Embed Size (px)
Citation preview
Projet pilote de récupération et recyclage des tubulures d’érablières
PROJET DE RÉCUPÉRATION ET DE RECYCLAGE
DES TUBULURES D’ÉRABLIÈRES
avec la participation financière de RECYC-QUÉBEC
Version juillet 2012
2
TABLE DES MATIÈRES
1. Mise en contexte ……………………………………………………………………………………………..…… 3a. Historique du projet …………………………………………………………………………………………. 3b. Problématiques et objectifs …………………………………………………………………..…………… 3c. Échéancier ………………………………………………………………… …………………………….…….. 5d. Partenaires du projet ……………………………………………………………………….……………….. 5
2. Procédure d’extraction et de préparation de la tubulure en forêtpour les acériculteurs ……………………………………………………………………………………….… 6
3. Méthodes relatives au prétraitement de la tubulure à l’écocentre ……………………. 8a. Descriptions des tubulures à recycler …………………………………………………………………. 8b. Méthodes utilisées ………………………………………………………………….……………………….. 11
- Collecteur / Maitre-ligne …………………………………………….…………………………………. 11- 5/16 ………………………………………………………………………….………………………………. 16
4. Recommandations générales ……………………………………………………………………………… 21
5. Conclusion du projet …………………………………………………………………………………………… 23
Annexe n°1 : Méthode de désinstallation de la tubulure en forêt ………………..…… 24
Annexe n°2 : Conditions à respecter pour l’apport de tubuluresd’érablières dans les écocentres de la RIDT …………………………….....…………………….. . 29
Annexe n°3 : Bilan financier du projet ………………………………………………………………. 30
3
1. Mise en contexte
La Régie intermunicipale des déchets de Témiscouata (RIDT) est un organisme public qui a pourmandat la gestion des matières résiduelles sur l’ensemble du territoire du Témiscouata. Ainsi, en 2007,les 20 municipalités membres ont confié leur compétence à la RIDT. Depuis ce temps, de nombreuxprojets ont été mis en place afin d’offrir à l’ensemble des citoyens et entreprises de la région desservices de proximité et de qualité, services qui ont toujours comme objectif de répondre auxexigences environnementales en vigueur. La RIDT est d’ailleurs responsable de la mise en applicationdu Plan de Gestion des Matières Résiduelles (PGMR) de la MRC de Témiscouata.
a. Historique du projet
Depuis de nombreuses années, la RIDT est interpellée par différents partenaires pour essayer detrouver des débouchés pour les matières plastiques issues des activités acéricoles. Une vague massivede changements de tubulures est prévue prochainement au Témiscouata et ailleurs au Québec. Eneffet, la durée de vie utile moyenne de ces matériaux est d’environ 10 à 15 ans selon les installations.
La principale problématique du projet tient au fait que les tubulures employées ne peuvent êtresimplement extraites de la forêt et envoyées vers une usine de transformation, car elles sontconstituées de plusieurs types des plastiques différents et contaminées par d’autres matières tel quedes fils ou des bagues métalliques.
Durant un certain temps, la consigne donnée aux acériculteurs était de mettre leurs tubulures dans lesbacs de récupération à destination du centre de tri des matières recyclables. Malheureusement, ceprocessus créait de nombreux problèmes au centre de tri du fait de l’enroulement de tubulures sur leschaines de tri et autres équipements. Cette méthode a été abandonnée, car elle s’avérait trop coûteusepour le centre de tri.
Après de multiples démarches, la RIDT a réussi à s’associer à l’entreprise Recyc RPM afin de soumettreun projet-pilote ayant pour principal but de trouver une méthode simple, efficace et peu coûteusepermettant à des organisations publiques ou privées d’envoyer les tubulures récupérées sur leurterritoire vers une filière de recyclage.Dans le cadre de ce projet, l’entreprise Recyc RPM a été un partenaire important en tant que filière derecyclage. Située à Saint-Damien dans le comté de Bellechasse, à 70 km de Québec, Recyc RPM œuvredans le domaine du recyclage des plastiques depuis sa fondation en 1989. Elle se spécialise dans latransformation de polymères selon divers procédés de granulation, de lavage, d'extrusion et demélanges spécialisés; ainsi que la distribution de résine vierge et de résine hors spécification.
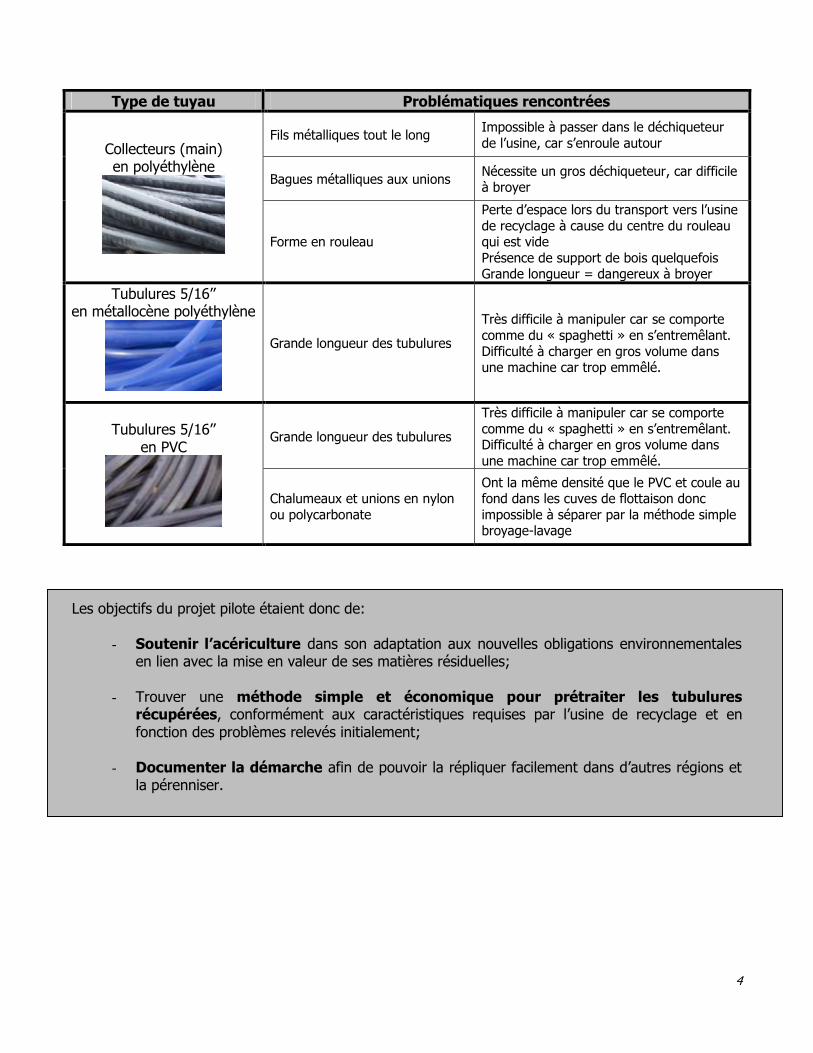
b. Problématiques et objectifsSuite aux discussions avec Recyc RPM sur les caractéristiques des plastiques à gérer dans le cadre duprojet, les principaux problèmes suivants ont été soulevés et le projet visait à trouver des solutions àceux-ci.
Matériaux bruts (intrants) avec contaminants
4
Type de tuyau Problématiques rencontrées
Collecteurs (main)en polyéthylène
Fils métalliques tout le long Impossible à passer dans le déchiqueteurde l’usine, car s’enroule autour
Bagues métalliques aux unions Nécessite un gros déchiqueteur, car difficileà broyer
Forme en rouleau
Perte d’espace lors du transport vers l’usinede recyclage à cause du centre du rouleauqui est videPrésence de support de bois quelquefoisGrande longueur = dangereux à broyer
Tubulures 5/16’’en métallocène polyéthylène
Grande longueur des tubulures
Très difficile à manipuler car se comportecomme du « spaghetti » en s’entremêlant.Difficulté à charger en gros volume dansune machine car trop emmêlé.
Tubulures 5/16’’en PVC
Grande longueur des tubulures
Très difficile à manipuler car se comportecomme du « spaghetti » en s’entremêlant.Difficulté à charger en gros volume dansune machine car trop emmêlé.
Chalumeaux et unions en nylonou polycarbonate
Ont la même densité que le PVC et coule aufond dans les cuves de flottaison doncimpossible à séparer par la méthode simplebroyage-lavage
Les objectifs du projet pilote étaient donc de:
- Soutenir l’acériculture dans son adaptation aux nouvelles obligations environnementalesen lien avec la mise en valeur de ses matières résiduelles;
- Trouver une méthode simple et économique pour prétraiter les tubuluresrécupérées, conformément aux caractéristiques requises par l’usine de recyclage et enfonction des problèmes relevés initialement;
- Documenter la démarche afin de pouvoir la répliquer facilement dans d’autres régions etla pérenniser.
5
c. ÉchéancierBien que des tubulures soient recueillies dans les écocentres de la MRC de Témiscouata depuis leurouverture en 2008, le projet-pilote a réellement débuté avec l’embauche de journaliers pour leprétraitement à la mi-août 2010. Ces employés ont procédé aux différents tests jusqu’à la fin dedécembre 2010.
Après une pause hivernale, des matériaux prétraités ont été envoyés vers l‘usine de recyclage jusqu’audébut mai 2011.
Dans le même temps, une fois le temps des sucres terminé, un guide de démantèlement de la tubulureen forêt a été diffusé auprès des acériculteurs et a permis de poursuivre la réception des tubuluresdans les écocentres jusqu’à l’été 2011. Ce guide avait été rédigé par le club d’encadrement techniqueacéricole de la région et est joint en annexe n°1.
Le projet-pilote s’est donc déroulé de la mi-août 2010 jusqu’à juin 2011.
d. Partenaires du projet
Afin de supporter le projet, la RIDT a fait appel à différents partenaires.
- La RIDT, porteur du projet, a assumé l’administration du projet et des services, la gestion desstructures et des équipements, en plus de réaliser toutes les démarches associées à laproduction des rapports d’évaluation du projet.
- L’entreprise Recyc RPM a prêté certains équipements lourds nécessaires à la préparation desmatériaux avant l’envoi de ceux-ci à leur usine. Une fois les matériaux prêts, elle se chargeaitde leur transport et achetait les tubulures 5/16 qui lui étaient envoyées à 50 $/tonne durant lestests. Il n’y avait pas de prix d’achat pour les tuyaux collecteurs.
- Le club d’encadrement technique acéricole, depuis de nombreuses années, s’est occupéde la procédure d’extraction de la tubulure en forêt et du soutien auprès des acériculteurs envue du transfert des matériaux vers les écocentres.
- Emploi-Québec a fait bénéficier la RIDT de subventions salariales pour le personnel assigné àce projet.
- RECYC-QUÉBEC a supporté financièrement le projet-pilote afin de permettre sa diffusion parl’entremise de ce rapport de projet.
6
2. Procédure d’extraction et de préparation de la tubulure en forêt pour lesacériculteurs
Au Témiscouata, le Club d’encadrement acéricole du Témiscouata appuie les producteurs acéricoles duTémiscouata. Depuis quelques années, il est impliqué avec la RIDT pour trouver une solutionécologique pour les acériculteurs qui veulent se départir de leurs tubulures, au lieu de les laisser enforêt ou de les enterrer.
Il a mis au point le guide joint en annexe n°1 pour ses membres, afin de leur faciliter la tâche au coursdu démantèlement des tubulures en forêt. Ce guide est diffusé auprès de ses membres et utilisés parces derniers depuis 2010.
Grâce à des contacts avec des acériculteurs, il est apparu que cette méthode est très pratique pourceux qui possèdent la machinerie requise pour faire des rouleaux avec les tubulures.
Le point majeur qui est ressorti des discussions avec les acériculteurs sur l’extraction et le recyclagedes tubulures était le fait que la méthode et les consignes pour apporter les tubulures dans lesécocentres devaient être les plus simples possible.
Dans cette optique, le guide de démantèlement permettait d’indiquer une méthode uniforme et fiablequi a été complétée avec la note de la RIDT jointe en annexe n°2. Le coût des ressources humaines enacériculture est le principal obstacle au pré-tri en forêt.
Les acériculteurs sont prêts à séparer les tubulures 5/16’’ des tuyaux collecteurs mais il est quasi-impossible pour eux de :- séparer les 5/16’’ par type de plastique à moins qu’ils ne soient déjà clairement séparés sur les
arbres en forêt;- couper et enlever les unions de nylon sur certains 5/16’’;- enlever les fils et bagues métalliques sur les collecteurs.
