48 30 78
i3-4 = 0,625 i5-6 = 1 i1-2 = 1,6
Z3 Z4 Σ3-4 Z5 Z6 Σ5-6 Z1 Z2 Σ1-2
24 40 64 32 32 64 40 24 64
26 42 68 34 34 68 42 26 68
27 44 71 35 36 71 44 27 71
29 46 75 38 37 75 46 29 75
30 48 78 39 39 78 48 30 78
Fonte: elaborado pelo autor.
Para todas as tentativas da tabela 4, foi elaborada outra tabela (5), na qual foi feita a
verificação do erro proporcional entre as rotações ideais e reais. Segundo a referência
[1], esse erro deve ser menor que 2% em módulo e é dado pela seguinte equação:
𝜀[%] = 100 𝑋 (𝑛 𝑟𝑒𝑎𝑙 − 𝑛 𝑖𝑑𝑒𝑎𝑙)
𝑛 𝑟𝑒𝑎𝑙 (Eq. 2)
Tabela 5 – Verificação das velocidades reais de rotação.
n ideal
[RPM]
Relações
Intermediárias
i I-II
(polias)
Relações de Transmissão
(engrenagens) n real
[RPM] ε [%]
Verificação
(-2< ε[%]< 2) Duplo Triplo
110 i3-4 x i7-8
4
22/56 30/48 110,5 0,44 OK
176 i5-6 x i7-8 22/56 39/39 176,8 0,50 OK
281 i1-2 x i7-8 22/56 48/30 282,9 0,56 OK
450 i3-4 x i9-10 48/30 30/48 450,0 0,05 OK
719 i5-6 x i9-10 48/30 39/39 720,0 0,11 OK
1150 i1-2 x i9-10 48/30 48/30 1152,0 0,17 OK
Fonte: elaborado pelo autor.
Segue na tabela 6, a quantidade de dentes de cada engrenagem.
Tabela 6 – Quantidade final de dentes de cada engrenagem.
Z1 Z2 Z3 Z4 Z5 Z6 Z7 Z8 Z9 Z10
48 30 30 48 39 39 22 56 48 30
Fonte: elaborada pelo autor.

13
2.5.2. Cálculo da largura das engrenagens
A seguir, serão listadas as considerações iniciais sobre as engrenagens:
i. Todas as engrenagens serão cilíndricas de dentes retos.
ii. O ângulo de pressão será de 20°.
iii. Os dentes serão fresados e retificados.
iv. A largura da engrenagem será a mesma para um mesmo par engrenado.
O material de uma engrenagem deve apresentar boas propriedades mecânicas, ou
seja, alta dureza e boa resistência ao escoamento e à tração. Essas características
permitem obter engrenagens mais compactas, o que é importante para um variador. Foi
escolhido, portanto, o aço AISI 1030 temperado e revenido a 205°C, que será utilizado
para todas as engrenagens de modo a facilitar a compra do material em atacado. As
propriedades principais do material são [5]:
Resistência ao escoamento (Sy): 648 Mpa;
Resistência à tração (Sut): 848 Mpa;
Dureza: 495 HB.
Com o material escolhido, agora é preciso calcular o módulo de engrenagem que
será mais adequado. Para tal, será utilizado o par engrenado 7-8, que, por apresentar a
maior relação de transmissão, será o par engrenado mais exigido.
A partir dos dados do par engrenado 7-8 e propriedades do material, será dado início
aos cálculos que levarão à escolha do módulo e da largura das engrenagens.
A tensão atuante na raiz do dente, 𝜎 [MPa], é obtida da seguinte equação:
𝜎 =𝐹𝑡
𝐾𝑣 𝑥 𝑏 𝑥 𝑚 𝑥 𝑌 (Eq. 3)

14
Onde:
𝑏 = largura do dente [mm];
𝐾𝑣 = fator dinâmico;
𝐹𝑡 = carga transmitida [N];
𝑚 = módulo [mm];
𝑌 = fator de Lewis;
Nesta equação têm-se como incógnitas a largura do dente “𝑏” e o módulo “𝑚”.
Como os módulos são padronizados, serão realizados testes com módulos diferentes até
encontrar-se uma largura que esteja no intervalo recomendado, 3𝑝 < 𝑏 < 5𝑝, onde “p”
é o passo da engrenagem. Esses testes serão realizados com o auxílio do programa Excel
2013, baseando-se em equações retiradas da referência [5], e serão registrados como na
tabela 7. Os cálculos podem ser encontrados no Apêndice A. O coeficiente de segurança
(CS) escolhido para o projeto foi igual a 4.
Tabela 7 – Seleção da largura e módulo dos dentes do par engrenado 7-8.
Equações: 𝒎 = 𝟏, 𝟐𝟓 𝒎 = 𝟏, 𝟓 𝒎 = 𝟐, 𝟎
Diâmetro primitivo, 𝑑𝑝 = 𝑚. 𝑧 [𝑚𝑚] 27,5 33,0 44,0
Velocidade escalar, 𝑣 = 𝜋. 𝑑𝑝. 𝑛/60 [𝑚/𝑠] 0,41 0,49 0,65
Efeito Dinâmico, 𝐾𝑣 = (3,56 + √𝑣) /3,56 1,18 1,20 1,23
Tensão Atuante, 𝜎 = 𝑆𝑦/𝐶𝑆 [𝑀𝑃𝑎] 162 162 162
Fator de Lewis, 𝑌 0,331 0,331 0,331
Carga Transmitida, 𝐹𝑡 = 𝑃𝑜𝑡/𝑣 [𝑁] 2455,3 2046,1 1534,6
Largura do dente, 𝑏 = 𝐹𝑡/𝐾𝑣. 𝑚. 𝑌. 𝜎 [𝑚𝑚] 31,1 21,3 11,7
𝑏 = 3𝑝 [𝑚𝑚] 11,8 14,1 18,8
𝑏 = 5𝑝 [𝑚𝑚] 19,6 23,6 31,4
Recomendação: 3𝑝 < 𝑏 < 5𝑝 NÃO OK NÃO
Fonte: elaborado pelo autor.
Analisando os dados da tabela 7, tem-se que o módulo que satisfaz a recomendação
é o de 1,5. Porém, a escolha desse módulo para a engrenagem 7 foi limitada pelo
coeficiente de segurança ao desgaste, calculado ainda nesta seção, pois o resultado seria
inferior à um. Com isso, foi estabelecido que o módulo utilizado será igual a 2 e que a
largura do dente deve ser, portanto, de 19 mm.

15
Com os resultados obtidos, foram desenvolvidas tabelas iguais à tabela 8. Elas
contêm as dimensões básicas de cada engrenagem, segundo equações da referência [4].
As dimensões principais de uma engrenagem são representadas na figura 10.
Fonte: referência [4].
Tabela 8 – Dados das engrenagens 7-8.
Engrenagem 7
Engrenagem 8
Dimensão Sigla Valor
Dimensão Sigla Valor
Módulo 𝑴 2
Módulo M 2
Número de dentes 𝒁 22
Número de dentes Z 56
Ângulo de pressão [°] 𝜽 20
Ângulo de pressão [°] θ 20
Cabeça do dente ou adendo 𝑎 2
Cabeça do dente ou adendo a 2
Pé do dente ou dedendo 𝑑 2,5
Pé do dente ou dedendo d 2,5
Diâmetro Primitivo dp 44
Diâmetro Primitivo dp 112
Diâmetro Externo de 48
Diâmetro Externo de 116
Diâmetro Interno di 39
Diâmetro Interno di 107
Diâmetro de Base db 41,35
Diâmetro de Base db 105,25
Passo de Engrenagem p 6,28
Passo de Engrenagem p 6,28
Espessura do dente 𝑒 3,14
Espessura do dente e 3,14
Altura do Dente h 4,5
Altura do Dente h 4,5
Raio do pé r 0,33
Raio do pé r 0,33
Largura do Dente b 16
Largura do Dente b 16
Fonte: elaborado pelo autor.
Figura 10 – Dimensões básicas de uma engrenagem cilíndrica de dentes retos.

16
O mesmo teste foi realizado em todos os pares engrenados, porém a única incógnita
avaliada foi a largura da engrenagem visto que o módulo será o mesmo para todos. As
tabelas e os cálculos para esses outros pares engrenados podem ser encontrados no
Apêndice A.
Após a escolha do módulo e das larguras, foi realizada uma verificação para
comprovar se essas escolhas eram válidas. Foram utilizados os critérios de fadiga e de
desgaste superficial, que podem ser conferidos na referência [5]. Para a validação dos
pares engrenados, o valor do coeficiente de segurança de cada critério deve ser superior
a unidade.
a) Critério de fadiga por flexão:
𝜎 <𝜎𝑎𝑙𝑙
𝑆𝑓 (Eq. 4)
Onde:
𝜎 = 𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆
1
𝑏𝑚𝑡
𝐾𝐻𝐾𝐵
𝑌𝑗 (Eq. 5)
Sendo:
𝜎 – Tensão de flexão [MPa];
𝑊𝑇 – Força tangencial transmitida [MPa];
𝐾𝑜 – Fator de sobrecarga;
𝐾𝑣 – Fator dinâmico;
𝐾𝑆 – Fator de tamanho;
𝑏 – Largura da face do elemento mais estreito [mm];
𝑚𝑡 – Módulo métrico transversal;
𝐾𝐻 – Fator de distribuição de carga;
𝐾𝐵 – Fator de espessura de aro (de borda);
𝑌𝑗 – Fator geométrico para a resistência flexional.
𝜎𝑎𝑙𝑙 = 𝜎𝑓𝑝
𝑌𝑁
𝑌𝜃𝑌𝑍 (Eq. 6)

17
Sendo:
𝜎𝑎𝑙𝑙 – Tensão de flexão admissível [MPa];
𝜎𝑓𝑝 – Resistência a flexão [MPa];
𝑌𝑁 – Fator de ciclagem;
𝑌𝜃 – Fator de temperatura;
𝑌𝑍 – Fator de confiabilidade.
Para o cálculo desses fatores serão utilizadas, para todas as engrenagens, as
seguintes considerações: fonte de potência e equipamento movido uniformes, dentes
com coroamento, engrenamento aberto, engrenagens não centrais e sem lapidação, uso
de aço endurecido por completo de grau 2, confiabilidade de 90%, temperatura abaixo
de 120°C e 107 ciclos de carga.
Logo, o fator de segurança à fadiga “ 𝑆𝐹 ” pode ser obtido da seguinte forma:
𝑆𝐹 =𝜎𝑎𝑙𝑙
𝜎 (Eq. 7)
Os cálculos referentes a esse critério encontram-se no apêndice A e foram baseados
na referência [5].
b) Critério de desgaste superficial:
Esse critério é regido pela seguinte equação:
𝜎𝑐 <𝜎𝑐,𝑎𝑙𝑙
𝑆𝐻 (Eq. 8)
Onde:
𝜎𝑐 = 𝑍𝑒√𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆
𝐾𝐻
𝑏. 𝑑𝑝
𝑍𝑅
𝑍𝑙 (Eq. 9)
Sendo:
𝜎𝑐 – Tensão de contato [MPa];
𝑍𝑒 – coeficiente elástico [√MPa];

18
𝑊𝑇 – Força tangencial transmitida [MPa];
𝐾𝑜 – Fator de sobrecarga;
𝐾𝑣 – Fator dinâmico;
𝐾𝑆 – Fator de tamanho;
𝑏 – Largura da face do elemento mais estreito [mm];
𝑑𝑝 – diâmetro primitivo [mm];
𝐾𝐻 – Fator de distribuição de carga;
𝑍𝑅 – Fator de condição superficial;
𝑍𝑙 – Fator geométrico para a resistência à formação de cavidade.
𝜎𝑐,𝑎𝑙𝑙 = 𝜎𝐻𝑃
𝑍𝑁𝑍𝑊
𝑌𝜃𝑌𝑍 (Eq. 10)
Sendo:
𝜎𝑐,𝑎𝑙𝑙 – Tensão de contato admissível [MPa];
𝜎𝐻𝑃 – Resistência a fadiga de contato [MPa];
𝑍𝑁 – Fator de ciclagem;
𝑍𝑊 – Fator de dureza;
𝑌𝜃 – Fator de temperatura;
𝑌𝑍 – Fator de confiabilidade.
Para o cálculo dos fatores apresentados nas equações 9 e 10, seguiu-se as seguintes
considerações: pinhão e coroa com dentes retos de mesmo material (aço), carregamento
uniforme, uso de engrenagens novas de aço grau 2 endurecido por completo, quantidade
de ciclos de carga inferior a 107, confiabilidade de 90% e temperatura inferior a 120°C.
Logo, o fator de segurança ao desgaste “ 𝑆𝐻 ” é dado por:
𝑆𝐻 =𝜎𝑐,𝑎𝑙𝑙
𝜎𝑐 (Eq. 11)
Os cálculos desse critério aplicado a todos os pares engrenados podem ser vistos no
Apêndice A. As tabelas e equações utilizadas foram retiradas da referência [5].
Os critérios foram aplicados cinco vezes, uma vez para cada par engrenado. Os
cálculos eram realizados a partir da maior engrenagem do par visto que, apesar de

19
apresentar o mesmo coeficiente de segurança a fadiga que a engrenagem menor, a
engrenagem maior terá um menor coeficiente de segurança ao desgaste.
Na tabela 9 são listados os valores dos coeficientes de segurança de cada par
engrenado. É possível observar que o par engrenado mais exigido, o par 7-8, apresentou
os menores coeficientes.
Tabela 9 – Resultados dos critérios de resistência das engrenagens.
Par
engrenado
Largura do
dente (mm) SF SH
1-2 13 8,10 2,90
3-4 13 4,88 1,85
5-6 14 7,00 2,80
7-8 19 3,07 1,13
9-10 13 5,26 2,33
Fonte: elaborado pelo autor.
2.6. Dimensionamento dos eixos
Para iniciar o dimensionamento dos eixos, foi necessário estimar o comprimento de
cada eixo. A fim de se obter uma boa estimativa, foi levado em conta os valores das
larguras das engrenagens e os espaços necessários entre as engrenagens fixas para o
deslocamento dos blocos deslizantes. Além disso, tomou-se a largura da polia já
dimensionada e um valor aproximado para a largura dos rolamentos.
Após estimar o comprimento dos eixos, foi cumprido a seguinte procedimento:
i. Determinar as cargas e os torques atuantes em cada eixo;
ii. Calcular a reação nos apoios e identificar a seção crítica;
iii. Escolher o material mais adequado para os eixos;
iv. Aplicar o critério de dimensionamento apropriado;
v. Selecionar o diâmetro do eixo conforme as padronizações.
2.6.1. Determinação das cargas e torques atuantes nos eixos
Nessa etapa será calculada todas as cargas que atuam sobre cada eixo e também o
torque máximo transmitido por cada um. Cada eixo apresenta seus engrenamentos
críticos. Eles são aqueles que apresentam a maior relação de transmissão,
correspondendo, portanto, aos pares engrenados 7-8 e 3-4, com relação de transmissão
0,625 e 0,393, respectivamente. Com os engrenamentos críticos definidos, pôde-se

20
calcular o torque máximo transmitido por cada eixo. Esses valores são apresentados na
tabela 10.
Tabela 10 – Torque máximo transmitido por cada eixo.
Eixo Tmáx [N.m] = Pot/ω Rotação [RPM]
I 6,37 1800,00
II 25,46 450,00
III 40,51 282,86
IV 103,71 110,49
Fonte: elaborado pelo autor.
As forças atuantes nas engrenagens podem ser decompostas na direção tangencial e
na direção radial. Na tabela 11 serão apresentadas essas cargas, que são diferentes para
cada par engrenado. O cálculo dessas forças pode ser visto no Apêndice A.
Tabela 11 – Forças atuantes em cada par engrenado.
Forças atuantes nas engrenagens
Par W [N] Wt [N] Wr [N]
1-2 564,56 530,52 193,09
3-4 903,30 848,83 308,95
5-6 694,85 652,94 237,65
7-8 1970,94 1851,98 674,07
9-10 898,17 844,00 307,19
Fonte: elaborado pelo autor.
Também se pode conferir no Apêndice A, os cálculos executados para a obtenção
das cargas que atuam na polia. A carga F corresponde a carga imposta por cada correia
sobre o eixo II. As cargas F1, F2, Fi são as trações no lado esticado, no lado frouxo e a
tração inicial na correia, respectivamente. Todas essas forças são apresentadas na tabela
12.
Tabela 12 – Forças atuantes na polia.
Forças atuantes na polia
F[N] F1 [N] F2 [N] Fi [N]
106,69 84,68 28,09 51,52
Fonte: elaborado pelo autor.
2.6.2. Cálculo das reações nos apoios e identificação da seção crítica
Após o cálculo das cargas e tensões atuantes nos eixos, foi montado o diagrama de
corpo livre (DCL) de cada eixo, onde foi definido o local onde as cargas eram aplicadas
e a posição dos apoios. Como as cargas foram decompostas em duas direções
ortogonais, foi preciso fazer dois diagramas para cada eixo, um no plano xz e outro no
plano yz. Para o cálculo das forças de reação nos apoios e construção dos gráficos de

21
força cortante e de momento fletor foi utilizado o software online “Beam Calculator by
SkyCiv” [6]. Será apresentado nas figuras 11 e 12, o resultado obtido para o eixo II, os
demais resultados podem ser vistos no apêndice A.
Fonte: elaborado pelo autor.
Figura 11 – DCL e gráficos de força cortante e momento fletor para o eixo II, plano xz.

22
Fonte: elaborado pelo autor.
Inicialmente, será considerada a seção crítica como sendo o rasgo de chaveta da
engrenagem atuante nos eixos II e III, e como sendo a posição da engrenagem com
maior carga atuante no caso de engrenamento crítico no eixo III. Ou seja, as seções
críticas corresponderão às posições com maior momento fletor.
Figura 12 – DCL e gráficos de força cortante e momento fletor para o eixo II, plano yz.

23
Na tabela 13 estão representados os valores das forças de reação em cada apoio, que
serão utilizadas na Seção 2.8, na seleção dos rolamentos.
Tabela 13 – Forças de reação
Eixo RA [N] RB [N]
II 701,28 432,68
III 1542,30 480,90
IV 1516,88 453,96
Fonte: elaborado pelo autor.
2.6.3. Especificação do material dos eixos
Os eixos devem ser fabricados com material que apresenta boas características
mecânicas, ou seja, alta resistência ao escoamento e à tração, o que possibilitará o uso
de eixos com menores diâmetros e a obtenção de um variador mais compacto. Para
facilitar a compra em atacado será utilizado o mesmo material em todos os eixos.
O material escolhido foi o aço SAE 1050 repuxado a frio, que apresenta as seguintes
propriedades [5]:
Resistência ao escoamento (Sy): 580 Mpa;
Resistência à tração (Sut): 690 Mpa;
Dureza: 197 HB.
2.6.4. Critério de dimensionamento
Existem vários critérios de falhas que podem ser usados no dimensionamento de
eixos. Para esse projeto, optou-se pelo o uso do critério mais rigoroso e, portanto, o
mais conservador, que é o critério de Soderberg. Esse critério é bastante adequado, pois
protege a peça tanto contra a falha estática quanto contra a falha dinâmica. No diagrama
da figura 13 é possível observar como o critério de Soderberg se resguarda contra
qualquer escoamento, apesar de apresentar uma tendência para baixo [5].

24
Fonte: referência [5].
A equação do critério de Soderberg simplificada para o cálculo do diâmetro mínimo
recomendado para eixos é a seguinte:
𝑑𝑚𝑖𝑛 = ((32 ×𝑛
𝜋 ) × ((
𝑀𝑎
𝑆𝑒)
2
+ (𝑇𝑚
𝑆𝑦)
2
) 12 )
13 (Eq. 12)
Onde:
𝑛 – Coeficiente de segurança (recomenda-se um coeficiente de 1,5) [5];
𝑀𝑎 – Momento Fletor no ponto crítico [N.m];
𝑇𝑚 – Torque transmitido pelo eixo [N.m];
𝑆𝑒 - Tensão limite de resistência à fadiga [MPa];
𝑆𝑦 – Tensão limite de escoamento [MPa].
Sendo que:
𝑆𝑒 = 𝑘𝑎. 𝑘𝑏 . 𝑘𝑐. 𝑘𝑑 . 𝑘𝑒 . 𝑘𝑓 . 𝑆𝑒′ (Eq. 13)
Onde:
𝑆𝑒’ – Limite de resistência do material (𝑆𝑒’ = 0,5 𝑥 𝑆𝑢𝑡) [MPa];
𝑘𝑎 – Fator de Superfície;
𝑘𝑏 – Fator de Tamanho e Dimensão;
𝑘𝑐 – Fator de Confiabilidade;
𝑘𝑑 – Fator de Temperatura;
Figura 13 – Diagrama de Fadiga que mostra vários critérios de falha.

25
𝑘𝑒 – Fator de concentração de Tensões;
𝑘𝑓 – Fator de Efeitos diversos.
Para as equações 12 e 13, as seguintes considerações foram feitas: eixo usinado a
frio, confiabilidade de 95% e temperatura de trabalho ambiente. Os valores de cada
fator foram obtidos na referência [2]. Os cálculos detalhados, feitos para cada eixo,
encontram-se no Apêndice A. A tabela 14 mostra os resultados obtidos para os
diâmetros mínimos.
Tabela 14 – Critério de Soderberg (dmín)
Eixo dmín [mm]
II 15,51
III 16,68
IV 16,41
Fonte: elaborado pelo autor
2.6.5. Seleção dos diâmetros
Com os diâmetros mínimos calculados, foi possível realizar a escolha dos diâmetros
de cada eixo. Para tal, foi consultada a tabela 15 com diâmetros padronizados para eixos
[7].
Tabela 15 – Diâmetros padronizados para eixos.
Fonte: referência [7].
26
A partir dessa tabela, foi escolhido o diâmetro de 18 mm para todos os eixos. Apesar
dessa escolha, será visto na Seção de seleção dos rolamentos que o diâmetro interno do
rolamento selecionado será de 17 mm, que ainda é um diâmetro válido pelo critério de
Soderberg. Ou seja, nas regiões do eixo onde terá um rolamento, o diâmetro deve ser
reduzido. É importante ressaltar que o uso de eixos com mesmos diâmetros torna a
usinagem da carcaça mais simples, visto que o alinhamento entre os eixos II e IV estará
garantido, pois será realizado apenas um furo pela mandriladora.
A tabela 16 apresenta os valores dos diâmetros selecionados para os eixos.
Tabela 16 – Diâmetros selecionados.
Eixo dmín [mm] dpadrão [mm]
I Dimensão de fábrica
II 15,51 18
III 16,68 18
IV 16,41 18
Fonte: elaborado pelo autor
2.7. Dimensionamento de chavetas e estrias
2.7.1. Chavetas
A chaveta é um elemento fabricado em aço que normalmente possui a forma
retangular ou semicircular. Ela é responsável pelo acoplamento entre eixos e cubos.
Nesse projeto foram utilizadas as chavetas paralelas, que transmitirão o movimento
entre o eixo e o cubo através do ajuste de suas faces laterais com as faces dos rasgos de
chaveta. No caso, os elementos que farão o papel de cubo serão as engrenagens e as
polias.
O dimensionamento das chavetas se baseia principalmente no torque máximo que
cada eixo irá transmitir. A partir desse dado e do diâmetro de cada eixo, consultou-se a
tabela 17 com dimensões padronizadas de chavetas e foram feitos cálculos para garantir
o funcionamento adequado das mesmas.

27
Fonte: referência [4]
As dimensões informadas nessa tabela são apresentadas na figura 14 a seguir.
Fonte: referência [4]
O material escolhido para o dimensionamento das chavetas foi o mesmo que o dos
eixos, o aço SAE 1050 repuxado a frio. Suas propriedades podem ser vistas na Seção
2.6.3.
O comprimento de cada chaveta se relaciona com a largura do cubo e deve estar
numa faixa recomendada, que varia conforme a seção. Logo, para possibilitar o início
dos cálculos, que são mostrados no Apêndice A, foi preciso estimar esses
comprimentos. Feito isso, foi possível calcular as tensões de cisalhamento, de
compressão e as tensões máximas para cada chaveta [7]. As equações utilizadas foram:
Figura 14 – Representação das dimensões das chavetas paralelas.
Tabela 17 – Dimensões de chavetas e rasgos de chavetas padronizados.

28
𝜎𝑐𝑜𝑚𝑝 =4 × 𝑇
𝑑 × ℎ × 𝐿 (Eq. 14)
𝜏𝑐𝑖𝑠 =2 × 𝑇
𝑑 × 𝑏 × 𝐿 (Eq. 15)
𝜎𝑚á𝑥 = (𝜎𝑐𝑜𝑚𝑝2 + 3 × 𝜏𝑐𝑖𝑠
3 )12 (Eq. 16)
Onde:
𝜎𝑚á𝑥 – Tensão máxima [MPa];
𝜎𝑐𝑜𝑚𝑝 – Tensão de compressão [MPa];
𝜏𝑐𝑖𝑠 – Tensão de cisalhamento [MPa];
𝑇 – Torque máximo no eixo [N.m];
𝐿 – Comprimento da chaveta [mm];
𝑑 – Diâmetro do eixo [mm];
ℎ – Altura da chaveta [mm];
𝑏 – Espessura da chaveta [mm];
Em seguida, calcularam-se os coeficientes de segurança, que são:
𝐶𝑆𝑐𝑜𝑚𝑝 =𝑆𝑦
𝜎𝑐𝑜𝑚𝑝 (Eq. 17)
𝐶𝑆𝑐𝑖𝑠 =𝑆𝑠𝑦
𝜏𝑐𝑖𝑠 (Eq. 18)
𝐶𝑆𝑔𝑙𝑜𝑏𝑎𝑙 =𝑆𝑦
𝜎𝑚á𝑥 (Eq. 19)
Sendo que 𝑆𝑠𝑦 é a Tensão admissível, calculada da seguinte forma:
𝑆𝑠𝑦 = 0,577 × 𝑆𝑦 (Eq. 20)
Os resultados de todas essas equações podem ser vistos na tabela 18.

29
Tabela 18 – Resultados do dimensionamento das chavetas.
Chavetas b x h x L
[mm]
𝝈𝒄𝒐𝒎𝒑
[MPa]
𝝉𝒄𝒊𝒔
[MPa]
𝝈𝒎á𝒙
[MPa] 𝑪𝑺𝒄𝒐𝒎𝒑 𝑪𝑺𝒄𝒊𝒔 𝑪𝑺𝒈𝒍𝒐𝒃𝒂𝒍
Polia Maior 5 x 5 x 21 60,6 30,3 80,2 9,6 11,0 7,2
Engrenagens do eixo II 6 x 6 x 14 67,4 33,7 89,1 8,6 9,9 6,5
Bloco Triplo 12 x 8 x 28 17,9 6,0 20,6 32,1 55,5 27,8
Bloco Duplo 8 x 7 x 20 38,1 16,7 47,8 15,0 19,8 12,0
Engrenagens do eixo IV 6 x 6 x 14 274,1 137,1 362,6 2,1 2,4 1,6
Fonte: elaborado pelo autor.
2.7.2. Estrias
O eixo III será aquele no qual os blocos deslizantes de engrenagens se deslocarão,
portanto, ele será estriado. Um eixo estriado apresenta diversas vantagens quando
comparado ao uso de chavetas. Além de permitir a translação de elementos e ser mais
estável, ele consegue transmitir torques bem maiores por possuir maior resistência à
fadiga devido a menor concentração de tensões.
O dimensionamento das estrias seguiu o critério que será apresentado adiante,
retirado da referência [7]. O diâmetro mínimo utilizado foi aquele calculado na Seção
2.6.5, igual a 18 mm. Com esse valor, foi consultada a tabela 19, que apresenta as
dimensões para eixos estriados segundo a norma DIN 5471. Nela, usou-se o diâmetro
nominal (d) igual ao diâmetro mínimo já citado e selecionou-se a estria com diâmetro
maior (D) de 22 mm, que possui quatro ranhuras com largura (b) igual a 6 mm.
Fonte: referência [9]
Tabela 19 – Dimensões padronizadas para estrias.

