Embed Size (px)
DESCRIPTION
Planta de Producción de Biodiesel
Citation preview

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
PLANTA DE PRODUCCIÓN DE BIODIESEL
I.- ANTECEDENTES E HISTORIAL DEL PROYECTO:
1.1 Introducción.-
El término de energía tiene un elevado número de acepciones, en primera instancia porque se identifican numerosas manifestaciones: la mecánica, eléctrica y otras en segundo lugar porque a pesar de lo usado del término se manifiesta a menudo de forma incorrecta.
El desarrollo de la humanidad está aparejado al empleo de distintas formas de ella, así en los albores del surgimiento del hombre este solo utilizaba su propia energía con posterioridad fue domesticando y usando la de distintos orígenes y esta historia se propaga hasta nuestros días, con el uso indiscriminado de la energía proveniente de los restos fósiles (petróleo, gas, carbón) y la nuclear. Teniendo todos ellos el gran inconveniente de que tienden a agotarse, de aquí la importancia que representa para el mundo actual la búsqueda de combustibles renovables.
Con el surgimiento y desarrollo del capitalismo el dominio de la energía se convirtió en poder. Ya en la segunda mitad del pasado siglo se comenzó a gestar una tarea de conciencia en la humanidad de lo que representaba para el medio ambiente y para la vida en general el uso de los combustibles fósiles con su secuela de productos de la combustión: CO2., NO2, NO entre otros que envenenan y destruyen el medio ambiente. Por estas razones se está intensificando en el mundo el estudio de otras fuentes de energía que no presenten todos estos inconvenientes como son la energía solar, eólica hidráulica y la biomasa.
Esta última se obtiene fundamentalmente de los residuos agrícolas y forestales y en el mundo actual está tomando un gran auge por las grandes ventajas que ella ofrece. En nuestro país una de las principales industrias agrícolas es la azucarera.
Brasil es actualmente el mayor productor mundial de caña de azúcar y recogerá 528 millones de toneladas de este producto en la cosecha 2007-2008, según cálculos de la estatal Compañía Nacional de Abastecimiento (Conab) divulgados por el ministro brasileño de Agricultura, Reinhold Stephanes.
La mayor parte de la cosecha (236,6 millones de toneladas, un 44,8 %) se destinará a la producción de etanol, combustible alternativo con creciente consumo en Brasil y que varios otros países comienzan a mezclar con gasolina.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 1

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
La actividad industrial azucarera se inicia en Bolivia en 1941 y para entonces ya existían en el departamento de Santa Cruz alrededor de 3.000 hectáreas cultivadas de caña de azúcar; con ella se producía azúcar “baya” o “negra” y alcohol. Fue en 1944 cuando se fabricó por primera vez azúcar blanca cristalizada.Paralelamente a la producción local, también se importaba azúcar. En la década de los 60, Bolivia se autoabastece de azúcar e inicia una etapa de exportación; en las décadas siguientes la importación sólo ocurrió en casos excepcionales por cuestiones climatológicas o bajas en los precios internacionales.Actualmente, el área de producción de caña de azúcar en el departamento de Santa Cruz está ubicada en 9 municipios: Andrés Ibáñez, La Guardia, El Tomo, Cotoca, Warnes, Portachuelo, Montero, Mineros y General Saavedra.Esta zona abarca más de 100.000 hectáreas cultivadas que, de acuerdo a su extensión, las propiedades se clasifican en pequeñas, hasta 20 has.; medianas, de 20 a 50 has., y grandes, mayores a 50 has.; las pequeñas y medianas propiedades abarcan el 35% y las grandes el 65%.Santa cruz cuenta con 4 ingenios productores: San Aurelio, La Bélgica, Guabirá y Unagro, que en conjunto producen algo más de 10 millones de quintales de azúcar.
La caña de azúcar es una gramínea del género Saccharum, con aspecto de hierba, pero se diferencia sustancialmente de ésta, por su alto contenido de azúcares. Se cultiva en zonas tropicales y subtropicales, las condiciones climáticas, los suelos y las variedades que se siembran, influyen en sus rendimientos agrícolas y de azúcar. Tradicionalmente, la caña se ha sembrado con un único objeto de producir azúcar, pero cuando se analizan su composición y las posibilidades que ofrece, se puede ver, fácilmente, que puede dar infinidad de productos capaces de diversificar la economía de los países que la cosechan.
A pesar de que la industria azucarera ha tenido una amplia expansión en la mayor parte de los continentes y de que su producción ha ido en ascenso constantemente, el desarrollo de los derivados comienza a iniciarse en el siglo pasado. Los primeros usos de los subproductos fueron: utilización del bagazo como combustible, uso directo de las mieles en alimentación animal y la
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 2

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
fermentación de esta para la producción de alcohol o de ácido cítrico. A finales de la década del 50 es cuando comienza en mayor escala la utilización industrial de los subproductos, agregándose además las producciones de furfural y otros como papel y pulpa, tableros, levadura, etc.
La diversidad de los productos que pueden ser obtenidos a partir de los subproductos de la caña es grande, de todo esto se puede inferir que aún en los trabajos de investigación y desarrollo referente a los derivados de la caña, queda un campo infinito de trabajos por realizar, sobre todo con los productos obtenidos por segunda generación en los cuales es necesario trabajar exhaustivamente.
Existen numerosos derivados de segunda generación que pueden ser producidos a partir de derivados primarios como por ejemplo: el aceite de cachaza el cual es extraído de la cachaza mediante solventes selectivos, obteniéndose así tres fracciones características bien definidas: cera dura (38- 45%), aceite (35-40 %) y resinas (15-17 %).
En Filipinas, Taiwan, Cuba y la India, entre otros países, se han instalado plantas pilotos para la refinación de cera de cachaza, con el fin de sustituir los diferentes tipos de ceras derivadas del petróleo y otras materias prima dándole una mejor utilización a este subproducto de la fabricación de la azúcar.
La obtención del biodiesel a partir del aceite de cachaza de la caña de azúcar es sin lugar a dudas una perspectiva de desarrollo en este campo. Estos sistemas generalmente son transformados en esteres empleado comúnmente como agente nucleofílico un alcohol. En esta investigación se utiliza el etanol como agente esterificante (como un elemento novedoso) que es otro importante derivado del proceso de producción del azúcar.
1.2. Antecedentes.-
Los aceites vegetales pueden utilizarse como combustible en motores Diesel sustituyendo al combustible Diesel tradicional derivado del petróleo., ya sea directamente, en motores especiales, o después de sometidos a un proceso de transformación adecuado (transesterificación).
La tendencia actual en la utilización de los aceites vegetales en los motores diesel de tipo convencional consiste en someter al aceite a un proceso de trasnesterificación en el que se hidrolizan los enlaces "ester" de los triglicéridos, liberándose glicerina y las cadenas de los ácidos grasos que la esterificaban, para reaccionar posteriormente con algún alcohol dando moléculas lineales formadas por el ester de ácido graso y el alcohol.
El Biodiesel, conocido también como Metilester en Europa, como B100 o Gasoil verde en E.U.A., es un combustible obtenido a partir de aceites vegetales sometidos a un proceso químico conveniente, que permita su utilización en motores diesel con resultados similares a los del gasoil derivado del petróleo.
Según la definición de American Standards for Testing and Materials (ASTM), el concepto de biodiésel es: Ésteres monoalquílicos de ácidos grasos de cadena larga derivados de lípidos renovables, tales como aceites vegetales, y que se
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 3

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
emplea en los motores de ignición por compresión (motores diésel) o en calderas [Martínez, 2003]. Otros autores lo definen como un combustible alternativo producido a partir de materias de base renovable, como los aceites vegetales; es un combustible líquido no contaminante y biodegradable. Químicamente son ésteres de metilo o etilo, con cadenas largas de ácidos grasos [Knothe, Dunn y Bagby, 2002] (Fig. 1). El biodiésel se produce a partir de los aceites vegetales y animales que se convierten en ésteres de etilo, a través de una reacción química denominada transesterificación, usando etanol o metanol en presencia de un catalizador básico o ácido. La transesterificación (o alcohólisis) de un éster es un intercambio parcial de grupos mediante una reacción reversible catalizada por una pequeña cantidad de etóxido de sodio, representado por el equilibrio de la ecuación de la figura 2 [Brewster y McEwen, 1963]
Fig. 1. Fórmula general del biodiésel.
Fig. 2. Transesterificación de un éster.
La reacción se lleva a cabo entre 25 y 80 ºC, con agitación mecánica, y empleando un exceso de alcohol para que la reacción se verifique en el sentido de la formación de productos, aumentando la conversión alcanzada en el equilibrio [Fukuda, Kondo y Noda, 2001; Brewster y McEwen, 1963; Canoira, Alcántara y Carrasco, 2006]. Existen diferentes vías de producción con diferentes materias primas y catalizadores, como enzimas, resinas de intercambio iónico, catalizadores sólidos y fluidos supercríticos [Marchetti, Miguel y Errazum, 2007].
Además del biodiésel (alquil-ésteres), en la reacción de transesterificación se obtiene un producto de alto valor agregado: la glicerina o los alcoholes de alto peso molecular (AAPM), de acuerdo a la materia prima empleada; éstos pueden ser comercializados, ayudando a la factibilidad económica de la planta. En nuestro caso, como se emplea una materia prima que está constituida por ésteres de ácidos grasos de cadena larga y alcoholes de alto peso molecular, se obtiene alcoholes de alto peso molecular, como coproducto de la reacción. Al contrario de los aceites vegetales y grasas animales, el aceite de cachaza no es un triglicérido, sino una mezcla de ésteres (97-98%) de cadena larga, de ácidos grasos y alcoholes grasos, donde ambos grupos son de elevado peso molecular (Fig. 3). La hidrólisis de este tipo de aceite produce un ácido y un alcohol, cada uno de los cuales habitualmente contiene de 16 a 30 átomos de carbono y en algunos casos más [Brewster y McEwen, 1963].
Estudios realizados en Europa y E.U.A. permiten augurar al Biodiesel un futuro halagüeño como sustituto del Diesel derivado del petróleo, debido a sus bondades ecológicas y su inestimable característica de renovabilidad.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 4

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
De hecho, el Biodiesel es el único combustible alternativo que posee una evaluación completa de sus emisiones. Aprobado por la EPA ( Enviromental Protection Agency ), las pruebas realizadas en E.U.A. ofrecen los siguientes resultados:
1. Reducción aproximada de un 80% en las emisiones de CO2, debido a que el ciclo del gas es cerrado, a diferencia del gasoil de petróleo, que incorpora al ciclo ecológico carbono " fósil " que, al combinarse con el 02, aumenta el volumen global del CO2
2. Reducción de las emisiones de CO en 50% con relación al Diesel convencional.
3. Los hidrocarburos totales sin quemar se reducen en el 93%.
4. Se reportan disminución 75-85% de H.A.P (hidrocarburos aromáticos policíclicos).
5. Reducción de un 30% de las partículas.
6. El Biodiesel no contiene azufre, lo que elimina las emisiones de sulfatos y óxidos de azufre.
7. Se reconoce un incremento de hasta el 13% en los óxidos de nitrógeno; sin embargo, la ausencia de azufre permite utilizar técnicas para eliminar el NOx que no pueden ser usados con el gasoil común.
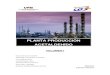
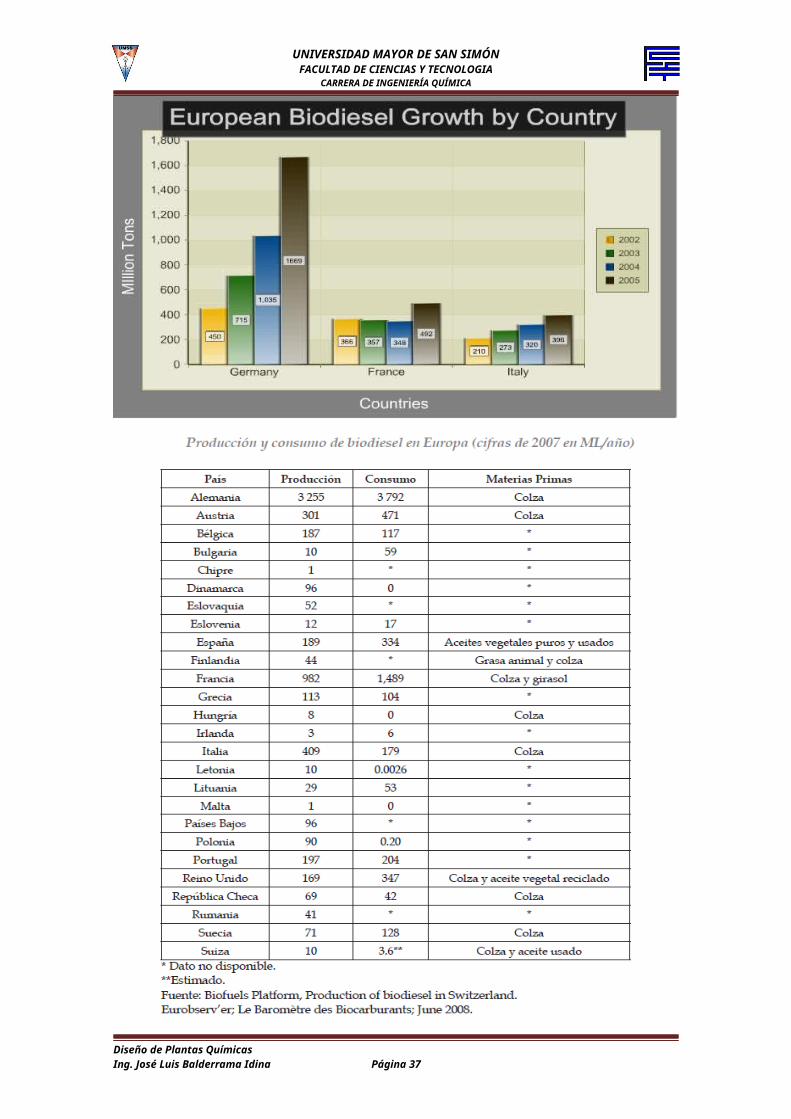
La producción y el empleo del Biodiesel ha logrado un significativo desarrollo en Europa y EE.UU., empleándose diversos aceites para su obtención. En la siguiente tabla se relacionan algunas de las oleaginosas mas empleadas para obtener aceite y convertirlo en Biodiesel.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 5

