Embed Size (px)
Citation preview

Page | 0
REGISTERED OFFICE : WORKS:
D – 6, Vivek Vihar, Phase – 1,
New Delhi – 110095
Narain Nagar Industrial Estate,
Bazpur Road, Kashipur, District
Udham Singh Nagar, Uttarakhand
PRE-FEASIBILITY REPORT & EMP
PROPOSED EXPANSION OF THE EXISTING UNIT TO
PRODUCE MILD STEEL BILLETS/INGOTS AND
BARS/ SECTIONS THROUGH AUGMENTATION IN
THE EXISTING INDUCTION FURNACES CAPACITY.
Project or Activity 3(a) due to Metallurgical industries (ferrous & non
ferrous) and Category-A (a. Secondary metallurgical industry,
b. Project site is located within 05 km from the interstate boundary)
Products (Mild Steel) Capacity (MTPA)
Existing Proposed Total
Mild Steel Billets/Ingots 57,600 1,42,400 2,00,000
Mild Steel Bars/Sections 88,200 1,11,800 2,00,000
Project Proponent:
M/s Kashi Vishwanath Steels Private Limited

Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 1
1.0 EXECUTIVE SUMMARY
1.1 Preamble
M/s Kashi Vishwanath Steels Private Limited (KVS) is an existing industry involved
for production of M S Billet/Rolled products (TMT Bars) through Induction Furnace
– CCM – Rolling Mill route for production of 2,00,000 TPA MS Billets/Ingots & Rolled
product respectively.
To make end product economically viable in present fluctuating market, M/s
KVS have decided to go for expansion by replacement of the existing 5 Tons (02
Nos.) and 4 Tons (02 Nos.) Induction Furnaces with 6 Tons (03 Nos. - replacement
of existing IFs) and 10 Tons (01 no. replacement & 02 nos. new) capacity
Induction Furnaces and modernize Continuous Casting Machine (CCM) &
increasing the output (speed) of existing Rolling Mill through modernization to
enhance the annual production capacity from existing MS Ingots 57,600 TPA
and Steel Bars 88,200 to 2,00,000 TPA respectively.
Capacity expansion by replacing the existing Induction Furnaces will essentially
meet the increasing steel demand. Expansion shall take place within the existing
plant area of 14.78 Acres (59817.0 Sqm). No additional land shall be required for
the project. The company has sound financial background and good market
base which they will use to replace existing Induction Furnace with higher
capacity to become economic steel producer of the region.
M/s Kashi Vishwanath Steels Private Limited is a thirty three years old company
based at Kashipur, Uttarakhand. Sh. Mithlesh Kumar Agarwal starts his career
with the business of manufacturing Katha in 1954. Later, he installed a Rice Mill in
1969 and then a Sugar Industry in 1973. Afterwards, his sons carried on the good
word and set up industries like Solvent Extraction Plant, Vegetable Oil Refinery,
Steel Industry, and Spinning Mill under his guidance and supervision. He is socially
very active, a Chartered Member of Lions Club, Ex-President of Vyapaar
Mandal, Ex-Vice Chairman of Nagar Palika, Ram Nagar and associated with
many other social organizations.
Shri Devendra Kumar Agrawal, the principal promoter of the group is S/o Sh
Mithlesh Kumar Agrawal, aged about 59 years and a Chemical Engineer by
qualification. He has a rich experience spanning thirty five years in the various
industries such as Solvent Extraction Plant, Vegetable Oil Refining and Steel
manufacturing. He was the first entrepreneur to set up Solvent Extraction Plant in

Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 2
Uttar Pradesh to extract oil from Sunflower Seeds. He is an active Rotarian and
was as served as District governor during the year 2014 – 15. He is actively
engaged in social activities such as promoting awareness about environmental
issues, encouraging sports persons and achievers in academics.
Shri Arpan Jindal aged about thirty four years, a management graduate by
qualification and having about ten years’ experience in running industrial units.
Apart from being the brain behind the modernization and expansion activities of
the flagship company during the last few years, he was instrumental in setting up
the casting manufacturing facility and lining up the supply of automobile
castings to automobile majors such as TATA Motors and Bajaj Auto Ltd. at Pant
nagar. He was also instrumental in setting up the Food processing plant in
Kashipur to serve the Uttarakhand with highly hygienic food product like Potato
Chips, Extruded Snacks & Indian Ethnic Namkeen, Sticks, Multigrain Chips, Puff
Rings, Sun Chips, Coated Peanuts Masala, & various Indian Ethnic Namkeen.
At that time, there was no steel manufacturing facility in Kumaon region
and KVS foresaw the opportunity and tapped the huge potential that the
situation offered. The company was set up in the year 1985 with a small and
manual rolling mill. During the journey of more than three decades, the
company has not only expanded but also has gone in for backward integration
by setting up its own Steel Melting Shop by installing Induction furnaces.
Recently, the company adopted the technology whereby steel billets produced
from induction furnace are directly rolled in the rolling mill, thereby bypassing
altogether the requirement of any fuel. This led to cleaner environment as there
is no fuel consumption and therefore no emission and at the same time, this
enabled the company to cut cost of manufacturing to remain a cost effective
option for its consumers.
After having gone in for various expansions and modernizations, the company,
having four induction furnaces, a continuous casting machine and two rolling
mills, manufactures totally ISI marked products like TMT Bars, Mild Steel Angles,
Flats, Squares, Rounds and Channels of various sizes totaling about sixty five
product combinations under IS specification No. 1786, 2062,15911,2830 and
2831, which is a unique feature in the region.
In the ever changing steel making technology and market dynamics, KVS has
always been at the forefront to recognize the change and adapt to the fast
changing environment. It is only due to a highly motivated team of executives

Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 3
that the company has been able to achieve consistent growth inspite of
cyclical recessionary trends in the steel industry and specially the downturn in
the recent years.
It has a very wide dealer network across the States of Uttarakhand, Uttar
Pradesh and National Capital Region. Ethical business conduct, close and
regular communication by marketing team and excellent product quality have
ensured that in spite of a very wide choice, the dealers have been very loyal to
the company and have been associated for a very long period.
The company’s products are ISI certified and enjoy premium over its peers
specialty in the Uttarakhand market. The Quality Management System,
Environment Management System and OHSAS of the company are certified to
conform to ISO:9001, ISO:14001 and OHSAS:18001 respectively.
The Company as well as its promoters was given following awards for their
contributions towards the society and Nation.
1- “PARYAVARAN PURUSKAR” by the Government of Uttarakhand
2- “UDYOG RATAN AWARD” by the Government of Uttarakhand
3- “UDYOG PATRA AWARD” by the Union Minister, Govt. of India
4- “JEWELS OF UP & UTTARAKHAND” by the Government of Uttarakhand
5- “ISPAT UDYOG RATAN AWARD” by the Union Minister, Govt. of India
6- “AMAR UJALA EXELLENCE AWARD” by the Union Minister, Govt. of India
In the ever changing steel making technology and market dynamics, KVS has
always been at the forefront to recognize the change and adapt to the fast
changing environment. It is only due to a highly motivated team of executives
that the company has been able to achieve consistent growth inspite of
cyclical recessionary trends in the steel industry and specially the downturn in
the recent years.
The company was set up in the year 1985 initially and obtain NOC from Uttar
Pradesh Pollution Control Board on Dated 12.12.1985 for setting up of small Steel
industry for the production of 30.0 MTPD Steel plates, Angles & Channels at
Narain Nagar Industrial Estate, Bazpur Road, Kashipur. Further NOC expansion
was taken on dated 24.06.1992 with an expanded capacity of 100 MTPD. Again
NOC expansion was taken by the company on dated 21.12.2005 for the
production of MS Ingots – 160 MTPD by installing additional 05 MT capacity
Induction Furnace. On 26.04.2006 further the existing unit was expand by

Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 4
obtaining prior NOC from UPPCB to produce MS Bars, Angles & Channels – 245
MTPD. M/s KVS has a valid CCA issued by UEPPCB for the Period 01.04.2017 to
31.03.2018 & now applied for further renewal.
M/s Kashi Vishwanath Steels Private Limited is having the existing production
capacity of MS Ingots 57,600 TPA and Steel Bars 88,200. Now Company is
proposed for expansion of the existing Unit by increase in the Production
capacity of MS Ingots - 1,42,400 MTPA and Steel Bars - 1,11,800 through
augmentation in the existing Induction Furnace capacity & required Utilities.
After proposed expansion production capacity of MS Ingots and Steel Bars will
become @200000 MTPA each.
The project activity is listed at S.No. 3(a), Secondary Metallurgical Industry, under
Category ‘B’, as per the EIA Notification, 2006. However, as the project site is
located within 05 km from the interstate boundary (Uttar Pradesh and
Uttarakhand Boarder), the General Condition of the notification is applicable
and hence the project falls under Category ‘A’ and will be appraised by the
Expert Appraisal Committee (Industry-1).
1.2 Salient Features of the Project
Table: 01.01
Sr. No. Parameters Description
1. Plant Capacity Existing (MTPA)
MS Ingots - 57,600, Steel Bars – 88,200
Proposed (MTPA)
MS Ingots - 1,42,400, Steel Bars – 1,11,800
Total: 2,00,000 MTPA each
2. Category of Project as per
EIA Notification &
Amendments
Activity 3 (a) “A”
(Category “B” To be treated “A” as it is
falling within 05 KM radius of inter State
boundary)
3. Proposed Project Proposed expansion of the existing Unit
to produce Mild Steel Billets/Ingots and
Bars/Sections through augmentation in
the existing Induction Furnaces capacity
(replacement of existing IF’s) in the
existing complex.
4. Total area of the Plant 14.78 Acres, (59,812 Sqm)

Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 5
5. Capital Cost Rs. 10.0 Crores
6. Location Narain Nagar Industrial Estate, Bazpur
Road, Kashipur, District Udham Singh
Nagar, Uttarakhand.
7. Coordinates of the Site Latitude: 29°11'21.16" N
Longitude: 79°00'09.86" E
8. Products Mild Steel Billets/Ingots/Bars/Sections
9. Water Requirement/Source
water Requirement Total Water – 136.0 KLD
Fresh Water – 54.5 KLD
Recycled Water – 81.5 KLD
Source of water Ground Water i.e. Bore well
10. Water Break-up
(Fresh Water)
Industrial Cooling : 7.0 KLD
Scrubbers : 1.0 KLD
Dust suppression : 2.0 KLD
Domestic : 22.5 KLD
Green-belt : 22.0 KLD
Total : 54.5 KLD
11. Waste Water
Management
Waste water generation
Mode of Disposal
Proposed Sewage Treatment Plant
(Capacity – 25.0 KLD)
18.0 KLD
Reused in Green belt
12. Employment generation Existing – 400 Nos.
Proposed – 100 Nos.
Total – 500 Nos.
13. Power Supply/ Start up
Power
Existing – 16.5 MW
Proposed – 5.0 MW
Total – 26.5 MW (Sources from UPCL)
14. DG Set Existing – 63 KVA (to be replaced)
Proposed – 685 KVA (125, 160 & 400 KVA
on standby basis)
15. Furnaces
(Induction)
Existing: 5 Tons (02 Nos.) & 4 Tons (02 No)
Proposed: 6 Tons (03 Nos. - replacement
of existing IFs)& 10 Tons (01 no.
replacement & 02 nos. new)
Total: 6 Tons (03 Nos.) & 10 Tons (03 Nos.)

Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 6
16. Furnaces for Reheating
(Coal Fired)
Existing: 02 Nos.
Table: - 01.02 Products Details
Products (Mild Steel) Capacity (MTPA)
Existing Proposed Total
Mild Steel Billets/Ingots 57,600 1,42,400 2,00,000
Mild Steel Bars/Sections 88,200 1,11,800 2,00,000
Note: W.r.t the above products, industry will manufacture MS Billets/Ingots for
existing rolling products facility or sold it directly. Steel Bars/sections will be
manufactured either using existing Billets/Ingots or through purchased Ingots
from other industries on campaign basis so that the maximum production
capacity will not exceed 2,00,000 MT/Annum each.
Table: 01.03 Summary of water, wastewater, air & solid waste details
S.
No.
Particulars Details
A. Water, waste water details
1. Water supply
sources
Ground Water i.e. existing Bore well
2. Total water
requirement
Initially total water demand is 136.0 KLD and recycled
water is 81.5 KLD. Fresh Water required for Production of
Mild Steel Billets/Ingots/Bars/Sections will be 54.5 KLD
after proposed expansion.
3. Total waste
water
generated
No waste water generation from industrial process
except CT Bleed & DM (Softener) Plant reject which shall
be reused in the green belt development & Dust
Suppression respectively.
4. Treatment/Dis
posal details
Treated sewage (18.0 KLD) will be reused in green belt
for irrigation purpose. No effluent will be discharged
outside the premises.
B. Air pollution details
1. Sources of air
pollution
Induction & coal fired Furnace’s, DG set.

Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 7
2. Air pollution
control units
proposed
Existing: 5 Tons (02 Nos.) and 4 Tons (02 Nos.) & Furnaces
for Reheating (Coal Fired – 02 Nos.)
Proposed: 6 Tons (03 Nos. - replacement of existing IFs)
and 10 Tons (01 no. replacement & 02 nos. new)
Stack attached to existing Furnaces are lead to
emission. Hoods shall be provided to cater the emission
generation from Induction Furnaces which shall be leads
to stack. Particulate matter, Sulphur dioxide and
Nitrogen oxides will be the major pollutants. Cyclone
separator, Bag Filter and wet scrubber are installed to
mitigate the emissions. However electricity will be used
for melting in the existing/proposed furnaces.
Existing DG Set: 63 KVA (to be replaced). Green
insulated DG Set of 685 KVA (125, 160 & 400 KVA on
stand by basis) is proposed (Proposed DG Set to be
operated during emergency in case of power failure
only). Stack height shall be 5.0 M ARL of the D.G. house
to regulate the emission within the permissible norms.
C. Solid/Hazardous wastes
1. Source of
solid waste
Domestic sources and Manufacturing process
2 Total quantity
of solid waste
generated
Domestic solid waste –100 kg/day
Hazardous solid waste
Sl.
No. Source
Quantity of hazardous
waste generated
Lit/month Lit/annum
1. Spent oil from DG set 50.0 L 600.0 L
3. Treatment/Dis
posal of solid
wastes
The domestic wastes (100 kg/d) will be segregated at
source and collected in bins. The organic portion of the
solid wastes will be treated in compost pits and
recyclable portion will be disposed to the recycler for
scientific recycling.
Hazardous waste will be transported to TSDF as per
Hazardous and Other Wastes (Management and
Transboundary Movement) Rules, 2016.
Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 8
1.3 Water requirement and wastewater treatment and discharge details.
i). Quantity of Water required and Wastewater generated
In order to conserve fresh water, water economy has been an underlying
criterion for selection of plant and equipment. Water recirculation systems have
been planned to cater extensive recycling and reuse of return water from plant
processes. Industrial quality water will be used in the secondary side of plate
heat exchangers for cooling of process water in the primary side and also for
direct cooling circuits. For the primary side, soft water will be re-circulated in
closed circuits.
Evaporative cooling towers will be provided for cooling industrial water in open
circuit recirculation systems. Process water losses in various circuits will be
compensated by adding make-up water of required quantity. Estimated make-
up water for operation of the proposed Project including requirement of water
for domestic uses is given in below Table.
Initially total water demand is 136.0 KLD and recycled water is 81.5 KLD. Fresh
Water required for Production of Mild Steel Billets/Ingots/Bars/Sections will be
54.5 KLD after proposed expansion, which will be met from existing Bore well.
01 No. bore well is proposed to be drilled & which will work as stand by during
maintenance. Approval for additional abstraction of water to be taken from
CGWA.
The water requirement of the unit will be fulfilled from ground water source i.e.
bore wells. Quality water from DM (softener) plant will be utilized in the industrial
cooling and IF’s cell, contact clamp & electrode cooling. While raw water shall
be utilized scrubber, green belt & domestic purpose.
Sewage Treatment Plant (Capacity – 25.0 KLD) will be installed to treat the
Domestic sewage. Cooling Tower & Softener Plant Bleed shall be reused in the
green belt development & Dust Suppression respectively. Treated sewage will
be reused in green belt for irrigation purpose. No effluent will be discharged
outside the premises.
The changes will be localized and no change in the physical environment will
be envisaged as the treated waste water shall be reused.
The break-up of the consumption of water is as presented in table below:

Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 9
Sr.
No.
Particulars Existing
Water
requirement
(KLD)
After proposed
Expansion Total
water requirement
(KLD)
Additional water
requirement
(KLD)
1. Industrial Cooling 60.0 70.0 10.0
Scrubbers 1.0 1.0 --
2. Miscellaneous i.e.
Dust suppression
2.5 2.5 --
3. Domestic Purpose 18.0 22.5 4.5
4. Green Belt 24.0 40.0 16.0
Total 105.5 136.0 30.5
WATER BALANCE:
Total water requirement: 136.0 KLD
Fresh water requirement: 54.5 KLD
Recycle/reuse water: 81.5 KLD
Table: 01.04 Water consumption and discharge (KLD)
Sr.
No.
Requirement
for
Water
Consumption
Process
Losses
Waste water
generation
ETP /STP
losses
Recycled/
Reuse
A. Industrial Process
Industrial
Cooling
70.0 5.5 00 64.5
Scrubbers 1.0 1.0 00 00
Miscellaneous
i.e. Dust
suppression
2.5 2.5 00 00
Total
(Industrial)
73.5 9.0 00 64.5
B. Domestic 22.5 4.5 18.0 00
C. Green belt 40.0 40.0 00 00
Total input water to STP 18.0 1.0 17.0

Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 10
Total (KL/Day) 136.0
54.5 (Fresh)
+ 81.5
(Recycle)
53.5 18.0 1.0 81.5
Note:
18.0 KLD of waste water will be generated from the Domestic uses after
proposed Expansion. All the generated sewage will be treated in the
proposed STP (Capacity - 25.0 KLD) & reuse in green belt for irrigation
purpose.
No waste water generation from industrial process except CT & Softener
Plant Bleed which shall be reused in the green belt development & Dust
Suppression respectively.
Zero discharge will be achieved.