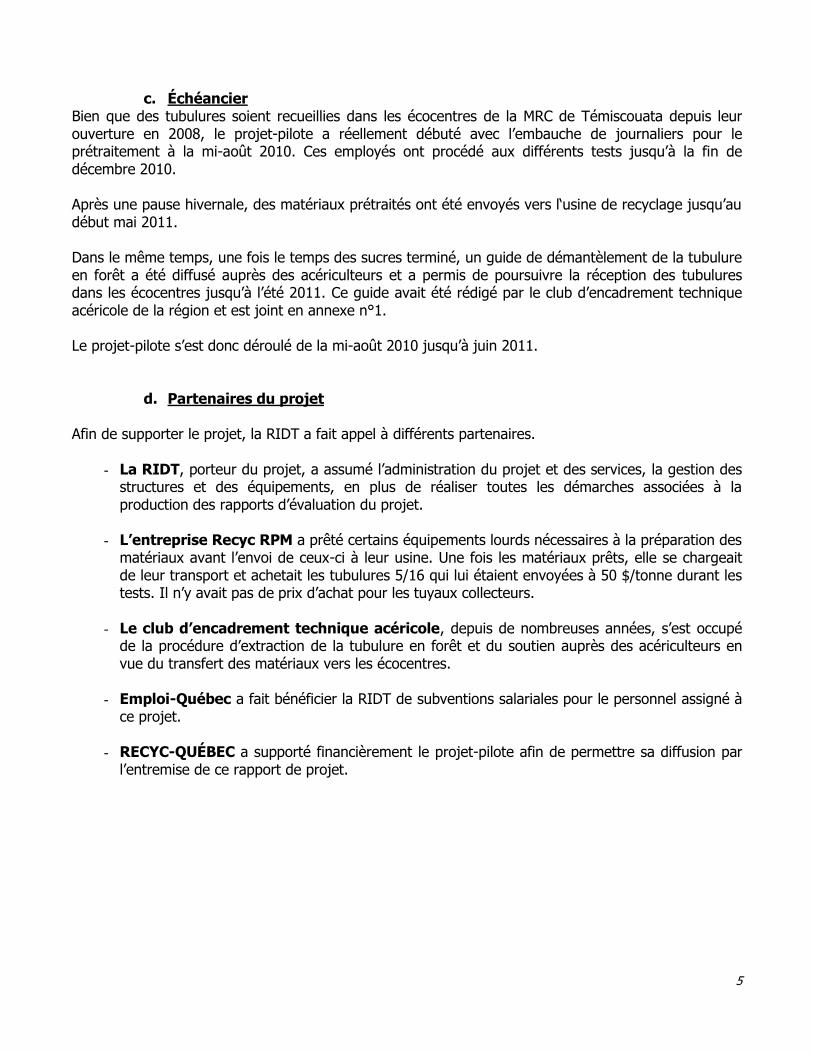
Il est donc évident que ces opérations doivent se faire une fois que les tubulures sont acheminées àl’écocentre ou à l’usine de recyclage. Habituellement, les matériaux étaient apportés directement parles acériculteurs avec leurs remorques contenant des rouleaux de tuyaux collecteurs et des tas detuyaux 5/16.
7
Les commentaires des acériculteurs quant à toutes ces indications étaient tous positifs et les horairesd’ouverture des écocentres répondaient aussi au besoin de la majorité de ceux-ci pour l’apport desmatériaux.
Le dernier point important pour les acériculteurs était le coût d’accès aux écocentres. Celui-ci avait étéfixé à 50 $ la tonne pour la durée du projet pilote et convenait à la plupart des acériculteurs, même sicertains auraient souhaité y accéder gratuitement.
Si les consignes sont trop exigeantes ou bien si les coûts sont trop importants, les acériculteursn’utiliseront pas le service, à moins d’y être fortement obligés légalement et par des contrôles.
8
3. Méthodes relatives au prétraitement à l’écocentre et au transport de la tubulurevers l’usine de recyclage
a. Descriptions des tubulures à recyclerTous les essais effectués avant le début du projet afin d’envoyer des tubulures non prétraitées versl’usine de recyclage ont été infructueux. En effet, à sa sortie de l’érablière, le matériel récupéré estbeaucoup trop disparate et mélangé pour pouvoir être utilisé tel quel dans les déchiqueteuses, plan delavage et extrudeuse des usines.
Les caractéristiques des tubulures récupérées sont les suivantes :
Tubulures 5/16’’ rigide ou semi-rigide de différentes couleurs (naturel, vert, bleu clair, bleufoncé, blanc). Elles peuvent être constituées de métallocène polyéthylène ou de PVC.
Maitre ligne ¾’’, 1’’, 1 1/4’’, 1 ½’’, 2’’ de différentes couleurs (noir, blanc, vert ou bleu).Elles sont constituées de polyéthylène.
Raccords de plastique 5/16’’ (chalumeaux, unions, T-bouchons, adaptateurs, T-en-selle,réducteurs, étoiles, …). Ils sont constitués de nylon ou de polycarbonate.
Raccords métalliques en inox ou en cuivre et collier de serrage en métal.
Broches métalliques supportant les tubulures aux arbres ou broches métalliques parcouranttout le long de maitre ligne
De manière générale, on retrouve 5 sortes de résine différentes dans les tubulures :
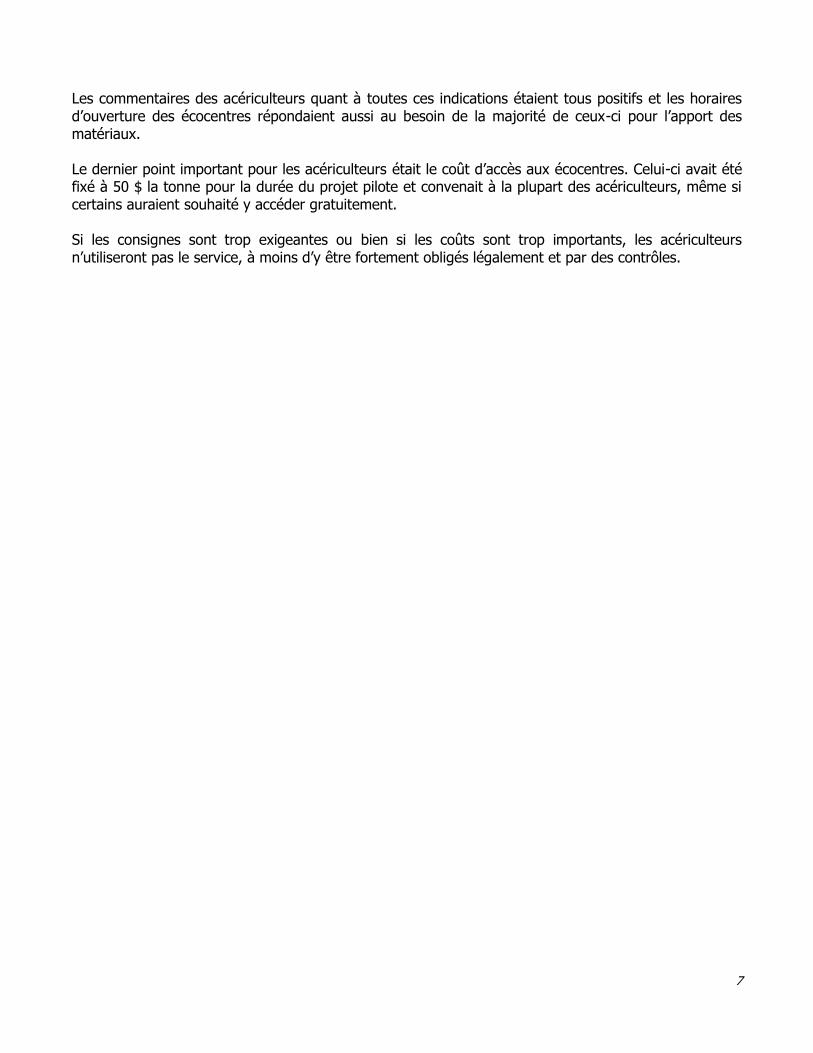
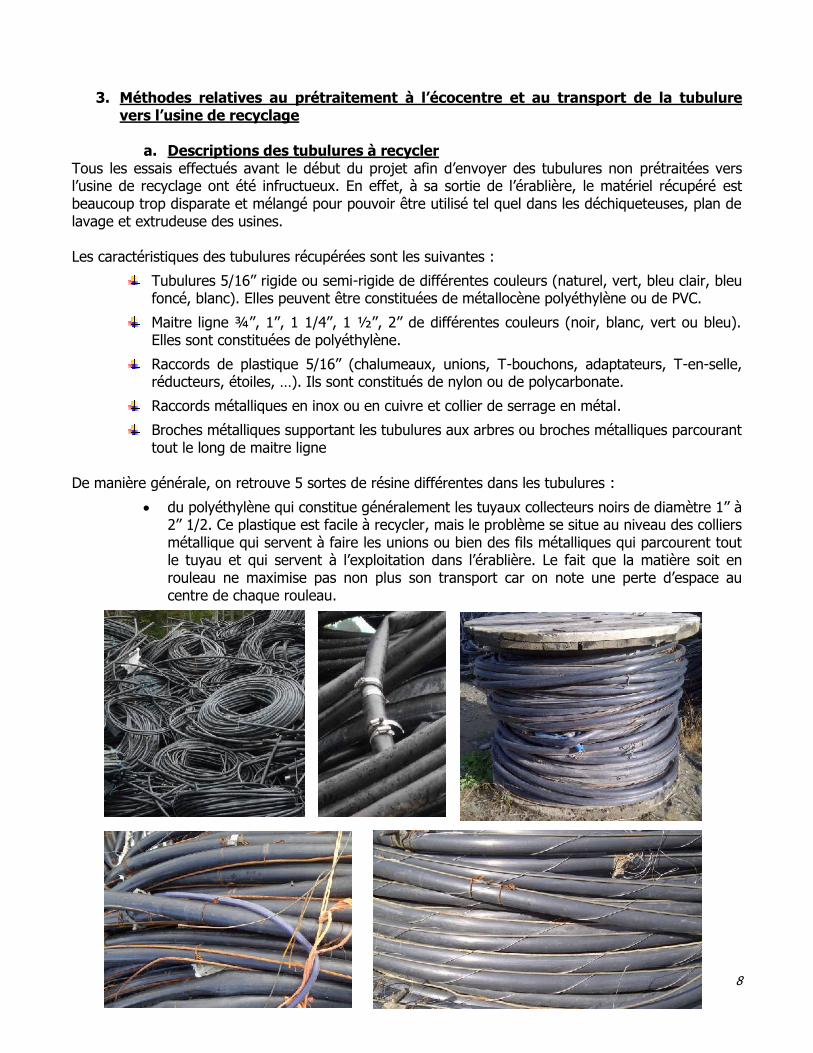
du polyéthylène qui constitue généralement les tuyaux collecteurs noirs de diamètre 1’’ à2’’ 1/2. Ce plastique est facile à recycler, mais le problème se situe au niveau des colliersmétallique qui servent à faire les unions ou bien des fils métalliques qui parcourent toutle tuyau et qui servent à l’exploitation dans l’érablière. Le fait que la matière soit enrouleau ne maximise pas non plus son transport car on note une perte d’espace aucentre de chaque rouleau.
9
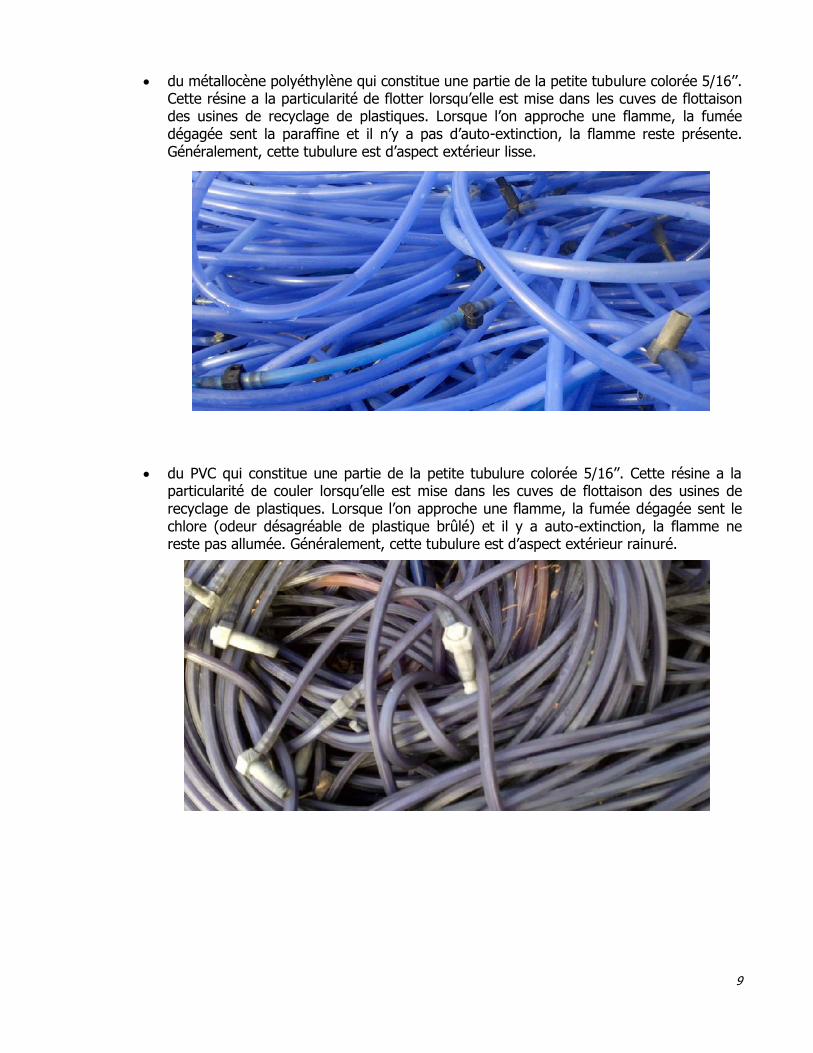
du métallocène polyéthylène qui constitue une partie de la petite tubulure colorée 5/16’’.Cette résine a la particularité de flotter lorsqu’elle est mise dans les cuves de flottaisondes usines de recyclage de plastiques. Lorsque l’on approche une flamme, la fuméedégagée sent la paraffine et il n’y a pas d’auto-extinction, la flamme reste présente.Généralement, cette tubulure est d’aspect extérieur lisse.