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Al abordar el tema se partió de un criterio determinante a la hora de elegir un aceite para su procesamiento, definido como el que este no compitiera con la alimentación humana o animal, sobre esa limitante se decidió trabajar con el aceite de cachaza de caña.
Muchos autores han realizado estudios sobre la composición química del aceite de cachaza: Torres [1993], coincidiendo con Evora [1987] y Guerrero [1998], reporta que contiene 35,5% de ácidos y 60% de materia no saponificable (alcoholes). Los ácidos que mayormente se encuentran en este aceite son: el linoléico (38,1%), el palmítico (29,2%) y el oléico (20%), entre otros; y los alcoholes de elevado peso molecular son: 1-octacosanol, triacontanol (alcohol melísico), eiocosanol, tertracosanol y hexacosanol, entre otros muchos [Vera, 1999].
La reacción empleando etanol como agente transesterificante ha sido poco estudiada por los investigadores, que se han basado en la reacción con metanol, debido fundamentalmente a que es más conocida. El metanol es altamente tóxico, puede ser absorbido fácilmente por la piel y es 100% miscible en agua [Bouaid, Martinez y Aracil, 2007]. El uso de etanol para la reacción de transesterificación es de interés no sólo por la utilización de otro recurso renovable, sino por las diferentes propiedades que le confiere al biodiésel [Meher, Vidya y Naik, 2004]; además, el mayor número de átomos de carbono de la molécula de etanol, aumenta ligeramente el contenido calórico y el número de cetano del biodiésel; aunque uno de los problemas con el etanol es que para lograr un tiempo de reacción rápido y altas conversiones, se requiere alta pureza del mismo, pues la presencia de agua en la reacción ocasiona problemas secundarios [Wenzel, Tait y Kroumov, 2006].
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 6
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
El aceite de cachaza es ácido, de color oscuro y olor característico. Las sustancias olorosas se pueden eliminar por los métodos tradicionales de refinación de grasas y aceites, en cambio el color oscuro producto de la presencia de clorofila y caroteno no es posible eliminarlo por estos métodos, a no ser por destilación al vacío, a causa de la similitud de estos pigmentos con los glicéridos, por lo que se debe de someter al aceite a un proceso de destrucción o transformación de pigmentos antes de la refinación.
La hidrólisis del aceite con hidróxido de sodio produce 71%de ácido, 23% de materia no saponificable y 6 % de materia soluble en agua.
Estas 3 partes tienen la siguiente composición, la fracción ácida consiste en 81.5% de ácidos grasos y 18.5 % de ácidos solubles en heptano. Los ácidos están constituidos por 50% de ácidos saturados y 50% de no saturados. La composición de ácidos grasos es la siguiente: linoleico 36.1%, palmítico 25%, oleico 10.2%, linolénico 6.9%, araquídico 7.6%, esteárico 4.6%, mirístico 3.1%, cáprico 1.2%, caprílico 2.0%.
1.3 Justificación.-
El país cuenta con una amplia variedad de productos agrícolas y materias primas para impulsar la producción de biodiesel y bioetanol, aseguró el especialista Daniel Ardaya, durante la presentación de estudios de la Cámara de Industria y Comercio de Santa Cruz (CAINCO) sobre los biocombustibles.
Entre las ventajas para la producción de los biocombustibles en Bolivia, se mencionó la existencia de cultivos perennes, que necesitan un bajo nivel de insumos, tienen una alta producción y que pueden generar más ingresos para los productores y el país, además de proveer energía eléctrica en zonas aisladas.
Según el estudio, las materias primas potenciales para el biodiesel existentes en el país son girasol, maíz, sésamo, soya y la pepa de algodón, además de materias primas silvestres o nativas potenciales como ricino, tártaro, macororó, cusi, thola, que no son comestibles, o en este caso aceite de cachaza de caña.
Actualmente Brasil produce el 83% de su biodiesel utilizando aceite de soya, mientras que la Argentina lo hace en un 100%. El biodiesel producido en Colombia se basa en palma aceitera.
Bolivia tendría importantes ventajas comparativas para aprovechar e integrarse en el circuito de la demanda mundial de biodiesel, además que constituiría una alternativa de solución a la problemática del desempleo, agravada a la pérdida de mercado que afronta el sector oleaginoso.
En cuanto a Sudamérica, Brasil presentaría un elevado déficit de diesel fósil, por ello constituye un mercado interesante para las exportaciones bolivianas en el marco de los acuerdos energéticos con el vecino país, que han ofrecido a Bolivia transferencia tecnológica y acceso a sus mercados en condiciones preferenciales.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 7

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
II.- MERCADO DEL PROYECTO:
2.1 Estudio de Mercado
El mercado para el biodiesel producido estará constituido por la Unión Europea y países de Sud-América como ser Brasil, Argentina y Chile, ya que estos no logran satisfacer las necesidades de consumo con su producción local, debido a limitaciones de superficie agrícola y pecuaria.
Bolivia tiene la oportunidad para aprovechar un potencial mercado en crecimiento y ser parte de este fenómeno mundial, aprovechar sus ventajas comparativas y fortalecer su agroindustria que está pasando por un momento crítico ante la inminente pérdida de mercados que agravará la problemática del desempleo que aqueja al país.
2.1.1. Descripción del producto
El biodiesel es un biocombustible líquido que se obtiene a partir de lípidos naturales como aceites vegetales o grasas animales, con o sin uso previo, mediante procesos industriales de esterificación y transesterificación, y que se aplica en la preparación de sustitutos totales o parciales del petrodiésel o gasóleo obtenido del petróleo.
En la siguiente tabla se resumen las caraterìsticas tìpicas del biodiesel y del diesel petrolìfero:
Emisiones:
• Monóxido de carbono (CO) : la emisión durante la combustión del biodiesel en motores diesel es del orden del 50% inferior ( comparada con aquella que produce el mismo motor con combustible diesel ) . Es conocida la toxicidad del monóxido de carbono sobre todo en las ciudades. • Dióxido de azufre (SO2) : no se produce emisión de dióxido de azufre por cuanto el biodiesel no contiene azufre. El dióxido de azufre es nocivo para la salud humana asi como para la vegetación. • Material particulado: esta emisión con el empleo del biodiesel se reduce del 65% respecto del combustible diesel. Las partículas finas son nocivas para la salud.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 8

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
• Productos orgánicos aromáticos: el biodiesel no contiene productos aromáticos (benceno y derivados) siendo conocida la elevada toxicidad de los mismos para la salud. • Balance de dióxido de carbono (CO2) : el dióxido de carbono emitido durante la combustión del biodiesel es totalmente reabsorbido por los vegetales. Por lo tanto el biodiesel puede ser considerado un combustible renovable.
Empleando el biocombustible obtenido a partir del aceite de soja en una proporciòn del 20% con petrodiesel los resultados obtenidos son:
Toxicidad El impacto de este producto en la salud humana es un importante criterio para su empleo en aplicaciones comerciales. El efecto sobre la salud puede ser medido en tèrminos de toxicidad del producto para el cuerpo humano asi como el impacto sobre la salud de las emisiones de escape de los motores. Los laboratorios de investigaciòn WIL conjuntamente con la Universidad de Idaho investigaron la toxicidad del B20 y del B100 en ratas. Las pruebas mostraron que el biodiesel es menos tòxico que el petrodiesel.
El biodiésel puede mezclarse con gasóleo procedente del refino del petróleo en diferentes cantidades. Se utilizan notaciones abreviadas según el porcentaje por volumen de biodiésel en la mezcla: B100 en caso de utilizar sólo biodiésel, u otras notaciones como B5, B15, B30 o B50, donde la numeración indica el porcentaje por volumen de biodiésel en la mezcla.
El biodiésel se describe químicamente como compuestos orgánicos de ésteres monoalquílicos de ácidos grasos de cadena larga y corta.
El biodiésel tiene mejores propiedades lubricantes y mucho mayor índice de cetano que el diésel de poco azufre. El agregar en una cierta proporción biodiésel al gasóleo reduce significativamente el desgaste del circuito de combustible; y, en baja cantidad y en sistemas de altas presiones, extiende la vida útil de los inyectores que dependen de la lubricación del combustible.
El poder calorífico del biodiésel es 37,27 MJ/L (megajulio por litro) aproximadamente. Esto es un 9% menor que el diésel mineral. La variación del poder calorífico del biodiésel depende de la materia prima usada más que del proceso.
El biodiésel es líquido a temperatura ambiente y su color varía entre dorado y marrón oscuro según el tipo de materia prima usada. Es inmiscible con el agua, tiene un punto de ebullición alto y baja presión de vapor. Su punto de inflamación (superior a 130 °C) es mucho mayor que el del diésel (64 °C) o la gasolina (-40 °C). Tiene una densidad de aproximadamente 0,88 g/cm3, menos que el agua.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 9

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Más allá, no tiene virtualmente ningún contenido de azufre y se suele mezclar como aditivo con el diésel de bajo contenido en azufre.
Compatibilidad con materiales
Plásticos
Es compatible con el polietileno de alta densidad. Al PVC lo degrada lentamente. Algunos polímeros los disuelve al contacto directo.
Metales
Afecta a materiales basados en el cobre, también ataca el zinc, el estaño, el plomo y el hierro fundido. Los materiales de acero inoxidable y aluminio son inmunes.
Caucho
El biodiésel descompone al caucho natural de algunos componentes de motores antiguos.
Gelificación
Cuando el biodiésel se enfría hasta determinado punto, algunas moléculas se agregan y forman cristales. El combustible empieza a “nublarse” una vez que los cristales se hacen grandes (un cuarto de la longitud de onda de luz visible). Este punto se llama punto de enturbiamiento. Cuanto más frío esté el combustible, mayores son los cristales. La menor temperatura en la cual el biodiésel pasa por un filtro de 45 micrones se la llama punto de obstrucción de filtros en frío (CFPP en inglés). A menores temperaturas el biodiésel se convierte en gel y luego solidifica. Dentro de Europa, hay mucha diferencia en este punto entre países. La temperatura en la cual el biodiésel puro comienza a gelificarse depende de la mezcla de ésteres y, consecuentemente, de la materia prima usada. Por ejemplo, si se produce a partir de sebo, tiende a convertirse en gel cerca de los 16 °C.
Hay muchos aditivos que se le agregan al biodiésel para disminuir esta temperatura. Otra solución es mezclar biodiésel con diésel o queroseno. Otra es tener un tanque secundario de biodiésel acompañando al del diésel de petróleo: el primero arranca y calienta el segundo, y una vez alcanzada la temperatura necesaria, se cambia la alimentación.
Contaminación por agua
El biodiésel puede contener pequeñas cantidades de agua, pero que son problemáticas. Aunque el biodiésel no es miscible con el agua, es higroscópico como el etanol, es decir, absorbe el agua de lahumedad atmosférica. Una de las razones para que el biodiésel sea higroscópico es la persistencia de los mono y diglicéridos sobrantes de una reacción incompleta. Estas moléculas pueden actuar como un emulsionante, permitiendo que el agua se mezcle con el biodiésel. [Cita requerida] Por otro lado, puede haber agua residual
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 10

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
debido al tratamiento o como resultado de la condensación del tanque de almacenamiento. La presencia de agua es un problema porque:
El agua reduce el calor de combustión del combustible a granel. Esto significa más humo, mayores dificultades en el arranque, menor rendimiento energético.
El agua causa la corrosión de los componentes vitales del sistema de combustible: las bombas de combustible, bombas de inyección, líneas de combustible, etc.
El agua y los microbios que la acompañan atascan y estropean los filtros de papel para el combustible, lo que a su vez se traduce en un fallo prematuro de la bomba de combustible debido a la ingestión de partículas grandes.
El agua se congela para formar cristales de hielo cerca de 0 °C (32 °F). Estos cristales proporcionan sitios para la nucleación y aceleran la gelificación del combustible residual.
El agua acelera el crecimiento de las colonias de microbios, que pueden obstruir el sistema de combustible. Hay informes de usuarios de biodiésel que han calentado los depósitos de combustible para hacer frente al problema de los microbios.
Además, el agua puede producir picaduras en los pistones de un motor diésel.
Reacciones de síntesis
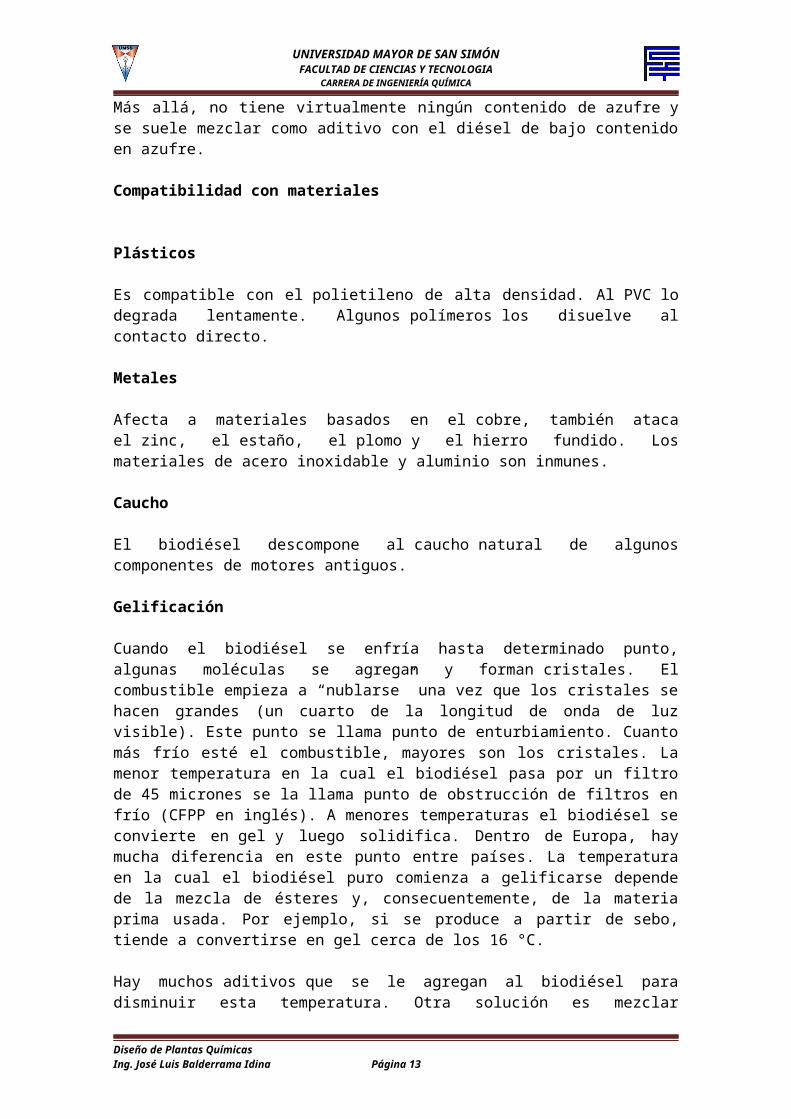
El proceso de transesterificación consiste en combinar el aceite (normalmente aceite vegetal) con un alcohol ligero, normalmente metanol, y deja como residuo de valor añadido propanotriol (glicerina) que puede ser aprovechada por la industria cosmética, entre otras.
Transesterificación
Las grasas de animales y plantas están hechas típicamente de triglicéridos, que son ésteres de ácidos grasos libres con glicerol. En el proceso, el alcohol es deprotonado (removido de un catión hidrógeno de una molécula) con una base para formar un nucleófilo (anión con un par de electrones libres) más fuerte. Comúnmente son usados etanol y metanol. Como se ve en el diagrama, la reacción no tiene otros reactivos más que el triglicérido y el alcohol.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 11