30
Primeiramente, foi preciso calcular o coeficiente de segurança mínimo, CS.
𝐶𝑆 = 𝑛1 × 𝑛2 × 𝑛3 × 𝑛4 (Eq. 21)
Onde:
𝑛1 - Fator para incerteza do material (1,5 < n1 < 2,5);
𝑛2 - Fator de distribuição de carga ao longo da estria e por estria (1,33 para
estrias planas);
𝑛3 - Fator de choque (1,4 para transmissão com choque);
𝑛4 - Fator para o material do cubo (1,0 para cubo de aço).
Após calcular o coeficiente de segurança, igual a 2,66, é preciso calcular os
coeficientes de segurança de compressão e de cisalhamento. Se ambos forem maiores
que o coeficiente mínimo, a estria estará validada. As equações para encontrar os
coeficientes citados são:
𝐶𝑆𝐶𝐼𝑆 =0,577 × 𝑆𝑦 × 𝑑1 × 𝑏 × 𝐿 × 𝑍
2 × 𝑇 (Eq. 22)
𝐶𝑆𝐶𝑂𝑀𝑃 =𝑆𝑦 × 𝑑1 × ℎ × 𝐿 × 𝑍
2 × 𝑇 (Eq. 23)
Onde:
𝐶𝑆𝐶𝐼𝑆 – Coeficiente de segurança para cisalhamento;
𝐶𝑆𝐶𝑂𝑀𝑃 – Coeficiente de segurança para compressão;
𝑑1 – Diâmetro menor [mm];
𝑏 – Espessura da estria [mm];
𝐿 – Comprimento estriado [mm];
𝑍 – Quantidade de estrias;
𝑇 – Torque no eixo [N.m];
ℎ – Altura das estrias [mm].
Com isso, foram obtidos os seguintes valores de coeficientes:
𝐶𝑆𝐶𝐼𝑆 = 21,4 𝐶𝑆𝐶𝑂𝑀𝑃 = 12,4

31
Como os dois coeficientes são maiores que o coeficiente de segurança mínimo (CS
= 2,66), a escolha dessa estria é adequada ao projeto.
2.8. Seleção dos rolamentos
Os rolamentos serão selecionados segundo o catálogo da empresa SKF, disponível
online [8]. Devido às cargas não serem muito elevadas e não haver esforços axiais
significantes, serão selecionados rolamentos rígidos de esferas, como aquele ilustrado
na figura 15. Como a SKF não produz rolamentos de esferas para eixos com 18 mm de
diâmetro, serão usados os rolamentos de 17 mm. Para os cálculos serão utilizadas as
maiores forças de reação nos apoios, que foram calculadas na Seção 2.6.2. Como as
forças são similares, serão comprados os mesmos rolamentos para todos os eixos. Isso
facilitará a compra e pode até baratear os custos. Os cálculos feitos para a seleção do
rolamento encontram-se no Apêndice A.
Fonte: <skf.com.br>
Para os cálculos foram feitas as seguintes considerações: não há cargas axiais
atuando nos eixos, e o rolamento terá uma vida útil de aproximadamente 10.000 horas,
considerando que ele será aplicado numa máquina que vai operar 8 horas/dia, com
transmissões de engrenagens que serão acopladas a motores elétricos.
O rolamento selecionado foi o rolamento rígido de esferas SKF 6203, representado
na tabela 20.
Figura 15 – Rolamento rígido de esferas

32
Fonte: <skf.com.br >
2.9. Seleção das demais peças
Nesse projeto, haverá peças que não requerem cálculos para o seu
dimensionamento. Essas peças podem ser facilmente compradas ou serem fabricadas
seguindo simples recomendações e tabelas.
2.9.1. Anéis de retenção
Para fixar o posicionamento das engrenagens e dos rolamentos, serão utilizados
anéis de retenção como os apresentados na figura 16. Será necessária a compra de onze
unidades. Todos eles foram selecionados através de catálogos de fabricantes, conforme
o diâmetro do local onde serão posicionados.
Fonte: <acoforma.com.br>
Figura 16 – Anel elástico para eixos
Tabela 20 – Dados do rolamento SKF 6203.

33
2.9.2. Espaçadores
Para garantir a distância entre as engrenagens fixas dos eixos II e IV serão
fabricados espaçadores, que se posicionarão ao redor dos eixos.
2.9.3. Retentores
Em cada uma das tampas que terão um eixo atravessado, será colocado um retentor
para vedação como aquele mostrado na figura 17. Esse retentor impedirá o vazamento
de óleo e deve ser selecionado no catálogo do fabricante conforme o diâmetro do eixo
em que será instalado.
Fonte: <skf.com.br>
2.9.4. Carcaça e tampas
A carcaça a ser fabricada deve ser a mais compacta possível e estar devidamente
vedada para evitar o vazamento de óleo. Para o seu dimensionamento foram utilizadas
tabelas da referência [10], que informam as espessuras recomendadas para a carcaça de
um variador. A carcaça terá três partições que serão unidas por parafusos. Na carcaça
inferior, o fundo deverá ser nivelado de forma que direcione o óleo para a saída,
facilitando o esvaziamento.
Para fechar as regiões abertas da carcaça deverão ser fabricadas cinco tampas.
Dentre as quatro tampas laterais, duas serão atravessadas por um eixo, uma pelo eixo de
entrada do variador (eixo II) e outra pelo eixo de saída (eixo IV). Essas tampas laterais
serão fixadas na carcaça por meio de parafusos e deveram fazer contato com os
rolamentos. Na região superior da carcaça haverá uma tampa no local onde será
introduzido o óleo lubrificante. Suas dimensões também foram obtidas em tabelas da
referência [10].
Figura 17 – Retentor SKF HMS5 RG

34
2.9.5. Parafusos, porcas e arruelas
Pode-se dividir os parafusos em quatro grupos. Todos eles serão da classe M6,
porém, os comprimentos serão diferentes:
A. Parafuso de cabeça sextavada M6 x 1,0 com 25 mm de comprimento de rosca:
responsáveis por unir as seções da carcaça.
B. Parafuso de cabeça sextavada M6 x 1,0 com 60 mm de comprimento com rosca
parcial: responsáveis também por unir as seções da carcaça, proporcionando um
maior aperto nas regiões onde haverá rolamentos.
C. Parafuso de cabeça sextavada M6 x 1,0 com 20 mm de comprimento de rosca:
responsáveis por fixar as tampas laterais.
D. Parafuso de cabeça sextavada M6 x 1,0 com 30 mm de comprimento de rosca:
responsáveis por fixar a tampa dos rolamentos.
Para os parafusos do grupo A e B deverão ser adquiridas porcas sextavadas M6 x
1,0, que auxiliarão no aperto. O que garantirá a fixação dos parafusos do grupo C e D
será a abertura de roscas na carcaça nos locais onde serão fixadas as tampas. Todos os
parafusos e porcas serão precedidos por arruelas planas, de forma a aumentar a área da
região de aperto.
Todos esses elementos foram selecionados em catálogos fornecidos por fabricantes.
2.9.6. Alavancas
As alavancas conseguem transformar movimento angular em movimento retilíneo.
Elas serão utilizadas para o deslocamento dos blocos deslizantes de engrenagens. Elas
têm um sistema de mola que pressiona uma esfera contra a superfície do prato e, quando
a esfera encontra um rebaixo, ela trava nesta posição. A figura 18 a seguir exemplifica o
funcionamento desse sistema.

35
Fonte: referência [10]
Para o bloco duplo de engrenagens, a alavanca deve permitir um curso de 32,3 mm
para que ocorra o engrenamento adequado. O braço da alavanca, R, medirá 50 mm,
portanto o ângulo entre as posições dos rebaixos é dado pela seguinte equação:
𝛼1 = sin−1 (𝐶𝑢𝑟𝑠𝑜
𝑅) = sin−1 (
32,3
50) → 𝛼1 = 40,2° (Eq. 24)
O funcionamento do bloco triplo será similar. O braço da alavanca terá o mesmo
comprimento, porém, ele terá que realizar dois cursos diferentes e, portanto, o copo da
alavanca contará com três rebaixos e dois ângulos de posição. Os cursos serão de 27,75
mm e 26,75 mm.
𝛼2 = sin−1 (27,75
50) → 𝛼2 = 33,7° (Eq. 25)
𝛼3 = sin−1 (26,75
50) → 𝛼3 = 32,3° (Eq. 26)
As alavancas foram projetadas de acordo com dados presentes na referência [10].
2.9.7. Outros elementos
Além de todos esses elementos citados, será necessário também:
Fabricar uma vareta de óleo para conferir o nível de óleo lubrificante no interior
da carcaça.
Adquirir um bujão de esvaziamento de óleo.
Fabricar um anel pescador, que será um dos responsáveis por espalhar o óleo
lubrificante pelos elementos do variador.
Figura 18 – Funcionamento da alavanca.

36
3. Características fundamentais do variador
3.1. Lubrificação
Para um bom funcionamento e aumento da vida útil das máquinas, torna-se
necessário introduzir algum tipo de lubrificação nos elementos do dispositivo. O
lubrificante forma uma fina camada entre as superfícies, que as separa total ou
parcialmente, com os seguintes objetivos principais:
Redução do atrito e do desgaste;
Remoção de calor;
Remoção de detritos.
Para a determinação do tipo de lubrificação será determinada a maior velocidade
periférica. A maior rotação será de 1152 RPM e ocorrerá na engrenagem 9, que possui
diâmetro primitivo = 96 mm. Tem-se, portanto:
𝑣 = 𝜋. 𝑑. 𝑛
60.1000=
𝜋. 96.1152
60.1000→ 𝑣 = 5,79 𝑚/𝑠 (Eq. 27)
Como a velocidade periférica é inferior a 15 m/s, será utilizada a lubrificação por
salpico, muito aplicada em transmissões e diferenciais de automóveis e que é
representada na figura 19. Nela, os componentes serão lubrificados por um elemento
móvel que estará imerso no óleo que, ao girar, irá respingar lubrificante pelo sistema.
No projeto, esses elementos serão algumas engrenagens e um anel pescador.
O nível máximo de óleo dentro da carcaça será definido como sendo aquele que
tangencia inferiormente o diâmetro externo dos rolamentos dos eixos II e IV. Já o nível
mínimo será definido pela tangente do diâmetro primitivo da maior engrenagem do eixo
IV. O nível de óleo deve ser cuidadosamente observado a cada 8 horas e completado se
necessário.
Os rolamentos terão uma lubrificação diferenciada, sendo lubrificados manualmente
por graxa.

37
Fonte: referência [9]
3.2. Fixação
Apesar do variador trabalhar em velocidades altas com torques não muito elevados,
será preciso que sua fixação seja feita de forma cuidadosa e precisa. O variador será
fixado com seis parafusos sextavados M10 x 1,25.
3.3. Transporte
Serão rosqueados no topo do variador dois olhais de suspensão do tipo parafuso para
possibilitar seu transporte.
Figura 19 – Lubrificação por salpico.

38
4. Especificação de ajustes e tolerâncias e acabamento superficial
Para as peças que serão fabricadas, foi elaborado um delineamento de fabricação.
Muitos elementos, porém, não necessitam passar por esse processo e podem ser
comprados diretamente dos fabricantes, pois são peças padronizadas e oferecidas em
larga escala no mercado. Tanto os planos de fabricação quanto a lista de peças a serem
adquiridas podem ser encontrados no apêndice B.
Ao se fabricar uma peça, além de ser necessário pensar no mais adequado processo
de fabricação, deve-se levar em consideração outros dois aspectos importantes: o
acabamento superficial e os ajustes e tolerâncias dimensionais. Todas essas informações
serão relatadas nas seções que se seguem.
4.1. Ajustes e tolerâncias dimensionais
Pode-se definir tolerância dimensional como sendo a variação entre a dimensão
máxima e a mínima permitida para uma peça [4]. Quando se fabrica alguma peça, é
muito difícil garantir que as medidas fiquem exatamente iguais às nominais, devido às
imprecisões que existem em todos os processos. É por isso que para essas dimensões é
preciso definir as tolerâncias dimensionais.
O ajuste está diretamente relacionado com a tolerância dimensional da peça. Se essa
peça contém um furo por onde passará um eixo, é possível imaginar três ajustes. O
ajuste dependerá da tolerância de cada peça e poderá ser, portanto, com interferência,
com folga ou incerto. Vale ressaltar que o eixo apresentará o mesmo diâmetro nominal
do furo. A escolha desse ajuste irá depender da funcionalidade do sistema.
Segundo a referência [4], o sistema furo-base é o ajuste mais recomendado para
fabricação mecânica. Ele consiste em tomar a dimensão nominal como sendo igual a
dimensão mínima do furo. Ele é o mais utilizado, pois, fixando-se a dimensão mínima
do furo, executa-se apenas usinagem externa no eixo, tarefa mais simples de ser
executada.
Os cálculos das tolerâncias e ajustes se baseiam em três equações:
39
𝐹 = 𝐴𝑠 − 𝑎𝑖 (Eq. 28)
𝑓 = 𝐴𝑖 − 𝑎𝑠 (Eq. 29)
𝑇 = 𝐹 − 𝑓 (Eq. 30)
Onde:
𝐹 – folga máxima
𝑓 – folga mínima
𝐴𝑠 – afastamento superior do furo
𝐴𝑖 – afastamento inferior do furo
𝑎𝑠 – afastamento superior do eixo
𝑎𝑖 – afastamento inferior do eixo
Quando os valores de folgas forem negativos, isso indica que o ajuste é de
interferência. Ou seja, deve-se considerar 𝐼𝑀 = −𝑓 e 𝐼𝑚 = −𝐹, onde 𝐼𝑀 é a
interferência máxima e 𝐼𝑚 é a interferência mínima.
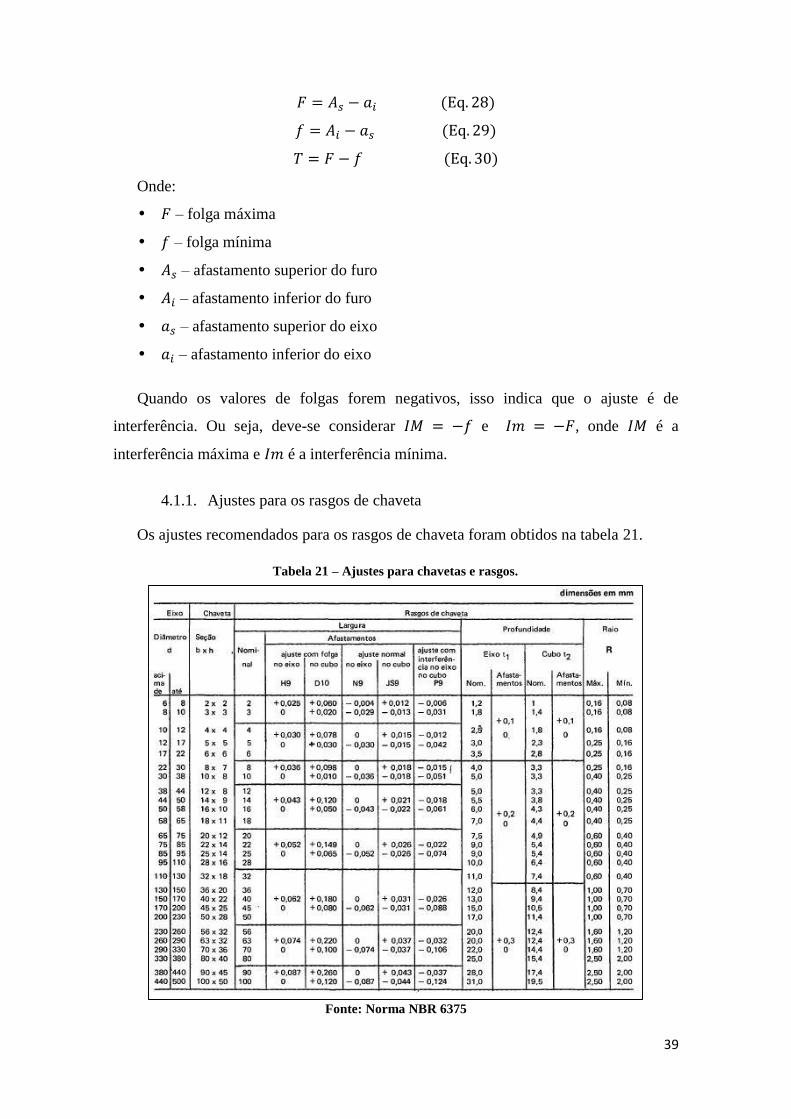
4.1.1. Ajustes para os rasgos de chaveta
Os ajustes recomendados para os rasgos de chaveta foram obtidos na tabela 21.
Fonte: Norma NBR 6375
Tabela 21 – Ajustes para chavetas e rasgos.

40
Após a consulta da tabela 21, foram definidos os seguintes ajustes:
I. Rasgo para chaveta da polia maior feito no eixo II:
Dimensões:
Diâmetro (d) = 16 mm
Profundidade do eixo (t1) = 3,0 mm
Profundidade do cubo (t2) = 2,3 mm
Largura (b) = 5 mm
Tolerâncias:
Largura do eixo: N9 → As = 0 ϻm e Ai = - 30 ϻm.
Largura do cubo: JS9 → As = + 15 ϻm e Ai = - 15 ϻm.
Profundidade do eixo: As = + 100 ϻm e Ai = 0 ϻm.
Profundidade do cubo: As = + 100 ϻm e Ai = 0 ϻm.
II. Rasgo para chavetas da polia menor no eixo I:
Dimensões:
Diâmetro (d) = 20 mm
Profundidade do eixo (t1) = 3,5 mm
Profundidade do cubo (t2) = 2,8 mm
Largura (b) = 6 mm
Tolerâncias:
Largura do eixo: N9 → As = 0 ϻm e Ai = - 30 ϻm.
Largura do cubo: JS9 → As = + 15 ϻm e Ai = - 15 ϻm.
Profundidade do eixo: As = + 100 ϻm e Ai = 0 ϻm.
Profundidade do cubo: As = + 100 ϻm e Ai = 0 ϻm.
III. Rasgo para chavetas das engrenagens 1, 3, 5, 8 e 10 nos eixos II e IV, e para
polia menor no eixo I:

41
Dimensões:
Diâmetro (d) = 18 mm
Profundidade do eixo (t1) = 3,5 mm
Profundidade do cubo (t2) = 2,8 mm
Largura (b) = 6 mm
Tolerâncias:
Largura do eixo: N9 → As = 0 ϻm e Ai = - 30 ϻm.
Largura do cubo: JS9 → As = + 15 ϻm e Ai = - 15 ϻm.
Profundidade do eixo: As = + 100 ϻm e Ai = 0 ϻm.
Profundidade do cubo: As = + 100 ϻm e Ai = 0 ϻm.
IV. Rasgo para chaveta do bloco duplo deslizante:
Dimensões:
Diâmetro (d) = 30 mm
Profundidade do eixo (t1) = 4,0 mm
Profundidade do cubo (t2) = 3,3 mm
Largura (b) = 8 mm
Tolerâncias:
Largura do eixo: N9 → As = 0 ϻm e Ai = - 36 ϻm.
Largura do cubo: JS9 → As = + 18 ϻm e Ai = - 18 ϻm.
Profundidade do eixo: As = + 200 ϻm e Ai = 0 ϻm.
Profundidade do cubo: As = + 200 ϻm e Ai = 0 ϻm.
V. Rasgo para chaveta do bloco triplo deslizante:
Dimensões:
Diâmetro (d) = 40 mm
Profundidade do eixo (t1) = 5,0 mm
Profundidade do cubo (t2) = 3,3 mm
Largura (b) = 12 mm

42
Tolerâncias:
Largura do eixo: N9 → As = 0 ϻm e Ai = - 43 ϻm.
Largura do cubo: JS9 → As = + 21 ϻm e Ai = - 22 ϻm.
Profundidade do eixo: As = + 200 ϻm e Ai = 0 ϻm.
Profundidade do cubo: As = + 200 ϻm e Ai = 0 ϻm.
4.1.2. Ajustes para eixos e rolamentos
Como os seis rolamentos serão os mesmos, os ajustes entre eles e os eixos serão
iguais. Para definir esses ajustes é preciso ter inicialmente a tolerância do anel interno
do rolamento. A seguir encontra-se a tabela 22, fornecida pela SKF, contendo essa
tolerância.
Fonte: <skf.com.br>
Agora, é preciso definir qual tolerância necessária ao eixo conforme as condições
nas quais os rolamentos irão funcionar. Isso pode ser decidido com o auxílio das tabelas
23 e 24.
Tabela 22 – Tolerâncias dimensionais para rolamentos SKF.

43
Fonte: <skf.com.br>
Fonte: <skf.com.br>
O diâmetro interno do rolamento é de 17 mm. Considerando que a carga utilizada
será uma carga normal rotativa no anel interno, o ajuste recomendado é o m6. As
medidas para o ajuste m6 num eixo de 17 mm de diâmetro podem ser obtidas na tabela
22.
Tabela 23 – Condições de rotação e carga.
Tabela 24 – Ajustes recomendados para rolamentos nos eixos.

44
Conforme a tabela 23, fornecida pela SKF, para rolamentos não separáveis com o
rolamento rígido de esferas, é recomendado que o anel interno ou o anel externo tenha
um ajuste com folga. A recomendação no caso desse projeto é que o ajuste com
interferência seja no anel interno.
Assim, com as tolerâncias para o anel interno do rolamento e para o eixo, obtidos na
tabela 22, tem-se inicialmente o seguinte ajuste com interferência:
Furo (anel interno): As = 0 ϻm e Ai = -8 ϻm.
Eixo: as = +18 ϻm e ai = +7 ϻm.
IM = 26 ϻm
Im = 7 ϻm
Com o ajuste interno ao rolamento calculado, agora é a vez de definir qual o ajuste
mais apropriado entre o anel externo do rolamento e seu alojamento na carcaça. Para tal,
foi utilizada a tabela 25.
Fonte: <skf.com.br>
Tabela 25 – Ajustes recomendados para o alojamento do rolamento.

45
O alojamento na carcaça será bipartido e irá requerer uma precisão rotacional com
carga entre normal e pesada. Logo, a tolerância recomendada é a M7.
A tolerância do anel externo do rolamento pode ser obtida na tabela 26, também
fornecida pelo fabricante de rolamentos SKF.
Fonte: <skf.com.br>
Com os dados dessa última tabela, obtém-se o seguinte ajuste incerto:
Furo (alojamento): As = 0 ϻm e Ai = -25 ϻm.
Eixo (anel externo): as = 0 ϻm e ai = -11 ϻm.
F = 11 ϻm
IM= 25 ϻm
4.1.3. Ajustes para eixos estriados e blocos deslizantes
O ajuste recomendado entre os dois blocos deslizantes e o eixo estriado pode ser
obtido na tabela 27, retirada da referência [11].
Tabela 26 – Tolerância do anel externo de um rolamento SKF.

46
Fonte: referência [11].
Por essa tabela, consegue-se obter um ajuste para cada dimensão principal de uma
estria. Ou seja, é possível obter o ajuste para os dois diâmetros e para a largura da
ranhura.
Considerando o eixo com centragem interior e cubo temperado, tem-se:
D = 22 H11/a11 b = 6 F10/d9 d = 18 H7/e8
Com o uso de um simulador online de tolerâncias e ajustes [12], representado na
figura 20, foram obtidos os valores dos afastamentos, das folgas e das tolerâncias para
cada ajuste a seguir.
Tabela 27 – Ajustes para estrias (DIN 5465)

47
Fonte: referência [12]
Diâmetro maior (D): 22 H11/a11
Furo: As = + 130 ϻm e Ai = 0 ϻm.
Eixo: as = - 300 ϻm e ai = - 430 ϻm.
F = 560 ϻm.
f = 300 ϻm.
T = 260 ϻm.
Diâmetro menor (d): 18 H7/e8
Furo: As = + 18 ϻm e Ai = 0 ϻm.
Eixo: as = - 32 ϻm e ai = - 59 ϻm.
F = 77 ϻm.
f = 32 ϻm.
T = 45 ϻm.
Largura (b): 6 F10/d9
Furo: As = + 58 ϻm e Ai = +10 ϻm.
Eixo: as = - 30 ϻm e ai = - 60 ϻm.
F = 118 ϻm.
f = 40 ϻm.
T = 78 ϻm.
Figura 20 – Simulador online de tolerâncias e ajustes segundo a norma NBR 6158

48
Assim, pode-se dizer que todos os ajustes entre os blocos deslizantes e o eixo
estriado são ajustes com folga.
4.1.4. Ajustes para polias e engrenagens fixas
O ajuste entre os elementos dessa seção e o eixo pode ser escolhido através da
consulta da tabela 28, adaptada da referência [13].
Fonte: adaptado pelo o autor [13].
O ajuste H7/k6 foi o ajuste escolhido pois ele apresenta apenas uma interferência
leve, o que facilitará a montagem. Fora isso, esse ajuste é recomendado para máquinas
ferramentas que podem ter suas peças desmontadas periodicamente.
As peças que levarão esse ajuste estão relacionadas a seguir.
Tabela 28 – Descrição dos ajustes comumente utilizados.

49
Engrenagens 1, 3, 5, 8 e 10 (ajuste 18 H7/k6):
Furo: As = +18 ϻm e Ai = 0 ϻm.
Eixo: as = + 12 ϻm e ai = +1 ϻm.
F = 17 ϻm
f = - 12 ϻm (IM = 12 ϻm)
T = 29 ϻm.
Engrenagens 2, 4 e 6 (ajuste 40 H7/k6):
Furo: As = + 25 ϻm e Ai = 0 ϻm.
Eixo: as = + 18 ϻm e ai = + 2 ϻm.
F = 23 ϻm.
f = - 18 ϻm (IM = 18 ϻm).
T = 41 ϻm.
Engrenagens 7 e 9 (ajuste 30 H7/k6):
Furo: As = + 21 ϻm e Ai = 0 ϻm.
Eixo: as = + 15 ϻm e ai = + 2 ϻm.
F = 19 ϻm.
f = - 15 ϻm (IM = 15 ϻm).
T = 34 ϻm.
Polia menor (ajuste 20 H7/k6):
Furo: As = + 21 ϻm e Ai = 0 ϻm.
Eixo: as = + 15 ϻm e ai = +2 ϻm.
F = 19 ϻm.
f = -15 ϻm (IM = 15 ϻm).
T = 34 ϻm.
Polia maior (ajuste 16 H7/k6):
Furo: As = + 18 ϻm e Ai = 0 ϻm.
Eixo: as = + 12 ϻm e ai = + 1 ϻm.
F = 17 ϻm
f = - 12 ϻm (IM = 12 ϻm).
T = 29 ϻm.

