Embed Size (px)
Citation preview

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
1
1
ÉPREUVE COMMUNE DE TIPE 2011 - Partie D
TITRE : Des mousses métalliques comme éléments de structure : une grande légèreté et une
remarquable capacité d'absorption des chocs rapides
Temps de préparation : ……………..…. 2 h 15 minutes 5
Temps de présentation devant le jury : ……. 10 minutes
Entretien avec le jury : …………………….. 10 minutes
GUIDE POUR LE CANDIDAT :
Le dossier ci-joint comporte au total : 15 pages 10
Guide candidat : 1 pages
Document principal : 14 pages
Travail suggéré au candidat :
Après avoir résumé rapidement la structure du dossier, pourra par exemple traiter une ou plusieurs 15
des pistes suivantes:
Proposer un bilan argumenté des avantages et des inconvénients des mousses.
Proposer un bilan des critères de choix des mousses, et ébaucher une démarche de choix.
Développer le potentiel d’application futur des mousses.
CONSEILS GENERAUX POUR LA PREPARATION DE L’EPREUVE : 20
Lisez le dossier en entier dans un temps raisonnable.
Réservez du temps pour préparer l'exposé devant les examinateurs.
Vous pouvez écrire sur le présent dossier, le surligner, le découper … mais tout sera à remettre
aux examinateurs en fin d'oral.
En fin de préparation, rassemblez et ordonnez soigneusement TOUS les documents (transparents, 25
etc.) dont vous comptez vous servir pendant l'oral, ainsi que le dossier, les transparents et les
brouillons utilisés pendant la préparation. En entrant dans la salle d'oral, vous devez être prêt à
débuter votre exposé.
A l'issue de l'épreuve, vous devez remettre au jury le dossier scientifique. Tout ce que vous aurez
présenté au jury pourra être retenu en vue de sa destruction. 30
S19

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
2
2
Des mousses métalliques comme éléments de structure : une grande légèreté et
une remarquable capacité d'absorption des chocs rapides
Introduction
La technologie des mousses métalliques, et en particulier des mousses d’aluminium, n’est pas
récente mais reste encore peu connue des concepteurs. Pourtant, ces matériaux offrent des propriétés 35
physiques et mécaniques intéressantes. En effet, du fait de leur structure, ils présentent une bonne rigidité
associée à un poids spécifique faible et à d'excellentes caractéristiques d’amortissement. Ils offrent donc
un grand potentiel dans les structures légères, pour l’absorption d’énergie, l’isolation acoustique et le
contrôle thermique. Mais les mousses métalliques ont d'autres propriétés susceptibles d'intéresser les
bureaux d'études. Leur densité est de 2% à 40 % de celle du métal pur. Elles peuvent donc comporter 40
jusqu'à 98 % de vide. Cette structure leur confère une excellente capacité d'absorption de l'énergie. Lors
d'un choc, les parois des premières alvéoles « flambent1» les unes après les autres et reportent l'impact
atténué sur les alvéoles sous-jacentes. Le matériau peut ainsi s'écraser sur plus de 65 % de son épaisseur
d'origine. Absorbant les chocs tout en maintenant un niveau d’accélération tolérable pour les personnes
accidentées, les mousses assurent leur fonction quelque soit la direction du choc, contrairement à la 45
plupart des crash-box actuels. Réduction de la consommation énergétique, gain en masse et amélioration
de la sécurité, telles sont les exigences qui ont contribué à l’émergence de ces nouveaux matériaux.
Les technologies de production de mousses métalliques sont connues depuis les années 50, mais les
difficultés de contrôle des procédés et des coûts élevés ont empêché leur développement. Les innovations
techniques des 15 dernières années ont cependant permis de relancer les productions. Des domaines tels 50
que l’aéronautique et l’aérospatiale, à la recherche de matériaux légers performants, sont ouverts aux
mousses métalliques. L’engineering mécanique y arrive également, notamment pour des pièces de
sécurité en automobile : pare-chocs, barres de déformation, capots,… Par exemple, le constructeur
d'automobiles allemand Karmann a créé un petit événement en présentant récemment au Salon
international de l'automobile de Detroit un concept car "aluminium foam2 body" dont certaines parties, les 55
cloisons séparant l'habitacle du capot moteur et du coffre, sont en mousse d'aluminium.
