Embed Size (px)
Citation preview

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 1/30
C E R T r F I C A O O n D M I l J - 09'44/0'9
CUAUCONTAOL
CER TIF IC ADO DE HOMOlOGACION DEL P ROCEDIM IE NTOD:E . S OLDAOURAProcei!ure quaf"mwtlon ,ec<:lttl (PORI
~ ~ ~ ~ ~ U ~ N ~ I ~ O ~ N ~ T ~ A ~ L ~ L ~ E R ~ D ~ E ~ M ~ O ~ N ~ r ~ A ~ J ~ E ~ S ~ E ~ S ~ P ~ E ~ C ~ ~ ~ L ~ E ~ S , ~ U ~ T ~ M ~ E ~ _
Cert if icado de h om o lo ga tio n PQR nO . .. .: U ~ T M . :. :. :. l! :: E ~ - _ O ~ O ~ 6 ~ ~ ~ ~ R e \ ' is i 6 1 1 l DO ..... ...l O~_ Fecba Noviemb,re - 2009Prnccdm QJ.olfficaIim Iktord P Q I i t ND F tr c\ 1l Io o N o D l l ! O -..:..;.;;;;,;;,;.;=:..;~;..,......~~--
E S J ) C I ; " i f i c a c i o o p ro ce d lm i . . 'e m o s old a ,d w :a W P S n °_ _ _ , U. . . .! . . . . ! . M E " " " " ' - _ - _ " O " " ' 0 5 > < . : R e v i s i O n n .° -L F ; t : C b a . _ - ' - ' N " " ' Q " ' -V l , _ , , :e : . : ., : m " " ' b , _ , _ f .: < . e _ - - = 2 " " 'Q..9 = - : _Wtli!lci I"'-d= ~ 'WI'SNo R t:v Im o : Po;o:
P rO C e d im i e :m o ( s ) d e s o ld e o G : : . : . . ! .T A ~ W ! . . . . + . : . . . . : : : S ~ M ! ! :A ~ W ~ TiJXl . .! .. !M A ~ N . ! . .: U ~ A : : ! ' L .. ._ _ _ _W.ldm; 1 ' f Il O O U < . . :J l)1I"
D ISENO DEIA 0NI6NJOIlu'(Qw~}
Especif icaciacD d e l I l l3I Ier ial , ' - - - - ' A ' - " - ' , 1 ' - " 0 " " 6 ' - - ;8 Espe c i fi c ac iQn d e l male rial,~~~ ...A~ 1! ..: =0 ~6 :......_ ~ _M J I < r la I 5pC{ifitilia!! 10=2riiI ~ -
Tipo y grado G r 8 :ITipn y gTXoo'-- "..-;G.._.B .._. _Ty pe I Il d gnde 10 I)'pe.liIIIf e n d o
P_N° 1 a P_N° 1p.r{o--~-~~~-------....:....--------loPN •.
----~~--~~-~--...!.....------Esoesor 8 2 mm~ ~ O ~ ~ ~ f t ~ · ~ = = p m = - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ~ ~ ~ ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
DjawctTO,=-==::-- __ ~~~~~ -------__,8"-"----------------------------0"""'... 06= C < I U J I O I I
METALB S DB APORTBP,llolS ~1eW.(QW_)
O r r o s , _ _ ~ _ _ ~ ~ ~ ~ ~ _ _ ~ ~ ~ _ _ _0Il!=
s
4..2mm
GTAW' SMAW
5.18 5..1
ER 7O'S·6 E 10 18 :
1
Dlimell'o del electrode$""" of filk:r m=I
2.4 m.m 2.5,3.2mm
E so es or d el metal depositadow ;~ ; " ; " 0 1 Ihkl=..
4 , . O m m
OlIOS
Tempeta t t t ra de preealeruamienro Ambient.e ~ 10 ' l i e' tdt.ei! -...= . .. < :: > !. .! .! .! < l" "" "- =" :. .. .. .. .! C" '- '' '' -- _
1 'emp er at uia c r ur e p as ad as - ' 1 " " 5 ' 1 1 ! Q _ a . . . . : C ~ _~ 1&mpOI1I!IR'
O~ ___00;0" -
Po sic i6 11 d e SQldadnra.__ .: .6G=- ~ __
PoolIiilc ollfOD'"
p ro g r e s i 6 n d e soldeo A ' - " " S " " C . . " E " " ' N . : D _ " , E " " ' N ' - ' - T _ " , EW<I i I Jl. 'OJlnsiIm
Orro s , ~~ ___
CUe"
MU-{)9'14-{)9-UTME-ASME IX- GTAW+ SMAW, AC, Rev.l.doc Hoja 1 de J
Sllret lof3

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 2/30
CERTIFICADO n O M U - 0944109 TrNNORD_ ..... , Ifjl""faA ....... " I
TRA IAM IENTO T ERM ICO POS I-SOLDEO_·Yleld. Uu< T_ ( Q w . J o 1 : J
TemperannaT <mJ>' r .>b>ro
Tjempo de mamenhnlemo --T=Otro~ClIh=
GASo. , . (9W-4OiS)
% elocidad Ts; COmptm1io~
Gas Mezc la CaudalOa t Milmn: ~'r~
Prorec tor ARG6N99.99"10 12IImin.
Sh.. 1 d . l J i f
Arrasue -- --Tr. l i lm,
~aldo_!;WI'
CARAC IE lU S TI CA S E LE C rR ICAS~ <bao :!.,; ,., ;c. {QW~
PasadaO) PrecesoMetal d ! e aporte Corrieme Velocidad fupurKJ/cm OlTOS
flil:f ~~ Cu:rienl em/min
wcl< l i.yrrfs) p._,." Clase DilimetrO Polaridad Rimgo Amp. Ra~oVolt. 'T..... l q > < o o o d topu, (Jt1.!n
' C l o ! o 1 ! 0;;"" T) 'p< po..... Aml"lfDI" v L1 b o I , g ~
1 l I l l I "1 GlAW ER 70$·-,6 2.4mm DC(~) 110 1 0 8 . , 0 8.25 -
2 GlAW ER 70S-'6 :2.4mm D C (-) 145 12 9.0 11.60 -
3 Str.1AW IE7018 :l.2mm D C (-I) 120 24 1.3.0 13.29 ,-
4 SNAW IE7018 :!.5mm DC (-I) go 22 1 0 1 . 0 11,88 -D im ee siore s de l electrode de ru.mgsreoo e J24 lmm TORIAD02%~~site
OIros CORRIENiE CONTINUA~
TECNlCAT~(QW-410j
Ve loc · id iH I de avanee GTAW 8+9 crnrmln, SMAW 10+'13 omfmin.I I ' l I " , , 1aI opood
Aponac i6oI 'C 'Cm U osei l:aI lte AMBA$S l J 1 I I g OJ " "" ''C . . .ad
I O 5 c : i l a c i o o , < 25 VECES 1 2 , . CONSUMIBLE~
Pasada s imp le 0mw[ip le MOLTIPLIE"hdr_<>rolq.lt_
Elec1.TooQ:s~e 0 multiple SIMPLESmjk IIImultipI~ lIode
Quos --O t bo . .
MU.Q9~9·UTME. ASMEIK-GTAW + 5MAW, AC, Rev.l.doc Ho] ...2-de 3S h e ! ! ! lUX)

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 3/30
CER JIF IC ADO n DMU_ 0944/051
,rrNNOIID
CUAUCONTROL
ENS fAYO l iJRT iRACCIDN
l B N S A Y b s .DB 1)OBLADO 16UIAOO'Go~Beod T~ (QW~'I60J
Ancho(mm) I Espeso r (mmJ Secci6n(mml.)WkW> Th",I!!o<'.. A •••
Pcobeta N° Carga d e rorur ,a (KN)TOIiII~
Te nsi6n de rorura (M Fa) T ipo de rotura y siruacjon
5099.0 8 . 0 152..0 71.39
2 19.0 8 . 0 152.0 16.44 5 0 3
ResuJ~oipo "f figura, N°lYtle < O J d I ' ison N. _IUJfih
36 XU SATISFACTOR. IO'W.40 ' [a ) . 3 CAIRA
4 RAfZ 38 X 8 SATISFACTORIO
38)( 8 SATISFACTORIO
I Q W , 4 6 2 (a). 6 RAIZ SATlS 'FACTo,R108 X 8
R E . r . m .IENCfAT""~'T"!t{QW:;I:ro)
Rompe N "(!ro~'1ln;U No ~rl'2l!
E~i6~ late ral J ; n s a y l l c aida de peso
T em p. e nsa yo DC Imp acm ( lu li os ) r- W !m <I ,' _ _ " ' I '. . . :' _ w m _ - _ ' -t- I > i t 1! > . ., . :_ " _ ; ' d :g ( b : .. ' _ ' _----.IT~~rt; h:n~ ,,"'1htu
Probeli! N"
5,1" ' ' ' ' ' ' ' ' ' ' ' '1 '1 '"
'secc:io.l 'lemallliNo.::!> I«aOOo
Tip o emal laN""llTl'P"
%CQm romJ;S~ mtll
RNSAYO DE MACROORAFIA Y DURlSZASPIl'kt.w< ljt"""1't~Qw.:.r80) G -
siD siDo D NoDaD e ua c il )n e n ,m ew base
~mropilteill""'liIl "0
Resultado aeeptable
~j~r><'rMl' " "
ResuJ rado mac rog ra fl a SATISFACTORIO Re su lr nd o d u re z as : Aceptable, Verinfoml,e de Bose N° ZS346 ,US
An6 .iis is Q uiD n iro ; V e r fn fQ !T Jl e d e eQ~e H I > 2 5 3 4 6 . 0 < 9
,~~-
BENITO ALARCON BELCHI _ _ .DN l 0 :° 23.034.498-1KC1"d~
S e U o n C ~ S , - , , · B ! ! : A B ! ! : '. . .. _ _
SnmpNo
N om bre d1!l soIdatl.orWe!da'._
Wombre del soldador -.::=- DNl n :o &llo n O ~ . _ - -=:;:__ _
W.!dtr'J :n :un. Cl"'~ """,,!:!or Sump N o
Fecha: Nevi'embre-09
GerUficamos 'que 10 esta'blecidoel1 este doeemento es correcto y que los ensayos de s o ld a d u ra e _ _ "-L>
ensayarlos de acuerdo con 10$ reque.rimientos de 18. seccion IX del c6dig,(JASIIiIE.
MU-094W!l·U1ME· ASME IX-clAW+SJY...\W, AC, Rev.l.doc Hoj3. 3de3Silee13 oil
5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 4/30
HDja 11de 2
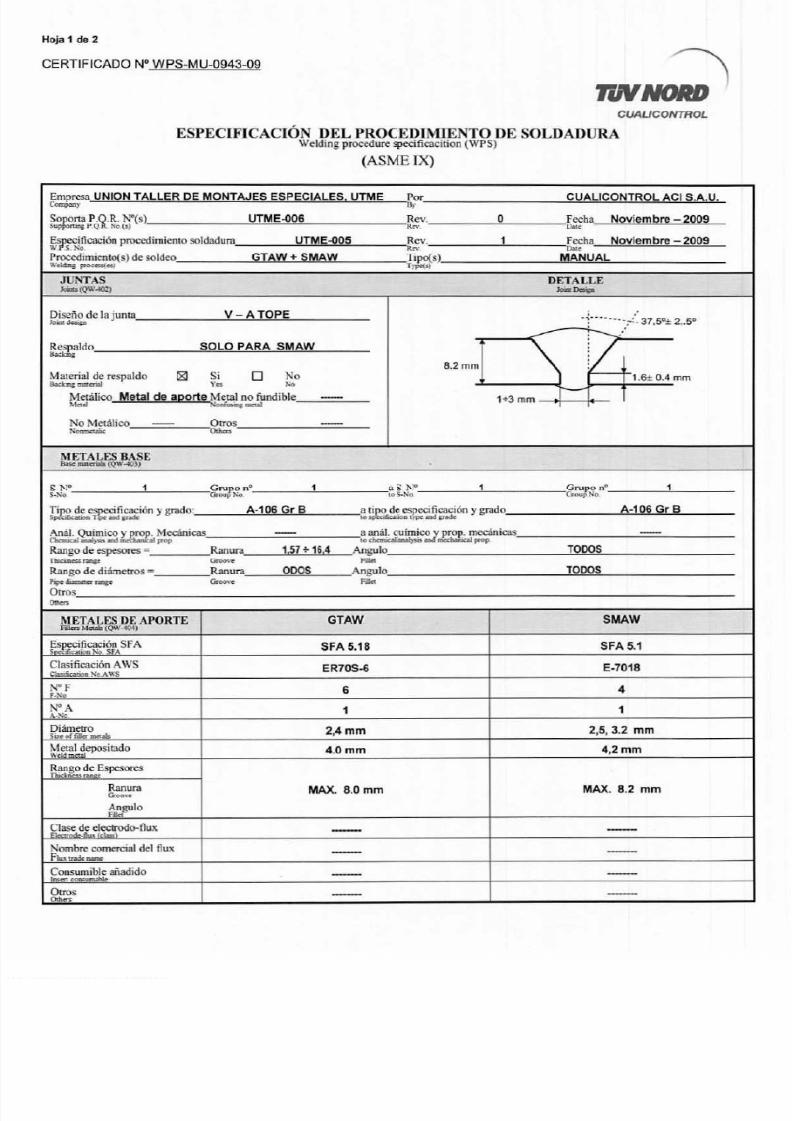
CERTIF ICADO N° WPS-MU-0943- '09
TdVlIOIIDCUALlCONTR01..
E SPE CIF ICACION D E L fROCE D IM lE N TO D E SOL D AD U RAW e ld in _g p ro ce du re s pe cific ac ir io n (W P S)
(ASMEIX)
Empre~ UNION TALLER DE . MONTAJES ESPiECIALE:S, UITME Por CUALICONTR,OL ACI S.A..U.c~~· ~ ~ B)"
SaponaP'2:R. o M UTME-006 Rev, 0 Fecha Novi,embre -.2009Support in: I'.Q l-io,Cs) ",,", Oak
~ e c if ic a c i6 ,n p ro c e dimi cn to ~ ld ad lJ ra UTME.o05 Re 1 fetha Novlembre - 2009~_S_No. , , " ' ~ '
MANUALrocedimiel l lo(s) d e s el de e GTAW+SMlAW Iipo(s)~'oikIiq 1"" '<css{<>1 T,jc:(.)
JlTh'TAS ]l£TALLE~QW4!l!~JI ~
B!::de la junta V -A. TOPE -f -- . .. .. . .: 37.50:!: 2,.5O~. .
Re paklo SOLO PARA SMAW
LB.2mmMaterial de respaldo ~ Si 0 !o ] 1.6±0-4 mmIbd;:ing mmri1I 'I'd
,
Mel l i l i co M etal de aporte Metal no f und ib l e - 1"* ' .3mm r-u.m ~......:I I
[ )M e : t aJ i co - Otres -Odlai.i
MET.4.LES~SE~<ria!s(9w 3}
S- 1°' 1 GT'UponD 1 a S- 1 Gru~l'I° 1S-No . ( " n o - u p N o . IOS -Na G","p D.
T ip o d e ~caei n y grndo: ,11.-106Gr B a rip e d e e sp ec if ic ac io n y gmdo , 1 1 . - 10 8 ; G r Bs~-"",_pod< "'~.'-_'jpad<
/ \nal. Quimico Y Rmp-Mdnicas - a =.::.<f,uUni~ proR. m~iCilS -~~0=Dc0I ii>II)m i I< Ii l ~ II"P ' " . o .w , . . . . . ~ prlOp
R aa go de e s p e s o r e s = Ranum 1 1 5 7 0 - 1 8 4 Angulo T O O O S1l:rEiiDc5s.reDgC ~-. fillet
Rango de dimne:rros= Ranum O . O O S Angulo moosP¥~"'TiIIJI~ Gin>o\.., F i l l < o
Ouos~
~IE:MLES DE APORTE GTAW SMAWF i I lCB 'M. ; tu I s (C l !W~)
~~i~QAsrA SFA5.18 SFA 5.1
C1asHicacion WS ER70S..s E-7018~1:I .No.A~'S,
~! 8 4
N"'A 1 1A-Na
[)ilinnetro 2,4mm 2.,5, 3.2, mmSb;¢. of filkr IIl<Qlo
Meta l deposi t ado 4.0mm 4,2mmWddmd!>l
B¥ngo de Espesores~t2n2.
Ranum MAX. 8.0mm MAX. 8.2 mmCr(!!~
AnguJoFillc1
C las e d e e l oo t rodo- -f lu 'X -- ~Boamde.flm: r c l l< l l
, N om hrc c om ere ial d el flux -- --Fmm&:_
Cons um ib le a ilr u :l. id o -- --ns=~
OIrOS -- --OOtn;