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
En condiciones ambientales normales, la reacción puede no ocurrir o hacerlo de manera muy lenta. Se usa el calor para acelerar la reacción, además de un ácido o una base. Es importante notar que el ácido o la base no son consumidos durante la reacción, es decir, son catalizadores. Casi todo el biodiésel es producido a partir de aceites vegetales vírgenes usando una base como catalizador debido a que es el método más económico, requiriendo bajas temperaturas y presiones y obteniendo una conversión del 98%. Sin embargo, hay otros métodos que usan ácidos como catalizadores que son más lentos.
Un ejemplo de la transesterificación mostrado en fórmula esquelética.
Durante el proceso de esterificación, el triglicérido reacciona con un alcohol en presencia de un catalizador, generalmente hidróxidos fuertes (NaOH o KOH). El propósito de hacer una valoración ácido-base es para saber cuánta base es necesaria para neutralizar todos los ácidos grasos libres y, entonces, completar la reacción.
Transesterificación usando bases
En este caso, la transesterificación se realiza usando una base fuerte, capaz de deprotonar el alcohol, como catalizador. Comúnmente, la base es disuelta en el alcohol para dispersarla en todo el aceite. El hidróxido debe ser muy seco: cualquier cantidad de agua en el proceso aumenta las probabilidades de saponificación, y producir jabones consumiendo la base. Una vez hecha la mezcla de alcohol y base, es agregada al triglicérido.
El átomo de carbono del grupo carbonilo del éster del triglicérido tiene una leve carga positiva y el átomo de oxígeno del grupo carbonilo tiene una pequeña carga negativa. Esta polarización del grupo C=O es la que atrae al ión del hidróxido (RO-) al lugar de reacción.
R1 Atracción polarizada |RO- ————————————————> C=O
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 12
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
| O-CH2-CH-CH2-O-C=O | | O-C=O R3 | R2
Esto genera un intermedio tetraédrico con carga negativa en el antiguo grupo
carbonilo.
R1 |RO-C-O- (par de electrones libres) | O-CH2-CH-CH2-O-C=O | | O-C=O R3 | R2
Estos electrones vuelven a unirse con el carbono y desplazan
al diacilglicerol formando un éster.
R1 |RO-C=O + -O-CH2-CH-CH2-O-C=O | | O-C=O R3 | R2
El proceso se repite para los otros dos ésteres restantes unidos al glicerol.
Esta reacción tiene unos factores limitantes:
1. El grupo RO- tiene que encajar en el espacio donde está la carga positiva
en el grupo carbonilo.
2. Al aumentar el tamaño de la cadena del alcohol la Velocidad de
reacción disminuye. Este fenómeno es llamado efecto estérico y es la
razón primaria del uso de alcoholes de cadenas cortas.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 13

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
3. Pueden ocurrir muchas otras reacciones diferentes, por esto, se agrega un
exceso de alcohol para asegurar que la transesterificación ocurra.
Estándares y regulación
os ésteres metílicos de los ácidos grasos (FAME), denominados biodiésel, son productos de origen vegetal o animal, cuya composición y propiedades están definidas en la Unión Europea en la norma EN 14214, con una excepción del índice de yodo para España, cuyo valor máximo queda establecido en 140 en vez de 120 como propone la norma EN 14214.
EN 14214
Estándares europeos que describen los requerimientos para FAME (ésteres de metanol). Existe en tres idiomas: inglés, francés y alemán. La última versión fue publicada en noviembre de 2008. Existen diferencias en la norma debido a los requisitos para clima frío.
Estas especificaciones fueron hechas por el CEN (Comité Europeo de Normalización), una organización no lucrativa privada cuyo objetivo es fomentar la economía europea en el mundo, el bienestar de los ciudadanos y el medio ambiente.
Propiedad Unidad Mínimo Máximo
Contenido de éster % (m/m) 96,5 -
Densidad a 15 °C kg/m3 860 900
Viscosidad a 40 °C mm2/s 3,5 5,0
Punto de inflamación °C >101 -
Contenido de azufre mg/kg - 10
Residuo carbonoso % (m/m) - 0,3
Índice de cetano - 51,0 -
Contenido en cenizas de sulfatos % (m/m) - 0,02
Contenido de agua mg/kg - 500
Contaminación total mg/kg - 24
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 14
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Corrosión en lámina de cobre clasificación Clase 1 Clase 1
Estabilidad a la oxidación, 110 °C horas 6 -
Valor ácido mg KOH/g - 0,5
Índice de yodo - - 120
Metiléster linolénico % (m/m) - 12,0
Metiléster poliinsaturado % (m/m) - 1
Contenido en metanol % (m/m) - 0,20
Contenido en monoglicéridos % (m/m) - 0,80
Contenido en diglicéridos % (m/m) - 0,20
Contenido en triglicéridos % (m/m) - 0,20
Glicerina libre % (m/m) - 0,02
Glicerina total % (m/m) - 0,25
Metales grupo I (Na+K) mg/kg - 5,0
Metales grupo II (Ca+Mg) mg/kg - 5,0
Contenido en fósforo mg/kg - 10,0
ASTM D6751
La ASTM (American Society of Testing and Materials) es una de las organizaciones voluntarias de estándares más grande del mundo. Establece estándares para materiales, productos, sistemas y servicios.
Estas especificaciones son para mezcla B100.
Propiedad Límites Unidad
Punto de inflamación 130,0 mín. °C
Agua y sedimentos 0,050 máx. % vol
Viscosidad cinemática a 40 °C 1,9 – 6,0 mm2/seg
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 15

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Cenizas sulfatadas 0,020 máx. % masa
Azufre (Grado S 15) 0,0015 máx. ppm
Azufre (Grado S 500) 0,05 máx. ppm
Corrosión en lámina de cobre N° 3 máx. -
Índice de cetano 47 mín. -
Punto de enturbiamientoA informar por cliente
°C
Residuo carbonoso 0,050 máx. % masa
Acidez 0,80 máx.mg KOH/g
Glicerina libre 0,020 máx. % masa
Glicerina total 0,240 máx. % masa
Contenido de fósforo 0,001 máx. % masa
Temperatura de destilación, equivalente en temperatura atmosférica, 90% recuperado
360 máx. °C
ASTM D7467
La ASTM aprobó una especificación para mezclas diésel que contienen entre 6 y 20% de biodiésel. Con esta nueva especificación los fabricantes de motores diésel pueden probar diésel B20 en los motores para asegurar su óptimo rendimiento. Actualmente, Chrysler apoya el uso de B20 en su Dodge Ram. De la misma forma, General Motors acepta un B5 pero limita el uso de B20 a flotas del gobierno.
Propiedad Unidad Mínimo Máximo
Punto de inflamación °C 52 -
Agua y sedimentos % vol. - 0,05
Ceniza % (m/m) - 0,01
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 16

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Azufre
-S15 ppm - 0,0015
-S500 ppm - 0,05
Corrosión en lámina de cobre Clasificación - No. 3
Índice de cetano - 40 -
Residuo carbonoso % (m/m) - 0,35
Valor ácido mg KOH/g - 0,3
Estabilidad a la oxidación horas 6 -
Lubricación Micrones - 520
Contenido de biodiésel % volumen 6 20
2.2.2 Información general del mercado
Bolivia tendría importantes ventajas comparativas para aprovechar e integrarse en el circuito de la demanda mundial de biodiesel, además que constituiría una alternativa de solución a la problemática del desempleo, agravada a la pérdida de mercado que afronta el sector oleaginoso.
Por ejemplo, según el Experto Miguel Barba, en la Unión Europea existe una demanda potencial que no podrá ser cubierta con su producción local, tomando en cuenta que para el consumo previsto en 2010 deberían destinar el 14% de su superficie cultivable agrícola, y en el marco del uso sostenible de sus suelos, eso es imposible porque no sacrificarán alimentos por cultivos energéticos, apuntó.
En ese sentido la introducción de biocombustibles de terceros países (en la UE) tendría acogida siempre y cuando sean acreedores de los “Certificados de sostenibilidad” exigidos. Argentina y Brasil miran ese mercado con mucha atención para destinar su oferta exportable, pero Bolivia tiene una ventaja comparativa respecto a estos países, por su acceso en condiciones preferenciales a través del SGP Plan de Uso de Suelos (Plus), que le permitiría amortiguar sus altos costos logísticos.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 17

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Adicionalmente la Unión Europea habría declarado su apoyo a los países en vías de desarrollo en la producción de biocombustibles, donde países como Bolivia tendrían mayores posibilidades de ingreso.
En cuanto a Sudamérica, Brasil presentaría un elevado déficit de diesel fósil, por ello constituye un mercado interesante para las exportaciones bolivianas en el marco de los acuerdos energéticos con el vecino país, que han ofrecido a Bolivia transferencia tecnológica y acceso a sus mercados en condiciones preferenciales.
Finalmente, señaló el Experto Miguel Barba, no se debe perder de vista a Chile, que también tiene un mercado potencial y que actualmente está trabajando en su legislación con una matriz en la que predomina el diesel. “En ese sentido, y en el marco del ACE-22 (Bolivia-Chile), nuestro país tiene una opción para ingresar a ese mercado en condiciones preferenciales, porque tampoco podrán cubrir su demanda interna de biodiésel, por la limitación de su superficie agrícola y pecuaria”.
En Argentina ya existe un Proyecto de Ley para aprobación del Congreso que obligaría a la adición del 5% de Biodiesel a todo el Diesel, dando además facilidades como ser exención total de impuestos a los fabricantes durante 10 años. Brasil vaticina que muy pronto el 30% del Diesel será reemplazado por Biodiesel. Paraguay anuncia por parte del Ministro de Desarrollo un programa de apoyo incondicional a este proyecto.
2.2. 3 Análisis de oferta
Evolución de precios del petróleo
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 18

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
El precio del petróleo llegó a alcanzar en 2008 unos niveles que, hasta no hace mucho, sólo se imaginaban posibles en un escenario en el que la oferta de petróleo se hubiera interrumpido bruscamente. Sin duda, la depreciación del dólar y ciertas características de la oferta han contribuido al alza de precios y probablemente parte de lo que hemos observado en los últimos doce meses no es más que una burbuja especulativa, pero una razón fundamental tras la fortaleza del precio del crudo ha sido la pujanza de la demanda.
En las tres últimas semanas hemos asistido a una caída muy importante de los precios del crudo. Se podría afirmar que la evolución del sistema financiero y del mercado de petróleo han seguido tendencias opuestas en este último año: el petróleo se duplicó y los bancos cayeron a la mitad. Es decir, el petróleo ha actuado como refugio para los especuladores durante la crisis financiera. Esta hipótesis justifica que hayan coincidido en el tiempo el inicio de la crisis financiera, el verano pasado, con el injustificado, según los fundamentales de oferta y demanda, aumento de los precios del petróleo y de otras materias primas.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 19

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
El pasado 15 de julio los mercados se dieron la vuelta. Desde entonces, el petróleo ha bajado cerca de un 20% y los bancos han subido por encima de un 35%. Esta venta masiva de petróleo para obtener dinero con el que cubrir las posiciones en los bancos ante la nueva regulación de la SEC provocó que, el mismo día 15 de julio, el barril de petróleo cayera más de 6 dólares, desde los 143 a los 138, caída que continuó a lo largo del mes hasta los 124 dólares.
Los precios del crudo alcanzaron un récord histórico de 147,50 dólares el barril en julio, pero debido al hundimiento de la demanda de oro negro generada por la crisis cayeron a 32,40 dólares en diciembre y rondaban en marzo de 2009 los 49 dólares (ver gráfica 1.1.1.).
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 20

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Gráfica 1.1.1. Evolución de las cotizaciones mensuales de crudo Brent
La figura muestra la evolución del precio en dólares del barril Brent —deflactado— desde los años 60 hasta la actualidad. Lo más destacado es que el petróleo ya estuvo en los niveles actuales —en los 80— y después bajó.
El previsible agotamiento del ciclo tecnológico, el aumento en la demanda y su falta de elasticidad, llevan a pensar que, a pesar del alto nivel de las reservas actuales, no deben descartarse nuevas crisis del petróleo. Para prevenir futuras
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 21

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
crisis son aconsejables políticas de diversificación de la energía y la colaboración entre sectores relacionados con el petróleo en los países consumidores y productores. La implantación de políticas para combatir el cambio climático es también especialmente importante a este respecto, por su estímulo sobre el cambio tecnológico para la conservación del petróleo.
Países productores de biocombustibles
Los cultivos destinados a producir la biomasa necesaria para realizar los diferentes biocombustibles que cada vez pisan más fuerte en el mercado se están extendiendo notablemente, siendo cada vez más la cantidad de países que se especializan en la producción de un biocombustible en particular y es constante la búsqueda de potenciales productores.
A continuación haremos un breve repaso por los principales países productores de biocombustibles:
Países productores de Biodiesel:
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 22

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
*Brasil *República Checa *EEUU * Austria *Alemania * Dinamarca *Francia * Eslovaquia *Italia * España *argentina *china
• La Unión Europea es el mayor productor, y principal mercado de biodiesel del mundo.
• Los 5 principales países productores de biodiesel, generan más del 70% del total mundial (2009).
Aunque Europa sigue siendo el primer productor mundial de biodiesel, las tasas de crecimiento de varios países latinoamericanos sobre todo, de la Argentina, Brasil y Colombia indican que la región está encaminada a convertirse en la mayor productora del mundo.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 23