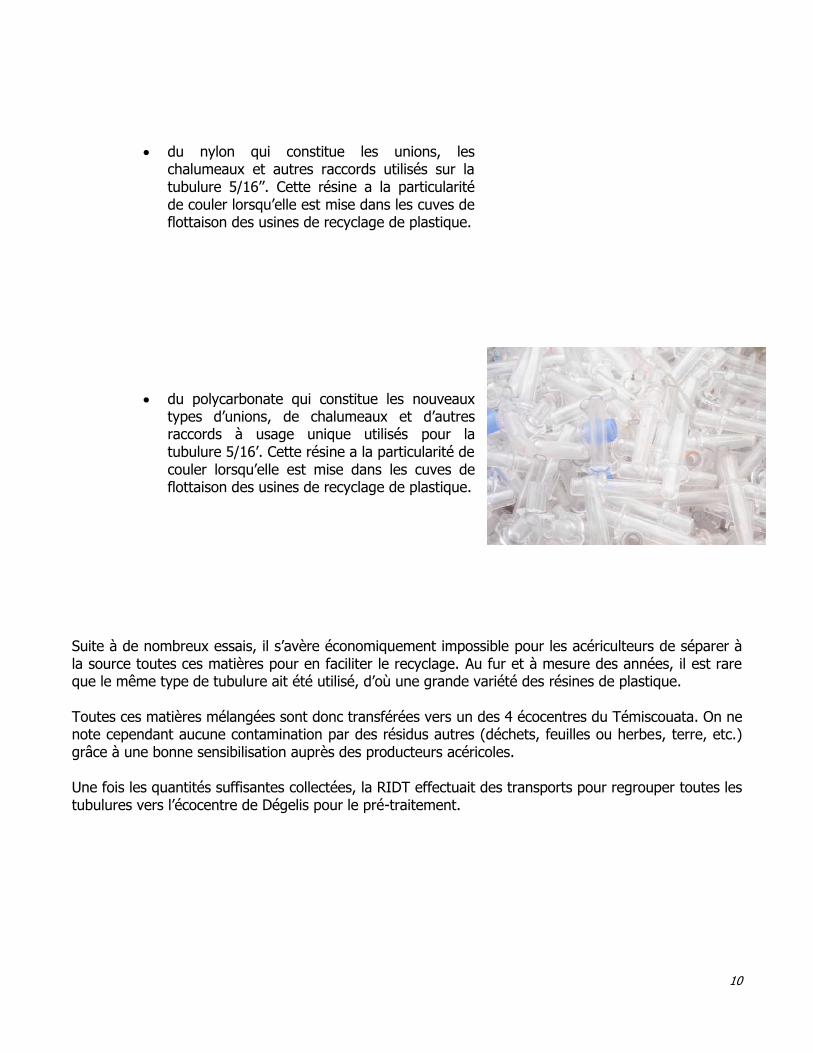
du PVC qui constitue une partie de la petite tubulure colorée 5/16’’. Cette résine a laparticularité de couler lorsqu’elle est mise dans les cuves de flottaison des usines derecyclage de plastiques. Lorsque l’on approche une flamme, la fumée dégagée sent lechlore (odeur désagréable de plastique brûlé) et il y a auto-extinction, la flamme nereste pas allumée. Généralement, cette tubulure est d’aspect extérieur rainuré.
10
du nylon qui constitue les unions, leschalumeaux et autres raccords utilisés sur latubulure 5/16’’. Cette résine a la particularitéde couler lorsqu’elle est mise dans les cuves deflottaison des usines de recyclage de plastique.
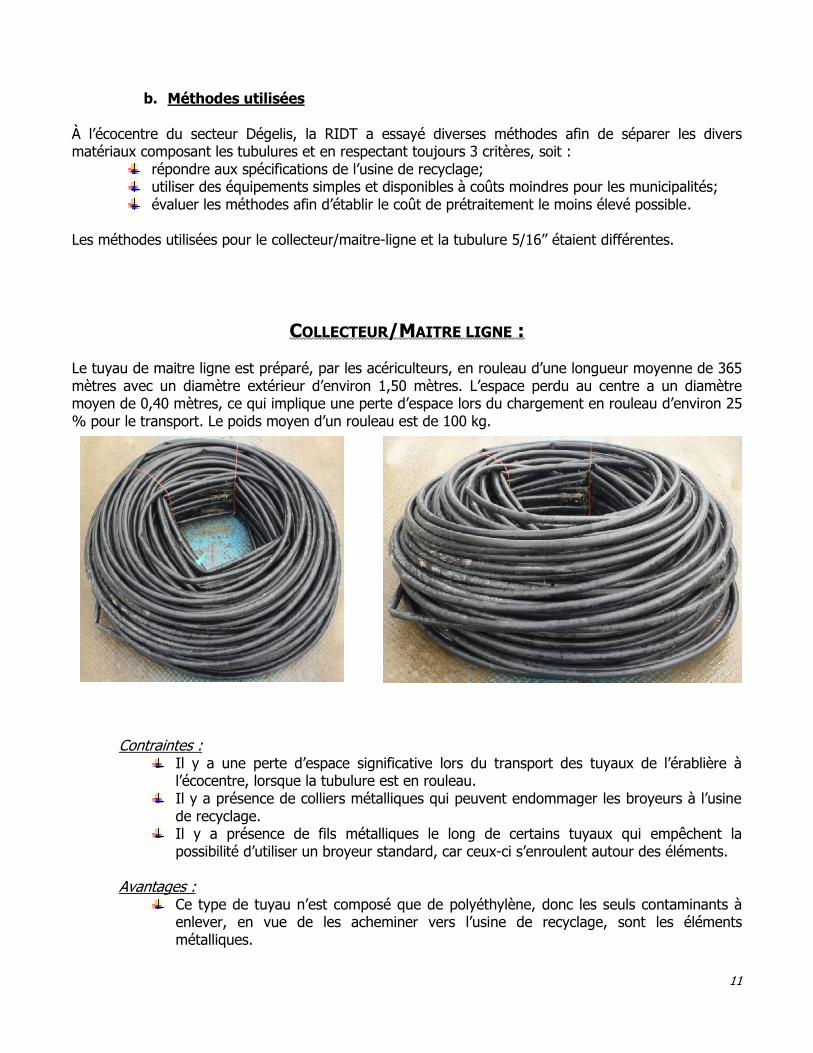
du polycarbonate qui constitue les nouveauxtypes d’unions, de chalumeaux et d’autresraccords à usage unique utilisés pour latubulure 5/16’. Cette résine a la particularité decouler lorsqu’elle est mise dans les cuves deflottaison des usines de recyclage de plastique.
Suite à de nombreux essais, il s’avère économiquement impossible pour les acériculteurs de séparer àla source toutes ces matières pour en faciliter le recyclage. Au fur et à mesure des années, il est rareque le même type de tubulure ait été utilisé, d’où une grande variété des résines de plastique.
Toutes ces matières mélangées sont donc transférées vers un des 4 écocentres du Témiscouata. On nenote cependant aucune contamination par des résidus autres (déchets, feuilles ou herbes, terre, etc.)grâce à une bonne sensibilisation auprès des producteurs acéricoles.
Une fois les quantités suffisantes collectées, la RIDT effectuait des transports pour regrouper toutes lestubulures vers l’écocentre de Dégelis pour le pré-traitement.
11
b. Méthodes utilisées
À l’écocentre du secteur Dégelis, la RIDT a essayé diverses méthodes afin de séparer les diversmatériaux composant les tubulures et en respectant toujours 3 critères, soit :
répondre aux spécifications de l’usine de recyclage;utiliser des équipements simples et disponibles à coûts moindres pour les municipalités;évaluer les méthodes afin d’établir le coût de prétraitement le moins élevé possible.
Les méthodes utilisées pour le collecteur/maitre-ligne et la tubulure 5/16’’ étaient différentes.
COLLECTEUR/MAITRE LIGNE :
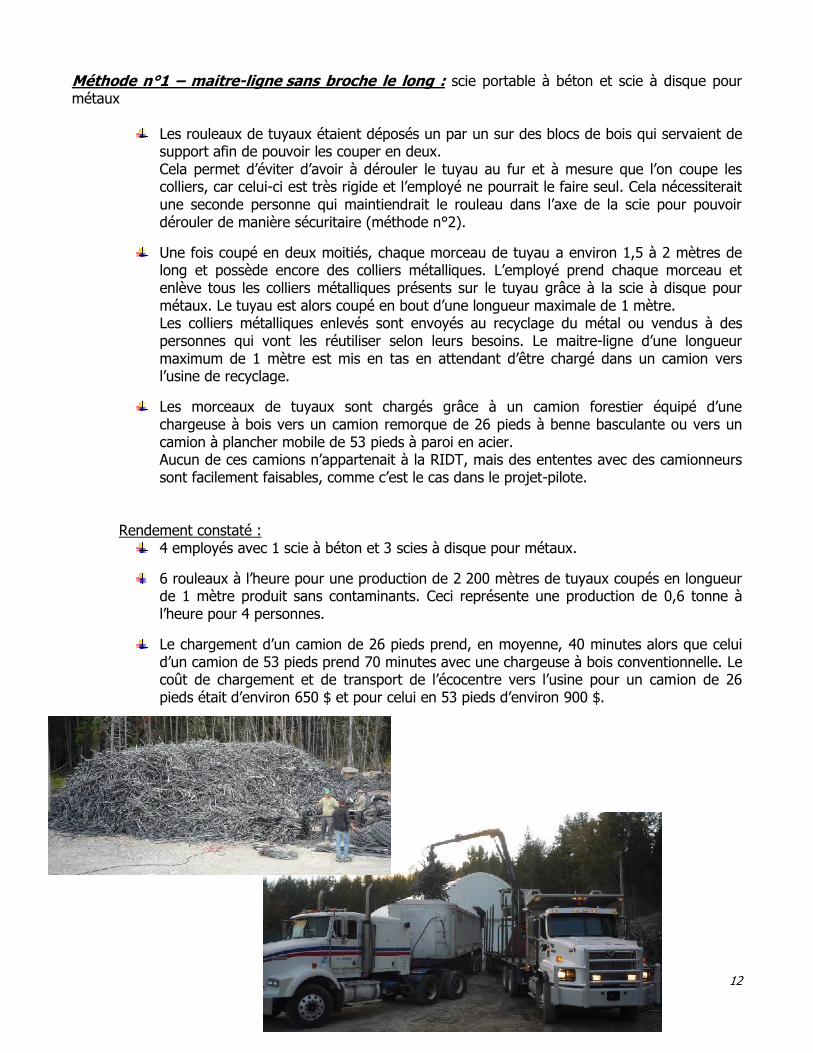
Le tuyau de maitre ligne est préparé, par les acériculteurs, en rouleau d’une longueur moyenne de 365mètres avec un diamètre extérieur d’environ 1,50 mètres. L’espace perdu au centre a un diamètremoyen de 0,40 mètres, ce qui implique une perte d’espace lors du chargement en rouleau d’environ 25% pour le transport. Le poids moyen d’un rouleau est de 100 kg.
Contraintes :Il y a une perte d’espace significative lors du transport des tuyaux de l’érablière àl’écocentre, lorsque la tubulure est en rouleau.Il y a présence de colliers métalliques qui peuvent endommager les broyeurs à l’usinede recyclage.Il y a présence de fils métalliques le long de certains tuyaux qui empêchent lapossibilité d’utiliser un broyeur standard, car ceux-ci s’enroulent autour des éléments.
Avantages :Ce type de tuyau n’est composé que de polyéthylène, donc les seuls contaminants àenlever, en vue de les acheminer vers l’usine de recyclage, sont les élémentsmétalliques.
12
Méthode n°1 – maitre-ligne sans broche le long : scie portable à béton et scie à disque pourmétaux
Les rouleaux de tuyaux étaient déposés un par un sur des blocs de bois qui servaient desupport afin de pouvoir les couper en deux.Cela permet d’éviter d’avoir à dérouler le tuyau au fur et à mesure que l’on coupe lescolliers, car celui-ci est très rigide et l’employé ne pourrait le faire seul. Cela nécessiteraitune seconde personne qui maintiendrait le rouleau dans l’axe de la scie pour pouvoirdérouler de manière sécuritaire (méthode n°2).