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 5/30
Hoja2 de 2
GERT1F ICADO N° W PS -MU-0943 -09
CUAUCON7l'l()l
P o s i c i 6 . n { e : j } ~ 1 1 r a I T u r a , · _ _ _ _ _ J _ T ~ O ~ D D A " : ! _ S _rllSil!ln(sj of~;!.'C
lE I Ascendentei 1 J >
Progrcsi6n de soldadura
. . . . c l d i a E 1Ii~!SSicIl I.
o Descendente
On."
Pos:ici6nles) e n imgu]o, _ _ . ! . T ~ O ~ C o .A ~ S _
P«ib>i(f) .r G I k <
TempernfilraT ~ e f ~ e ~ ' - - - - - - - - - - - - - - - - ~ ~ - - - - - - - - - - - - - - - - - -
Tiempo , = = = - _r:_rqe-
~Iurn de pr e cal commicmo ( M i n . ) , :_ _ . : . ; A m : : :: ! . !! b o ! ! : ie ~ n ~ t : : :: . e , . .: . > _ ; 1 ! : : :: O ~ " C ~_,.~
T c m p e r a m r s e n t r e p a s ! l . ' d l lS ( M " a ) , . . . ; ; c : : ; , . : 2 : : : : : 5 = O I l C - = ·-- _1IlI~1~mH!{ma1
M an!e l1~imienlode precalentamieJ l l to , ~N ~/A~ ~~~u:g~r.JD;"
G a s e s (es) M e 2 1 cF aGa(;:;l . M1UlW;
C:audalEkI",·!llo
ARGON 99,990 % 8 ·16 I, I m in .Prctectcr~
Arras l i re
RespaldoIb<l ; i tw;
C orrie nie A C e D C . . . _ . ! [ I . : . : : C ~ Polaridad . . .. L : ( - 1 . : ) ' ! :: ; ! G : . J . T Q A : ! l W ! . . i I !. J ( I . :! + J . . } ~ S : ! ! ! M ! ! ! A ~W~ , ' ,-- _
c ......... c oOC PO!''''wRange de Ampe ri.m : gO - 1SO Rango d e V o1tios ' __ J c ~,= -", ,2 '11;.6 _
Amp>; (R:q;<1 Vo l ts ( "Rm t : 0l
T ip o yd im e l l s io n e s d e l e l c c tr c d o d e tu n g s te n o . . . : : :Q l . : . . , ' . !o J 2. 4 . ! . ! , m l ! . ! m . ! : _ , . . . . : : C : : . : OllN . . . ! 2 . _ ' '% ; ( l ! !·. . . ! D ! ! . ! E , , - . : . ;T O ~ R ! . l : ! ~ ~ O : _ _ _
T~"'".......,.."=,.;<)1'"Forma deTransferir (G tA~V) __===__ _
Modoor...ulm.ro>fot b-Ci).i.~V1'
R an go d e 3vance y e onsnm o de la v a r i n a , : . . . ---=::==__ _
Elo::tn>/i:; ""'. r...:l speed ""ll"
A p o o .a . c i 6 n r e c t a III o s c i l n n t e . : . . , A :: : ! ! ! M : : B " 'O :. : : S , _ · D im en s i o n e s d e l o r if ie io 0 b o q u i l l a . . ! ! 8 : _ : ;: . . . ! 1 l ! ! 2 . i , m ! . ! J m ~ _
Slnniot "'.... , I>a<I ~ w S"'''''I' m. .L im pie z a i n ic ia l y entre p ns a da s CE PILL O .A LAMBRE MA! NUAL Y la ESMERILADOMerodo de s a n e a d o _ _ . . ! iE ~ S ! . : ! lM [ ! . ! .E = . ! R : ! l r ! :: L A ! : ! . ! [ lI : ! .! Q : . ! . ' .. ! : P , Q A ~ R A ~ '£ S ! . ! ! M ! ! ! A 2 W : ! . . . S ! ! S : ! . ! Q ~ L . ~ O
IEtail 0I '0I l""~~1~ ~ Mab"d "r-iCEQillll
Osei Ia.ei6.n MAxIMO 2,5 VECES 0' ELECTRODO Distancia de tuba de ecntaeto a pieza NJA~ Cku<>,..te l< ! ......n:~
P as ad a mul ti pl e 0 simple .MOLTIPLE . E le c trodo mU lliple 0 simple S IM PLE"MIIpIc Of" IE,IIkJml. {pI:o: =1 M~ltIpIeor s t !£ ;1 : . -
Range develocidad G. '14 em I mi,n. M:artilloo NO Otros ..;;;;;;=.. _
Tr..-d i I X e d (r .Il1&~l I ' cmiDg Ot~=
PasaAa(s ) ' P ; m c e s o . Ei !k :r . . .. .
Wio1d~<I' (J) ~ CJase~
1 GTAW ER 705·6
2 GTAW E F t : 70306
J SMAWE 7018
4 SMAW IE 7 1 l i 1 : 8 21 - 25 9-11
. R an go f Vcloci~Bd IV O l t i O . S 1 Tw-~
'r"il ~-J tm&c cmlmin .~ I Palarithid.
" ' 1 J I O . ~2.4 I DC ( •.)
2 0 : 4 I DC ( •.)
3·.2
IOC ( + ]
2..5 I DC {+)I
IU / cm
8-1.2. I 6-9 7...-1:2,00-150
8-12 6-9 7.2-12,00-'150
101)-1140 22-Z6 1,0-14 1:3.2 - 1&.8
30-·120

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 6/30
CERTIF IC ADO: MU -141.21 08 CUAUCONTROL
CERTIFICADO DE HOMOLOGACION OEL PROCEDIMIENTO DE SOLDAOURAPrccedllre Cj1!l!lifi<;atj'QI1 record (PQRI
Diamerro S "D . i M l e t ~ o r ! e : s ; ; ; : ~ ; - : · ( ; Q l l ; : ; ] J < I : : : : .:;;"D---------------------"''-----------------------
Empresa UNION TALLER DE MONTAJES ESPEC IA L! :S . UTMECmnpm~
C e r t i f i c a d o d e h o m o lo z a c i o n P Q R n ? U T M E - ( 1 0 2 Revis ion n O 0 Pecha Drciemb~D08P r oc e i l u: r t Qu a li f . . . tio. Reoord J 5 Q l I . N o R"";S[OIl N o D are
I Espoc if ic a c i6n p roc edimie ruo soldaduraW'PSn? UTME - 001 Revision n O 0 Pecha Diciembre ~2008i We~ Procedure SpOdfiealioo. WPS NQ e";si;," No Dal"
Procedimiento(s) de soldeo GTAW + SM AW Tipo MANUALW.!dillt proo ,S S(., ;) . type
E s p oc if i c a ci 6 n d e l I r u !t e ri a ]. _ .< : ; :A~S~T~M"_. ; ; .<A~3~1~2=__ : a E s p e c i f i : c a c i 6 1 l de l m ate r i a . . . . . - - = - A "" S " " " T " " M ,_ , _ _ ., _ ,A " " 3 _ , _ 1 2 = - _M.te.r.ii!l ~iI1" ljo.n to " ,al<ti>l. spoe.il l" ,' .O>li
T i p o y g r a d o T. . .p = 3 1 . . . , 6 1 3 = 1 . . . , 6 " . , . . . , L : 3 . , ! _ . ip o V , ! , : . a d . o T .w p ~ 3 1 . . . , 6 1 . : < : 3 " " 1 ~ 6 : . . ! L . . . _ _T ) i : t i > md :;ad. ".....,.f " ' _ l l
P . N ° ~ 8 ~ : a P - N ° -------------~8~----------P.No. to P-No .
~~ U~1 h l ~ o ~ f = r e ~ ~ o = o o ~ p m = ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ~ ~ ~ ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
.. " "_ .... " - -- .. _ .... -;-
'METALEs I1BAPORTEFill,(>.I,iO'ais(QW-tMl: < ' c " , >
4.2mm
G T A W SMAW
5.9 5.4.ecif icacion SPASF o o , i f L C a t i u n
ER 3 1 6 - L E 316 L-15
5e t a lde 1IIJm1e N ° FFillt.. me ra l F - fl o
6
M etal depositado W AWe d rt L rn~ rll ' i ~ _ ·[No
8 8
Dmm e tro d el e le c tro doSize of f il l E r me t a l
2Amm 2,5.·3,2 mm
E s ne so r d e l. m e ta l d e po sit ad oW~Jd. 1 a J . t lolnlm
4.0mm
Ot rosO>bm
Posic ion de soldadU Ia '-- ~6""'G~ __Posl!iooof~
P ro gre sio n d e s ol de o . .. .. c A ~ S ! : . C ~ E : ! lN - = . D ~ E ~ N : ! ,, !T ~ E , , _ _Weld JMgre>; iOll
T emp e ra tu ra d e p re c a le a tam ie e r o; _ _ ~ A : : : M : l : S ~ I : : ; E ; : . N T ~ : . : : E : : ; , , ; ; . > . . : 1 ~ O : . . o ~ c ~_Prebfot temjler>1Ore
T e m p e r a t u r a e n t r e p a s a d a s . ! 1 , ! ! . 5 0 ! ! _ ·: ' l C ~ · _fu.lCtpw _pet.hlJl!
o~, ~~ __0,.,""
OtrosO~,~'----------------------~~------~~~~---

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 7/30
CERTIFICADO: M U -14·121 O S CUALICONTROL
Tempe.ratura, _!N I~'A~ _
Tl!D \~e ratuJ< -
T r em p od e rr mn r em n ll i mI D , ~- -- -- -- -- -- -- -- ~N I ~A ~- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -n....O W O s , ~ w .~ .O _ _ _ _Olhm ..
% Composicion" 'Composi t ion
Mez c l a
Mixcure
Caudal
Flowrate
ProtectorS h i o 1 < 1 i n 1 ;
ArrastreTrai!ing
RespaldoSaol : i : lg
ARG6N 99.99 % 12 II min
ARGON 9:999 % 10llmin
Pasadats) ProcesoMe t al d e a po rt e Corriente Ve loc idad
F i l l o . - Mow Current cmJmin
Wtldl~r(') Pte~O$S Gase Dismerro .Polaridad R angoA mp . ~OVoit. Travol'll.ed
CI,.. Diam. 1)pel"'l:ar" A m J l< ! . .. . z e VOJ. R""~ramgo
1 GTAW ER 316-LSi 2.4mm (-I 130 12 6.0
2 GTAW ER 31G-LSi 2.4mm (-) 135 12 KO
3 SMAW E 316·L17 3.2mm (+) 100 23 9.0
4 SMAW E 316-L.17 z.s m m (+) 90 22 9.0
InputKl/cm Otros
15,60
16.20
15.33
13.20
J ) i m e n s i o n e s del e le c tr od e d e m n g s : t e n o ,: . _ _ .. ! !0 ': !- , ! ,2.Ll.4!.... !m!.U!.. !mL-..!T~Q!!.R!>!IA!:!·. ! D ~ O w 2 5 : . :! j % ! L ' _
Tilll&'''~ electrode < ; . e . •
~ ~ ~ s ~ ------------ _ _ - -- _ _ - ---~ C~O~ .R~R~ IE=N~ T~E~C~O~NT~ I~ N~U~AL- ~
· . .
•TE cN ICA : c . C"
· 'f~iqIie:(Q\1f:,j~U),
Ve loc idad de aV2D .c e . ~ __ ~_~~=l;6~-:-9~c~m!..!'/~rnl .:J i~!lI .b ._~ ~ __ ~_Trav'l{!f~~
A p o r ta c i 6 n r e c t a u o s c i j a n t e ~ O " " S ~ C ~ I ! = L A " " ·" N " " i T " " ' E e - _StrlDl Dr waave bead
Oscilaci6n'- _: : : ,<~ 2~.5~V!_ ! ,E~C~ E""S! .2 '0~C~O~ N! l ; 'SO!o i !U~M! ! ! IB: ! ,LE:!o .=__ _. , .__- - - -- - -- -- --_Ostilatio.o
Pa sad a s imp le omUl ti pl e : . l l M ! ! ! ! O ~ L : _ L J ! ! _ I P ~ L ~ S _Mulrip= or , s m g l 0 pass
E le ct ro d e s im o le 0 m tl l t i p l e , _ . : ,S ~ IM 'l ! ! .' - P - '= L E " , , _
Sirlgleor m'~riple ofec trll.~ . .
OUus~ ' ~ ~ ~ ~~ ~ ~ ~~ ~ ~ ~~ ~ ~ ~ ~ ~ ~ ---------Ollier.l