Ce sujet a pour objectif d’étudier le comportement des structures en mousses sous sollicitation rapide de
compression (choc).
1 Le flambage est la tendance qu'a un matériau soumis à une force de compression longitudinale à fléchir, et donc à se
déformer dans une direction perpendiculaire à la force appliquée. 2 Foam : mousse, en Anglais

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
3
3
1. Qu'est-ce qu'une mousse métallique ?
Métal cellulaire ou poreux, mousse, ou éponge métallique : les termes sont nombreux pour désigner 60
les différentes structures de systèmes biphasés composés d'une phase solide et d'une phase gazeuse. La
phase solide est homogène et constituée du matériau de base. La phase gazeuse est présente dans des
vides, des pores ou des cellules. Elle confère à la mousse une densité apparente faible par rapport à celle
du matériau massif. On distingue deux types de mousses :
(1) mousses à cellules ouvertes ou à pores interconnectés, 65
(2) mousses à cellules fermées ou à pores isolés.
Dans le cas des structures à cellules fermées, chaque cellule présente dans la mousse métallique est isolée
des autres par une fine paroi de métal. Par contre, dans le cas des structures à cellules ouvertes, les
cellules à proprement parler n'existent pas du fait de l’interconnexion des pores.
2. Mode de fabrication des mousses 70
La fabrication des mousses métalliques est assez empirique, et les recettes sont confidentielles. Du
fait de son point de fusion assez bas (650°C), l'aluminium est l'ingrédient idéal pour fabriquer des
mousses métalliques. Quant au procédé, on connaît aujourd'hui au moins trois voies de fabrication :
1. Voie gazeuse : condensation de vapeurs métalliques avec mousses polymères, puis destruction des
mousses 75
Polymère
H2O COMétal en fusion Ligaments Métalliques
Pression
Préforme en polymère Infiltration Suppression du moule
Vides
Matériau
Injection du métal Mousse pores ouverts
Polymère
H2O COMétal en fusion Ligaments Métalliques
Pression
Préforme en polymère Infiltration Suppression du moule
Vides
Matériau
Injection du métal Mousse pores ouverts
Figure 1: Procédé de fabrication de mousse par voie gazeuse

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
4
4
2. Voie liquide : Moulage et élimination d'une préforme : on peut par exemple fritter un mélange de
poudre de sel pour s'en servir de préforme, l'infiltrer avec de l'aluminium fondu puis éliminer le 80
sel par simple dissolution dans l'eau.
Mise en place
de la préforme
Chauffage de
la préforme
Coulée de
l’aluminium
Infiltration de
l’aluminium
Dissolution de
préformeMousse
Mise en place
de la préforme
Chauffage de
la préforme
Coulée de
l’aluminium
Infiltration de
l’aluminium
Dissolution de
préformeMousse
Figure 2: Procédé de fabrication de mousse par voie liquide
3. Voie solide : L'aluminium en poudre est mélangé à un agent dégageant du gaz à haute température
(hydrure de titane ou de zirconium); le mélange est extrudé puis chauffé vers 600°C; l'agent
gazant libère alors son hydrogène qui forme les cellules de la mousse en gonflant l'aluminium 85
dans son état semi solide à cette température.
Figure 3: Procédé de fabrication de mousse par voie solide
Les méthodes qui utilisent le métal fondu pourraient tirer parti du système de coulée continue en
métallurgie. Les technologies avec poudres, beaucoup plus chères, permettraient au contraire de produire 90
des pièces plus complexes en plus petite série. Elle consiste à emprisonner de la poudre d'aluminium
additionnée d'agent moussant entre deux tôles du même métal. L'ensemble est étiré puis mis à la forme de
la pièce à réaliser. En chauffant la pièce dans un four, la réaction se déclenche et la mousse se forme in
situ, produisant un véritable "sandwich". Selon les techniques et les variantes on obtiendra des pièces à
porosité ouverte ou fermée. 95

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
5
5
3. Applications des mousses dans l’industrie
Par leurs propriétés physiques et mécaniques, les mousses d’aluminium constituent un marché en
émergence avec de fortes perspectives d’avenir. Un des premiers créneau visé est celui de l'allègement
des structures. Elles sont souvent utilisées en combinaison avec des matériaux denses conventionnels. 100
Elles forment par exemple des panneaux sandwichs ou sont utilisées pour remplir des colonnes ou des
poutres creuses. Les applications des mousses métalliques sont potentiellement larges, dès lors qu'on a
besoin d'un matériau léger et résistant aux chocs. Les constructeurs d'automobiles sont concernés au
premier chef, tant la demande est forte en matière de sécurité. L'utilisation de mousses métalliques pour
certaines pièces (capot, pare-chocs) est évaluée par rapport à d'autres matériaux. L'intérêt, c'est que la 105
mousse est isotrope: on peut l'écraser dans toutes les directions de la même façon, alors qu'une structure
en nid d'abeille ne résiste que dans une direction privilégiée.