Une fois coupé en deux moitiés, chaque morceau de tuyau a environ 1,5 à 2 mètres delong et possède encore des colliers métalliques. L’employé prend chaque morceau etenlève tous les colliers métalliques présents sur le tuyau grâce à la scie à disque pourmétaux. Le tuyau est alors coupé en bout d’une longueur maximale de 1 mètre.Les colliers métalliques enlevés sont envoyés au recyclage du métal ou vendus à despersonnes qui vont les réutiliser selon leurs besoins. Le maitre-ligne d’une longueurmaximum de 1 mètre est mis en tas en attendant d’être chargé dans un camion versl’usine de recyclage.
Les morceaux de tuyaux sont chargés grâce à un camion forestier équipé d’unechargeuse à bois vers un camion remorque de 26 pieds à benne basculante ou vers uncamion à plancher mobile de 53 pieds à paroi en acier.Aucun de ces camions n’appartenait à la RIDT, mais des ententes avec des camionneurssont facilement faisables, comme c’est le cas dans le projet-pilote.
Rendement constaté :4 employés avec 1 scie à béton et 3 scies à disque pour métaux.
6 rouleaux à l’heure pour une production de 2 200 mètres de tuyaux coupés en longueurde 1 mètre produit sans contaminants. Ceci représente une production de 0,6 tonne àl’heure pour 4 personnes.
Le chargement d’un camion de 26 pieds prend, en moyenne, 40 minutes alors que celuid’un camion de 53 pieds prend 70 minutes avec une chargeuse à bois conventionnelle. Lecoût de chargement et de transport de l’écocentre vers l’usine pour un camion de 26pieds était d’environ 650 $ et pour celui en 53 pieds d’environ 900 $.
13
Méthode n°2 – maitre-ligne avec de la broche le long : pince coupante et scie à disque pourmétaux
Il est nécessaire de couper à la pince coupante tous les fils de métal présents sur lerouleau afin de retirer la broche, car elle ne peut pas être coupée de manière sécuritaireavec les scies utilisées.Ce processus est extrêmement contraignant et long, car il y a généralement de labroche tout le long du tuyau.
Une fois les broches et les fils métalliques enlevés, les scies peuvent être utiliséescomme à la méthode précédente. Toutefois, le rouleau étant déroulé et se plaçant trèsmal, il faut deux employés pour couper et alimenter la scie afin d’avoir des morceaux de1 mètre. Le premier employé déroule une partie du tuyau et le maintien en placependant que l’autre actionne la scie pour le couper et dispose du morceau coupé.
Rendement constaté :Il faut 4 employés utilisant des pinces coupantes pour enlever le fil métallique puisutilisant les scies à disques pour métaux pour couper les tuyaux.
2,5 rouleaux à l’heure pour une production de 910 mètres de tuyaux coupés enmorceaux de 1 mètre produit sans contaminants. Ceci représente une production de0,250 tonne à l’heure.
Pour le chargement, c’est identique à la méthode n°1.
Méthode n°3 – tous les collecteurs/maitre-ligne mélangés :Après la fin des tests, l’entreprise Recyc RPM nous a informés qu’elle était sur le point d’acquérir unnouveau broyeur qui pourrait recevoir les rouleaux de collecteur en polyéthylène au complet, sansaucun prétraitement. La seule exception était ceux ayant du fil métallique tout le long qui devaient êtreprétraités afin de retirer ce fil métallique.
14
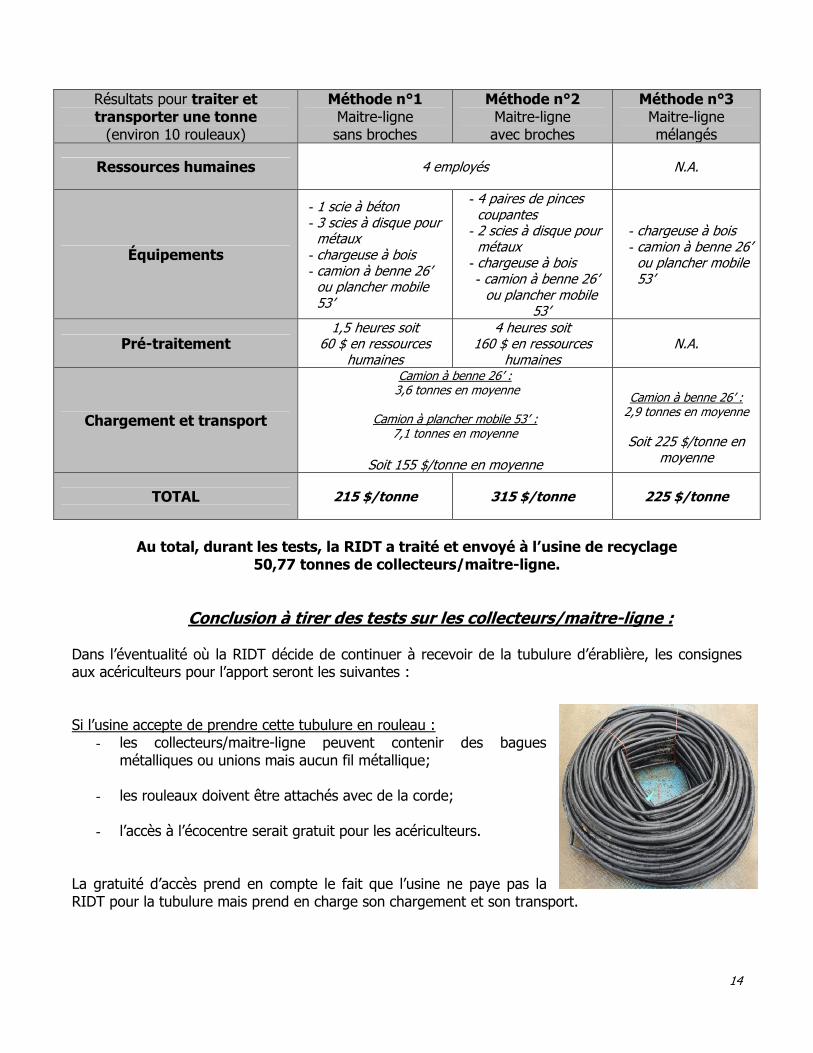
Résultats pour traiter ettransporter une tonne
(environ 10 rouleaux)
Méthode n°1Maitre-lignesans broches
Méthode n°2Maitre-ligneavec broches
Méthode n°3Maitre-lignemélangés
Ressources humaines 4 employés N.A.
Équipements
- 1 scie à béton- 3 scies à disque pourmétaux
- chargeuse à bois- camion à benne 26’ou plancher mobile53’
- 4 paires de pincescoupantes
- 2 scies à disque pourmétaux
- chargeuse à bois- camion à benne 26’
ou plancher mobile53’
- chargeuse à bois- camion à benne 26’ou plancher mobile53’
Pré-traitement1,5 heures soit
60 $ en ressourceshumaines
4 heures soit160 $ en ressources
humainesN.A.
Chargement et transport
Camion à benne 26’ :3,6 tonnes en moyenne
Camion à plancher mobile 53’ :7,1 tonnes en moyenne
Soit 155 $/tonne en moyenne
Camion à benne 26’ :2,9 tonnes en moyenne
Soit 225 $/tonne enmoyenne
TOTAL 215 $/tonne 315 $/tonne 225 $/tonne
Au total, durant les tests, la RIDT a traité et envoyé à l’usine de recyclage50,77 tonnes de collecteurs/maitre-ligne.
Conclusion à tirer des tests sur les collecteurs/maitre-ligne :
Dans l’éventualité où la RIDT décide de continuer à recevoir de la tubulure d’érablière, les consignesaux acériculteurs pour l’apport seront les suivantes :
Si l’usine accepte de prendre cette tubulure en rouleau :- les collecteurs/maitre-ligne peuvent contenir des bagues
métalliques ou unions mais aucun fil métallique;
- les rouleaux doivent être attachés avec de la corde;
- l’accès à l’écocentre serait gratuit pour les acériculteurs.
La gratuité d’accès prend en compte le fait que l’usine ne paye pas laRIDT pour la tubulure mais prend en charge son chargement et son transport.
15
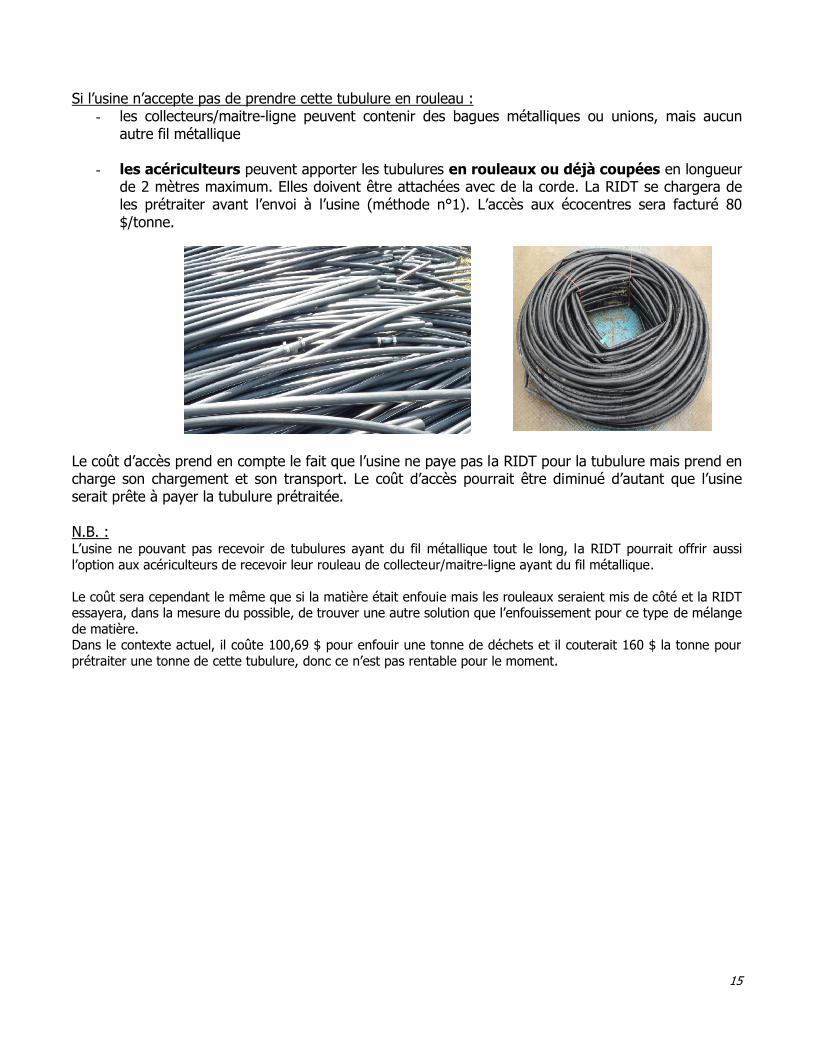
Si l’usine n’accepte pas de prendre cette tubulure en rouleau :- les collecteurs/maitre-ligne peuvent contenir des bagues métalliques ou unions, mais aucun
autre fil métallique
- les acériculteurs peuvent apporter les tubulures en rouleaux ou déjà coupées en longueurde 2 mètres maximum. Elles doivent être attachées avec de la corde. La RIDT se chargera deles prétraiter avant l’envoi à l’usine (méthode n°1). L’accès aux écocentres sera facturé 80$/tonne.
Le coût d’accès prend en compte le fait que l’usine ne paye pas la RIDT pour la tubulure mais prend encharge son chargement et son transport. Le coût d’accès pourrait être diminué d’autant que l’usineserait prête à payer la tubulure prétraitée.
N.B. :L’usine ne pouvant pas recevoir de tubulures ayant du fil métallique tout le long, la RIDT pourrait offrir aussil’option aux acériculteurs de recevoir leur rouleau de collecteur/maitre-ligne ayant du fil métallique.
Le coût sera cependant le même que si la matière était enfouie mais les rouleaux seraient mis de côté et la RIDTessayera, dans la mesure du possible, de trouver une autre solution que l’enfouissement pour ce type de mélangede matière.Dans le contexte actuel, il coûte 100,69 $ pour enfouir une tonne de déchets et il couterait 160 $ la tonne pourprétraiter une tonne de cette tubulure, donc ce n’est pas rentable pour le moment.