50
4.1.5. Ajustes para os espaçadores
Para que a montagem dos espaçadores nos eixos seja possível, o ajuste entre os dois
deve ser com folga. Como a tolerância do eixo já foi definida na seção anterior, foi
escolhido o ajuste com folga G7/k6 de modo a garantir que essa montagem possa ser
feita manualmente sem grande dificuldade.
Os espaçadores, portanto, todos com o diâmetro interno nominal de 18 mm terão o
seguinte ajuste:
Furo: As = + 34 ϻm e Ai = +16 ϻm.
Eixo: as = + 12 ϻm e ai = + 1 ϻm.
F = 33 ϻm
f = 4 ϻm
T = 29 ϻm.
4.2. Acabamento Superficial
O acabamento superficial está diretamente relacionado com o nível de rugosidade da
superfície. Atualmente, a rugosidade pode ser avaliada quantitativamente através da
medição dos desvios médios aritméticos referentes aos picos e vales existentes na
superfície. Com isso, a norma técnica estabeleceu 12 classes de acabamento superficial,
que estão representadas na tabela 29. Quanto maior o número da classe, maior a
rugosidade e, portanto, pior é a qualidade da superfície [4]. Na tabela 30 pode-se
observar a faixa de rugosidade que é obtida nos principais processos de fabricação e
usinagem [13].
Tabela 29 – Classes de rugosidades.
Fonte: Norma NBR 8404/1984

51
Tabela 30 – Rugosidades obtidas nos principais processos de fabricação e usinagem.
Fonte: adaptado pelo autor [13]
Com o uso das tabelas 29 e 30, foi possível escolher os acabamentos superficiais
mais adequados para o projeto, e foram incluídos nos desenhos para fabricação das
peças.

52
5. Manual de montagem
Para auxiliar na montagem do variador, foi elaborado um manual de montagem
sugerindo a sequência mais adequada para a instalação das peças. A figura 21 mostra
como deve ficar o equipamento após a montagem.
Fonte: elaborado pelo autor.
1 º Procedimento: Montagem da árvore de potência II
Posicionar o eixo II (peça 53) para a montagem.
Colocar as engrenagens 5, 3 e 1 (peças 62, 59 e 57) precedidas de suas chavetas
(peça 28). Entre as engrenagens deve ser inserido os espaçadores (peças 58 e
60).
Introduzir os anéis elásticos para eixos de 18 mm de diâmetro (peça 29). Um
tangenciando a engrenagem 5 e o outro a engrenagem 1.
Inserir o anel pescador (peça 63) do outro lado do anel elástico posicionado
junto com a engrenagem 5.
Posicionar os rolamentos (peça 30) e seus respectivos anéis elásticos para eixos
de diâmetro 17 mm (peça 35).
Colocar a polia maior (peça 7) com sua chaveta (peça 54).
Fixar a polia com o uso de uma porca sextavada (peça 52) e uma arruela de
pressão (peça 51).
Figura 21 – Conjunto montado.

53
2 º Procedimento: Montagem da árvore de potência III
Posicionar o eixo II (peça 50) para a montagem.
Realizar a montagem do bloco duplo:
o Posicionar a engrenagem 7 (peça 37) com sua chaveta (peça 39).
o Inserir engrenagem 9 (peça 38) seguida do encaixe do bloco duplo (peça
41).
o Introduzir o anel elástico para eixos de 30 mm de diâmetro (peça 42).
Realizar a montagem do bloco duplo:
o Posicionar a engrenagem 2 (peça 49) com sua chaveta (peça 47).
o Inserir encaixe do bloco triplo (peça 48) seguido das engrenagens 4 e 6
(peças 46 e 45).
o Introduzir o anel elástico para eixos de 40 mm de diâmetro (peça 44).
Após a montagem dos blocos, encaixá-los no eixo estriado.
Posicionar os rolamentos (peça 30) e seus respectivos anéis elásticos para eixos
de diâmetro 17 mm (peça 35).
3 º Procedimento: Montagem da árvore de potência IV
Posicionar o eixo IV (peça 31) para a montagem.
Colocar as engrenagens 10 e 8 (peças 57, 59 e 62) precedidas de suas chavetas
(peça 28). Entre as engrenagens deve ser inserido o espaçador (peça 66).
Introduzir o anel elástico para eixos de 18 mm de diâmetro (peça 29)
tangenciando a engrenagem 8.
Inserir o anel pescador (peça 63) do outro lado do anel elástico posicionado
junto com a engrenagem 5.
Posicionar os rolamentos (peça 30) e seus respectivos anéis elásticos para eixos
de diâmetro 17 mm (peça 35).
4 º Procedimento: Montagem dos mecanismos de alavanca
Posicionar o eixo da alavanca (peça 23) para montagem.
Colocar o braço da alavanca (peça 20), presa pelo pino cônico menor (peça 25).
Na outra extremidade do eixo, posicionar o prato (peças 16/17) e depois o copo
(peça 22), que deve ser preso pelo pino cônico maior (peça 24), já com a mola
de fixação (peça 26) e a esfera de fixação (peça 27) devidamente posicionados.

54
Introduzir a alavanca (peça 21) no copo.
Na ponta do braço da alavanca, realizar a montagem do encaixe (peça 18) com o
pino cilíndrico (peça 19).
5 º Procedimento: Montagem do conjunto
Posicionar o motor (peça 67) de forma que ele possa ser facilmente conectado à
rede elétrica e aparafusá-lo no chão.
Inserir a polia menor (peça 3) no eixo do motor precedida por sua chaveta (peça
4) e presa por uma porca (peça 1) e arruela de pressão (peça 2).
Colocar as correias (peça 5) para em sequência posicionar a primeira partição da
carcaça (peça 13) e aparafusá-la ao chão de forma que a distância entre os
centros das polias seja garantida.
Posicionar as árvores de potência II e IV nos locais apropriados.
Na superfície inferior da carcaça, colocar o bujão de esvaziamento (peça 61)
Fixar a tampa dos rolamentos (peça 64) com os parafusos (peça 68) e arruelas
(peça 9) na carcaça inferior.
Fixar a carcaça intermediária (peça 14) à carcaça inferior (peça 13) com quatro
parafusos maiores (peça 12), seis parafusos menores (peça 10), porcas (peça 11)
e arruelas (peça 9).
Instalar a vareta de óleo (peça 6) e os mecanismos de alavanca.
Fixar as tampas dos eixos II e IV (peças 56 e 33), que devem estar com os
retentores apropriados (peças 51 e 52) posicionados para após serem
devidamente aparafusadas às duas partições da carcaça, com o uso de parafusos
(peça 8) e arruelas (peça 9).
Colocar a árvore de potência III, previamente preparada, posicionando as
engrenagens nos locais indicados na representação.
Posicionar a carcaça superior (peça 15), que também deve ser fixada com quatro
parafusos maiores (peça 12), seis parafusos menores (peça 10), porcas (peça 11)
e arruelas (peça 9).
Aparafusar as tampas para o eixo III (peça 36) utilizando parafusos (peça 8) e
arruelas (peça 9).
No topo da partição superior da carcaça, instalar a tampa para lubrificação (peça
43) e os dois olhais de suspensão (peça 40).

55
6. Conclusão
Todo projeto mecânico exige que várias decisões sejam tomadas pelo projetista.
Muitas vezes consegue-se seguir recomendações ou mesmo se basear em projetos
anteriores, porém, haverá sempre uma decisão que só dependerá dos próprios
projetistas. Em outras palavras, no projeto de uma máquina não existe um passo a passo
do que deve ser feito. O projetista deve estar sempre indo e voltando no seu trabalho,
visto que um simples cálculo de critério de segurança pode fazer, por exemplo, com que
ele retorne até o início de uma extensa etapa de dimensionamento.
Este projeto teve como objetivo a concepção de um variador de velocidades do tipo
bloco deslizante com seis velocidades de saída capaz de transmitir uma potência de
1kW. A potência fornecida pelo motor elétrico foi de 1,5 hp e suas dimensões finais (b
x h x l) ficaram em 555 mm x 381 mm x 424 mm. Um variador pode ser considerado
um equipamento de grande importância, pois ele permite elevar a capacidade de
produção de máquinas-ferramentas e também aumentar o número de operações que
podem ser realizados por elas. O peso total do variador, levando em conta o motor
elétrico, é de aproximadamente 70 kg. Esse peso pode apresentar um papel importante
no sistema. Por exemplo, se uma máquina operatriz exige uma alta rigidez para operar
adequadamente, quanto mais elevado a massa do equipamento, melhor.
Durante o projeto, foram dimensionados ou selecionados os seguintes elementos:
motor elétrico, polias, correias, eixos, rolamentos, engrenagens, chavetas, mecanismo de
alavanca, anéis de retenção, carcaça, parafusos, porcas e arruelas. Como sequência de
dimensionamento, optou-se pela maneira que mais evitasse o “ir e vir” do projetista.
Além dos cálculos de dimensionamento e seleção de peças, foi elaborado o desenho
técnico das peças a serem fabricadas, um manual de fabricação e, por fim, um manual
de montagem do conjunto mecânico.
O equilíbrio entre tamanho, segurança, facilidade de uso e custo deve ser visado em
todo projeto. Não seria interessante, por exemplo, fabricar um variador muito compacto
que tenha um custo muito elevado. Para garantir a segurança e a confiabilidade, foram
seguidos recomendações e critérios como, por exemplo, aquele de segurança à fadiga

56
das engrenagens e o critério de Soderberg aplicado aos eixos. O levantamento de custos
não foi feito, mas vale lembrar, entretanto, que muitas escolhas foram feitas pensando
em baixar os custos como, por exemplo, na escolha de um mesmo rolamento para todos
os casos, possibilitando sua compra em atacado.
O projeto apresenta algumas restrições quanto ao seu uso e poderá levar possíveis
dificuldades no momento em que o conjunto mecânico for montado. Tudo isso indica
que melhorias ainda podem ser feitas. Como principal restrição, tem-se que esse
variador foi projetado para rotacionar o eixo de saída somente num sentido, ou seja, um
sistema de reversão poderia ser implementado. Já a melhoria que poderia facilitar no
procedimento de montagem seria o dimensionamento de eixos escalonados para
substituir o uso de espaçadores e alguns anéis de retenção. Apesar de serem elementos
facilmente obtidos e dimensionados, o processo de instalação desses espaçadores e anéis
pode ser bastante complexo, demandando muito tempo e esforço da pessoa que irá
montá-los. Um eixo escalonado permitiria, portanto, uma montagem mais simples além
de uma melhor garantia no posicionamento e distanciamento dos demais elementos
mecânicos, o que é de grande importância, por exemplo, no caso das engrenagens fixas.
Desta forma, pode-se afirmar que, após a aplicação dos conhecimentos obtidos
durante o curso de Engenharia Mecânica, o mecanismo projetado está pronto para ser
fabricado e utilizado em máquinas operatrizes que necessitem de torques e velocidades
de rotação fornecidos por esse variador. É evidente, porém, que esse projeto possui suas
limitações, e poderia receber melhorias em certos aspectos, mas o mesmo serviu a seu
propósito primordial, de avaliar a aprendizagem de um aluno em seu projeto final de
graduação.

57
7. Referências bibliográficas
7.1. Livros, apostilas, sites e notas de aula
[1] ROGNITZ, H., Variadores Escalonados de Velocidade em Máquinas Ferramenta;
Tradução Prof. Caspar Erich Stemmer. São Paulo, Polígono, 1973.
[2] SHIGLEY, J. E., MISCHKE, C.R., BUDYNAS, R.G., Projeto de Engenharia
Mecânica, 8ª Ed.- Porto Alegre, Bookman, 2005.
[3] Catálogo Goodyear: Produtos de Transmissão de Potência. Disponível em:
<http://www.rolimao.com.br/manutencao/Catalogo-Correias-Goodyear.pdf >. Acesso
em 21/07/2015.
[4] PINA FILHO, A. C., “Apostila de Desenho Técnico para Engenharia Mecânica”,
UFRJ, Rio de Janeiro, 2011.
[5] BUDYNAS, R. G., NISBETT, J. K., Elementos de Máquinas de Shigley, 8ª Ed.-
Porto Alegre. AMGH, 2011
[6] Beam Calculator by SkyCiv - Software Online para cálculos em Mecânica dos
Sólidos. Disponível em: <http://bendingmomentdiagram.com/free-calculator/>. Acesso
em 15/07/2015.
[7] CARVALHO, J. R., MORAES, P., Órgãos de Máquinas – Dimensionamento, 3ª
Ed. Rio de Janeiro, LTC Editora S.A., 1984.
[8] SKF - Catálogo Interativo. Disponível em:
<http://www.skf.com/br/products/product-tables/index.html>. Acesso em 17/07/2015.
[9] PROVENZA, F., Projetista de Máquinas, PROTEC, 1991

58
[10] RESHTOV, D. N., Atlas de Construção de Máquinas, Hemus Editora Ltda., São
Paulo, 2005.
[11] BUTTON, S. T., “Escolha de Ajustes”, FEM/UNICAMP. Disponível em:
<http://www.fem.unicamp.br/~sergio1/graduacao/EM335/oitavaaula.html>. Acesso em:
27/07/2015.
[12] Simulador de Ajustes e Tolerâncias segundo a norma NBR 6158. Disponível em:
<http://www.stefanelli.eng.br/webpage/metrologia/p-afastamento-tolerancia-ajuste-nbr-
6158-simulador-autoavaliacao.html>. Acesso em: 27/07/2015.
[13] OBERG, E. et al., Machinery’s Handbook. 29th Ed. New York, Industrial Press,
2012.
[14] “Apostila de Processos de Fundição” - Centro Universitário FSA. Disponível em:
<http://www3.fsa.br/mecanica/arquivos/02%20Fundi%C3%A7%C3%A3o.pdf>.
Acesso em: 20/07/2015.
[15] ROSSITTI, S. M., “Processos e Variáveis de Fundição” - Empresa Grupo Metal S.
A., 1993 Disponível em: <http://www.grupometal.com.br/download/03.pdf>. Acesso
em: 20/07/2015.
[16] COSTA, E. S., “Processos de Usinagem” – CEFET-MG, 2006. Disponível em:
<http://ppgel.ufsj.edu.br/uaisoccer/downloads/1272064850.pdf>. Acesso em:
20/07/2015.
[17] SILVEIRA, J. L., “Notas de aula de Usinagem”, UFRJ, 2009. Disponível em:
<http://www.mecanica.ufrj.br/util/b2evolution/media/blogs/joseluis/usinagem.pdf>.
Acesso em: 20/07/2015.
[18] DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L., Tecnologia da Usinagem
dos Materiais. 7ª Ed. São Paulo, Editora Artliber Ltda., 2010.
59
[19] GROOVER, M. P., Fundamentals of modern manufacturing: materials,
processes and systems. 4th Edition. United States of America: John Wiley & Sons, Inc.,
2010.
7.2. Normas Técnicas
NBR 10067 - Princípios gerais de representação em desenho técnico.
NBR 10126 - Cotagem em desenho técnico.
NBR 12298 - Representação de corte em desenho técnico.
NBR 11534 - Representação de engrenagem em desenho técnico.
NBR 8993 - Representação convencional de partes roscadas em desenhos técnicos.
NBR 6158 - Sistema de tolerâncias e ajustes.
NBR 8404 - Indicação do estado de superfícies em desenhos técnicos.
NBR 7165 - Símbolos gráficos de solda.
DIN 471 – Anel elástico para eixos.
DIN 5465 – Ajustes para estrias.
DIN 5471 – Eixo entalhado para máquina ferramenta – 4 entalhes
NBR 6375 - Chavetas paralelas retangulares ou quadradas.
NBR 13272 - Desenho técnico - Elaboração das listas de itens.
NBR 8196 - Desenho técnico - Emprego de escalas.

60
Apêndice A - Memória de Cálculo
- Dados do projeto
o Potência a ser transmitida: 1 kW;
o Rotação nominal de entrada: 450 rpm;
o Velocidade mínima de saída: 110 rpm;
o Velocidade máxima de saída: 1150 rpm;
o Número de rotações de saída: seis (6).
- Seleção do motor
Para a seleção do motor foi levado em conta a potência transmitida desejada (𝑃𝑝𝑟𝑜𝑗), ou
seja, a potência que será fornecida na saída do variador. Além disso, é preciso também
considerar as perdas que ocorrem nas correias e nos engrenamentos. Por conta disso, a
potência necessária para o motor (𝑃𝑚) deverá ser um pouco superior à potência
desejada. Ela pode ser dada pela seguinte equação:
𝑃𝑚 =𝑃𝑝𝑟𝑜𝑗
𝜂=
𝑃𝑝𝑟𝑜𝑗
𝜂𝑐𝑜𝑟𝑟 × 𝜂𝑒𝑛𝑔𝑟𝑘
=1
0,96 × 0,982→ 𝑃𝑚 = 1,08 𝑘𝑊 (~1,45 ℎ𝑝)
Onde: 𝜂𝑐𝑜𝑟𝑟 é a eficiência da transmissão por correia, 𝜂𝑒𝑛𝑔𝑟 a eficiência de transmissão
por engrenagem, e 𝑘 o número de engrenamentos. As eficiências foram retiradas da
referência [5].
Assim, o motor selecionado no catálogo da fabricante WEG foi um motor W22 Quattro
com as seguintes características:
o Pot = 1,5 hp (1,12 kW)
o n = 1800 rpm
o Número de pólos = 4
o Frequência = 60 Hz
- Cálculo das velocidades de saída
A razão geométrica da série é dada pela seguinte fórmula:
𝑛6 = 𝑛1𝑥 𝜑5 → 1150 = 110 × 𝜑5 → 𝜑 = 1,6
Obtém-se φ = 1,6 e, desse modo, pode-se calcular as outras rotações.
𝑛1 = 110 𝑟𝑝𝑚

61
𝑛2 = 𝑛1 𝑥 𝜑1 = 110 × 1,61 → 𝑛2 = 176 𝑟𝑝𝑚
𝑛3 = 𝑛1 𝑥 𝜑2 = 110 × 1,62 → 𝑛3 = 281 𝑟𝑝𝑚
𝑛4 = 𝑛1 𝑥 𝜑3 = 110 × 1,63 → 𝑛4 = 450 𝑟𝑝𝑚
𝑛5 = 𝑛1 𝑥 𝜑4 = 110 × 1,64 → 𝑛5 = 719 𝑟𝑝𝑚
𝑛6 = 1150 𝑟𝑝𝑚
O diagrama de Germar é traçado a partir do logaritmo na base φ das rotações de saída e
é apresentado a seguir.
Diagrama de Germar
- Determinação das relações de transmissão
o Relação de Transmissão entre os eixos I e II por correias:
𝑥 =log(𝑛𝑓𝑖𝑛𝑎𝑙)−log(𝑛𝑖𝑛𝑖𝑐𝑖𝑎𝑙)
log(𝜑)=
log(1800)−log(1150)
log(1,6)= 0,955
𝑖𝐼−𝐼𝐼 = 𝜑−2,955 = 1,6−2,955 → 𝑖𝐼−𝐼𝐼 = 4 < 6 𝑂𝐾!
o Determinação da relação de transmissão para a transmissão por engrenagens:
𝑖1−2 = 𝜑1 = 1,61 → 𝑖1−2 = 1,6
𝑖3−4 = 𝜑−1 = 1,6−1 → 𝑖3−4 = 0,625
𝑖5−6 = 𝜑0 = 1,60 → 𝑖5−6 = 1
𝑖7−8 = 𝜑−2 = 1,6−2 → 𝑖7−8 = 0,391
𝑖9−10 = 𝜑1 = 1,61 → 𝑖9−10 = 1,6

62
- Especificação da correia
Nessa etapa determinou-se a quantidade, o tipo e o perfil da correia que será
utilizada. Além disso, foi calculada a potência de projeto, a distância efetiva entre
centros, a carga na transmissão e a carga inicial.
o Cálculo da Potência de Projeto (Hproj):
Potência Nominal (Hnom) = 1 kW
Margem de Segurança (nd) = 1
Fator de Choque (kS) = 1,2 – choque leve
𝐻𝑝𝑟𝑜𝑗 = 𝐻𝑛𝑜𝑚 × 𝑛𝑑 × 𝑘𝑆 = 1 × 1 × 1,2 → 𝐻𝑝𝑟𝑜𝑗 = 1,2 𝑘𝑊
o Escolha do perfil da correia:
Conforme tabela acima, para uma potência de projeto de 1,2 kW e uma rotação de 1800
rpm, o perfil mais indicado da correia é o de seção A. Para essa seção, o diâmetro
mínimo recomendado para a polia menor é dmín = 75 mm.
o Cálculo da velocidade da correia na polia menor:
𝑣 = 𝜔𝑑
2=
𝜋𝑑𝑛
60=
𝜋×0,075×1800
60→ 𝑣 = 7,1 𝑚/𝑠
Recomendação: 5 𝑚/𝑠 < 𝑣 < 15 𝑚/𝑠 → 𝑂𝐾!

63
o Cálculo da capacidade de transmissão da correia escolhida:
Tabela 17-12 do SHIGLEY [5] – Correia de seção A
Interpolação
Velocidade [m/s] 5 7,1 10
Potência Transmitida por
correia [kW/correia] 0,49 0,59 0,75
o Estimativa inicial do número de correias:
𝑁𝑐 =𝐻𝑝𝑟𝑜𝑗
𝐻𝑐𝑜𝑟𝑟𝑒𝑖𝑎=
1,2
0,59= 2,03 → 𝑁𝑐 = 3 𝑐𝑜𝑟𝑟𝑒𝑖𝑎𝑠
o Detalhamento da correia A:
Como distância entre os centros das duas polias, escolho inicialmente C = 300 mm, que
é a menor distância recomendada.
Recomendação: 𝐷 < 𝐶 < 3 (𝐷 + 𝑑) → 300 < 𝐶 < 1125 𝑚𝑚
Verificação: 𝐷+𝑑
2=
300+75
2= 187,5 𝑚𝑚 < 𝐶 𝑂𝐾!
- Cálculo do comprimento primitivo:
𝐿𝑃 = 2𝐶 + 𝜋 (𝐷+𝑑
2) +
(𝐷−𝑑)2
4𝐶= 2.300 + 𝜋 (
300+75
2) +
(300−75)2
4.300
→ 𝐿𝑃 = 1231,24 𝑚𝑚
- Cálculo do comprimento efetivo:
𝐿 = 𝐿𝑃 − 72 = 1231 − 32 → 𝐿 = 1199 𝑚𝑚
- Seleção de um comprimento comercial:
𝐿 = 1200 𝑚𝑚 → 𝐿𝑃 = 1200 + 32 → 𝐿𝑃 = 1232 𝑚𝑚

64
- Recalculando a distância entre os centros C:
𝐶 = 0,25 {[𝐿𝑃 −𝜋
2(𝐷 + 𝑑)] + √[𝐿𝑃 −
𝜋
2(𝐷 + 𝑑)]
2
− 2(𝐷 − 𝑑)2}
𝐶 = 0,25 {[1232 −𝜋
2(300 + 75)] + √[1232 −
𝜋
2(300 + 75)]
2
− 2(300 − 75)2}
𝐶 = 300,41 𝑚𝑚
o Recalculando o número de correias:
𝐻𝑐𝑜𝑟𝑟𝑒𝑖𝑎 = 0,59 𝑘𝑊/𝑐𝑜𝑟𝑟𝑒𝑖𝑎
𝐷−𝑑
𝐶=
300−75
300,41= 0,75 → 𝜃 = 135° → 𝑉𝑉 → 𝐾1 = 0,88 [Tab. 17-13 do Shigley]
𝐾2 = 0,95 [Tab. 17-14 do Shigley]
𝐻𝑎 = 𝐾1𝐾2𝐻𝑐𝑜𝑟𝑟𝑒𝑖𝑎 → 𝐻𝑎 = 0,88 × 0,95 × 0,59 → 𝐻𝑎 = 0,50 𝑘𝑊/𝑐𝑜𝑟𝑟𝑒𝑖𝑎
𝑁𝑐 =𝐻𝑝𝑟𝑜𝑗
𝐻𝑎=
1,2
0,50= 2,4 → 𝑁𝑐 = 3 𝑐𝑜𝑟𝑟𝑒𝑖𝑎𝑠 𝐴
o Cálculo da carga na transmissão por correias:
A carga na transmissão por correias é dada por:
𝐹 = √𝐹12 + 𝐹2
2 + 2. 𝐹1. 𝐹2. 𝑐𝑜𝑠𝛾
Onde F1 é a força no ramo tenso, F2 é a força no ramo frouxo e ϒ é ângulo entre as
forças.
O ângulo entre as forças é obtido pela seguinte fórmula
𝛾 = 𝜃2 − 𝜋, onde:

65
𝜃1,2 = 𝜋 ± 2. 𝑠𝑒𝑛−1 (𝐷−𝑑
2𝐶) = 𝜋 ± 2. 𝑠𝑒𝑛−1 (
300−75
2.300,41)
𝜃1 = ∅ = 2,37 𝑟𝑎𝑑
𝜃2 = 3,91 𝑟𝑎𝑑
→ 𝛾 = 3,91 − 𝜋 = 0,77 𝑟𝑎𝑑
A tração centrífuga Fc é dada por:
𝐹𝑐 = 𝐾𝑐 (𝑣
2,4)
2
= 0,561 (7,1
2,4)
2
→ 𝐹𝑐 = 4,87 𝑁,
onde Kc para correia de seção A é igual a 0,561 (Tab. 17-16 do Shigley)
A potência transmitida por correia é baseada em ΔF = F1 – F2, em que
∆𝐹 =𝐻𝑝𝑟𝑜𝑗 𝑁𝑐⁄
𝜋𝑛𝑑=
1200 3⁄
𝜋1800
600,075
→ ∆𝐹 = 56,59 𝑁
Assim, a máxima tração F1 é dada por:
𝐹1 = 𝐹𝑐 +∆𝐹.exp (𝑓∅)
exp(𝑓∅)−1= 4,87 +
56,59.exp (0,52.2,37)
exp(0,52.2,37)−1→ 𝐹1 = 84,68 𝑁
Logo,
𝐹2 = 𝐹1 − ∆𝐹 = 84,68 − 56,59 → 𝐹2 = 28,09 𝑁
Desse modo, consegue-se obter a carga na transmissão por correias
𝐹 = √84,682 + 28,092 + 2.84,68.28,09. 𝑐𝑜𝑠0,77 → 𝐹 = 106,69 𝑁
o Cálculo da carga inicial
A carga inicial por correia é dada por:
𝐹𝑖 =𝐹1+𝐹2
2=
84,68+28,09
2→ 𝐹𝑖 = 51,52 𝑁