3.1. Construction automobile : Le poids des véhicules a tendance à augmenter sous l'effet des
équipements de sécurité. En même temps on cherche à les alléger pour diminuer la consommation de
carburant. L'introduction de panneaux sandwichs en mousse d’aluminium est un des moyens de concilier 110
ces deux aspects antagonistes. Le recours à ces panneaux permet, en plus du gain de poids considérable,
d’obtenir des structures avec une grande capacité d’absorption de l’énergie et une bonne résistance à la
chaleur. Cette aptitude est exploitée aux points les plus susceptibles d’être accidentés pour y créer une
déformation contrôlée et une dissipation optimale de l’énergie. Les mousses d’aluminium sont utilisées
également dans les pare-chocs et les crash-box pour l'absorption de choc à l'avant de véhicule. Ces 115
derniers systèmes, placés entre le pare-chocs et le châssis, sont constitués de boîtes de mousse
d’aluminium à 75 % de vide qui absorbent l’énergie par écrasement en cas de choc. Une mousse
d'aluminium à 95% de vide, tapissant le capot avant protégerait les piétons de chocs frontaux en cas de
heurts à faible vitesse. Positionnée sous le bloc
volant elle protégerait les jambes du 120
conducteur. Sur le montant entre la vitre et le
pare-brise, elle protégerait sa tête.
Figure 4 : Caisse de RENAULT: renforcement
structural avec des mousses d’aluminium 125

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
6
6
3.2. Construction aéronautique : Les mousses d’aluminium sont très utilisées dans l'aéronautique où la
réduction de poids est capitale. Elles y remplacent de plus en plus souvent les structures à nids d’abeille
car elles sont moins coûteuses et résistent mieux à la chaleur. Elles sont utilisées dans tous les éléments
structurels (ailes, fuselage, plancher…) et dans les moteurs (silencieux, échangeurs, filtres, injection de
carburant…). 130
3.3. Construction navale : Ce secteur est également un gros consommateur de mousses d’aluminium (sous
forme de panneaux) pour leur légèreté et leurs caractéristiques mécaniques. Les mousses à pores isolés
sont utilisées comme structures flottantes grâce à leur tolérance élevée aux dégâts. Elles maintiennent leur
flottabilité même quand elles sont localement endommagées. De plus, elles résistent à de plus hautes
pressions et températures que les mousses polymères. On retrouve également des structures en mousses 135
d’aluminium sur des plates formes élévatrices à bord de porte avions.