Projet pilote de récupération et recyclage des tubulures d’érablières
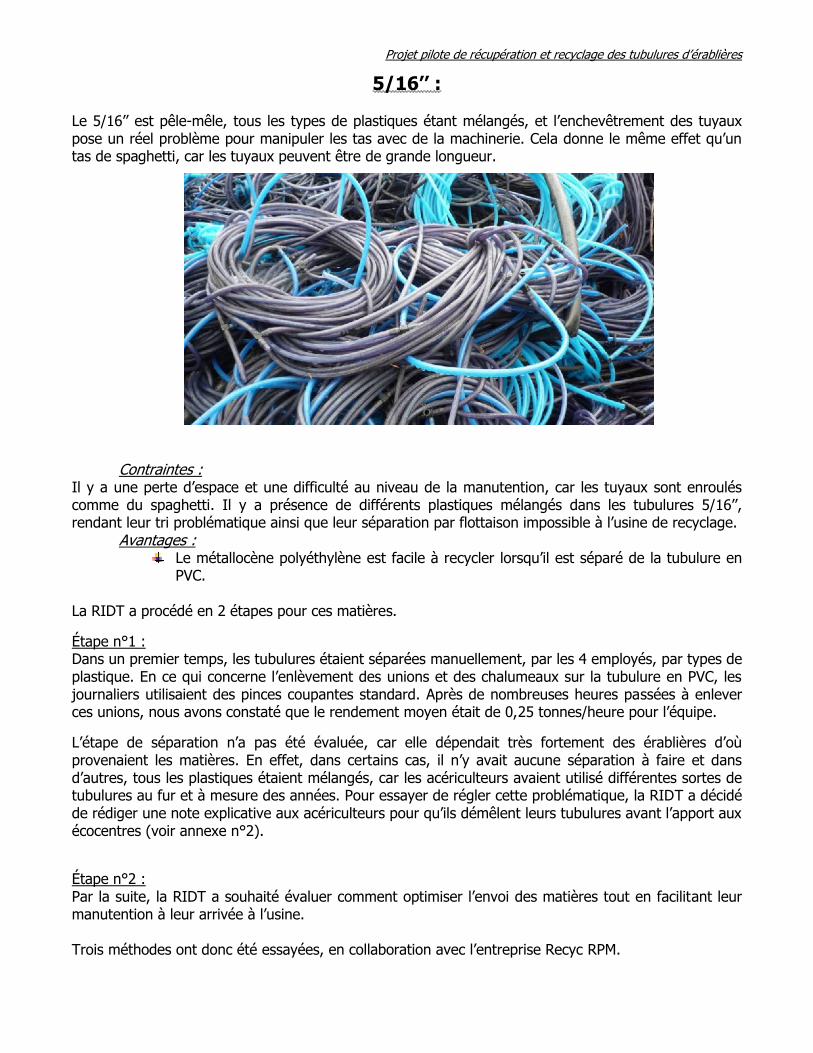
5/16’’ :
Le 5/16’’ est pêle-mêle, tous les types de plastiques étant mélangés, et l’enchevêtrement des tuyauxpose un réel problème pour manipuler les tas avec de la machinerie. Cela donne le même effet qu’untas de spaghetti, car les tuyaux peuvent être de grande longueur.
Contraintes :Il y a une perte d’espace et une difficulté au niveau de la manutention, car les tuyaux sont enrouléscomme du spaghetti. Il y a présence de différents plastiques mélangés dans les tubulures 5/16’’,rendant leur tri problématique ainsi que leur séparation par flottaison impossible à l’usine de recyclage.
Avantages :Le métallocène polyéthylène est facile à recycler lorsqu’il est séparé de la tubulure enPVC.
La RIDT a procédé en 2 étapes pour ces matières.
Étape n°1 :Dans un premier temps, les tubulures étaient séparées manuellement, par les 4 employés, par types deplastique. En ce qui concerne l’enlèvement des unions et des chalumeaux sur la tubulure en PVC, lesjournaliers utilisaient des pinces coupantes standard. Après de nombreuses heures passées à enleverces unions, nous avons constaté que le rendement moyen était de 0,25 tonnes/heure pour l’équipe.
L’étape de séparation n’a pas été évaluée, car elle dépendait très fortement des érablières d’oùprovenaient les matières. En effet, dans certains cas, il n’y avait aucune séparation à faire et dansd’autres, tous les plastiques étaient mélangés, car les acériculteurs avaient utilisé différentes sortes detubulures au fur et à mesure des années. Pour essayer de régler cette problématique, la RIDT a décidéde rédiger une note explicative aux acériculteurs pour qu’ils démêlent leurs tubulures avant l’apport auxécocentres (voir annexe n°2).
Étape n°2 :Par la suite, la RIDT a souhaité évaluer comment optimiser l’envoi des matières tout en facilitant leurmanutention à leur arrivée à l’usine.
Trois méthodes ont donc été essayées, en collaboration avec l’entreprise Recyc RPM.
17
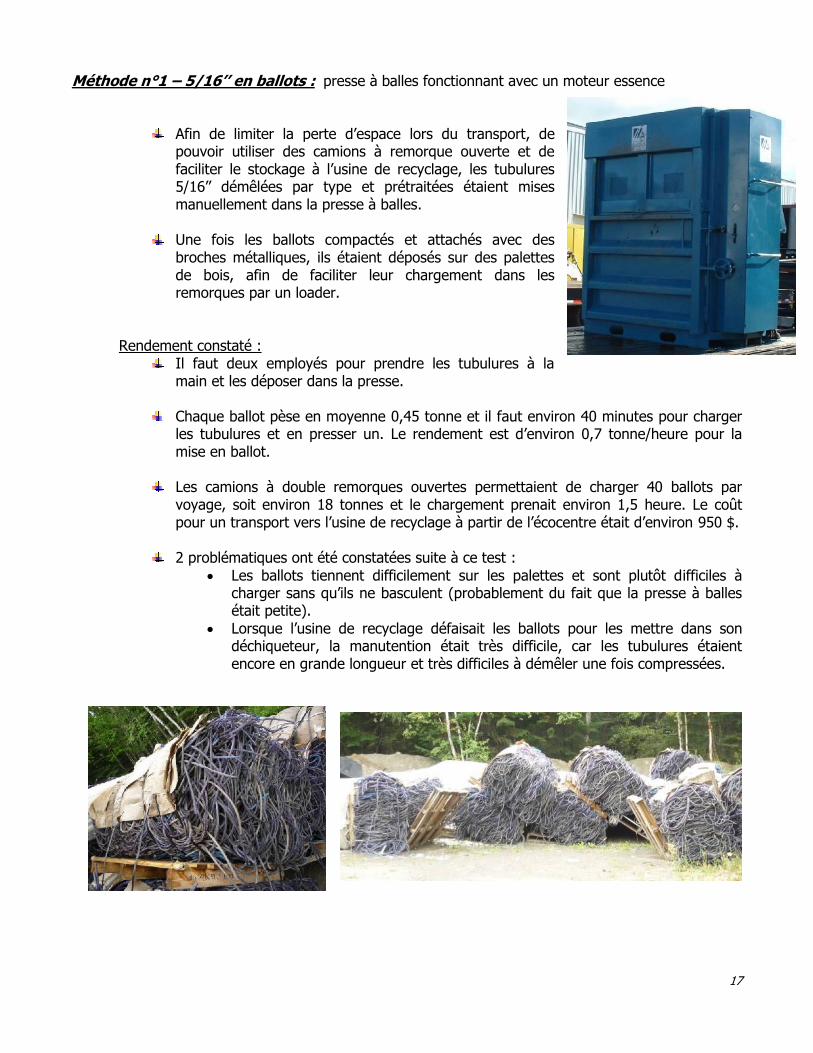
Méthode n°1 – 5/16’’ en ballots : presse à balles fonctionnant avec un moteur essence
Afin de limiter la perte d’espace lors du transport, depouvoir utiliser des camions à remorque ouverte et defaciliter le stockage à l’usine de recyclage, les tubulures5/16’’ démêlées par type et prétraitées étaient misesmanuellement dans la presse à balles.
Une fois les ballots compactés et attachés avec desbroches métalliques, ils étaient déposés sur des palettesde bois, afin de faciliter leur chargement dans lesremorques par un loader.
Rendement constaté :Il faut deux employés pour prendre les tubulures à lamain et les déposer dans la presse.
Chaque ballot pèse en moyenne 0,45 tonne et il faut environ 40 minutes pour chargerles tubulures et en presser un. Le rendement est d’environ 0,7 tonne/heure pour lamise en ballot.
Les camions à double remorques ouvertes permettaient de charger 40 ballots parvoyage, soit environ 18 tonnes et le chargement prenait environ 1,5 heure. Le coûtpour un transport vers l’usine de recyclage à partir de l’écocentre était d’environ 950 $.
2 problématiques ont été constatées suite à ce test : Les ballots tiennent difficilement sur les palettes et sont plutôt difficiles à
charger sans qu’ils ne basculent (probablement du fait que la presse à ballesétait petite).
Lorsque l’usine de recyclage défaisait les ballots pour les mettre dans sondéchiqueteur, la manutention était très difficile, car les tubulures étaientencore en grande longueur et très difficiles à démêler une fois compressées.
18
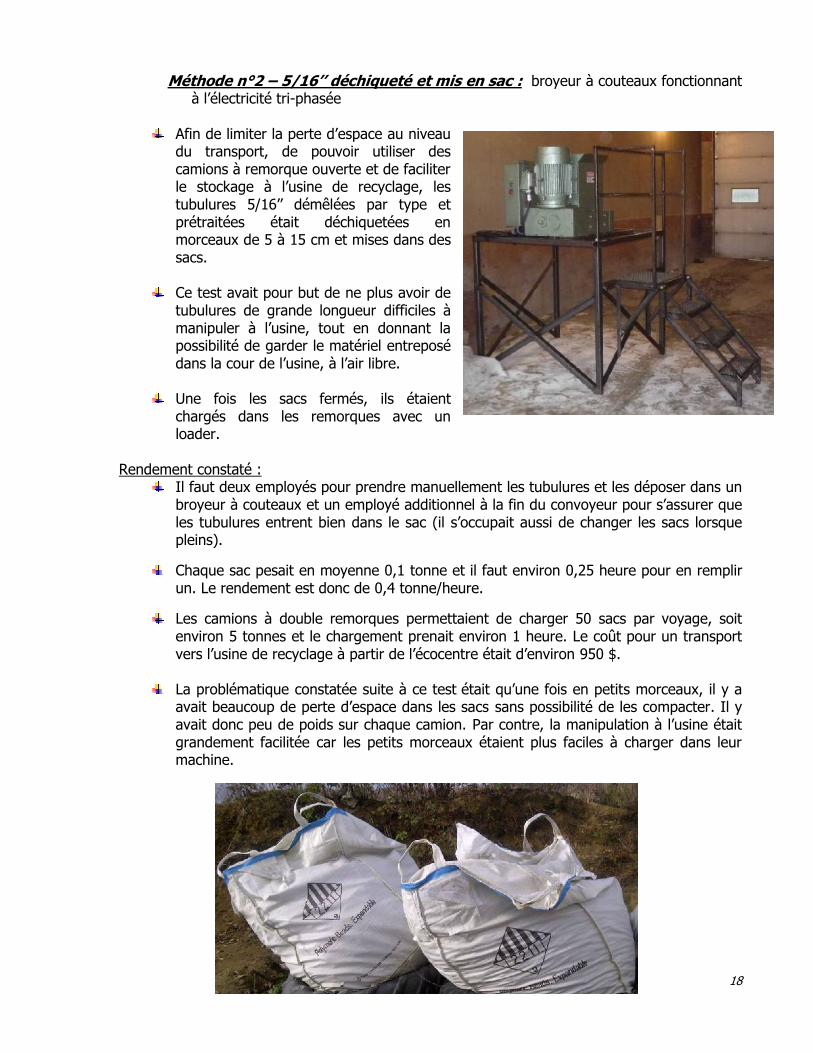
Méthode n°2 – 5/16’’ déchiqueté et mis en sac : broyeur à couteaux fonctionnantà l’électricité tri-phasée
Afin de limiter la perte d’espace au niveaudu transport, de pouvoir utiliser descamions à remorque ouverte et de faciliterle stockage à l’usine de recyclage, lestubulures 5/16’’ démêlées par type etprétraitées était déchiquetées enmorceaux de 5 à 15 cm et mises dans dessacs.
Ce test avait pour but de ne plus avoir detubulures de grande longueur difficiles àmanipuler à l’usine, tout en donnant lapossibilité de garder le matériel entreposédans la cour de l’usine, à l’air libre.
Une fois les sacs fermés, ils étaientchargés dans les remorques avec unloader.
Rendement constaté :Il faut deux employés pour prendre manuellement les tubulures et les déposer dans unbroyeur à couteaux et un employé additionnel à la fin du convoyeur pour s’assurer queles tubulures entrent bien dans le sac (il s’occupait aussi de changer les sacs lorsquepleins).
Chaque sac pesait en moyenne 0,1 tonne et il faut environ 0,25 heure pour en remplirun. Le rendement est donc de 0,4 tonne/heure.
Les camions à double remorques permettaient de charger 50 sacs par voyage, soitenviron 5 tonnes et le chargement prenait environ 1 heure. Le coût pour un transportvers l’usine de recyclage à partir de l’écocentre était d’environ 950 $.
La problématique constatée suite à ce test était qu’une fois en petits morceaux, il y aavait beaucoup de perte d’espace dans les sacs sans possibilité de les compacter. Il yavait donc peu de poids sur chaque camion. Par contre, la manipulation à l’usine étaitgrandement facilitée car les petits morceaux étaient plus faciles à charger dans leurmachine.