66
- Especificação das polias
Conhecendo a seção da correia, A, e os diâmetros das polias, d = 75 mm e D = 300 mm,
através da tabela abaixo, pode-se determinar o restante das dimensões das polias:
Polia Menor Polia Maior
dp [mm] 75 300
φ [°] 34 38
ls [mm] 13 13,3
lp [mm] 11 11
e [mm] 15 15
f [mm] 10 10
b [mm] 3,3 3,3
h [mm] 8,7 8,7
- Engrenamento 1-2
o Dados do engrenamento:
Z1 = 48 Z2 = 30 N1 = 450 rpm N2 = 720 rpm CS =4

67
o Material das engrenagens: Aço AISI 1030 Q&T a 205°C
Resistência ao escoamento (Sy): 648 Mpa;
Resistência à tração (Sut): 848 Mpa;
Dureza: 495 HB.
Seleção da largura e módulo dos dentes do par engrenado 1-2.
Equações: m = 1,0 m = 1,5 m = 2,0
Diâmetro primitivo, dp = m.z [mm] 30,0 45,0 60,0
Velocidade escalar, v = π.dp.n/60 [m/s] 1,13 1,70 2,26
Efeito Dinâmico, Kv = (3,56+√v) /3,56 1,30 1,37 1,42
Tensão Atuante, σ = Sy/CS [MPa] 162 162 162
Fator de Lewis, Y 0,359 0,359 0,359
Carga Transmitida, Ft = Pot/v [N] 884,2 589,5 442,1
Largura do dente, b = Ft/Kv.m.Y.σ [mm] 11,7 4,9 2,7
b = 3p [mm] 9,4 14,1 18,8
b = 5p [mm] 15,7 23,6 31,4
Recomendação: 3p < b < 5p OK NÃO NÃO
Assim, com o módulo igual a 2 já selecionado, a largura do dente para esse
engrenamento será de 13 mm devido a escolha que será feita mais tarde para o par 3-4.
Dados das engrenagens 1-2.
Engrenagem 1
Engrenagem 2
Dimensão Sigla Valor
Dimensão Sigla Valor
Módulo M 2
Módulo M 2
Número de dentes Z 48
Número de dentes Z 30
Ângulo de pressão [°] θ 20
Ângulo de pressão [°] θ 20
Cabeça do dente ou adendo a 2
Cabeça do dente ou adendo a 2
Pé do dente ou dedendo d 2,5
Pé do dente ou dedendo d 2,5
Diâmetro Primitivo dp 96
Diâmetro Primitivo dp 60
Diâmetro Externo de 100
Diâmetro Externo de 64
Diâmetro Interno di 91
Diâmetro Interno di 55
Diâmetro de Base db 90,2105
Diâmetro de Base db 56,38
Passo de Engrenagem p 6,28
Passo de Engrenagem p 6,28
Espessura do dente e 3,14
Espessura do dente e 3,14
Altura do Dente h 4,5
Altura do Dente h 4,5
Raio do pé r 0,33
Raio do pé r 0,33
Largura do Dente b 13
Largura do Dente b 13
o Critérios de resistência:
a) Critério de Fadiga
𝜎 <𝜎𝑎𝑙𝑙
𝑆𝑓

68
Tensão de flexão [Mpa]:
𝜎 = 𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆1
𝑏𝑚𝑡
𝐾𝐻𝐾𝐵
𝑌𝑗 → 𝜎 = 67 𝑀𝑃𝑎
Força tangencial transmitida [MPa]: WT = 442,1 N
Fator de sobrecarga: Ko = 1,00 (carregamento uniforme)
Fator dinâmico: Kv = 1,23 (Qv = 7 e v = 2,26)
𝐾𝑣 = (𝐴+√200𝑣
𝐴)
𝐵
, onde 𝐴 = 50 + 56(1 − 𝐵) e 𝐵 = 0,25(12 − 𝑄𝑣)2
3
Fator de tamanho: KS = 1,16
𝐾𝑆 = 1,003(𝑏. 𝑚√𝑌)0,0535 = 1,003(13 × 2 × √0,359)0,0535 = 1,16
Largura da face do elemento mais estreito: b = 13
Módulo métrico transversal: mt = 2
Fator de distribuição de carga: KH = 1,13
𝐾𝐻 = 1 + 𝑐𝑚𝑐(𝑐𝑝𝑓𝑐𝑝𝑚 + 𝑐𝑚𝑎𝑐𝑒)
𝑐𝑚𝑐 = 0,8 (𝑐𝑜𝑚 𝑐𝑜𝑟𝑜𝑎𝑚𝑒𝑛𝑡𝑜)
𝑐𝑝𝑓 =𝑏
25,4⁄
10 × 𝑑 25,4⁄− 0,025 → 𝑐𝑝𝑓 = 0,025
𝑐𝑝𝑚 = 1,1 (𝑒𝑛𝑔𝑟𝑒𝑛𝑎𝑔𝑒𝑚 𝑛ã𝑜 é 𝑐𝑒𝑛𝑡𝑟𝑎𝑙)
𝑐𝑚𝑎 = 𝐴 + 𝐵𝑑
25,4+ 𝐶 (
𝑏
25,4)
2
→ 𝑐𝑚𝑎 =
0,135 (𝑒𝑛𝑔𝑟𝑒𝑛. 𝑎𝑏𝑒𝑟𝑡𝑜 𝑐𝑜𝑚𝑒𝑟𝑐𝑖𝑎𝑙)
𝑐𝑒 = 1 (𝑠𝑒𝑚 𝑙𝑎𝑝𝑖𝑑𝑎çã𝑜)
Fator de espessura de aro: KB = 1 (não há borda)
Fator geométrico para a resistência flexional: Yj = 0,41 (Figura 14.6 - Pg 759 do
Shigley)

69
Tensão de flexão admissível [MPa]:
𝜎𝑎𝑙𝑙 = 𝜎𝑓𝑝𝑌𝑁
𝑌𝜃𝑌𝑍 → 𝜎𝑎𝑙𝑙 = 542,3 MPa
Resistência a flexão [MPa]: σfp = 461 (Aço Grau 2: endurecido por completo)
Fator de ciclagem: YN = 1 (10⁷ ciclos de carga)
Fator de temperatura: Yθ = 1 (T < 120°C)
Fator de confiabilidade: YZ = 0,85 (90% de confiabilidade)
Fator de segurança a fadiga:
𝑆𝑓 =𝜎𝑎𝑙𝑙
𝜎=
542,3
67 → 𝑆𝑓 = 8,10
b) Critério de desgaste superficial
𝜎𝑐 <𝜎𝑐,𝑎𝑙𝑙
𝑆𝐻
Tensão de contato [Mpa]:
𝜎𝑐 = 𝑍𝑒√𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆
𝐾𝐻
𝑏. 𝑑𝑝
𝑍𝑅
𝑍𝑙→ 𝜎𝑐 = 581 𝑀𝑃𝑎
Coeficiente elástico [√MPa]: Ze = 191 (Contato Aço x Aço)
Força tangencial transmitida [MPa]: WT = 442,1
Fator de sobrecarga: Ko = 1,00 (carregamento uniforme)
Fator dinâmico: Kv = 1,23 (mesmo do critério de fadiga)
Fator de tamanho: KS = 1,16 (mesmo do critério de fadiga)
Largura da face do elemento mais estreito: b = 13
Diâmetro primitivo [mm]: dp = 60,0
Fator de distribuição de carga: KH = 1,13 (mesmo do critério de fadiga)
Fator de condição superficial: ZR = 1 (engrenagem nova)
Fator geométrico para a resistência à formação de cavidade: Zl = 0,099

70
𝑍𝑙 =𝑐𝑜𝑠∅𝑇 × 𝑠𝑒𝑛∅𝑇
2𝑚𝑛𝑥
𝑚𝐺
𝑚𝐺 + 1
∅𝑇 = 20° (𝑑𝑒𝑛𝑡𝑒 𝑟𝑒𝑡𝑜)
𝑚𝑛 = 1 (𝑑𝑒𝑛𝑡𝑒 𝑟𝑒𝑡𝑜)
𝑚𝐺 = 𝑖 (𝑟𝑒𝑙𝑎çã𝑜 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑚𝑖𝑠𝑠ã𝑜)
Tensão de contato admissível [MPa]:
𝜎𝑐,𝑎𝑙𝑙 = 𝜎𝐻𝑃
𝑍𝑁𝑍𝑊
𝑌𝜃𝑌𝑍→ 𝜎𝑐,𝑎𝑙𝑙 = 1682,3 𝑀𝑃𝑎
Resistência a fadiga de contato [MPa]: σHP = 1430 (Aço Grau 2: endurecido por
completo)
Fator de ciclagem: ZN = 1 (10⁷ ciclos de carga)
Fator de dureza: ZW = 1 (engrenagens do mesmo material)
Fator de temperatura: Yθ = 1 (T < 120°C)
Fator de confiabilidade: YZ = 0,85 (90% de confiabilidade)
Fator de segurança ao desgaste:
𝑆𝐻 =𝜎𝑐,𝑎𝑙𝑙
𝜎𝑐=
1682,3
581,0→ 𝑆𝐻 = 2,90
- Engrenamento 3-4
o Dados do engrenamento:
Z3 = 30 Z4 = 48 N3 = 450 rpm N4 = 282,9 rpm CS =4
o Material das engrenagens: Aço AISI 1030 Q&T a 205°C
Resistência ao escoamento (Sy): 648 Mpa;
Resistência à tração (Sut): 848 Mpa;
Dureza: 495 HB.

71
Seleção da largura e módulo dos dentes do par engrenado 3-4.
Equações: m = 1,25 m = 1,5 m = 2,0
Diâmetro primitivo, dp = m.z [mm] 37,5 45,0 60,0
Velocidade escalar, v = π.dp.n/60 [m/s] 0,88 1,06 1,41
Efeito Dinâmico, Kv = (3,56+√v) /3,56 1,26 1,29 1,33
Tensão Atuante, σ = Sy/CS [MPa] 162 162 162
Fator de Lewis, Y 0,359 0,359 0,359
Carga Transmitida, Ft = Pot/v [N] 1131,8 943,1 707,4
Largura do dente, b = Ft/Kv.m.Y.σ [mm] 12,3 8,4 4,6
b = 3p [mm] 11,8 14,1 18,8
b = 5p [mm] 19,6 23,6 31,4
Recomendação: 3p < b < 5p OK NÃO NÃO
Assim, com o módulo igual a 2 já selecionado, a largura do dente para esse
engrenamento será de 13 mm.
Dados das engrenagens 3-4.
Engrenagem 3
Engrenagem 4
Dimensão Sigla Valor
Dimensão Sigla Valor
Módulo M 2
Módulo M 2
Número de dentes Z 30
Número de dentes Z 48
Ângulo de pressão [°] θ 20
Ângulo de pressão [°] θ 20
Cabeça do dente ou adendo a 2
Cabeça do dente ou adendo a 2
Pé do dente ou dedendo d 2,5
Pé do dente ou dedendo d 2,5
Diâmetro Primitivo dp 60
Diâmetro Primitivo dp 96
Diâmetro Externo de 64
Diâmetro Externo de 100
Diâmetro Interno di 55
Diâmetro Interno di 91
Diâmetro de Base db 56,38
Diâmetro de Base db 90,21
Passo de Engrenagem p 6,28
Passo de Engrenagem p 6,28
Espessura do dente e 3,14
Espessura do dente e 3,14
Altura do Dente h 4,5
Altura do Dente h 4,5
Raio do pé r 0,33
Raio do pé r 0,33
Largura do Dente b 13
Largura do Dente b 13
o Critérios de resistência:
a) Critério de Fadiga
𝜎 <𝜎𝑎𝑙𝑙
𝑆𝑓
Tensão de flexão [Mpa]:
𝜎 = 𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆1
𝑏𝑚𝑡
𝐾𝐻𝐾𝐵
𝑌𝑗 → 𝜎 = 111,2 𝑀𝑃𝑎

72
Força tangencial transmitida [MPa]: WT = 707,4 N
Fator de sobrecarga: Ko = 1,00 (carregamento uniforme)
Fator dinâmico: Kv = 1,18 (Qv = 7 e v = 1,41)
𝐾𝑣 = (𝐴+√200𝑣
𝐴)
𝐵
, onde 𝐴 = 50 + 56(1 − 𝐵) e 𝐵 = 0,25(12 − 𝑄𝑣)2
3
Fator de tamanho: KS = 1,16
𝐾𝑆 = 1,003(𝑏. 𝑚√𝑌)0,0535 = 1,003(13 × 2 × √0,359)0,0535 = 1,16
Largura da face do elemento mais estreito: b = 13
Módulo métrico transversal: mt = 2
Fator de distribuição de carga: KH = 1,13
𝐾𝐻 = 1 + 𝑐𝑚𝑐(𝑐𝑝𝑓𝑐𝑝𝑚 + 𝑐𝑚𝑎𝑐𝑒)
𝑐𝑚𝑐 = 0,8 (𝑐𝑜𝑚 𝑐𝑜𝑟𝑜𝑎𝑚𝑒𝑛𝑡𝑜)
𝑐𝑝𝑓 =𝑏
25,4⁄
10 × 𝑑 25,4⁄− 0,025 → 𝑐𝑝𝑓 = 0,025
𝑐𝑝𝑚 = 1,1 (𝑒𝑛𝑔𝑟𝑒𝑛𝑎𝑔𝑒𝑚 𝑛ã𝑜 é 𝑐𝑒𝑛𝑡𝑟𝑎𝑙)
𝑐𝑚𝑎 = 𝐴 + 𝐵𝑑
25,4+ 𝐶 (
𝑏
25,4)
2
→ 𝑐𝑚𝑎 =
0,135 (𝑒𝑛𝑔𝑟𝑒𝑛. 𝑎𝑏𝑒𝑟𝑡𝑜 𝑐𝑜𝑚𝑒𝑟𝑐𝑖𝑎𝑙)
𝑐𝑒 = 1 (𝑠𝑒𝑚 𝑙𝑎𝑝𝑖𝑑𝑎çã𝑜)
Fator de espessura de aro: KB = 1 (não há borda)
Fator geométrico para a resistência flexional: Yj = 0,38 (Figura 14.6 - Pg 759 do
Shigley)
Tensão de flexão admissível [MPa]:
𝜎𝑎𝑙𝑙 = 𝜎𝑓𝑝𝑌𝑁
𝑌𝜃𝑌𝑍 → 𝜎𝑎𝑙𝑙 = 542,3 MPa
Resistência a flexão [MPa]: σfp = 461 (Aço Grau 2: endurecido por completo)

73
Fator de ciclagem: YN = 1 (10⁷ ciclos de carga)
Fator de temperatura: Yθ = 1 (T < 120°C)
Fator de confiabilidade: YZ = 0,85 (90% de confiabilidade)
Fator de segurança a fadiga:
𝑆𝑓 =𝜎𝑎𝑙𝑙
𝜎=
542,3
111,2 → 𝑆𝑓 = 4,88
b) Critério de desgaste superficial
𝜎𝑐 <𝜎𝑐,𝑎𝑙𝑙
𝑆𝐻
Tensão de contato [Mpa]:
𝜎𝑐 = 𝑍𝑒√𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆
𝐾𝐻
𝑏. 𝑑𝑝
𝑍𝑅
𝑍𝑙→ 𝜎𝑐 = 911,8 𝑀𝑃𝑎
Coeficiente elástico [√MPa]: Ze = 191 (Contato Aço x Aço)
Força tangencial transmitida [MPa]: WT = 707,4
Fator de sobrecarga: Ko = 1,00 (carregamento uniforme)
Fator dinâmico: Kv = 1,18 (mesmo do critério de fadiga)
Fator de tamanho: KS = 1,16 (mesmo do critério de fadiga)
Largura da face do elemento mais estreito: b = 13
Diâmetro primitivo [mm]: dp = 60,0
Fator de distribuição de carga: KH = 1,13 (mesmo do critério de fadiga)
Fator de condição superficial: ZR = 1 (engrenagem nova)
Fator geométrico para a resistência à formação de cavidade: Zl = 0,062
𝑍𝑙 =𝑐𝑜𝑠∅𝑇 × 𝑠𝑒𝑛∅𝑇
2𝑚𝑛𝑥
𝑚𝐺
𝑚𝐺 + 1
∅𝑇 = 20° (𝑑𝑒𝑛𝑡𝑒 𝑟𝑒𝑡𝑜)
𝑚𝑛 = 1 (𝑑𝑒𝑛𝑡𝑒 𝑟𝑒𝑡𝑜)
𝑚𝐺 = 𝑖 (𝑟𝑒𝑙𝑎çã𝑜 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑚𝑖𝑠𝑠ã𝑜)

74
Tensão de contato admissível [MPa]:
𝜎𝑐,𝑎𝑙𝑙 = 𝜎𝐻𝑃
𝑍𝑁𝑍𝑊
𝑌𝜃𝑌𝑍→ 𝜎𝑐,𝑎𝑙𝑙 = 1682,3 𝑀𝑃𝑎
Resistência a fadiga de contato [MPa]: σHP = 1430 (Aço Grau 2: endurecido por
completo)
Fator de ciclagem: ZN = 1 (10⁷ ciclos de carga)
Fator de dureza: ZW = 1 (engrenagens do mesmo material)
Fator de temperatura: Yθ = 1 (T < 120°C)
Fator de confiabilidade: YZ = 0,85 (90% de confiabilidade)
Fator de segurança ao desgaste:
𝑆𝐻 =𝜎𝑐,𝑎𝑙𝑙
𝜎𝑐=
1682,3
911,8→ 𝑆𝐻 = 1,85
- Engrenamento 5-6
o Dados do engrenamento:
Z5 = 39 Z6 = 39 N5 = 450 rpm N6 = 450 rpm CS =4
o Material das engrenagens: Aço AISI 1030 Q&T a 205°C
Resistência ao escoamento (Sy): 648 Mpa;
Resistência à tração (Sut): 848 Mpa;
Dureza: 495 HB.
Seleção da largura e módulo dos dentes do par engrenado 5-6.
Equações: m = 1,0 m = 1,5 m = 2,0
Diâmetro primitivo, dp = m.z [mm] 39,0 58,5 78,0
Velocidade escalar, v = π.dp.n/60 [m/s] 0,92 1,38 1,84
Efeito Dinâmico, Kv = (3,56+√v) /3,56 1,27 1,33 1,38
Tensão Atuante, σ = Sy/CS [MPa] 162 162 162
Fator de Lewis, Y 0,387 0,387 0,387
Carga Transmitida, Ft = Pot/v [N] 1088,2 725,5 544,1
Largura do dente, b = Ft/Kv.m.Y.σ [mm] 13,7 5,8 3,1
b = 3p [mm] 9,4 14,1 18,8
b = 5p [mm] 15,7 23,6 31,4
Recomendação: 3p < b < 5p OK NÃO NÃO

75
Assim, com o módulo igual a 2 já selecionado, a largura do dente para esse
engrenamento será de 14 mm.
Dados das engrenagens 5-6.
Engrenagem 5
Engrenagem 6
Dimensão Sigla Valor
Dimensão Sigla Valor
Módulo M 2
Módulo M 2
Número de dentes Z 39
Número de dentes Z 39
Ângulo de pressão [°] θ 20
Ângulo de pressão [°] θ 20
Cabeça do dente ou adendo a 2
Cabeça do dente ou adendo a 2
Pé do dente ou dedendo d 2,5
Pé do dente ou dedendo d 2,5
Diâmetro Primitivo dp 78
Diâmetro Primitivo dp 78
Diâmetro Externo de 82
Diâmetro Externo de 82
Diâmetro Interno di 73
Diâmetro Interno di 73
Diâmetro de Base db 73,3
Diâmetro de Base db 73,3
Passo de Engrenagem p 6,28
Passo de Engrenagem p 6,28
Espessura do dente e 3,14
Espessura do dente e 3,14
Altura do Dente h 4,5
Altura do Dente h 4,5
Raio do pé r 0,33
Raio do pé r 0,33
Largura do Dente b 14
Largura do Dente b 14
o Critérios de resistência:
a) Critério de Fadiga
𝜎 <𝜎𝑎𝑙𝑙
𝑆𝑓
Tensão de flexão [Mpa]:
𝜎 = 𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆1
𝑏𝑚𝑡
𝐾𝐻𝐾𝐵
𝑌𝑗 → 𝜎 = 77,5 𝑀𝑃𝑎
Força tangencial transmitida [MPa]: WT = 544,1 N
Fator de sobrecarga: Ko = 1,00 (carregamento uniforme)
Fator dinâmico: Kv = 1,21 (Qv = 7 e v = 1,84)
𝐾𝑣 = (𝐴+√200𝑣
𝐴)
𝐵
, onde 𝐴 = 50 + 56(1 − 𝐵) e 𝐵 = 0,25(12 − 𝑄𝑣)2
3
Fator de tamanho: KS = 1,17

76
𝐾𝑆 = 1,003(𝑏. 𝑚√𝑌)0,0535 = 1,003(13 × 2 × √0,387)0,0535 = 1,17
Largura da face do elemento mais estreito: b = 13
Módulo métrico transversal: mt = 2
Fator de distribuição de carga: KH = 1,13
𝐾𝐻 = 1 + 𝑐𝑚𝑐(𝑐𝑝𝑓𝑐𝑝𝑚 + 𝑐𝑚𝑎𝑐𝑒)
𝑐𝑚𝑐 = 0,8 (𝑐𝑜𝑚 𝑐𝑜𝑟𝑜𝑎𝑚𝑒𝑛𝑡𝑜)
𝑐𝑝𝑓 =𝑏
25,4⁄
10 × 𝑑 25,4⁄− 0,025 → 𝑐𝑝𝑓 = 0,025
𝑐𝑝𝑚 = 1,1 (𝑒𝑛𝑔𝑟𝑒𝑛𝑎𝑔𝑒𝑚 𝑛ã𝑜 é 𝑐𝑒𝑛𝑡𝑟𝑎𝑙)
𝑐𝑚𝑎 = 𝐴 + 𝐵𝑑
25,4+ 𝐶 (
𝑏
25,4)
2
→ 𝑐𝑚𝑎 =
0,135 (𝑒𝑛𝑔𝑟𝑒𝑛. 𝑎𝑏𝑒𝑟𝑡𝑜 𝑐𝑜𝑚𝑒𝑟𝑐𝑖𝑎𝑙)
𝑐𝑒 = 1 (𝑠𝑒𝑚 𝑙𝑎𝑝𝑖𝑑𝑎çã𝑜)
Fator de espessura de aro: KB = 1 (não há borda)
Fator geométrico para a resistência flexional: Yj = 0,40 (Figura 14.6 - Pg 759 do
Shigley)
Tensão de flexão admissível [MPa]:
𝜎𝑎𝑙𝑙 = 𝜎𝑓𝑝𝑌𝑁
𝑌𝜃𝑌𝑍 → 𝜎𝑎𝑙𝑙 = 542,3 MPa
Resistência a flexão [MPa]: σfp = 461 (Aço Grau 2: endurecido por completo)
Fator de ciclagem: YN = 1 (10⁷ ciclos de carga)
Fator de temperatura: Yθ = 1 (T < 120°C)
Fator de confiabilidade: YZ = 0,85 (90% de confiabilidade)
Fator de segurança a fadiga:
𝑆𝑓 =𝜎𝑎𝑙𝑙
𝜎=
542,3
77,5 → 𝑆𝑓 = 7,00

77
b) Critério de desgaste superficial
𝜎𝑐 <𝜎𝑐,𝑎𝑙𝑙
𝑆𝐻
Tensão de contato [Mpa]:
𝜎𝑐 = 𝑍𝑒√𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆
𝐾𝐻
𝑏. 𝑑𝑝
𝑍𝑅
𝑍𝑙→ 𝜎𝑐 = 600,8 𝑀𝑃𝑎
Coeficiente elástico [√MPa]: Ze = 191 (Contato Aço x Aço)
Força tangencial transmitida [MPa]: WT = 544,1
Fator de sobrecarga: Ko = 1,00 (carregamento uniforme)
Fator dinâmico: Kv = 1,21 (mesmo do critério de fadiga)
Fator de tamanho: KS = 1,17 (mesmo do critério de fadiga)
Largura da face do elemento mais estreito: b = 13
Diâmetro primitivo [mm]: dp = 78,0
Fator de distribuição de carga: KH = 1,13 (mesmo do critério de fadiga)
Fator de condição superficial: ZR = 1 (engrenagem nova)
Fator geométrico para a resistência à formação de cavidade: Zl = 0,080
𝑍𝑙 =𝑐𝑜𝑠∅𝑇 × 𝑠𝑒𝑛∅𝑇
2𝑚𝑛𝑥
𝑚𝐺
𝑚𝐺 + 1
∅𝑇 = 20° (𝑑𝑒𝑛𝑡𝑒 𝑟𝑒𝑡𝑜)
𝑚𝑛 = 1 (𝑑𝑒𝑛𝑡𝑒 𝑟𝑒𝑡𝑜)
𝑚𝐺 = 𝑖 (𝑟𝑒𝑙𝑎çã𝑜 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑚𝑖𝑠𝑠ã𝑜)
Tensão de contato admissível [MPa]:
𝜎𝑐,𝑎𝑙𝑙 = 𝜎𝐻𝑃
𝑍𝑁𝑍𝑊
𝑌𝜃𝑌𝑍→ 𝜎𝑐,𝑎𝑙𝑙 = 1682,3 𝑀𝑃𝑎
Resistência a fadiga de contato [MPa]: σHP = 1430 (Aço Grau 2: endurecido por
completo)
Fator de ciclagem: ZN = 1 (10⁷ ciclos de carga)
Fator de dureza: ZW = 1 (engrenagens do mesmo material)
Fator de temperatura: Yθ = 1 (T < 120°C)

78
Fator de confiabilidade: YZ = 0,85 (90% de confiabilidade)
Fator de segurança ao desgaste:
𝑆𝐻 =𝜎𝑐,𝑎𝑙𝑙
𝜎𝑐=
1682,3
600,8→ 𝑆𝐻 = 2,80
- Engrenamento 7-8
o Dados do engrenamento:
Z7 = 22 Z8 = 56 N7 = 282,9 rpm N8 = 110,5 rpm CS =4
o Material das engrenagens: Aço AISI 1030 Q&T a 205°C
Resistência ao escoamento (Sy): 648 Mpa;
Resistência à tração (Sut): 848 Mpa;
Dureza: 495 HB.
Seleção da largura e módulo dos dentes do par engrenado 7-8.
Equações: m = 1,25 m = 1,5 m = 2,0
Diâmetro primitivo, dp = m.z [mm] 27,5 33,0 44,0
Velocidade escalar, v = π.dp.n/60 [m/s] 0,41 0,49 0,65
Efeito Dinâmico, Kv = (3,56+√v) /3,56 1,18 1,20 1,23
Tensão Atuante, σ = Sy/CS [MPa] 162 162 162
Fator de Lewis, Y 0,331 0,331 0,331
Carga Transmitida, Ft = Pot/v [N] 2455,3 2046,1 1534,6
Largura do dente, b = Ft/Kv.m.Y.σ [mm] 31,1 21,3 11,7
b = 3p [mm] 11,8 14,1 18,8
b = 5p [mm] 19,6 23,6 31,4
Recomendação: 3p < b < 5p NÃO OK NÃO
Com o módulo recomendado de 1,5, o coeficiente de segurança ao desgaste fica inferior
à um. Assim, foi estabelecido que o módulo a ser utilizado será 2 e que a largura do
dente, dessa forma, deverá ser de 19 mm.

