Embed Size (px)
Citation preview

1
Malesani Andrea matr. 563946
Università degli Studi di Padova
TECNOLOGIA MECCANICA CON LABORATORIO
PROGETTO

2

3
INDICE
1-Esercizio 4
2-Premessa iniziale 5
3-Piercing 6
4-Backward Extrusion 8
5-Estrusione diretta 10
6-Conservazione del volume 12
7-Bilanciamento delle forze 12
8-Sequenza 3D 13
9-Sequenza 2D 13
10-Foglio di calcolo 14
4
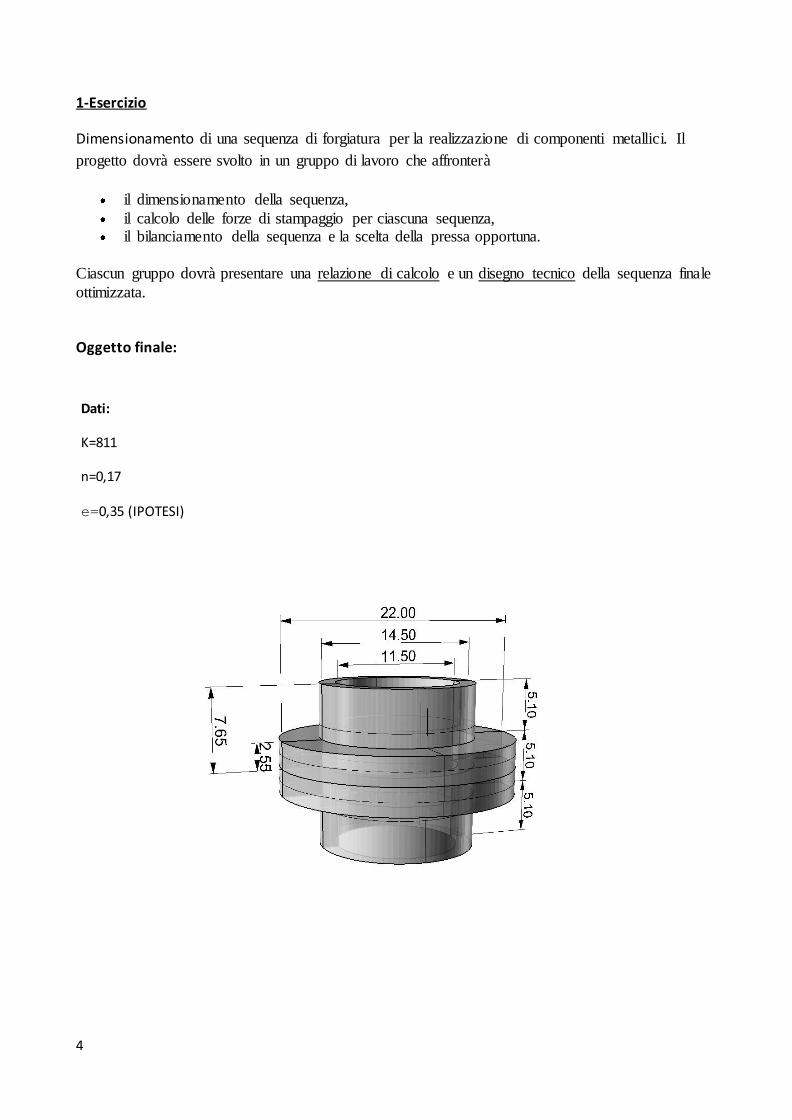
1-Esercizio
Dimensionamento di una sequenza di forgiatura per la realizzazione di componenti metallici. Il
progetto dovrà essere svolto in un gruppo di lavoro che affronterà
il dimensionamento della sequenza,
il calcolo delle forze di stampaggio per ciascuna sequenza, il bilanciamento della sequenza e la scelta della pressa opportuna.
Ciascun gruppo dovrà presentare una relazione di calcolo e un disegno tecnico della sequenza finale
ottimizzata.
Oggetto finale:
Dati:
K=811
n=0,17
e=0,35 (IPOTESI)