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 8/30
)TrWlIOlID !
CERTIFICAOO: MU -141.2;J 08 CUALIOONTROL
,R'l"'nJ-;'o.
: P rob eta W A nc ho (nun) E spe sor (m m) Secdon(mml) C arg a d e r ot ur a(K N ) Tension d e ro tu ra (M F a) Tipo d e r ot ur a Y s ir ua c io nSp e e il n e n, No Width n<:kness Are.. l im » , l o ad lhlil """'" Typo o f fo il l lr t Me!I_do,
M . B as e D (jc ti~19.0 8 . 0 152.0 89.51 589
2 19.0 8 .0 152.0 90.02 592 M . Ba ,s e Du c tU
Tipo y figura N D
1)pe i '.II!I f[jfJrt No
Resultado
Q W . 4 6 2 (a). 38X8mm SATISFACiORIO 18003 CARA
QW.4t i2(a~ 38XBmm SAlISFAC10RIO 18004 RAIZ
QW.462 (a). 5 C A R A 38 XBmm SATISFACTORIO 1800
aW.462 (a). S A T I S F A C T O R I Q 18006 RAJiZ 38XBmm. . ->.
' . . · · : · < ~ _ . : : . • : ~ ~ E ~ ~ i : u , , ~i . · - , - : . : , ~ ' ._ ; ~ _ : _ : . : / . _ : . ., . : , . , : ,~ : _ : -. ~ / ; ._ : _ _ - c . ' " . •. ', - "• • : , .: :: :: r :· : ~ . •. • .: ' . : \_ ~ _ _
ExpansiOn lateral Eusayo c.aida de peso
u",rol ' O X » i l I I S l o n Drop we~ohrobeta N°
Sptcimtn N o
S i ruad6n en r al l aNotch loc.1ion
Tj,po entallaN < > t < h T ' y p e
T emp . e nsa yo
·Cr e s , " '" ' ,perature
Impacto (Julies)
imp"'" v at u e s
% Corte
% Sb...-
Rempe N o rornpeB l> :M N o b~M
mm
- - - _ _-~ -_ _
SiD NoD SiD NoDNo
Re sul rado a c e p ts b leRe",lt-s.n,foctDI)'
P ene trac i6 n e n m et al b as eY ., no
SATISFACOORIO R e su lt ad o d nr ez as r A c e pU b l e (vet mrorme adjuli l to)e su lt ado mac rog ra ff aM,orO·Re ru l t
N om bre d el so ld ad or JO R G E J U A N C A R B E T E R .D G U Z M A N D N I 0" - - " 2 3 . = · 0 = ' = 5 . = . W J 7 = J M - = - - - -, S e l lo n" _ _ _ " S , - " = J C G = , , _ _ '_
Clock number S "" "- p ND
Nombredelsoldador ~ __ ~_DNIno------_~~._......'Sello nO~~ _
Welder's Dame Clock IlWllbe. SWIll> N"o
Ensa y o sd i r ig i d o s p o r _ -- - "C " " U " - 'A _ " L " " . I .; :C " " O ' - '- 'N , _ , T - '- 'R " " O ' - "L . . .. ., .A ' - " C ; :. I: :. t.. : : : S " ' - . A _ " . " " ' U. . . ._ E n s a y o de la b o r a to r io n " : BOS E In fo rm e n ?_ _ _ "2 ..,1 ""9-"4 2, ,., ., , ,-0 ,, ,-8_r""", <ondu'-""<l. by
Certificamos que 10 establecido en esle documento es corrects y que los ensayos de 501~dlrM""_~
e ns a ya do s d e a cu e rd o c o n lo s r eq ue rim ie nto s de fa secdon IX de l ,c6digo ASME .
P ec ha : D ic ie m bre - 2 0 0 8

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 9/30
CERTIF ICADO NQ-MU-1411 /0S
Hoja 1 de2
Tuy~CUALlCONTROL
ESPECIFICACION DEL PROCEDIMIENTO.DE SOLDADURAWelding procedure specificacition (WPS)
(ASMElX)
E m p r e s a : U N I O N T A L L E R D E M O N T A J E S E S P I : C I A L E S . , ( U T M E l Por - - - - " ' C ~ U ~ A ~ L I ! . : ! ! C : . : : . ; 0 2 . l N ! . . ! . . T . ! . . ! R . O : : . : : = L , l ; ; l A i : C . l . l . 1 .: : : l : S , : l ; ; . A = . , : . U : t - ·DlIIlJlilll'f By
S o p O J ; 1 ' a p . n . ; R . N"(s) U T M E - - 0 0 2 Rev . -'O '-- F e c ha D ic i e m b r e - 2008Su~ I',Q.lt No.(s) ~... Date
E s n ec i t i c a c i o n p re ce d im i e n to s o ld ad u r a U T M E - - 0 0 1 R e v . - - - - 'O " - - - - - - { " F e c h a ' - - _ ,D " " i " " c . . " i e " - 'm "- 'b . ; . : . r e . : o . . ; ; .. : 2 ~ O O : : : ; : 8 ~ _W.P.s ,No_ wev . 1 > > 1 0
Procedimiento(s) de soldeo GTAW + SMAW TIpo(s) M A N U A Lw . l d j g g ~s( .. ) '>1>0(.)
Respaldo - - ' S " - ' o . . . . .o ~ p " " a " ' r a "- " 'S : ! ! ! M " 'A " 'W " " _Baokillg
o
3 _2 ± 0 .4 mm--Ioj----+t-
Disefio de la junta - . ! = E ~ n : . . . . . . " . l ! .V ~ ' - ' ~ ~ ~J . " . t d . , . ; g . ,
Material de respaldoB>obng !l'2t<oiol
-~-------.~~.- 30"+ 05°
. . . . .--......:;; -----: ~ //' -.
V.2mm
Siy""
NQN o
1.6± 0.4 mm
Metalico Metal de aporte Metal no fundible _M < : I l Il Noofus iDg me tal .
NoMetalico ~;'Otros._------~_·N.,.."",""o 01"",,"
C las if ic a c ion AW SClosi!ic.1ion No .AWS
N"FF-No
DiametroS~tlfffil!~m~a1s
.W:e1~epositado
Rartgo d e E sn es or esTbicJoioss t.aaae-'-"1-'
RanumGrIlOVC
~gulo
Nomb re c om er cia l de l fluxrl""nd'lllIDIo
Consumib l e a fi ad ido1nscn CQlLS I oml . abJc
Otros00....
f.;f!----__,,8'-----~f~on·----1.._-------,~f.Nr-:°-----"8------,~f~o~O----_,__----T ip o d e e sn ec ifi ca ci on y grado: ASTM -A312· Tp 316 1316LL a tino de cspec ificac i6n y grado --'ASTM"",_,.",.'-·,_,_A~$1""'2,__-....p~3"'-'1~6~I3"'t6""L'__Spicifioat ioD Tipc. end gTlltlc to " , ' b c i i i C O l i o : o \Ype ""d , , 1 l d .Anal Oulmico Y'P.l '0P. M ecanieas __ ~ ;a "m3.1._uimico v p rOQ . M ee an ic as., _Cb----"'!liool nal;'Sis and t!l"~ p!~p, - i 10 d lomi< :a r' , ,- ool y ,w ; . .,Ifm~'licall'l 'lp_
Rango de espesores = Ranura TODAS Angulo TODOS'Iltid:!!<ss,~ O f . D " " Fill"
Rango de diametros= Ranura TODAS Angulo TOOOSFill",i ,p. diarnolor nmge
Ottos~ _
8 , 4 m m M a x i m o
1000S
5 , 4
E R - 3 1 6 lSi e . 3 1 6 L - t S
6 5
B 8
2,4mm 2 , 5 mmf3 ,2 mm
4 m m 4,2 m m
8 , 0 m m M a x im o
1000S

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 10/30
Hoja 2 de 2
CERTIFICADO N°-MU-1411/08
CUALICONTROL
. P o s ic i e n f e s ) e n fanura'- - 'T , _ ,O , . , ;D " " ' - 'A " " S '- - _
Po<iti~n(') "f grove
TemperaturaT~p~~e~----------------------
1 8 1 AscendenteUp
o Des c end en t sDown
Progresion desoldadura
w c J ? i u ' pro~""TiemooTmtob~c:------~~~------------
ARGON 99.999% 9·14lfminT e m pe ra t u r a d e precalentamiento (Min.)__ ,-,A,,-,m.!l:b~i8::::.n~te::;:,·c . : > _ 1 . . . , O " " i " C = -_P r o b e < ! " ' ' ' ' P . ' ' ' l l l r e
Temperatura e n t r e p a s a d a s (M a x ) < . ; ; . . : . 1 = . 6 5 " " - ° C : : . . . . _intopllS' 'et!!!lor.tturc (=J
ProtectorSJ> jol~
Arast reTniJing
RespaldoB:u:kin&
8 ·14 I/minRGON 99.999%
Corrie nte A C 0DC, ~ "'D ""C '-- Polsridad _ _ _ " G ~ T " " A " " ' W ~ ( - ' L ) _ '" S " " ' M : .: A " " " W . ._ . ,; ( + : .. r; ) _
eun"'t AC 0DC Polati.y
Rango deAmperios 90 - 170 Rango de Voltios 9 - 26AmI>' (Rl iDee) V.II' ~<)
Tfpo y dimensiones del eleetrodo de tul'lgs~o-------------'!2,_,;4:!.!.!m.!.!m~ __wQ=R~IA::!!D~O~2=.."h!!!D--------- _Tung.slell e l e ct r od e s i ze a nd ~
Forma deTransferir (GMAW), _
M ode of .. etaI t r a I l $ f < r for GMAV I
Rango d e 3V!IllCe y consume d e la varilla _
E 1 e c t r o d . wil;c li:cd ' ll 1 O O d , . . , s e
A p o r t a c i e n r e c t a u o s c i l a n t e ~ A ~ M . . .B . . , O ~ , S ~ _ 'D i m e n s i o n e s d e l o r i f i c i o 0 b o q u i l l a . . l ; 8 ~ - : ; _ 1 ! . ! 2 " _ ! . ! m ! ! . m ! . ! . . _String or weave bead 0 r . I 6 e c or tocup size
L im p i e za i n ic i a l y e n t r e p a s a d a s C E P I L L O A L A M B R E MANUAL Y E S M E R I L A D O M e to d o de s a n e a d o , _ - - - - , - _ , N t " ' " A . _ . ~ _Ini.ai1 a ad ime rp a ss c l e on in g (BIuohioi ~cling) Mo ih od o f b a ck go~
O s c i l a c i o n M A x i M O 2,5 V E C E S 0 ELECTRODO D is t a n c i a d e tubo de c o n ta c t o a p ie z a --'N~-:I;A!.:.. _Ou:ilaHofl Contact· tcbe to woik distance
P as ad a m ul tip le 0 simple , ---!M ""U ..,"::..T'-'-IP'-L..E "'---- ~E lec ttodo multiple 0 simple, - - - - " ' S " " I M " ' - ' - - P " " " L " " E ' - - _Mu l ti pl e o r ' in S l e 'P""" (per size) M" . II i pl . o r s in g I c e l e ci n ld . .
Rango de velocidad 4 +11 em / min, Martilleo NOTravel sp«d (=se) Po~g
Otros __
Olhcts
GTAW ER·316LSi 2,.4 DC-DIRECTA 100-160 9-16 4·8 '13,50-19,20
D C· D IRECTAE R·3 16 L SI 9-16TAW 2,4 100-170 5-8 10,80- 20,40
DC· INVERSA 90 ·1203,2 23-26MAW 9 -11 13,80-17,01
DC- INVERSAes t o E-316-L15 75·100 .21-26 9-11 10,50 -14,18M.AW 2,5

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 11/30
CERTIFICADO N°WPS-MU-1712-10
Tr lVNORD
Hoja 1 de 2
CUALICONTROL
ESPECIFIC'ACI6N DEL PROCEDIMIENTO DE OLDADURAWe ld in gp ro cc du n: sp ec ific ac it io n ('i.V P S)
(ASMEIX)
Em pre sa UNIO N TALLER DE MONTAJES ESPECIALES, UTM E Por CU .ALlCONTROL .AlG IS.,A.IU"eo_ Ily
Soponap.&R Na s) UTME-011D Rev . 0 Pecha Ago s to - 20110S .p po rt il lc p.Q _ ., Co ) , , " " _ Lmc
E s ~i£ ic ac io n p ro c ed im ie nm oldadera UTME-009 Rev . II Pecha Ag_ os to - 2010w~ ..£Na.. I<C>'. Hal:.
Froceclimiento{s) de soldeo GTAW+ SMAW TiP9(s) MANUALWd d l : t l a proo:C$I{os} T};.(l)
JUNTAS JETALLE-IQW~ .Iob~
Diseno de III junta V-ATOPE. .
bmd$gD-~--------;-!'. 37 ,5 ""± 2 ,50, "
V,
Respaldo SOLO PARA SM.AW!b::I.Ea
12.7 mm
Material de respaldo I : 8 l Si 0 0 1.&tDA mm~_erlal y.,. N il
~alico Metal de agorte Metal no fumlible - I- I
~~motIl3,2± 0.4 m--
o Me l li l; ic o , -- OtrJ()S -N,,~ Vl!!m
METALESBASE~._triII$ (QW'4~
I
1'- . < \ um llo n~ 1 8,]'- ,. 4 Cin.q:M? n· 1S.l ~o~ Oro"" 0 10$,No ~N"_
Tipo de ~ific:Jci6n Y grade: A-33S Gr: P-111 a ripo de especi6C3ci6n ygrado A-335 Gr P·11SpeeifJOatioa o r i< I ~ '" 'liecffication Ill'" ' i I 1 d gndeJ
Anal. Quimico y p ' rop- Mec8n i cas - a a n a ! . gui111!~ p r o _ R . mecarr icas_ - _
0 i > a a : i < a I ~ " " ....a~.m __LO-ICl ba::di;;aIW])'SE$ ~ p;O:p
Rango deespesores :;; Ranum U § + 2 5 1 4 m m Angulo I O D O S~IZIlC 0 t - 0 I > , , , Fi!I: i
R ang e d e d ia me rr os = R W J lI r a TODAS AnguJo TOO05I'ipc dImict". . f1lIIi;e o . - o . . - c Filkt
Otros0\fIm
METALES DE ...tPORTE STAW SMAWI'iIIa1J M<Uls (QW4-.')
~ificaci6nSFA SFA 5 ,.2 8: SF:A5.56e.artoo No., SFA
Clasifieaeicn AWSER 130S·BZ e--8018-B2
~.N" ...WS
of 6 4, F - ) o , ' ! >
N 'A 3 3",~Di-l irnctro 2.4mm 2,5,3.2 mm..... llin",m<t.:b
Me r a J d l ep o oi ta d o 4.0mm 8i,7mmW < 1 d "'~ol
~ de Espeso re s, . . , _ " . ~Ranum MAX, B.Omm MAX.. 17.4 mmGroo,..,
~gulQ
Clase ,de ~l~eda-B\ilX - --~.,._N e mb re wm eroiid de Jfl u1 !
-, - _ ' _I n - , IlW . .. ." , .,
~sumiblc aftadido --- --'O~
otres -- ---lIhm