19
Méthode n°3 – 5/16’’ en vrac :
La RIDT a procédé à un transport vers l’usine de recyclage en faisant charger en vracdans un camion à benne les tubulures triées et prétraitées.
Il n’y avait aucun besoin de ressources humaines de la RIDT pour ce chargement,simplement une chargeuse à bois opérée par son propriétaire.
Rendement constaté :Le chargement d’un camion de 26 pieds prend, en moyenne, 40 minutes avec unechargeuse à bois conventionnelle. Le coût de chargement et transport de l’écocentre versl’usine pour ce camion était d’environ 650 $ pour un tonnage moyen de 4,3 tonnes.
La problématique constatée suite à ce test était qu’une fois déchargée à l‘usine, latubulure était en trop grande longueur et difficile à manipuler pour mettre dans lebroyeur. De plus, l’entreposage à l’extérieur pouvait poser des problèmes d’espacepour l’opération de l’usine.L’usine a aussi dû utiliser ses employés pour effectuer le retrait des unions et raccordsdes tubulures avant de la mettre dans le broyeur.
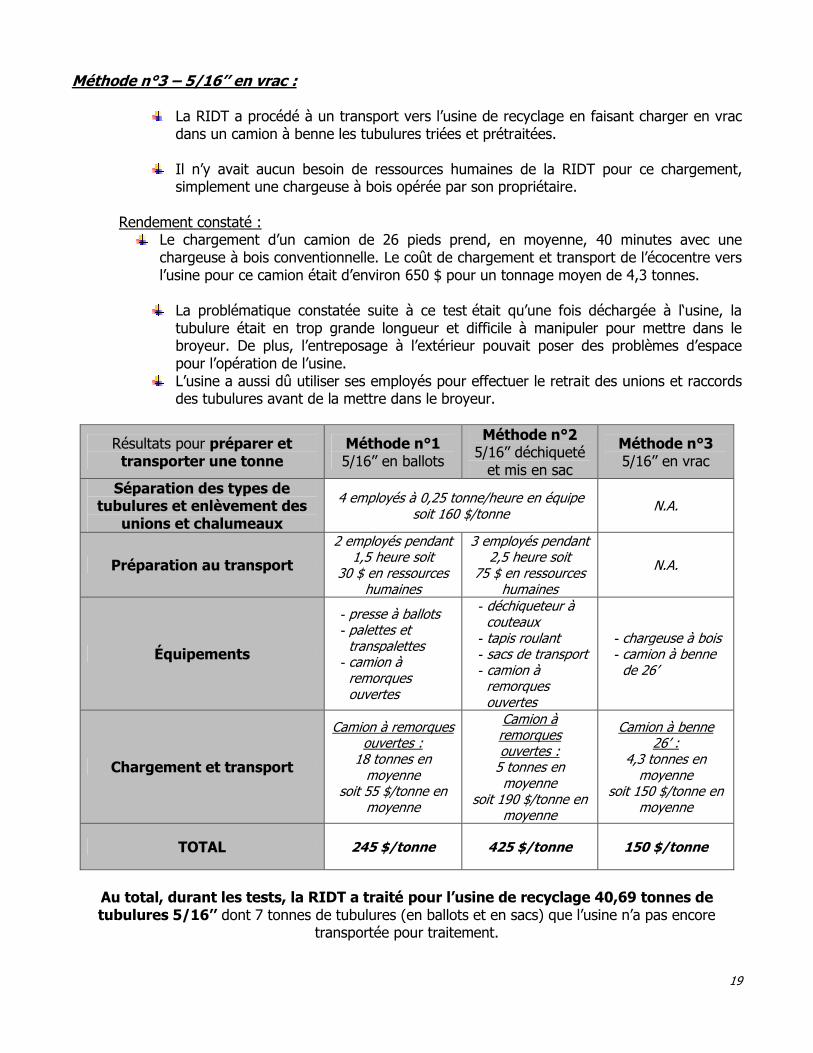
Résultats pour préparer ettransporter une tonne
Méthode n°15/16’’ en ballots
Méthode n°25/16’’ déchiqueté
et mis en sac
Méthode n°35/16’’ en vrac
Séparation des types detubulures et enlèvement des
unions et chalumeaux
4 employés à 0,25 tonne/heure en équipesoit 160 $/tonne N.A.
Préparation au transport
2 employés pendant1,5 heure soit
30 $ en ressourceshumaines
3 employés pendant2,5 heure soit
75 $ en ressourceshumaines
N.A.
Équipements
- presse à ballots- palettes ettranspalettes
- camion àremorquesouvertes
- déchiqueteur àcouteaux
- tapis roulant- sacs de transport- camion àremorquesouvertes
- chargeuse à bois- camion à bennede 26’
Chargement et transport
Camion à remorquesouvertes :
18 tonnes enmoyenne
soit 55 $/tonne enmoyenne
Camion àremorquesouvertes :
5 tonnes enmoyenne
soit 190 $/tonne enmoyenne
Camion à benne26’ :
4,3 tonnes enmoyenne
soit 150 $/tonne enmoyenne
TOTAL 245 $/tonne 425 $/tonne 150 $/tonne
Au total, durant les tests, la RIDT a traité pour l’usine de recyclage 40,69 tonnes detubulures 5/16’’ dont 7 tonnes de tubulures (en ballots et en sacs) que l’usine n’a pas encore
transportée pour traitement.
Projet pilote de récupération et recyclage des tubulures d’érablières
Conclusions à tirer des tests sur les 5/16’’ :
Dans l’éventualité où la RIDT décide de continuer à recevoir de la tubulure d’érablière, les consignesaux acériculteurs pour l’apport seront les suivantes :
Si l’usine accepte de prendre cette tubulure mélangée et sans prétraitement :
- les tuyaux latéraux 5/16 peuvent contenir des unions, desraccords et des chalumeaux;
- l’accès à l’écocentre serait gratuit pour les acériculteurs.
La gratuité d’accès prend en compte le fait que l’usine ne paye pas laRIDT pour la tubulure mais prend en charge son chargement et sontransport.
Si l’usine accepte la tubulure démêlée et prétraitée :
- les tuyaux latéraux 5/16 peuvent contenir des unions, desraccords et des chalumeaux;
- Le coût d’accès facturé aux acériculteurs sera le même que celuide l’enfouissement même si les tubulures 5/16 ne sont pasenfouies;
- La RIDT tentera de faire prétraiter ces tubulures et de lesrevendre à l’usine de recyclage pour couvrir ses coûts. Si ce n’estpas le cas, les tubulures mélangées seront enfouies.
Dans le contexte actuel, il en coûte 100,69 $ pour enfouir une tonne de déchets et il coûterait 190 $ latonne pour prétraiter une tonne de cette tubulure et la mettre en ballot. L’opération n’est donc pasrentable pour le moment sans un prix de vente important.
Projet pilote de récupération et recyclage des tubulures d’érablières
4. Recommandations générales
De manière générale, la RIDT s’est rendue compte que les tubulures d’érablières étaient des matièresintéressantes au point de vue du recyclage, mais qu’il fallait remédier à divers problèmes afin depouvoir les acheminer vers une usine de recyclage.
Éléments facilitants :- volonté des acériculteurs pour ne plus laisser les tubulures en forêt. Généralement, celles-ci
étaient laissées en tas ou bien enterrées sur les lots.
- possibilité de préparer les matières directement à l’érablière et ce, sans équipements lourds etdispendieux.
- volonté de l’entreprise Recyc RPM à trouver des débouchés à ces plastiques et une manièresimple et efficace de les gérer.
Il faut s’assurer que l’entreprise accepte les tubulures à long terme selon la méthode qu’elle auraprescrite. Pour le moment, l’entreprise parait vouloir accepter les maitre-lignes en rouleaux sansbroches et la tubulure 5/16’’ démêlée par type en vrac dans des camions à benne de 26’.
Éléments contraignants :- apparition de nouveaux produits dans les tubulures qui ajoutent à la difficulté du pré-tri et du
recyclage (nouveaux types d’unions et de chalumeaux).
- le phénomène de vague de démantèlement de la tubulure (changée aux 10 à 15 ans, sansaucun changement majeur entre-temps). Ce phénomène de vague est lié à la durée de vie utilede la tubulure qui a été mise en place dans les mêmes périodes sur l’ensemble du territoire. Lesdifférences de types de tubulures s’expliquent par le fait que les types de plastique ont évoluéet les acériculteurs ont utilisé différentes sortes pour faire leur réparation/agrandissement aufur et à mesure des années passées.
- la faible quantité réellement disponible pour le recyclage et les distances à parcourir pourtransporter les tubulures. Au Témiscouata, on évalue le tonnage annuel qui pourrait êtrerécupéré dans les écocentres à environ 125 tonnes.
- le peu de débouchés au Québec et sur le marché des résines pour certains plastiques présentstel que le nylon composant les unions et les chalumeaux.
- le coût des ressources humaines associé au pré-tri si les matières ne sont pas apportéesconformément au guide destiné aux acériculteurs. Si toutes les étapes doivent être réalisées àl’écocentre (aucun pré-tri par les acériculteurs), le coût réel de prétraitement hors transport(190 $/tonne) est bien supérieur à celui de l’enfouissement dans la région (80 $/tonne +redevances à l’élimination).
Il serait extrêmement important que ces fabricants s’impliquent en termes de cycle de vie de leursproduits, afin de coordonner le développement de nouveaux produits en collaboration avec les usinesde recyclage qui seront capables de les recevoir. Dans un cadre idéal, les fabricants de tubulurespourraient récupérer leurs produits en fin de vie utile pour les réutiliser dans leur production.
22
Les volumes produits dans la région du Témiscouata et au Québec sont importants du point de vue dumilieu acéricole mais moins importants (si pris seuls) pour une usine de recyclage qui doit traiter desmilliers de tonnes pour être rentable. Si l’usine doit effectuer tout le prétri avec toute les manipulationsque la RIDT a du effectuer, cela devient difficile de rentabiliser le recyclage des tubulures.
Au cours de l’expérience, de nombreux propriétaires de PME se sont dit intéressés à évaluer lapossibilité de reprendre cette matière pour en refaire directement des produits manufacturés.Malheureusement, aucune avenue ne s’est réellement ouverte.
Il semblerait pourtant que la meilleure solution serait de traiter localement ces tubulures pardes PME qui fabriqueraient des produits manufacturés, afin d’éviter le transport de matière.
La principale condition de succès serait que les fournisseurs de tubulures facilitent, par leurchoix de résine et leur assemblage, la mise en valeur de ces matières.
Une autre piste de solution à envisager réside dans le fait que les entreprises de recyclage deplastiques travaillent à développer de nouveaux procédés pour séparer et traiter ces matières tout eneffectuant ces opérations directement en région. Il serait ainsi beaucoup plus économique detransporter des granules de plastique que des matières brutes.
23
5. Conclusion du projet :
La RIDT est très satisfaite du déroulement du projet-pilote car il a permis de mettre en lumière desdonnées très intéressantes sur le potentiel de recyclage des tubulures d’érablières.
Il est très difficile de procéder à un pré-traitement qui répond aux recommandations des usines derecyclage avec le personnel et les équipements de la RIDT tout en étant rentable.
En supposant que les acériculteurs n’aient pas de séparation à faire et que l’usine de recyclage nesouhaite recevoir que des matériaux prétraités mais se charge du chargement et du transport, lerésumé des coûts est le suivant :
Tuyaux collecteurs (main) Tuyaux latéraux(5/16)Sans broches Avec broches
Conditions d’accèsrecommandées En rouleaux ou en morceaux de 2 mètres maximum
En rouleaux, avec lesunions, raccords etchalumeaux
Pré-traitement
Couper tous les tuyaux enmorceaux d’environ 1mètreCoût : 60 $/tonne
Enlever les broches etcouper tous les tuyauxen morceaux d’environ1 mètreCoût : 160 $/tonne
Séparer les tubulures partype de plastiques etenlever les unions,raccords et chalumeauxCoût : 190 $/tonne
Chargement ettransport vers
l’usineAux frais de l’usine de recyclage
Prix de revente àl’usine Actuellement : 0 $ Actuellement : 0 $ Actuellement : 50
$/tonnePrix à facturer aux
acériculteurs 60 $/tonne 160 $/tonne 140 $/tonne
Si l’usine modifie ces recommandations de prétraitement, la RIDT pourrait alors revoir le prix facturéaux acériculteurs. De plus, le prix de revente à l’usine pourrait certainement être négocié différemmentà long terme ainsi que le chargement et le transport.
Pour conclure, on peut dire que le recyclage des tuyaux collecteurs (mains) sans broches peutfacilement être réalisé sans trop d’investissements (scies et main d’œuvre interne) tout en facturant uncoût raisonnable aux acériculteurs.
En ce qui concerne les tuyaux collecteurs (main) avec broches et la tubulure latérale (5/16), les coûtsde pré-traitement sont trop importants principalement à cause du coût des salaires et du peu derendement observé.Pour que l’opération soit économiquement rentable, il faudrait qu’un organisme local effectue ceprétraitement avec de la main d’œuvre encadrée et subventionnée (de type plateau de travail) tout enétant dans un secteur proche des acériculteurs pour éviter le transport supplémentaire.