5
2-Premessa iniziale
Prima di iniziare con l’anali del processo, mi sembra doveroso osservare che il pezzo può essere
realizzato con altri processi probabilmente più semplici e ovvi per crearlo come potrebbe essere
ad esempio il processo di IMBUTITURA AL TORNIO DI TUBI, usando come sbozzato un tubo, magari
generato da una billetta tramite il processo Mannesmann.
Il progetto prevede di utilizzare i processi di estrusione e forgiatura e quindi la sequenza dei
processi interesserà solo queste due tipi di lavorazioni. E’ stato scelto di costruire la sequenza del
processo a partire dal pezzo finale e risalire a ritroso alla billetta iniziale necessaria. Questa scelta è
del tutto arbitraria ovviamente. Si poteva benissimo partire da una billetta di volume pari a quella
del pezzo finale più una certa percentuale di sfrido e successivamente ricavare le altre lavorazioni.
E’ stato ipotizzata una certa percentuale di sfrido sul volume finale.
La sequenza delle operazioni sarà :
- 1 Piercing
- 2 Backward Extrusion
- 2 Estrusioni dirette
Analizziamo quindi ogni processo nel dettaglio.

6
3-Piercing
Variabili di input materiale
K=811 MPa
n = 0,17
e=0,35 (IPOTESI)
Variabili di input geometria
Dp=D0=11,5 mm
Spessore=h_sfrido=0,97 mm
Procedura di calcolo
Perimetro= 36,13 mm
UTS = en= 679,15
F= 0,7 UTS * spessore * perimetro = 168 E 02

7
4-Backward Extrusion
Variabili di input materiale
K=811 MPa
n = 0,17
Variabili di processo
m1= 0,12
Variabili di input geometria
b=h_sfrido/2=0,489 mm
di=D0=11,5 mm
d0=D1=14,5 mm
L1=h+h/2=7,65 mm
Procedura di calcolo
L0 = = 3,14
s = = 1,5 mm
m= = 0,311

8
of,1= = 900 MPa
of,2= = 1009 MPa
op= of,1*(1+ 2865 MPa
F=op * = 2,98 E 05 N
Analogamente per l’altra metà s i ritrovano gli stessi risultati.