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 12/30
HOJa2 de 2
CIERTIFICADO N° WPS-MU-1712-10
rtNNO/IDCUALlCONTROL
POSICIONES ~We[!,g~UC{) POST~OrnADURA~""'_(QiW:..jIi:'i)
.Po s i c i6n(e5) en ranura
lOMSTemperatura
PMiIioin{I) , o r gTO'.," T~ureri;ljie
Prcgresien de soldadura 1 8 1 Ascendente 0 Descendente Tiempo -W~Pfl\~ IUp 1)0,;..,. T1IDI:Rnrt
Posicic n(e ) en iogulo TODASf__ .jofllEa
PRF)CALENTA: IIENTO GAS C.omposic i6a ('Vo)l'rdWar.(OW-W;) &(QW~ 1'om:nI~
Gases (es) Melclil CaudallUes) I\!m~ EkIwrm'e
Protec tor ARG6N 99,990 % a -1611 min.~:.:..tu;!.de preealeneamieato (Min.) 200 C" -:.250 C" ~
Temperatnm entre ~usadas (Mucx.) < 300°CArrastre . . .
1~,om;>oQt_~ Tra l l i o r
Man re n im i en tc d e p re c al e nt am ie n ro Antorcha o reslstencta Respaldo . . -~ m a i a r _ . ~
CARAcrERisTIcAS )!:LECTRICAS~ Gw.,..m..;." (OW-4l !19),
C errie nt e A C 0 D C D C p · o Jar i d a d GTAW [ - J I SMAW I { t o lCm.m / l. e . . o c PIlI :inoy
Rango de Ampecios GTAW 90+160 I SMAW 80+140 Rango de Voltios GT~.w8+16 f ~MAW20.;.,7/unjl$,~t) Volt ! (Rm!:cl
Tipo 'Y d im e ns io ue s d el e le c tr od e d e t un gs te no 02 ,4mm CON 2 % O E T O R IOTU I l Pl ID c kc m ld c m . e a m I) t>e
If'orma de Trensferir (GMA W) --Mi>tIe of IIlCI4I trimfa' fit, O MA W
J Ra n, go d e a ance y consume de la varilla -_-Ekwod< ""'" 1ftoI~~
n<;NrCASTcdmlquo lQI\ '-'IIOJ
Apertacionrecta u oseilante AMBOS Dimensiones del arificio 0 hoquma 8 -12 mm.
- S l r i B t o r " ' ' '' ' ', . . , bDoI Qrif,.., D f ' 1 I : U <I iq> m el impieza inici!ll 'ientre pasadasCEPILLO A LAMBRE MA NUAL Y IO eSMER ILADOM.e {O ; d o d e sa ne ad o IES MER IIlA DO P AR A SM AW S Ob Olnii:oiIlIlII~<l<",,",,~~ f,_<>f_~
Oseilaeion MA)UMO 3.0 YECES 0' EI.ECTRODO Distaneia de rube de centacro a pieza N 1A~b J l oQ '~jlIbclt",~g~
Pasada multiple o simple MULTIPLE Electrode multiple 0 simple S IMPLEM"~iJ*r ~ '1"= ~ 1= M ul tip le ., $1I1j le c1<l :m> i les
Rango de veloeidad G ,TAW 5+ '91 SM AW Q .;o 13e m I m in .. MartiUeo NO Orros -Tmel SjlC!:d (flIIlIlQ p~ C J r . I i c D
M~a1apor te Corr iente Rango ~Ve.lociiJad Input
P I l i S B d a ( s ) ProcemFil&:lD!OI ~ Valtios Tiil~~ '-
'il 'ddl.)'o<{., p~ CJlI$e :IDiaruetro ]':01 ari dad Raogu :Amp e rio sWl.~
m. 0.-.... T}1'<';fI"~ - " , - ,eItl fmiI i lOfero
1 GTAW' E:R 80 5-62 2.4 OC (-I 9 0-130 8-13 5-8 8.6' -12,7
2 GTAW I ER 80 S-62 2 . 4 D C (-) 1120-160 10 -16 6-9 12..0-17,1
3 I SMAW E-B018-B2 3..2 D e c " " 100-140 22 -27 9 -'12 14.7 -18 ..9
Resto SMAW E~01,~B2 2.5 DCI+ I 80-12.0 20-24 9-13 10.7 -13 ..4

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 13/30
TuVNOIID
GERTIRCAOQ; MY - 1 7 1 3 1 1 0CUALJCONTROL
CERT.IF IC ADO .DE HOMOLOGACIONDEL PROCEDIM IIENTO DE SOlDADURAP rO ce d u re qUB Ilf ic aUo n r e co r d waR)
(ASME IX)
SMlAWI
S.5
E 8018·82
4
3
2,5 - 3•.2 rm m
B.7mm
I
225 "C
5: 300 ~c
-
E sm e c if ic a i on p ro re d im i.· e m o s ol da du ra WPS .no UTM E - 009 Revisi6D nOw.I'<IUI!·~~F~WiI'SN. ~'o
! ! o ced im ie:nw( de s o Jdo o GTAW + SMAW~fkllll~~~1
E m p r e s a - - " 'U C ! . ! ! N " " I O " " N . _ T ! ! L I : ! . ! ! L . . " " - E u R - " ' .D " " ' E ' - " M I 1 ' - O . . . .I N ~ T L ! : A ! l ! 'J " " E S ! ! ! .-~ E . ! ! ! . S P ! . . . 1 E ~ C ~ I A ~ L ~ E ~ S. . . .I ~ U T M J . l l ! - = E _Canpao) l
Certilicad de b o m o l ( J g I I . · cion P Q R n .° - - - = U . . . : . T ' - = 'M " " ' E , _ _ - _ ; D = - 1 : . . : 0 : .. _ R e v i x i 6 n IlD O " '- - _ _ F e c h a ' - -- _ _ ,: ; ; A ~ g ~ o : : : : s t. : : : = o ~ . , - = - = 2 : . ! : : O ~ 1O : ! ! : . . .. . .__ Quol!fi=>on R """rd I 'Q R N o J to.,i< ioa " 0... -
0 1 P e c b a , - _ . A : ; : ; g ~ o s = t o ~ · - ~ 2 ~ O . . ! , ; 1 0 ~_0...
Tip o IMANU_ALTl'P": '~~-~~=-'=""_-~--
]})S lfiQo D Ei IA U NIONJMo is (QW-tm)
~ f i c a c i o 'Q d e l material - " ' , A ; : . . " " " 3 , . ,3 5 . . _ , :3 E s p e c i f i c a c i 6 n d e l m ar e r i a 1 . _ . ; ; A ; > c : - 3 , . _ 3 > < . ; 5 ~ _ ~ ~_ _Muerlal>pm J1a< lm '.' IlDlrnw sp:<ir_
T i p o y gI!ldo G r P - 1 1 a TJpO 'J grado, ~ G ~ r_ ._ .L JP !. . . . - . . . . ! . 1 . . ! . 1 _1\'P" nd , tnd. 1 0 , I V I '" " " " u.oM
P -N Q ~4~ :a P-N ° ~4~ __p. o. 101'-1'10.
~fgl r~«III~
Diiunetro 6"~ & r _ ~ _ ~ ~ ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
12,7nvn
OlJjO~, ~_~_~ - _
0Ui=
ProcesoPnte:m
GIAW
5.28
C la sific ac io n AWSA""SdilSirramo
ER 80 5-82
6
M eml deposimdo N ° AW, ld l l I e l i l .i i A I ~ w , : i · N t >
3
Diamerro d e l e lee r rodeSho offil l ... " ' . . . ,
.2,4mm
4_Olmm
OlIOSo.n...,
POSICIONI'csitiiIII ( Q . w - 4 b 5 )
T em pe ratura de precalemamteme .....".......,=<-- _
~~2
P ro g r e s i o n d e r o l d e o ~ - ! A : ; : ; S ~ C : : : . : = E N = D ~ E " _ ' lN u . I T - " ' · E '_ _ _ _
Woldprop;w i< l .O t t o s , - - _ _ _0Ibm
Ternperaniraeatre pasadas -= = --= <= --= - _
1""'1JIm IHllpIO.r=OlIOS ~ ___
O1l I cn
Pagina 1 de 3

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 14/30
C E R T I F I . C A D O : M U - 1 7 1 3 1 1 0 1
T 8 . 4 T A M I E N ; . F Q TElU41CO PbsT-50LDEO~-WeWHUl',['m!mIul (Q,W-"1011 .
T~pemnua~ ~;~5~O~OC~~+~1~5~'~~' ~~ ~~1''''''~
T i e m p o de m a m e . n i m : i e n r o ' - - ~ " , _ 1 . , _ H " " o , _ , _ r a i " " " " , p " " u " " l g " , a . . . , d " " a : o . . . ' _T.ml!
Otros C ale nt am i'e nto ha sta 7 50 °C V e loc ida cl 1500C(ho ra. 1iem'peratura d e rna nte nlm le nte 750 "C ± : 15°CMe l . '-----------====="-'-'-'=-..==~.=-=-.;:.====-'-""-"'-""',_,."","'-""'-"-'''''''-'==c:_=_='_='''_'_'==''_'''=_'_''=''_''_''''''__=_'''___'UC__=__ _
Enfriamiento desde 750 °C ha.sta300 "C Velocidad 150PClhora,Enfriamie,nto libre deede 300 OC
G A Sa.s.iQW4OIj;)
GasG..
Mezc l a~li'uu~
CaudalR~~",e-
Protectors~
ArrasrreT · · l i r n s
~~ald{)
A R G O N 99.997% 121/mil!l
Pasadats) ProeesoM e Ial de aporte Cornenre Velocidad
F~ler~t~tal Cumm cm/min
We'ld:r.. ;yerl>J PTtic'.ss Cla re . DiJimelJo Polaridad Range Amp. ~~VOlt. no)'tlspeal
Ow Diml_ TYI"'~"'_ Am!>Snug. \ /0, L Rwlgeramg,'
CTAW E . R , 80S-B2 2.4mm ( -) 110 10' 6.0
Z GTAW ER 80S-BiZ Z . 4 m m [-) 1,40 14 IL O
3 SMAW E-S01.8-.B2.. 3 • .2 m m (+) 115 2 4 , 11.0
4,,5 , S SMAW E-301.~8.2 2.5rnm (+) 9 0 22 10.0
7, 8,,9 SMAW E -8 01 : 8 -B 2 2.5mm (+) 9 0 2 . 2 ' 10.0
Input KlJcm Otros
11.0
14.7
15.1
11.9
11.9
D im en s io n e s d e l e le c t r o d e de t lm g s te o o ~ 0 " " · - , 2 " , ,4 , - , - ', _ , m " " R l " " , - - - - - 1 i - " . i O " " _ , _ , R " , I A D - - , , I = ," , , 0 - - , 2 , , - ' _ , _ , % " - - - - _Tun;g= "'bOoodn~
O~s, ~ C ~ O ~ R ~ R ~ I E ~ N ~ T ~ E ~ C ~ O ~ N ~ T ~ I N ~ U ~ A ~ _ _ _~
TECNICAT l rl li li q ul I Q :W . ;< l ln ~
s:
Ve lo cid ad d e a vanc e , - - - ' 6 + " " : _ , 1 " " 1 - - " c " " ' m " " I " " m " " i " _ , n " " , , ~Tt"''elar~
A j> O r t a c i o n r e c t a u osd1aJ:ile'-- O : . : : ': : S ~ C ~ I L A N = · ~ : r ! _ c ! E = _ _S~;iJr~ ....e beed
O s e l l a c l o n _ _ : ; : < ~ 3 ! . ! : . 0 ' ! . . V E - L .C ~ E S ' :' :. = _ 0 ~ C : : .: O ~ N ! . ! iS : . : :; , U ~ I . M ! ! !,!!:liB=L:::E:::S:...~~~~~~~~~~ __~_Om1ic :D -
Pa sad a s imp l e 0 mU!t ip le ~M""""U-"'l"'l-'-'IP~L""E~ _!.Mtipass,ar mgk pass
Elect rode simpleo.m(ddple,---------------~~....:.S:l:llM~PwL=.lE=-: , ~SiI lgle ormlll!lpl:~
Qruns '-- _ _..[Jihnrs:
P iig in il/ 2 d e 3