79
Dados das engrenagens 7-8.
Engrenagem 7
Engrenagem 8
Dimensão Sigla Valor
Dimensão Sigla Valor
Módulo M 2
Módulo M 2
Número de dentes Z 22
Número de dentes Z 56
Ângulo de pressão [°] θ 20
Ângulo de pressão [°] θ 20
Cabeça do dente ou adendo a 2
Cabeça do dente ou adendo a 2
Pé do dente ou dedendo d 2,5
Pé do dente ou dedendo d 2,5
Diâmetro Primitivo dp 44
Diâmetro Primitivo dp 112
Diâmetro Externo de 48
Diâmetro Externo de 116
Diâmetro Interno di 39
Diâmetro Interno di 107
Diâmetro de Base db 41,35
Diâmetro de Base db 105,25
Passo de Engrenagem p 6,28
Passo de Engrenagem p 6,28
Espessura do dente e 3,14
Espessura do dente e 3,14
Altura do Dente h 4,5
Altura do Dente h 4,5
Raio do pé r 0,33
Raio do pé r 0,33
Largura do Dente b 19
Largura do Dente b 19
o Critérios de resistência:
a) Critério de Fadiga
𝜎 <𝜎𝑎𝑙𝑙
𝑆𝑓
Tensão de flexão [Mpa]:
𝜎 = 𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆1
𝑏𝑚𝑡
𝐾𝐻𝐾𝐵
𝑌𝑗 → 𝜎 = 176,6 𝑀𝑃𝑎
Força tangencial transmitida [MPa]: WT = 1534,6 N
Fator de sobrecarga: Ko = 1,00 (carregamento uniforme)
Fator dinâmico: Kv = 1,13 (Qv = 7 e v = 0,65)
𝐾𝑣 = (𝐴+√200𝑣
𝐴)
𝐵
, onde 𝐴 = 50 + 56(1 − 𝐵) e 𝐵 = 0,25(12 − 𝑄𝑣)2
3
Fator de tamanho: KS = 1,18
𝐾𝑆 = 1,003(𝑏. 𝑚√𝑌)0,0535 = 1,003(19 × 2 × √0,331)0,0535 = 1,18
Largura da face do elemento mais estreito: b = 19
Módulo métrico transversal: mt = 2
Fator de distribuição de carga: KH = 1,13

80
𝐾𝐻 = 1 + 𝑐𝑚𝑐(𝑐𝑝𝑓𝑐𝑝𝑚 + 𝑐𝑚𝑎𝑐𝑒)
𝑐𝑚𝑐 = 0,8 (𝑐𝑜𝑚 𝑐𝑜𝑟𝑜𝑎𝑚𝑒𝑛𝑡𝑜)
𝑐𝑝𝑓 =𝑏
25,4⁄
10 × 𝑑 25,4⁄− 0,025 → 𝑐𝑝𝑓 = 0,025
𝑐𝑝𝑚 = 1,1 (𝑒𝑛𝑔𝑟𝑒𝑛𝑎𝑔𝑒𝑚 𝑛ã𝑜 é 𝑐𝑒𝑛𝑡𝑟𝑎𝑙)
𝑐𝑚𝑎 = 𝐴 + 𝐵𝑑
25,4+ 𝐶 (
𝑏
25,4)
2
→ 𝑐𝑚𝑎 =
0,137 (𝑒𝑛𝑔𝑟𝑒𝑛. 𝑎𝑏𝑒𝑟𝑡𝑜 𝑐𝑜𝑚𝑒𝑟𝑐𝑖𝑎𝑙)
𝑐𝑒 = 1 (𝑠𝑒𝑚 𝑙𝑎𝑝𝑖𝑑𝑎çã𝑜)
Fator de espessura de aro: KB = 1 (não há borda)
Fator geométrico para a resistência flexional: Yj = 0,345 (Figura 14.6 - Pg 759 do
Shigley)
Tensão de flexão admissível [MPa]:
𝜎𝑎𝑙𝑙 = 𝜎𝑓𝑝𝑌𝑁
𝑌𝜃𝑌𝑍 → 𝜎𝑎𝑙𝑙 = 542,3 MPa
Resistência a flexão [MPa]: σfp = 461 (Aço Grau 2: endurecido por completo)
Fator de ciclagem: YN = 1 (10⁷ ciclos de carga)
Fator de temperatura: Yθ = 1 (T < 120°C)
Fator de confiabilidade: YZ = 0,85 (90% de confiabilidade)
Fator de segurança a fadiga:
𝑆𝑓 =𝜎𝑎𝑙𝑙
𝜎=
542,3
176,6 → 𝑆𝑓 = 3,07
b) Critério de desgaste superficial
𝜎𝑐 <𝜎𝑐,𝑎𝑙𝑙
𝑆𝐻
Tensão de contato [Mpa]:
𝜎𝑐 = 𝑍𝑒√𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆
𝐾𝐻
𝑏. 𝑑𝑝
𝑍𝑅
𝑍𝑙→ 𝜎𝑐 = 1492,9 𝑀𝑃𝑎

81
Coeficiente elástico [√MPa]: Ze = 191 (Contato Aço x Aço)
Força tangencial transmitida [MPa]: WT = 1534,6
Fator de sobrecarga: Ko = 1,00 (carregamento uniforme)
Fator dinâmico: Kv = 1,13 (mesmo do critério de fadiga)
Fator de tamanho: KS = 1,18 (mesmo do critério de fadiga)
Largura da face do elemento mais estreito: b = 19
Diâmetro primitivo [mm]: dp = 44,0
Fator de distribuição de carga: KH = 1,13 (mesmo do critério de fadiga)
Fator de condição superficial: ZR = 1 (engrenagem nova)
Fator geométrico para a resistência à formação de cavidade: Zl = 0,045
𝑍𝑙 =𝑐𝑜𝑠∅𝑇 × 𝑠𝑒𝑛∅𝑇
2𝑚𝑛𝑥
𝑚𝐺
𝑚𝐺 + 1
∅𝑇 = 20° (𝑑𝑒𝑛𝑡𝑒 𝑟𝑒𝑡𝑜)
𝑚𝑛 = 1 (𝑑𝑒𝑛𝑡𝑒 𝑟𝑒𝑡𝑜)
𝑚𝐺 = 𝑖 (𝑟𝑒𝑙𝑎çã𝑜 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑚𝑖𝑠𝑠ã𝑜)
Tensão de contato admissível [MPa]:
𝜎𝑐,𝑎𝑙𝑙 = 𝜎𝐻𝑃
𝑍𝑁𝑍𝑊
𝑌𝜃𝑌𝑍→ 𝜎𝑐,𝑎𝑙𝑙 = 1682,3 𝑀𝑃𝑎
Resistência a fadiga de contato [MPa]: σHP = 1430 (Aço Grau 2: endurecido por
completo)
Fator de ciclagem: ZN = 1 (10⁷ ciclos de carga)
Fator de dureza: ZW = 1 (engrenagens do mesmo material)
Fator de temperatura: Yθ = 1 (T < 120°C)
Fator de confiabilidade: YZ = 0,85 (90% de confiabilidade)
Fator de segurança ao desgaste:
𝑆𝐻 =𝜎𝑐,𝑎𝑙𝑙
𝜎𝑐=
1682,3
1492,9→ 𝑆𝐻 = 1,13

82
- Engrenamento 9-10
o Dados do engrenamento:
Z9 = 48 Z10 = 30 N9 = 282,9 rpm N10 = 450 rpm CS =4
o Material das engrenagens: Aço AISI 1030 Q&T a 205°C
Resistência ao escoamento (Sy): 648 Mpa;
Resistência à tração (Sut): 848 Mpa;
Dureza: 495 HB.
Seleção da largura e módulo dos dentes do par engrenado 9-10.
Equações: m = 1,25 m = 1,50 m = 2,0
Diâmetro primitivo, dp = m.z [mm] 37,5 45,0 60,0
Velocidade escalar, v = π.dp.n/60 [m/s] 0,88 1,06 1,41
Efeito Dinâmico, Kv = (3,56+√v) /3,56 1,26 1,29 1,33
Tensão Atuante, σ = Sy/CS [MPa] 162 162 162
Fator de Lewis, Y 0,359 0,359 0,359
Carga Transmitida, Ft = Pot/v [N] 1131.8 943,1 707,4
Largura do dente, b = Ft/Kv.m.Y.σ [mm] 12,3 8,4 11,7
b = 3p [mm] 11,8 14,1 18,8
b = 5p [mm] 19,6 23,6 31,4
Recomendação: 3p < b < 5p OK NÃO NÃO
Assim, com o módulo igual a 2 já selecionado, a largura do dente para esse
engrenamento será de 13 mm.
Dados das engrenagens 9-10.
Engrenagem 9
Engrenagem 10
Dimensão Sigla Valor
Dimensão Sigla Valor
Módulo M 2
Módulo M 2
Número de dentes Z 48
Número de dentes Z 30
Ângulo de pressão [°] θ 20
Ângulo de pressão [°] θ 20
Cabeça do dente ou adendo a 2
Cabeça do dente ou adendo a 2
Pé do dente ou dedendo d 2,5
Pé do dente ou dedendo d 2,5
Diâmetro Primitivo dp 96
Diâmetro Primitivo dp 60
Diâmetro Externo de 100
Diâmetro Externo de 64
Diâmetro Interno di 91
Diâmetro Interno di 55
Diâmetro de Base db 90,21
Diâmetro de Base db 56,38
Passo de Engrenagem p 6,28
Passo de Engrenagem p 6,28
Espessura do dente e 3,14
Espessura do dente e 3,14
Altura do Dente h 4,5
Altura do Dente h 4,5
Raio do pé r 0,33
Raio do pé r 0,33
Largura do Dente b 13
Largura do Dente b 13

83
o Critérios de resistência:
a) Critério de Fadiga
𝜎 <𝜎𝑎𝑙𝑙
𝑆𝑓
Tensão de flexão [Mpa]:
𝜎 = 𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆1
𝑏𝑚𝑡
𝐾𝐻𝐾𝐵
𝑌𝑗 → 𝜎 = 103,1 𝑀𝑃𝑎
Força tangencial transmitida [MPa]: WT = 707,4 N
Fator de sobrecarga: Ko = 1,00 (carregamento uniforme)
Fator dinâmico: Kv = 1,18 (Qv = 7 e v = 1,41)
𝐾𝑣 = (𝐴+√200𝑣
𝐴)
𝐵
, onde 𝐴 = 50 + 56(1 − 𝐵) e 𝐵 = 0,25(12 − 𝑄𝑣)2
3
Fator de tamanho: KS = 1,16
𝐾𝑆 = 1,003(𝑏. 𝑚√𝑌)0,0535 = 1,003(13 × 2 × √0,359)0,0535 = 1,16
Largura da face do elemento mais estreito: b = 13
Módulo métrico transversal: mt = 2
Fator de distribuição de carga: KH = 1,13
𝐾𝐻 = 1 + 𝑐𝑚𝑐(𝑐𝑝𝑓𝑐𝑝𝑚 + 𝑐𝑚𝑎𝑐𝑒)
𝑐𝑚𝑐 = 0,8 (𝑐𝑜𝑚 𝑐𝑜𝑟𝑜𝑎𝑚𝑒𝑛𝑡𝑜)
𝑐𝑝𝑓 =𝑏
25,4⁄
10 × 𝑑 25,4⁄− 0,025 → 𝑐𝑝𝑓 = 0,025
𝑐𝑝𝑚 = 1,1 (𝑒𝑛𝑔𝑟𝑒𝑛𝑎𝑔𝑒𝑚 𝑛ã𝑜 é 𝑐𝑒𝑛𝑡𝑟𝑎𝑙)
𝑐𝑚𝑎 = 𝐴 + 𝐵𝑑
25,4+ 𝐶 (
𝑏
25,4)
2
→ 𝑐𝑚𝑎 =
0,135 (𝑒𝑛𝑔𝑟𝑒𝑛. 𝑎𝑏𝑒𝑟𝑡𝑜 𝑐𝑜𝑚𝑒𝑟𝑐𝑖𝑎𝑙)
𝑐𝑒 = 1 (𝑠𝑒𝑚 𝑙𝑎𝑝𝑖𝑑𝑎çã𝑜)
Fator de espessura de aro: KB = 1 (não há borda)
Fator geométrico para a resistência flexional: Yj = 0,41 (Figura 14.6 - Pg 759 do
Shigley)

84
Tensão de flexão admissível [MPa]:
𝜎𝑎𝑙𝑙 = 𝜎𝑓𝑝𝑌𝑁
𝑌𝜃𝑌𝑍 → 𝜎𝑎𝑙𝑙 = 542,3 MPa
Resistência a flexão [MPa]: σfp = 461 (Aço Grau 2: endurecido por completo)
Fator de ciclagem: YN = 1 (10⁷ ciclos de carga)
Fator de temperatura: Yθ = 1 (T < 120°C)
Fator de confiabilidade: YZ = 0,85 (90% de confiabilidade)
Fator de segurança a fadiga:
𝑆𝑓 =𝜎𝑎𝑙𝑙
𝜎=
542,3
103,1 → 𝑆𝑓 = 5,26
b) Critério de desgaste superficial
𝜎𝑐 <𝜎𝑐,𝑎𝑙𝑙
𝑆𝐻
Tensão de contato [Mpa]:
𝜎𝑐 = 𝑍𝑒√𝑊𝑇𝐾𝑜𝐾𝑣𝐾𝑆
𝐾𝐻
𝑏. 𝑑𝑝
𝑍𝑅
𝑍𝑙→ 𝜎𝑐 = 720,8 𝑀𝑃𝑎
Coeficiente elástico [√MPa]: Ze = 191 (Contato Aço x Aço)
Força tangencial transmitida [MPa]: WT = 707,4
Fator de sobrecarga: Ko = 1,00 (carregamento uniforme)
Fator dinâmico: Kv = 1,18 (mesmo do critério de fadiga)
Fator de tamanho: KS = 1,16 (mesmo do critério de fadiga)
Largura da face do elemento mais estreito: b = 13
Diâmetro primitivo [mm]: dp = 60,0
Fator de distribuição de carga: KH = 1,13 (mesmo do critério de fadiga)
Fator de condição superficial: ZR = 1 (engrenagem nova)
Fator geométrico para a resistência à formação de cavidade: Zl = 0,099

85
𝑍𝑙 =𝑐𝑜𝑠∅𝑇 × 𝑠𝑒𝑛∅𝑇
2𝑚𝑛𝑥
𝑚𝐺
𝑚𝐺 + 1
∅𝑇 = 20° (𝑑𝑒𝑛𝑡𝑒 𝑟𝑒𝑡𝑜)
𝑚𝑛 = 1 (𝑑𝑒𝑛𝑡𝑒 𝑟𝑒𝑡𝑜)
𝑚𝐺 = 𝑖 (𝑟𝑒𝑙𝑎çã𝑜 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑚𝑖𝑠𝑠ã𝑜)
Tensão de contato admissível [MPa]:
𝜎𝑐,𝑎𝑙𝑙 = 𝜎𝐻𝑃
𝑍𝑁𝑍𝑊
𝑌𝜃𝑌𝑍→ 𝜎𝑐,𝑎𝑙𝑙 = 1682,3 𝑀𝑃𝑎
Resistência a fadiga de contato [MPa]: σHP = 1430 (Aço Grau 2: endurecido por
completo)
Fator de ciclagem: ZN = 1 (10⁷ ciclos de carga)
Fator de dureza: ZW = 1 (engrenagens do mesmo material)
Fator de temperatura: Yθ = 1 (T < 120°C)
Fator de confiabilidade: YZ = 0,85 (90% de confiabilidade)
Fator de segurança ao desgaste:
𝑆𝐻 =𝜎𝑐,𝑎𝑙𝑙
𝜎𝑐=
1682,3
720,8→ 𝑆𝐻 = 2,33
- Determinação dos diâmetros mínimo dos eixos
O coeficiente de segurança escolhido foi n = 1,5. A confiabilidade desejada será de
95%.
Aço SAE 1050 CD repuxado a frio:
Resistência ao escoamento (Sy): 580 Mpa;
Resistência à tração (Sut): 690 Mpa;
Dureza: 197 HB.
Forças atuantes nas engrenagens
Par W [N] Wt [N] Wr [N]
1-2 564,56 530,52 193,09
3-4 903,30 848,83 308,95
5-6 694,85 652,94 237,65
7-8 1970,94 1851,98 674,07
9-10 898,17 844,00 307,19
Forças atuantes na polia
F[N] F1 [N] F2 [N] Fi [N]
106,69 84,68 28,09 51,52
Eixo Tmáx [N.m] Rotação [RPM]
I 6,37 1800,00
II 25,46 450,00
III 40,51 282,86
IV 103,71 110,49

86
- Determinação do diâmetro mínimo do eixo II
No eixo II, o par engrenado mais crítico é o 3-4. Segundo dados das tabelas acima, W =
903,30 N, Wt = 848,83 N e Wr = 308,95 N. Além disso, existe a força da polia atuando
no eixo II. Como a polia é tripla Ftotal = 3 x 106,69 = 320,08 N.
Diagrama de corpo livre e gráficos da força cortante e do momento fletor para o eixo II, plano xz.

87
Diagrama de corpo livre e gráficos da força cortante e do momento fletor para o eixo II, plano yz.

88
o Momento Fletor Máximo no ponto crítico
𝑀𝑋𝑍 = 5218,5 𝑁. 𝑚𝑚
𝑀𝑌𝑍 = 32466,36 𝑁. 𝑚𝑚
𝑀𝑀Á𝑋 = √(𝑀𝑋𝑍2 + 𝑀𝑌𝑍
2 ) = 32883,09 𝑁. 𝑚𝑚
o Torque
𝑇 = 𝑊𝑡 × (𝑑𝑝
2) = 848,83 × (
60
2) = 25464,79 𝑁. 𝑚𝑚
o Reação nos apoios
𝑅𝐴𝑋𝑍= 560,36 𝑁
𝑅𝐵𝑋𝑍= 68,67 𝑁
𝑅𝐴𝑌𝑍= 421,64 𝑁
𝑅𝐵𝑌𝑍= 427,19 𝑁
𝑅𝐴 = √𝑅𝐴𝑋𝑍
2 + 𝑅𝐴𝑌𝑍
2 = √560,362 + 421,642 = 701,28 𝑁
𝑅𝐵 = √𝑅𝐵𝑋𝑍
2 + 𝑅𝐵𝑌𝑍
2 = √68,672 + 427,192 = 432,67 𝑁
o Critério de Soderberg
Fator de acabamento superficial – Ka
𝑘𝑎 = 𝑎. 𝑆𝑢𝑡𝑏 = 4,51. 690−0,265 → 𝒌𝒂 = 𝟎, 𝟕𝟗𝟖
Para acabamento usinado ou laminado a frio, a = 4,51 e b = -0,265
Fator de dimensão – kb
𝑘𝑏 = 1,24. 𝑑−0,107 = 1,24. 18−0,107 → 𝒌𝒃 = 𝟎, 𝟗𝟏
Para diâmetros 2,79 < d < 51
Fator de confiabilidade - kc
Para confiabilidade de 95% → 𝒌𝒄 = 𝟎, 𝟖𝟔𝟖

89
Fator de temperatura – kd
Para temperaturas inferiores a 350° → 𝒌𝒅 = 𝟏
Fator de concentração de tensões – ke
𝑘𝑒 =1
1 + 𝑞(𝑘𝑡 − 1)=
1
1 + 0,7(1,84 − 1)→ 𝒌𝒆 = 𝟎, 𝟔𝟑𝟎
Limite de endurança – Se’
Como Sut < 1400 MPa → 𝑆𝑒′ = 0,5. 𝑆𝑢𝑡 = 0,5.690 → 𝑺𝒆′ = 𝟑𝟒𝟓 𝑴𝑷𝒂
Logo,
𝑆𝑒 = 𝑘𝑎. 𝑘𝑏 . 𝑘𝑐. 𝑘𝑑 . 𝑘𝑒 . 𝑆𝑒′
= 0,798 . 0,91 . 0,868 . 1 . 0,630 . 345 → 𝑺𝒆 = 𝟏𝟑𝟔, 𝟗 𝑴𝑷𝒂
e,
𝑑𝑚𝑖𝑛 = ((32 ×𝑛
𝜋 ) × ((
𝑀𝑎
𝑆𝑒)
2
+ (𝑇𝑚
𝑆𝑦)
2
) 1
2 ) 1
3 = ((32 ×1,5
𝜋 ) × ((
32883,09
136,9)
2
+
(25464,79
580)
2
) 1
2 ) 1
3 → 𝒅𝒎𝒊𝒏 = 𝟏𝟓, 𝟓𝟏 𝒎𝒎
- Determinação do diâmetro mínimo do eixo III
No eixo III, os pares engrenados mais críticos são os 3-4 e 7-8. Segundo dados da tabela
de ‘Forças atuantes nas engrenagens’ (p.110), tem-se para o par 3-4, W = 898,17 N, Wt
= 844,00 N e Wr = 307,19 N e para o par 7-8 tem-se, W = 1970,84 N, Wt = 1851,98 N e
Wr = 674,07 N.

90
Diagrama de corpo livre e gráficos da força cortante e do momento fletor para o eixo III, plano xz.
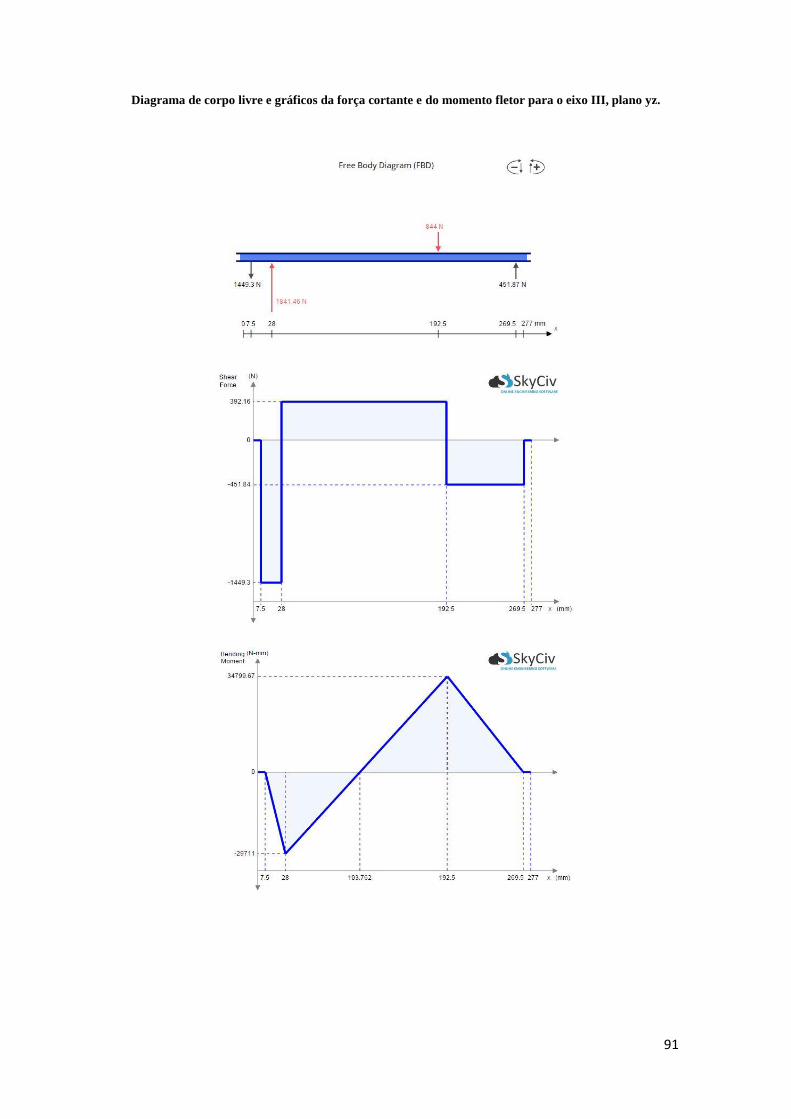
91
Diagrama de corpo livre e gráficos da força cortante e do momento fletor para o eixo III, plano yz.

92
o Momento Fletor Máximo no ponto crítico
𝑀𝑋𝑍 = 12663,28 𝑁. 𝑚𝑚
𝑀𝑌𝑍 = 34799,67 𝑁. 𝑚𝑚
𝑀𝑀Á𝑋 = √(𝑀𝑋𝑍2 + 𝑀𝑌𝑍
2 ) = 37032,1 𝑁. 𝑚𝑚
o Torque
𝑇 = 𝑊𝑡 × (𝑑𝑝
2) = 844 × (
96
2) = 40512,17 𝑁. 𝑚𝑚
o Reação nos apoios
𝑅𝐴𝑋𝑍= 527,52 𝑁
𝑅𝐵𝑋𝑍= 164,47 𝑁
𝑅𝐴𝑌𝑍= 1449,3 𝑁
𝑅𝐵𝑌𝑍= 451,87 𝑁
𝑅𝐴 = √𝑅𝐴𝑋𝑍
2 + 𝑅𝐴𝑌𝑍
2 = √527,522 + 164,472 = 1542,3 𝑁
𝑅𝐵 = √𝑅𝐵𝑋𝑍
2 + 𝑅𝐵𝑌𝑍
2 = √1449,32 + 451,872 = 480,9 𝑁
o Critério de Soderberg
Fator de acabamento superficial – Ka
𝑘𝑎 = 𝑎. 𝑆𝑢𝑡𝑏 = 4,51. 690−0,265 → 𝒌𝒂 = 𝟎, 𝟕𝟗𝟖
Para acabamento usinado ou laminado a frio, a = 4,51 e b = -0,265
Fator de dimensão – kb
𝑘𝑏 = 1,24. 𝑑−0,107 = 1,24. 18−0,107 → 𝒌𝒃 = 𝟎, 𝟗𝟏
Para diâmetros 2,79 < d < 51
Fator de confiabilidade - kc
Para confiabilidade de 95% → 𝒌𝒄 = 𝟎, 𝟖𝟔𝟖

93
Fator de temperatura – kd
Para temperaturas inferiores a 350° → 𝒌𝒅 = 𝟏
Fator de concentração de tensões – ke
𝑘𝑒 =1
1 + 𝑞(𝑘𝑡 − 1)=
1
1 + 0,8(1,92 − 1)→ 𝒌𝒆 = 𝟎, 𝟓𝟕𝟔
Limite de endurança – Se’
Como Sut < 1400 MPa → 𝑆𝑒′ = 0,5. 𝑆𝑢𝑡 = 0,5.690 → 𝑺𝒆′ = 𝟑𝟒𝟓 𝑴𝑷𝒂
Logo,
𝑆𝑒 = 𝑘𝑎. 𝑘𝑏 . 𝑘𝑐. 𝑘𝑑 . 𝑘𝑒 . 𝑆𝑒′
= 0,798 . 0,91 . 0,868 . 1 . 0,576 . 345 → 𝑺𝒆 = 𝟏𝟐𝟓, 𝟑 𝑴𝑷𝒂
e,
𝑑𝑚𝑖𝑛 = ((32 ×𝑛
𝜋 ) × ((
𝑀𝑎
𝑆𝑒)
2
+ (𝑇𝑚
𝑆𝑦)
2
) 1
2 ) 1
3 = ((32 ×1,5
𝜋 ) × ((
37032,09
125,3)
2
+
(40512,17
580)
2
) 1
2 ) 1
3 → 𝒅𝒎𝒊𝒏 = 𝟏𝟔, 𝟔𝟖 𝒎𝒎
- Determinação do diâmetro mínimo do eixo IV
No eixo IV, o par engrenado mais crítico é o 7-8. Segundo dados da tabela de ‘Forças
atuantes nas engrenagens’ (p.110), tem-se para o par 7-8, W = 1970,84 N, Wt = 1851,98
N e Wr = 674,07 N.