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
El dato se desprende del estudio Estado de la industria argentina de biodiesel: reporte segundo cuatrimestre 2009, realizado por la Cámara Argentina de Energías Renovables (Cader) y presentado ayer. De acuerdo con el trabajo, que toma, entre otras, estadísticas de la cámara de productores de Europa la European Biodiesel Board, la Argentina pasó del octavo puesto en el ranking mundial que ocupaba en 2007, con una producción de 180.000 toneladas de biodiesel, al quinto lugar en 2008, con 960.000 toneladas.
Según Cader, el fuerte incremento de la producción de biodiesel que tuvieron sobre todo la Argentina (433%), Brasil (189%) y Polonia (244%) entre 2007 y 2008, sacaron, por ejemplo, a España del top ten mundial, pese a que la producción del país ibérico cayó solo un 3 por ciento interanual.
En tanto, la producción de Francia también creció fuertemente (108%), “debido a metas de consumo interno más altas que el resto de la UE y de incentivos específicos para los productores franceses”.
“La gran sorpresa la dio Brasil –el ya mayor productor mundial de etanol de caña de azúcar–, que ha logrado superar la producción nacional para convertirse en el principal productor de biodiesel de la región”, superando a la Argentina tanto en 2007 como en 2008, sostiene el informe.
Estados Unidos, el mayor productor de soja del mundo, es el segundo fabricante global de biodiesel; Brasil, el segundo productor global de soja, es el cuarto de biodiesel. La Argentina es el tercer productor mundial de la oleaginosa.
Mercado Mundial de Biodiesel
Capacidad, Producción, Mercado Interno y Exportación 2010 (en MM Ton)
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 24

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Los únicos productores latinoamericanos de biodiesel del mundo son Brasil, Argentina y Colombia:
PRINCIPALES PAÍSES PRODUCTORES DE BIODIESEL, ESTIMACIÓN PARA 2010
Brasil, Argentina y Colombia son los únicos países latinoamericanos que figuran entre los principales productores de bioetanol y biodiesel del mundo, según datos del último estudio sobre biocombustibles publicado por la Comisión Económica para América Latina y el Caribe (CEPAL).
Los biocombustibles pueden ser elaborados con una amplia gama de productos agrícolas y forestales. Desde el 2000, su producción en el mundo ha crecido a un ritmo anual de 10%, totalizando 90.187 millones de litros en 2009.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 25

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
De ese total, 82% corresponde a bioetanol y 18% a biodiesel, especifica el Estudio regional sobre economía de los biocombustibles 2010: temas clave para los países de América Latina y el Caribe.
Brasil es el segundo productor de bioetanol del mundo, con 33,2 por ciento de participación en el mercado, detrás de Estados Unidos, responsable de 54,7 por ciento de la producción mundial, según datos de 2009. Colombia, en tanto, figura en el décimo lugar de países productores, con 0,4 por ciento.
Argentina, por su parte, es el segundo productor mundial de biodiesel, con 13,1 por ciento del mercado, también después de Estados Unidos, que lidera con 14,3 por ciento. Brasil se ubica en quinto lugar, con 9,7 por ciento de participación.
Sin embargo, antes de embarcarse en su producción, los gobiernos deben llevar a cabo análisis en profundidad sobre su potencial e identificar los posibles impactos ambientales y sociales, así como los vínculos con la seguridad alimentaria.
2.2. 3 Análisis de la oferta-demanda
Para realizar el análisis de la oferta-demanda primero estudiaremos la demanda en si del producto.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 26

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Biodiesel Demand
Debido a la alta demanda de las oleaginosas que nos proveen de aceite para el biodiesel, en la actualidad existen proyectos concretos para la inserción de nuevos cultivos que nos brindaran una nueva alternativa que no compita con las oleaginosas que nos ofrecen alimento.
Definimos nuestro mercado lo más estable y en crecimiento como muchas investigaciones y pronósticos.
Según estas investigaciones y los estudios de Holin ™ Productos Bio Energía, Holin BioDiesel y Holin Bio Combustible de calefacción y Holin Bio Gas -Electricidad hecho de la naturaleza, relacionados con el mercado se espera que crezca a EURO17 mil millones para el año 2011, según los estudios de viabilidad a más de 200 millones de euros para el año 2046. Nuestros clientes no son contables, pero estarán en cada pueblo, ciudad, condado, estado. Una corriente constante al alza de los usuarios y clientes se predice y se puede experimentar día a día.
"El mercado mundial de biodiesel se prepara para un crecimiento explosivo en los próximos diez años. A pesar de que Europa actualmente representa el 90%
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 27

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
del consumo de biodiesel y la producción mundial, los EE.UU. está aumentando la producción a un ritmo más rápido que Europa, y Brasil se espera que supere la producción europea y de EE.UU. de biodiesel para el año 2015 ", dice William Thurmond, autor de biodiesel para 2020 y Director de Consultoría de Gestión en los mercados emergentes en línea.
En los EE.UU., el mercado para el biodiesel está creciendo a un ritmo alarmante. El consumo de biodiesel en los EE.UU. creció de 25 millones de galones por año en2004 hasta 78 millones de galones en 2005. La producción de biodiesel en los EE.UU.se esperaba que alcance 300 millones de galones a finales de 2006, y para llegar a aproximadamente 750 millones de galones por año en 2007.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 28

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
En otras partes del mundo, el biodiesel se está convirtiendo cada vez más importante que los gobiernos reaccionan a la creciente dependencia de las importaciones de petróleo y promulgan nuevas políticas sobre combustibles alternativos y objetivos. Las preocupaciones económicas y ambientales de seguridad están dando a luz a los objetivos del nuevo gobierno y los incentivos en China, India, Brasil y Europa, destinada a reducir las importaciones de petróleo y aumentar el consumo y la producción de combustibles alternativos y renovables.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 29

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 30

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Demanda de países de Sud-América
B7, ENTRA EN VIGENCIA EL AUMENTO DEL 5% AL 7% DE BIODIESEL EN LA MEZCLA CON GASOIL EN ARGENTINA
A partir de ahora, aumenta la proporción de biodiesel en el gasoil.
Con su publicación el Boletín Oficial, entró en vigencia la ampliación del corte obligatorio con el biodiesel del 5% al 7%. Esperan reducir las importaciones.
CIUDAD DE BUENOS AIRES (Urgente24). La Secretaría de Energía oficializó este martes (14/9), con su publicación en el Boletín Oficial, la ampliación del corte obligatorio de gasoil con biodiesel del 5% al 7%.
La Resolución Nº 828/2010, con la firma del secretario Daniel Cameron, establece una modificación a la Resolución 6/10 respecto a la calidad del biocombustible y su porcentaje por volumen del combustible vehicular.
Nuevo mercado de biocombustibles en Chile: Análisis de la demanda.
Al analizar las características actuales de los biocombustibles surge la pregunta sobre si es factible comercializarlo en Chile. A simple vista al observar que la eficiencia energética es similar comparado con el diesel común (biocombustibles 5% inferior pero con mayor lubricidad respecto al diesel) y que el costo de producción actual es mayor, hace pensar que el biocombustible aún no está listo
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 31

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
para ser un agente importante en la matriz energética del país. Pero dadas las características de nuestro mercado, como que el 39% de nuestra matriz energética se compone de petróleo y que el 97% de su consumo es importado, altos recargos combustibles fósiles y la crisis del recorte de las importaciones de gas natural desde Argentina, provoca que sea interesante realizar un estudio sobre la posibilidad de invertir en la producción y comercialización de biocombustibles.
Fuente: CNE
Figura 2. Matriz energética actual del país
En el corto plazo la comercialización de biocombustible puede ayudar a controlar el problema que actualmente sufren las empresas debido a los cortes de gas natural. El potencial papel para los biocombustibles es el de reemplazar el diesel usado por las empresas usuarios de gas natural con cortes de suministro. Pero el consumo de biocombustibles en el largo plazo se observa de forma sustentable, debido a que en el mes de enero de 2005 la Secretaría de Energía de Argentina publicó el "Boletín Anual de Reservas de Hidrocarburos 2003"; al analizar la cubicación de las reservas comprobadas de gas natural al 31 de Diciembre de ese año se observa que las cuencas sedimentarias del país contaban con 612.496 millones de m3. Ahora bien, si a tal volumen de reservas certificadas se le restan los 48.280 millones de m3 producidos en 2004, las reservas comprobadas de este fluido disminuyeron a 564.216 millones de m3; es decir, un horizonte de vida inferior a los 12 años de disponibilidad de gas, contemplando el nivel de producción del año pasado, lo que supone un agotamiento definitivo de los yacimientos gasíferos hacia el año 2016. No obstante, si se consideran las proyecciones del ENARGAS (Ente Nacional Regulados del Gas Natural) en la producción de este hidrocarburo para los años 2005 y 2010, correspondientes a 60.000 millones de m3 y 90.000 millones de m3, respectivamente, la disponibilidad de gas natural alcanzará a cubrir las necesidades energéticas del país hasta el año 2012 como máximo. Por lo que el porcentaje de participación en la matriz energética del biocombustible puede ser de magnitud considerable en el futuro.
Nuestro estudio se enfocará a estimar la conveniencia de la comercialización de biocombustibles en el corto plazo, atendiendo el problema del sector industrial, debido a que la resolución externa N°754/2004 de la Superintendencia de Electricidad y Combustibles en su artículo segundo N°31, letras b, c y d, garantiza el suministro de gas natural a los clientes residenciales y comerciales, por sobre el industrial y el de las centrales eléctricas. Por esto, muchas industrias han debido
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 32

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
reemplazar el déficit de gas natural con diesel, disminuir o incluso parar la producción.
Los recortes de las importaciones siguen hasta la fecha, la CNE registra diariamente las restricciones que impone el gobierno argentino. En la figura 4 muestra que el déficit diario promedio para el año 2006 alcanza a los 7 MMm3, lo que significa un déficit anual de 2.555 MMm3.
Fuente: CNE
Nota: Envío real para el año 2006 es estimado
Figura 4. Chile: Importaciones Proyectadas vs. Envíos Efectivos
Según los datos y las proyecciones de consumo entregadas por la CNE en el año 2004, el sector industrial consume un 15%, teniendo un consumo promedio del 3463,8 MMm3 diarios. Además, el ritmo de crecimiento promedio es del 2%, estas proyecciones claramente no se cumplirán, dado el nivel de recortes y a la desconfianza en invertir por parte de los usuarios en un combustible errático en su oferta y que ha sufrido un constante alza en los precios.
Consumo Anual GN (MMm3)
ResidencialComercial Industrial Termoeléctrico Petroquímica (XIIa)
Refinerías ENAP
Transporte TOTAL
2005 426,559 136,333 1,264,296 2,636,151 3,253,552 762,250 32,232 8,511,3732006 450,510 147,209 1,438,640 2,881,139 3,591,643 850,525 32,443 9,392,1092007 472,796 160,211 1,478,943 3,179,669 3,571,089 912,250 32,595 9,807,552
2008 493,571 176,866 1,508,102 3,335,001 3,598,780 918,850 32,77310,063,94
3
2009 517,837 184,890 1,564,313 4,587,295 3,620,479 892,850 33,09411,400,75
7
2010 545,096 190,238 1,597,677 5,263,325 3,626,419 1,036,250 33,28412,292,29
0
2011 576,981 196,853 1,632,769 5,260,125 3,545,348 1,043,250 33,83912,289,16
6
2012 608,883 203,475 1,668,954 5,348,615 3,609,018 1,123,250 34,39912,596,59
4
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 33

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
2013 641,148 209,914 1,706,106 5,451,585 3,591,643 1,206,850 34,96412,842,20
9
2014 674,370 216,194 1,744,330 5,563,645 3,571,089 1,215,850 35,53413,021,01
1
Tabla 6. Proyección de consumo gas natural (Fuente: CNE)
Biocombustibles en el Paraguay
Situación actual y perspectivas:
DEMANDA DE ENERGÍA
Alrededor del 52% de la demanda de energía en el Paraguay corresponde a productos de la biomasa y derivados (año 2009).
FUENTE: “Estudio de País: Paraguay” Aplicación del Modelo
MAED del Organismo Internacional de Energía Atómica (OIEA).
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 34

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Proyecto Regional RLA/0/029. Primer Borrador. Diciembre de 2007.
Viceministerio de Minas y Energía.
Aproximadamente el 34% de la demanda final de energía corresponde a Derivados del petróleo.
2.2.4. Costo del producto
La fijación del costo del producto estará estimada por el precio de venta de nuestro vecino país argentina, siendo este uno de los mayores exportadores a ni vel mundial de este producto en los últimos años.
El costo del biodiesel depende del precio de mercado de los aceites vegetales. En general el B20, mezcla al 20 % eleva el precio del combustible entre 60 y 80 centavos de dólar por galón. En Argentina estando hoy el precio del gasoil en 50 cvs./lt., una mezcla B20 estaría entre los 49 y 53 cvs./lt., según se le aplique o no la carga tributaria correspondiente. Este cálculo se realiza con un aceite de soja cotizando a 300 U$S/tn, y con un margen de ganancia del 20 % sobre el costo de producción en las ventas de la planta industrial.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 35

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
A finales de mayo del 2008 el biodiesel se vendía a $ 5.15 usd por galón, el diesel se vendía en alrededor de $ 4.73 usd por galón en EEUU, la diferencia entre los combustibles era de tan solo 42 centavos de dólar por galón, si consideramos que el biodiesel tiene un crédito de 1 dólar por galón, el biodiesel costaba 58 centavos de dólar más barato que el diesel fósil.
El alto costo del barril de petróleo (arriba de los $ 100 usd / barril) y el subsidio de $ 1 usd por galón de biodiesel, en conjunto permitieron que el biodiesel fuera económicamente más atractivo que el diesel fósil en EEUU.
A finales de julio del 2009 el precio del diesel ultra bajo en azufre (UBA) fue de $2.53 usd por galón, el del biodiesel esa misma semana fue de $ 2.78 usd por galón, la diferencia entre los combustibles es solo de 25 centavos de dólar, si consideramos el incentivo del dólar por galón el biodiesel costó 75 centavos más barato que el diesel fósil. La brecha entre los combustibles cada día se hace más pequeña.
A continuación se presentan dos escenarios donde se muestran los beneficios que podría traer el exentar a las mezclas de biodiesel con diesel el IEPS, así como el beneficio que trae el uso de biodiesel en cuanto a rendimiento:
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 36
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Como se puede apreciar en las tablas anteriores la exención del IEPS marca una gran diferencia en cuanto a la rentabilidad del uso del biodiesel ya que prácticamente se puede utilizar hasta un B20 sin impactar en gran medida al usuario o un B15 representando un ahorro importante.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 37