Proposed Expansion of the existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 11
Fig: 01.01 Water Balance Diagram

Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 12
ii) Waste water treatment and disposal details
The treatment methods and the final disposal of each type of wastewater
generated are appended in the table 01.06 below:-
Table:- 01.05 Sewage/wastewater treatment and discharge
Source Quantity, KLD Treatment Re-use of treated
wastewater
Cooling Tower
bleed off, DM
(Softener)
Plant reject
CT bleed – 1.0 KLD
Softener Bleed – 0.5
KLD
Sedimentation
followed by
Neutralization
takes place.
Treated waste water
shall be reused in the
green belt
development & Dust
Suppression
respectively.
Domestic
activities
Sewage – 18.0 KLD Domestic
sewage will be
treated in
proposed STP.
Treated sewage shall
be reused in the
green belt
development for
irrigation purpose.
1.4 Raw Material Storage & Handling
The raw materials required for the expansion of existing Unit to produce Mild
Steel Billets/Ingots and MS Bars/Sections (Capacity – 2,00,000 MTPA each)
through augmentation in the existing Induction Furnaces capacity are The Major
raw materials are required for proposed project are Sponge iron, Pig Iron and
alloys. It will be mainly transported by road. Raw materials will be procured as
per the production requirement. Raw material shall be brought to the yard in
trucks are unloaded and stacked in different piles by pay loaders. Large area is
covered by well‐designed warehouse, which shall be containing store office,
raw material store, finished product store, etc. The personnel protective
equipment’s like hand gloves, safety shoes, goggles, helmet, clothing, etc. will
be provided to the workers as per requirement. All the motors and electrical
connections will be flame proof.
The basic raw materials required for producing liquid steel are Sponge Iron, Iron
scrap, Ferro-Alloys etc. The main raw materials and their annual requirement
Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 13
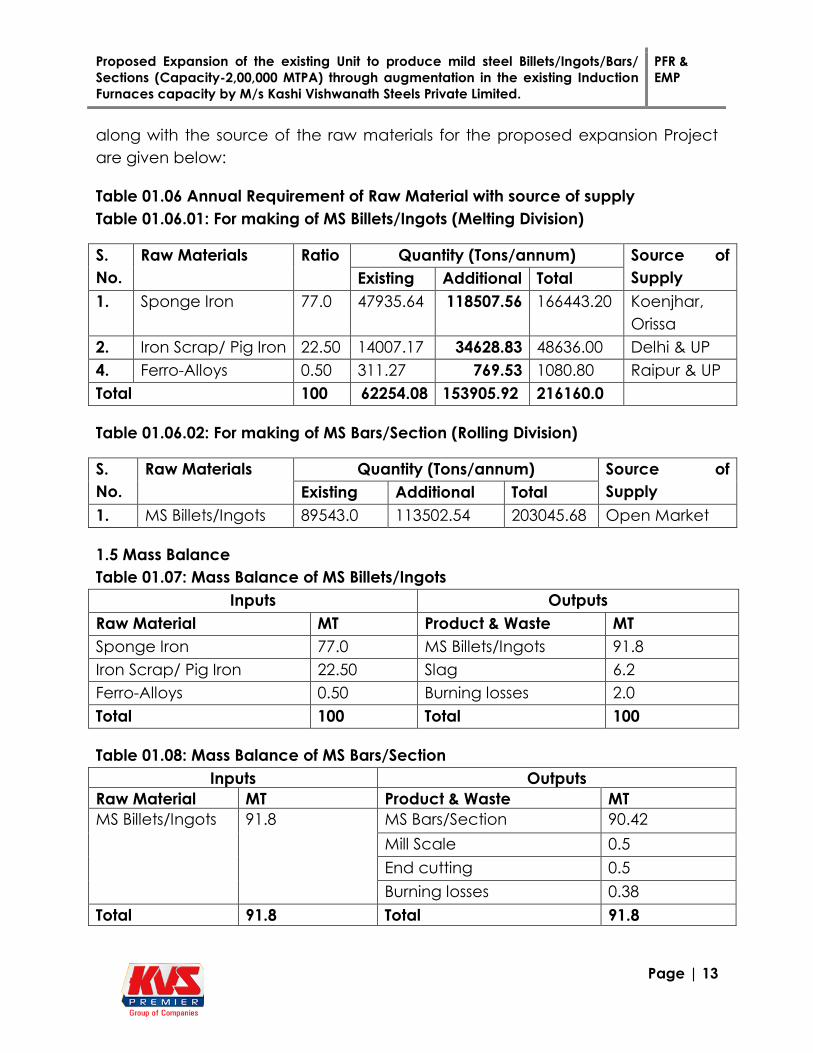
along with the source of the raw materials for the proposed expansion Project
are given below:
Table 01.06 Annual Requirement of Raw Material with source of supply
Table 01.06.01: For making of MS Billets/Ingots (Melting Division)
S.
No.
Raw Materials Ratio Quantity (Tons/annum) Source of
Supply Existing Additional Total
1. Sponge Iron 77.0 47935.64 118507.56 166443.20 Koenjhar,
Orissa
2. Iron Scrap/ Pig Iron 22.50 14007.17 34628.83 48636.00 Delhi & UP
4. Ferro-Alloys 0.50 311.27 769.53 1080.80 Raipur & UP
Total 100 62254.08 153905.92 216160.0
Table 01.06.02: For making of MS Bars/Section (Rolling Division)
S.
No.
Raw Materials Quantity (Tons/annum) Source of
Supply Existing Additional Total
1. MS Billets/Ingots 89543.0 113502.54 203045.68 Open Market
1.5 Mass Balance
Table 01.07: Mass Balance of MS Billets/Ingots
Inputs Outputs
Raw Material MT Product & Waste MT
Sponge Iron 77.0 MS Billets/Ingots 91.8
Iron Scrap/ Pig Iron 22.50 Slag 6.2
Ferro-Alloys 0.50 Burning losses 2.0
Total 100 Total 100
Table 01.08: Mass Balance of MS Bars/Section
Inputs Outputs
Raw Material MT Product & Waste MT
MS Billets/Ingots 91.8 MS Bars/Section 90.42
Mill Scale 0.5
End cutting 0.5
Burning losses 0.38
Total 91.8 Total 91.8

Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 14
1.6 Air Pollution Details
The major air pollution sources from the industry are DG set and Furnace process
sections. These sources are provided with stacks of adequate height (30-32 mtr)
so as to disperse the emanating flue gases containing SPM, oxides of sulfur and
nitrogen without affecting the ground level concentrations as per the regulatory
requirements.
The sources of air pollution, type of fuel used, fuel consumption and chimney
heights for each of the air pollution sources the proposed project are indicated
in the following table:-
Table: 01.09 Air pollution sources, fuel consumption and chimney height details
SI.
no.
Stack
attached to
Fuel
used
Fuel
consump
tion
No. of
stacks
Stack
height
Air
pollution
control
Unit
Predicted
emissions
1. Induction
Furnace
Elect
ricity
-- Existing –
04
Proposed
-02
30 m
AGL
for
each
Cyclone
separator,
Bag Filter
and wet
scrubber
with each
Induction
Furnace)
Particulate
matter,
SO2 and
NOx
2. Coal Based
Furnace 02
Nos.
(Reheating)
Coal 20.0
MTPD
Existing -
02 Nos.
32 m
AGL
for
each
Cyclone
separator,
Bag Filter
and wet
scrubber
Particulate
matter,
SO2 and
NOx
3. Green
insulated DG
set Existing 63
KVA (to be
replaced)Pro
posed 685
KVA (125, 160
& 400 KVA on
stand by
basis)
HSD 112 L/hr
Approx.
03 5 m
ARL
for
each
DG
set
Stack SO2, NOx,
SPM

Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 15
1.7 Noise Pollution Details
The major source of noise pollution in the industry is the DG set for which
acoustic enclosure is proposed. Also ambient noise levels will be ensured within
the ambient standards by inbuilt design of mechanical equipment and building
apart from vegetation (tree plantations) along the periphery and at various
locations within the industry premises. All noise generating machines will be
spread at different places within the cover sheds & noise curtails will be
provided at noise generating process areas.
1.8 Solid Waste Details
The quantity of solid waste generated from the proposed industry is detailed in
the following table.
Table: 01.10 Solid waste generation during the operation phase
Total No. of Employees 500
Assuming per capita solid waste generation rate as 0.2 kg/capita/day
Quantity of solid waste generated 100 kg/day
Organic solid waste : 60 % of the total waste 60 kg/day
Inorganic solid waste : 40 % of the total waste 40 kg/day
Disposal of domestic solid waste Domestic wastes are
segregated at source,
collected in bins and
composted.
1.9 Hazardous waste generation and its management during the manufacturing
process
Hazardous Wastes (spent oil) generated during Operation phase dealt as per
Hazardous and Other Wastes (Management and Transboundary Movement)
Rules, 2016.
Table:- 01.11 Summary of the total quantity of hazardous & E-Waste:
Sl.
No.
Source Quantity of hazardous
waste
generated
Category
according to
Schedule I of
hazardous
Treatment/ Disposal
Lit/month Lit/annum

Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 16
waste
1. Waste oil
from DG set
50 L 600 L 5.1 Handed over to
authorized recyclers
/re-processors
2. E-Waste As & when
generated
As & when
generated
Handed over to
authorized recyclers
/re-processors
1.10 Green Belt
Total 59817.00 Sq m land area is available at site; out of this 19740.00 Sq m (i.e.
33.0 % of total area) shall be developed as greenbelt and other forms of
greenery by planted the native species. Approx. 20% of the area is already
developed as Green Belt and being maintained. Additionally 13% of the area is
also proposed to develop Green Belt. This green area also enhances the
aesthetic beauty of the area.
1.11 Power & Fuel Requirements
After proposed expansion, the Unit at full capacity will demand 26.5 MW of
power, which shall be supplied through Grid (UPCL). Existing power demand is
16.5 MW. Existing DG Set is 63 KVA capacity (to be replaced). Green insulated
DG Set of 685 KVA (125, 160 & 400 KVA on standby basis) is proposed (Proposed
DG Set to be operated during emergency in case of power failure only).
20.0 mt/day approx. coal is being used as a fuel in the existing furnace at Rolling
plant (02 Nos., Coal fired).
1.12 Environmental Impacts and Management Plan
1.12.1 Environmental Management Plan during Construction Phase

Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 17
Activity Environmental
attributes
Cause Impact characteristics
Nature Duration Reversibility Significance,
Mitigative measures
Dismantling of
Existing
Induction
Furnace
Air Pollution
(Dust)
Excavation of
the area, Gas
cutting etc.
Direct
Negative
Short
Term
Reversible Significant. Personnel
Protective Equipment
(PPE) shall be used.
Noise Pollution Noise
generation
from
hammering/
dismantling
activities
Direct
Negative
Short
Term
Reversible Significant. Personnel
Protective Equipment
(PPE) shall be used.
Land use Storing of
scrap, waste
refractory
bricks
Direct
Negative
Short
Term
Reversible Insignificant, as
storage is temporary
Water Pollution Potential for
seepage from
the waste
storage area.
Direct
Negative
Short
Term
Reversible Significant, Proper
care of the Storage
area shall be taken.
Temporary check
dam along temporary
storage area shall be
made, if required.
Transportation
of scrap /
spares /
waste
material /
construction
material
Air Pollution
(Dust & Gases)
Transportation
of scrap /
waste material
by trucks
Direct
Negative
Short
Term
Reversible Medium, Regular
emission checks shall
be performed.
Noise Pollution Noise
generated
from loading /
Direct
Negative
Short
Term
Reversible Insignificant, Regular
vehicle maintenance
shall be done. PPE

Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 18
unloading and
movement of
vehicles
shall be provided.
Construction
activities
Air Pollution
(Dust & Gases)
Operation of
construction
machinery,
welding &
others
Direct
Negative
Short
Term
Reversible Insignificant. PPE shall
be provided to
workers
Noise Pollution Generation
from
construction
activities
Direct
Negative
Short
Term
Reversible Significant. PPE shall
be provided to
workers
Land Use Storage of
spares,
Refractory
Direct
Negative
Short
Term
Reversible Insignificant. Storage
is temporary and
during construction
period only
Disposal of
scrap / waste
material
(including
refractory)
Air Pollution
(Dust & Gases)
Due to
movement of
Vehicles
Direct
Negative
Short
Term
Reversible Significant. PPE shall
be provided
to workers
Noise Pollution Due to loading
/unloading
Direct
Negative
Short
Term
Reversible Insignificant. Regular
vehicle maintenance
shall be done. PUC
vehicles are allowed
for transportation. PPE
shall be provided
to workers
1.12.2 Environmental Management Plan during Operation Phase

Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 19
Activity Environmental
attributes
Cause Impact characteristics
Nature Duration Reversibility Significance, Mitigative measures
Transportation
of the Sponge
Iron, Pig Iron &
Alloys to the
site
Air Pollution
(Dust & Gases)
Haul road
dust emission.
Gaseous
emissions due
to Vehicle
exhaust
Direct
Negative
Short
Term
Reversible Water sprinkling shall be done
where material will be unloaded
in bins.
Regular vehicle maintenance
and pollution check shall be
done.
Besides, the management will
ensure proper usage of the PPE’s
by the workers to avoid any
exposure to dust.
Noise Pollution Noise
pollution due
to unloading
of raw
material and
vehicle
movement
Direct
Negative
Short
Term
Reversible Low, the unloading will be done
in covered area from low height.
• PPE shall be provided to the
workers working in the area.
Operation of
Induction
Furnace
Air Pollution,
Thermal
Pollution
In induction
furnace the
melting of
scrap, pig
iron and
alloys will
take place.
During
melting there
Direct
Negative
Long
Term
Reversible Cyclone separator, Bag Filter
and wet scrubber with each
Induction Furnace) to reduce
particulate matter emissions from
stack to keep the level below 50
mg/Nm3 and fugitive emissions in
the surrounding areas.

Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 20
may be some
fugitive
emission.
Water Pollution Backwash
water from
DM Plant &
CT bleed
Direct
Negative
Long
Term
Reversible Significant. Neutralization Pit shall
be installed to treat the waste
water and shall be used for dust
suppression & green belt.
Noise Pollution Due to
furnace
operations
Direct
Negative
Long
Term
Reversible Management will ensure proper
usage of the PPE’s by the workers
to avoid any exposure to dust.
Solid waste
generation
During liquid
steel making
process slag
will be
generated
Direct
Negative
Long
Term
Irreversible Slag generated during the
process shall be used for
road/area and land
development.
Billet Caster
Casting of
Billets
Consumption
of water
Cooling of
mould and
billets
Direct
Negative
Short
Term
Reversible Insignificant. Water recycled
back after cooling in Cooling
Towers. Only make-up water is
required
Solid waste
generation
Generation
of Scales
Direct
long
Term
Reversible Scale shall be recovered in
Settling
Tank and recycled in IF
Generation
of scrap (end
cuts)
Direct
long
Term
Reversible Reused in IF’s
Noise pollution Caster rollers
(rolling
Direct
short Reversible Ear plug/muff shall be provided
to the employees working in that

Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 21
noise) Term area
Rolling Mill
Rolling of
Billets
Water Pollution
Cooling of
rollers and
flushing of
scales
Direct
Negative
Short
Term
Reversible Water for cooling of rollers and
mill scales shall be taken in
Settling cum Oil & Grease trap
where oil and mill scale shall be
separated out and treated water
shall be recycled.
Hazardous
Waste
Generation
Used Oil
Direct
Negative
long
Term
Irreversible Spent oil from DG set and from
Oil & Grease trap shall be sold to
the registered recycler only
Solid Waste
Generation
Cobbles, end
cuts (Scrap)
and Mill scale
Direct
Negative
long
Term
Reversible Mill scale shall be removed from
the Settling pit and Shall be used
in IF’s.
DG Set
Operation of
The DG Set
Air Pollution,
HW generation
Flue gas
emission,
used oil
generation
Direct
Negative
Short
Term
Reversible The DG will be operated in case
of power failure only. Green DG
sets shall be installed. Spent Oil
will be dealt as per Hazardous
and Other Wastes (Management
and Transboundary Movement)
Rules, 2016.
Noise Pollution Generation
of noise
during DG Set
operation
Direct
Negative
Short
Term
Reversible The DG Sets will have acoustic
enclosure to minimize the noise.
Domestic Waste

Proposed Expansion of the existing Unit to produce mild steel Billets/Ingots/Bars/
Sections (Capacity-2,00,000 MTPA) through augmentation in the existing Induction
Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR &
EMP
Page | 22
Operation
and
of Domestic
utilities
Water Pollution Operation of
Washroom,
toilets –
Waste water
generation
Direct
Negative
long
Term
Reversible The sewage will be treated
through proposed STP & reused in
green belt.
Solid Waste
Generation
Inorganic &
Organic
waste of
Domestic
activities
Direct
Negative
long
Term
Reversible The domestic wastes are
segregated at source, collected
in bins and composted.
Green Belt Development
Development
and
maintenance
of Green Belt
Reduction in
Air Pollution
and Noise
Pollution
Plantation of
trees With in
Premises to
cover 33% of
the area
Direct
Positive
long
term
Reversible Positive Impact due to
development of a proper green
belt along the periphery of the
premises. This will act as barrier
for air emission and noise
Socio-economic Development
Employment
Generation
Direct
Positive
Positive Impact due to direct
employment of persons from the
nearby area.
Substantial benefits in the form of
contracts to local agencies for
different services.
Employment generation in
transport sector for transportation
of raw material and finished
goods.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 23
2.0 INTRODUCTION OF THE PROJECT/ BACKGROUND INFORMATION
M/s Kashi Vishwanath Steels Private Limited (KVS) is an existing plant for
production of M S Billet/Rolled products (TMT Bars) through Induction Furnace –
CCM – Rolling Mill route for production of 1,45,800 TPA MS Billets/Rolled product.
To make end product economically viable in present fluctuating market, M/s
KVS have decided to go for expansion by replacement of the existing 5 Tons (02
Nos.) and 4 Tons (02 Nos.) Induction Furnaces with 6 Tons (03 Nos. - replacement
of existing IFs) and 10 Tons (01 no. replacement & 02 nos. new) capacity
Induction Furnaces and modernize Continuous Casting Machine (CCM) &
increasing the output (speed) of existing Rolling Mill through modernization to
enhance the annual production capacity from existing MS Ingots 57,600 TPA
and Steel Bars 88,200 to 2,00,000 TPA respectively.
Capacity expansion by replacing the existing Induction Furnaces will essentially
meet the increasing steel demand. Expansion shall take place within the existing
plant area of 14.78 Acres (59817.0 Sqm). No additional land shall be required for
the project. The company has sound financial background and good market
base which they will use to replace existing Induction Furnace with higher
capacity to become economic steel producer of the region.
The company was set up in the year 1985 initially and obtain NOC from Uttar
Pradesh Pollution Control Board on Dated 12.12.1985 for setting up of small Steel
industry for the production of 30.0 MTPD Steel plates, Angles & Channels at
Narain Nagar Industrial Estate, Bazpur Road, Kashipur. Further NOC expansion
was taken on dated 24.06.1992 with an expanded capacity of 100 MTPD. Again
NOC expansion was taken by the company on dated 21.12.2005 for the
production of MS Ingots – 160 MTPD by installing additional 05 MT capacity
Induction Furnace. On 26.04.2006 further the existing unit was expand by
obtaining prior NOC from UPPCB to produce MS Bars, Angles & Channels – 245
MTPD. M/s KVS has a valid CCA issued by UEPPCB for the Period 01.04.2017 to
31.03.2018 & now applied for further renewal.
M/s Kashi Vishwanath Steels Private Limited is having the existing production
capacity of MS Ingots 57,600 TPA and Steel Bars 88,200. Now Company is
proposed for expansion of the existing Unit by increase in the Production
capacity of MS Ingots - 1,42,400 MTPA and Steel Bars - 1,11,800 through
augmentation in the existing Induction Furnace capacity & required Utilities.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 24
After proposed expansion production capacity of MS Ingots and Steel Bars will
become @200000 MTPA each..
2.1 PLANNING CONCEPT
Land use is Industrial (Non agriculture). Being the approved Industrial Area
as Narain Nagar Industrial Estate, Bazpur Road, Kashipur, District Udham
Singh Nagar, Uttarakhand.
The existing infrastructure is Road, Power and Water.
Adequate Infrastructure has been planned.
The finished Products will be marketed in Domestic Market for fulfillment of
growing Market Demand.
2.2 IDENTIFICATION OF PROJECT AND PROJECT PROPONENT
M/s Kashi Vishwanath Steels Private Limited is a thirty three years old company
based at Kashipur, Uttarakhand. Sh. Mithlesh Kumar Agarwal starts his career
with the business of manufacturing Katha in 1954. Later, he installed a Rice Mill in
1969 and then a Sugar Industry in 1973. Afterwards, his sons carried on the good
word and set up industries like Solvent Extraction Plant, Vegetable Oil Refinery,
Steel Industry, and Spinning Mill under his guidance and supervision. He is socially
very active, a Chartered Member of Lions Club, Ex-President of Vyapaar
Mandal, Ex-Vice Chairman of Nagar Palika, Ram Nagar and associated with
many other social organizations.
Shri Devendra Kumar Agrawal, the principal promoter of the group is S/o Sh
Mithlesh Kumar Agrawal, aged about 59 years and a Chemical Engineer by
qualification. He has a rich experience spanning thirty five years in the various
industries such as Solvent Extraction Plant, Vegetable Oil Refining and Steel
manufacturing. He was the first entrepreneur to set up Solvent Extraction Plant in
Uttar Pradesh to extract oil from Sunflower Seeds. He is an active Rotarian and
was as served as District governor during the year 2014 – 15. He is actively
engaged in social activities such as promoting awareness about environmental
issues, encouraging sports persons and achievers in academics.
Shri Arpan Jindal aged about thirty four years, a management graduate by
qualification and having about ten years’ experience in running industrial units.
Apart from being the brain behind the modernization and expansion activities of
the flagship company during the last few years, he was instrumental in setting up

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 25
the casting manufacturing facility and lining up the supply of automobile
castings to automobile majors such as TATA Motors and Bajaj Auto Ltd. at Pant
nagar. He was also instrumental in setting up the Food processing plant in
Kashipur to serve the Uttarakhand with highly hygienic food product like Potato
Chips, Extruded Snacks & Indian Ethnic Namkeen, Sticks, Multigrain Chips, Puff
Rings, Sun Chips, Coated Peanuts Masala, & various Indian Ethnic Namkeen.
and KVS foresaw the opportunity and tapped the huge potential that the
situation offered. The company was set up in the year 1985 with a small and
manual rolling mill. During the journey of more than three decades, the
company has not only expanded but also has gone in for backward integration
by setting up its own Steel Melting Shop by installing Induction furnaces.
Recently, the company adopted the technology whereby steel billets produced
from induction furnace are directly rolled in the rolling mill, thereby bypassing
altogether the requirement of any fuel. This led to cleaner environment as there
is no fuel consumption and therefore no emission and at the same time, this
enabled the company to cut cost of manufacturing to remain a cost effective
option for its consumers.
After having gone in for various expansions and modernizations, the company,
having four induction furnaces, a continuous casting machine and two rolling
mills, manufactures totally ISI marked products like TMT Bars, Mild Steel Angles,
Flats, Squares, Rounds and Channels of various sizes totaling about sixty five
product combinations under IS specification No. 1786, 2062,15911,2830 and
2831, which is a unique feature in the region.
In the ever changing steel making technology and market dynamics, KVS has
always been at the forefront to recognize the change and adapt to the fast
changing environment. It is only due to a highly motivated team of executives
that the company has been able to achieve consistent growth inspite of
cyclical recessionary trends in the steel industry and specially the downturn in
the recent years.
It has a very wide dealer network across the States of Uttarakhand, Uttar
Pradesh and National Capital Region. Ethical business conduct, close and
regular communication by marketing team and excellent product quality have
ensured that in spite of a very wide choice, the dealers have been very loyal to
the company and have been associated for a very long period.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 26
The company’s products are ISI certified and enjoy premium over its peers
specialty in the Uttarakhand market. The Quality Management System,
Environment Management System and OHSAS of the company are certified to
conform to ISO:9001, ISO:14001 and OHSAS:18001 respectively.
The Company as well as its promoters was given following awards for their
contributions towards the society and Nation.
1- “PARYAVARAN PURUSKAR” by the Government of Uttarakhand
2- “UDYOG RATAN AWARD” by the Government of Uttarakhand
3- “UDYOG PATRA AWARD” by the Union Minister, Govt. of India
4- “JEWELS OF UP & UTTARAKHAND” by the Government of Uttarakhand
5- “ISPAT UDYOG RATAN AWARD” by the Union Minister, Govt. of India
6- “AMAR UJALA EXELLENCE AWARD” by the Union Minister, Govt. of India
In the ever changing steel making technology and market dynamics, KVS has
always been at the forefront to recognize the change and adapt to the fast
changing environment. It is only due to a highly motivated team of executives
that the company has been able to achieve consistent growth inspite of
cyclical recessionary trends in the steel industry and specially the downturn in
the recent years.
2.3 BRIEF DESCRIPTION OF NATURE OF THE PROJECT
The project activity is listed at S.No. 3(a), Secondary Metallurgical Industry, under
Category ‘B’, as per the EIA Notification, 2006. However, as the project site is
located within 05 km from the interstate boundary (Uttar Pradesh and
Uttarakhand Boarder), the General Condition of the notification is applicable
and hence the project falls under Category ‘A’ and will be appraised by the
Expert Appraisal Committee (Industry-1).
M/s Kashi Vishwanath Steels Private Limited has an existing steel plant for
production of M S Billet/Rolled products (TMT Bars) through Induction Furnace –
CCM – Rolling Mill route. M/s KVS is incorporated on 05 September 1985 &
having the existing production capacity of Mild Steel Billets/Ingots/ Bars/Steel
Sections @145800 MTPA. Now Company is proposed for expansion of the existing
Unit by increase in the Production capacity @54200 MTPA through
augmentation in the existing Induction Furnace capacity & required Utilities. No
additional facility will be installed.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 27
Table 02.01: Detail of the existing and proposed capacities
Plant
Facilities
Existing Proposed Total (after proposed
expansion)
Unit Capacity Unit Capacity Unit Capacity
Induction
Furnace
5 Tons
(02
Nos.)
4 Tons
(02 No)
57,600 6 Tons (03 Nos.
- replacement
of existing IFs)&
10 Tons (01 no.
replacement &
02 nos. new)
1,42,400 6 Tons (03
Nos.)
10 Tons
(03 Nos.)
2,00,000
Continuous
Casting
M/c
(CCM)
2
Strand,
4/7 m
radius
57,600 Modernization 1,42,400 2 Strand,
4/7 m
radius
Rolling Mill 1 88200 Modernization 1,11,800 -- 2,00,000
Downstream facilities like Continuous Casting Machine, Rolling Mill require
modernization to meet the proposed production capacity. In Rolling Mill motors
with the Rollers shall be replaced with high speed motors to meet the annual
production of 2,00,000 Tons of Ingots or rolled product.
2.4 NEED FOR THE PROJECT AND ITS IMPORTANCE TO THE COUNTRY AND OR
REGION
The main need of the proposed expansion is to meet the demands of MS Billets
in the domestic market for the production of Steel re-rolled products. Mild steel
Ingots are the basic raw material for the manufacture of various types of re-
rolled products, for e.g. rounds, flats, channels equal and upequal angles etc. A
major part of this re-rolled products in the form of cold-twisted deformed bars
are used in building construction as reinforcement.
Over the last few years, there has been a great change in the Indian Economic
Scenario due to Global slowdown which affected the whole world including
India. The major sector which took the toll was Steel & Power Sector.
M/s KVS is presently operating Induction Furnace (04 Nos.) of capacity 5 Tons (2
Nos.) & 4 Tons (02 No.) capacity with annual production of 57,600 & 88,200 TPA
of MS Billets/Ingots and Rolled products. 02 Nos. of coal fired Furnaces are also
available for reheating purpose at Rolling Plant & operating as per requirement.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 28
To make end product economically viable in present fluctuating market, M/s
KVS have decided to go for expansion by replacement of the existing Induction
Furnaces to 6 Tons (03 Nos. - replacement of existing IFs) & 10 Tons (01 no.
replacement & 02 nos. new) capacity to enhance the annual production
capacity to 2,00,000 TPA MS Billets/Ingots and Rolled product (TMT Bar/sections),
to make its end product more economically viable to withstand the present
market situations. Capacity expansion by replacement of existing Induction
Furnaces will essentially meet the increasing steel demand in India.
The Directors of KVS Premier Group of companies are experienced Industrialist,
dynamic, practical, hardworking & self-made entrepreneur. The management
team consists of experienced and matured professionals. The team is quite
capable of managing the business. Therefore, no financial problem is
envisaged.
Steel is one of the most important products of the modern world and is of
strategic importance for any industrial nation. Historically, all nations during their
industrialization phase have been supported by a strong steel industry of their
own. From construction, industrial machinery to consumer products, steel finds a
wide variety of applications. It is also an industry with diverse technologies based
on the nature and extent of use of raw materials. India is the 4th largest
producer of steel in the world accounting for production of 81.54 million tons of
crude steel in 2013-14. It also holds the third position in consumption of steel. Thus
there is great potential in steel industry in India.
GOI has envisage the growth of steel sector to attain a production capacity of
300 Million Tonnes by 2020 hence in order to achieve this capacity it is essential
to create the facilities based on local resources to produce steel.
2.5 DEMAND-SUPPLY GAP
Domestic Demand
Generally, a developing economy undertakes large number of infrastructure
projects, which are necessary for building of the nation and ensuring economic
growth. China is a leading example of the economic growth through
phenomenal development of infrastructure.
Strong economic growth rate 8.7% p.a. and present low per capita
consumption in India is expected to drive demand for steel, which is likely to

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 29
grow @ 7.5% per annum as per Ministry of Steel, Government of India
projections, as detailed in the National Steel Policy 2005. As per Government
estimates, the demand is likely to cross 300 MTPA by 2019-2020.
However, it is considered widely that the above projections are on a
conservative side and the demand is likely to grow at CAGR of about 10% per
annum. As per the estimates of Confederation of Indian Industries (CII), the steel
demand in
India is likely to grow to 80-85 MTPA by 2015 itself, thereby registering a growth
rate of about 12.00% per annum.
Domestic Scenario
Rapid rise in production has resulted in India becoming the 4 the largest
producer of crude steel and the largest producer of sponge iron or DRI in the
world.
Since 2016 the demand for steel industry has been growing contentiously.
Introduction of New Steel Policy 2017 and introduction of GST has opened a
new demand situation for secondary steel sector.
As per the report of the Working Group on Steel for the 12th Plan, there exist
many factors which carry the potential of raising the per capita steel
consumption in the country, currently at 59.2 kg. These include among others,
an estimated infrastructure investment of nearly a trillion dollars, a projected
growth of manufacturing from current 8% to 11-12%, increase in urban
population to 600 million by 2030 from the current level of 400 million,
emergence of the rural market for steel currently consuming around 10 kg per
annum buoyed by projects like Bharat Nirman, Pradhan Mantri Gram Sadak
Yojana, Rajiv Gandhi Awaas Yojana among others.
As per NSP 2017, It is expected that at the current rate of GDP growth, the steel
demand will grow threefold in next 15 years to reach a demand of 230 MT by
2030-31. However, even with this demand of finished steel by 2030-31, India’s per
capita consumption would reach only to 158 Kgs, lower than the current global
average of 208 kg.
Export demand
Though India started steel production in 1911, steel exports from India began
only in 1964. Exports in the first five years were mainly due to recession in the
domestic Iron and Steel market. Once domestic demand revived, exports

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 30
declined. India again started exporting steel only in 1975 touching a figure of 1
Mt of pig iron and 1.4 Mt of steel in 1976-77. Thereafter, exports again declined
to pick up only in 1991-92 to 0.39 Mt. In 1995-96, exports of semi-finished and
finished steel products were 1.77 Mt while in 2003-04 exports reached 5.2 Mt.
During 2004-05, exports of these products have declined to 4.4 Mt. The exports
have increased by 8.9 per cent in 2006-07 over 2005-06 to touch 4.9 Mt. Exports
have declined in the year 2007-08 by 6.1 per cent to 4.6 Mt – from 8.9 per cent in
2006-07.
Imports of semi-finished and finished steel products mainly HR plates, HR
coils/sheets and CR coils/sheets by India have been in the range of 1.1 Mt and 2
Mt, during the last ten years.
In view of the above and anticipated higher emphasis on export of steel
products in future as per National Steel Policy-2005 (26 Mt exports of steel
products by 2020), export demand in the range of 10% to 15% of apparent
consumption of various products and 150% for GP/GC sheets has been
considered.
The country now has a vision to achieve annual steel production, consumption
and export of 110 Mt, 90 Mt and 26 Mt respectively by the year 2019-20. To cater
to the recent and anticipated surge in domestic demand, export and
enhancement in the economy of scale, various existing steel producers and
new entrepreneurs have drawn expansion plans/Greenfield steel
projects/acquisitions & mergers.
2.6 IMPORTS VS. INDIGENOUS PRODUCTION
The Indian infrastructure sector is likely see a massive growth due to increasing
economic status thus in order to keep the supply ready to match the demand
of construction steel the additional capacity of TMT steel Bars is most immediate
requirement of time.
After Proposed expansion, plant will produce 2,00,000 MTPA quality Mild Steel
Billets/Ingots/Bars/Sections via Induction Furnace – CCM – Rolling Mill route to
meet the Indigenous demand of quality steel and reduce the import
requirement of steel.
2.7 EXPORT POSSIBILITY & DOMESTIC / EXPORT MARKETS