94
Diagrama de corpo livre e gráficos da força cortante e do momento fletor para o eixo IV, plano xz.

95
Diagrama de corpo livre e gráficos da força cortante e do momento fletor para o eixo IV, plano yz.

96
o Momento Fletor Máximo no ponto crítico
𝑀𝑋𝑍 = 10635,54 𝑁. 𝑚𝑚
𝑀𝑌𝑍 = 29220,70 𝑁. 𝑚𝑚
𝑀𝑀Á𝑋 = √(𝑀𝑋𝑍2 + 𝑀𝑌𝑍
2 ) = 31096,05 𝑁. 𝑚𝑚
o Torque
𝑇 = 𝑊𝑡 × (𝑑𝑝
2) = 1851,08 × (
112
2) = 103711,15 𝑁. 𝑚𝑚
o Reação nos apoios
𝑅𝐴𝑋𝑍= 518,81 𝑁
𝑅𝐵𝑋𝑍= 155,26 𝑁
𝑅𝐴𝑌𝑍= 1425,4 𝑁
𝑅𝐵𝑌𝑍= 426,58 𝑁
𝑅𝐴 = √𝑅𝐴𝑋𝑍
2 + 𝑅𝐴𝑌𝑍
2 = √518,812 + 1425,42 = 1516,88 𝑁
𝑅𝐵 = √𝑅𝐵𝑋𝑍
2 + 𝑅𝐵𝑌𝑍
2 = √155,262 + 426,582 = 453,96 𝑁
o Critério de Soderberg
Fator de acabamento superficial – Ka
𝑘𝑎 = 𝑎. 𝑆𝑢𝑡𝑏 = 4,51. 690−0,265 → 𝒌𝒂 = 𝟎, 𝟕𝟗𝟖
Para acabamento usinado ou laminado a frio, a = 4,51 e b = -0,265
Fator de dimensão – kb
𝑘𝑏 = 1,24. 𝑑−0,107 = 1,24. 18−0,107 → 𝒌𝒃 = 𝟎, 𝟗𝟏
Para diâmetros 2,79 < d < 51
Fator de confiabilidade - kc
Para confiabilidade de 95% → 𝒌𝒄 = 𝟎, 𝟖𝟔𝟖

97
Fator de temperatura – kd
Para temperaturas inferiores a 350° → 𝒌𝒅 = 𝟏
Fator de concentração de tensões – ke
𝑘𝑒 =1
1 + 𝑞(𝑘𝑡 − 1)=
1
1 + 0,7(1,84 − 1)→ 𝒌𝒆 = 𝟎, 𝟔𝟑𝟎
Limite de endurança – Se’
Como Sut < 1400 MPa → 𝑆𝑒′ = 0,5. 𝑆𝑢𝑡 = 0,5.690 → 𝑺𝒆′ = 𝟑𝟒𝟓 𝑴𝑷𝒂
Logo,
𝑆𝑒 = 𝑘𝑎. 𝑘𝑏 . 𝑘𝑐. 𝑘𝑑 . 𝑘𝑒 . 𝑆𝑒′
= 0,798 . 0,91 . 0,868 . 1 . 0,576 . 345 → 𝑺𝒆 = 𝟏𝟑𝟔, 𝟗 𝑴𝑷𝒂
e,
𝑑𝑚𝑖𝑛 = ((32 ×𝑛
𝜋 ) × ((
𝑀𝑎
𝑆𝑒)
2
+ (𝑇𝑚
𝑆𝑦)
2
) 1
2 ) 1
3 = ((32 ×1,5
𝜋 ) × ((
31096,05
136,9)
2
+
(103711,15
580)
2
) 1
2 ) 1
3 → 𝒅𝒎𝒊𝒏 = 𝟏𝟔, 𝟒𝟏 𝒎𝒎
- Resumo dos dados dos eixos
Eixo RA [N] RB [N] MMÁX [N.m] dmín [mm] dpadrão [mm]
II 701,28 432,68 32,88 15,51 18
III 1542,30 480,90 37,03 16,68 18
IV 1516,88 453,96 31,10 16,41 18
- Dimensionamento das chavetas
A fim de facilitar a fabricação, todas as chavetas serão fabricadas do mesmo material,
que será o mesmo material do eixo.
Aço SAE 1050 CD repuxado a frio:
Resistência ao escoamento (Sy): 580 MPa;
Resistência à tração (Sut): 690 MPa;
Tensão admissível (Ssy = 0, 577.Sy): 335 MPa.

98
o Chaveta da polia
𝑑 = 16 𝑚𝑚
𝐿 = 21 𝑚𝑚
𝑏 = 5 𝑚𝑚
ℎ = 5 𝑚𝑚
𝜎𝑐𝑜𝑚𝑝 =4 × 𝑇
𝑑 × ℎ × 𝐿=
4 × 25464,8
16 × 5 × 21→ 𝜎𝑐𝑜𝑚𝑝 = 60,6 𝑀𝑃𝑎
𝜏𝑐𝑖𝑠 =2 × 𝑇
𝑑 × 𝑏 × 𝐿=
2 × 25464,8
16 × 5 × 21→ 𝜏𝑐𝑖𝑠 = 30,3 𝑀𝑃𝑎
𝜎𝑚á𝑥 = (𝜎𝑐𝑜𝑚𝑝2 + 3 × 𝜏𝑐𝑖𝑠
3 )12 = (60,62 + 3 × 30,33)
12 → 𝜎𝑚á𝑥 = 80,2 𝑀𝑃𝑎
𝐶𝑆 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 =𝑆𝑦
𝜎𝑐𝑜𝑚𝑝=
580
60,6 → 𝐶𝑆 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 = 9,6
𝐶𝑆 𝑐𝑖𝑠𝑎𝑙ℎ𝑎𝑚𝑒𝑛𝑡𝑜 =𝑆𝑠𝑦
𝜏𝑐𝑖𝑠=
335
30,3→ 𝐶𝑆 𝑐𝑖𝑠𝑎𝑙ℎ𝑎𝑚𝑒𝑛𝑡𝑜 = 11
𝐶𝑆 𝑔𝑙𝑜𝑏𝑎𝑙 =𝑆𝑦
𝜎𝑚á𝑥=
580
80,2→ 𝑪𝑺 𝒈𝒍𝒐𝒃𝒂𝒍 = 𝟕, 𝟐
o Chaveta das engrenagens 1,3,5
𝑑 = 18 𝑚𝑚
𝐿 = 14 𝑚𝑚
𝑏 = 6 𝑚𝑚
ℎ = 6 𝑚𝑚
𝜎𝑐𝑜𝑚𝑝 =4 × 𝑇
𝑑 × ℎ × 𝐿=
4 × 25464,8
18 × 6 × 14→ 𝜎𝑐𝑜𝑚𝑝 = 67,4 𝑀𝑃𝑎
𝜏𝑐𝑖𝑠 =2 × 𝑇
𝑑 × 𝑏 × 𝐿=
2 × 25464,8
18 × 6 × 14→ 𝜏𝑐𝑖𝑠 = 33,7 𝑀𝑃𝑎

99
𝜎𝑚á𝑥 = (𝜎𝑐𝑜𝑚𝑝2 + 3 × 𝜏𝑐𝑖𝑠
3 )12 = (67,42 + 3 × 33,73)
12 → 𝜎𝑚á𝑥 = 89,1 𝑀𝑃𝑎
𝐶𝑆 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 =𝑆𝑦
𝜎𝑐𝑜𝑚𝑝=
580
67,4 → 𝐶𝑆 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 = 8,6
𝐶𝑆 𝑐𝑖𝑠𝑎𝑙ℎ𝑎𝑚𝑒𝑛𝑡𝑜 =𝑆𝑠𝑦
𝜏𝑐𝑖𝑠=
335
33,7→ 𝐶𝑆 𝑐𝑖𝑠𝑎𝑙ℎ𝑎𝑚𝑒𝑛𝑡𝑜 = 9,9
𝐶𝑆 𝑔𝑙𝑜𝑏𝑎𝑙 =𝑆𝑦
𝜎𝑚á𝑥=
580
80,2→ 𝑪𝑺 𝒈𝒍𝒐𝒃𝒂𝒍 = 𝟔, 𝟓
o Chaveta do bloco duplo
𝑑 = 30 𝑚𝑚
𝐿 = 20 𝑚𝑚
𝑏 = 8 𝑚𝑚
ℎ = 7 𝑚𝑚
𝜎𝑐𝑜𝑚𝑝 =4 × 𝑇
𝑑 × ℎ × 𝐿=
4 × 40039,2
30 × 7 × 20→ 𝜎𝑐𝑜𝑚𝑝 = 38,7 𝑀𝑃𝑎
𝜏𝑐𝑖𝑠 =2 × 𝑇
𝑑 × 𝑏 × 𝐿=
2 × 40039,2
30 × 8 × 20→ 𝜏𝑐𝑖𝑠 = 16,7 𝑀𝑃𝑎
𝜎𝑚á𝑥 = (𝜎𝑐𝑜𝑚𝑝2 + 3 × 𝜏𝑐𝑖𝑠
3 )12 = (38,72 + 3 × 16,73)
12 → 𝜎𝑚á𝑥 = 47,8 𝑀𝑃𝑎
𝐶𝑆 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 =𝑆𝑦
𝜎𝑐𝑜𝑚𝑝=
580
38,7 → 𝐶𝑆 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 = 15,2
𝐶𝑆 𝑐𝑖𝑠𝑎𝑙ℎ𝑎𝑚𝑒𝑛𝑡𝑜 =𝑆𝑠𝑦
𝜏𝑐𝑖𝑠=
335
16,7→ 𝐶𝑆 𝑐𝑖𝑠𝑎𝑙ℎ𝑎𝑚𝑒𝑛𝑡𝑜 = 20,1
𝐶𝑆 𝑔𝑙𝑜𝑏𝑎𝑙 =𝑆𝑦
𝜎𝑚á𝑥=
580
47,8→ 𝑪𝑺 𝒈𝒍𝒐𝒃𝒂𝒍 = 𝟏𝟐, 𝟏

100
o Chaveta do bloco triplo
𝑑 = 40 𝑚𝑚
𝐿 = 28 𝑚𝑚
𝑏 = 12 𝑚𝑚
ℎ = 8 𝑚𝑚
𝜎𝑐𝑜𝑚𝑝 =4 × 𝑇
𝑑 × ℎ × 𝐿=
4 × 40039,2
40 × 7 × 28→ 𝜎𝑐𝑜𝑚𝑝 = 17,9 𝑀𝑃𝑎
𝜏𝑐𝑖𝑠 =2 × 𝑇
𝑑 × 𝑏 × 𝐿=
2 × 40039,2
40 × 8 × 28→ 𝜏𝑐𝑖𝑠 = 6,0 𝑀𝑃𝑎
𝜎𝑚á𝑥 = (𝜎𝑐𝑜𝑚𝑝2 + 3 × 𝜏𝑐𝑖𝑠
3 )12 = (17,92 + 3 × 6,0)
12 → 𝜎𝑚á𝑥 = 20,6 𝑀𝑃𝑎
𝐶𝑆 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 =𝑆𝑦
𝜎𝑐𝑜𝑚𝑝=
580
17,9 → 𝐶𝑆 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 = 32,4
𝐶𝑆 𝑐𝑖𝑠𝑎𝑙ℎ𝑎𝑚𝑒𝑛𝑡𝑜 =𝑆𝑠𝑦
𝜏𝑐𝑖𝑠=
335
6,0→ 𝐶𝑆 𝑐𝑖𝑠𝑎𝑙ℎ𝑎𝑚𝑒𝑛𝑡𝑜 = 56,2
𝐶𝑆 𝑔𝑙𝑜𝑏𝑎𝑙 =𝑆𝑦
𝜎𝑚á𝑥=
580
20,6→ 𝑪𝑺 𝒈𝒍𝒐𝒃𝒂𝒍 = 𝟐𝟖, 𝟏
o Chaveta das engrenagens 8,10
𝑑 = 18 𝑚𝑚
𝐿 = 14 𝑚𝑚
𝑏 = 6 𝑚𝑚
ℎ = 6 𝑚𝑚
𝜎𝑐𝑜𝑚𝑝 =4 × 𝑇
𝑑 × ℎ × 𝐿=
4 × 103617,6
18 × 6 × 14→ 𝜎𝑐𝑜𝑚𝑝 = 274,1 𝑀𝑃𝑎
𝜏𝑐𝑖𝑠 =2 × 𝑇
𝑑 × 𝑏 × 𝐿=
2 × 103617,6
18 × 6 × 14→ 𝜏𝑐𝑖𝑠 = 137,1 𝑀𝑃𝑎

101
𝜎𝑚á𝑥 = (𝜎𝑐𝑜𝑚𝑝2 + 3 × 𝜏𝑐𝑖𝑠
3 )12 = (274,12 + 3 × 137,13)
12 → 𝜎𝑚á𝑥 = 362,6 𝑀𝑃𝑎
𝐶𝑆 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 =𝑆𝑦
𝜎𝑐𝑜𝑚𝑝=
580
274,1 → 𝐶𝑆 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠ã𝑜 = 2,1
𝐶𝑆 𝑐𝑖𝑠𝑎𝑙ℎ𝑎𝑚𝑒𝑛𝑡𝑜 =𝑆𝑠𝑦
𝜏𝑐𝑖𝑠=
335
137,1→ 𝐶𝑆 𝑐𝑖𝑠𝑎𝑙ℎ𝑎𝑚𝑒𝑛𝑡𝑜 = 2,4
𝐶𝑆 𝑔𝑙𝑜𝑏𝑎𝑙 =𝑆𝑦
𝜎𝑚á𝑥=
580
80,2→ 𝑪𝑺 𝒈𝒍𝒐𝒃𝒂𝒍 = 𝟏, 𝟔
- Dimensionamento das estrias
o Coeficientes de segurança
𝐶𝑆 = 𝑛1 × 𝑛2 × 𝑛3 × 𝑛4 = 2 × 1,33 × 1,4 × 1 → 𝐶𝑆 = 2,66
Fator para incerteza do material (1,5 < n1 < 2,5): Escolho n1 = 2;
Fator de distribuição de carga ao longo da estria: n2 = 1,33 para estrias planas;
Fator de choque: n3 = 1,4 para transmissão com choque;
Fator para o material do cubo: n4 = 1,0 para cubo de aço.
𝐶𝑆𝐶𝐼𝑆 =0,577 × 𝑆𝑦 × 𝑑1 × 𝑏 × 𝐿 × 𝑍
2 × 𝑇=
0,577 × 580 × 18 × 6 × 12 × 4
2 × 40039,2→ 𝐶𝑆𝐶𝐼𝑆 = 21,7 > 𝐶𝑆 𝑂𝐾!
𝐶𝑆𝐶𝑂𝑀𝑃 =𝑆𝑦 × 𝑑1 × ℎ × 𝐿 × 𝑍
2 × 𝑇=
580 × 18 × 4 × 12 × 4
2 × 40039,2→ 𝐶𝑆𝐶𝑂𝑀𝑃 = 12,5 > 𝐶𝑆 𝑂𝐾!
- Especificação dos rolamentos
Para os eixos II, III, IV, que possuem o diâmetro d = 18 foi selecionado o rolamento
SKF 6203 com diâmetro nominal dnom = 17. A vida nominal e a vida nominal ajustada
serão calculadas conforme fórmulas a seguir para garantir que os rolamentos suportam
as solicitações do projeto.

102
o Vida nominal
𝐿10 = (𝐶
𝑃)
3
, 𝑝𝑎𝑟𝑎 𝑟𝑜𝑙𝑎𝑚𝑒𝑛𝑡𝑜𝑠 𝑑𝑒 𝑒𝑠𝑓𝑒𝑟𝑎𝑠
o Vida nominal ajustada
𝐿10𝑎= 𝑎1. 𝑎2. 𝑎3. 𝐿10 = 𝑎1. 𝑎23. 𝐿10
Onde P é a carga no mancal, calculada previamente, C a capacidade de carga dinâmica,
a1 o fator de confiabilidade, a2 o fator de material e a3 o fator de condições de
funcionamento. O fator a23 pode ser obtido da seguinte tabela:
Para uma confiabilidade de 90%, o fator a1 é igual a 1. O fator a23 será considerado
como sendo igual a 1.

103
o Cálculo da carga no mancal, P
𝑃 = 𝑋. 𝐹𝑟 + 𝑌. 𝐹𝑎, 𝐹𝑎 = 0
𝑃 = 𝐹𝑟
o Cálculo para a pré-seleção
𝐶 ≥ 9,8. 𝑃 × √𝐿10ℎ×𝑁×60
1000000
3
Onde:
L10h = Vida útil = 10000 horas
N = rotação máxima do eixo
Eixo II
Eixo III
Eixo IV
d 18 mm
d 18 mm
d 18 mm
Torque 25,46 N.m
Torque 40,51 N.m
Torque 103,71 N.m
N 450,00 rpm
N 282,86 rpm
N 110,49 rpm
P 701,3 N
P 1542,3 N
P 1516,9 N
C ≥ 4533 N
C ≥ 8539 N
C ≥ 6139 N
SKF 6203
SKF 6203
SKF 6203
Nrev 270 x10⁶ rev.
Nrev 170 x10⁶ rev.
Nrev 66 x10⁶ rev.
L10a 2533 x10⁶ rev.
L10a 238 x10⁶ rev.
L10a 250 x10⁶ rev.
Como o número de revoluções para uma vida útil de 10000 horas, Nrev, foi inferior
àquele da vida nominal ajustada, a escolha desse rolamento é adequada (Nrev < L10a →
OK!).

104
Apêndice B – Especificação de peças a serem compradas e fabricadas
Será elaborado um passo a passo resumido que possibilite a fabricação de cada uma
das peças. O plano de fabricação seguirá recomendações e ensinamentos provenientes
das referências [14], [15], [16], [17], [18] e [19].
As peças que não serão fabricadas, mas sim compradas de um fabricante
especializado, serão listadas primeiramente.
B1. Peças a serem adquiridas de fabricantes especializados
Porca para polia menor (Peça 1):
Detalhes: M20 x 2,5.
Especificação: Porca sextavada normal 605 668 00 – 20.
http://www.ciser.com.br/htcms/media/pdf/tabela-de-precos/br/fixadores-aplicacoes-
diversas.pdf, acessado em 28/07/2015.
Arruela de pressão para a polia menor (Peça 2):
Detalhes: Dimensão Nominal - 20 mm.
Especificação: 801 651 00 – 20.
http://www.ciser.com.br/htcms/media/pdf/tabela-de-precos/br/fixadores-aplicacoes-
diversas.pdf acessado em 28/07/2015.
Chaveta para polia menor (Peça 4):
Detalhes: Chaveta DIN 6885 TIPO B – b x t x L [mm] = 6 x 6 x 28.
Especificação: por encomenda pelo site da empresa Metal Mec.
http://www.metalchavetas.com.br/download/panfleto_metalchavetas.pdf, acessado
em 28/07/2015.
Correias (Peça 5):
Detalhes: Correias Multi-V 3T A-46.
Especificação: Catálogo Goodyear (por encomenda).
http://www.rolimao.com.br/manutencao/Catalogo-Correias-Goodyear.pdf, acessado
em 28/07/2015.

105
Parafusos sextavados para as tampas (Peça 8):
Detalhes: M6 x 1,00 x 20, com rosca inteira.
Especificação: 102.6P.06.020.
http://www.generalfix.com.br/catalogo_general.pdf, acessado em 28/07/2015.
Arruela Lisa (Peça 9):
Detalhes: Dimensão Nominal – 6 mm.
Especificação: 806 251 00.
http://www.ciser.com.br/htcms/media/pdf/tabela-de-precos/br/fixadores-aplicacoes-
diversas.pdf, acessado em 28/07/2015.
Parafusos sextavados menores para fixação da carcaça (Peça 10):
Detalhes: M6 x 1,00 x 25, com rosca inteira.
Especificação: 102.6P.06.025.
http://www.generalfix.com.br/catalogo_general.pdf, acessado em 28/07/2015.
Porcas para carcaça (Peça 11):
Detalhes: M6 x 1,0.
Especificação: Porca sextavada normal 605 257 00 – 6.
http://www.ciser.com.br/htcms/media/pdf/tabela-de-precos/br/fixadores-aplicacoes-
diversas.pdf, acessado em 28/07/2015.
Parafusos sextavados maiores para fixação da carcaça (Peça 12):
Detalhes: M6 x 1,00 x 60, com comprimento de rosca de 18 mm.
Especificação: 100.6P.06.060.
http://www.generalfix.com.br/catalogo_general.pdf, acessado em 28/07/2015.
Pino cilíndrico alavanca (Peça 19):
Detalhes: d = 5 mm , L = 24 mm.
Especificação: Pino Paralelo DIN 7 – 5x24 (Cód. 7-050024).
http://casafer.com.br/produto-2967-Pino+Paralelo, acessado em 28/07/2015.

106
Pino cônico maior (Peça 24):
Detalhes: d = 4 mm , L = 55 mm e Conicidade = 1:50.
Especificação: Pino Cônico ISO 2339 Tipo A – 4x55 (Cód. 1-026040)
http://casafer.com.br/produto-2966-Pino+Conico, acessado em 28/07/2013.
Pino cônico menor (Peça 25):
Detalhes: d = 2 mm , L = 22 mm e Conicidade = 1:50.
Especificação: Pino Cônico ISO 2339 Tipo A – 2x22 (Cód. 1-012025)
http://casafer.com.br/produto-2966-Pino+Conico, acessado em 28/07/2013.
Mola de fixação (Peça 26):
Detalhes: P = 2 mm, L = 8,5 mm, De = 7 mm, Di = 5 mm d = 1 mm.
Especificação: 199, empresa Casa das Molas.
http://www.molas.com.br/Consulta_Compressao.asp?Intervalo=5,70%20a%206,00,
acessado em 28/07/2015.
Chavetas para engrenagens 1, 3, 5, 8 e 10 (Peça 28):
Detalhes: Chaveta DIN 6885 TIPO A - b x t x L [mm] = 6 x 6 x 14.
Especificação: por encomenda no site da empresa Metal Mec.
http://www.metalchavetas.com.br/download/panfleto_metalchavetas.pdf, acessado
em 28/07/2015.
Anéis elásticos para eixos com diâmetro de 18 mm (Peça 29):
Detalhes: D1 = 18 mm.
Especificação: 501.018
http://www.acoforma.com.br/din471.htm, acessado em 27/07/2015.
Rolamentos (Peça 30):
Detalhes: d = 17 mm.
Especificação: Catálogo SKF – SKF 6203.

107
http://www.skf.com/br/products/bearings-units-housings/ball-bearings/deep-
groove-ball-bearings/single-row-deep-groove-ball-
bearings/singlerow/index.html?prodid= 1050010203&imperial=false, acessado em
28/07/2015.
Retentor Saída (Peça 32):
Detalhe: d1 = 15 mm;
Especificação: 15x26x7 HMS5 RG.
http://www.skf.com/binary/21-129139/Industrial-shaft-seals---10919_2-EN.pdf,
acessado em 28/07/2015.
Anéis elásticos para eixos com diâmetro de 17 mm (Peça 35):
Detalhes: D1 = 17 mm.
Especificação: 501.017
http://www.acoforma.com.br/din471.htm, acessado em 27/07/2015.
Chaveta para o bloco duplo de engrenagens (Peça 38):
Detalhes: Chaveta DIN 6885 TIPO B - b x t x L [mm] = 8 x 7 x 20.
Especificação: por encomenda no site da empresa Metal Mec.
http://www.metalchavetas.com.br/download/panfleto_metalchavetas.pdf, acessado
em 28/07/2015
Olhal de suspensão tipo parafuso (Peça 40):
Detalhes: M12x1,75.
Especificação: OPA-012
http://qualityfix.com.br/wp-content/uploads/2013/10/tabela_olhal-de-suspensao-
parafuso.jpg, acessado em 30/07/2015.
Anéis elásticos para eixos com diâmetro de 30 mm (Peça 42):
Detalhes: D1 = 30 mm.
Especificação: 501.030
http://www.acoforma.com.br/din471.htm, acessado em 27/07/2015.

108
Anéis elásticos para eixos com diâmetro de 40 mm (Peça 44):
Detalhes: D1 = 40 mm.
Especificação: 501.040
http://www.acoforma.com.br/din471.htm, acessado em 27/07/2015.
Chaveta para o bloco triplo de engrenagens (Peça 47):
Detalhes: Chaveta DIN 6885 TIPO B - b x t x L [mm] = 12 x 8 x 28.
Especificação: por encomenda no site da empresa Metal Mec.
http://www.metalchavetas.com.br/download/panfleto_metalchavetas.pdf, acessado
em 28/07/2015.
Arruela de pressão para a polia maior (Peça 51):
Detalhes: Dimensão Nominal – 16 mm.
Especificação: 801 551 00 - 16.
http://www.ciser.com.br/htcms/media/pdf/tabela-de-precos/br/fixadores-aplicacoes-
diversas.pdf acessado em 28/07/2015.
Porca para polia maior (Peça 52):
Detalhes: M16 x 2,0.
Especificação: Porca sextavada normal 605 566 00 – 16.
http://www.ciser.com.br/htcms/media/pdf/tabela-de-precos/br/fixadores-aplicacoes-
diversas.pdf, acessado em 28/07/2015.
Chaveta para polia maior (Peça 54):
Detalhes: Chaveta DIN 6885 TIPO A - b x t x L [mm] = 5 x 5 x 21.
Especificação: por encomenda no site da empresa Metal Mec.
http://www.metalchavetas.com.br/download/panfleto_metalchavetas.pdf, acessado
em 28/07/2015.