Figure 5: Exemples de pièces dans l’industrie (FOAMINAL®)
4. Caractéristiques mécaniques des mousses d’aluminium
Les paramètres importants pour caractériser une mousse sont sa densité relative r et les propriétés du 140
matériau constitutif. La densité relative r est définie par le rapport volume de la mousse mousseV par celle
du solide solideV dont elle est constituée :
mousser
solide
V
V
(1)
Cependant, il a été prouvé que pour une même densité et un même matériau, on peut obtenir des
comportements physiques et mécaniques relativement différents selon la microstructure (orientation des
cellules, distribution des tailles, épaisseur des parois...). Les propriétés mécaniques des mousses sont donc 145
fonction de la porosité relative et d’un facteur propriétéK (constante dépendant de la propriété concernée,
pour un matériau donné) de la mousse :
n
mousse propriété rPr opriété K (2)

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
7
7
4.1. Contrainte-déformation:
La résistance à la compression, la résistance à la flexion et le module de Young augmentent rapidement
avec la densité. Les mousses d'aluminium de haute densité ont une densité de 0,3 à 1,03g/cm3 , pour un 150
module en compression de 1,4 à 14,8 GPa . Les mousses basse densité, de 0,064 à 0,3 g/cm3 pour un
module en compression de 0,045 à 0,9 GPa. Les mousses de nickel sont le plus souvent livrées avec des
densités de 0,4 à 0,5g/cm3,
et celles de nickel chrome de 0.6 à 0,65g/cm3. Dans les applications crash
envisagées, les mousses sont principalement sollicitées en compression. La courbe de compression
typique d’une mousse d’aluminium (voir figure 7,p age 8) est décomposée en trois phases : 155
4.1.1. Phase élastique réversible:
Le comportement des mousses d’aluminium en compression dans la zone élastique peut être décrit par le
choix classique de trois modules (module de Young E, coefficient de Poisson Ѵ et module
cisaillement G). La mesure du module de Young par des essais destructifs de traction ou de compression
est compliquée en raison de la déformation élastique limitée de mousses métalliques. La méthode d'essai 160
non destructif est une analyse des vibrations qui conduit aux valeurs suivantes (voir Tableau 1). Les
valeurs indiquées sont calculées à l'approximation suivante, qui est basée sur des résultats expérimentaux
sur des mousses AlSi12 (figure 6).
n
mousse Module_ Young rE K 1.7 n 2.3 (3)
Densité g/cm3 0.5 0.6 0.7 0.8
Module de Young GPa 3.5 4.9 6.6 8.4
Tableau 1: Module de Young en fonction de la densité de la mousse AlSi12 165
Figure 6: Module de Young de la mousse AlSi12 4
Module_ YoungK 8.10 MPa et n 1.85
1.85 Pente : 1.85

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
8
8
4.1.2. Phase plastique irréversible:
Lorsque la contrainte dépasse un certain seuil, les cellules de la mousse s’effondrent plastiquement. Ce Il
en résulte en un long plateau quasi horizontal (figure 7) de contrainte pl (Tableau 2), donnée par la 170
relation:
n
pl compression rK 1.5 n 2.5 (4)
Densité r pl AlSi7 pl AlSi12 pl AlMg1Si
0.5 7.9 13.9 14.3
0.6 11.9 18.8 22.0
0.7 16.9 24.3 31.8
0.8 22.8 30.2 43.6
compressionK (MPa) 361 225 789
n 2.27 1.65 2.38
Tableau 2: Contrainte plateau en fonction de la densité et du type de matériau de la mousse
4.1.3. Phase de densification:
Une déformation irrecevable importante en compression produit une densification des cellules effondrées, 175
ce qui conduit à une augmentation de la contrainte qui tend alors vers l’infini pour un certain niveau de
déformation d . Cette déformation élimine la porosité initiale de la mousse, car elle correspond à la
déformation pour laquelle tous les pores ont disparu.
Module E
Plateau de contrainte
Densification
Energie absorbée UDéformation de
densification
Début de plasticité,
de flambage,
d’écrasement
pl
d
Déformation (%)
Contr
ain
te (
MP
a)
Module E
Plateau de contrainte
Densification
Energie absorbée UDéformation de
densification
Début de plasticité,
de flambage,
d’écrasement
pl
d
Déformation (%)
Contr
ain
te (
MP
a)
Figure 7: Courbe contrainte/déformation caractéristique d’une mousse d’aluminium 180

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
9
9
4.2. Energie d’absorption:
L'absorption d'énergie d'une mousse métallique peut être déterminée par des essais de compression. Dans
la figure 8, la courbe force-déplacement d'une mousse métallique en compression est illustrée. La quantité
d'énergie absorbée est l'intégrale de la force de compression par la distance de compression. Pour
effectuer une comparaison des différents matériaux comme les absorbeurs d'énergie, la mesure de 185
« l'efficacité » est utilisée. A déformation définie, l'efficacité est le quotient de l'énergie absorbée par le
produit de la force maximale et la durée de déformation.
1.