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
El precio FOB del biodiesel argentino ha seguido la tendencia mundial, inicialmente alcista, alcanzando su máximo en Agosto 2008 (USD 1.375 la tonelada) para luego iniciar un ciclo descendente. A los fines de este estudio, se tomará como precio de referencia para el caso base, el correspondiente al promedio de las operaciones registradas en enero de 2009, es decir, USD 809 la tonelada.
III. ABASTECIMIENTO DE MATERIAS PRIMAS, MATERIALES Y SUMINISTROS.-
3.1. Descripción de materia prima
El aceite de la caña es una fuente de ácidos grasos que, hasta ahora, no ha sido objeto de atención a nivel mundial para la producción de este combustible renovable. Los ésteres de ácidos grasos presentes pueden ser transformados mediante una reacción química a alquil-ésteres (biodiésel). La cantidad de aceite presente en la cachaza oscila alrededor de 12% del peso [Vera, 1999; Villanueva, 2000] y presenta algunas ventajas para su empleo como sustrato, pues su costo es muy bajo debido a que proviene de un residuo agroindustrial, tiene bajo contenido de ácidos grasos libres que pueden perjudicar la reacción y presenta una gran disponibilidad en nuestro país. Una de las limitaciones en la producción de biodiésel está dada por los altos precios de los aceites convencionales y por las etapas de purificación de los productos secundarios. La utilización del aceite de cachaza como fuente para la producción de biodiésel, es una forma de obtener un biocombustible sin utilizar como materia prima fuentes de alimentos, ni emplear tierras para el cultivo de materias primas con ese fin.
El aceite de cachaza es ácido, de color oscuro y olor característico. Las sustancias olorosas se pueden eliminar por los métodos tradicionales de refinación de grasas y aceites, en cambio el color oscuro producto de la presencia de clorofila y caroteno no es posible eliminarlo por estos métodos, a no ser por destilación al vacío, a causa de la similitud de estos pigmentos con los glicéridos, por lo que se debe de someter al aceite a un proceso de destrucción o transformación de pigmentos antes de la refinación.
3.2. Fuentes de materia prima e insumos
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 38

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Brasil
Sao Paulo, Minas Gerais y Paraná
Brasil es el primer productor y exportador mundial de azúcar. Este país suramericano produce el 20% del azucar mundial y exporta alrededor de 20 millones de toneladas a más de 150 pasíses en todo el mundo. Sus exportaciones equivalen al 40% del azucar que se comercializa en el mundo, donde el 60% se refiere al azúcar moreno o brown sugar.
Bolivia
Santa Cruz de la Sierra
Actualmente, el área de producción de caña de azúcar en el departamento de Santa Cruz está ubicada en 9 municipios: Andrés Ibáñez, La Guardia, El Tomo, Cotoca, Warnes, Portachuelo, Montero, Mineros y General Saavedra. Esta zona abarca más de 100.000 hectáreas cultivadas y cuenta con 4 ingenios productores: San Aurelio, La Bélgica, Guabirá y Unagro, que en conjunto producen algo más de 10 millones de quintales de azúcar.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 39

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
La planta productora de Biodiesel utiliza como materia prima básica el aceite cachaza, que es el residuo de la industria azucarera, constituyéndose este como el principal.
Los principales ingenios azucareros se encuentran ubicados en la ciudad de Santa Cruz, siendo uno de los más grandes el ingenio Guabirá, que se encuentra en la provincia de Montero.
3.3 Costos de materia prima y suministros
3.3.1 Costos de materia prima
Debido a que no se cuenta con precios de mercado de la cachaza (residuo de la producción de azúcar), tomaremos como base para el cálculo del costo de la materia prima el costo de la caña de azúcar, del cual estimaremos un costo proporcional al porcentaje de cachaza obtenido de una TM de caña de azúcar y a los procesos realizados sobre esta.
PRECIOS AL PRODUCTOR DE CAÑA DE AZÚCAR
El precio al productor de caña de azúcar durante el periodo de 1996-2006 paso de $177.00 (pesos mexicanos) por tonelada en 1996 a $372.00 (pesos mexicanos) por tonelada en 2006, el precio promedio durante este periodo fue de $280.00
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 40

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
(pesos mexicanos) a nivel nacional lo que implica un crecimiento de 7.69% y para el periodo 1997-2007 el precio al productor en promedio fue de $299 (pesos mexicanos) por tonelada,
El precio al productor más alto que se registró de 1996-2006 es el estado de San Luis Potosí al promediar $303.00 (pesos mexicanos) por tonelada y para la década de 1997-2007 el precio en promedio es de $323.00 (pesos mexicanos) por tonelada, mientras que el precio más bajo registrado de 1996-2006 se tuvo en Sinaloa al promediar $254.00 (pesos mexicanos) pesos por tonelada y para el periodo 1997-2007 es de $168.00 (pesos mexicanos) por tonelada. En Veracruz, principal estado productor de caña de azúcar el promedio del precio al productor en la década de 1996-2006 fue de $272.00 (pesos mexicanos) por tonelada, lo que implicó un crecimiento de 7.84%. y para la década de 1997-2007 el precio en promedio es de $290.00 (pesos mexicanos) por tonelada.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 41

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Precio de tonelada de caña alcanzará los 700 pesos
Publicado el 9 noviembre, 2010 por Nallely Ramos
Precios de 700 pesos por tonelada de azúcar se vislumbran para la próxima zafra, resultado de los acuerdos a nivel nacional y el rendimiento en campo, anunció Juan Humberto García Sánchez, secretario de la SEDARPA.
El funcionario estatal recordó que en Veracruz se cuenta con más del 45% de la superficie total cultivada a nivel nacional de la gramínea, lo que garantiza un ciclo azucarero extraordinario, donde se deberá cuidar el precio del endulzante.
Mediante el análisis realizado en la República de Mexico, y el precio parecido en nuestro país tomaremos como base el precio de 700 pesos mexicanos por tonelada de caña de azúcar (60 $us).
La cachaza, lodo de filtros o torta de filtro es el principal residuo de la industria del azúcar de caña, y su precio relativamente bajo la hace atractiva frente a otros productos orgánicos, produciéndose de 30 a 50 kg por tonelada de materia prima procesada, lo cual representa entre 3 y 5 % de la caña molida.
Por lo cual estimaremos un precio base de cachaza de 0.2 [$us/kg cachaza]
3.3.2 Costos de suministros
Para la extracción del aceite se emplea nafta comercial (10,04 kg nafta/kg cachaza), y en la reacción de transesterificación para la obtención de etilésteres (biodiésel), etanol extrafino (3,5 y 15 moles etanol/mol aceite) y NaOH (1% peso del aceite) como catalizador de la reacción.
Nafta:
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 42

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Precio promedio de un litro de nafta convencional en dólares y euros:
1.En España el litro cuesta 1,73 dólares o 1,19 euros.2.En Uruguay 1,70 dólares o 1,16 euros.3.En Brasil 1,68 dólares o 1,15 euros.4.En República Dominicana 1,51 dólares o 1,03 euros.5.En Chile 1,37 dólares o 0,93 euros.6.En Canadá 1,23 dólares o 0,84 euros.7.En Estados Unidos 1.21 dólares o 0,82 euros.8.En Paraguay 1,12 dólares o 0,76 euros.9.En Colombia 1,06 dólares o 0,72 euros.10.En Argentina 0,94 dólares o 0,64 euros.11.En México 0,69 dólares o 0,47 euros.12.En Bolivia 0,51 dólares o 0,34 euros.13.En Ecuador 0,37 dólares o 0,25 euros.14.En Venezuela el litro cuesta solamente 0,03 dólares o 0,021 euros.
Etanol extra fino(96º):
Hidróxido de Sodio
Suministro cantidad Costo
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 43

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Hidróxido de sodio(soda
caústica)
1000 Kg 330 $
3.4 Disponibilidad de materia prima
Como ya se mencionó anteriormente el ingenio azucarero “Guabirá” es uno de los más grandes del país con una producción anual de 2,6 millones de quintales, la cual planean incrementar este año a unos 3 millones de quintales.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 44

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
También se encuentra la Corporación Unagro S:A:, que es el segundo ingenio de mayor producción en la zona.
IV. UBICACIÓN Y EMPLAZAMIENTO
La ubicación y emplazamiento de la plata química de producción de biodiesel es
un factor importante a considerar dada la magnitud y el costo que significará la
inversión en el proceso de producción, la ubicación óptima de la planta irá en
beneficio o desmedro de tales factores.
4.1 Evaluación de la localización
En la evaluación de la localización se considera muy especialmente la macro localización y no así la micro localización, esto debido a las singularidades del presente proyecto.
Para la implementación de la planta se debe tener en cuenta factores como, la cercanía al mercado, la disponibilidad de suministros como ser agua, luz, etc, capacidad de transporte y algunos aspectos ambientales importantes.
4.2 Factores considerados para el análisis de macro localización
Se consideran los siguientes factores:
Cercanía a las fuentes de abastecimiento
Cercanía a los mercados
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 45

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Disponibilidad de insumos
Clima
Cercanía a las fuentes de abastecimiento
Esta es una de las variables más importantes a tomar en cuenta en el análisis de la localización siendo que está relacionado directamente con los costos.
En Bolivia, existe grandes plantas de producción de azúcar a partir de la caña de azúcar, estando localizadas en su mayoría en la ciudad de Santa Cruz de la Sierra, como se mostro anteriormente en los mapas, por lo que la planta deberá situarse preferentemente en esta ciudad para aminorar en costos de transporte.
Entre otros ingenios se puede mencionar los siguientes:
planta industrial don guillermo ltda. (santa cruz) ingenio azucarero roberto barbery paz (minero) (santa cruz)
Otra posible localización de la Planta sería en la ciudad de Tarija, ya que en esta se encuentra uno de los ingenios más grandes del país, el ingenio azucarero de Bermejo, ubicado en la provincia de este mismo nombre.
Cercanía a los mercados
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 46

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Como el proyecto pretende alcanzar los mercados nacional y local en el análisis se debe buscar aquella localización que no solo minimice los costos de transporte sino también aquellos en que se incurrirán por costos de producto terminado.
Como los principales consumidores se encuentran dentro el eje central de la red de suministro de combustibles y existiendo una infraestructura caminera aceptable, se puede estipular con certeza que el único punto a analizar sería el costo que implicará este traslado de materia.
Disponibilidad de insumos
Otro factor importante a tomar en cuenta para el análisis es la disponibilidad de insumos, en cuanto la planta debe contar siempre con los mismos para su normal funcionamiento.
Entre los aspectos a considerarse esta la disponibilidad de agua en la planta de biodiesel, como en el proceso no se utiliza agua este no es un factor determinante en la ubicación de la planta.
Se tomará en cuenta la disponibilidad de soda caústica y la cercanía con estos mercados de venta, por lo que se sabe que la soda caústica se comercializa en los departamentos de La Paz, Cochabamba, Potosí y en Santa Cruz.
Clima
En cuanto al factor clima, es importante resaltar que el clima templado es el más adecuado para el correcto desenvolvimiento de los trabajadores, y para evitar accidentes de carácter natural que puedan llegar a afectar la planta o sus inmediaciones, por lo cual se prevé un sistema de aire acondicionado en la planta.
4.3 Factores de ponderación
Con los datos anteriormente analizados se realiza una tabla de factores de ponderación comparando los departamentos de Cochabamba, Santa Cruz y Tarija dando una mayor calificación a los factores más importantes, y de esta manera conocer cuál será la mejor localización de la planta química de biodiesel.
FACTORES DE PONDERACION
FACTOR PESOCOCHABAMBA SANTA CRUZ TARIJA
CALIF. POND CALIF. POND. CALIF. POND.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 47

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Disponibilidad de
materia prima0,35 3 1,05 9 3,15 8 2,8
Cercanía al
mercado0,1 6 0,60 8 0,90 7 0,7
Costo de insumos 0,25 6 1.50 7 1.75 8 2,00
Clima 0,1 7 0,70 4 0,40 5 0,50
Disponibilidad de
mano de obra0,2 5 1 8 1,6 5 1
TOTAL 1.00 4,85 7,80 7,00
El cuadro de los factores de ponderación nos muestra que la mejor macro zona para la implementación de la planta es el departamento de Santa Cruz de la Sierra, debido a la disponibilidad de materia prima en los distinto ingenios azucareros de esta ciudad, la cercanía al mercado en vista que se encuentra en la frontera con los países más consumidores de este producto en sud América, el clima que no es el deseado pero tiene solución y la disponibilidad de mano de obra, como una segunda opción se tiene al departamento de Tarija que presenta un menor valor de ponderación, ya que cuenta con una parecida disponibilidad de materia prima pero un menor puntaje en cuanto a la cercanía al mercado y disponibilidad de mano de obra.
Realizado el análisis de localización se determina Santa Cruz como el mejor lugar para la implementación de la planta.
V. INGENIERIA DEL PROYECTO
Para la producción de biodiesel se ha seleccionado la técnica propuesta por la
Universidad Central “Marta Abreu” de Las Villas – Cuba. El proceso es
actualmente estudiado con gran éxito en el simulador de procesos HYSYS y sus
diferentes plantas piloto.
5.1. Descripción del proceso
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 48

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
El biodiésel se produce a partir de los aceites vegetales y animales que se
convierten en ésteres de etilo, a través de una reacción química denominada
transesterificación, usando etanol o metanol en presencia de un catalizador básico
o ácido. La transesterificación (o alcohólisis) de un éster es un intercambio parcial
de grupos mediante una reacción reversible catalizada por una pequeña cantidad
de etóxido de sodio.
Proceso de Obtención a Partir de Aceites Vegetales o Animales:
Materias primas
Las materias primas más comunes utilizadas para la fabricación de biodiésel son
los aceites de fritura usados y el aceite de girasol (el contenido medio del girasol
en aceite es de 44% por lo que será la mejor opción en cuanto a agricultura
energética). También se están realizando pruebas con aceite de colza y con
Brassica carinata.
Cualquier materia que contenga triglicéridos puede utilizarse para la producción de
biodiésel (girasol, colza, soja, aceites de fritura usado, sebo de vaca,...). Por otra
parte, la utilización de aceites usados no es todavía significativa. A continuación
(tabla 2), se detallan las principales materias primas para la elaboración de
biodiésel [Vicente 1998, 2001].
Tabla 2. Principales materias primas para la producción de biodiésel.
ACEITES
CONVENCIONALES
ACEITES
VEGETALES
ALTERNATIVOS
OTRAS FUENTES
Girasol Brassica carinataAceite de semillas modificadas
genéticamente
Colza Cynara curdunculusGrasas animales (sebo de vaca y
búfalo)
Coco Camelina sativa Aceites de micoralgas
Soja Crambe abyssinicaAceite de producciones
microbianas
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 49