L’objectif du projet-pilote est donc à moitié atteint.Du point de vue des acériculteurs, la méthode de démantèlement et d’apport aux écocentres est facileet efficace. Du point de vue économique, seule une sorte de tubulure (le main) est facile à recycler,pour le moment en tout cas.
24
ANNEXE N°1
MÉTHODE DE DÉSINSTALLATION DE LA TUBULURE EN FORÊT
Objectif : outiller le producteur acéricole face à ses engagements environnementaux. Il offre à l’exploitantacéricole une technique permettant de sortir de la forêt la vieille tubulure (5/16, collecteurs et brochesmétalliques) au coût le plus bas.
La méthode ici proposée doit être revue et adaptée au contexte de chaque entreprise. Elle vise des trucs simplespour éviter des pertes de temps ou des oublis parfois onéreux.
Notons que la règlementation en vigueur décourage les producteurs à bruler ou enfouir directement sur lesterrains de son entreprises ses détritus ou tubulures usagées.
La récupération des tubulures :Nous prenons pour acquis qu’il n’est pas rentable de chercher à dénuder une union ou couper un bout de tuyaupour fin de réutilisation dans la future installation. Les frais reliés aux salaires lors de cette opération, le risqueplus que probant de fuites générées par ce recyclage; nous amène à recommander de ne jamais récupérer lesrecords unions ou chalumeaux.De plus, pour les 15 prochaines années leur durabilité n’est pas assurée. Il faudra à un moment ou l’autre investirà nouveau dans leur remplacement. Cette opération deviendra très couteuse. Nous convenons que lesconnecteurs ou autres adaptateurs même si leur installation remonte à moins d’un an ne seront pas réutilisésdans l’érablière.
L’expérience des producteurs qui ont déjà à leur actif quelques années dans le remplacement tubulaire confirmeces dires.
Nonobstant ce qui vient d’être dit :- Il peut s’avérer économique et intéressant de conserver des bouts de collecteurs ¾ qui sortiront de la
forêt afin d’être utilisés dans l’installation des nouveaux haubans.
- L’union d’acier inoxydable utilisée pour unir deux collecteurs restera réutilisable une fois bien que tout leplastique aura bien été retiré. Toutefois, aucun collet ne sera réutilisé.
- Pour effectuer les réparations, au cours des deux dernières années vous avez été obligé de remplacerquelques mètres de tuyau sur certains latéraux 5/16. Lorsqu’il est de bonne qualité et que vous n’avezpas de salaire à payer, il peut devenir intéressant de récupérer de long bout pour en faire de nouvelleschutes de 30 à 32 pouces. Cette dernière n’étant pas sous tension, sa durabilité devrait suivre la durée devie de l’ensemble de l’installation. S’il faut payer des salaires pour sortir certaines longueurs en traversd’un monticule de vieux 5/16, l’expérience démonte qu’il n’y a pas de rentabilité. Il devient pluséconomique d’utiliser un 5/16 neuf pour la chute. Dans tous les cas une chute de moins de 30 pouces nesera pas réinstallée.
- Les valves de tête de lignes, si elles sont en PVC, seront expédiées au programme de récupération de latubulure. Si elles sont en laiton et brasse, de belle apparence et étanches, on changera uniquement lesadaptateurs avant leur réutilisation. Il faut couper assez long pour pouvoir chauffer le plastique. Ils’enlèvera mieux.
25
Outils nécessaires :Par équipe de 2 travailleurs
- 2 pince-coteurs pour couper les brochettes ou broche à lyncher.- 2 ciseaux ou couteaux à 5/16- 2 couteaux à carlon- 1 sécateur pour broche numéro 9- 1 petit véhicule tout terrain équipé d’un wagon avec boite basculante- 2 harnais de reboisement- 2 paires de lunette de sécurité.- 2 petites clés rochet pour les collets- un rouleau de ruban forestier orange.
Méthode étape par étape :
1) Un travailleur passe entre deux collecteurs à la tête des tuyaux latéraux 5/16 en direction de la tête ducollecteur. À l’aide du ciseau, il coupe toutes les têtes de latéraux 5/16 rencontrées.
2) Le second travailleur passe le long du collecteur. Il se rend au premier connecteur (t en celle ou multi-record) du collecteur. À l’aide de la pince-coteur il coupe 4 brochettes de chaque coté du connecteur. S’ilutilisait du tuyau lynché, il coupera la broche à lyncher environ 3 pieds de chaque côté du connecteur.Cette distance doit être proportionnelle à la force physique du travailleur afin qu’il puisse d’un seul effortarracher les 5 ou 6 pieds de broche lynchée placée autour du collecteur. Cette broche sera pliée sur elle-même sur une longueur d’environ 1 pied. Une fois pliée, on la repliera en U pour la laisser sur le tuyaucollecteur. Elle sera récupérée plus tard. On prendra soin de porter les lunettes de sécurité afin d’évitertoute blessure aux yeux.
3) Une fois les brochettes ou broche à lyncher enlevées, une dénivellation est apparue entre le tuyaucolleteur et la broche primaire numéro 9. À l’aide des pinces-coteur il détachera le connecteur ducollecteur sans couper le 5/16.
4) Lorsqu’il y a présence de connecteurs doubles le 5/16 de l’autre côté du collecteur sera coupées.
5) Lorsque l’installation est équipée de connecteur multi-record ou d’adaptateurs étoile, seul le 5/16 seracoupé près de multi-record (ou étoile). Ces adaptateurs resteront en place sur le collecteur. On prendrale temps de dévisser les adaptateurs étoile. Un ruban de couleur sera placé la ou il y a un multi-record ouétoile.
6) Le long du tuyau collecteur, lorsqu’une union est rencontrée sur le tuyau, on prendra le temps d’yattacher un ruban orange.
7) Une fois rendu à la tête de ligne, les 2 travailleurs redescendent disons au centre du 5/16 qui estmaintenant par terre. En tirant sur le 5/16, (d’un côté comme de l’autre,) il enroulera sur son brasl’ensemble de ce tuyau latéral. La dernière chute de la tête de ligne sera utilisée pour attacher le rouleauici produit.
8) On prendra soin de faire suivre le véhicule tout-terrain afin que chaque rouleau ici constitué soit placédirectement dans le wagon évitant ainsi plus d’une manipulation ou d’éventuels oublis de rouleau 5/16en forêt. Si la pente ne permet pas le passage de tout-terrain, on prendra soin de produire 2 ou 3rouleaux, (selon la capacité du travailleur) pour aussitôt aller les placer directement dans une remorque àbascule. La manipulation de ces rouleaux à plus d’une reprise augmente considérablement les coûtsd’opération. Même s’il faut marcher sur une certaine distance, il est plus avantageux d’aller les porterimmédiatement que d’en faire des monticules à différents endroits en forêt. Certains seront tôt oubliés.On en retrouvera lors de l’aménagement engendrant des pertes de temps.
26
9) Une fois la charge du VTT ou de la remorque à bascule complétée, un travailleur se dirige vers le sited’entreposage temporaire. Si possible on transfèrera le tout dans le containeur ou remorque qui serautilisée pour la livraison à l’écocentre. Lorsqu’il y a présence de chemin carrossable, la remorque seraamenée directement en forêt afin d’éviter les transferts manuels d’un véhicule à l’autre.
10) On répétera les étapes de 1 à 9 de manière à couvrir l’ensemble du secteur à démanteler.
11) Une fois l’ensemble des 5/16 retiré de la forêt on prendra soin de couper chacun des tuyaux collecteurs àenviron 6 pouces du transvideur sans briser l’adaptateur avec filet. La broche primaire numéro 9 n’esttoutefois pas touchée. L’adaptateur de plastique sera ultérieurement remplacé par un nouveau en acierinoxydable afin de réduire la friction.
12) Les deux travailleurs équipés de leur sac de reboisement, de leur pince-coteur, de leur couteau à carlonet de leur clé rotchet, repartent du transvideur chacun leur collecteur. Ils couperont toutes les brochettesrencontrées. Ces dernières tombent par terre. En raison de sa petitesse, il n’est pas nécessaire de lesramasser. Si toutefois, le tuyau est lynché, aux 5 à 6 pieds le travailleur coupe la broche à lyncher. Cettedistance doit être proportionnelle à la force physique du travailleur afin qu’il puisse d’un seul effortarracher les 5 ou 6 pieds de broche lynchée placée autour du collecteur. Cette broche sera pliée sur elle-même sur une longueur d’environ 1 pied. Une fois pliée elle sera placée dans le sac de reboisement.Arrivé à l’emplacement d’un connecteur, on ramassera la broche déjà coupée que l’on a préalablementplacée en U sur le collecteur. Chaque travailleur porte les lunettes de sécurité afin d’éviter toute blessureaux yeux.
13) À tous les 300 à 500 pieds on prendra le temps de couper le collecteur à l’aide du couteau à carlon.Avant de couper on regardera si non loin on y retrouve une enture de tuyau déjà identifiée par le rubanorage. Si oui, on coupera le tuyau à cet endroit.
14) Lorsque que l’on arrive à une union dans le collecteur et qu’il y a présence de collet métallique, cesderniers sont enlevés et placés dans le sac de reboisement.
15) Une fois rendue à la tête de ligne, on coupera à nouveau le collecteur pour enlever la valve de fin deligne.
Les collecteurs :Le collecteur se retrouve maintenant au sol. Il n’est plus retenu par une broche; il n’y a plus de connecteurs. Ilest maintenant prêt à être tiré de la forêt sans risque de briser les arbres qu’il rencontrera.
1) Les collecteurs sont sensiblement placés parallèlement en forêt. À l’aide d’un 4-roues, en passanttransversalement à environ 150 pieds de la tête de ligne, nous pouvons attacher le tuyau collecteur àl’arrière du véhicule. (Soit au centre de notre section de 300 pieds) Sous la pression et les arbresrencontrés le tuyau se pliera en U derrière le véhicule sur une longueur restante d’environ 150 pieds.Rendu au collecteur suivant, on l’attachera à nouveau derrière le véhicule. Et ainsi de suite jusqu’à lasortie de l’ensemble de tous les tuyaux en tête de lignes. Le tout-terrain peut généralement tirer unequinzaine de tuyaux pliés en deux pour une longueur restante de 150 pieds. Aucun bris n’est fait auxarbres puisque nos tuyaux sont exempts de tout accrochage possible.
Selon la physionomie du terrain, il peut être plus avantageux de tirer les collecteurs soit de la tête deligne ou du relacheur. Dans tous les cas, il faut s’assurer qu’aucune broche ou connecteur ne pourrabriser le pied de nos arbres.
2) Le premier amas de tuyau sera placé sur un chemin facile d’accès pour un tracteur avec remorque à boiséquipé d’un mât auto-chargeur.
27
3) On répètera l’étape 1) jusqu’à ce qu’il ne reste plus de collecteurs en forêt.
4) Sur le chemin facile d’accès, chaque amas de tuyaux doit être distancé de quinze pieds l’un à l’arrière del’autre, question d’évider le croisement des tuyaux. Le deuxième amas peut embarquer sur le premiermais ne peut en aucun temps le dépasser ou être son égal.
Les broches :1) Une fois les collecteurs enlevés; à l’aide d’un sécateur un travailleur coupe toutes les broches d’arrivée
placées en ceinture près du relâcheur. Le bout de la broche principale doit être plié et enroulé sur elle-même. Pendant ce temps le second travailleur remonte le long de la broche numéro 9 équipé de sonsécateur.
2) À chaque hauban la broche de ce dernier sera coupée le plus près possible du collecteur. On ramasserala partie de tuyau servant de ceinture. Non loin le 4-roues permet de se départir des bouts de tuyaux.
3) À tous les 300-500 pieds la broche numéro 9 sera coupée. Après la coupure, on pliera la broche etl’enroulera sur elle-même, et ce aux deux nouvelles extrémités. Cette pratique permettra d’éviter deperdre les broches haubans lors de la sortie.
4) Rendu à la tête de ligne la broche sera coupée et toute ceinture autour de l’arbre sera enlevée. Onrepliera les bouts afin d’éviter que des broches haubans sortent lors du retrait de la forêt laissant desparties indésirables derrière soi.
5) Par la même procédure utilisée pour les collecteurs, l’étape 1) des collecteurs sera répétée mais cette foisen y attachant les broches de 300-500 pieds de par son centre.
6) Sur le chemin d’accès, ces amas de broches seront placés de la même manière que nos collecteurs maisaucun amas ne doit toucher à l’amas précédant question d’éviter que toutes les broches s’emmêlent. Deplus, aucune broche ne doit entrer en contacte avec les amas de tuyaux collecteurs
L’enroulement :L’entreprise doit maintenant avoir en main une remorque pour la sortie des billes de bois de la forêt. Cettedernière doit être équipée d’un mât pour réaliser le chargement des billes. On utilisera le retord de ce mât pour lerembobinage des broches et tuyau collecteurs.