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 15/30
r u v N O l l DCERTI:PICAOO: .M.U-1' 7'13/110 CUALJ·CONTFIOL
B NS AYO DE TRACGION·T=ik,,,,,, (QYI~I~J
Pre b e ta N ° Anebn (m m) E spe sor (mm) Section mml)A re ~
Siflimul No W -w Th~
Ca rg a d e m r ur a {KN )T(]n11wr;1
TensiOn de raMa (MFa) Tipo d e ro tura y s.i.iU!I:eionlJniI!Ir= T;~ · o r : nuhu~ a D d Ioi:I!kIa
1 444 M. Base Duc(il9.1 1:2.3 23:4.9 104.41
M. Base Ductil9.0 12.3 23:3 .7 104.20 446
.B N SAYO S DBOOHLAOO mn:ADOGuIdtd; :Btnil T~_jQW:;.I.IiC)
Tipo 'i f i g u r a , N"T,-pe ;ood 1 i J w ' " K"
SATIISFACTORIO 1.80"
Resul tadO
a ;W A 6 2 I a ) . SATlSFACTOfUO 18003 CARA 10~t2m.m
QWA62 (a). 10iX12mm
SAnSrFACTORIO 180 "W.~2(al . 5 CARA
Q I N . 4 6 2 (a). 6 RAIZ. 1Dr X 12 mm
RpmTRNCIA
T~T",,-(QW'11I)J
P r O b e ' 1 I ! N"SFl t l lCONo
E xpa ns io n L a ar alL=Ql~
EItS3:)'O talda de pesoD mp .. -.:;p.Temp. ensayo "C Impaeto O W i o s )
.t;~-~ Impo.'I,:aruaJ
Simaci611 e m a U aNoo:h~
T'ipo emallaI ' t cWI T t 1 > =
% Cone mm
" s " " ' " I!mI
Rompe No n :mnJl i!
Ik~ Nobreall:
153J1SD/1-12--,1-- _-20~Sx ' lOJIC10
8 CHARPY. V ·-20·C 91189/975x10x10
Resutrade maerografla: Aceptable, Vel' i n f " o r 1 n e de Bose 27589.10 Resultado durezas: Acq:JIllble, ver inful'IIle de Bose 27589 ..10M ""r o, R • . , I ,
Resnlrado.aceptahleR a u J . , S a t i $ f J o : l 8 ) I ' ) ' .
sfD NoD siDYn
NoDNo
P e : ae lT o l l; iu o e o m e t a l b a s e
~ uuo ptmll mml
Wd&r"i'illir.u:
Nombre de l soldador - - = = - D N f oO __..,.,;= Sello oo __;_;;__;_ :_ _
O;x~~- S'1 iIm1 N>
Emayo.s dirigid;)~ p or _---'C =.' ~ UA...; L : ; ; I C : . . : O " " , N c ; . T " - , c R " , , , O : : ; . ·=Lc:_.A..:.,:C:..:I...r;::.S""'.A.:.:_.U;:c·;_.,E~yo de labo rato rio n~ BOSE Inforrne n"__ . . . : 2 : : . : 7 ~ 5 : . : : : B ~ ~ 9 . : . . : . 1 ~ O ~ ,_Tf'ttJ .£!iil~-c!te:d by Ub:Or~ry lJ:st No ;R'1'6!'1 Wo_
Certificamos que 1 0 estableeldo en asia oocumento es correcto y que los ensayos de soldadura fueron preoarados, so ldados y
,ensayados de a 6u erd o co n lo s requer tmientos de la s ec al6n IX de ' l c6dJgorASME.
Fec h a; A g'o s tor - .2G10
P itg ina 3 d e 3

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 16/30
HQ Ja 1 d e.2
CERTIFICA.DO f';ID·MU-11 t8/09
CW'tLICON1ROL
ESPECIFICACION _DELPROCEDDflENTO DE SOLDADURAWe ld in g p ro ce du re sp c-e ific ac it io n (MS )
(ASMEIX)
JUNTAS-o(q~)
U&TAL L E, .-_~
Empre sa : UNION T.ALtER D E M O N l T A J E S E S P E C I A L E S , CUlMEn Por __ ~_~ , . , .. . .. . .. . :C ~ U ; : : ,: A ; : ! L : ; : :, J C ; ; : , ; O ~ N T : . : . ': . .: R ~ O ~ L = - '~ - C : ; : ; I i i . : . . 1 .:=:..:.::;;A~J.J~c~· Oy=
So~ lloOA N"(s) UTME -DOSs,,~ p.O.l No(s)
Ernecif icacio l l procwimiento soldadura 1J1ME- 0007WP.s"""o -
Procedimienrots) de soldeo GTAWW~~cs)
Rc;v.,~_~~=O~~~~ ...;ec;ha Oetubre ·2.009_",-, u=
Rev.,~~~~~O~~~~Fedla Octubre· 2£)09KrV. - 11<>1.
Tipo{s) MANUALT}]i«sl
Disc,node I~J\mta_~_~_~"........,E~n.;;.,; _"_''V;_,''~_~ _kIln< dIorigD.-
R~wdo __
~3.0mm
Malmal de respatdo 0 Si 1 8 ! (I
&!:~~ """ NIl
Mctii:lico ____;:;...__ -:.I\';le tal-ofunc lib le . _~IruIN"",r~.-..uI -
N o M e t t i l i c < l _ ' , Q ~ s . _11-- ~-
. ~ - - - . . . _ . : - - = : . _ 3 0 "2 : O . S ' "_--l-.._
2.4± 0.4 mmJl1I--iOi--------t<f----
Tipp d~ < w e c ifi~6m )' po: ZIECOR-Z ;'Ii ~,espec. ifica ,ei6.1\ y grado _ , Z E" " ' ' ' ' ' . C '' " 'O ~ R "' ' ' . z = _. _Sp=fUlxlo T".". ""d,grli& to, __--liJ)e i tid ~
Antl.l QlI lmico y P ' I " Q P . Meci.nicas"-. ~~~ __ ~ __ ~ a ami!. qu.lmjco vfroJ?~M eai.nicas, ~~~~~~~m·<W<I~I_ 'o~~~' .--p'''p-
Rango de e s pe s or e s '" Ranura l'57.;.Ei0 mm Angelo TO[)OS~ . , C " . f _ " I'iikI
Range de diaroetros '" Ranura TODA.5 .Angulo TODOSFIllcJipe:~~~
Otros~. _
O < b e r s
M&TIlLES DEAI'ORTE GTA1"
!; -S P~ ific ac i6 D S f AS~.mNu SF.;.
5 . 9 -,Cla' li .f icac i:on AWS~N'o";'\VS
ZECOR·Z
NfA
N J : A
2,4mm
3,0 mm
6,0 rnm Mbumo
TODOS
Nomine eomereial del fluxFm1n&_ -.Ce a sum ib l e a fu di doirnklt~
1I. l00.10-2
-.

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 17/30
Hoja 2 de 2
TrN~ERTU= !CADO N° -MU-111' 8/09
CUAUCO.NTROL
Progresion de soldadura\\'rlifut~por~.
~ AseendemelJF
o Descendencel);;,'!J.'II
T e m p e r a r u r a ; . - _ ; : ; . . _ _T~rq~
T e m p e ra ru f t l d e p r e e a le n ts m l e uo ( M i n . ) .~ _ . : :: ; A m ~ · !! .b = i e : . : :. n ~ t e ~ ! L .: :> : .. . . . . .. : . 1 . = O . . : ~ ~_f'fde>j,- -
uascs [1:5) . Mczea l lPWa) MOOw.
C a u < C . 1 3 1
Atln'[4iC
P o s i c i o n ( e s ) e n n m u l 1 l . . . ._ " , O . . .D. . . " " S " " · _Po<iboo(~ 01~f
TicmpoTimeUllJ! .•----------------------
P o s ic i 6 n ( e . s l e n a n g l l J o , T . ! . . :O = D ~ A o : : : S : : . . . , _
Po......"' .. o'liifIc;
Composi t ion (%)Pora<ll'~ ,
Temperatura enloe pasadas [M ax.) < ..;1;.;:5;.:;O......;;C '-- _! IDI_'~{"""'-)
Mantenim iemo de pre calentamiento _I PT~ IDIWi~e
I ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ~I
C A R A . c r . E R iS T I . · . C A S i ELECTf{(C.!$1lJec~~'QW-4ll'l)
Protector
~ArastreT~
Respa ldol);o~
ARGON 99'.999'% 9.·141/mirn
~RGON 99.999"10 8 ·14 .lImin
C o rr i e m e A C o D C :, . . . . . . . . . . ~D:.:lC;,.",.... --P(l.laridad-------.....::::G'-!.T~,A~:w~ ~_~ ~c-=.....uDC 1'obniy
Range de Amperios 1ClIO 150 Range de Vohios '9:- 1 1 6
Amps ~~I 'I'ob (l'ia=ge)
T i p o y d im e n s ie n e s d e l e l e e t r o d e de IUngll~eno - - = 2 : , .; : ,4 ~ : ! .! . m ~ m ; . :. , - ' T ! : . . :D ~. ~ ~ '. ! . ! I A ~ D ~ :: :O : . . . . . 2 = . · ~ L ! iY o ~ _
'''''1: ..... "'''''''''''''''"''''''1)"1'''Forma de Transferir (GMAW), _
MakolmNlmMfcr fMGMAWRenge deavanee y consumode III varilla __;, _
~ ...lrW:4~ I i I l I I lC
Aro~i61l recta u oscilante AMBOS Dirnensiones delorificio Qboq.lliUa B-1' 2mrnS U ' I I I , = nr \Ir."E'oi.~~ I::Dd 'C h- ID t r o r ~ CU p sIze
L im p ie z a in ie ia l y c nt re pasaaasCEPIlLD ALAMBR 'E MANUAL Y 'E SM E R IL A DO Metoda d e s sn e ad e NJ Aloiuil!l!)l'l ......pa.abo""&[~~) .. . . . . M ~ t h o < l i Qfh.thQD;~
Oscilacion IMAxIMO 2,5 VECES !2 l VARILLA Distancia de tubo dc contacto IIpieza N.A.~ 'C!!IIt.IRLokLO",GtI:~
Pas ad a mu lt ip le 0 simple MOL ilPLE E l e t: t ro do mU l t ip le Q simple SIMPLEMukI ;p I e . .. tmgl< p;Ii$ fF·:sittj ~ o r=110 : : ~
Rengo de veloeidad 5 +10 em I min. Maetillco NO Otros,-'~_~ ~I Tro.rcl J ) C ! O d (r~ P=E~ Oihtts
GTAW
Meta l apol1e
.:HIkr.....aJ
CQmallO;
c.u;,m,
1,OO-~30 :5 30
GTAW ZECOR"z:1,4 I DC. 01RECTA 1'0O-~SO
R a n g , o
Vollk~s
· " ' 0 1 1 , " " " " . . .
Vel.oc:idad
TToI~
,!;tnlmill"
Input
X1Icm1asad.l1(S)
·Wo:l!Il>yct(!}Po la r idad RtIllgo .'\illperiasil)ll"P"bri,;", ......., ""'w.
[Ie; - DIRECTA
2 6.'110 53D
,",00.1<·2

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 18/30
CERTIFICAOO: MU - 1119/09TuVNORD
CERTIFICADO DE HOMOLOGACION DEL PROCEDIMIENTO DE SOLDADURAP ro c e rlu r ;e qlll 8n fr c at io o r e co r d ( PQRI
CIJAUCONTROL
(A SM E IX )
Empresa UNION TA LL ER D E .MON TA JE S E SP EC IA LE S, llITM EClrmpal; r
Cenificado de homnloMciqn PQR n O UTME:-OOB Revision n O 0 Fecha OC_b lb re - 20109~~~onl_ RN~ a._No I)"",
~ific ac it 'in proc ed im .ie nl soldadara WPSI1" UTME-007 R e vis iO n n ° 0 Fecha Octubre ·2009W d r o l l Pru;:edmt l J " C . i l ~ro. . WPS N o Re ,i si oo N o IDm
Procedimiemo s) de soldeo GTAW T" MANUALWcldin t ptoc tH(e l ! T)~
D IS BN OD E L A TINIONJo~ (QW;40lJ
: l O "
s;(,0-
1,6"""
I~I2,4 . w i .
METAL ES BAS Ea...~IQ\\'-4fl})
Esp e c if i£ a c iQ r t d e l ma t e ri al ZECOR-Z a Esp::cificaci6n de l material ZECOR-ZMmrtll 5! l « l faJ J cm 10 awUW ' fU"-Tipo Y g ra d e N/A a Tipo."l gradn INIAlf~~Srad. 101}"P" ~e
P-N° NfA ap·N° N/Ar~Nu~ co r - t . : r , ; , w
EspesOT 3.0mm
Thlime:ss ofIt!! COU t IQI I
Dilinet'l'o 4 "[}t.m.:Icr of .... """"""
Dims -OIIKrs
ME 'I 'A LE S D iE . APORTBFl!kr;c¥:<ili (QW-4ll-l1
~~oI GTAW
<,
E sp ec ific ac io n S FA N/A <.Ft\""""ifiMIon
C la sit ic ac iO Il A W ZECOR-Z <...ws cI..rfic1ttioo
Metal de a~ne N° F I N IA <,lllermmllf- 0
Me t a l depo itadn N ° A N lA
<.\~lil_m~ ~h'!.l!: A.....
])iimetro del eleetrodo 2,4m"m <,"=oflili'..-~
~SOT del m ea l d ePOS1Uid o 3 .0 m m <.a&I . ., ; " ., , _ .
Otros I - <,Otb.~
POSICION PRECALENTAM 1ENTO_ n IQW4O:'i) pldl<aJ (Qw-!OI iJ
Posicitin de soldadura 6G Temperatura de precalemamiento Ambiente> 10qcPmmna oj" j1roQ-e ~~
Progresion de S(lldeo ASCENCENTE T emp er at ur a e nt re p a s a d a s lOOo(;Wd;j~ ~,~Onos -- OlIOS -IJIl>m; 0Ibcn
P agina 1 d e : >

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 19/30
GERTIFIGADO: MU -1119[09
T ItA TAM l ENTO TERM I COPOST ..s OL DB o" " " . ,--
I 'o sI .W ~1I lH U l T ~t C QW -'lC i11
Temperatura N J ATc:rnJ]l!fillllRl
Tiem po de mantenimiemo N J A1:"'Im(l
0[1"05 N lAOtllm
GASGa s (QW.Q)
% CODlpo~icillliliii Comp:l~i tlon
Ga s Mezela C a l ! J d : . a l(J"" Mu..n.n: ~ . , ' I . b :
Prorecror ARGON 99 ,99 % 121} m in!JII1diIlg
Arra lie
--,--
--T r . a l U n
Resg: ldo ARGQN 9999% 10HminI*k,
CARAC' I 'BRISTICASELECtRICASE l : : c 1 J l Q 1 e~ (QIV~
P a s a d : a ( s ProeeseMe ira l d e a po rt e Cor r iee re Ve'loeid:ad InprnXJ{cm Oiro
l'ilhM.w Cwn::tL1 em/mil:!
We l d I I I )' '' U I Prou.Ss Clase Diamenn Polaridad Ran go Amp . Ran go Vo lt . Tra\-et~ I l lpIJ l Ow",
(lb" Dlm.,. 'T'y"" pcl"'. ..w}p~nIIISC \'iilIU- fL:;nc;~ Till'lote
1 GIAVV ZECOR-Z 2.4mm ( -) 110 11 7.0 10.37 -2 GIAW ZECOR.Z 2.4mm ( -) 120 12 7.0 12.34 -
1,
Dimensiones del electrode de lung reno, 024mm TORIAD02.%Tunl>101l .1cc t ro< lo !1ZC
OlTOS CORR IENTE CONT INUAOlhru
TECNICAT~bIIIIpI·IQ.W""U!)
Velocidad de avance 7 cmfmin.r",,-d of lJ"i '< ' !
Apo rl ac Um re ct a IIoscilante OSCILANTEs ""IS C,~t•••bcOll,
Oscilacien c 2.5 VECES 0- CONSUMIBLEOxIl.Ii.,..
Pasada imple 0miilliple MULTiIPLE~~OJ.IepM'!
J ; l eerrooo. im~e 0miiliiple SIMPLEsmp OflIImllpk e t ro<k
OtrOS --Olh~11
Pagina 2 de3PQ ,, "MU .1 1 19 -W - UT . .. .IE . GTAW JNOX . Z lCOR ·2 .d o c