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Palma Pogianus Aceites de fritura
Aceites vegetales convencionales
Las materias primas utilizadas convencionalmente en la producción de biodiésel
han sido los aceites de semillas oleaginosas como el girasol y la colza (Europa),
la soja (Estados Unidos) y el coco (Filipinas); y los aceites de frutos oleaginosos
como la palma (Malasia e Indonesia). Por razones climatológicas, la colza
(Brassica napus) se produce principalmente en el norte de Europa y el girasol
(Helianthus annuus) en los países mediterráneos del sur, como España o Italia.
La utilización de estos aceites para producir biodiésel en Europa ha estado
asociada a las regulaciones de retirada obligatoria de tierras de la Política
Agraria Común (PAC) que permite el cultivo de semillas oleaginosas a precios
razonables. Sin embargo, la dedicación de sólo las tierras de retirada para la
producción de materias primas energéticas supone un riesgo por cuanto estas
superficies varían en el tiempo, ya que el régimen de retirada de tierras
depende de la oferta y la demanda de cereales alimentarios, lo que implica que
este índice está sujeto a alteraciones.
Aceites vegetales alternativos
Además de los aceites vegetales convencionales, existen otras especies más
adaptadas a las condiciones del país donde se desarrollan y mejor
posicionadas en el ámbito de los cultivos energéticos. En este sentido, destacan
la utilización, como materias primas de la producción de biodiésel, de los
aceites de Camelina sativa, Crambe abyssinica y Jatropha curcas. Existen otros
cultivos que se adaptan mejor a las condiciones de España y que presentan
rendimientos de producción mayores. En concreto, se trata de los cultivos
de Brassica carinata y Cynara cardunculus. La Brassica carinata es una
alternativa real al secano y regadío extensivo. La Cynara cardunculus es un
cultivo plurianual y permanente, de unos diez años de ocupación del terreno, y
orientado fundamentalmente a la producción de biomasa, aunque también
pueden aprovecharse sus semillas para la obtención de aceite. Se obtienen de
2.000 a 3.000 kilogramos de semillas, cuyo aceite sirve de materia prima para la
fabricación de biodiésel.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 50

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Aceites vegetales modificados genéticamente
Los aceites y las grasas se diferencian principalmente en su contenido en
ácidos grasos. Los aceites con proporciones altas de ácidos grasos
insaturados, como el aceite de girasol o de Camelina sativa, mejoran la
operatividad del biodiésel a bajas temperaturas, pero diminuyen su estabilidad a
la oxidación, que se traduce en un índice de yodo elevado. Por este motivo, se
pueden tener en consideración, como materias primas para producir biodiésel,
los aceites con elevado contenido en insaturaciones, que han sido modificados
genéticamente para reducir esta proporción, como el aceite de girasol de alto
oleico.
Aceites de fritura usados
El aceite de fritura usado es una de las alternativas con mejores perspectivas
en la producción de biodiésel, ya que es la materia prima más barata, y con su
utilización se evitan los costes de tratamiento como residuo. España es un gran
consumidor de aceites vegetales, centrándose el consumo en aceite de oliva y
girasol. Por su parte, los aceites usados presentan un bajo nivel de reutilización,
por lo que no sufren grandes alteraciones y muestran una buena aptitud para su
aprovechamiento como biocombustible. La producción de los aceites usados en
España se sitúa en torno a las 750.000 toneladas/año, según cifras del 2004.
Además, como valor añadido, la utilización de aceites usados significa la buena
gestión y uso del residuo, el informe sobre el marco regulatorio de los
carburantes propone reciclar aceite de fritura en biodiésel, este aceite da
problemas al depurar el agua; sin embargo, su recogida es problemática. La
Comisión Europea propone que el Ministerio de Medio Ambiente y los
Ayuntamientos creen un sistema de recogida de aceite frito, oleinas y grasas en
tres etapas: industrial, hostelería y doméstica, con especial atención a su
control y trazabilidad debido a su carácter de residuo. En el caso español, dicha
recogida no está siendo promovida enérgicamente por la Administración pese a
que la Ley 10/98 de Residuos establece la prohibición de verter aceites usados,
lo cual es un incentivo más para su utilización en la fabricación de biodiésel.
Grasas animales
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 51
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Además de los aceites vegetales y los aceites de fritura usados, las grasas
animales, y más concretamente el sebo de vaca, pueden utilizarse como
materia prima de la transesterificación para obtener biodiésel. El sebo tiene
diferentes grados de calidad respecto a su utilización en la alimentación,
empleándose los de peor calidad en la formulación de los alimentos de
animales. La aplicación de grasas animales surgió a raíz de la prohibición de
su utilización en la producción de piensos, como salida para los mismos como
subproducto. Sin embargo, actualmente no existe un nivel de aplicación
industrial en España.
Aceites de otras fuentes
Por otra parte, es interesante señalar la producción de lípidos de composiciones
similares a los aceites vegetales, mediante procesos microbianos, a partir de
algas, bacterias y hongos, así como a partir de microalgas.
Transesterificación
La reacción química como proceso industrial utilizado en la producción de
biodiésel, es la transesterificación, que consiste en tres reacciones reversibles y
consecutivas. El triglicérido es convertido consecutivamente en diglicérido,
monoglicérido y glicerina. En cada reacción un mol de éster metílico es liberado.
Todo este proceso se lleva a cabo en un reactor donde se producen las
reacciones y en posteriores fases de separación, purificación y estabilización.
Las tecnologías existentes, pueden ser combinadas de diferentes maneras
variando las condiciones del proceso y la alimentación del mismo. La elección
de la tecnología será función de la capacidad deseada de producción,
alimentación, calidad y recuperación del alcohol y del catalizador. En general,
plantas de menor capacidad y diferente calidad en la alimentación (utilización al
mismo tiempo de aceites refinados y reutilizados) suelen utilizar procesos Batch
o discontinuos. Los procesos continuos, sin embargo, son más idóneos para
plantas de mayor capacidad que justifique el mayor número de personal y
requieren una alimentación más uniforme.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 52

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Proceso Discontinuo
Es el método más simple para la producción de biodiésel donde se han
reportado ratios 4:1 (alcohol:triglicérido). Se trata de reactores con agitación,
donde el reactor puede estar sellado o equipado con un condensador de reflujo.
Las condiciones de operación más habituales son a temperaturas de 65ºC,
aunque rangos de temperaturas desde 25ºC a 85ºC también han sido
publicadas. El catalizador más común es el NaOH, aunque también se utiliza el
KOH, en rangos del 0,3% al 1,5% (dependiendo que el catalizador utilizado sea
KOH o NaOH). Es necesaria una agitación rápida para una correcta mezcla en
el reactor del aceite, el catalizador y el alcohol. Hacia el fin de la reacción, la
agitación debe ser menor para permitir al glicerol separarse de la fase éster. Se
han publicado en la bibliografía resultados entre el 85% y el 94%.
En la transesterificación, cuando se utilizan catalizadores ácidos se requiere
temperaturas elevadas y tiempos largos de reacción. Algunas plantas en
operación utilizan reacciones en dos etapas, con la eliminación del glicerol entre
ellas, para aumentar el rendimiento final hasta porcentajes superiores al 95%.
Temperaturas mayores y ratios superiores de alcohol:aceite pueden asimismo
aumentar el rendimiento de la reacción. El tiempo de reacción suele ser entre
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 53
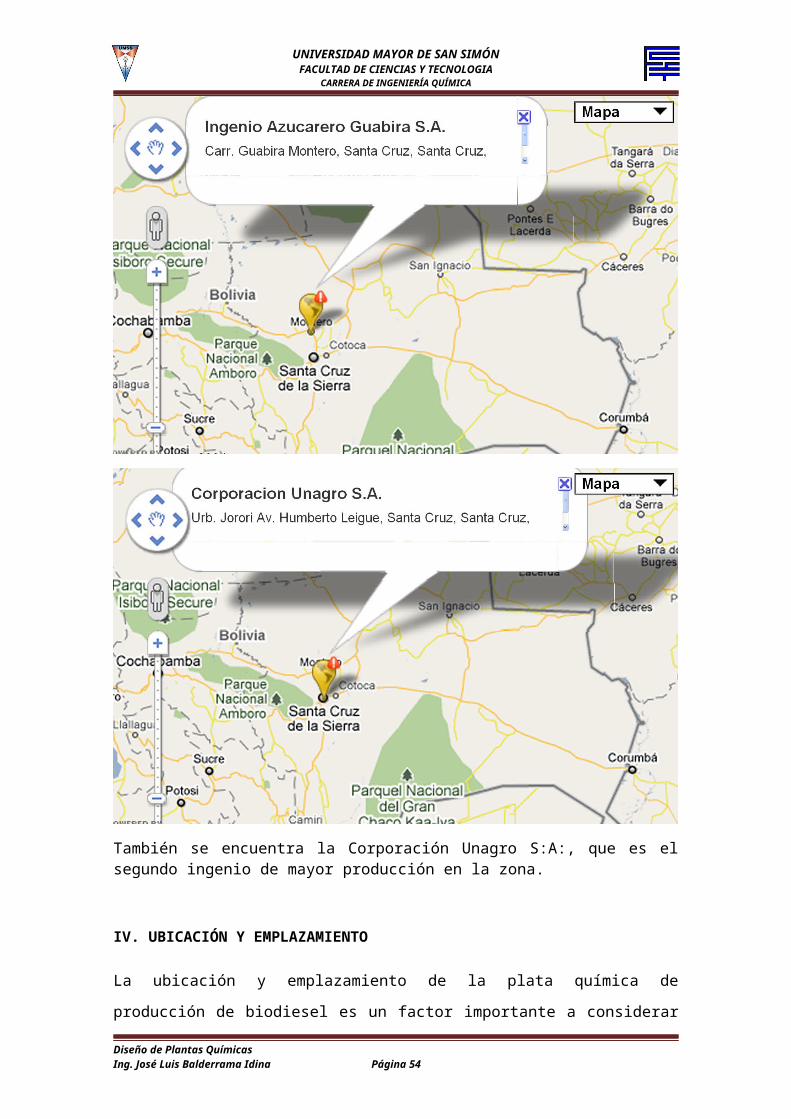
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
20 minutos y una hora. En el gráfico 1 se reproduce un diagrama de bloques de
un proceso de transesterificación en discontinuo.
Gráfico 1. Proceso de transesterificación en
discontinuo.
Proceso Continuo
Una variación del proceso discontinuo es la utilización de reactores continuos
del tipo tanque agitado, los llamados CSTR del inglés, Continuous Stirred Tank
Reactor. Este tipo de reactores puede ser variado en volumen para permitir
mayores tiempos de residencia y lograr aumentar los resultados de la reacción.
Así, tras la decantación de glicerol en el decantador la reacción en un segundo
CSTR es mucho más rápida, con un porcentaje del 98% de producto de
reacción. Un elemento esencial en el diseño de los reactores CSTR es
asegurarse que la mezcla se realiza convenientemente para que la composición
en el reactor sea prácticamente constante. Esto tiene el efecto de aumentar la
dispersión del glicerol en la fase éster.
El resultado es que el tiempo requerido para la separación de fases se
incrementa. Existen diversos procesos que utilizan la mezcla intensa para
favorecer la reacción de esterificación. El reactor que se utiliza en este caso es
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 54
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
de tipo tubular. La mezcla de reacción se mueve longitudinalmente por este tipo
de reactores, con poca mezcla en la dirección axial. Este tipo de reactor de flujo
pistón, Plug Flow Reactor (PFR), se comporta como si fueran pequeños
reactores CSTR en serie. El resultado es un sistema en continuo que requiere
tiempos de residencia menores (del orden de 6 a 10 minutos) –con el
consiguiente ahorro, al ser los reactores menores para la realización de la
reacción. Este tipo de reactor puede operar a elevada temperatura y presión
para aumentar el porcentaje de conversión.
En el gráfico 2 se presenta un diagrama de bloques de un proceso de
transesterificación mediante reactores de flujo pistón. En este proceso, se
introducen los triglicéridos con el alcohol y el catalizador y se somete a
diferentes operaciones (se utilizan dos reactores) para dar lugar al éster y la
glicerina.
Dentro de la catálisis heterogénea los catalizadores básicos se desactivan
fácilmente por la presencia de ácidos grasos libres (FFA) y de agua que
favorece la formación de los mismos. Para tratar alimentaciones con cierto
grado de acidez, se prefiere la esterificación de los ácidos grasos libres con
superácidos que a su vez presenten una elevada velocidad de reacción de
transesterificación, lo que implica que se requiera de dos reactores con una
fase intermedia de eliminación de agua. De este modo, alimentaciones con
hasta un 30% en FFA se pueden esterificar con metanol, reduciendo la
presencia de FFA por debajo del 1%. Esta etapa previa de esterificación se
puede llevar a cabo con alcoholes superiores o glicerina que resulta atractiva en
la producción de biodiésel puesto que es un subproducto del proceso.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 55

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Gráfico 2. Proceso de obtención de biodiésel
mediante reactores de flujo pistón.
La glicerina subproducto del biodiésel
En la síntesis del biodiésel, se forman entre el aceite y el alcohol, normalmente
metílico, ésteres en una proporción aproximada del 90% más un 10% de
glicerina. La glicerina representa un subproducto muy valioso que de ser
refinada a grado farmacológico puede llegar a cubrir los costos operativos de
una planta productora. La glicerina es eliminada del proceso cuando se procede
al lavado con agua. Sin embargo, la glicerina puede encontrarse en el biodiésel
como consecuencia de un proceso inapropiado, como puede ser una
insuficiente separación de la fase de glicerina o un insuficiente lavado con agua.
La glicerina se emplea en la fabricación, conservación, ablandamiento y
humectación de gran cantidad de productos, éstos pueden ser resinas
alquídicas, celofán, tabaco, explosivos (nitroglicerina), fármacos y cosméticos,
espumas de uretano, alimentos y bebidas, etc.
Así, como coproducto de la producción de biodiésel se obtendría glicerina, de
calidades farmacéutica e industrial. Estas glicerinas tienen un valor económico
positivo y su comercialización forma parte de la rentabilidad del biodiésel. Sin
embargo, la creciente oferta de glicerina está provocando ya una disminución
de sus precios de venta con la consiguiente problemática de merma de
rentabilidad que ello supone para el sector del biodiésel. Al nivel actual de
producción, las glicerinas tienen suficientes salidas comerciales actualmente,
pero conseguir una producción de biodiésel de la magnitud del objetivo fijado
para el 2010 podría tener problemas en la saturación del mercado de glicerina,
por lo que es especialmente relevante asegurar los canales de comercialización
de este producto.
Con el aumento de la producción de biodiésel, la glicerina se enfrenta a un reto
de investigación y desarrollo de cara a tener una salida para la misma debido a
su aumento significativo en los próximos años. Por ello, se deben buscar
nuevas salidas y aplicaciones al producto final o bien encontrar nuevas
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 56