109
Retentor Entrada (Peça 55):
Detalhe: d1 = 17 mm;
Especificação: 17x28x7 HMS5 RG.
http://www.skf.com/binary/21-129139/Industrial-shaft-seals---10919_2-EN.pdf,
acessado em 28/07/2015.
Bujão de Esvaziamento (Peça 61):
Detalhes: M14 x 1,50 x 10,10.
Especificação: Oil Drain Plug - 090-075.
https://www.dormanproducts.com/catalog/hardware2006/035-040_Sec3_Part2.pdf,
acessado em 28/07/2015.
Motor (peça 67):
Detalhes: Potência de 1,5 hp e velocidade de rotação de 1800 rpm.
Especificação: Catálogo WEG - WEG W 22 Quattro:
http://ecatalog.weg.net/TEC_CAT/tech_motor_dat_web.asp, acessado em 28/07/
2015.
Parafusos sextavados para a tampa dos rolamentos (Peça 68):
Detalhes: M6 x 1,00 x 30, com rosca inteira.
Especificação: 102.6P.06.030.
http://www.generalfix.com.br/catalogo_general.pdf, acessado em 28/07/2015.
B2. Peças a serem fabricadas
Nesta seção, será apresentado um plano de fabricação resumido das peças que serão
fabricadas e, portanto, não adquiridas de um fabricante especializado.
Todas as peças que serão fabricadas em ferro fundido passarão por um mesmo
processo inicial, onde a peça será obtida a partir do processo de desenvolvimento do
macho, de um modelo e de um molde. Para simplificar o plano de fabricação, ele será
descrito somente uma vez a seguir.

110
I. Construir modelo de madeira, bipartido, com dimensões um pouco aumentadas
para que haja sobremetal de usinagem, além de um ângulo de 5° de inclinação
nas superfícies verticais;
II. Eliminar cantos vivos;
III. Construir caixa para construção do macho responsável por criar as superfícies
internas da peça (este procedimento é necessário apenas se a peça possuir
superfícies internas);
IV. Obter o macho em areia (apenas se o procedimento acima tiver sido realizado),
sempre eliminando a formação de cantos vivos;
V. Pegar uma das partições do modelo e colocar dentro de outra caixa, onde será
desenvolvida a primeira partição do molde;
VI. Colocar a areia dentro da caixa já com o modelo e soca-la bastante;
VII. Retirar o excesso;
VIII. Cravar dois cilindros ocos na areia, próximos à peça, sendo que um será o
responsável pela formação do canal de descida e outro pela formação do canal
de saída;
IX. Colocar talco para criar uma superfície antiaderente.
X. Posicionar o macho no lugar correto banhado em talco para melhorar o
acabamento das superfícies internas;
XI. Encaixar a outra partição do modelo;
XII. Pegar outra caixa idêntica a primeira, posiciona-la em cima dela e junta-las para
formar a segunda partição do molde;
XIII. Colocar a areia dentro da segunda caixa e soca-la bastante;
XIV. Novamente retirar o excesso;
XV. Separar as duas partições;
XVI. Cortar a areia para obter o canal de alimentação entre a peça e os canais de
descida e de saída;
XVII. Fazer pequenos furos para saída dos gases que se formam ao longo da
solidificação do metal;
XVIII. Remover o cilindro oco e o modelo;
XIX. Alargar o canal de descida para criar uma superfície cônica;
XX. Encaixar novamente as duas partições;
XXI. Fundir o ferro e derramá-lo através do canal de descida;
XXII. Esperar a cura do metal e em seguida, separar ambas as partições mais uma vez;

111
XXIII. Retirar a peça e limpá-la;
XXIV. Recortar o excesso de metal (do canal de alimentação, do canal de descida e
possíveis rebarbas);
XXV. Levar à fresa ou torno para obter dimensões e acabamentos superficiais
desejados, principalmente nas superfícies que necessitaram de inclinação;
As peças que não serão fabricadas em ferro fundido terão seu plano de fabricação
igualmente elaborado.
A seguir seguem as etapas a serem realizadas para a obtenção das peças:
o Polia menor (Peça 3):
I. Prender a peça com sobremetal de usinagem na placa de três castanhas, centrar e
facear;
II. Fazer furo de centro;
III. Colocar o contraponto;
IV. Efetuar as marcações;
V. Fazer torneamentos cilíndricos externos para obter os diâmetros desejados;
VI. Retirar o contraponto e fazer furo de centro no torno utilizando uma broca presa
a um mandril que deve ser fixado no cabeçote móvel;
VII. Substituir broca por alargador e fazer alargamento do furo ainda no torno;
VIII. Fazer torneamento cilíndrico interno passante com 16 mm de diâmetro;
IX. Virar peça;
X. Cortar peça nas medidas indicadas de forma que fique com 49 mm de largura;
XI. Levar à plaina limadora e abrir rasgo para chaveta.
o Vareta de óleo (Peça 6):
I. Prender a peça com sobremetal de usinagem na placa de três castanhas, centrar e
facear;
II. Fazer furo de centro e colocar o contraponto;
III. Efetuar as marcações;
IV. Fazer torneamento esférico externo para obter o domo;

112
V. Efetuar torneamento curvilíneo para obter perfil circular com raio de 2 mm;
VI. Substituir a ferramenta e recartilhar região indicada;
VII. Virar a peça e prendê-la onde foi feito o recartilhamento;
VIII. Centrar;
IX. Substituir novamente a ferramenta e cortar sobremetal, deixando-a com a
medida indicada;
X. Fazer furo de centro;
XI. Colocar o contraponto;
XII. Fazer torneamentos cilíndricos externos para obter os diâmetros desejados;
XIII. Efetuar sangramento com o bedame para gerar marcas de nível máximo e
mínimo;
o Polia maior (Peça 7):
I. Levar peça com sobremetal de usinagem à fresadora, posicionar e facear;
II. Retirar excesso de material de forma com que a peça fique com 54 mm de
largura, o cubo com 35 mm de largura e os canais das correias com 49 mm de
largura;
III. Fazer fresamento de canaleta em ambos os lados com fresa de topo, 17 mm de
profundidade e diâmetros maior e menor indicados na representação;
IV. Levar a peça ao torno, prender na placa de três castanhas e centrar;
V. Efetuar as marcações;
VI. Fazer torneamentos cilíndricos externos para obter os diâmetros desejados;
VII. Produzir chanfro indicado;
VIII. Virar a peça;
IX. Fazer marcações novamente e efetuar torneamento externo na parte que estava
presa antes e produzir chanfro no outro lado;
X. Fazer furo de centro no torno utilizando uma broca presa a um mandril que deve
ser fixado no cabeçote móvel;
XI. Substituir broca por alargador e fazer alargamento do furo ainda no torno;
XII. Fazer torneamento cilíndrico interno passante com 16 mm de diâmetro;
XIII. Levar à plaina limadora e abrir rasgo para chaveta.

113
o Partição superior da carcaça (Peça 13):
I. Obtenção das peças através do processo de desenvolvimento do macho, do
modelo e do molde descritos no início desta seção;
II. Virar a peça e ainda na mandriladora e abrir furos maiores, com 70 mm de
diâmetro, nas abas laterais;
III. Em seguida, continuando na mandriladora, fazer um furo passante com diâmetro
de 40 mm para formar as superfícies de apoio aos rolamentos;
IV. Atentar ao acabamento superficial dos apoios (N8) e às tolerâncias geométricas;
V. Fazer as marcações e levar carcaça à furadeira e abrir todos os furos indicados;
VI. Rosquear os furos abertos com um macho.
o Partição intermediária da carcaça (Peça 14):
I. Obtenção das peças através do processo de desenvolvimento do macho, do
modelo e do molde descritos no início desta seção, sendo que a partição no
molde da carcaça deve ocorrer bem no centro dela, paralela ao plano frontal;
II. Movê-la para a mandriladora e abrir primeiramente os dois furos de 15 mm de
diâmetro no local indicado na superfície lateral da peça;
III. Virar a peça e ainda na mandriladora e abrir furos maiores, com 70 mm de
diâmetro, nas abas laterais;
IV. Em seguida, continuando na mandriladora, fazer um furo passante com diâmetro
de 40 mm para formar as superfícies de apoio aos rolamentos;
V. Atentar ao acabamento superficial dos apoios (N8) e às tolerâncias geométricas;
VI. Fazer as marcações e levar carcaça à furadeira para abrir todos os furos nas abas
e nas superfícies laterais e frontal;
VII. Rosquear os furos abertos com um macho;
o Partição inferior da carcaça (Peça 15):
I. Obtenção das peças através do processo de desenvolvimento do macho, do
modelo e do molde descritos no início desta seção, sendo que a partição no
molde da carcaça deve ocorrer bem no centro dela, paralela ao plano frontal;

114
II. Virar a peça e ainda na mandriladora e abrir furos maiores, com 70 mm de
diâmetro, nas abas laterais;
III. Em seguida, continuando na mandriladora, fazer um furo passante com diâmetro
de 40 mm para formar as superfícies de apoio aos rolamentos;
IV. Atentar ao acabamento superficial dos apoios (N8) e às tolerâncias geométricas;
V. Fazer as marcações e levar carcaça à furadeira para abrir todos os furos nas abas
e nas superfícies laterais;
VI. Rosquear os furos abertos com machos;
o Prato Bloco Duplo (Peça 16):
I. Obtenção da peça através do processo de desenvolvimento do modelo e do
molde descritos no início desta seção, sendo que neste caso não será necessária a
utilização de um macho;
II. Efetuar marcações;
III. Levar peça à furadeira e abrir os furos de 0,80 mm de profundidade e 10 mm de
diâmetro e o furo central de 12 mm de diâmetro.
o Prato Bloco Triplo (Peça 17):
I. Obtenção da peça através do processo de desenvolvimento do modelo e do
molde descritos no início desta seção, sendo que neste caso não será necessária a
utilização de um macho;
II. Efetuar marcações;
III. Levar peça à furadeira e abrir os furos de 0,80 mm de profundidade e 10 mm de
diâmetro e o furo central de 12 mm de diâmetro.
o Encaixe alavanca (Peça 18):
I. Obtenção da peça através do processo de desenvolvimento, do modelo e do
molde descritos no início desta seção. Cabe observar que na fabricação deste
encaixe não será necessário o uso de um macho nem será necessário levar peça à
fresadora no final do processo;

115
II. Efetuar marcações e levar peça à furadeira para abrir um furo de 5 mm de
diâmetro no centro da peça;
III. Lixar para melhorar acabamento superficial.
o Braço da alavanca (Peça 20):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção;
II. Efetuar marcações e levar peça à furadeira e abrir furo de 5 mm de diâmetro no
cilindro superior da peça;
III. Ainda na furadeira, abrir furos indicados para posterior alargamento;
IV. Realizar alargamento para obter um perfil para pino de diâmetro de 4 mm e um
outro de 2 mm, ambos com conicidade de 1:50.
o Alavanca (Peça 21):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção;
II. Produzir uma rosca M10 x 1,5;
III. Lixar para melhorar acabamento superficial.
o Copo da Alavanca (Peça 22):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção;
II. Numa plaina limadora, planificar uma superfície no cone com profundidade de
1,5 mm;
III. Efetuar marcações e levar peça à furadeira e abrir furo de 10 mm de diâmetro na
superfície planificada do item anterior;
IV. Também na furadeira, realizar um furo de 10 mm de diâmetro e 13,5 mm de
profundidade na base do copo seguido de um alargamento até 11 mm de
diâmetro e 2,5 mm de profundidade;
V. Ainda na furadeira, abrir furos indicados para posterior alargamento;

116
VI. Realizar alargamento para obter perfil para pino de diâmetro de 4 mm e
conicidade de 1:50.
o Eixo das alavancas (Peça 25):
I. Prender a peça com sobremetal de usinagem na placa de três castanhas, centrar e
facear;
II. Fazer furo de centro;
III. Colocar o contraponto;
IV. Efetuar as marcações;
V. Fazer torneamentos cilíndricos externos para obter os diâmetros indicados;
VI. Obter chanfros de 1 mm com torneamento cônico externo;
VII. Efetuar sangramentos com bedame de 1 mm de largura e profundidade de corte
de 0,5 mm;
VIII. Atentar-se aos filetes, não permitindo a formação de cantos vivos;
IX. Virar a peça e cortar o excesso de material;
X. Efetuar marcações e levar à furadeira para abrir furos indicados;
XI. Realizar alargamento para obter um perfil para pino de diâmetro de 7 mm e um
outro de 4 mm, ambos com conicidade de 1:50.
o Esfera de fixação (Peça 27):
I. Obtenção da peça através do processo de desenvolvimento, do modelo e do
molde descritos no início desta seção. Cabe observar que na fabricação desta
esfera não será necessário o uso de um macho nem será necessário levar peça à
fresadora no final do processo;
II. Lixar para melhorar acabamento superficial.
o Eixo IV (Peça 31):
I. Prender a peça com sobremetal de usinagem na placa de três castanhas, centrar e
facear;
II. Fazer furo de centro;
III. Colocar o contraponto;

117
IV. Efetuar as marcações;
V. Fazer torneamentos cilíndricos externos para obter os diâmetros indicados;
VI. Obter chanfros de 1 mm com torneamento cônico externo;
VII. Efetuar dois sangramentos com bedame de 1,1 mm de largura e profundidade de
corte de 0,4 mm;
VIII. Produzir novo sangramento com 1,3 mm de largura e profundidade de corte de
0,5 mm;
IX. Atentar-se aos filetes, não permitindo a formação de cantos vivos;
X. Virar a peça e cortar o excesso de material;
XI. Efetuar marcações e levar à fresadora para abrir rasgos de chaveta.
o Tampa do eixo IV (Peça 33):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção;
II. O modelo deve ser partido no centro da peça, paralelamente ao plano lateral;
III. Efetuar marcações;
IV. Levar peça à furadeira e abrir os 6 furos de 6 mm de diâmetro distanciados
uniformemente ao longo de um raio de 27,5 mm;
o Engrenagem 8 (Peça 34):
I. Levar peça com sobremetal de usinagem à fresadora, posicionar e facear;
II. Eliminar o excesso de material de forma com que a peça fique com 24 mm de
largura.
III. Efetuar corte com 5 mm de profundidade a partir do plano posterior para obter
diâmetro de 40 mm;
IV. Fazer fresamento de canaleta com fresa de topo em ambos os lados, com 3 mm
de profundidade e diâmetros maior e menor indicados na representação;
V. Levar a peça ao torno, prender na placa de três castanhas e centrar;
VI. Efetuar as marcações;
VII. Fazer torneamento cilíndrico externo para obter o diâmetro de 116 mm;
VIII. Retirar o contraponto e inserir broca para produzir o furo de centro;
IX. Alargar o furo;
118
X. Fazer torneamento cilíndrico interno para obter diâmetro de 18 mm;
XI. Realizar brochamento para abrir rasgo de chaveta;
XII. Levar à fresadora e obter os 56 dentes de módulo 2 com a fresa módulo através
de um fresamento tangencial de perfil.
o Tampas do eixo III (Peça 36):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção. Nesta peça não será necessária a
utilização de um macho;
II. O modelo deve ser partido no centro da peça, paralelamente ao plano lateral;
III. Efetuar marcações;
IV. Levar peça à furadeira e abrir os 6 furos de 6 mm de diâmetro distanciados
uniformemente ao longo de um raio de 27,5 mm.
o Engrenagem 7 (Peça 37):
I. Prender a peça com sobremetal de usinagem na placa de três castanhas, centrar e
facear;
II. Fazer furo de centro;
III. Colocar o contraponto;
IV. Efetuar as marcações;
V. Fazer torneamentos cilíndricos externos para obter os diâmetros de 48 mm e 30
mm;
VI. Obter chanfro de 1 mm com torneamento cônico externo;
VII. Efetuar sangramentos com bedame de 1,6 mm de largura e profundidade de
corte de 0,7 mm;
VIII. Atentar-se aos filetes, não permitindo a formação de cantos vivos;
IX. Retirar o contraponto e inserir broca para produzir o furo de centro;
X. Alargar o furo;
XI. Fazer torneamento cilíndrico interno para obter diâmetro de 18 mm;
XII. Retirar do torno e efetuar brochamento seguido de retificação para criar perfil
estriado interno;
XIII. Virar a peça ainda na fresadora e abrir rasgo de chaveta no local indicado;

119
XIV. Levar à fresadora horizontal e obter os 22 dentes de módulo 2 com a fresa
módulo através de um fresamento tangencial de perfil.
o Engrenagem 9 (Peça 39):
I. Levar peça com sobremetal de usinagem à fresadora, posicionar e facear;
II. Eliminar o excesso de material de forma com que a peça fique com 16 mm de
largura.
III. Efetuar corte com 3 mm de profundidade a partir do plano posterior para obter
diâmetro de 80 mm;
IV. Levar a peça ao torno, prender na placa de três castanhas e centrar;
V. Efetuar as marcações;
VI. Fazer torneamento cilíndrico externo para obter o diâmetro de 100 mm;
VII. Retirar o contraponto e inserir broca para produzir o furo de centro;
VIII. Alargar o furo;
IX. Fazer torneamento cilíndrico interno para obter diâmetro de 30 mm;
X. Realizar brochamento para abrir rasgo de chaveta;
XI. Levar à fresadora e obter os 48 dentes de módulo 2 com a fresa módulo através
de um fresamento tangencial de perfil.
o Encaixe Bloco Duplo (Peça 41):
I. Prender a peça com sobremetal de usinagem na placa de três castanhas, centrar e
facear;
II. Fazer furo de centro;
III. Colocar o contraponto;
IV. Efetuar as marcações;
V. Fazer torneamentos cilíndricos externos para obter os diâmetros de 70 mm e 80
mm;
VI. Atentar-se aos filetes, não permitindo a formação de cantos vivos;
VII. Retirar o contraponto e inserir broca para produzir o furo de centro;
VIII. Alargar o furo;
IX. Fazer torneamento cilíndrico interno para obter diâmetro de 30 mm;
X. Ainda na fresadora, abrir rasgo de chaveta no local indicado.

120
o Tampa de lubrificação (Peça 43):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção. Nesta peça não será necessária a
utilização de um macho;
II. O modelo deve ser partido no centro da peça, paralelamente ao plano lateral;
III. Efetuar marcações;
IV. Levar peça ao torno e criar rosca M56 x 5,5 na região indicada;
V. Ainda no torno, substituir a ferramenta e produzir superfície recartilhada;
o Engrenagem 6 (Peça 45):
I. Levar peça com sobremetal de usinagem à fresadora, posicionar e facear;
II. Eliminar o excesso de material de forma com que a peça fique com 17 mm de
largura.
III. Efetuar corte com 3 mm de profundidade a partir do plano posterior para obter
diâmetro de 40 mm;
IV. Levar a peça ao torno, prender na placa de três castanhas e centrar;
V. Efetuar as marcações;
VI. Fazer torneamento cilíndrico externo para obter o diâmetro de 82 mm;
VII. Retirar o contraponto e inserir broca para produzir o furo de centro;
VIII. Alargar o furo;
IX. Fazer torneamento cilíndrico interno para obter diâmetro de 40 mm;
X. Realizar brochamento para abrir rasgo de chaveta;
XI. Levar à fresadora e obter os 39 dentes de módulo 2 com a fresa módulo através
de um fresamento tangencial de perfil.
o Engrenagem 4 (Peça 46):
I. Levar peça com sobremetal de usinagem à fresadora, posicionar e facear;
II. Eliminar o excesso de material de forma com que a peça fique com 13 mm de
largura.
III. Levar a peça ao torno, prender na placa de três castanhas e centrar;
IV. Efetuar as marcações;

121
V. Fazer torneamento cilíndrico externo para obter o diâmetro de 100 mm;
VI. Retirar o contraponto e inserir broca para produzir o furo de centro;
VII. Alargar o furo;
VIII. Fazer torneamento cilíndrico interno para obter diâmetro de 40 mm;
IX. Realizar brochamento para abrir rasgo de chaveta;
X. Levar à fresadora e obter os 48 dentes de módulo 2 com a fresa módulo através
de um fresamento tangencial de perfil.
o Encaixe Bloco Triplo (Peça 48):
I. Prender a peça com sobremetal de usinagem na placa de três castanhas, centrar e
facear;
II. Fazer furo de centro;
III. Colocar o contraponto;
IV. Efetuar as marcações;
V. Fazer torneamentos cilíndricos externos para obter os diâmetros de 70 mm e 80
mm;
VI. Atentar-se aos filetes, não permitindo a formação de cantos vivos;
VII. Retirar o contraponto e inserir broca para produzir o furo de centro;
VIII. Alargar o furo;
IX. Fazer torneamento cilíndrico interno para obter diâmetro de 40 mm;
X. Ainda na fresadora, abrir rasgo de chaveta no local indicado.
o Engrenagem 2 (Peça 49):
I. Prender a peça com sobremetal de usinagem na placa de três castanhas, centrar e
facear;
II. Fazer furo de centro;
III. Colocar o contraponto;
IV. Efetuar as marcações;
V. Fazer torneamentos cilíndricos externos para obter os diâmetros de 64 mm e 40
mm;
VI. Obter chanfro de 1 mm com torneamento cônico externo;

122
VII. Efetuar sangramentos com bedame de 1,85 mm de largura e profundidade de
corte de 1,25 mm;
VIII. Atentar-se aos filetes, não permitindo a formação de cantos vivos;
IX. Retirar o contraponto e inserir broca para produzir o furo de centro;
X. Alargar o furo;
XI. Fazer torneamento cilíndrico interno para obter diâmetro de 18 mm;
XII. Retirar do torno e efetuar brochamento seguido de retificação para criar perfil
estriado interno;
XIII. Virar a peça ainda na fresadora e abrir rasgo de chaveta no local indicado;
XIV. Levar à fresadora horizontal e obter os 30 dentes de módulo 2 com a fresa
módulo através de um fresamento tangencial de perfil.
o Eixo III (Peça 50):
I. Prender a peça com sobremetal de usinagem na placa de três castanhas, centrar e
facear;
II. Fazer furo de centro;
III. Colocar o contraponto;
IV. Efetuar as marcações;
V. Fazer torneamentos cilíndricos externos para obter os diâmetros de 17 mm e 22
mm;
VI. Obter chanfros de 1 mm com torneamento cônico externo;
VII. Efetuar dois sangramentos com bedame de 1,1 mm de largura e profundidade de
corte de 0,5 mm;
VIII. Atentar-se aos filetes, não permitindo a formação de cantos vivos;
IX. Virar a peça e cortar o excesso de material;
X. Efetuar marcações e levar à fresadora, onde será utilizada uma fresa geradora de
estrias paralelas para obter as estrias com as dimensões indicadas na
representação;
XI. Fazer retificação das estrias;

123
o Eixo II (Peça 53):
I. Prender a peça com sobremetal de usinagem na placa de três castanhas, centrar e
facear;
II. Fazer furo de centro;
III. Colocar o contraponto;
IV. Efetuar as marcações;
V. Fazer torneamentos cilíndricos externos para obter os diâmetros indicados;
VI. Obter chanfros de 1 mm com torneamento cônico externo;
VII. Efetuar dois sangramentos com bedame de 1,1 mm de largura e profundidade de
corte de 0,4 mm e em seguida fazer outros dois com 1,3 mm de largura e 0,5
mm de profundidade de corte;
VIII. Atentar-se aos filetes, não permitindo a formação de cantos vivos;
IX. Virar a peça e cortar o excesso de material;
X. Efetuar marcações e levar à fresadora para abrir rasgos de chaveta;
XI. Levar peça ao torno e formar nela uma rosca M16 x 2,0 numa das extremidades.
o Tampa do eixo II (Peça 56):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção;
II. O modelo deve ser partido no centro da peça, paralelamente ao plano lateral;
III. Efetuar marcações;
IV. Levar peça à furadeira e abrir os 6 furos de 6 mm de diâmetro distanciados
uniformemente ao longo de um raio de 27,5 mm.
o Engrenagem 1 (Peça 57):
I. Levar peça com sobremetal de usinagem à fresadora, posicionar e facear;
II. Eliminar o excesso de material de forma com que a peça fique com 18 mm de
largura.
III. Efetuar corte com 5 mm de profundidade a partir do plano posterior para obter
diâmetro de 40 mm;

124
IV. Fazer fresamento de canaleta com fresa de topo em ambos os lados, com 3 mm
de profundidade e diâmetros maior e menor indicados na representação;
V. Levar a peça ao torno, prender na placa de três castanhas e centrar;
VI. Efetuar as marcações;
VII. Fazer torneamento cilíndrico externo para obter o diâmetro de 100 mm;
VIII. Retirar o contraponto e inserir broca para produzir o furo de centro;
IX. Alargar o furo;
X. Fazer torneamento cilíndrico interno para obter diâmetro de 18 mm;
XI. Realizar brochamento para abrir rasgo de chaveta;
XII. Levar à fresadora e obter os 48 dentes de módulo 2 com a fresa módulo através
de um fresamento tangencial de perfil.
o Espaçador 35,75 mm (Peça 58):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção;
II. Levar ao torno para melhorar seu acabamento interno através de um
torneamento cilíndrico interno.
o Engrenagem 3 (Peça 59):
I. Levar peça com sobremetal de usinagem à fresadora, posicionar e facear;
II. Eliminar o excesso de material de forma com que a peça fique com 23 mm de
largura.
III. Efetuar corte com 5 mm de profundidade a partir do plano posterior para obter
diâmetro de 50 mm;
IV. Fazer fresamento de canaleta com fresa de topo em ambos os lados, com 3 mm
de profundidade e diâmetros maior e menor indicados na representação;
V. Levar a peça ao torno, prender na placa de três castanhas e centrar;
VI. Efetuar as marcações;
VII. Fazer torneamento cilíndrico externo para obter o diâmetro de 64 mm;
VIII. Retirar o contraponto e inserir broca para produzir o furo de centro;
IX. Alargar o furo;
X. Fazer torneamento cilíndrico interno para obter diâmetro de 18 mm;

125
XI. Realizar brochamento para abrir rasgo de chaveta;
XII. Levar à fresadora e obter os 30 dentes de módulo 2 com a fresa módulo através
de um fresamento tangencial de perfil.
o Espaçador 20,75 mm (Peça 60):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção;
II. Levar ao torno para melhorar seu acabamento interno através de um
torneamento cilíndrico interno.
o Engrenagem 5 (Peça 62):
I. Levar peça com sobremetal de usinagem à fresadora, posicionar e facear;
II. Eliminar o excesso de material de forma com que a peça fique com 19 mm de
largura.
III. Efetuar corte de 5 mm de profundidade a partir do plano posterior para obter
diâmetro de 40 mm e no plano oposto, efetuar corte de 1,5 mm de profundidade
para obter o mesmo diâmetro;
IV. Fazer fresamento de canaleta com fresa de topo em ambos os lados, com 3 mm
de profundidade e diâmetros maior e menor indicados na representação;
V. Levar a peça ao torno, prender na placa de três castanhas e centrar;
VI. Efetuar as marcações;
VII. Fazer torneamento cilíndrico externo para obter o diâmetro de 82 mm;
VIII. Retirar o contraponto e inserir broca para produzir o furo de centro;
IX. Alargar o furo;
X. Fazer torneamento cilíndrico interno para obter diâmetro de 18 mm;
XI. Realizar brochamento para abrir rasgo de chaveta;
XII. Levar à fresadora e obter os 39 dentes de módulo 2 com a fresa módulo através
de um fresamento tangencial de perfil.