9
5-Estrusione diretta
Variabili di input materiale
K=811 MPa
n = 0,17
Variabili di processo
m1= 0,09
Variabili di input geometria
L1=LO_BE-h/2=0,595 mm
L2=h/2= 2,55 mm
d1=D1=14,5 mm
d0=D2=22 mm
Procedura di calcolo
L0= = 2,80 mm
R= =2,3
Y= =672 MPa
P= 786 MPa
F= * = 2,99 E 05
10
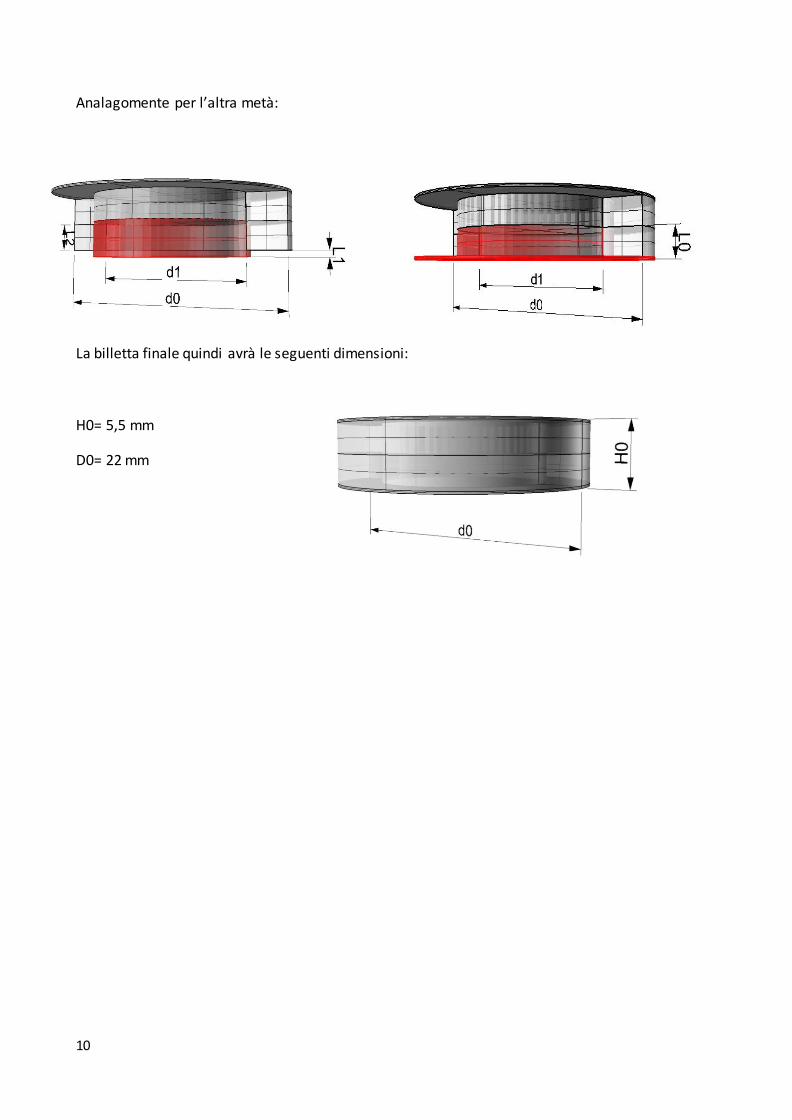
Analagomente per l’altra metà:
La billetta finale quindi avrà le seguenti dimensioni:
H0= 5,5 mm
D0= 22 mm
11
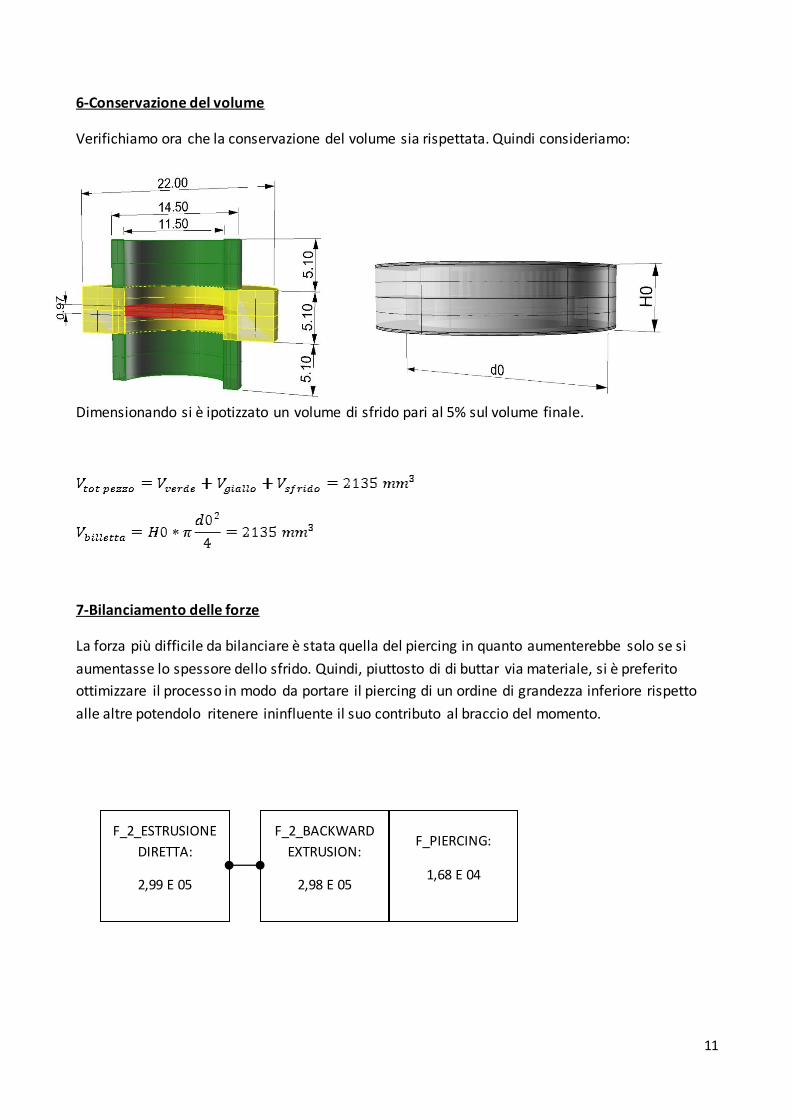
6-Conservazione del volume
Verifichiamo ora che la conservazione del volume sia rispettata. Quindi consideriamo:
Dimensionando si è ipotizzato un volume di sfrido pari al 5% sul volume finale.
7-Bilanciamento delle forze
La forza più difficile da bilanciare è stata quella del piercing in quanto aumenterebbe solo se si
aumentasse lo spessore dello sfrido. Quindi, piuttosto di di buttar via materiale, si è preferito
ottimizzare il processo in modo da portare il piercing di un ordine di grandezza inferiore rispetto
alle altre potendolo ritenere ininfluente il suo contributo al braccio del momento.
F_2_ESTRUSIONE
DIRETTA:
2,99 E 05
F_2_BACKWARD
EXTRUSION:
2,98 E 05
F_PIERCING:
1,68 E 04