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
aplicaciones en las que ésta actúe como materia prima química.
Proceso de Obtención a partir de
Residuos de la Industria Azucarera (cachaza o torta de filtro):
La reacción se lleva a cabo entre 25 y 80 ºC, con agitación mecánica, y empleando
un exceso de alcohol para que la reacción se verifique en el sentido de la
formación de productos, aumentando la conversión alcanzada en el equilibrio.
Además del biodiésel (alquil-ésteres), en la reacción de transesterificación se
obtiene un producto de alto valor agregado: la glicerina o los alcoholes de alto
peso molecular (AAPM), de acuerdo a la materia prima empleada; éstos pueden
ser comercializados, ayudando a la factibilidad económica de la planta. En nuestro
caso, como se emplea una materia prima que está constituida por ésteres de
ácidos grasos de cadena larga y alcoholes de alto peso molecular, se obtiene
alcoholes de alto peso molecular, como coproducto de la reacción. Al contrario de
los aceites vegetales y grasas animales, el aceite de cachaza no es un triglicérido,
sino una mezcla de ésteres (97-98%) de cadena larga, de ácidos grasos y
alcoholes grasos, donde ambos grupos son de elevado peso molecular (Fig. 3). La
hidrólisis de este tipo de aceite produce un ácido y un alcohol, cada uno de los
cuales habitualmente contiene de 16 a 30 átomos de carbono y en algunos casos
más.
En la ecuación de la figura 4 se representa la reacción específica deun éster de
ácido graso del aceite de cachaza.
Fig. 3. Fórmula general de una molécula del aceite de cachaza.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 57

52
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Fig. 4. Reacción específica de un éster de ácido graso del aceite de cachaza.
La reacción empleando etanol como agente transesterificante ha sido poco
estudiada por los investigadores, que se han basado en la reacción con metanol,
debido fundamentalmente a que es más conocida. El metanol es altamente tóxico,
puede ser absorbido fácilmente por la piel y es 100% miscible en agua [Bouaid,
Martinez y Aracil, 2007]. El uso de etanol para la reacción de transesterificación es
de interés no sólo por la utilización de otro recurso renovable, sino por las
diferentes propiedades que le confiere al biodiésel [Meher, Vidya y Naik, 2004];
además, el mayor número de átomos de carbono de la molécula de etanol,
aumenta ligeramente el contenido calórico y el número de cetano del biodiésel;
aunque uno de los problemas con el etanol es que para lograr un tiempo de
reacción rápido y altas conversiones, se requiere alta pureza del mismo, pues la
presencia de agua en la reacción ocasiona problemas secundarios [Wenzel, Tait y
Kroumov, 2006].
En la figura 5 se representan las etapas generales para la producción de biodiésel
a partir de catálisis básica, empleando aceite de cachaza, etanol e hidróxido de
sodio como catalizador. La etapa de extracción del aceite de cachaza se realizó
mediante un proceso de lixiviación empleando como solvente nafta comercial, la
cual es evaporada posteriormente para su recirculación.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 58

9
6
1
12 11
10
8
7
4
3
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Fig. 5. Diagrama de bloques del proceso.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 59

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
DIAGRAMA DE FLUJO
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 60

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Descripción de los Equipos:
B: Tanque de extracción del aceite de la cachaza
MIX-100: Mezclador de nafta re-circulada y nafta de reposición al proceso.
MIX-102: Mezclador de la nafta que sale del evaporador y la que sale del
separador.
MIX-103: Mezclador de etanol recirculado y el etanol de reposición.
MIX-104: Mezclador de NaOH y etanol.
MIX-105: Mezclador del aceite y el etanol, más el catalizador para la
entrada del reactor.
E-100: Condensador del vapor saturado a la entrada del evaporador de
nafta (parte del módulo evaporador).
E-101: Condensador de los vapores de nafta y precalentador de la
alimentación al evaporador (tubo y concha).
E-102 y E-103: Enfriadores de nafta con agua (tubo y concha).
E-104: Enfriador de los productos del fondo de la columna de destilación.
ERV-100: Reactor de equilibrio para la transesterificación.
Eva-100: Evaporador de nafta.
X-100: Separador de la nafta remanente en el aceite a la salida del
evaporado.
X-101: separador del biodiésel y los AAPM.
T-100: Columna de destilación para la separación del etanol que no
reaccionó.
RCY-1 y RCY-2: Módulos dedicados a realizar la operación de reciclo en el
proceso productivo.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 61

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
5.2. Balance de Masa:
2000[ TMdía ]cachaza250 [ kg
h ]cachaza
200 [ kgdía ]nafta 25 [ kg
h ]nafta
La cachaza entra con 13.28% de humedad y 12% en base seca de
aceite. Con un porcentaje de extracción del 92%, se tiene:
250 [ kgh ]−(250∗0,1328 )=216,8 [ kg
h ]enbase seca
216,8[ kgh ]−(216,8∗0,12 )=190,784 [ kg
h ]cachaza agotada¿
26.016 [ kgh ]aceite− (26.016∗0.92 )=2,08[ kg
h ]aceite no extraído
Asumimos que la humedad de la cachaza se queda en su totalidad
con la masa de cachaza agotada:
mH2O=33,2[ Kgh ]H 2O
mtot=mcach ag.+macno ext .+mH 2O
mtot=190,784+2,08+33,2=226,064 [ kgh ]cachazaa g .+aceite
maceite=26,016−2,08=23,936 [ kgh ]aceite
La relación de solvente con respecto a la cachaza establecida es de 10 [kg de
cachaza/Kg de nafta]:
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 62
2
3
4
1

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
mnafta=250[ Kgcachaza
h ]∗1 Kg nafta
10 Kg cachaza=25[Kg
naftah ]
m4=mac+mnaf=48,936[ Kgh ]
Tomando en cuenta periddidas de solvente de un 8%, y asumiendo
que este es recuperado en un 100% en el evaporador tenemos:
m perdidas=mnafta∗(0,08 )=25[ Kgh ]∗(0,08 )=2[ Kg
h ] perdidas
mnafta rec .=mnafta−m perdidas=23[ Kgh ]nafta recirculada
Por lo que la cantidad de nafta de reposición será:
mnafta rep.=2 [ Kgh ]nafta reposición
maceite=m4−mnafta rec .=48,936[ Kgh ]−25[ Kg
h ]=23,936[ Kgh ]aceite
La relación molar [etanol/aceite] fue fijada por datos experimentales
reportados en la bibliografía consultada, la cual es:
netanol
naceite
=6
Con naceite=0,063 [ kmolh ]
Por lo que la alimentación de etanol es:
metanol=17,46[ Kgh ]etanol
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 63
5
6
7
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
La relación molar [NaOH/aceite], fue fijada por datos reportados de la
bibliografía consultada, la cual es:
nNaOH
naceite
=0,01
Con naceite=0,063 [ kmolh ]
Siendo la alimentación de NaOH:
mNaOH=0,0756 [ Kgh ]NaOH
m9=metanol+mNaOH=17,536 [ Kgh ]alimentación alreactor
m10=m6+m9=55,936 [Kgaceite
h ]+17,536 [Kgeta .+ NaOH
h ]m10=73,472[ Kg
h ]El etanol se recupera por medio de una columna de destilación en un 99%:
metanol recuperado=17,28[ Kgh ]etanol recirculado
El biodiesel obtenido sale con rastros del NaOH, que cumplen con
las normas establecidas (0,001 fracción masa):
mbiodiesel=24,16 [ Kgh ]BIODIESEL
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 64
8
9
10
11
12

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Los subproductos obtenidos son los alcoholes grasos de alto peso
molecular:
mAAPM=32,03[ Kgh ]AAPM
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 65

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
CUADRO RESUMEN:
1 2 3 4 5 6 7 8 9 10 11 12
Componente
Kg/h Kg/h Kg/h Kg/h Kg/h Kg/h Kg/h Kg/h Kg/h Kg/h Kg/h Kg/h
Cachaza 250
Nafta 25 25 23
Aceite de cachaza
23,936 23,936
Cachaza agotada
226,064
Etanol 17,46
NaOH 0,0756
Agua 33,2
AAPM 32,03
BIODIESEL 24,16
TOTAL 250 25 259,264 48,936 23 23,936 17,46 0,0756 17,536 17,28 24,16 32,03
Temperatura (ºC)
25 75 180 178 103,5 75 30 30
Presión (atn)
1 1 1 1 1 1 1 1
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 66

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 67

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
5.3. Insumos:
Los insumos que requieren en la planta de producción de Biodiesel son los
siguientes:
- Nafta
- Etanol
- Hidróxido de Sodio (NaOH)
- Agua
El catalizador y etanol utilizados en el reactor son los que se detallan a
continuación con la cantidad y el precios respectivos:
Suministro Cantidad (Kg/h) Precio ($/Kg)
NaOH 0,0756 0,33
Etanol 17,46 0,537 ($/Lit.)
Por otro lado se requiere de 200 (Kg/día) de Nafta para la extracción del aceite de
la cachaza antes de que este ingrese al reactor con los otros componentes de
reacción, a un precio de 0,51 ($/Lit.).
Otro suministro importante en la fabrica es el abastecimiento de agua para la
condensación de los vapores de nafta y el enfriamiento de estos hasta 25 ºC, y la
producción de vapor saturado para el evaporador Eva-100.
5.4. Mano de Obra:
La planta tendrá como requerimientos el personal de trabajo para el
funcionamiento adecuado de la planta.
Para una mejor visión de los requerimientos de mano de obra dividiremos el
personal en dos secciones: Personal de gestión y logística, y personal operativo y
de apoyo.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 68

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Dentro del personal de gestión y logístico se encuentran el gerente general y los
jefes de cada departamento de la planta, estos son los encargados para que la
planta cumpla con los objetivos y con el programa de producción, además de estar
en constante búsqueda de soluciones optimas a cualquier tipo de imprevistos que
sucedan en el tiempo del proyecto.
El personal operativo y de apoyo es el encargado del manejo adecuado de cada
operación en la planta, estas personas son responsables de cumplir con el
programa de producción según lo indiquen los superiores.
A continuación mostramos una pequeña tabla del personal requerido:
Mano de Obra Personal Cantidad
Personal de gestión y logístico
Gerente general
Jefe de Planta de Producción
Jefe de comercialización
Jefe de control de calidad
Administrador
Jefe de Recursos Humanos
Secretaria
1
1
1
1
1
1
1
Personal operativo y de apoyo
Supervisores
Operarios
Seguridad
Limpieza
Personal Especializado
6
4
2
6
3
TOTAL 28
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 69

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Sistema organizacional
La organización de la planta se encuentra montada de acuerdo a los
requerimientos necesarios para el proyecto.
Se tiene un Gerente general que es la cabeza de la planta química que se ocupa
de toda la organización y el control de todos los sectores involucrados, existen tres
sectores divididos comandados por un jefe de planta de producción, un jefe
ocupado de toda la comercialización del producto, otro dedicado exclusivamente al
control de calidad y otro encargado de la administración y recursos humanos.
Existe también una secretaria que se ocupa de todos los papeleos y todos los
encargos importantes para la planta, los supervisores distribuidos en todas las
áreas necesarias, así como los operarios que se ocupan del manejo y control de
los equipos, y los encargados de seguridad y limpieza que mantienen todas las
áreas de trabajo en condiciones aptas para el trabajo.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 70

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
5.5. Capacidad de la Planta:
La determinación de la capacidad de planta responde a un análisis
interrelacionado de variables asociadas a un proyecto como ser: demanda,
disponibilidad de materia prima y de insumos, localización y el plan estratégico
comercial de desarrollo futuro de la empresa que se crearía con el proyecto, entre
otras cosas.
El factor más importante para la determinación del tamaño de este proyecto es la
demanda establecida en el análisis de oferta y demanda, aunque en este caso ese
análisis no nos será de mucha ayuda debido a la situación política actula en la que
se encuentra nuestro país, por lo que se asumirá una capacidad de producción de
50 TM anuales para empezar, esta es la capacidad establecida para la planta en
una primera instancia, suponiendo un mercado de demanda constante durante los
5 años del proyecto.
Dentro del marco de la producción dependiendo de un análisis de las economías
de escala, si se produce un incremento considerado en la demanda, la planta será
instalada de manera que se la pueda alterar realizando un revamping para el
incremento de su producción hasta un máximo de 30% de la capacidad inicial de la
planta.
Por último la planta de producción trabajara de la siguiente manera para los 5
años: el primer año trabajara al 30% de su capacidad, para el segundo año estará
trabajando al 60% y del tercer año en adelante trabajara al 100% de su capacidad
prevista.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 71
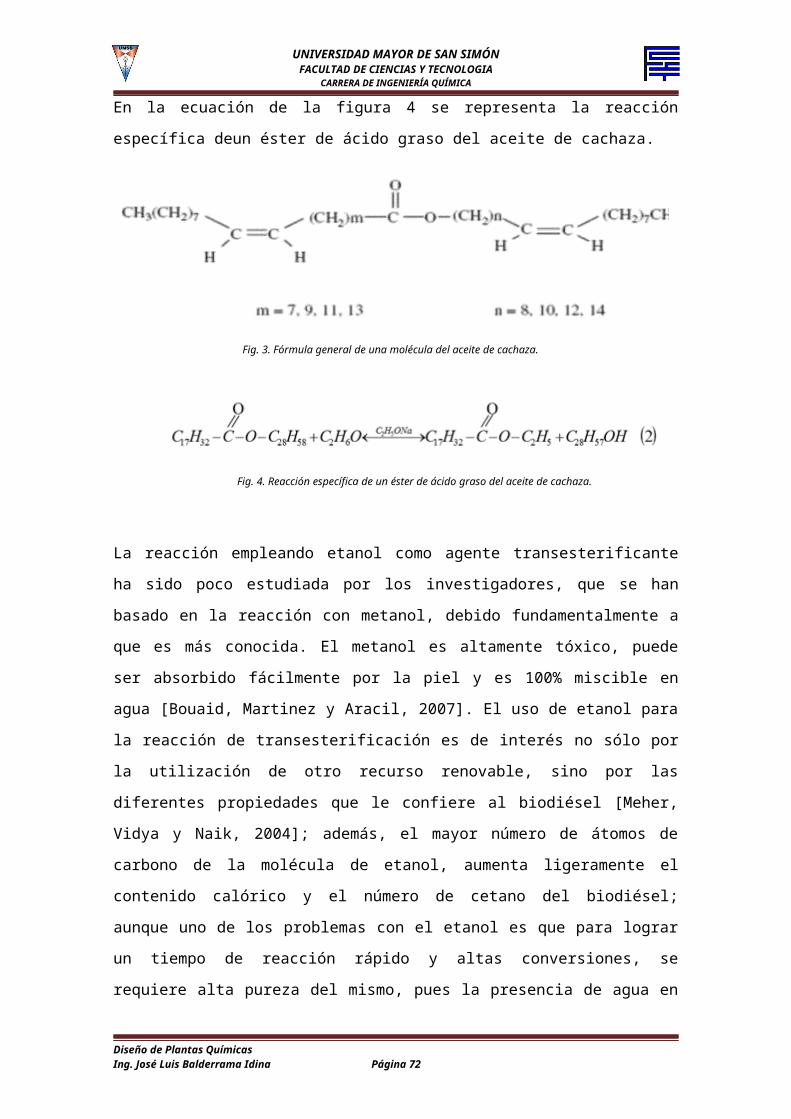
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
5.6. Programa de Producción:
Dentro de la implementación del proyecto tendremos un plan de ejecución del
proyecto y por ultimo un programa de la producción por años de acuerdo a la
capacidad de la planta.
A continuación mostramos las etapas para la ejecución del proyecto
Gestión del proyecto
La fase de gestión del proyecto se abocará principalmente a la designación de los
equipos y a la organización del mismo.
Los equipos serán designados en un espacio aproximado de 8 días, en esta etapa
se pretende tener el primer diseño de los equipos que se usarán para el proceso
de elaboración del Biodiesel, montados según lo requerimientos del proceso.
Para esto se contará con operarios y profesionales especializados en el campo
para el diseño de los mismos.
De la misma manera se pretende realizar toda la organización y gestión del mismo
proyecto durante un espacio aproximado de 3 semanas donde se pretende
ordenar las ideas para la implementación de la planta química, estudiando lugares
de puesta de maquinaria, mano de obra, estimando los gastos de pre inversión
como una primera etapa, y realizando todo un estudio previo de gestión del
proyecto.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 72