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 31
There is export potential to other countries, for which detailed market study is to
be conducted. However KVS intends to manufacture the products for good
domestic markets.
2.8 EMPLOYMENT GENERATION DUE TO THE PROJECT
After proposed expansion, the total direct employment potential of the existing
industry would be about 500 people. However, apart from this there will be
significant non estimated employment generation at the supplier firms and
service industry providing services to the company. Company shall be giving
preference to people from economically weaker sections for employment in
various semiskilled/ unskilled jobs thereby contributing to their upliftment.
Table:-02.02
Sl.
No.
Category No. of
Employees
Functional Area
01. Key Managerial
Staff
20 Finance, Marketing, Production,
Quality control, R&D, Logistics etc.
02. Administration 30 Office
03. Plant Staff 100 Production Process, Maintenance,
stores, Safety & Un skilled workers 04. Skilled &
semiskilled
200 Production Process
05. Contract
Workers
150 Plant activities
Total 500
3.0 PROJECT DESCRIPTION
3.1 Type of Project
M/s M/s Kashi Vishwanath Steels Private Limited propose for expansion of the
existing Unit to produce Mild Steel Billets/Ingots and MS Bars/Sections (Capacity
– 2,00,000 MTPA each) through augmentation in the existing Induction Furnaces
capacity at Narain Nagar Industrial Estate, Bazpur Road, Kashipur, District
Udham Singh Nagar, Uttarakhand by using existing manufacturing and
infrastructure facilities. Various utilities viz. new Induction Furnace, cooling tower,
& DG set, etc. will be proposed to install to meet the requirements.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 32
Total capital investment in the proposed expansion project activities will be Rs.
10.0 Crore. It includes construction, plant machineries and installation,
environment protection measures cost, etc.
3.1.1 Infrastructure
Land: The Company has acquired 14.78 Acres i.e. 59,817.00 Sq mt land in
Government approved industrial area as Narain Nagar Industrial Estate, Bazpur
Road, Kashipur, District Udham Singh Nagar, Uttarakhand. Vacant land 10896.0
Sqm) shall be used for proposed expansion activities.
Power: After proposed expansion, the Unit at full capacity will demand 26.5 MW
of power, which shall be supplied through Grid (UPCL). Existing power demand is
16.5 MW.
Existing DG Set is 63 KVA capacity, which shall be replaced. Green insulated DG
Set of 685 KVA (125, 160 & 400 KVA on standby basis) is proposed. Proposed DG
Set will be operated during emergency in case of power failure only.
Water: Water is required for production process, domestic utility and Green belt.
Initially total water demand is 136.0 KLD and recycled water is 81.5 KLD. Fresh
Water required for Production of Mild Steel Billets/Ingots/Bars/Sections will be
54.5 KLD after proposed expansion, which will be met from existing Bore well.
01 No. bore well is proposed to be drilled & which will work as stand by during
maintenance. Approval for additional abstraction of water to be taken from
CGWA. Necessary provision for storage of water and water supply has been
made in project cost.
Storage: Company has sufficient provision for storage of raw material & finished
goods.
Transportation: Adequate resources / infrastructure for transportation of raw
Material and finished goods are available in Kashipur area.
Connectivity: The Project site is connected by 20 meter wide connecting road to
the Highway.
All the other infrastructural facilities are expected to be adequately available to
the Unit.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 33
3.1.2 Technical Know-How
The Production unit will have technical staffs that are qualified as per the
provision of the Rules, separately for manufacturing and quality assessment. The
technical staff shall be assisted by the supporting staff.
Further, necessary assistance from plant and machinery suppliers would also be
taken by the promoters, for successful implementation of the plant.
3.1.3 Construction Activities
In proposed project activity, dismantling of existing Induction Furnace would be
done along with the required utilities. All Construction and commissioning
activities of proposed project shall be carried out after getting amendment in
Environmental Clearance from MoEF, New Delhi and obtain Consent to Establish
(CTE) from Uttarakhand Environment Protection & Pollution Control Board
(UEPPCB), Dehradun. Erection of various machineries shall start simultaneously.
Construction materials like brick, steel, sand aggregates, tiles etc. will be
procured locally in the desired quantity as and when required. All construction
materials will be transported via road only. Temporary storage yard will be
provided for the storage of construction material. Storage yard will be covered
from all the sides.
Construction work after EC for proposed expansion of existing Unit would be
done as given below:-
Table:- 03.01- Construction Details
S. No. Construction Area (Sq.mt)
1. Buildings/ shed 7487.00
2. IF’S, Cooling Tower, Utilities, DG set 3209.00
3. STP/RWH 200.00
Total Land 10896.00
3.2 Location of the Project

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 34
Proposed expansion of Existing Unit to Produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity – 2,00,000 MTPA each) through augmentation in the
existing Induction Furnaces capacity in the existing complex by M/s Kashi
Vishwanath Steels Private Limited at Narain Nagar Industrial Estate, Bazpur Road,
Kashipur, District Udham Singh Nagar, Uttarakhand.
No alternate site was considered –
The basis of selection of this site is that the State of Uttarakhand is providing
suitable Industrial environment with proper infrastructure support.
The availability of Raw Material, Power and other infrastructure. Our Finished
Products buyers are also located in Uttarakhand State.
Name of the
Company
M/s Kashi Vishwanath Steels Private Limited
Registered
Office
D – 6, Vivek Vihar, Phase – 1, New Delhi – 110095
Address for
Correspondence
M/s Kashi Vishwanath Steels Private Limited
Narain Nagar Industrial Estate, Bazpur Road, Kashipur,
District Udham Singh Nagar, Uttarakhand
The project site is located Latitude: 29°11'21.16" N, Longitude: 79°00'09.86" E
(central) and Altitude: 235.0 Meters (MSL). Corner coordinates of the existing site
is as below:
Sr. No. Point/Direction Latitude Longitude
1. A - SE 29˚11’16.07’’ N 79˚ 00’10.54’’ E
2. B - E 29˚11’19.35’’ N 79˚ 00’13.16’’ E
3. C - E 29˚11’21.16’’ N 79˚ 00’09.86’’ E
4. D - NE 29˚11’25.10’’ N 79˚00’11.46’’ E
5. E - NW 29˚11’25.10’’ N 79˚ 00’04.68’’ E
6. F - SW 29˚11’20.41’’ N 77˚ 00’01.29’’ E

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 35
Fig: 03.01 – Location of the Project

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 36
3.3 Site Description
The proposed expansion project to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity – 2,00,000 MTPA each) through augmentation in the
existing Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private
Limited is situated at Narain Nagar Industrial Estate, Bazpur Road, Kashipur,
District Udham Singh Nagar, Uttarakhand. The area is situated in the survey of
India Topo Sheet No. 55O4 and Coordinates Latitude: 29°11'21.16" N, Longitude:
79°00'09.86" E. The nearest National Highway NH – 74: 0.30 km S (aerial) away
from the site. The nearest Railway station Kashipur is 4.5 Km NW away from the
site. Pant Nagar Airport is 48.71 Km SE (aerial) from the site.
3.3.1 Site Selection
At the existing site adequate transportation facilities are available for
transportation of product to Uttarakhand and other region of country. Hence
the proposed project will be beneficial and techno-economically feasible.
Hence, no alternative site is analyzed.
The main features of the site including environmental considerations that make
it suitable for proposed expansion of existing Unit are given below:
Availability of sufficient stretch of land with flat terrain in industrial Estate
(Narain Nagar Industrial Estate, Bazpur Road, Kashipur, District Udham Singh
Nagar, Uttarakhand)
No habitation in the plant site, hence no direct R&R issues
Suitable topography and geography for construction of facilities
Suitable seismic zone
The plant site is not falling within the vicinity of any monument or in an
archeologically sensitive area.
No declared biodiversity parks/sanctuaries are there in the surroundings of
the site as Jim Corbett National Park is 24.05 km N away from the site
Nearness to source of main raw materials
Location of consumer centre
Convenient Rail & Road links
Uttarakhand is providing suitable Industrial environment with proper
infrastructure support.
Adequate availability of raw material, power and other infrastructure.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 37
Financial and social benefits with special emphasis on environmental
consideration and benefit to the local people will be kept as top priority for the
proposed project.
3.4 Size or Magnitude of Operation
The industry “M/s Kashi Vishwanath Steels Private Limited (KVS)” is a large scale
industrial unit with a total capital investment of Ten Crores only for the proposed
expansion. Annual Production of Mild Steel Billets/Ingots and Bars/Sections
products will be 2,00,000 MTPA each after proposed expansion through
augmentation in the existing Induction Furnaces capacity.
3.5 Project Description with Process Details (A Schematic Diagram/Flow Chart
Showing the Project Layout, Components of the Project etc.).
M/s Kashi Vishwanath Steels Private Limited is having the existing production
capacity of MS Ingots 57,600 TPA and Steel Bars 88,200. Now Company is
proposed for expansion of the existing Unit by increase in the Production
capacity of MS Ingots - 1,42,400 MTPA and Steel Bars - 1,11,800 through
augmentation in the existing Induction Furnace capacity & required Utilities.
After proposed expansion production capacity of MS Ingots and Steel Bars will
become @200000 MTPA each.
M/s KVS have proposed for replacement of the existing 5 Tons (02 Nos.) & 4 Tons
(02 No) Induction Furnaces with 6 Tons (03 Nos. - replacement of existing IFs) &
10 Tons (01 no. replacement & 02 nos. new) capacity Induction Furnaces and
modernize Continuous Casting (CCM) & increasing the output (speed) of
existing Rolling Mill through modernization to enhance the annual production
capacity from existing MS Ingots 57,600 TPA and Steel Bars 88,200 to Production
capacity of MS Ingots - 1,42,400 MTPA and Steel Bars - 1,11,800 so that
production could achieve 2,00,000 TPA Mild Steel Billets/Ingots and
Bars/Sections.
The finished products will be transported through the existing road network. Total
land acquired by the existing industry is 59817 Sq. m. Proposed production
facility along with the required utilities will be set up in part vacant land of the
existing premises. After proposed expansion total fresh water requirement will be
about 54.5 KLD. Water requirement for the project will be sourced from ground
water. The unit at full capacity will demand 26.5 MW of power, which shall be
supplied by UPCL. Existing DG Set is 63 KVA capacity, which to be replaced).

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 38
Green insulated DG Set of 685 KVA (125, 160 & 400 KVA on standby basis) is
proposed (Proposed DG Set to be operated during emergency in case of
power failure only).
Table: - 03.02 Products Details
Products (Mild Steel) Capacity (MTPA)
Existing Proposed Total
Mild Steel Billets/Ingots 57,600 1,42,400 2,00,000
Mild Steel Bars/Sections 88,200 1,11,800 2,00,000
Note: W.r.t the above products, industry will manufacture MS Billets/Ingots for
existing rolling products facility or sold it directly. Steel Bars/sections will be
manufactured either using existing Billets/Ingots or through purchased Ingots
from other industries on campaign basis so that the maximum production
capacity will not exceed 2,00,000 MT/Annum each.
Plant
Facilities
Existing Proposed Total (after proposed
expansion)
Unit Capacity Unit Capacity Unit Capacity
Induction
Furnace
5 Tons
(02
Nos.)
4 Tons
(02 No)
57,600 6 Tons (03 Nos.
- replacement
of existing IFs)&
10 Tons (01 no.
replacement &
02 nos. new)
1,42,400 6 Tons (03
Nos.)
10 Tons
(03 Nos.)
2,00,000
Continuous
Casting
M/c
(CCM)
2
Strand,
4/7 m
radius
57,600 Modernization 1,42,400 2 Strand,
4/7 m
radius
Rolling Mill 1 88200 Modernization 1,11,800 -- 2,00,000
3.5.1 Process Description
The manufacturing process identified for the existing unit is one which is well
established and proven and presently being followed by majority of similar
manufacturing units mostly in small or medium scale sector.
Steel Melting Shop
Steel Melting Shop is having complete facilities right from Receiving and
Processing Yard for Raw Material, Charging Bays, Furnace Transformer, cooling

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 39
towers, water softening plant, EOT Cranes, Storage Yards, Conveyor Systems for
feeding, Bin weighing system, Ladle heater, compressor, pumps, Electrical Power
and Control System, etc.
No additional facility in the Steel Melting Shop shall be required, except the
transformers to meet maximum power demand of the new Induction Furnaces
& desired modernization of existing CCM & Rolling mill. To achieve the proposed
production shop shall also adopt IFCC route as per the existing facility. The
production plan of the steel melt shop shall be based on production of 2,00,000
tons of cast Billet.
a) Induction Furnace
Induction furnace is basically furnaces meant for use of Sponge Iron as major
raw material to produce mild steel. These furnaces work on the principal of
electromagnetic induction. After the furnace is switched on, current start
flowing at a high rate and comparatively low voltage through the induction coil
of the furnace, producing an induced magnetic field inside the central space of
the coils where the crucible is located. The induced magnetic field thus
generated cut through the packed charge in the crucible. As the magnetic flux
cut through the scrap and complete the circuit, they generate an induced
current in the scrap. The induced current as it flows the highly resistive path of
scrap mix, generate tremendous amount of heat and melting the scrap. When
these additives have melted completely, the power input may be increased to
bring the temperature of metal up to the point most desirable for pouring. The
current is then turned off and the furnace is tilted for pouring into the ladle. As
soon as pouring has ceased, the crucible is cleaned completely from any slag
or metal droplets adhering to the wall of the crucible and the furnace is now
ready for charging again.
The slagging & pouring usually takes 15 – 20 minutes and one cycle/heat is
completed in about 2 hrs. During charging of sponge iron, Ferro alloys & Scrap
and also during pouring, some hot gases and small amount of smoke (resulting
from burning of carbon & gangue materials in the charge) comes out from the
mouth(top opening) of the furnace. These gases & smoke are taken care of. For
10 ton furnace where up to 10heats can be obtained by using 70% sponge iron
and 30% melting grade pig iron/ ferro alloys/ scrap. The installed capacity and
number of heats can be calculated as below for 70:30 (sponge/ pig iron)
charge:

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 40
1. Melting
2. Ceramic Crucible
3. Thermal Insulation
4. Lining with Sensor
5. Cable
5a. Current Spool
6. Cooling Coil
6a. Furnace Head
6b. Snout
7. Tee Snout
8. Yoke
9. Vibration Dampers
10. Antenna for
Ground Fault
Monitoring
Figure 03.02: Induction Furnace
Table 03.03: Induction Furnace Capacity (Existing & Proposed)
Parameters Existing After Expansion
Furnace capacity 5 Tons (02 Nos.) and
4 Tons (02 No)/heat = 18
Tons / heat
6 Tons (03 Nos. - replacement
of existing IFs) & 10 Tons (01
no. replacement & 02 nos.
new)/heat = 48 Tons / heat
Tap-to-tap cycle
time/min
120 120
Number of heat/day 11-12 12
No. of operating days 330 360
Equivalent liquid steel 1,45,800 2,00,000
Production of Cast
billet/ Ingots or Bars/
Sections tons/year
1,45,800 2,00,000
It may be seen from Table above that tap to tap time has been aimed at
approx. 120 minutes enabling production of 12 heats per day from each
Induction Furnace. The Induction Furnace lining will require repair/replacement