126
o Anel Pescador (Peça 63):
I. Numa chapa metálica de 6 mm de espessura realizar o corte de uma
circunferência de 132 mm de diâmetro;
II. Com uma fresadora, realizar um desbaste circular de 2 mm em cada face do
disco de modo a obter um ressalto de 38 mm de diâmetro;
III. Abrir um furo no centro e realizar o acabamento com um torno cilíndrico para
obter um furo com 18 mm de diâmetro.
IV. Com um compasso para corte circular, fazer ranhuras nas duas faces com os
diâmetros apresentados no desenho;
V. Com uma lixa, criar uma superfície com ranhuras na espessura do disco.
o Tampa dos Rolamentos (Peça 64):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção;
II. Melhorar o acabamento interno da tampa numa fresadora;
III. Efetuar as marcações;
IV. Levar a peça à uma furadeira e abrir os quatro furos passantes com 6 mm de
diâmetro.
o Engrenagem 10 (Peça 65):
I. Levar peça com sobremetal de usinagem à fresadora, posicionar e facear;
II. Eliminar o excesso de material de forma com que a peça fique com 18 mm de
largura.
III. Efetuar corte com 5 mm de profundidade a partir do plano posterior para obter
diâmetro de 40 mm;
IV. Fazer fresamento de canaleta com fresa de topo em ambos os lados, com 3 mm
de profundidade e diâmetros maior e menor indicados na representação;
V. Levar a peça ao torno, prender na placa de três castanhas e centrar;
VI. Efetuar as marcações;
VII. Fazer torneamento cilíndrico externo para obter o diâmetro de 64 mm;
VIII. Retirar o contraponto e inserir broca para produzir o furo de centro;
IX. Alargar o furo;

127
X. Fazer torneamento cilíndrico interno para obter diâmetro de 18 mm;
XI. Realizar brochamento para abrir rasgo de chaveta;
XII. Levar à fresadora e obter os 30 dentes de módulo 2 com a fresa módulo através
de um fresamento tangencial de perfil.
o Espaçador 25,3 mm (Peça 66):
I. Obtenção da peça através do processo de desenvolvimento do macho, do modelo
e do molde descritos no início desta seção;
II. Levar ao torno para melhorar seu acabamento interno através de um
torneamento cilíndrico interno.

128
Anexo I – Desenhos Técnicos
Peça 3 - Polia menor
Peça 6 - Vareta de óleo
Peça 7 - Polia maior
Peça 13 - Partição superior da carcaça
Peça 14 - Partição intermediária da carcaça
Peça 15 - Partição inferior da carcaça
Peça 16 - Prato Bloco Duplo
Peça 17 - Prato Bloco Triplo
Peça 18 - Encaixe alavanca
Peça 20 - Braço da alavanca
Peça 21 - Alavanca
Peça 22 - Copo da Alavanca
Peça 25 - Eixo das alavancas
Peça 27 - Esfera de fixação
Peça 31 - Eixo IV
Peça 33 - Tampa do eixo IV
Peça 34 - Engrenagem 8
Peça 36 - Tampas do eixo III
Peça 37 - Engrenagem 7
Peça 39 - Engrenagem 9
Peça 41 - Encaixe Bloco Duplo
Peça 43 - Tampa de lubrificação
Peça 45 - Engrenagem 6
Peça 46 - Engrenagem 4
Peça 48 - Encaixe Bloco Triplo
Peça 49 - Engrenagem 2
Peça 50 - Eixo III
Peça 53 - Eixo II
Peça 56 -Tampa do eixo II
Peça 57 - Engrenagem 1
Peça 58 - Espaçador 35,75 mm
Peça 59 - Engrenagem 3
Peça 60 - Espaçador 20,75 mm
Peça 62 - Engrenagem 5
Peça 63 - Anel Pescador
Peça 64 - Tampa dos Rolamentos
Peça 65 - Engrenagem 10
Peça 66 - Espaçador 25,3 mm

Escala 1: 2
75
6 +
-0,0150,015
12,
80 + 0,
100
0
20 + 0,021
0
13 2 3
34°
49
13
14,
50
N6
Cantos vivos devem ser adoçadosAfastamento Geral: 0,1
3 N8(N6
)
3 Polia Menor 1 Ferro Fundido 130 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 3
Projeto de Graduação

Superfície Recartilhada
Nível Máximo
Nível Mínimo
0,30
15 50
4
115
12
10 5
16
R2 3
Afastamento Geral: 0,1
N86
6 Vareta de Óleo 1 Aço AISI 1030 17 x 140Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 6
Projeto de Graduação

Escala 1: 5 R20
R120
R50
5 +-0,0150,015
300
16 +
0,0180
10,
3 + 0,
100
0
49 3
8°
13
3
2 3
5
17
13
21
54 66
N6
N8(N6
)7
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
7 Polia Maior 1 Ferro Fundido 1030 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:2
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 7
Projeto de Graduação

20
R35
10 17,50
250
40 - 00,025
R25 R18
60°
R27,50
6 furos M6 x 1,0 20 rosqueados
10 1
0
156
,90
80
50,50
30
20
14
15
17,50
12
3
Rosca Tampa
Rosca Gancho
6 furos M6 x 1 passantes
15
40
136,90
10
148,90 148,90
R7,50
2
313,80 290
R185 N8
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
13 N11(N8
)
13 Carcaça Superior 1 Ferro Fundido 1700 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Projeto de Graduação
Peça 13
Caio César de Brito
Variador de Velocidade Data: 21/07/15
1º Diedro
Escala 1:5
Unidade: mmUFRJProf. Armando Carlos de Pina Filho

76,90
87,80 115,05
313,80
156,90 1
5 8
120
°
4
20
39
R20
R35
40
-0 0,02
5
R18
R25
60° R27,50
313,80
273,80
290 78
34
30
R10
R6
N8
N8
17,
50
146,90 10 14
103
,15
10
10
15
24
4,50
21
222
22
3
12 furos M6 x 1 passantes
12 furos M6 x 1,0 20 rosqueados
4 furos M6 x 1 passantes
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
14 N11(
N8)
14 Carcaça Intermediária 1 Ferro Fundido 1310 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Projeto de Graduação
Peça 14
Caio César de Brito
Variador de Velocidade Data: 21/07/15
1º Diedro
Escala 1:5
Unidade: mmUFRJProf. Armando Carlos de Pina Filho

15
155
8
333,80
16,90
10 10
89
15
R10 30
21,80
135
15
R7,50
170
14
100 25
17,50
R35
40
-0 0,02
5
R25 R18
60°
R27,50
6 furos M10 x 1,25 passantes
6 furos M6 x 1,0 20 rosqueados
313,80
290
222
17,
50
146,90
35,80 136,50
100
61
10
10
22
3 12
6 furos M6 x 1 passantes
4 furos M6 x 1 passantes
M14 x 1,5
71
253,80
240
250
N8N8
N8
N11(N8
)15
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
15 Carcaça Inferior 1 Ferro Fundido 3225 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Projeto de Graduação
Peça 15
Caio César de Brito
Variador de Velocidade Data: 21/07/15
1º Diedro
Escala 1:5
Unidade: mmUFRJProf. Armando Carlos de Pina Filho

60
12
10
33,71° 32,34°
42
Furo escareado M4
118
°
0,80
13
16 N11
Afastamento Geral: 0,1
16 Prato Bloco Triplo 1 Ferro Fundido 8500 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 16
Projeto de Graduação

60
12
10
42
40,24°
90°
Furo escareado M4
13
0,80
118
°
Afastamento Geral: 0,1
N1117
17 Prato Bloco Duplo 1 Ferro Fundido 8500 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 17
Projeto de Graduação

18
5
5
10
ch 0,5
N1118
Afastamento Geral: 0,1
18 Encaixe Alavanca 2 Ferro Fundido 1 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 5:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 18
Projeto de Graduação

14
5
20
10
8
17
46,85
3
50
60°
24
Furo para pino cônico (1:50)
N1120
Afastamento Geral: 0,1
20 Braço Alavanca 2 Ferro Fundido 25 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 20
Projeto de Graduação

R E
SF. 1
5
15
1
30 12
M10 x 1,5
N1121
Afastamento Geral: 0,1
21 Alavanca 2 Ferro Fundido 21 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 21
Projeto de Graduação

10
30
58
70°
A
A
10
12 1
1
11 10 2
,50
1,50 21
13,30
10
CORTE A-A
Furo para pino cônico M4 (1:50)
Afastamento Geral: 0,1
N1122
22 Copo 2 Ferro Fundido 60 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 22
Projeto de Graduação

106,98
1 1 45,85 42
16,13 23 11
0,5
0
0,5
0
15
10
12
ch1
Furo para pino cônico M4 (1:50)
Furo para pino cônico M2 (1:50)
N825
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
25 Eixo Alavanca 2 Aço AISI 1030 Q e T 17 x 110
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 25
Projeto de Graduação

Escala 1: 2
61
4,30
12 30,50
14 7,45
12 19
3 + 0,
100
0
3,5
0 + 0,
100
0
1
67,30
16
5 -0 0,
030
15
17
+ +0,01
80,
007
18
+ +0,01
20,
001
1,10 1,30
6 -0 0,
030
20
17
+ +0,01
80,
007
1,10
5,45
175 0
,4
ch 1
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
N631
31 Eixo IV 1 Aço SAE 1050 20 x 178Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 31
Projeto de Graduação

70
55
A
A
6 furos 6
5
2,1
0
8
1
4
40
21
26
8
CORTE A-A
ch 0,3
ch 0,5
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
N1133
33 Tampa Eixo IV 1 Ferro Fundido 25 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 33
Projeto de Graduação

N6
10
0
10
7
40
6 +-0,0150,015
11,
80 + 0,
100
0
18 +
0,0180
A
6,28
3,14
DETALHE AESCALA 2 : 1
24
3 8
11
6
11
2
19
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
34 N8(N6
)
Dentes da engrenagem devem ser coroados
34 Engrenagem 8 (m = 2, z = 56, Ө = 20 ) 1 Aço AISI 1030 Q e T 118 x 25
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:2
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 34
Projeto de Graduação

70
55
A
A6 furos 6
40
1
5
2,1
0 6
8 R1
35
,80
CORTE A-A
ch 0,5
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
N1136
36 Tampa Eixo III 2 Ferro Fundido 25 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 36
Projeto de Graduação

39
35
30 +
+ 0,0150,002
6 ++ 0,0580,010
22
+ 0,1
30
0
18
+ 0,01
80
A
6,28 3,
14
DETALHE AESCALA 2 : 1
28
19
32
2 2
1,60 0
,70
4 + 0,
200
0
57,70
2,10 48
44
ch 1
8 - 00,036
N6
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
37 N8(N6
)
Dentes da engrenagem devem ser coroados
37 Engrenagem 7 (m = 2, z = 22, Ө = 20 ) 1 Aço AISI 1030 Q e T 50 x 59
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 37
Projeto de Graduação

N6
91
8 +-0,0180,018
18,
30 + 0,
200
0
30
+ 0,0
21
0
A
6,28
3,14
DETALHE AESCALA 2 : 1
16
3
80
13
10
0
96
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
39 N8(N6
)
Dentes da engrenagem devem ser coroados
39 Engrenagem 9 (m = 2, z = 48, Ө = 20 ) 1 Aço AISI 1030 Q e T 102 x 18
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:2
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 39
Projeto de Graduação

18,
30 + 0,
200
0
8 +-0,0180,018
30 +
0,021
0
80
70
10
16
Afastamento Geral: 0,1
41 N8
Cantos vivos devem ser adoçados
41 Encaixe Bloco Duplo 1 Aço AISI 1030 80 x 18
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 41
Projeto de Graduação

Superfície Recartilhada
56
82
A
A M56 x 5,5
7
10
6
2
6,50
CORTE A-A
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
N1143
43 Tampa Lubrificação 1 Ferro Fundido 60 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 43
Projeto de Graduação

Escala 1: 2
N6
73
12 +-0,0210,022
23,
30 + 0,
200
0
65
40 +
0,0250
A
6,28
3,14
DETALHE AESCALA 2 : 1
17
3
14
82
78
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
45 N8(N6
)
Dentes da engrenagem devem ser coroados
45 Engrenagem 6 (m = 2, z = 39, Ө = 20 ) 1 Aço AISI 1030 Q e T 84 x 18
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 45
Projeto de Graduação

Escala 1: 2
N6
12 +-0,0210,022
23,
30 + 0,
200
0
91
40 + 0,0250
A
6,28 3,14
DETALHE AESCALA 2 : 1
10
0 13
96
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
46 N8(N6
)
Dentes da engrenagem devem ser coroados
46 Engrenagem 4 (m = 2, z = 48, Ө = 20 ) 1 Aço AISI 1030 Q e T 102 x 15
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 46
Projeto de Graduação

23,
30 + 0,
200
0
12 +-0,0210,022
40 +
0,025
0
80
70
10
16
N848
48 Encaixe Bloco Triplo 1 Aço AISI 1030 80 x 18
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 48
Projeto de Graduação

12 - 00,043
N6
22 +
0,1300
18
+ 0,01
80
50
40
+ +0,
018
0,00
2
6 ++ 0,0580,010
55
A 3,75
1,85 40
67,60
13
3
3 3
1,2
5
5 + 0,
200
0
64
60
ch 1
6,28
3,14
DETALHE AESCALA 2 : 1
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
49 N8(N6
)
Dentes da engrenagem devem ser coroados
49 Engrenagem 2 (m = 2, z = 30, Ө = 20 ) 1 Aço AISI 1030 Q e T 66 x 69
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:2
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 49
Projeto de Graduação

284
1
1,10
12
17 + +0,
018
0,00
7
15,10
0,4
253,80
ch 1
Escala 1: 2
22
- -0,30
00,
430
6 --0,0300,060
18 -- 0,032
0,059
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
N650
50 Eixo III 1 Aço SAE 1050 24 x 287Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 50
Projeto de Graduação

20,50
34,30
24
12
5,75
118
6
4,15
12
21
14
16 59,75
16,25 3 + 0,
100
0
3,5
0 + 0,
100
0
16
+ +0,01
20,
001
5 -0 0,
030
17
+ +0,01
80,
007
18
20
17 + +0,
018
0,00
7
1,30 1,10
1 6 -0 0,
030
1,10 1,30
243,50 0
,4
0,5
18
+ +0,01
20,
001
ch 1
M16 x 2,0
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
N653
53 Eixo II 1 Aço SAE 1050 21 x 246Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:2
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 53
Projeto de Graduação

40
70
55
A
A
6 furos 6
5
2,1
0
8
4
28
40
1
23
8
2
CORTE A-A
ch 0,3
ch 0,5
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
N1156
56 Tampa Eixo II 1 Ferro Fundido 25 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 56
Projeto de Graduação

80
6 +-0,0150,015
91
11,
80 + 0,
100
0
18 +
0,0180
40
A
N6 6,28
3,14
DETALHE AESCALA 2 : 1
13
20
18
3
5 10
0
96
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
N8(N6
)57
Dentes da engrenagem devem ser coroados
57 Engrenagem 1 (m = 2, z = 48, Ө = 20 ) 1 Aço AISI 1030 Q e T 102 x 20
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:2
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 57
Projeto de Graduação

22
18 ++
0,0340,016 35,75
Afastamento Geral: 0,1
N858
58 Espaçador 35,75 mm 1 Latão 22 x 37
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 2:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 58
Projeto de Graduação
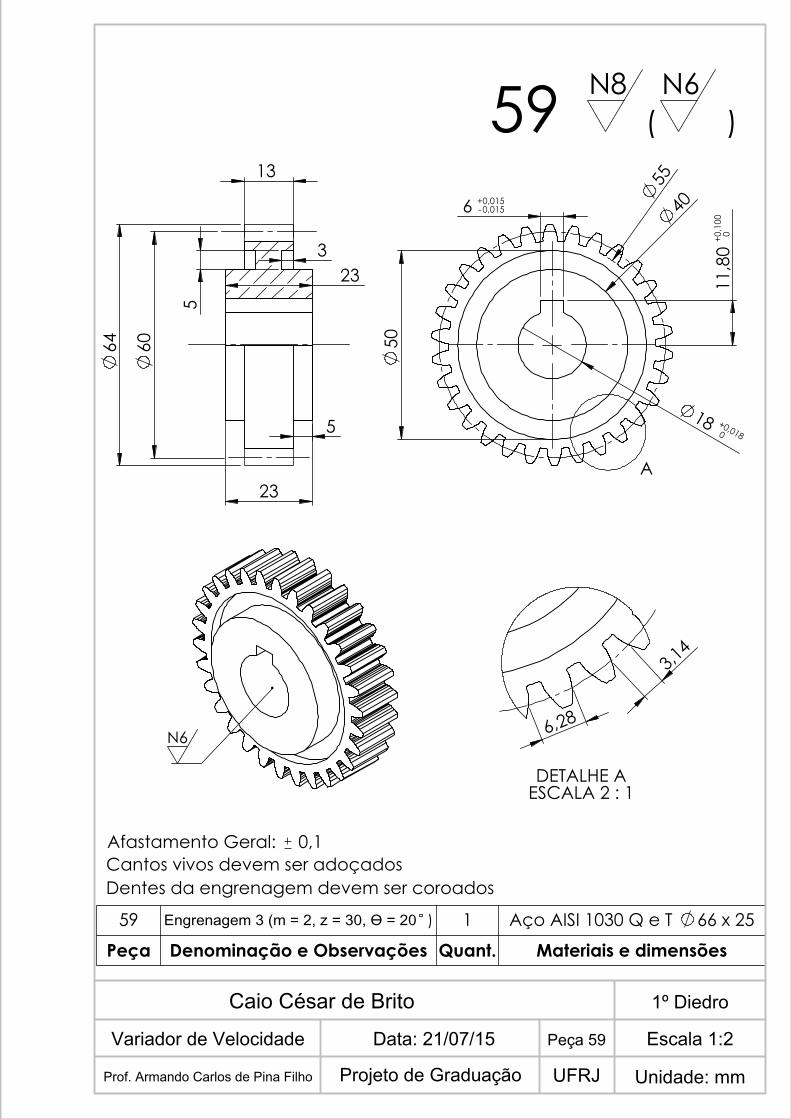
N6
6 +-0,0150,015
55
50
40
11,
80 + 0,
100
0
18 +
0,0180 A
6,28
3,14
DETALHE AESCALA 2 : 1
13
23
5
3
5
23
64
60
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
59 N8(N6
)
Dentes da engrenagem devem ser coroados
59 Engrenagem 3 (m = 2, z = 30, Ө = 20 ) 1 Aço AISI 1030 Q e T 66 x 25
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:2
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 59
Projeto de Graduação

22
18 ++
0,0340,016
20,75
Afastamento Geral: 0,1
60 N8
60 Espaçador 20,75 mm 1 Latão 22 x 22
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 2:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 60
Projeto de Graduação

Escala 1: 2
N6
65
40
73
11,
80 + 0,
100
0
6 +-0,0150,015
18 + 0,018
0
A
3,14
6,28
DETALHE AESCALA 2 : 1
14
19
8 3
1,50
82
78
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
62 N8(N6
)
Dentes da engrenagem devem ser coroados
62 Engrenagem 5 (m = 2, z = 39, Ө = 20 ) 1 Aço AISI 1030 Q e T 84 x 20
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 62
Projeto de Graduação

Afastamento Geral: 0,1Cantos vivos devem ser adoçados
63 N8
132
38
18
10
50
10
10
A
A
C
2
6
B
CORTE A-A
0,20
1
DETALHE BESCALA 10 : 1
1 1
DETALHE CESCALA 5 : 1
63 Anel Pescador 1 Aço SAE 1030 135x135x6
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:2
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 63
Projeto de Graduação

R25 R18
R20
5
N8
12
12
100
35,
80
R3
8 12
M6 x 1,0
Afastamento Geral: 0,1
64 N11(N8
)
64 Tampa Rolamentos 1 Ferro Fundido 25 cm³
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 64
Projeto de Graduação

N6
55
50
40
6 +-0,0150,015
11,
80 + 0,
100
0
18 +
0,0180
A
6,28
3,14
DETALHE AESCALA 2 : 1
18
3 8
64
13
60
Afastamento Geral: 0,1Cantos vivos devem ser adoçados
65 N8(N6
)
Dentes da engrenagem devem ser coroados
65 Engrenagem 10 (m = 2, z = 30, Ө = 20 ) 1 Aço AISI 1030 Q e T 66 x 20
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 1:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 65
Projeto de Graduação

22
18 ++
0,0340,016 25,30
Afastamento Geral: 0,1
N866
66 Espaçador 25,3 mm 1 Latão 22 x 26
Peça Denominação e Observações Quant. Materiais e dimensões
Prof. Armando Carlos de Pina Filho UFRJ Unidade: mm
Escala 2:1
1º Diedro
Data: 21/07/15Variador de Velocidade
Caio César de Brito
Peça 66
Projeto de Graduação

12
3 54
381
424
A
A
13
14
15
1617
B
B
1
3
4
2
5
9
12
10
8
6
11
7
CORTE A-AESCALA 1 : 2
201918
21
23
22
24
27
26
25
CORTE B-BESCALA 1 : 2
28
31
33
35
36
39 40 42 43 46 47
49
45
48
30
51
52
54
53
55
575962 5860636566
4137 38
61
50
29
44
32
56
34
64
555
67
68
68 Parafuso Cab. Sextavada 4 M6 x 1,0 x 30 - General Fix: 102.6P.06.030
67 Motor Elétrico 1 WEG Quattro W2266 Espaçador 25,3 mm 1 Latão 22 x 2665 Engrenagem 10 1 Aço AISI 1030 Q e T 66 x 2064 Tampa dos Rolamentos 1 Ferro Fundido 25 cm³63 Anel Pescador 1 Aço SAE 1030 135x135x6 62 Engrenagem 5 1 Aço AISI 1030 Q e T 84 x 2061 Bujão de Esvaziamento 1 M14x1,50x10- Dorman: 090-07560 Espaçador 20,75 mm 1 Latão 22 x 2259 Engrenagem 3 1 Aço AISI 1030 Q e T 66 x 2558 Espaçador 35,75 mm 1 Latão 22 x 3757 Engrenagem 1 1 Aço AISI 1030 Q e T 102 x 2056 Tampa Eixo II 1 Ferro Fundido 25 cm³55 Retentor Entrada 1 d=17mm SKF: 17x28x7 HMS5 RG54 Chaveta Polia Maior 1 Chaveta DIN 6885 Tipo A -
5x5x21 [mm]53 Eixo II 1 Aço SAE 1050 21 x 24652 Porca Sextavada 1 M16 x 2,0 -Ciser: 60556600-1651 Arruela de pressão 1 D = 16 mm - Ciser: 80155100-1650 Eixo III 1 Aço SAE 1050 24 x 28749 Engrenagem 2 1 Aço AISI 1030 Q e T 66 x 6948 Encaixe bloco triplo 1 Aço AISI 1030 80 x 1847 Chaveta Bloco Triplo 1 Chaveta DIN 6885 Tipo B -
12x8x28 [mm]46 Engrenagem 4 1 Aço AISI 1030 Q e T 102 x 1545 Engrenagem 6 1 Aço AISI 1030 Q e T 84 x 1844 Anel de Retenção Bloco Triplo 1 D1= 40 mm - Acoforma: 50104043 Tampa Lubrificação 1 Ferro Fundido 60 cm³42 Anel de retenção Bloco Duplo 1 D1= 30 mm - Acoforma: 50103041 Encaixe bloco duplo 1 Aço AISI 1030 80 x 1840 Olhal de suspensão 2 M12 x 1,75 - QualityFix: OPA-01239 Engrenagem 9 1 Aço AISI 1030 Q e T 102 x 1838 Chaveta Bloco Duplo 1 Chaveta DIN 6885 Tipo B -
8x7x20 [mm]37 Engrenagem 7 1 Aço AISI 1030 Q e T 50 x 5936 Tampa Eixo III 2 Ferro Fundido 25 cm³35 Anel de retenção 17 6 D1= 17 mm - Acoforma: 50101734 Engrenagem 8 1 Aço AISI 1030 Q e T 118 x 2533 Tampa Eixo IV 1 Ferro Fundido 25 cm³32 Retentor Saída 1 d=15mm SKF: 15x26x7 HMS5 RG31 Eixo IV 1 Aço SAE 1050 20 x 17830 Rolamento 6 SKF 620329 Anel de Retenção 18 3 D1= 18 mm - Acoforma: 50101828 Chaveta Paralela 5 Chaveta DIN 6885 Tipo B -
6x6x14 [mm]27 Esfera de Fixação 2 8,50 mm26 Mola de Fixação 2 P=2, L=8,5, De=7, Di=5, d=125 Pino Cônico menor 2 2x22 - Casafer: 1-01202524 Pino Cônico maior 2 4x55 - Casafer: 1-02604023 Eixo da alavanca 2 Aço AISI 1030 Q e T 17 x 11022 Copo 2 Ferro Fundido 60 cm³21 Alavanca 2 Ferro Fundido 21 cm³20 Braço da Alavanca 2 Ferro Fundido 25 cm³19 Pino Alavanca 2 5x24 - Casafer: 7-05002418 Encaixe Alavanca 2 Ferro Fundido 1 cm³17 Prato Bloco Duplo 1 Ferro Fundido 8500 cm³16 Prato Bloco Triplo 1 Ferro Fundido 8500 cm³15 Carcaça Superior 1 Ferro Fundido 1700 cm³14 Carcaça Intermediária 1 Ferro Fundido 1310 cm³13 Carcaça Inferior 1 Ferro Fundido 3225 cm³12 Parafuso Cab. Sextavada 8 M6 x 1,0 x 60 - General Fix:
100.6P.06.06011 Porca Sextavada 28 M6 x 1,0 - Ciser: 60525700-610 Parafuso Cab. Sextavada 12 M6 x 1,0 x 25 - General Fix:
102.6P.06.0259 Arruela Plana 68 D = 6 mm - Ciser: 80625100
8 Parafuso Cab. Sextavada 24 M6 x 1,0 x 20 - General Fix: 102.6P.06.020
7 Polia Maior 1 Ferro Fundido 1030 cm³6 Vareta de óleo 1 Aço AISI 1030 17 x 1405 Correia 3 Goodyear Multi-V 3T A-464 Chaveta Parela 1 Chaveta DIN 6885 Tipo B -
6x6x28 [mm]3 Polia Menor 1 Ferro Fundido 130 cm³2 Arruela de pressão 1 D = 20 mm - Ciser: 80165100-201 Porca Sextavada 1 M20 x 2,5 -Ciser: 60566800-20
Peça Denominação e observações Quant. Material e dimensões
POSIÇÕES DAS ALAVANCAS
110,5 RPM : 2-5176,8 RPM : 3-5282,9 RPM : 1-5450,0 RPM : 2-4720,0 RPM : 3-4
1152,0 RPM : 1-4
24
A
R
23 2345678910111213141516171819202122 1
115 1322 1124 917 7 521 19 214 1216 1023 820 618 4 3
B
Q
P
N
M
L
K
J
H
G
F
E
D
C
A
P
M
K
H
F
D
R
Q
B
N
L
J
G
E
C
Projeto de Graduação
Conjunto
Caio César de Brito
Variador de Velocidade Data: 21/07/15
1º Diedro
Escala 1:2
Unidade: mmUFRJProf. Armando Carlos de Pina Filho





