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 20/30
CERTIF.ICAOO: MU -1119J09'TuVNORD
CUAUCONTROL
e
lU 9S AY O D E T RA CC IO N~c : nSk Ii:S (QW-l)(l)
P ro be n. W A nc ho (m m) Espesor (wm) Sel :c ion(mm1) Carga de rorura(KN) Tension de rotura (MPa) Tipo de rotura y siniacion
S JX . timoo No\Vidi:h
Thl",,-> "-'u TomiloOtt Uen seess T Y f " of failu.", an!! ]"".!don
1 19.1I
3.0 57.30 221.90 387 f o 1 . Base lJucfil
2 1 9 , . Q 3 . 0 57.00 2.24.50 394 M. Base lJuctii
EN 'SAYOS D E D oBLAD O GU IAD O, ~Jl.;rui\'l:~(Q\\O;:I60)
Tipo )Ifigura NCII
Resultado
"(".YI''' >illl fi~UJ ' No R.scll
Q W . 4 6 2 (a). :3 CARA 19X3 mm SATISFACTOR:IO 180'"
Q W , 4 6 2 ( a l . 4 RAIZ 19X3 mm SATISFACTORIO 1.800
QW ,46 2 (a ], 5 CARA 19X3 mm SATISFACTORIO 1,80°
QW.461 (a], 6 RAiZ 19X3 mm SATISFACTORIO 1.800
RESIL.I::BNCIA' I ' [J ! I g ! ! m : o ss fast (QW;l7lf)
Ex p an si on l a te r al i E ru a y o c a rd a de peso
P r ob e t aN " S inac ie n e nralla T ipo e !l!al la Temp. e n sa y o ImpaclO (Ju li e s ) l.o;',,"l~"n Drnp~<>th
Sp::cimen No N o u : h l g . t ! ~ . ! j o ; r . J ·~te lb . Typ:. ~ c: lmpi:!f,;lVil!.hlJ:S
li~~~~r:at~~ % CORe nan Rempe No rompe!Ii S....". ro m Break Nolm.k-- - - - - - -
- - - 1 - - - - - - - - - - -
- -r-------_ -I---. -- - -
NSAYO DE MICROGR:AFM Y IDUREZAS. ii'iil.l.e io-IO , ,1d ~s loi~81)1 ..
R e su lt ad o a ce p ta b le S ' i D N oD Penetrackm en metal base S l D NoD
R=al<-,S~w£>clo'l' Y.. . no Penc:crat.on lt1io :parent m~ v .. lN o
Re su lt ado mac rog ra fi a: Ver . infotme de Bose N ° 2 47 13 ,( 19 Resuhado durezas: V er iD form e 00 B ose N ° 24713 ..09MMIO-Re;uh
Nombre del soldador DOMINGO SA.NCHlEZ.RODRIGUEZ DNlno 23.021_084-O Sel io n O S·DSR
\ V e 1 d e : r .15 I l : & U 'O E C lo ck " " rn '1 > <. Stamp No
Nombre del soldador - DNIno Selle n"
Wekl<lr'sOllil le CloCk lIIllillIu SwnpNo
EnSlIYOs dirigidos por CUAlICONTROL·ACI, S.A.U. E n sa y o d e l ab o ram ri o I10 BOSE I nf orme n ? 24713.09
T=ot'Muele~by' Labarunl) ' re51No Report N o.
G_camos qu e 1 0 eslablecido en es te documenlo es corrscto y qu e los ensayos de~~os, soldados
ensayados de acuerdo con los rsquermlentos de la sscclon IX del cOdigo ASME. '(l. csBeliii1 " 'POlc.~Mli10 0
I P~~f~;:OB~:..\
CUALICON ~ . m:SA" -U ~ l \ C O l R · . _ . ) <~ Tel S fill51 3B 00 0
Pecha: Octubre - 2009 . .~""""5 '"do •• D ,In . ~~.... ;"
(ENOl
y
Piglna 3 de 3
PQR~"'U-1119-09 -UTME_GTi\W.INQK, ZECOR·Z.doc

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 21/30
TINCERTI FICADO: MU - 3035/11 CUAUCONTRO,L
CERTIFICADO DE HOMOILOGACION DEL PROCEDIMIENTO DE SOLDADURAProcedu re q uaJ i t lea t u :m reco rd (?cO R)
ASME IXI
4
E m p r e s a U N I O N TALLER OE M O N T A J E S ESPECIALES. U T M EC C UD j ) i l l r Y
C era fic ad o d e h om o!m !3 Ci6 n P QR n O UTM E - 014 Revi i6 n n e () Fecha Agosto • 2011f'ruudun: QuoJ.iIlH""~ A~rd PQR N ~ Rcv!SlClll N o 1»>< .
E se e e ific ac itm proc e ilim iemo soldadura WPS n" IUTM E'- 013 Rev i i6n nOw"fdulll Pi rocedDre Speufi< :mo<> WPS N . Re ...,!l(rO N o
Procedimieraots) de soldeo G T A W + S M A WIlo'd~ ~rou..,OS)
o Fecha,_---!A~(J~o~s:2t:.:.o_·~2.::=:O.:.11~·_D"",
T i p o , . . . . . .A N " " . ~ U > < . . : A ~ L = _ _ _j~
D ISEN O D E LA UNIONl~rQw.um
T
M E I'A LE S B AS EB..Jo =m.I Q\\' 1 :13 )
Especificaclen del material ....:A=.3~3~5.__ :a Especif icacien de l marerial A=.3~3!.::5.__ _Mmm J J PCe ,I \u 'IO " '" mm;'liI 'i'l«.f~.
T i p o y 8 I a d o , ~ - - " 'G " _ r '_ 'P '_ _ _ ' . _ " 2 " " 2 a T i p o " g r a d o - - 'G = . , . r . P . . : : - 2 2 ~ ' _Typ" =ii'W ~ to I Y . P" . . .! , r o < l .
P_N ° . 5A a P-N G SAP -No - - -- - -- - -- - -- - -- - "' ~ -- - -- - -' " PoNe . ~~~_~~ . . . . : : : ! : l . . . _
Otros~ n ' ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Preceso GTAW SMAW
Especificacien SFA. ,, ( s re e , Il =! jp n
5.28 6.5
6
E9018~B3lasificadon A\A~da51.f icO!non
ER 90 SB3
M eW, de posirado N ° AWeill ",<ru " " 0 ) , , , $ J o - N ~
4 4
P o s i c i O n de ld lldura,~~ . . . ; G = . ;G = _ _Po!l~ of !1IK! ~C
2,5 mm,4mm
4.0mm 5-5mm
Orrosou..,..
POSICIONI'oi!OOi> IQWt40Sl
Progresion de sotdeo . . . . . . : : : A " " S : . . = C : . . = E " " ' N : : = D " " E " " " N : , . . ! T _ " E , _ . _W.ldpm~.
Otroo m ~ · · - - - - - ~ - - - - - - ~ - - - - - - - - - - - - - -
Tempe ra tu r a e r ar e pasadas = s - " = , 3 : . = O . = . O _ < I = C _
Inre",au: 1C:IIlp<nru!!!
O~ ~ _
00011'
POR->IU·301;-11 -UTME GT""" SMAW.P-Zl.d""

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 22/30
rNNORIJCERTIFICA[)O: MU ~ 3035111 CUAL/CONTROL
TRATAMmN TO 1'E RM ICO POST -SOL DE OP o s . ~ w a J j j Hw'I~J (OW401)
Tempera tura 760°C + 15
D
CT=pamu.r
Tiempo de manrenimiemc 2 HorasT~
Otros CalentamJento hasta 760°C Ve(ocidacJ t 50Ge/hora. liemperatura. de mantenimiento 760°C + , 15~.OIkn
Enfriamiento desde 760 "C hasta 300 D C VelocJdad 150cClholii ll IEnfriamlento libre desde 300°C.
GASau (Q'II' .4.081
% COl lIPOOi i6n'Ii Compomw>n
Gas M ezc la CaudalCiiu MlIIl l l '<' F lew R IC :
Protecror ARGON 99.997 % 1211 minShic ldl l l l l
Arrastre --- -.- --T ra~" '~
RespaJd --- _ . - --~
CARAC lE R1 ST ICAS E I..E .C T!R ICASElKlriot! eb~ <QW-4O!IJ
Pasadats) P r ( l G e S OM e tal de ap on e Cerrienre Veloc idad Input KJ/cItl Oeos
PJila ~ 1 . < w Cu.rrtDJ r:.mJmin
Weld lij'Ct(1) p~ Clase Diamer ro Polaridlad Range Amp. R~~O OIL T.. ""I'Jl"l'IiI 1nl'"1 Otht:n
ct... DiUII T)'JlE pol", Amps ..... f~ \h Rliiit...... f1!
1 GTAW ER 9018-83 2Amm ( - ) 110 12. 7.0 11.30 -
2 GTAW ER 9018-83 2.4mm ( - J 12 5 13 8.0 12.2 , -
3/ 4 SMlA'W E-9D1B-B3 2.5mmI
(+ ) '90 24 10.0,I 12.95 - ,
5/6ISMAW E·901B-SJ 2.Smm I ( . . . J '9 0 2 4 - 1 D . Q i I 12.95 -
7.18/9 SMAW E·90118-B3 2.Smm (+ ) 90 24 10..0' 12.96 -
D i me nsio ne s d el e le c tro de d e tungSli!1l0 o2,4 mm TOR1ADO 2 %T""P'et> o l ""m>d~ . .. .
Otros CORRIENTE CONTINlJIAOtbm
1'ECNlCAT~"I""(QW ]01
Velocidad de avarxe 7.;;10 em/min.T,.,elor~
Apana ion re c ta 1J oscilarue OSCtLANTES""IS ......... ,~ bcacl
Os.ciladon < 3.a VECES 0 CONSUMIBLESClie'U_n
Pasada imple 0 muhiple MULTIPILEMulllpllS '$II\pl< p;a!5
Electrode sinl~e 0 multiple SIMPLE5 u ; g le O~ ",ill "pl. • rroo!.
Quos ~-OIhuJ
•
Pagina 2 de 3

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 23/30
rcNNOI IDC'EIR'TIFICADO; MUJ- 3035/11 CUAUCONTROL
BNSAYO DB TRA caON
r.....,_lOW-lID)
Probeta N° Ancho mm) Espe r mm) S e cc io n mm ! AmI Carga de rorura(K N ) Tension de ronrra (M Fa) T ipo de rom ra 'f sima io nS p e e m ; e o o N~ \\'!dth ~ . . TDIallotil 1 I 1 l n 5mSS T n ' " .t WlI lR ..ul Ioc l l ioo,
1 19.1 9,.7 185.3 104.41 492 M.Base DlictiI
2 19.1 9. 7 183.4 104.20 485 M. Sase Cuctil
ENSAYOS DE DOBLADO GUIAOOC " 1 I ! I t b I . 1 I i r n d T..p IQI'iH t i G )
T ip o Y figura D ReS1!lltadoT)!pt an d flJ= . . Rlorul l
QW .46 2 (a ). 3 CARA 3 :8 X 9 mm SATISfACTORIO 1,80°
aW.462Ia). 4 RAIZ 3 :8 X 9 mm SATISfACTORIO 1,80=
QW.462Ia'. 5 CARA 38 X 9 rnm SATISIFAC'TORIO 1,80~
QW'.M2 (a). 6 RAIZ 3 :8 X 9 mm SATISfACTO,RI0180°I
RBSIIJENCIA
T~ TC'HQW·17~1
Expansion L a t e r a l E nsa yo c aid a de p e s o
Prabe ra N° SiruaciOn e ll (L a Tjpo emalla TC'mp. tUS'ayo °C finpacro rJulioS) ~~p.1IUlIl!l Drop "CIj \1b
po< : I J I IwN. NO l c b l oa u on No,.h T~pc Tell moperatllR lmpil<l v a l , , " , I'if Cone mm Rompe NO rmnpe~~ mill Ihcalo NDb<eI I t
'1 55x10x7,5 CHARPY, V .20 DC 49J56149
--t---
8 55)(10x7,S CHARPY,V' .20 DC I 142/129/123 r---
- - - -NSAYO DR MICROGRAF1A Y DURHZASnll~-lIeld t."""~.. tQ'll-uc~
R esultado aceprab le srD 00 Pe ne zra cie n e n m er sl b as e SID NoDRtI llI , .S lWdacwl' ) y" 00 P _L '"IJ WD b u o p ., .c m R lJ :W y" , ,0
R e sn lt ad o m ac ro gra fia : A ce pt ah 1e . v er infuIme de Bose 31J1687.11 R esul ta da d ure zas: A a: pt ab le . v er informe de Bose 3 0 6 8 7 . 1 1;,t""r e-, lkouJr
'Nombre del soldador BENJTO AlARCON BELCHI DNI 0° 23.034.498-K S el Ja n° S-1WtJda'tllml< C I o c : ] ( n U l ! l 1 b e " r S _ p " .
mo ore d el s ol da do r - ONloo ,- s e n e n" --Weldtr ,,,,,,,,, C l o e , k l J . l l I I l l > e r S_pN.
Ensayos dirigidos por CUALJCONTROL ..ACI, SAU. Eassyo de laborsrorio 1)0 BOS.-e Infonoe [10 30S8~11T$< ,ond~ed 0) t . . . ! l I> l l1Ot) I to:SI N~ b"""No
Gertificamos que 10 establecido en este oocarnento es correcto y que 105 ensayos de soldadura fueron preparados, soldados y
ensayados de acaerdo con los requedmlentos de la seccicn IX del c6digo ASME.
F ec ha: 22 10 81 11
P.a;gina 3 de 3