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 41
after about 15-16 heats. Lining repair will be done in-situ. In order to ensure
uninterrupted operations a second crucible, lined and ready should be
available.
Thus, each furnace station will consist of two crucibles complete with all fitting
and auxiliaries installed adjacent to each other.
Molten metal in an induction furnace is caused to circulate automatically by
electromagnetic action. When alloy additions are made to molten metal, the
stirring action results in creating a homogenous product at a minimum time. For
making medium carbon steel in electric induction furnace, the foremost
consideration is the optimum utilization of the furnace with emphasis on
elimination of delays so as to save power i.e. the most effective cost.
However, time between tap and charge, charging time, power delays etc. are
items of utmost importance for meeting the objective of maximum output with
lower operational cost. First of all the crucible/furnace is brought to a vertical
position and after checking all safety conditions, power is switched on
immediately; a molten heel is formed at the bottom of the crucible. Now
sponge iron is charged in buckets by the crane and pig iron is charged either by
electromagnet or buckets by overhead crane. The charging usually takes
15minutes. Thereafter, the furnace lid is closed and melting continues for about
an hour. Alloy additions and de-oxidants are added as from the top into the
molten metal.
Once the furnace contains the full capacity of molten steel (1600 – 1650 °C);
slag is manually skimmed off from the top. The slag is skimmed into a slag pot
kept near the mouth of the furnace on the furnace platform. Next the hydraulic
tilting device is actuated and liquid metal from the ladle is discharged in there
factory lined central pouring trumpet, which then flows through the bottom
plate runners and comes up through bottom hole of the ingot moulds. Arranged
properly molten metal is poured through the tundish. Two sets of pencil ingot
moulds are usually kept, where one cools the other is prepared etc. for the next
pouring.
The most advantageous aspect of Induction Furnace is that they are relatively
low in capital cost as compared to other types of melting units. Its installation is
comparatively easier and its operation is also simpler. Among other advantages,
there is very little heat loss due to radiation from the furnace as the bath is
constantly covered and there is practically no noise in attending their operation.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 42
However, time between tap and charge, charging time, power delays etc. are
items of utmost importance for meeting the objective of maximum output with
lower operational cost. At the ladle treatment station, liquid steel is ringed with
nitrogen to homogenize its temperature and composition.
High Tension power supply is transferred to the converter through step down
transformers where power is converted from AC to DC. 605 KVA (132, 33, 440
KVA) Furnace Transformer has been provided with each furnace and 220 KVA
Auxiliary Transformer.
The three phases Oil Immersed Transformer is rugged designed to meet the
requirement of ladle refining operation. It will be of continuous duty. The
selection of secondary voltage is effected by means of triple pole remote
operated on load, tap changer. The transformer is designed for forced cooling
and the oil is circulated in the heat exchanger (mounted on tank) by means of
an oil pump, and is cooled by water. In the water circuit, a flow meter with
electrical contacts is provided which gives an alarm in case the cooling water
rate falls below the set value. The primary terminals of the transformer are
terminated on top of the tank into HV bushings and the secondary terminals in
heavy sectional copper bars.
DM Plant: Apart from the above, the electrical control panel of Induction
furnace needs to be cooled by De-mineralized water primarily to avoid any
electrical conduction through cooling water. To achieve this, 2 nos. of DM Plant
of capacity 10,000 LPD, each have been provided.
Cranes: 2x25/10 MT and 2x10/5 MT EOT cranes to handle the raw material and
finished product have been provided. All cranes will comply IS 3177 – Code of
practice for electric overhead travelling cranes and IS-807 – Code of practice
for electric overhead traveling cranes, which is meant for EOT cranes in steel
plants.
Cooling Water System: The system will take care of cooling water requirement of
Induction Coil, magnetic yokes, and water cooled cables. 2 nos. of Cooling
Towers of capacity 210 Cubic meters have been provided. While 2 nos. of
Cooling Towers of capacity 240 Cubic meters are proposed.
Ventilation Plant: Ventilation system for Air cooling of the electrical room and the
electrical equipment comprising of blower fan and exhaust fan, fan motor and

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 43
filters are housed in the same building. Air from the blower leads to the electrical
room through ducts.
b) Continuous Casting Machine: The ladle containing liquid steel is placed on
the turret and brought over the tundish. The tundish act as a buffer and enable
the liquid steel to move homogeneously down through the nozzles, provided at
the bottom of the tundish into moulds. The automatic mould level controller
controls the steel level in the mould. The subsequent primary and secondary
cooling transform the liquid steel into billets of the required dimensions and is
drawn out with the help of a withdrawal and straightener unit and cut into
required length by the shear provided in each strand. Once a ladle is emptied
another ladle is brought into the casting position and the casting continues. The
billets are gradually shifted to the rolling mill through conveyer or stacked orderly
at the dispatch end for outside dispatch or for rolling plant. The details about the
cast number and quality of billets are marked on the billet stack.
CCM is used to produce billets of cross sections 100mm x 100mm to 125mm x
125mm directly from molten metal by passing the same through mould tubes
designed to produce specific sections. Molten metal passes through the mould
tubes by gravity where solidification of outer layer of the metal occurs due to
Mould tube cooling by cooling water. As the metal moves out of the tube &
progresses along a curve from vertical to horizontal direction, water through
nozzles is sprayed over the metal shell which results in thickening of the shell. This
thickness continuously increases with cooling as the metal (section produced
after passing through mould tube) progresses & the section finally becomes
solid. As the section becomes horizontal, it is passed through straightening &
withdrawal unit where it is straightened. The section (billet) is then cut online into
pieces of desired length.
c) Plant Water System: Water required in Cooling Tower as make up. Raw water
requirement for CT, DM plant, area cleaning system etc. shall be met through
bore-wells. Water tank of adequate capacity (depending upon equipment
requirement & workforce) has been constructed within the premises.
d) Compressed Air System: Compresses air is required primarily at three locations
in the plant viz. in Induction Furnace, in CCM & in Dust Extraction System (bag
filter).

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 44
e) Fire Protection System: Adequate fire-fighting equipment has been provided
for each production unit. Following systems of fire protection has been provided
in the steel plant:
• Water hydrants network around all the shops.
• Smoke detectors in critical areas such as control rooms
• CO2 type portable fire extinguishers for electrical rooms flooding system and
• Foam type fire extinguishers near lubrication, hydraulic and fuel oil installation.
Adequate number of portable fire extinguishers will be provided at various
locations in the plant shed, LT panel room & DG set room.
f) Plant Electrical System: Plant Electrical System will have a 132/33/440/220 kV
outdoor type sub-station. The power supply through furnace transformers will be
supplied to furnace whereas power supply through auxiliary transformer which
will be used for EOT crane operations, CCM operations, furnace auxiliaries,
pumps for cooling water, lighting etc.
g) Emergency Back-up Power: 1 no. of 63 KVA silent type DG set has been
provided already which to be replaced & 685 KVA (125, 160 & 400 KVA on
standby basis) DG Set is proposed for power to the auxiliaries of plant when
UPCL power is not available. This will also be useful for emergency power to take
care of safe shut down of important auxiliaries of plant. During total power
failure, above DG set will also support for Emergency lighting for personnel
movement in some main location of steel plant.
h) Storage Yard: Raw material shall be brought to the yard by trucks are
unloaded and stacked in different piles by pay loaders.
i) Emission control System i.e. a compartment type bag house having 8 to 10
compartments with polyester felt filter bags is installed to comply with the
emission norm from the Induction Furnace. The flue gases from furnace is being
drawn through an interconnecting ductwork by induced draft fan & exhaust to
the chimney. The system will meet the emission standards during operation of
the plant and ensure clean plant operation. The fume exhaust hood with duct
provided around the furnace circumference to capture the fumes generated
during tapping operation. Cyclone separator & wet scrubber are also provide to
control the emission. Emission level at the outlet for Induction Furnace is ensured
less than 50 mg/ Nm3.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 45
Reheating Furnace
Reheating furnace is used for heating of billets before hot rolling in Rolling Mill.
Coal based furnace is used as fuel in reheating furnace. The billets
manufactured as described above are cut into required sizes and then fed into
a reheating furnace where it is reheated to temperatures up to of 1050°C; the
rate at which heat is absorbed by the billet has to be controlled to avoid partial
rolling.
At present Billets are directly fed from CCM to the Rolling Mill bypassing the
Reheating Furnace. Reheating Furnace is used only when there is no feed from
CCM.
Rolling Mill
The billets produced in CCM (Size-100x100 to 125x125 mm) will be fed directly to
Rolling Mill of the steel plant. There will be One Hi speed rolling mill for of
capacity 1x20 TPH for production of TMT bars varying from 12mm to 28mm in
size.
Proposed expansion may leeds a feasibility to produce Mild Steel Billets/Ingots
thru existing/proposed facility & it may either used for making Bars/Sections by
itself or sold to the market as such. Meanwhile it may purchase the Billets/Ingots
from respective industries/local market for making Bars/Sections as per
eventually changes in the market.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 46
Fig - 03.03: Schematic of process flow

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 47
3.6 RAW MATERIALS
3.6.1 Quantity requirement
The basic raw materials required for producing liquid steel are Sponge Iron, Iron
Scrap, Ferro-Alloys etc. The main raw materials and their annual requirement
along with the source of the raw materials for the proposed Project are given
below:
Table 03.04: Annual Requirement of Raw Material with source of supply
Table 03.04.01: For making of MS Billets/Ingots (Melting Division)
S.
No.
Raw Materials Ratio Quantity (Tons/annum) Source of
Supply Existing Additional Total
1. Sponge Iron 77.0 47935.64 118507.56 166443.20 Koenjhar,
Orissa
2. Iron Scrap/ Pig Iron 22.50 14007.17 34628.83 48636.00 Delhi & UP
4. Ferro-Alloys 0.50 311.27 769.53 1080.80 Raipur & UP
Total 100 62254.08 153905.92 216160.0
Table 03.04.02: For making of MS Bars/Section (Rolling Division)
S.
No.
Raw Materials Quantity (Tons/annum) Source of
Supply Existing Additional Total
1. MS Billets/Ingots 89543.0 113502.54 203045.68 Open Market
3.7 Mass Balance
Table 03.05: Mass Balance of MS Billets/Ingots
Inputs Outputs
Raw Material MT Product & Waste MT
Sponge Iron 77.0 MS Billets/Ingots 91.8
Iron Scrap/ Pig Iron 22.50 Slag 6.2
Ferro-Alloys 0.50 Burning losses 2.0
Total 100 Total 100
Table 03.06: Mass Balance of MS Bars/Section
Inputs Outputs
Raw Material MT Product & Waste MT
MS Billets/Ingots 91.8 MS Bars/Section 90.42
Mill Scale 0.5
End cutting 0.5
Burning losses 0.38
Total 91.8 Total 91.8

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 48
3.6.3 Storage facility for raw materials and products
Existing storage facilities is adequate for the raw materials, products etc.
Table 03.07:- Details of Storage Facilities
Sl. No. Storage Facility for Facility
1. Raw Materials Warehouse.
2. Products Finished good store.
3. Industrial Effluent No waste water generation from industrial
process except CT Bleed & DM (Softener)
Plant reject which shall be reused in the
green belt development & Dust Suppression
respectively.
Treated sewage (18.0 KLD) will be reused in
green belt for irrigation purpose. No effluent
will be discharged outside the premises.
4. Hazardous Waste TSDF/Authorized recyclers
3.6.4 Machinery & Equipment Details
The detailed list of machinery & equipment’s in the industry are appended in the
Tables below:-
Table 03.08: List of the machinery & equipment’s
Sr.
No.
Facilities Existing (Nos.) Proposed
(Nos.)
Total (Nos.)
1. 3200 kW / Induction
Furnace
5 Tons (02 Nos.)
4 Tons (02 No)
6 Tons (03 Nos. -
replacement of
existing IFs)& 10
Tons (01 no.
replacement &
02 nos. new)
6 Tons (03 Nos.)
10 Tons (03 Nos.)
2. CCM (2 Strand,
4/7 m radius)
01 No. 01 No. 2 Nos.
3. Coal based Furnace 2 Nos.
(Reheating at
Rolling Plant)
-- 2 Nos.
4. 3200 kW Furnace
Transformer
2 Nos. 2 Nos. 4 Nos.
5. 1000 kVA Auxiliary
Transformer
2 Nos. 1 Nos. 3 Nos.
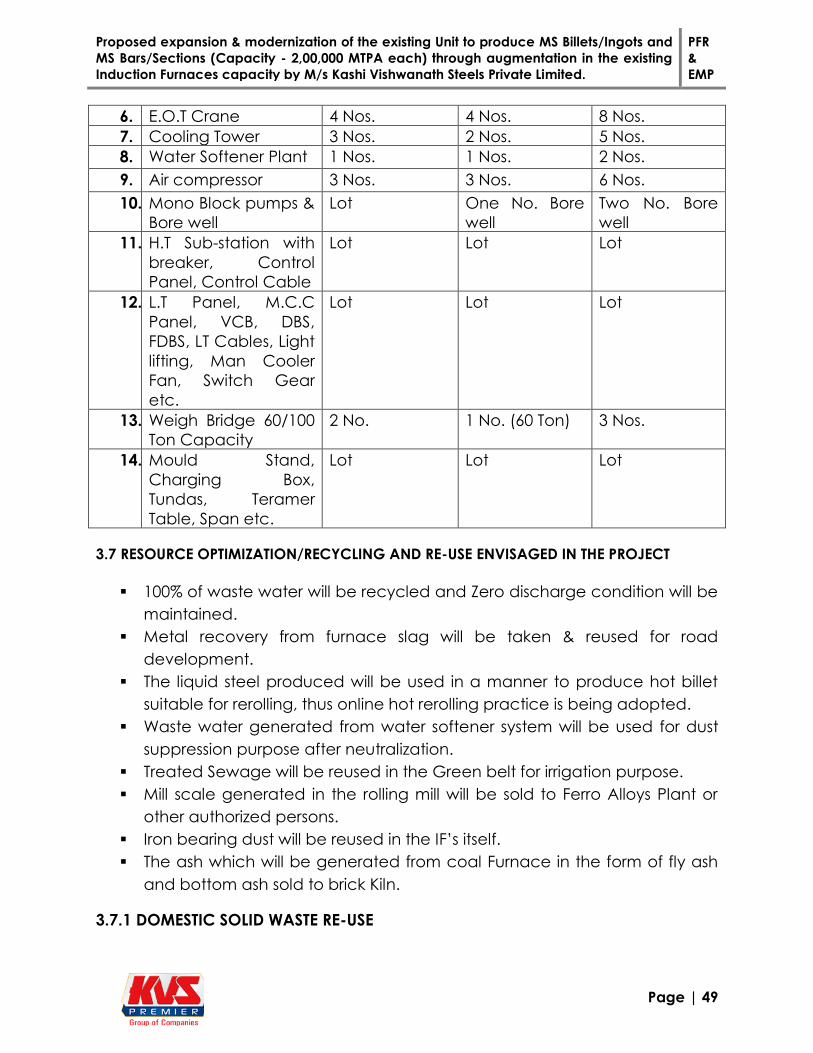
Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 49
6. E.O.T Crane 4 Nos. 4 Nos. 8 Nos.
7. Cooling Tower 3 Nos. 2 Nos. 5 Nos.
8. Water Softener Plant 1 Nos. 1 Nos. 2 Nos.
9. Air compressor 3 Nos. 3 Nos. 6 Nos.
10. Mono Block pumps &
Bore well
Lot One No. Bore
well
Two No. Bore
well
11. H.T Sub-station with
breaker, Control
Panel, Control Cable
Lot Lot Lot
12. L.T Panel, M.C.C
Panel, VCB, DBS,
FDBS, LT Cables, Light
lifting, Man Cooler
Fan, Switch Gear
etc.
Lot Lot Lot
13. Weigh Bridge 60/100
Ton Capacity
2 No. 1 No. (60 Ton) 3 Nos.
14. Mould Stand,
Charging Box,
Tundas, Teramer
Table, Span etc.
Lot Lot Lot
3.7 RESOURCE OPTIMIZATION/RECYCLING AND RE-USE ENVISAGED IN THE PROJECT
100% of waste water will be recycled and Zero discharge condition will be
maintained.
Metal recovery from furnace slag will be taken & reused for road
development.
The liquid steel produced will be used in a manner to produce hot billet
suitable for rerolling, thus online hot rerolling practice is being adopted.
Waste water generated from water softener system will be used for dust
suppression purpose after neutralization.
Treated Sewage will be reused in the Green belt for irrigation purpose.
Mill scale generated in the rolling mill will be sold to Ferro Alloys Plant or
other authorized persons.
Iron bearing dust will be reused in the IF’s itself.
The ash which will be generated from coal Furnace in the form of fly ash
and bottom ash sold to brick Kiln.
3.7.1 DOMESTIC SOLID WASTE RE-USE

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 50
The total quantity of domestic wastes generated is about 100.0 kg/day which
will be segregated at source, collected in bins and composted. The composted
waste will be used as manure for landscape development.
3.8 WATER, ENERGY/POWER REQUIREMENT & SOURCE
3.8.1 Water
The water demand will be met from ground water source i.e. Borewell. The
requirement of water for the unit is for domestic, industrial purposes. Details are
appended in section 3.9.1 later in the report.
3.8.2 Power
After proposed expansion, the Unit at full capacity will demand 26.5 MW of
power, which shall be supplied through Grid (UPCL). Existing power demand is
16.5 MW.
Existing DG Set is 63 KVA capacity, which to be replaced. Now company
proposes to install D.G. set of 685 KVA (125, 160 & 400 KVA on standby basis)
each to serve as an alternative source of power supply (for essential services) to
this unit during emergency in case of power failure.
3.9 WASTES GENERATED & SCHEME FOR THEIR MANAGEMENT/DISPOSAL
3.9.1 Water demand and wastewater/effluent discharge
Source of water supply: Ground water i.e. Bore wells
Total number of employees: 500 Nos.
Per capita water demand: 45 LPCD, therefore water demand for human
consumption is 22.5 KLD.
Water requirement, waste water generation & mode of Disposal:
Sr.
No.
Particulars Existing
Water
requirement
(KLD)
After proposed
Expansion Total
water requirement
(KLD)
Additional
water
requirement
(KLD)
1. Industrial Cooling 60.0 70.0 10.0
Scrubbers 1.0 1.0 --
2. Miscellaneous i.e. Dust 2.5 2.5 --

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 51
suppression
3. Domestic Purpose 18.0 22.5 4.5
4. Green Belt 24.0 40.0 16.0
Total 105.5 136.0 30.5
Total water requirement: 136.0 KLD
Fresh water requirement: 54.5 KLD
Recycle/reuse water: 81.5 KLD
Sr.
No.
Requirement
for
Water
Consumption
Process
Losses
Waste
water
generation
ETP /STP
losses
Recycled/
Reuse
A. Industrial Process
Industrial
Cooling
70.0 5.5 00 64.5
Scrubbers 1.0 1.0 00 00
Miscellaneous
i.e. Dust
suppression
2.5 2.5 00 00
Total
(Industrial)
73.5 9.0 00 64.5
B. Domestic 22.5 4.5 18.0 00
C. Green belt 40.0 40.0 00 00
Total input water to STP 18.0 1.0 17.0
Total (KL/Day) 136.0
54.5 (Fresh) +
81.5
(Recycle)
53.5 18.0 1.0 81.5
Note:
18.0 KLD of waste water will be generated from the Domestic uses after
proposed Expansion. All the generated sewage will be treated in the
proposed STP & reuse in green belt.
Zero discharge will be achieved.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 52
Fig: Water Balance