12
8-Sequenza 3D
9-Sequenza 2D
E.D
.
E.D
.
Piercing
B.E.
B.E.

13
10-Foglio di calcolo
Dati Iniziali processo
D0 [mm] 11,5
D1 [mm] 14,5
D2 [mm] 22
h [mm] 5,1
htot [mm] 15,3
k [MPa] 811
n
0,17
er
0,35
Calcolo volumi e
Volume finale
VA=VC [mm3] 312,43139
VB [mm3] 1408,94540
Vfin [mm3] 2033,80818
V_ali [mm3] 1096,51401
Ipotesi Sfrido e Volume totale
IPOTESI Sfrido % % 5
V sfrido [mm3] 101,69041
h sfrido [mm] 0,97903
V tot [mm3] 2135,49859
Piercing
diametro [mm] 11,5
spessore [mm] 0,97903
Perimetro [mm] 36,12832
UTS [MPa] 679,15414
F [N] 168E+02

14
Backward Extrusion
b [mm] 0,48951
di [mm] 11,5
d0 [mm] 14,5
l1 [mm] 7,65
μ1
0,12
k [MPa] 811
n
0,17
L0 [mm] 3,14596
s [mm] 1,5
μ
0,311
of,1 [MPa] 900,71378
of,2 [MPa] 1009,05687
op [MPa] 2865,47989
F [N] 2,98E+05
Estrusione diretta
l1 [mm] 0,59596
l2 [mm] 2,55000
d1 [mm] 14,5
d0 [mm] 22
μ1
0,09
k [MPa] 811
n
0,17
l0 [mm] 2,80889
R
2,3
μ
0,09
Y [MPa] 672,76705
IPOTESI :
deformazione plastica
p [MPa] 786,47672
F [N] 2,99E+05
Vbilletta [mm3] 2135,49859 (Do^2)*(pigreco/4)*lo
Forze
F_E.D. [N] 2,99E+05
F_B.E. [N] 2,98E+05
F_P [N] 1,68E+04

15





