Figure 8: Energie d’absorption et efficacité des mousses
La forme caractéristique de la courbe de l’essai de compression d’une mousse d’aluminium comporte 190
trois zones principales :
2. Une première phase élastique linéaire, limitée aux faibles déformations.
3. Une deuxième phase de plateau zone d’absorption d’énergie.
4. Une troisième de phase de densification caractérisée par une forte hausse de l’effort.
Si l’on considère les deux premières phases, cette courbe se rapproche de celle de l’absorbeur de choc 195
idéal qui consiste en un plateau parfaitement plastique. On voit alors tout l’intérêt de l’utilisation des
mousses d’aluminium pour des applications en tant qu’absorbeur d’énergie mécanique : la mousse
d’aluminium est donc un matériau efficace qui propose une courbe de compression plus régulière que des
structures à base de profilé pour dissiper l’énergie mécanique lors de chocs. Comme pour la plupart des
mousses, le niveau du plateau est essentiellement piloté par la densité : une densité plus forte augmente le 200
niveau du plateau. Par rapport aux autres mousses métalliques, la mousse d’aluminium est celle qui

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
10
10
possède le meilleur potentiel d’absorption d’énergie spécifique (voir Tableau 3). La figure 9 illustre
l’effet de l’énergie de déformation en fonction de la porosité. Plus cette dernière augmente et plus
l’énergie augmente.
Alliage AlSi7 AlSi12 AlMg1Si
Densité r 0.6 0.6 0.6
Energie d’absorption E (kJ/kg) (50% déformations) 8.4 5.3 13.2
Efficacité AE (50% déformations) 84 24.3 31.8
Tableau 3: Energie d’absorption des mousses 205
Déformation %
Co
ntr
ain
tes M
Pa
Déformation %
Co
ntr
ain
tes M
Pa
Figure 9: Energie d’absorption en fonction de la porosité
5. Exemples d’application
Grâce à ces propriétés, l’utilisation des mousses d’aluminium peut être envisagée essentiellement 210
afin d’améliorer la sécurité passive des passagers et des véhicules. Elle s’articule suivant trois axes:
- Le renforcement structural du véhicule (rigidification de la caisse ou augmentation de prestation
sécurité au cours de crash), pour des mousses de forte densité de 0.4 g/cm3 ou plus.
- La protection de l’humain dans l’interface passager/véhicule ou piéton/véhicule au cours d’un
crash, pour les mousses de faible densité de 0.1 g/cm3 ou moins. 215