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 53
3.9.2 TREATMENT SCHEME FOR WASTE WATER
Brief Description of proposed STP
The generated sewage will be treated up to tertiary level in Sewage Treatment
Plant (STP). The entire (100%) treated sewage from STP of 25.0 KLD capacity will
be reused in the Green Belt.
The installed capacity of STP will be 25.0 KLD, Various treatment units which will
engaged in sewage treatment and listed below.
1. Bar Screen cum O&G Trap
2. Equalization Tank
3. Anaerobic Tank
4. Aerobic Tank
5. Tube Settler
6. Multi-grade Sand Filter
7. Activated Carbon filter
8. Cartridge Filter
9. Ultrafiltration Unit
10. UV Unit
Anticipated Characteristics of sewage:
COD : 300 – 500 mg/l
BOD : 200 – 400 mg/l
pH : 7.0 – 8.0
TSS : 400 – 500 mg/l
O & G : <10mg/l
Fecal Coliform : Not specified
Anticipated Characteristics of treated sewage:
COD : < 50 mg/l
BOD : < 10 mg/l
pH : 6.5 – 9.0
TSS : < 10 mg/l
O & G : Nil
Fecal Coliform : < 100 MPN / 100 ml
Turbidity : < 2 NTU

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 54
Treatment Scheme:
The sewage will be treated through screening cum O&G trap, equalization cum
preconditioning tank, Anaerobic digestion, Aerobic digestion, Tube settler, Multi-
grade sand filter, Activated Carbon Filter, Cartridge Filter, Ultrafiltration followed
by UV unit.
Stage 1: Preliminary Treatment: Septic Tank, Screening cum Oil & Grease Trap,
Raw sewage cum collection sump (Equalization Tank).
Stage 2: Primary Treatment: Anaerobic Digester
Stage 3: Secondary Treatment: Aeration Tank, Clarifier
Stage 4: Tertiary Treatment: Supernatant Tank, Multi-grade Sand Filter, Activated
Carbon Filter, Cartridge Filter, Ultrafiltration Unit, Ultra Violet Unit and Filter Press.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 55

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 56
3.9.3 Rainwater Harvesting & Groundwater Recharging
Rainwater harvesting in the present scenario holds vast potential in controlling
runoff and resulting water logging problems besides assuring an alternative
source of water and a supplement to existing natural resources in a wide variety
of circumstances.
A rainwater harvesting system comprises components of various stages namely-
Transporting rainwater through pipes or drains, Filtration, Storage in tanks for
reuse or recharge.
\
Fig: 03.04 – Design of Typical Recharge Pit
Two major systems that are ideal for industrial developed areas of are artificial
ground water recharge, and roof top rainwater harvesting (The mode NBC-
2005). The mode of harvesting are basically site specific and depends the
amount of precipitation, availability of total number of rainy days, nature of
storage structures, nature of aquifers etc.
In general CGWB norm suggest not to artificially recharging if water table is less
than 5.0 m. Also recharging is not recommended for aquifers with TDS levels
higher than 4000 mg/L or high levels of chemical composition like Nitrate,
Fluoride, and Arsenic etc.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 57
In this project it has been planned to provide 02 Nos. rainwater harvesting
recharge pit (Trench) and 02 No. rain water harvesting tank. Rainwater
collected from the rooftop would be diverted by drain pipes to a settlement /
filtration tank, from which it would flow into the recharge pit. Water filters would
be provided prior to the chamber to arrest and separate any suspended matter
present in the rain water. The recharge pits are designed with three concentric
circular chambers in which the outer chamber is filled with sand, the middle one
with coarse aggregate and the inner most layer with pebbles.
Fig : 03.05 Cross section of Recharge Trench
Any surplus runoff which overflows the recharge pits would be collected in the
unpaved areas and allowed to get absorbed. Also there would be proper storm
water drainage network to collect the excess storm water runoff.
Rain Water Harvesting (RWH) System Calculation
Based on the area statement, the total roof/surface area receiving the rainfall is
as follows:
Total plot Area: 59817.0 m2
Proposed ground coverage area of the unit receiving: 11437.0 m2

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 58
As per data available, the annual rainfall in Kashipur: 1296.85 mm
Total rainy days in a year: 80 days
Average rainfall per day: 1296.85 /80 = 16.21 mm/day
The intensity of rainfall considered is 16.21 mm/hr, (Heavy rain fall) which
generally occurs in one hour (for the purpose of calculations, the higher value of
rainfall intensity is being considered in view of unpredictable nature of rainfall for
arriving at total storage volume)
Therefore, intensity of rainfall: 16.21 mm/hr
RUN-OFF (Discharge)
Q = 10*C*I*A
Where:
Q: run off in cubic meters/hr
C: Co-efficient/Impermeability factor of the surface
I: Intensity of rainfall (11.56 mm/hr)
A: Total drainage area in hectare
Co-efficient of Run off/Impermeability Factor [C]
S. No. Description of Surface Value of run off
coefficient factor of the
surface (C)
1. Terraces, Hard paved surfaces 0.9-0.95
2. Paved Surfaces, roads 0.85-0.90
3. Gravel path, loosely paved walk, rocky
surface
0.70-0.85
4. Brick paved, Compact ground 0.50-0.70
5. General Ground 0.50-0.60
6. Natural Ground, sloping ground 0.20-0.50

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 59
Run Off Calculation:
(i) Run off from ground coverage area of the existing unit
Q1 = 10*0.8*16.21*11437.0 /10000 (since 1 hectare = 10000 m2)
= 148.32 m3/hr
(ii) Run off from Landscape of the existing unit
Q2 = 10*0.6*16.21*11963.0 /10000
= 116.35 m3/hr
Total run off discharge (Q): Q1 + Q2 = 148.32 + 116.35 = 264.67 m3/hr
Considering the first flush of rainwater after a dry period shall be allowed to run
to waste as it will be contaminated with dust, bird droppings etc.
Total run off = 0.9 * 264.67 = 238.20 m3/hr
Considering retention storage of rain water harvesting is 30 min
Total capacity of RWH storage: 238.20 *30/60 = 119.10 m3
The total no. of RWH proposed: 02
Capacity of each RWH: 59.55 m3 (approx. 60 m3)

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 60
Fig. 03.06 SCHEMATIC FOR RAIN WATER HARVESTING
Sedimentation Tank
Filtration Tank
Recharge pit
well
Coarse Sand
Charcoal
Pebbles
Gravels
Manhole
Vent

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 61
3.9.4 Air pollution Sources
The major air pollution sources from the industry are DG set and Furnace
sections. These sources are provided with stacks of adequate height so as to
disperse the emanating flue gases containing SPM, oxides of sulfur and nitrogen
without affecting the ground level concentrations. Cyclone separator, Bag Filter
and wet scrubber are installed to mitigate the emissions. However electricity will
be used for melting in the proposed furnaces.
The sources of air pollution, type of fuel used, fuel consumption and chimney
heights for each of the air pollution sources of the proposed project are
indicated in the following table:-
Table: 03.09 Air pollution sources, fuel consumption and chimney height details
SI.
no.
Stack attached
to
Fuel
used
Fuel
cons
umpti
on
No. of
stacks
Stack
height
Air pollution
control
Unit
Predicted
emissions
1. Induction
Furnace
Electri
city
-- Existing
– 04
Propos
ed -02
30 m
AGL for
each
Cyclone
separator, Bag
Filter and wet
scrubber with
each IF’s)
Particulate
matter, SO2
and NOx
2. Coal Based
Furnace 02 Nos.
(Reheating)
Coal 20.0
MTPD
Existing
- 02
Nos.
32 m
AGL for
each
Cyclone
separator, Bag
Filter and wet
scrubber
Particulate
matter, SO2
and NOx
3. Green insulated
DG set Existing 63
KVA (to be
replaced)Propos
ed 685 KVA (125,
160 & 400 KVA on
stand by basis)
HSD 112
L/hr
Appr
ox.
03 5 m ARL
for each
DG set
Stack SO2, NOx,
SPM
3.9.5 Noise Pollution Details
The major source of noise pollution in the industry is the DG set for which
acoustic enclosure is proposed. Also ambient noise levels will be ensured within
the ambient standards by inbuilt design of mechanical equipment and building
apart from vegetation (tree plantations) along the periphery and at various
locations within the industry premises. All noise generating machines will be
spread at different places within the cover sheds.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 62
3.9.6 Solid Waste Details
The quantity of solid waste generated from the proposed industry is detailed in
the following table.
Table: 03.10 Solid waste generation during the operation phase
Total No. of Employees 500
Assuming per capita solid waste generation rate as 0.2 kg/capita/day
Quantity of solid waste generated 100 kg/day
Organic solid waste : 60 % of the total waste 60 kg/day
Inorganic solid waste : 40 % of the total waste 40 kg/day
Disposal of domestic solid waste Domestic wastes are
segregated at source,
collected in bins and
composted.
3.9.7 Hazardous waste generation and its management during the
manufacturing process
Hazardous Wastes (spent oil) generated during Operation phase dealt as per
Hazardous and Other Wastes (Management and Transboundary Movement)
Rules, 2016.
Table:- 03.11 Summary of the total quantity of hazardous & E-Waste:
Sl.
No.
Source Quantity of hazardous
waste
generated
Category
according to
Schedule I of
hazardous
waste
Treatment/ Disposal
Lit/month Lit/annum
1. Waste oil
from DG set
50 L 600 L 5.1 Handed over to
authorized recyclers
/re-processors
2. E-Waste As & when
generated
As & when
generated
Handed over to
authorized recyclers
/re-processors
3.9.8 Environmental Impacts and Management Plan
3.9.8.1 Environmental management plan during construction phase (Table: -
03.12

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 63
Activity Environmental
attributes
Cause Impact characteristics
Nature Duration Reversibility Significance,
Mitigative measures
Dismantling of
Existing
Induction
Furnace
Air Pollution
(Dust)
Excavation of
the area, Gas
cutting etc.
Direct
Negative
Short
Term
Reversible Significant. Personnel
Protective Equipment
(PPE) shall be used.
Noise Pollution Noise
generation
from
hammering/
dismantling
activities
Direct
Negative
Short
Term
Reversible Significant. Personnel
Protective Equipment
(PPE) shall be used.
Land use Storing of
scrap, waste
refractory
bricks
Direct
Negative
Short
Term
Reversible Insignificant, as
storage is temporary
Water Pollution Potential for
seepage from
the waste
storage area.
Direct
Negative
Short
Term
Reversible Significant, Proper
care of the Storage
area shall be taken.
Temporary check
dam along temporary
storage area shall be
made, if required.
Transportation
of scrap /
spares /
waste
material /
construction
Air Pollution
(Dust & Gases)
Transportation
of scrap /
waste material
by trucks
Direct
Negative
Short
Term
Reversible Medium, Regular
emission checks shall
be performed.
Noise Pollution Noise
generated
Direct
Negative
Short Reversible Insignificant, Regular
vehicle maintenance

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 64
material from loading /
unloading and
movement of
vehicles
Term shall be done. PPE
shall be provided.
Construction
activities
Air Pollution
(Dust & Gases)
Operation of
construction
machinery,
welding &
others
Direct
Negative
Short
Term
Reversible Insignificant. PPE shall
be provided to
workers
Noise Pollution Generation
from
construction
activities
Direct
Negative
Short
Term
Reversible Significant. PPE shall
be provided to
workers
Land Use Storage of
spares,
Refractory
Direct
Negative
Short
Term
Reversible Insignificant. Storage
is temporary and
during construction
period only
Disposal of
scrap / waste
material
(including
refractory)
Air Pollution
(Dust & Gases)
Due to
movement of
Vehicles
Direct
Negative
Short
Term
Reversible Significant. PPE shall
be provided
to workers
Noise Pollution Due to loading
/unloading
Direct
Negative
Short
Term
Reversible Insignificant. Regular
vehicle maintenance
shall be done. PUC
vehicles are allowed
for transportation. PPE
shall be provided
to workers
3.9.8.2 Environmental Management Plan during Operation Phase

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 65
Activity Environmental
attributes
Cause Impact characteristics
Nature Duration Reversibility Significance, Mitigative
measures
Transportation
of the Sponge
Iron, Pig Iron &
Alloys to the
site
Air Pollution
(Dust & Gases)
Haul road dust
emission.
Gaseous
emissions due
to Vehicle
exhaust
Direct
Negative
Short
Term
Reversible Water sprinkling shall
be done where
material will be
unloaded in bins.
Regular vehicle
maintenance and
pollution check shall
be done.
Besides, the
management will
ensure proper usage
of the PPE’s by the
workers to avoid any
exposure to dust.
Noise Pollution Noise pollution
due to
unloading of
raw material
and vehicle
movement
Direct
Negative
Short
Term
Reversible Low, the unloading will
be done in covered
area from low height.
• PPE shall be provided
to the workers working
in the area.
Operation of
Induction
Furnace
Air Pollution,
Thermal
Pollution
In induction
furnace the
melting of
scrap, pig iron
and alloys will
take place.
Direct
Negative
Long
Term
Reversible Cyclone separator,
Bag Filter and wet
scrubber with each
Induction Furnace) to
reduce particulate
matter emissions from

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 66
During melting
there may be
some fugitive
emission.
stack to keep the level
below 50 mg/Nm3 and
fugitive emissions in the
surrounding areas.
Water
Pollution
Backwash
water from DM
Plant & CT
bleed
Direct
Negative
Long
Term
Reversible Significant.
Neutralization Pit shall
be installed to treat the
waste water and shall
be used for dust
suppression & green
belt.
Noise Pollution Due to furnace
operations
Direct
Negative
Long
Term
Reversible Management will
ensure proper usage of
the PPE’s by the
workers to avoid any
exposure to dust.
Solid waste
generation
During liquid
steel making
process slag
will be
generated
Direct
Negative
Long
Term
Irreversible Slag generated during
the process shall be
used for road /area
and land
development.
Billet Caster
Casting of
Billets
Consumption
of
water
Cooling of
mould and
billets
Direct
Negative
Short
Term
Reversible Insignificant. Water
recycled back after
cooling in Cooling
Towers. Only make-up
water is required
Solid waste
Generation
Generation of
Scales
Direct
long Reversible Scale shall be
recovered in Settling

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 67
Term Tank and recycled in IF
Generation of
scrap (end
cuts)
Direct
long
Term
Reversible Reused in IF’s
Noise pollution Caster rollers
(rolling
noise)
Direct
short
Term
Reversible Ear plug/muff shall be
provided to the
employees working in
that area
Rolling Mill
Rolling of
Billets
Water
Pollution
Cooling of
rollers and
flushing of
scales
Direct
Negative
Short
Term
Reversible Water for cooling of
rollers and mill scales
shall be taken in
Settling cum Oil &
Grease trap where oil
and mill scale shall be
separated out and
treated water shall be
recycled.
Hazardous
Waste
Generation
Used Oil
Direct
Negative
long
Term
Irreversible Spent oil from DG set
and from Oil & Grease
trap shall be sold to the
registered recycler only
Solid Waste
Generation
Cobbles, end
cuts (Scrap)
and Mill scale
Direct
Negative
long
Term
Reversible Mill scale shall be
removed from the
Settling pit and Shall be
used in IF’s.
DG Set

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 68
Operation of
The DG Set
Air Pollution,
HW
generation
Flue gas
emission,
used oil
generation
Direct
Negative
Short
Term
Reversible The DG will be
operated in case of
power failure only.
Green DG sets shall be
installed. Spent Oil will
be dealt as per
Hazardous and Other
Wastes (Management
and Transboundary
Movement) Rules,
2016.
Noise Pollution Generation of
noise during
DG Set
operation
Direct
Negative
Short
Term
Reversible The DG Sets will have
acoustic enclosure to
minimize the noise.
Domestic Waste
Operation
and
of Domestic
utilities
Water
Pollution
Operation of
Washroom,
toilets –
Waste water
generation
Direct
Negative
long
Term
Reversible The sewage will be
treated through
proposed STP & reused
in green belt.
Solid Waste
Generation
Inorganic &
Organic waste
of Domestic
activities
Direct
Negative
long
Term
Reversible The domestic wastes
are segregated at
source, collected in
bins and composted.
Green Belt Development
Development
and
maintenance
Reduction in
Air Pollution
and Noise
Plantation of
trees With in
Premises to
Direct
Positive
long
term
Reversible Positive Impact due to
development of a
proper green belt

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 69
of Green Belt Pollution cover 33% of
the area
along the periphery of
the premises. This will
act as barrier for air
emission and noise
Socio-economic Development
Employment
Generation
Direct
Positive
Positive Impact due to
direct employment of
persons from the
nearby area.
Substantial benefits in
the form of contracts
to local agencies for
different services.
Employment
generation in transport
sector for
transportation of raw
material and finished
goods