1) Dans la main du mât de l’auto-chargeuse (la Clam), on aura pris soin de placer la bobineuse. Cettedernière est conçue spécialement pour cette fin. Il existe sur le dessus une poignée permettant à la mainde s’y agripper.
2) On placera la remorque à environ 1 mètre du dernier amas de broche ou carlons sortie de la forêt.
3) La bobineuse peut prendre cinq à six tuyaux en même temps. Avant son démarrage, on fera passer lepremier tuyau entre les rouleaux d’entrée puis entre deux barres métalliques constituant le cœur de labobineuse avant de le replier sur lui-même. On fera ainsi avec 5 à 6 tuyaux. Le rembobinage peutdémarrer.
4) Faire tourner le retord (la main de l’auto-chargeuse). Les tuyaux devraient se placer pour constituer unebobine. En rembobinant, il faut être attentif afin de s’assurer qu’il ne reste pas d’union d’acier inoxydableréunissant deux tuyaux. Dans ce cas arrêtez la machine et coupez les deux tuyaux pour extraire l’union.Si une fois enroulée votre bobine n’est pas complète vous pouvez ajouter un ou plusieurs tuyaux enpassant le bout de ce dernier sous l’un des enroulements déjà réalisés sur la bobine. Le plier sur lui-même et démarrer le retord tranquillement. Le rembobinage devrait facilement redémarrer. Répétez letout jusqu’à l’obtention d’une bobine de la taille désirée.
28
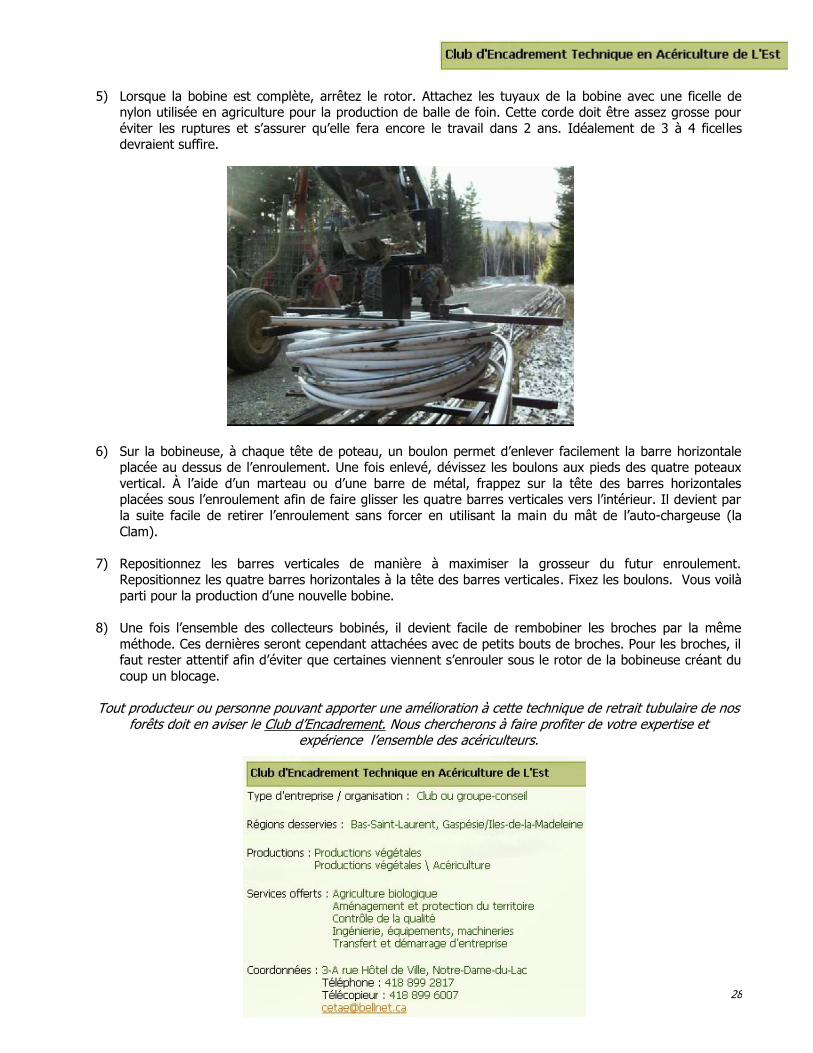
5) Lorsque la bobine est complète, arrêtez le rotor. Attachez les tuyaux de la bobine avec une ficelle denylon utilisée en agriculture pour la production de balle de foin. Cette corde doit être assez grosse pouréviter les ruptures et s’assurer qu’elle fera encore le travail dans 2 ans. Idéalement de 3 à 4 ficellesdevraient suffire.
6) Sur la bobineuse, à chaque tête de poteau, un boulon permet d’enlever facilement la barre horizontaleplacée au dessus de l’enroulement. Une fois enlevé, dévissez les boulons aux pieds des quatre poteauxvertical. À l’aide d’un marteau ou d’une barre de métal, frappez sur la tête des barres horizontalesplacées sous l’enroulement afin de faire glisser les quatre barres verticales vers l’intérieur. Il devient parla suite facile de retirer l’enroulement sans forcer en utilisant la main du mât de l’auto-chargeuse (laClam).
7) Repositionnez les barres verticales de manière à maximiser la grosseur du futur enroulement.Repositionnez les quatre barres horizontales à la tête des barres verticales. Fixez les boulons. Vous voilàparti pour la production d’une nouvelle bobine.
8) Une fois l’ensemble des collecteurs bobinés, il devient facile de rembobiner les broches par la mêmeméthode. Ces dernières seront cependant attachées avec de petits bouts de broches. Pour les broches, ilfaut rester attentif afin d’éviter que certaines viennent s’enrouler sous le rotor de la bobineuse créant ducoup un blocage.
Tout producteur ou personne pouvant apporter une amélioration à cette technique de retrait tubulaire de nosforêts doit en aviser le Club d’Encadrement. Nous chercherons à faire profiter de votre expertise et
expérience l’ensemble des acériculteurs.
29
ANNEXE N°2
CONDITIONS À RESPECTER POUR L’APPORT DE TUBULURES D’ÉRABLIÈRESDANS LES ÉCOCENTRES DE LA RIDT
Dans tous les cas, il ne doit y avoir aucun déchet ou autre matériau avec les tubulures.
Tuyaux collecteurs (main) :
Idéalement, le tuyau doit être mis en rouleaux de 4 pieds de large maximum.Les fils métalliques doivent être enlevés des tuyaux collecteurs mais lesjonctions et colliers peuvent être laissés dessus.Les tuyaux collecteurs doivent être apportés séparément de la tubulure 5/16.
Sous ces conditions, les tuyaux collecteurs sont acceptés dans les écocentresau coût de 50 $ la tonne ou 18 $ du m³ s’il n’y a pas de balance.
Si ces conditions ne sont pas respectées, le tarif facturé sera celui del’enfouissement.
Tuyaux latéraux (5/16) :
Idéalement, les tuyaux latéraux doivent être mis en rouleaux de 2 pieds de large maximum.Les tuyaux latéraux sont acceptés avec les raccords, les unions et es chalumeaux.Si l’acériculteur possède des tuyaux latéraux 5/16 de différentes couleurs, ils doivent alors être livrés séparés parcouleur.Les tuyaux latéraux 5/16 doivent être apportés séparément des tuyaux collecteurs.
Sous ces conditions, les tuyaux latéraux 5/16 sont acceptés dans les écocentres au coût de 50 $ la tonne ou 18 $du m³ s’il n’y a pas de balance.
Si ces conditions ne sont pas respectées, le tarif facturé sera celui de l’enfouissement.
Le recyclage de votre tubulure d’érablières permet d’éviter l’accumulation de matières non dégradables dans vosérablières et de préserver l’environnement tout en évitant leur enfouissement.
Cependant, le recyclage des ces différents plastiques ne peut se faire sans une séparation des différentesmatières et nécessite donc un respect strict de ces règles. Par la suite, la RIDT effectuera le pré-traitement requisavant l’envoi vers l’usine de recyclage de plastique.
Projet pilote de récupération et recyclage des tubulures d’érablières
ANNEXE N°3
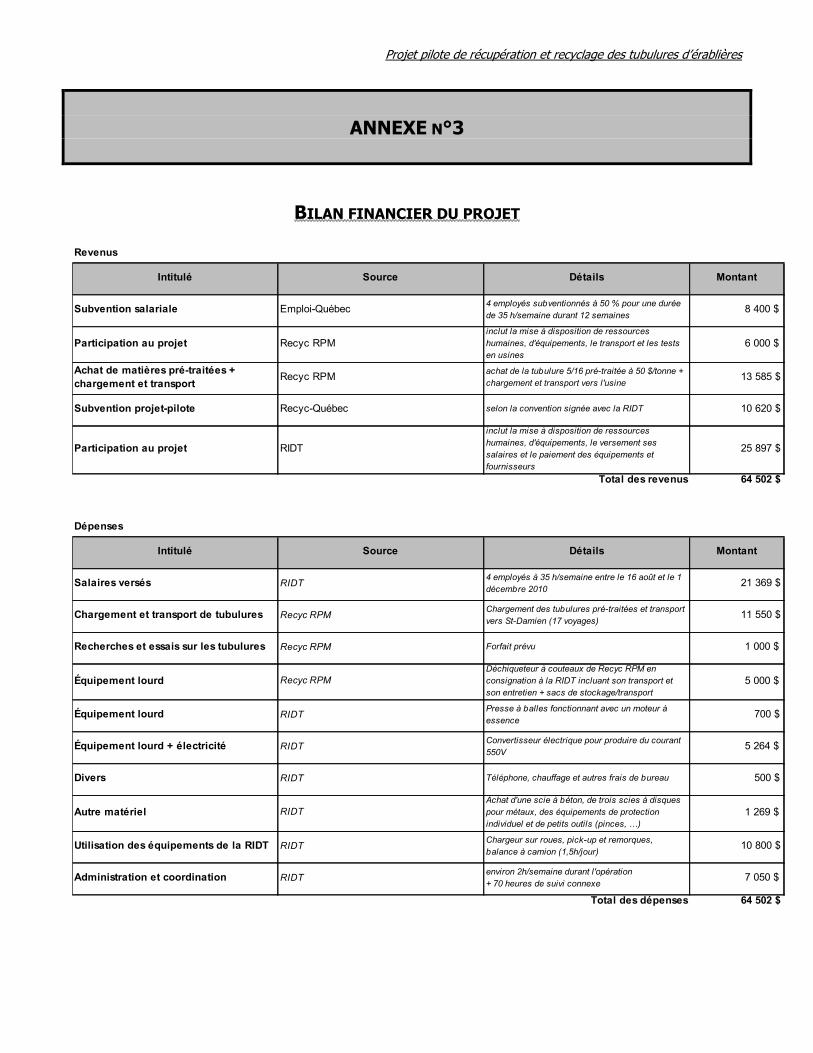
BILAN FINANCIER DU PROJET
Revenus
Intitulé Source Détails Montant
Subvention salariale Emploi-Québec 4 employés subventionnés à 50 % pour une duréede 35 h/semaine durant 12 semaines
8 400 $
Participation au projet Recyc RPMinclut la mise à disposition de ressourceshumaines, d'équipements, le transport et les testsen usines
6 000 $
Achat de matières pré-traitées +chargement et transport Recyc RPM achat de la tubulure 5/16 pré-traitée à 50 $/tonne +
chargement et transport vers l'usine 13 585 $
Subvention projet-pilote Recyc-Québec selon la convention signée avec la RIDT 10 620 $
Participation au projet RIDT
inclut la mise à disposition de ressourceshumaines, d'équipements, le versement sessalaires et le paiement des équipements etfournisseurs
25 897 $
Total des revenus 64 502 $
Dépenses
Intitulé Source Détails Montant
Salaires versés RIDT 4 employés à 35 h/semaine entre le 16 août et le 1décembre 2010
21 369 $
Chargement et transport de tubulures Recyc RPM Chargement des tubulures pré-traitées et transportvers St-Damien (17 voyages)
11 550 $
Recherches et essais sur les tubulures Recyc RPM Forfait prévu 1 000 $
Équipement lourd Recyc RPMDéchiqueteur à couteaux de Recyc RPM enconsignation à la RIDT incluant son transport etson entretien + sacs de stockage/transport
5 000 $
Équipement lourd RIDT Presse à balles fonctionnant avec un moteur àessence
700 $
Équipement lourd + électricité RIDT Convertisseur électrique pour produire du courant550V
5 264 $
Divers RIDT Téléphone, chauffage et autres frais de bureau 500 $
Autre matériel RIDTAchat d'une scie à béton, de trois scies à disquespour métaux, des équipements de protectionindividuel et de petits outils (pinces, …)
1 269 $
Utilisation des équipements de la RIDT RIDT Chargeur sur roues, pick-up et remorques,balance à camion (1,5h/jour)
10 800 $
Administration et coordination RIDT environ 2h/semaine durant l'opération+ 70 heures de suivi connexe
7 050 $
Total des dépenses 64 502 $





