- Le blindage pour des mousses de densité moyenne 0.2 g/cm3.
Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
11
11
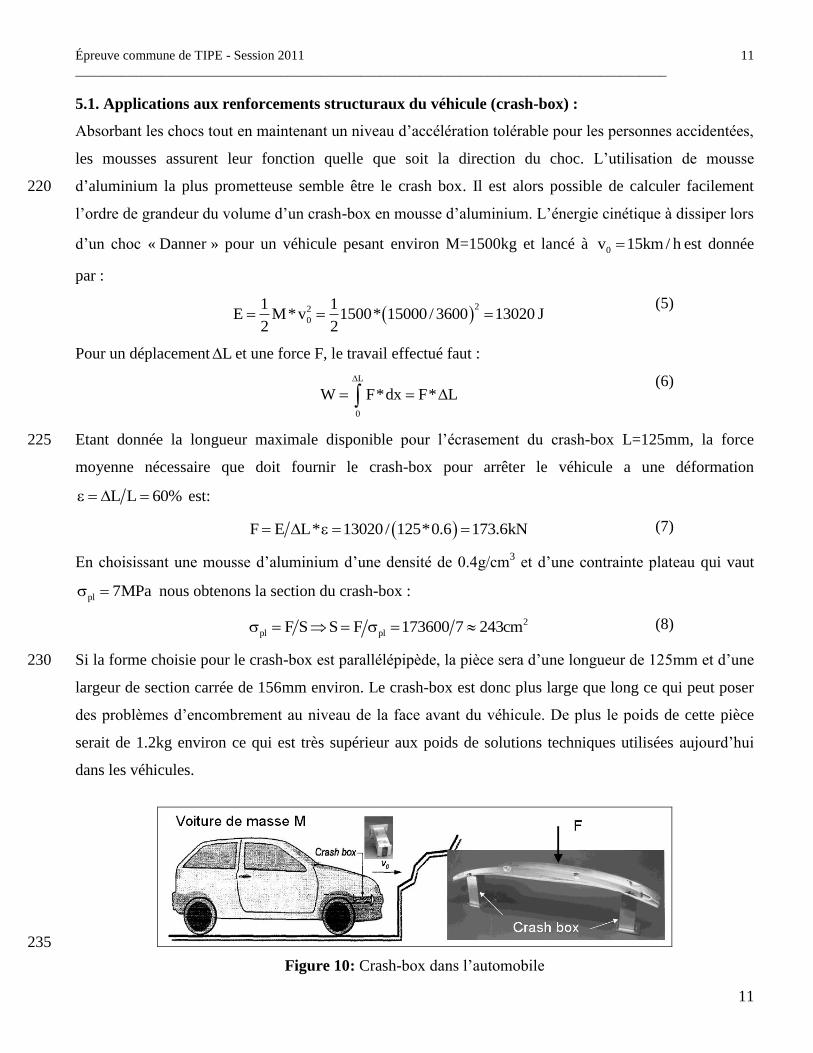
5.1. Applications aux renforcements structuraux du véhicule (crash-box) :
Absorbant les chocs tout en maintenant un niveau d’accélération tolérable pour les personnes accidentées,
les mousses assurent leur fonction quelle que soit la direction du choc. L’utilisation de mousse
d’aluminium la plus prometteuse semble être le crash box. Il est alors possible de calculer facilement 220
l’ordre de grandeur du volume d’un crash-box en mousse d’aluminium. L’énergie cinétique à dissiper lors
d’un choc « Danner » pour un véhicule pesant environ M=1500kg et lancé à 0v 15km / h est donnée
par :
22
0
1 1E M*v 1500* 15000 / 3600 13020 J
2 2
(5)
Pour un déplacement L et une force F, le travail effectué faut :
L
0
W F*dx F* L
(6)
Etant donnée la longueur maximale disponible pour l’écrasement du crash-box L=125mm, la force 225
moyenne nécessaire que doit fournir le crash-box pour arrêter le véhicule a une déformation
L L 60% est:
F E L* 13020/ 125*0.6 173.6kN (7)
En choisissant une mousse d’aluminium d’une densité de 0.4g/cm3 et d’une contrainte plateau qui vaut
pl 7MPa nous obtenons la section du crash-box :
2
pl plF S S F 173600 7 243cm (8)
Si la forme choisie pour le crash-box est parallélépipède, la pièce sera d’une longueur de 125mm et d’une 230
largeur de section carrée de 156mm environ. Le crash-box est donc plus large que long ce qui peut poser
des problèmes d’encombrement au niveau de la face avant du véhicule. De plus le poids de cette pièce
serait de 1.2kg environ ce qui est très supérieur aux poids de solutions techniques utilisées aujourd’hui
dans les véhicules.
235
Figure 10: Crash-box dans l’automobile
Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
12
12
Ainsi, même si l’énergie spécifique d’absorption de la mousse d’aluminium est élevée, les niveaux de
contrainte demandés pour la gestion de ce crash sont trop importants et nécessitent l’emploi d’une section
trop élevée. La solution crash box en mousse d’aluminium seule n’est donc pas adaptée. Le principe
consiste alors à utiliser la mousse d’aluminium en combinaison avec d’autres structures, comme des 240
profilés extrudés par exemple, afin d’améliorer leurs performances, de réduire la section et donc le poids.