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 70
3.9.8.3 Environment Management Cell
An Environment Management Cell has been constituted to review, assess and
monitor the progress of Environmental Management Plan implementation. Plant
in- charge is the head of cell. If necessary, the cell invites experts from the plant
or outside.
Considering the importance of the pollution control and environmental
protection, a set of personnel will be identified from different units of the plant
such as infrastructure, construction, technical, operations, maintenance,
industrial safety, waste management, human resource and contract and
material management wings of the project, who shall also work full time for
implementation of various components of Environment Monitoring Program such
as the maintenance and operation of pollution control systems, monitoring of
pollutants including development of green cover.
The group has meets periodically and monitors the progress made with respect
to Environment management plan implementation and initiates the measures as
and when required.
3.9.8.4 Environment Monitoring Program
Monitoring of environmental factors will enable us to identify the changes in the
environmental impacts at various locations. To ensure the effective
implementation of the EMP, monitoring of ambient air quality, stack emissions,
analysis & monitoring of water environment and noise level will be carried out as
required / specified by statutory authority.
Table: - 03.13 Environmental Monitoring at Work Zone
Sr.
No.
Place of monitoring Parameters of
pollution
Frequency of
monitoring
1. Stack emission Temperature, Velocity,
Gas discharge, PM,
NOx and SO2
Carried out
Quarterly
2. Ambient air quality at
plant boundary and
nearby habitation
PM2.5, PM10, NOx, SO2,
O3, Pb, CO, NH3, C6H6,
As, Ni, BaP
Quarterly at 2
locations
3. Monitoring of surface and As per IS:10500 and Carried out once

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 71
ground water quality
surrounding areas of
product storage site
CPCB norms in 3 months
(seasonal)
4. Noise monitoring near
fans, product house, raw
material yard and plant
boundary
Leq dB(A) Work zone noise
levels once in a
month, Ambient
noise levels once
in 3 months
5. Effluent generated within
the plant
pH, SS, TDS, COD, BOD.
temperature, oil and
grease
Daily
Note: The monitoring will be carried out as per Consent conditions and in
consultation with UEPPCB. In future the EC compliance condition will also be
included.
Capital and recurring cost earmarked for environmental protection measures:
Cost for Proposed project activity is Rs.10.0 Crores. Cost of EMS is 0.50 Crores
(Proposed Scenario).
Expenditure earmarked towards the local area development, Social Welfare
programme and Ecological conservation (ESC): 2.5 % of the project cost i.e.
0.25 Crores.
3.9.8.5 Risk Reduction Measurement & Recommendation in view of Safety
Consideration
There will be a full-fledged safety section forming part of the plant. This is
catering the needs of safety supervision of all units coming under the operating
plant. The main responsibilities of this cell are as follows:
All construction work places will be inspected for any unsafe conditions and
unsafe practices. Any unsafe condition or unsafe practices will brought to the
notice of project management enabling remedial actions to be taken.
Storage site should be confined & identified properly.
Wind indicator should be provided at the highest level of the plant to know
the wind direction.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 72
Provision of flameproof electrical fittings / equipment’s.
Proper maintenance of earth pits.
Strict compliance of security procedures like issue of identity badges for
outsiders, gate passes system for vehicles, checking of spark arrestors fitted to
the tank lorries etc.
Strict enforcement of no smoking.
Periodic training and refresher courses to train the staff in safety firefighting.
Employee training and education will be carried out.
Structural fireproofing in the process area could be considered as a safety
measure in the light of probable spill and fires in the area.
Emergency drills should be carried out periodically to ensure preparedness
must continue.
SOPs to be documented & must be kept updated on priority.
Good housekeeping, use of PPE, Engineering controls, Enclosure processes,
scrubber system, display of safety boards, SOP of loading / unloading, safety
shower etc. are important safety measures have taken to keep these
chemicals within TLV.
Appropriate personal protective equipment will be provided & ensure the
usage of them.
Water storage of adequate capacity to meet the requirements of water for
firefighting purposes.
Fire hydrants and automatic sprinkler system. Diesel driven pumps and
headers to supply water to fire hydrant network.
Equipment required for personal safety like blankets, gloves, apron, gum
boots, face mask helmets, safety belts, first aid boxes etc. will be provided.
The steel manufacturing industry is labor intensive and uses large scale and
potentially hazardous manufacturing processes. The industry experiences
accident rates that are high compared with some other manufacturing
industries. Some examples of such hazards likely to occur in Induction Furnace,
Continuous casting machine (CCM), Billet Caster and Rolling Mill, at M/s KVS are
given below:
These mainly impact on those working within the industry, although health
hazards can also impact on local communities.
1. Fire at Lubrication and Hydraulic oil installations
2. Physical Hazards due conveyor system, material handling

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 73
3. Fugitive Dust of Raw Material Handling at charging bay, storage yard
4. Collapse of Structures/Fall of Material, stacking failure
5. Loading/ Unloading failures
6. Electrocution/ Electrical Hazards
7. Accidental Spillage of hot molten metal
Physical Hazards onsite
1. Dust Exposure at coal crushing area (reheating furnace at Rolling Plant)
2. Fall of Sling rope of EOT Crane during material handling
3. Accident due to Conveyor feeding system
4. Slip/Trip/ Fall due to improper stacking of material
5. Contact with Hot molten Mild steel
Loading/Unloading operation/ Storage
1. Approach of heavy good vehicles for unloading material
2. Excessive Dust during Loading/unloading operation
3. Conveyor moving parts
4. Cleaning of overflows
5. Unauthorized passages, travelling over transportation system
6. Motor overloading
7. Unclean platforms causing staggering and falls
Hazards in Induction Furnace
1. Heat Radiation
2. Exposure to molten metal Fumes
3. Electrical hazards.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 74
Table 3.14: General Risk Assessment
S. No. Hazards &
Details
Persons &
risk
Control Measures Action Plan in case of
Emergency
1. Induction
Furnace- Fire
hazard caused
by
fuels/ignitable
substances
Persons
working in
the Furnace
area
Emergency alarm to be put on to
signal the emergency.
Emergency Kit is kept ready near the
plant.
Fire -fighting equipment/ Foam type
extinguishers on vehicles and
mounted on walls are kept readily
available.
Water hose is provided.
No smoking zone is declared.
Plant workers are trained to fight fire.
Switch off the system
Fire extinguishers are to be
used immediately.
Water hose will be operated to
set out the fire depending on
the situation.
Outside fire brigade is to be
called if the fire cannot be
extinguished immediately.
Inform the occupier /manager
and activate the onsite
emergency plan.
Immediate first aid to the
victims and sent to the hospital
for treatment.
2. In case of
Furnace crack,
molten metal
may leak
causing splash
of hot metal.
Persons
Working in
the tapping
area.
Continuous monitoring of Furnace
shell is done to maintain and observe
proper temperature.
Movement of staff and labour is not
permitted near the furnace.
Heat zone is displayed near the
furnace.
Immediately drain out the
Furnace by pouring or tapping
out. Molten splashed metal is
allowed to cool down before
removing.
Further process is stopped till
repairs are conducted.
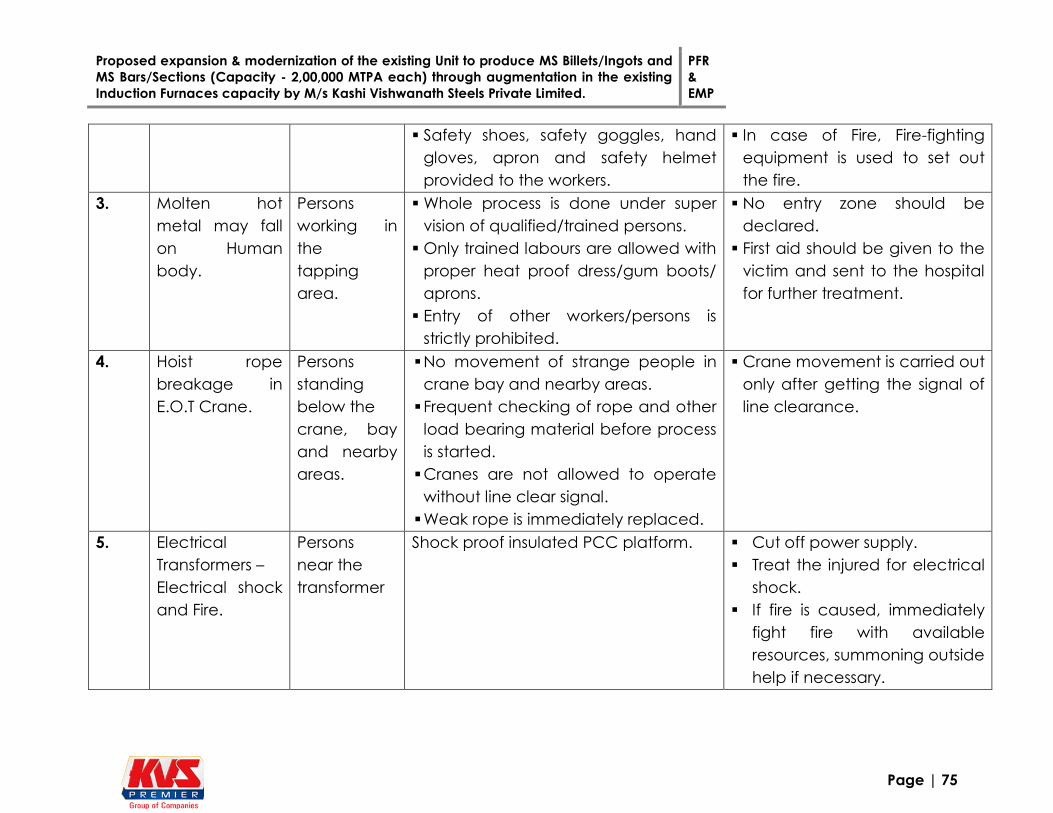
Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 75
Safety shoes, safety goggles, hand
gloves, apron and safety helmet
provided to the workers.
In case of Fire, Fire-fighting
equipment is used to set out
the fire.
3. Molten hot
metal may fall
on Human
body.
Persons
working in
the
tapping
area.
Whole process is done under super
vision of qualified/trained persons.
Only trained labours are allowed with
proper heat proof dress/gum boots/
aprons.
Entry of other workers/persons is
strictly prohibited.
No entry zone should be
declared.
First aid should be given to the
victim and sent to the hospital
for further treatment.
4. Hoist rope
breakage in
E.O.T Crane.
Persons
standing
below the
crane, bay
and nearby
areas.
No movement of strange people in
crane bay and nearby areas.
Frequent checking of rope and other
load bearing material before process
is started.
Cranes are not allowed to operate
without line clear signal.
Weak rope is immediately replaced.
Crane movement is carried out
only after getting the signal of
line clearance.
5. Electrical
Transformers –
Electrical shock
and Fire.
Persons
near the
transformer
Shock proof insulated PCC platform. Cut off power supply.
Treat the injured for electrical
shock.
If fire is caused, immediately
fight fire with available
resources, summoning outside
help if necessary.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 76
6. Charging of
scrap and other
material in
furnace and
moving parts
like fly wheel,
roller stand and
other
accessories.
Cut/burn and
fire hazards
may be
possible.
Persons
working in
the raw
material
handling
yard and
in the
furnace
floor.
Workers are provided with gloves and
proper equipment to handle and
feed the scrap.
Workers charging the materials in the
furnace are equipped with fire proof
dress and proper equipment to
handle the scrap and material.
Fire proof system made available and
firefighting equipment like
extinguisher and water with sufficient
number of points easily available.
Only trained and qualified people will
operate the furnace.
Immediate first aid should be
given to the victim by trained
person and refer to the
doctor/hospital for further
treatment.
7. Control Rooms-
Electrical
Shocks
Persons
working in
the control
room
Earth leakage circuit breaker
installed.
Main supply will be
immediately shut off.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 77
4.0 SITE ANALYSIS
4.1 Connectivity:
Proposed Expansion & modernization of the existing Unit to produce Mild Steel
Billets/Ingots and Bars/Sections (Capacity - 2, 00,000 MTPA each) through
augmentation in the existing Induction Furnaces capacity is located at Narain
Nagar Industrial Estate, Bazpur Road, Kashipur, District Udham Singh Nagar,
Uttarakhand. The nearest National Highway N NH – 74 is 0.30 km S away from the
site. The nearest Railway station Kashipur is 4.5 Km NW away from the site. Pant
Nagar Airport is 48.71 Km SE (aerial) from the site.
4.2 Land Use:
M/s Kashi Vishwanath Steels Private Limited (KVS) has acquired 14.78 Acres
(59,817.0 Sq. m) land in notified industrial estate (Notified by Govt. of
Uttarakhand vide letter no. 1052/ID/07-Industry/2004-05, dated 15 January 2005)
at Narain Nagar Industrial Estate, Bazpur Road, Kashipur, District Udham Singh
Nagar, Uttarakhand.
4.2.1 Site Selection:
At the existing site adequate transportation facilities are available for
transportation of product to Uttarakhand and other region of country. Hence
the proposed expansion/modernization project will be beneficial and techno-
economically feasible. Hence, no alternative site is analyzed.
The main features of the site including environmental considerations that make
it suitable for proposed Expansion & Modernization of Existing Herbal Extraction
Unit are given below:
Availability of sufficient stretch of land with flat terrain in industrial Estate
(Nagar Industrial Estate, notified by Govt. of Uttarakhand)
No habitation in the plant site, hence no direct R&R issues
Suitable topography and geography for construction of facilities
Suitable seismic zone
The plant site is not falling within the vicinity of any monument or in an
archeologically sensitive area.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 78
No declared biodiversity parks/sanctuaries are there in the surroundings
of the site as Jim Corbett National Park is 24.05 km N away from the site
Location of consumer centre
Convenient Rail & Road links
Uttarakhand is providing suitable Industrial environment with proper
infrastructure support.
Adequate availability of raw material, power and other infrastructure.
Financial and social benefits with special emphasis on environmental
consideration and benefit to the local people will be kept as top priority for the
proposed project.
4.3 Topography:
Proposed Expansion & Modernization will be carried out in the existing Unit to
Produce Mild Steel Billets/Ingots/Bars/Sections & situated at Narain Nagar
Industrial Estate, Bazpur Road, Kashipur, District Udham Singh Nagar,
Uttarakhand.
The area is located in the survey of India Topo Sheet No. 55O4 and Coordinates
Latitude: 29°11'21.16" N, Longitude: 79°00'09.86" E.
The site lies in seismic zone IV as per Seismic zonation & intensity Map of
Uttarakhand and has the low seismic potential.
There is no Capable Fault within the study area. The seismic zone map of
Uttarakhand is shown in the Fig. – 04.01.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 79
Fig – 04.01: Seismicity Map of Uttarakhand State
4.4 Existing Land Use Pattern:
The existing industrial land is in Narain Nagar Industrial Estate, Bazpur Road,
Kashipur, District Udham Singh Nagar, Uttarakhand. The land break-up details
are shown in Table – 04.01
Table – 04.01: Land break-up details
S. No. Construction Area (Sq m.) Area (%)
1. Built up area for Plant &
Facilities (ground coverage)
28114.00 47.00
2. Roads and Drains 4785.00 8.00
3. Greenbelt 19740.00 33.00
4. Common Plot Area 7178.00 12.00
Total Land 59817.00 100.00

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 80
Fig: 04.02 Pie chart of Land use
4.5 Existing Infrastructures:
It is a proposal of expansion & modernization of existing unit so infrastructure
such as Drinking water facility, First-aid facility, Toilet facility are adequately
available and shall be provided during construction and operation phase.
Proposed Plant facilities will be developed inside the plant premises once all the
statutory clearances are obtained.
Land: The Company has acquired 14.78 Acres i.e. 59,817.00 Sq mt land in
Government approved industrial area as Narain Nagar Industrial Estate, Bazpur
Road, Kashipur, District Udham Singh Nagar, Uttarakhand. Vacant land 10896.0
Sqm) shall be used for proposed expansion activities.
Power: After proposed expansion, the Unit at full capacity will demand 26.5 MW
of power, which shall be supplied through Grid (UPCL). Existing power demand is
16.5 MW.
Existing DG Set is 63 KVA capacity, which shall be replaced. Green insulated DG
Set of 685 KVA (125, 160 & 400 KVA on standby basis) is proposed. Proposed DG
Set will be operated during emergency in case of power failure only.
Water: Water is required for production process, domestic utility and Green belt.
Initially total water demand is 136.0 KLD and recycled water is 81.5 KLD. Fresh
47%
8%
33%
12%
Pie Chart Showing the Land break-up details of M/s KVS
Built up area for
Plant & Facilities
(ground coverage)
Roads and Drains
Greenbelt
Common Plot Area