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 24/30
Hois 1 de 2
CERIIFICADO ND WPS~MU-3034-11
CUALlCONTROL
E ,PECIFICACION DEL PROCEDIMIENTO DE SOLD ..WURAWeld i ng procedure s p ec ific ec id o n C 'V PS )
(ASMEIX)
E~ UNION TALLER. DJ: MONTAJES ESPECIALESj UTME Per CUAUCONiROL ACIS.A.U.C"Illpl!I) Dr
Sapena P.~R_ N°(s) UTME-014 R e \ , , _ 0 Fecha Agosto - 2011SUW01' -I I \i P Q XO,(S:I >=. . . . . . .fmificacion proced imiemo sold dura UTME..Q13 Rev . I! ) Fecha Agosto - 2011W _S Na . -='-
M A N U A lrocedimiemo( ) desoldeo SlTAW+SMAW Tlpo( }.... ~ PfOc< OSi", Typas,'
.rUNT S DEIA.LLEhmIs(QW.. tO: ' j lDfIlI~
Diseiio de lajunta V -A TOPE- ~ - • • - . - - . / . 3 7 , S O X 2 , 5 0hll)1~ . :,
Resjlaldo SOLO PARA SMAW
~V _ j9.5mm
Material de respaldo (8l S i 0 NoL .l1.6± 0.4 m m
B.dm~_W1IIl Y.. No
Me ta l ; 0 Metal ,de aporte Metal no fundible --- 3.aOAm r::=J TM.,..,) SaniiIm!,;; m""] I I
o Meoilieo -- Otros ~-
r .:,,~ Ouhm
M};TALE BASE_a...c 1Di!""_{QW-lO~l
p- o i5,A G rup o n " 1 aP-N° SA Grupo n" 1S·N'o Gt-otql No. I~ S-~fI. Gt<> .pNa
T ip o d e ~ e c if i~ c !6 1 .l y grndo: A-335 Gr, p . 2 ; _ 2 a ripo de especif icaci6n y grade A-335 Gr P·,22Spicl....,.,~ 'l'" ond ! J a I I o 1O-~I)'P"ond~e
Ami!. Quimioo y prop. 1ecinic:as -.... a anal. gllimi~ prop mecanicas -benucal oi!Il).m wi ~.:J prop '.< h """""~= . ~JlWP
Rango de espesores = Ranura 1,51+19,0 mm Angulo TODOSThlm....rqc Qro , o v e Fdi.a;
Range de diametres = RW1l11r3 T O : D A S Angl.l'lo moosI'1pe o:i=Olcr ,_-o Cl""l'" FiIIrI
I ~ SMET. _LE DE APORTE G,T.AW SMAWFilI... ~IQW0404l
I ~..!Eec:!ca£i6n SFA S,FA5.28 5FA 5.5ifig x. SF A
Cl it ic ac i6 n AW ER'90 5B3 E9018-8JC lu Jf ic w oo N D "" WS
of 6 I 4F·'II"
A 4 4A·No.
~irimetro 2,4mm 2.,5,3 ..2 mm... ~flill",,=-1>
M ta l de posn ado 4.0mm 5,Smmw~~
R an ge d e E sp ese re sThtL_kl1c=»"~e=:
Ranum MAX. ,8.0 mm MAX. 11.0 mrmG o ' o c ' "
AnguloF i ! l t <
C I- e d e e le c~ od o-n ux -- --:lectmd<-fh.-. fcW~
• o mb re comere ia l de l flux --- --lux""",,,,,,,,,
COIl~ al ladido -- --O K ! '< " "
~s --- --

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 25/30
Ho )a 2 de 2
r l NNORD
GERTIFICADO ND WeS-fl.W-3034-11
CI.JAUCONTROL
Pmgre:sion d e sol d adur aW·idJnE;pn>IF=O,
1 2 ! 3 Ascendente 0 Descenden reUp Do".."
T e m p ' e r a ! l J r i ' l . 7 w ; 8 ~ 0 ! . . 5 ± w 1 ~ 5 : . . : ° C : . : . . _
T<tnj><>",,,,.rq.-
T e m p e M Y m d e p r e c a l e m am le a t e tM in . , ) , 1 . : , : S : : , : O : . , ; C O : : . ' . _Pr""""'"""""",,,," -
Gases lesJ MezclaGwm' ~1L"gyg
l,:aullal
FIg"! I!S
POS.J···IGNESI'mIri!:m!IIQII'~D.l1
T IL" TA ..11 N 0 'rIkW 'U CO POS T-S OI!..U . .U JURAp.,...'d;I H~ TrQtmml (QIV~.')
P o s . i c io n { e s ) e n r a n u r a T ~ O ! ! J D ~ A : : : ! ! S = ! . _
P=wm{s) cr ,ro.c
fierrtpo 2 MORASTUQC:~
Velocidad de caIenl:amiento 150oC". desde 300 'DC.
Velocida,d de erl.friamiento1 §O~ ! hasta, 300 '~
T e m p . c r a r u r a . ' e n t r e pa sa da s tMa : (. I < : : : .. .. = :3 ; : , :; .O O = : , " . .; ,C : : ; .. .. . _tm~lmnpcrocU!.(Jnu1 '
ProtectorShielding
ArrasneTnilOOi
RespaldoB~2
ARGON 99,997% 8 ·16 ,I f min.
M aruenimiento de pre cal e n tam ien t. o ...!1!..=§:.!:0:....:CO::,·_~m.ItJlL.Ijmnn.-ce
C. ' \RACTERiST1CAS ELEcrRICASflOd:noJ Cbaractoris lJA ro"'.-'IMJ
C o r r i e n t e A C .0 D C ! = 'D ~ C ~ P o l a r i d a d ~ G i ! ! . . T u . A : : ! iW l l . . . l ( . : J · I L ! / . . . ! S i ! lM ! ! A ! : ! . . ! . : WL. L ( + ! : _ ) L - _
Cun"", Ar • DC' PI>"", ,~
Range de Arnperies GTAW 90-;.1:50 r SMAW BG+100 Rango de V olties GTAW 9+17 I SMAW .22+26Ai<;p< I~.) Vain (lwll!.j
T i p o y d i m e n s i c a e s d e l e l e c t r o d o d e Nllgsteno,_~~_~~ 0 ~ ~ 2 ! o J , . : ! . 4 ~ m . ! . ! ·! . ! m - " - ,. : : C : , : , O : : . . ! N . l . '- '2 ~ . . I . ° A . ! ! : . Q , . . ! D ~ E ~ - _ T . ! . '~ IO : . ! .R ~ I . : :O : . . _ _ _
T~ eeceede me oiJO 'm "forma de Transferir (aMAW),~ _.::=:...._ _
Modoofm"liI onmt'" ro.G~tAWRangode 3\'llJ1Ce y consume de la varilla . . . . . : = = - _I:kwvdo",,,< I 'ad~._.
A po r ra c io n re c ta U ose il an te __ ~_..!;A;).'.M!.J.'B~O~S D im en s io n e s d e l o r i f i c io Q b o q ui l la _ _ , ! , ! ;B . . , : · . . . . ! 1 . ! ! ! 2 : . . . ! - 'm !; ! J ,~ _
S ! l " i n i er Wf..:t~!e' ~ di 0riF!1:~m ISM cup Iiu
Limpieza irucial y entre pasarlasCEPiLLO ALAMBR.EMANUAL ' ( / 0 IESMERILADOMetodo de saneado E " " 5 : i ! . M ! ! ! ·1 O ! E : ! : lR . u l l. A D o ! : !; ! ;' ~ 0 ~ P A ! : ! ! ), R A . ~ S ! . ! lM ! ! !A ; ! i !, W l ! .. . .S S
1.nmrlI""'; " " « P " ' " <~ ~ ~l !o1",""d~rl=lo ~"'I8''''ll
Oscilacion M A x i M O 3.0 VEC;ES 0ELECTRODO Distancia de tuba de ccntaeto a pieza N IACioc: i ! ; ,w ,o ~"'=lUbo", ~.r J. ~
P a sa d a m u lt ip le 0 s imp1e M U L t lP I L E E l e c r r c d o mliitip,!e 0 simple S. iMPLE\i..hopk '" ."" i< _ U > < t .oru) :.illhij>1< or.. d.rtmrl",
Rango de velocidad G;TAW 9+11lSMAW' 9+13em I mIn. Mart i l l eo NO O t T O , s ; , , - - = = _Tn".! <p=I ('rong< F=q CIl.!Iln
.
Ietal aporte Corrierue RtmgD Velocidad Input
Pasada(s) ProcesoM l I < r mtlal ~' I Voltios T,",~ !oa.t
C!asc D i :i m e t r n I PGlwidad Range AmperiosWcldb~" I ' I l>ocIo
IV"lI..~" emrmin,a... ~ r~,..i>Io:nIy """P ~. KJ l cm
GTAW ER 910 SS3 I 2.4 I D C H 90-130 9-14 5- 9 <30
2 GTAW E R 9 I O SS3 2.4 I DC (-) 110~150 1.0 - 17 1-11 <30
3 /4 SMAW E-9Qi1,a·Sl 2 ..5 I D C (+1 80-100 22 - 26 9~ 12 <30
5/6 S'MAW E-9018·B3 2 . 5 I D C (+ ) 80-100 22- 2S 9-13 <3'0
IResto SMAW e·g018-B3 Z, Q
I D C(+ ) 80-1010 22 - 26 9-13 <30

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 26/30
TtNNOIIDC E R T I F I I C A D O ; M U - 3033/1" CUAUCONTROL
CERTIFICAOO D:E HOMOLOGACION DEL PROCEDIMIEINTO [)E. SOLDADURAProcedure qualificatlon remrd (F'Q~)
(ASMEIIX
6 4
Empre~ ~ U ~ N ~ I O ~ N ~ T ~ A ~ l ~ l E ~ R ~ ~ D ~ E w M ~ O ~ N ~ T ~ A ~ J ~ E ~ S ~ E ~ S ~ P ~ E ~ C ~ I ~ A ~ L E = S ~ ! w U ~ T ~ M ~ E ~ _ _C""'1"'I'Y
C e m fi c a d o d e homo]ogaci6n P Q R n .° ~ I! . J ~ T , ! . ! M . ! ! : E = _ - ~ ( l . . . ! . 1 :l ~ : R e v is i6 n [ ] " ' . . .. . ;O = - - ~ _ ~ F e c h a _ . . . . . . .. ; ;A _ g ; ! , lO ~ s ; . l ;, to ~ -; 2 ; ; ; " 0 1 , ; . . . 1 ! ! . " , , , . . _ _I'mo:rI!I= Q<tlljfi.-nlWJ ~td I'QII No Reo";",,. 1 > 1 0 Dm
Esnec ificac l6n p[oc~emo soldadura WPS n ° - - - , U = : ; T . . : . M = E = - - - = . O " " , - 1 1 . . . . __ -;;Revisi6n n O - - ' ! O : . . . . - F;ei:ha_,.......!AiO!9=s;·: : : ; s : J t 2 : o : . .. . : - : .. . . : 2 : . :0 w 1 " - ! 1_ ~w . f ,j ~ P:nloe.dul1!.'l~IIl="'" 1Ii'l 'S N . !l~~-JllMN o Ow ;
P r o c e d i m i e n r o ; ) d e s o l d e o . . . . . ; : : o G : . . ! . T . ! : l A " " 'W ! . . . . + ~ S : . ! ! ' M ! ! : : . A " - ' W C . ! . . . . _ ~ T i p o . . : . : M A N " " ' .; : : . '; : _ : - U : : . : : A " " l , . _ _W9dm£ p m f f i : 5 I e s , ' ) ' p OmSENODE LA UNl6N
M ET ALE S BASE~ m~ IQW-40)J
Especificacion de l material - - ' A~ - 3 : . : : 3 : . . : : : 5 ' - - a Especificacion de l marertat --'A.._·_,,3 "'3"'5 _M.~...."nOi1"''' [01 "'~t,naI ~liintlOD
Tipo 'j grade ~~_~G~I'~P:....:-~9...!.1 ~:a T lpo v,grado, ---'=G.......,P.....;·.""9.... _T)'p<""iI~ t.'!Jl<Olldg.-..&
p. o ~S~B~ : a ~N ° ~~ ~5~B~· _~~ ~~~
Espesor 7.1 mm~ ~ . ~ t ~ ~ s ~ ~ = ~ ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ~ ~ l l U - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Di Wme no .~==~--------------------------- ---__ - - - - ~ 2 ~ 1 ~ . ~ : . . . . :.- - - - - - - - - - - - - - - - - - - - - - - - - - ~ - - - - - - _ _ - - - - - -wn=< gf __ pau
~s,---- __-------------------------- ----------~---------- -----------------------------
META LE S D E A PORT E811m M<ruo ( Q Y o ' )
Posicion de soldacura ~6 :: : :G ~~~ _
i'oNllWl Q r ~.oo\O
SMAWTAWro ceso
5.28 5.5
ER. 90 SB9 E 9018.89
Meta l d epos ir .ad .o N C AW ew- "I A· n
5 5
D i am e rr o d e l e le c tr od eSte e ofliliumellll
2,4mm 2,5mm
E sp e so r d e l m e ta l d e po sir ad o_ " "'d o " J < tal thlrkDt
3,.5mm 3.6 mm
Orr05Othm
Otros
Tempe ra tura de p re c a le n tam ie ne o ZOOacI'nl'ttal
_po""""Temperatura emre pasadas S_350 °CImf~=~
0[1'05 P o s t c a l e n t a m i e n t o 4 DODC T iem 0 Yi'
P r o g r e s i o n d e s o l d e o - - - ' - ' A : ! ' S " " C : . . : E " " " N " " O :. , : E : ; : , . N , _ , '_ _ " E , _ _ _Wcld prop ; r ewon
Paginal de J