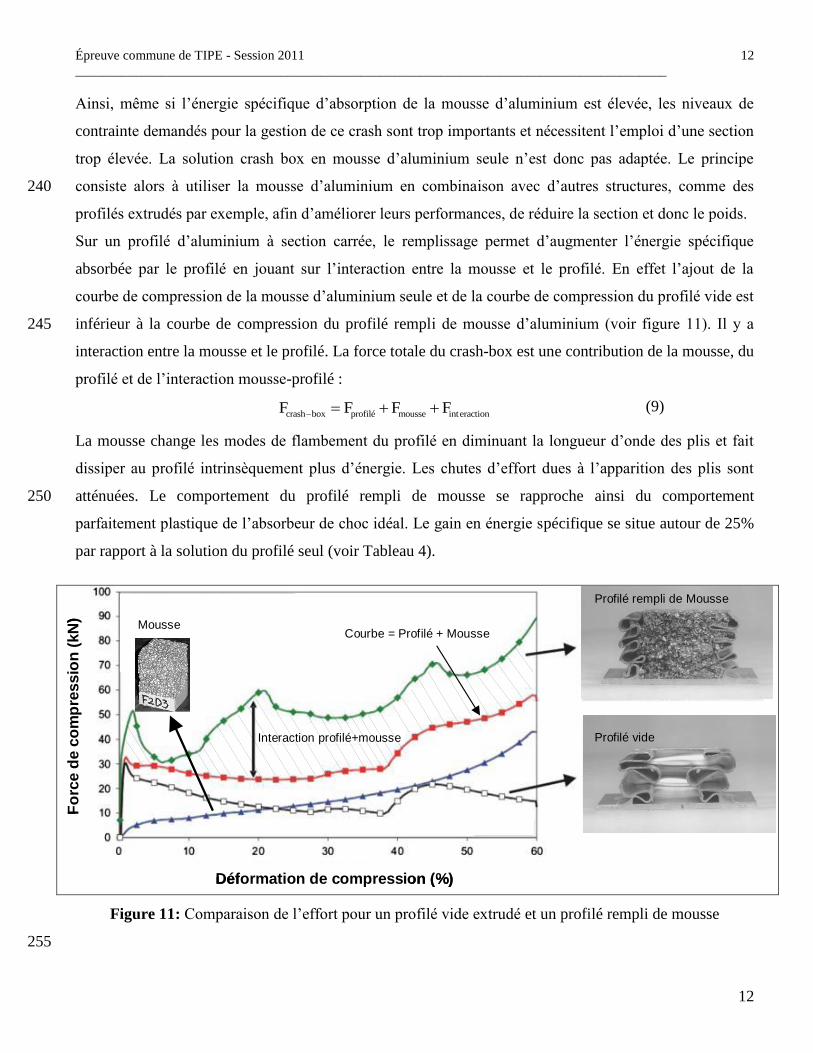
Sur un profilé d’aluminium à section carrée, le remplissage permet d’augmenter l’énergie spécifique
absorbée par le profilé en jouant sur l’interaction entre la mousse et le profilé. En effet l’ajout de la
courbe de compression de la mousse d’aluminium seule et de la courbe de compression du profilé vide est
inférieur à la courbe de compression du profilé rempli de mousse d’aluminium (voir figure 11). Il y a 245
interaction entre la mousse et le profilé. La force totale du crash-box est une contribution de la mousse, du
profilé et de l’interaction mousse-profilé :
crash box profilé mousse interactionF F F F (9)
La mousse change les modes de flambement du profilé en diminuant la longueur d’onde des plis et fait
dissiper au profilé intrinsèquement plus d’énergie. Les chutes d’effort dues à l’apparition des plis sont
atténuées. Le comportement du profilé rempli de mousse se rapproche ainsi du comportement 250
parfaitement plastique de l’absorbeur de choc idéal. Le gain en énergie spécifique se situe autour de 25%
par rapport à la solution du profilé seul (voir Tableau 4).
Fo
rce d
e c
om
pre
ssio
n (
kN
)
Déformation de compression (%)
Interaction profilé+mousse
MousseCourbe = Profilé + Mousse
Profilé vide
Profilé rempli de Mousse
Fo
rce d
e c
om
pre
ssio
n (
kN
)
Déformation de compression (%)
Interaction profilé+mousse
MousseCourbe = Profilé + Mousse
Profilé vide
Profilé rempli de Mousse
Figure 11: Comparaison de l’effort pour un profilé vide extrudé et un profilé rempli de mousse
255

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
13
13
E=2700J
Long =1m
Pure mousse
Aluminium
Profilé
Aluminium
Profilé
Acier
Profilé Aluminium
+ Mousse Alu
Profilé Acier +
Mousse Alu
Nombre de
crash-box
1 82 30 32 15
Poids (kg) 325 125 111 94 80.4
Surface (m2) 0.54 0.57 0.21 0.22 0.11
Tableau 4: Paramètres de l’énergie d’absorption
5.2. Applications à la protection des passagers
La protection des passagers dans l’automobile vise surtout à réduire la gravité des blessures à la tête subie
par l'occupant dans un accident. Lorsqu'il s'agit d'un traumatisme crânien potentiel, les forces doivent être 260
maintenues bases, donc une mousse de densité située entre 3% et 10% est favorable. Des exemples de
pièces internes d'automobiles qui pourraient être fabriqués à partir de mousses sont les appuis-tête et les
colonnes de protection. La mousse est un matériau idéal pour résoudre les problèmes de protection des
occupants pour les raisons suivantes:
Les propriétés de la mousse ne changent pas avec la température. 265
La mousse ne présente pas de rebond après le choc (évite le « coup du lapin »).