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 81
Water required for Production of Mild Steel Billets/Ingots/Bars/Sections will be
54.5 KLD after proposed expansion, which will be met from existing Bore well.
01 No. bore well is proposed to be drilled & which will work as stand by during
maintenance. Approval for additional abstraction of water to be taken from
CGWA. Necessary provision for storage of water and water supply has been
made in project cost.
Storage: Company has sufficient provision for storage of raw material & finished
goods.
Transportation: Adequate resources / infrastructure for transportation of raw
Material and finished goods are available in Kashipur area.
Connectivity: The Project site is connected by 20 meter wide connecting road to
the Highway.
All the other infrastructural facilities are expected to be adequately available to
the Unit.
4.6 Soil Classification:
Udham Singh Nagar district may be broadly divided into two physiographic units
from north to south viz., Bhabar and Tarai respectively. Since the area is located
in the Himalayan foothills, a very thick column of alluvium is deposited, which
further is classified into two distinct divisions:
(A) The piedmont fan deposits known as Bhabar
(B) The Tarai Alluvium
These zones spread in northeast – southwest direction all along the foothills of
the Siwalik formation having a maximum width of less than 30 km. The general
gradient towards south varies from 9 to 17 m/km. The slope gradually decreases
towards south in the Tarai region and becomes almost flat close to the
boundary between Tarai and Central Ganga plains, which exists few km south
of the southern boundary of the study area. The geomorphology of an area
plays a very significant role in the groundwater movement and occurrence.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 82
The soil types are controlled by the topography and rock types. Based on the
National bureau of soil Survy and Land Use Planning (ICAR) Nagpur, the soils of
the district Udham Singh Nagar can be classified into Udifluventic Ustochrepts,
Typic Ustipsamments, Udic Ustochrepts, Udic Haplusstolls, Typic Ustochrepts as
determined by their diagnostic properties. The Bhabar soils lay at the northern
extremity of Khatima and Bazpur blocks, part of the alluvial fan deposits. Soils are
shallow with sandy to loamy texture, poorly sorted, comprising mainly of gravel,
sand, silt, clay with pebbles etc.
The Tarai soils run all along the northern extremity of the district, form continuous
fringe with the Bhabar Zone. Bhabar formation is found in extreme northern parts
of the Khatima and Bazpur blocks, boundary demarcated by the contact of
Tarai and Bhabar. The Tarai belt is 8–25 km in width, and the general slope is <1%
towards south. Soil is calcareous, moderately productive and suitable for
extensive cultivation of high yielding variety of crops like rice and sugar cane.
Soils typify marshy and swampy environment.
4.7 Climatic Data:
The climate varies from Sub-tropical and sub-humid with three distinct seasons
i.e. summer, monsoon (rainy season) and winter. The rainy season starts from the
month of middle June to September end, and followed by the winter season,
which starts from the end of October and goes up to February. The winter rains
are generally experienced in late December or early January, which brings
down the temperature and that’s how December and January are the coldest
months in the district. The summer season starts from March and it goes up to
June. The hottest months of the year are May and June. The maximum
temperature in the district goes up to 42˚C during the summers and the
minimum temperature is between 1 and 4˚C, further north of the district, the
temperature comes down to 0.4˚C in winter season. Rainfall, spatially, is highly
variable depending upon the altitude. The intensity of the rainfall increases from
south to north and the amount of rainfall decreases in generally from west to
east. About 90% of the rainfall received during the monsoon period, and the
remaining 10% of the rainfall in non-monsoon period. The average annual rainfall
is 1296.85 mm (Year; 2004).
4.8 Social Infrastructure:

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 83
Infrastructure is the basic physical and organizational structures needed for the
operation of a society or enterprise or the services and facilities necessary for an
economy to function.
The term typically refers to the technical structures that support a society, such
as roads, water supply, sewers, electrical grids, telecommunications and so forth
and can be defined as "the physical components of interrelated systems
providing commodities and services essential to enable, sustain, or enhance
societal living conditions.
Viewed functionally, infrastructure facilitates the production of goods and
services, and also the distribution of finished products to markets, as well as basic
social services such as schools and hospitals; for example, roads enable the
transport of raw materials to a factory.
Kashipur is a major transport hub in Uttarakhand, acting as a gateway for the
cities of Ranikhet, Pauri and Gairsain. The city is served by the National Highways
NH 309 and NH 734. The NH 734 (formerly NH 74) connects to Najibabad via
Jaspur and Nagina, while the NH 309 connects Kashipur to Rudrapur in the east,
and the cities of Ramnagar and Srinagar to the north.
Major tourist attractions in the city include:
Drona Sagar Lake
Shree Moteshwar Mahadev Mandir
Maa Balsundari Mandir
Chaiti Mela
Gurudwara Shri Nankana Sahib
Tumaria Dam
Giri Sarovar
Arya Samaj Mandir
Kashipur is home to four colleges affiliated to the Kumaun University, Nainital:
Radhey Hari Government P.G. College, Chandrawati Tewari Girls P. G. College,
Sriram Institute of Management and Technology and Kashipur college of
Education. The city also hosts the campus of an Indian Institute of Management.
The Indian Institute of Management Kashipur, also known as IIM Kashipur, is a
public business school located in the Escorts Farm area of the city. It is one of the

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 84
thirteen Indian Institutes of Managements the government has set up during the
Eleventh Five-year Plan.
5.0 PLANNING BRIEF
5.1 Planning Concept (Type of Industries, Facilities and Transportation etc.)
Town and Country Planning/ Development Authority Classification:
M/s Kashi Vishwanath Steels Private Limited is having the existing production
capacity of MS Ingots 57,600 TPA and Steel Bars 88,200. Now Company is
proposed for expansion of the existing Unit by increase in the Production
capacity of MS Ingots - 1,42,400 MTPA and Steel Bars - 1,11,800 through
augmentation in the existing Induction Furnace capacity & required Utilities.
After proposed expansion production capacity of MS Ingots and Steel Bars will
become @200000 MTPA each.
5.2 Population Projection
Existing employment is 400 persons. After proposed expansion, the total direct
employment potential of the existing industry would be about 500 people.
However, apart from this there will be significant non estimated employment
generation at the supplier firms and service industry providing services to the
company. Company shall be giving preference to people from economically
weaker sections for employment in various semiskilled/ unskilled jobs thereby
contributing to their upliftment.
Table:-05.01 Employees Details
Sl.
No.
Category No. of
Employees
Functional Area
01. Key Managerial
Staff
20 Finance, Marketing, Production,
Quality control, R&D, Logistics etc.
02. Administration 30 Office
03. Plant Staff 100 Production Process, Maintenance,
stores, Safety & Un skilled workers
04. Skilled & semiskilled 200 Production Process
05. Contract Workers 150 Plant activities
Total 500

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 85
5.3 Green Belt Development
Local native species suitable for this region will be planted in compliance of
conditions of environmental clearance. With a view to attenuate air pollutants,
to resist noise propagation from proposed DG set and uptake of treated effluent
to some extent, the green belt all around the periphery of project sites and in
vacant areas (33% of the total acquired land) will be developed. Tree
plantation will be undertaken in a large scale on land vacated after cessation
of construction activities. Open spaces, where tree plantation is not possible will
be planted with flowering herbs and grass which act as soil binders and also
helpful in preventing erosion of topsoil. Proposed green belt will be being
strengthened regularly.
Total 59817.00 Sq m land area is available at site; out of this 19740.00 Sq m (i.e.
33.0 % of total area) shall be developed as greenbelt and other forms of
greenery by planted the native species. Approx. 20% of the area is already
developed as Green Belt and being maintained. Additionally 13% of the area is
also proposed to develop Green Belt. This green area also enhances the
aesthetic beauty of the area.
Locally available Tree Species and other Aromatic Plants are sown in linear
parallel fashion all along the periphery at 2.5 M c/c spacing. Green belt also
developed along with the roads as well as the fence and all the open land
available at premises. Different Plant Species belong with a number of relevant
characteristic features viz. tolerance or towards air pollution, habit growth rate,
flowering phenology, canopy shape and approximate surface area etc.
Plants are grown in such a way to function as Pollutants sinks as well as it
improve the aesthetics of the area and provide possible habitats for Birds, thus
increasing hospitable nature also.
As per the concern of proposed Project new trees will be planted to strengthen
the existing Green belt.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 86
GREEN BELT PHOTOGRAPHS

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 87

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 88
5.4 Assessment of Infrastructure Demand (Physical & Social):
M/s Kashi Vishwanath Steels Private Limited, is proposing for expansion &
modernization of existing Unit to produce Mild Steel Billets/Ingots and MS
Bars/Sections (Capacity – 2,00,000 MTPA each) through augmentation in the
existing Induction Furnaces capacity at Narain Nagar Industrial Estate, Bazpur
Road, Kashipur, District Udham Singh Nagar, Uttarakhand.
Planning Concept
Land use Industrial (Non agriculture). Being the notified Industrial estate as
Narain Nagar Industrial Estate, Bazpur Road, Kashipur, District Udham Singh
Nagar, Uttarakhand.
The existing infrastructure i.e. Road and other utilities like electricity; water are
adequately available. The stable power distribution network for the industrial
complex where this project is coming up.
The adequate Infrastructure has been planned.
The site is well connected with roads for movement of raw material and
finished products and other material.
5.4.1 System Design for High Productivity:
The productivity of the Unit and associated auxiliary objectives are achieved by
adopting the following principles:-
Use of equipment and systems of design, performance and high availability
which shall be fully established by a considerable record of successful operation
for similar service conditions in all plant facilities. Use of only proven design
concepts, conservative designs, strict implementation of quality assurance
norms during design, manufacture as well as installation and commissioning
stage. Strict compliance with the project, company approved pre-
commissioning and commissioning procedures as well as standard checklists
forming will be a part of commissioning documents for the project.
5.4.2 Sizing of Critical Equipment- Margins & Redundancy/Standby:

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 89
Adequate margins will be provided while sizing all important auxiliaries and sub-
systems to ensure operation of the Unit at ultimate capacity under the worst
conditions and taking into consideration normal wear & tear.
5.4.3 Design for Efficient Operation:
Centralized maintenance system is being followed. All repairs of capital nature,
heavy maintenance jobs and plant civil maintenance will be done by engaging
specialized external agencies.
Implementation of computer systems including local area network (LAN)
with standard user friendly software’s in the field of financial management,
personnel management, materials management, order scheduling, sales and
marketing management, management information systems (MIS), production
planning and control, maintenance and spares planning, etc. shall be
considered to increase work efficiency and to reduce manpower requirement.
5.4.4 Operation Performance Management System (OPMS):
The operation of the plant will be optimized by implementation of OPMS. This
system will clearly define the responsibilities of all key O & M personnel including
the shift-in-charge. This will also cover the system of daily reporting to the project
company Corporate Office and monthly O&M review meetings.
5.4.5 Operation & Maintenance Philosophy:
Most of the key positions in operation and maintenance of the existing plant at
different categories are being manned by the qualified persons having
experience in the similar field. However, depending on the type of equipment
/facilities along with the degree of automation contemplated, the operation
and maintenance personnel of the plant so recruited will require specific need
based training which is carried out on site by the respective equipment supplier
during equipment erection, start up and commissioning of different plant units.
5.5 Amenities/Facilities:
5.5.1 In-Plant Facilities:
The following facilities are provided in this plant:
a. Administrative Building, Service Building
b. Construction offices and stores

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 90
c. Time and security offices
d. First Aid and firefighting station
e. Canteen
f. Toilets
g. Car parks and cycle/ scooter stands
h. Training Centre
Office space are provided as per good practice and canteens, toilets and
restrooms according to norms laid down in relevant factories act. The above
facilities are also be adequately furnished and equipped.
5.5.2 Employment Generation:
The total direct employment potential w.r.t. the proposed modernization &
expansion is about 100 people. However, apart from this there will be significant
non estimated employment generation at the supplier firms and service industry
providing services to the company. Company is giving preference to people
from economically weaker sections for employment in various semiskilled/
unskilled jobs thereby contributing to their upliftment. The total employment
potential of the existing industry after the proposed modernization & expansion
would be 500 people.
The project has enhanced the prospects of employment. Recruitment for the
unskilled workers for the plant is from the nearby villages. The basic amenities viz.
roads, transportation, electricity, drinking water, proper sanitation, educational
facilities, medical facilities, entertainment, etc. shall be developed as far as
possible.
5.5.3 Peripheral Developmental Activities:
M/s Kashi Vishwanath Steels Private Limited will undertake various activities
around the project site as a mark of their Corporate Social Responsibilities viz.
Education, Water Supply, including Drinking Water, Health Care, Environment,
Social Empowerment, Sports and Culture.
Generous Contribution for Better Tomorrow
KVS Premier has substantial exposure in the field of corporate social
responsibilities as mentioned below:

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 91
KVS Premier established charitable trust in the name of Galwalia Seva Shiksha
Sansthan undertaking progressive initiative in education and other social issues.
KVS Premier has set up Pyare Lal Nand kishore Galwalia Rajkiya Mahavidyala
Ramnagar. It has also built the fully furnished Computer Education block and
renovation of school building at Mahadev Nagar near Bheem Nagar, Kashipur.
Established Library at Gomti Pooran Prasad Garg Inter College, Ramnagar for the
benefit of the readers at large.
KVS Premier has also extended assistance by creating and maintaining the infra-
structure of Girls Govt. Inter College, Kashipur.
KVS Premier has Constructed "Jindal Auditorium" at Kumaon Garhwal Chamber
of Commerce & Industry, Kashipur to facilitate various social and corporate
activities for the entire business community.
KVS Premier has encouraged search for local talents in sports and athletics in
the region. Stress has been laid in fitness and healthcare as well.
KVS Premier has sponsored a Blood Donation Camp in a large scale associate
with L.D. Bhatt Govt. Hospital, Kashipur at KVS Premier Campus.
Last but not least, the group provides scholarships to meritorious students of the
region and some of those have excelled in their lives and have now a
respectable identity of their own in the society.
6.0 REHABILITATION & RESETTLEMENT (R & R) PLAN:
Not Applicable
7.0 PROJECT COST ESTIMATES:
Initiated Project cost is estimated as under:
Table – 05.02: Cost of Project
Details : Rs. in Lacs
Land : 00
Civil & Structural Cost : 400
Plant & Machinery : 600
Total : 1000
Means of Finance:
Details : Rs. in Lacs
Internal Accrual/Finance : 1000
Total : 1000

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 92
The proposed expansion & modernization project will become beneficial to the
surrounding area or community in terms of infrastructural development, social
development, employment and other benefits. The proposed project has a
potential for employment of skilled, semiskilled and unskilled employees during
construction phase as well as operation phase. Additionally 100 nos. of person is
likely to get employment due to the project. The project will spend 2.5 % of
project cost for socio-economic development & for nearby educational
institutes.
8.0 ANALYSIS OF PROPOSAL:
To make end product economically viable in present fluctuating market, M/s
KVS have decided to go for expansion by replacement of the existing 5 Tons (02
Nos.) & 4 Tons (02 No) Induction Furnaces with 6 Tons (03 Nos. - replacement of
existing IFs)& 10 Tons (01 no. replacement & 02 nos. new) capacity Induction
Furnaces and modernize Continuous Casting Machine (CCM) & increasing the
output (speed) of existing Rolling Mill through modernization to enhance the
annual production capacity from existing MS Ingots 57,600 TPA and Steel Bars
88,200 to 2,00,000 TPA respectively.
Capacity expansion by replacing the existing Induction Furnaces will essentially
meet the increasing steel demand. Expansion shall take place within the existing
plant area of 14.78 Acres (59817.0 Sqm). No additional land shall be required for
the project. The company has sound financial background and good market
base which they will use to replace existing Induction Furnace with higher
capacity to become economic steel producer of the region. In Rolling Mill
motors with the Rollers shall be replaced with high speed motors to meet the
annual production of 2,00,000 Tons of rolled product. The steel industries in
general are on priority list as they contribute in overall development of the
country and in particular will produce steel and steel products at economic cost
and also have export potential to earn/save foreign exchange.
Proposed expansion may leeds a feasibility to produce Mild Steel Billets/Ingots
thru existing/proposed facility & it may either used for making Bars/Sections by
itself or sold to the market as such. Meanwhile it may purchase the Billets/Ingots
from respective industries/local market for making Bars/Sections as per
eventually changes in the market.

Proposed expansion & modernization of the existing Unit to produce MS Billets/Ingots and
MS Bars/Sections (Capacity - 2,00,000 MTPA each) through augmentation in the existing
Induction Furnaces capacity by M/s Kashi Vishwanath Steels Private Limited.
PFR
&
EMP
Page | 93
Project will create direct & indirect employment opportunities within the
surrounding region. Unit will use good faith efforts to employ local people from
the nearby villages depending upon the availability of skilled & un-skilled man-
power surrounding the project site.
In operation phase, the proposed project would require significant workforce of
non-technical and technical persons. Migration of highly education and skilled
experience will result in increase of skill in the surrounding villages. In addition,
the proposed project shall enhance the prospects of employment.
It can be concluded from the matrices that the resultant impact is beneficial in
the interest of common man, the society, the state and as the country as a
whole. The benefits can be summarized as below:
The proposed project will provide quality steel product to the users. This
project is essential in-view of production of high value downstream products.
KVS Premiere group is endeavoring in manufacturing Construction Steel &
Structural Sections as per BIS Specifications 2830:2012, 2831:2012, 1786:2008,
2062:2011, 15911:2010.
There should be positive impact on the socio-economic condition of the area
in terms of direct and indirect employment due to the proposed expansion
project.
Numbers of local trained persons are likely to find jobs.
This is cost effective & energy efficient proposal and aims at sustainable
development.
These products also have export potential. Hence, possibility of earning
foreign exchange.
The project will spend 2.5 % of project cost for Social Welfare programme and
Ecological conservation.





