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 27/30
CERTIFICADO: MU - 3033111CUALJCONTROl
OO< I S I~TRATAM IEN rO TF.;RM IOOPOST -SOLDEO~·W<ld Ii=: TreaJ:Il IOJl l l(QW-<OT)
Temperatura 761il"C± 15°CTempunu ..
T iempo d e manre nimie nr o .2HorasTim.
Otros Calentamiento hasta 760 OCVelocidad 1SO,"Clh_ora,TeIi11geralura de mantenirniento 1"80°C ± 1sac .0Ihe1l
Enfriamienlo desde 760°C hasta 300 "C Velolliidad 150 °C/hora, Enfriamiento libre desde 300°C.
GASCW IQW-4 08 i
% C om posic i nIt C G I l l p o s 4 1 G 1 l
Gas Mezc la Caudal(iu M..ull' Flo..' me
Prorector ARGON 99,997 % 121/mlnShl<ldm~
Arrasrre --- --- --TniliIIg
Respaldo ARGO_N 99,g9? ~{~ 1:31 J min~
CARAC I'E RI ST ICAS E L EC TR lCAS~~(QW..:I~
Pasada(s) Pl:OCeSOMetal de apone Corrienie Ve loc idad In pm K J lc m Otros
1'll1.,MouI CUOrtiI em/min
\\'cJ.l~., 1'1..0= Clase DiAmerro Polaridad Range Amp. ~o olr. ira,d IP"'d I J : l J lU I ~0- Dmn. T } ' J l C p(li'" Aml"r_ ,.lhD~ """~
1 GTAW ER 9018-89 2,4mm ( . 110 12 1 . 1 : 1 11.301 -2 GTAW E.R9018-69 2'.4 mm ( - ) 12 0 13 9.0 1 (J.401 -3 SMAW E·9016-B9 2:.Smm (+ ) a s 22 10.0 11.22: -
4/5 SMAW E·901B-B9 2.Smm ( +) 90 24 11.0 11.34, -
D im ension es d el e le ctrod e de ruogsteoo 1024mm TORIAD02 %TWJE!WI'~""
Otros CORRIENTE CONTIN UA000rJ
TECNICAT~<h DI1ju. 10.\1'-110,
Veloctdad de avanee 7+11 em/min.T"'''l''f~
A port ac i6 n re ct a u o se ila nte OSCILANTIESIJ'IDJ OJ weave bead
Oscillacion < :3 0VECES 0CONSUMIBLESilit'llmEl
P as ad a s imp le 0 m i ll li pl e MULTIPLEM "I E lp aI o ' " UIl,Ilie I"'!'l
E le c trc do sim fle m Ul tip le SIMPLES"'Il< Q l I l ' II l tJp! e iowlxk
OtTOS -OllIe . .
P ~glllil 2 de 3

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 28/30
TUVNORDCERTIFICAIDO: ,M U - 3033/11 cUAL/CONTROl.
I
ENSAYO DETRACCIONT e m t le I O S II Q II o~ I SO ,
Pmbeta ND Ancbo mm) Espe or (mm) S ec i6 n(mm " Aru C arg a de ro wra(K N ) Tensi,on de ro tu ra (MP a) T ipo de rorura 'i situa ionSp" "untm No Wol i b ~ Tot il laol l lJlili _IS Tl~ of f.ojJ= Iil~ ln emon
1 19.2 6.8 130.6 88.95 681 M. Base DuetilI
2 19.0 S, 8 129.2 86..94 672 M. Base DllIetiilI
ENSAYOS DE OOBLADO GUlADOGc1dt : d· B tl l d TN I . I CQ \\ \' ·I 6 01
Tipo y f ig ur a 0 Resul tadcT) 'J) t I IDd!lp.rt No ~",11
QW'.462 ( a l . a CARA 19 X 7 mm SAT1SFACTORIO 1800
QW'.462 (a). 4 RAIZ 19 X7 mm SAT1SIFACTORJO 180'"
QW'.462 {a' , 5 CARA 19 X 7 mm SATISIFACTORIO 180"I
QW'.462 (a). 6 RAIZ 19 X 7 mm SAT1SIFACTO'RIO 180" I
RESHJENCIA_
~ T.5 l.(QW·I7ID 1
Expansi6n micra]
I
E nsa yo c al da d e p eso
Probeta 0 S i l I l < l c i o o enta l ls Tipo ema ll a T~Il lP , ensaya "c fulpacto (]wos) l..&"'r1Iluj>!Jl~~" Drop . " " J t h
5Pft= 0 N " ", b l < >a ll "" otdJ T ) , I J O . T61 1 0 m . . ., . ,. " " '" tmjlXl ,.,.]"'"
I R =Cone mm NO r ompei-'$buJ lIIIIl No b r ca lt
7 55x10x5 CH ARPY , V ·20 "C 20/19/17
--= = - - -I
8 5 5 ; > c ' 1 0 x 5 CtiARPY , V ·20oC 8Smm I
-r----NSAYO DE MICROORAFiA YDUREZAS
IiUe;t-l:eld "e,,,. tOll.UOI
, Re ultado a eptab le SID NoD P en ec ra do Il le .n , m et al base SiD NoDRnllll-SIlUI"'IO~ " e : : ; . .0 P . "" u -. J. 1< J lI 1 1 11 . pm m m . t . l \'s 1 '< 0
R e su lt ad o m ac ro gr af ia : A c e pt ab le , v e r inf 'onne de Bose 3068&.11 R esultado dure za : A ce pT ab le , v er infonne de B ose 3 06 88 .11Mom>-Rn< I I
o mb re de l soldador BEN rro ALARCON BELCHI ONToo 23.034.498-K Sello n O S-1W.ldefllWll. O""kJl l l l l1bc : r Slilnp No
ombre del soldador
--D N J 0'0
-Sella n O -
Wclden~ 0,," I l . l J . l I I b IC r SwmpNo
E nsa yo s d irig id os p er CUAUCONTROL.ACI, S.A.U. E!l5BYO (Ie Iabarataria n° IBOSE lnforme 11 " 30688.11T 0$1' < : O l I C ! u c l t d b) L>OO" ' JD~ ' l r c l i l ,",0 l <P On N o ,
Certif icamos que 1 0 estahlecido en este documentc as eerrecte y que los snsayos de soldadura fueron preparadios, soldados y
ensayados de acuerdo DOll las rsqusrmlentos de la seecion IX del c6digo ASME
Fecha: 29108/11
Pagina 3 de 3

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 29/30
HQ ja 1 de 2
CERTIFICADO N° WPS~MU-3032-11
r u v N O l l DC,uAUCONTROL
E - PEC IF I AC rON D L PROCEDIMIENTO DE SOLDADURAW e ld in g p ro ce du re sp ec lfie a il io n (W PS )
(ASMEIX)
Empresa UNION TALLER DE MONTAJES ESPEGIALES" UTMIE Por CUALICONTROL ACI S.A.U.C.()mpmy B)'
oporta P.~R N"(S) UTME,.o12 Rev . 0 1 Feeha Agosto -2011s.ppOJ1"'1! P Q • f;I
" " ' ". . . . . .
E.~ecificai6n procedinuento soldadura IJTMIE-011 Rev . 0 fecha Agosto - 20111w -5 "'0 IW" ...,<
Proeedirnlenrots) de soldeo GTA~+SMAW Ttpo( ) MANUAL\Yo:k!inil~"1 T}lIO(i)
Jm'TAS DETALLE, / cJbu:(QW--' \W\ Jalol~
Diseno de la junra V-ATOP!:: -~•.• -•• -.:-"'. 37,S":: 2,50I . " " dc:iIp . .,
Respil.ldo SOLO PARA SMAW
~II . : n : I : i i I I !
7.1 mmMa te ria l d e r es pa ld o ~ S i 0 0 1 1.6± 0.4 mmBodwll_~ ,(", 1 ' 1 >
r--Meta I i co Metal de aporte Metal no fund ib l e - 3.2xO.4 mM9
. '''~''''''''''I)Meta l i 0 ~- Otrcs -
N~< 0IilJ""
METALE BASE8 0 0 c . .. .. <nIIIs (QW-403}
P- ,. 58 G ru po n " 2 3 p- 58 Gru po nO 25-:-'0, VlO.P :'i~ ,oS·No a,.""pN"
T il 'o de ~e ific ac :i6n y gmdo : A=335 G:r, P-91 a tipo de e spee i t ic ac ion y grado A·335 Gr P-'91S~, Ij)O!Wir1M ",~I)~it.ldpd:
Anal. Qt#mico Y I lm p . M e e a n ic a s - a anaL guimi~prop. meeenicas ~C~~,....cd il.1.i:b"m~pro~ Ie chcmi...r~.. m~p_
R ang o d e e sp eso re s '" Ranura 1,51 ; ; '14 ,2 mm Angulo m DOS~ ....g. Orocve , i l l «R an go d e d ia m et ro s = Ranum T O : D A S Angu ' lo T O O O SI ' IJ > O ~ " ' '' '' '' o.vu,,, FiIJ~
Otros~
J\1ET A L f r A 8 £ APORTE GTAW I SMAWfilialMd~ i W..j )
f~,ca i6nSFA SFA 5.28 SFAS.5s n ~ < > SI"ll
Clasific ae ion A W ER 90 :S99 E9018-BSCI=lkol",. l < o A _WS
of 6 4F·No
N "A 5 5A.N.
Diamet ro 2,4mm 2,5,3.2 mm,5".. c r i l iJ ~ m " ' '' ''M e tal de po im do 3.5mm 3,6mm\1~1d-.:1
Rango d e E sp e so re sno , ." . ,. " " " ,.
Ranum MAX . 7.0 n n m MAX. 7.2mm(;ro;)\",
~1!UloI'i !er
I lase d e ~1;c:trodo-f1u.'\ --- --"I0<1~""" < 1 . . . . 1
ombr e c ome rc ia l d e l f lu x~~'
---..
f"'" In:Ie . ; m , '~tlmiblc mladido I ~ - - - - - _" , ,_"Otros --._ --<II" ,_

5/14/2018 Procedimientos_de soldadura - slidepdf.com
http://slidepdf.com/reader/full/procedimientosde-soldadura 30/30
Hoja 2 de 2
CERlilFICADO N° WPS-MU-3032-1'
r u v N O R DCUALfCONTROL
POS[ClOl" I 'ES IRATAMIENTO ERMICOPOS - SOLDADURArQiitiO .. (oy.- 4011 l ' O o w o l d H O O D T . r m t l! I. < ll I (Qw-'W;r)
P osic io n(e ) e n ran ura TODAS Temperatura 7S0±15cCPOJiti<>n(.) or 'D'C T""'!'=' .......""'lI"
Progresion de soldadura ~ Aseendente 0 Descendente I i c l11pa 2 HORASWoldm~ prOgress1Dn Up 1)0"", Tm'~'
Vel,oeidad de calerrtamiento iS00C Idesde 300°C
Vel'ocidad de enfriamiento 1150cC , hasta 300 DCP os ic io ot es ) e n angulo T O D A SPost,j01lI'l0 f fiiIb
I
PRECALENTA iIENTO GAS Composici~n (%)I ' r t l t<al (OW-ItJ6) G a s ( Q W - 'I O B I ht=l > . . ]>6SIt jon
,trases (es) Mezcla CaudalCr-esfl"§) M]'{olrr B ow r n' r
Protec tor ARG6N 99,997% 8 -16 IIJ min.Te~erarura de precalentamiento lMin.) 200 CD S b K l < l l i J gPrcb [tmptnuw~
Temperatura entre ~asadas (Max.) c; 3.50D
C Arrasrre. .
.W'<rJ1 ~1lT.(_', Tmilmf
Temperarura de po t calemamiento 400°C. Tiemgo W'Re paldo ARGON 99,997% 10- 1411min.B . o L 1 n ! :
CARACTERisTICASELECIRI,CASElmriwl 'Chtu:oI.uc : iSOl l l f(QW-409)
Corriente AC 0 DC D C Polaridad G T A W { -} 'M A W (tJc " " " ' " AC 0 DC P4W'i ly
Range de Amper io s GTAW 9 1 0 + 1 4 0 1 SMAW 80-;.-100 R an go d e V o lr io s GTAW 9"'161 SMAW 22+ 26....._(~<) 'V~1t$ rRMi.l
Tipo y d im e ns io ne s d el e le c tro de d e r un gs te no 02,4mm CON 2% DE TORIOTWI 51", . 1 . 0 < " " 0 . , . . . , om! 1)'IX
F orm a d e T ra nsfe rir (GMA W) --ModtO(m<l "_(,, (0 G M . " W
R ange d e av anc e y c on sum e d e la v aril la ----Elot '" . • w " . feed $poe<! " " " C .
TECNlCAS·""Miq:u·IQW4H1)
A po rra i6 n re cta 11 0 e i lante AMBOS D im e ns io ne s d e l o ri fi cio a b o q uil la 8 ·12 mm
s tr in,g '" """" .. b e O < ! Onli« 011M etIIIlltl
Lirnpieza inicial y entre pasadasCEPILLO ALAMBRE MANUAL VIO ESMERILAOOMetodo d e s an e ad o ESMERIIL ADO PARA SMAW SOLOImt.ilmd lutcrp.w t~ (BcwhiD; ~, 1>lrtlJod "fb;orl; l l"lIll l lOll
0 ilacion MAxIMO 3.0 VECES 0 ELECTRODO D istanc ia de rub e de comacee a p ie z a N lAas. l l lmon CO.Lila lUbe t~ "",rI: di$ I Jm ee
Pasada mu l ti pl e \J simple MOILTIPLE Electrode multiple 0 simple SIMPLEl \. Iu l li p le o r sU la l t pas> (per ~iz.I!J M u l ro p o r S l II I il .' e ! r r u"des
Range de velocidad GTAW 5+9/SMAW 9+13em/min. Marri l l eo NO Otros -1f",vel~ I.... e) I'otnm,g Otbm
IMe t a l uper te Comenle Rang,Q Velecidad Input
Pasadats) Pr o c e s sJ i i l l L ' T - m J " e l l Cumm Voltios ""'~ Iowl'
W.ld 1»."f .1 !'iQ"'","Clase D iam e tro Polaridad Rango Amperios
V.lL~eem/min..s. .Di!.m<la T)J><J1OWitY Amp..mog<. KJ/an
1 I GTAW I IER 90 S89 2.4 I DC (-) 90-130 9 -14 5-9 <30
2 GTAW IER 90 SS9 2.4 DC (-) 1100-140 10-16 6-10 <30
3 SMAW I E-9018~B9 I 2 . 5 DC (+) 81F100 22-26 I 9 -12 .::30
Resto I SMAW E-9018-B9 2 . 5 DC (i') 80-100 I 22 - 26 I 9-13 <30





