Les propriétés de la mousse ne se modifient pas avec la vitesse d’impact.
La mousse peut absorber de grandes quantités d'énergie dans toutes les directions.
L’exemple suivant traite le problème de la protection des passagers lors d’un crash par des colonnes de
sécurité. La mousse insérée dans les colonnes peut être maintenue en place par collage, par expansion de 270
mousse, ou par de fixations mécaniques. Les résultats des essais d’absorption d’énergie d'une section vide
par rapport à une section remplie sont illustrés sur la Figure 12. On peut conclure que des éléments de
protection remplis de mousse dans les véhicules amènent :
Une résistance à la flexion triplée par rapport aux colonnes creuses.
Une absorption d'énergie dans les chocs latéraux augmentée de 40%. 275
Une performance d'écrasement du toit est améliorée.
Une réduction de poids.

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
14
14
Fo
rce
(kN
)
Déformation (mm)
Colonne vide
3 tests avec Colonne remplie
Mousse-Al
Fo
rce
(kN
)
Déformation (mm)
Colonne vide
3 tests avec Colonne remplie
Mousse-Al
Fo
rce
(kN
)
Déformation (mm)
Colonne vide
3 tests avec Colonne remplie
Mousse-Al
Figure 12: Force d’absorption en fonction de la déformation
5.3. Applications aux panneaux anti-explosion 280
Ce dernier exemple traite le test à l’explosif pour évaluer les performances (dureté superficielle à des vitesses
très importantes) d’un rideau anti-explosion en mousse d’aluminium. Trois cas sont testés sur des plaques
de dimension 45x45cm, avec 1.25kg de TNT et avec des épaisseurs différentes :
Plaque mince en acier avec 0.3cm d’épaisseur
Plaque épaisse en acier avec 0.6cm d’épaisseur 285
Plaque en mousse d’aluminium Al-7Si de densité = 0.2 g/cm3 avec 5cm d’épaisseur
La charge de 1.25kg de TNT est placée à différentes distances de la plaque. Des analyses sur les
déformations des plaques sont effectuées. Les résultats obtenus (Tableau 5) montrent que les mousses
d’aluminium ne présentent aucun dommage visible à 2m de l’explosif, à 0.5m la plaque est déformée
plastiquement, et à 0.1m la plaque est perforée et endommagée. En comparaison avec les plaques en 290
acier, on note que les mousses de faible densité présente un bon élément pour les blindages des structures.

Épreuve commune de TIPE - Session 2011
_________________________________________________________________________________________
15
15
Distance d Plaque mince en acier Plaque épaisse en acier Mousse Al-7Si
2.0 m Aucun dommage Aucun dommage Aucun dommage visible
0.5 m Aucune déformation Aucune déformation Déformation 50%
0.1 m Déformation de 80%
mais non perforée
Déformation de 60% mais
non perforée
Fracture et perforation
Tableau 5: Analyse des déformations des plaques de blindage 295
Explosif
Mousse
Distance d
Explosif
Mousse
Distance d
Acier plaque mince
Mousse aluminium
Acier plaque épaisseAcier plaque mince
Mousse aluminium
Acier plaque épaisse
Figure 13 : Profils des plaques après explosion : (a) plaque épaisse en acier, (b) plaque en mousse
aluminium (c) plaque mince en acier





