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Gestión legal
Durante esta etapa de gestión legal, se pretenderá hacer que el proyecto pase por
un proceso de legalidad.
La constitución legal se realizará realizando un sondeo de los registros y papeles
legales que se requieren para legalizar nuestro proyecto, así como todos los
impuestos que se deben de pagar cuando se ponga en marcha el mismo, este
sondeo se lo realizará con la contratación previa de un abogado y la consulta a los
lugares jurídicos y de impuestos de la ciudad de Santa Cruz.
Se establecerá la constitución del tipo de sociedad comercial como Sociedad
Anónima, por lo que se realizará todo el acto formal escrito correspondiente frente
al notario de fe pública, luego se hará el registro de la sociedad en el servicio de
Impuestos Nacionales, y en Funde Empresa.
La publicación en un diario será el próximo paso, junto con la obtención de la
licencia de funcionamiento. Sigue el registro de la empresa en la AFP
(Administradora de Fondo de Pensiones). Y el correspondiente registró en el
ministerio de trabajo.
De esta manera se reunirá todos los requisitos, y se empezará con los trámites
respectivos, durante un lapso de aproximadamente 30 días.
Gestión de financiamiento
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 73

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
La gestión de financiamiento se la realiza con la colaboración de los socios
involucrados en el proyecto y buscando el financiamiento de otras empresas que
deseen invertir en el mismo.
Para esto se recurre a realizar un plan de gestión con los socios, en el que se
estipularan todas las inversiones y capital que cada uno de ellos invertirá en el
proyecto.
Construcción de obras civiles
En lo que respecta a construcción de las obras civiles se tiene la parte de
adquisición de terreno, se realizarán diferentes cotizaciones de precios de terrenos
cercanos al lugar donde se va establecer la planta, todo este proceso llevará
alrededor de 15 días.
Y las obras civiles una vez adquirido el terreno deberán llevarse a cabo en
aproximadamente 3 meses, en los cuales se comprará todo el material de
construcción, se contratará todo el personal que se ocupará del levantamiento de
la obra, se contratará un arquitecto para que se ocupe de supervisar y realizar la
obra.
Instalación y montaje
Todo el proceso de instalación de la planta se lo realiza después de que la obra ya
se montó, todos los ingenieros y profesionales se ocuparán de organizar a los
operarios de planta para que se ocupen de ver que los equipos, maquinaria, etc,
se encuentre en el lugar preciso y correcto, y que todo se instale de manera
correcta, cuidando todos los riegos posibles y evaluando todas las fallas que
existan durante este proceso.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 74

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
El montaje se lo realiza de manera tal que toda la planta quede bien distribuida y
todos los equipos queden bien armados, es así que se moviliza obreros y
operarios para realizar este proceso que lleva aproximadamente 15 días.
Puesta en marcha
Para la puesta en marcha de la planta es preciso realizar primero unas cuantas
simulaciones previas del proceso completo y ver si todo marcha de manera
correcta, por lo que se realizan 3 previas simulaciones, con las precauciones
debidas para evitar accidentes, se equipa a todos los obreros y operarios con la
indumentaria de seguridad, antes de pasar al proceso de simulación, todos los
sistemas de control estarán resguardados y controlados, es de esa manera que se
realizaran las tres pruebas de simulación , para la posterior puesta en marcha.
Contratación de personal y capacitación
Se contrata a todo el personal ocupado de la administración y el proceso de
producción según el requerimiento del personal, y mano de obra.
Para esto se realizan entrevistas previas, para contratar al personal con las
mejores características para quedarse con el puesto. Este proceso tomará dos
semanas como máximo (15 días).
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 75
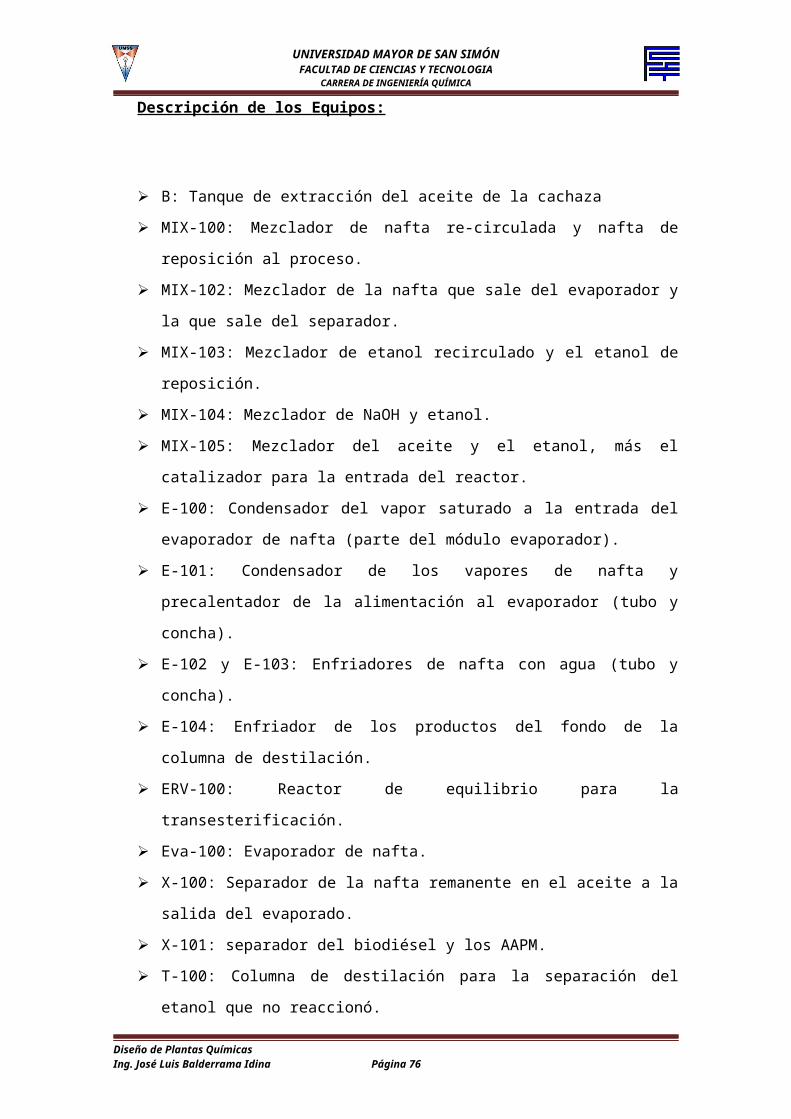
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 76

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
DIAGRAMA DE GANTT:
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 77

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Producción Anual:
El programa de producción estará establecido anualmente de la siguiente manera
durante los 5 años para lo cual está dispuesto el proyecto
La producción estará dada de la siguiente manera:
- Año 1: 30% de la capacidad neta
- Año 2: 60% de la capacidad neta
- Año 3: 100% de la capacidad
- Año 4: 100% de la capacidad
- Año 5: 100% de la capacidad
Ubicación de Equipos en la Planta:
Debido a las condiciones de elevadas temperaturas la ubicación de los equipos
debe estar dispuesta de tal forma que no existan riesgos de accidentes e
imprevistos, para ello la ubicación de los equipos en planta deben estar dispuestos
con un criterio ingenieril.
A continuación se muestra el listado de los equipos y un pequeño esquema de la
ubicación de ellos.
1: Mezclador de nafta re-circulada y nafta de reposición al proceso.
2: Mezclador de la nafta que sale del evaporador y la que sale del separador.
3: Mezclador de etanol recirculado y el etanol de reposición.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 78

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
4: Mezclador de NaOH y etanol.
5: Mezclador del aceite y el etanol, más el catalizador para la entrada del reactor.
6: Tanque de extracción del aceite de la cachaza
7: Condensador del vapor saturado a la entrada del evaporador de nafta (parte del
módulo evaporador).
8: Condensador de los vapores de nafta y precalentador de la alimentación al
evaporador (tubo y concha).
9: Enfriadores de nafta con agua (tubo y concha).
10: Enfriador de los productos del fondo de la columna de destilación.
11: Reactor de equilibrio para la transesterificación.
12: Evaporador de nafta.
13: Separador de la nafta remanente en el aceite a la salida del evaporado.
14: separador del Biodiesel y los AAPM.
15: Columna de destilación para la separación del etanol que no reaccionó.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 79

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
5.6. Diseño de Equipos:
Según el proceso de producción de Biodiesel se requieren de equipos y reactores
muy complejos, estos reactores son diseñados por empresas especializadas
dentro de la industria química, es por eso que en el presente proyecto nos
basaremos en solo el diseño de equipos de menor complejidad.
Dentro del proceso según la descripción, se encuentra un recuperador de calor
que viene después del tanque extractor del aceite en donde los vapores de nafta
son condensados y se precalienta la mezcla de nafta y aceite que entra al
evaporador. Es en esta unidad de intercambio de calor en donde aplicaremos
criterios de diseño para una planta química.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 80

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Diseño del recuperador de calor
Para el diseño de este equipo tomaremos en cuenta las siguientes
especificaciones:
- La temperatura de entrada de los gases de nafta al intercambiador de calor
es de 225°C
- La temperatura de salida de la nafta condensada es 165°C
- La temperatura de entrada de la mezcal es de 75°C, que es la temperatura
a la cual se realiza la extracción
- La temperatura de salida de la mezcla es de 175°C
- Según el balance de masa el flujo de vapor de nafta recirculada es de 23
[Kg/h]
- El recuperador de calor será un intercambiador de tubo y coraza, los
vapores de nafta pasaran por la coraza y la mezcla a ser precalentada
(nafta + aceite) por los tubos.
- El aceite de cachaza está constituido en su mayoría por ácido linoleico y el
alcohol graso octacosanol
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 81

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Balance de calor para la zona de intercambio:
Q = W*Cp*(T1 - T2) + W*ΔHvap.(170°C)= w*cp*(t2 - t1)
Ahora estimamos la capacidad calórica del vapor de nafta para ello determinamos
la temperatura media del flujo:
Tm = (437 + 329)/2 = 383 ºF
Cpvapor nafta = 2,62 [BTU/lb*°F]
El calor de vaporización a 170 °C es:
ΔHvap.(170°C) = 110000 [cal/Kg] = 110 [Kcal/Kg] = 198 [BTU/lb]
Según las especificaciones el aceite de cachaza está compuesto por ácido
linoleico y octacosanol, por lo tanto podemos estimar un promedio de la capacidad
calórica:
XC18H32O2 = ½ = 0,5
XC28H570H = ½ = 0,5
La temperature media de la mezcla es:
tm = (167 + 347)/2 = 257 °F
Con esta temperatura buscamos las Capacidades calóricas promedio del C18H32O2
y del C28H57OH
CpC18H32O2 = 0,49 [Kcal/Kg*ºC] = 0,49 [BTU/lb*ºF]
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 82

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
CpC28H570H = 3,23 [Kcal/Kg*ºC] = 3,23 [BTU/lb* ºF]
Cpprom = X C18H32O2*Cp C18H32O2 + XC28H570H*CpC28H570H = (0,5*0,49) + (0,5*3,23)
Cpprom = 1,86 [Kcal/Kg*ºC] = 1,86 [BTU/lb* ºF]
El flujo másico de vapor de nafta es:
W = 23 [Kg/h] = 50,706 [lb/h]
El flujo másico de la mezcla (nafta + aceite) es:
w = 48,936 [Kg/h] = 107,885 [lb/h]
Elegiremos el siguiente arreglo para el intercambiador:
- Intercambiador de 1 paso en la coraza y dos en los tubos
- 224 tubos de ¾ plg 18 BWG
- Arreglo triangular de tubos; Pt = 15/16 plg
- Deflectores de 25%; B =13 plg
- Diámetro interno de coraza; DI = 17 ¼ plg
Cálculo del coeficiente de película para el lado de los tubos del intercambiador
(hio):
hiD/μ = 0.027(D*G/ μ)0.8 (cp μ/k)1/3 (μ/μw)0.14
DE = ¾ plg 18 BWG = 0,0625 [ft]
do = ¾ plg; di = 0.652 plg = 0.0543 [ft]
G = w/At
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 83

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
At = π*di2*N/(4*n) = π*(0.0543)2*224/(4*2) = 0.259 [ft2]
G = 107,885/0.259 = 416,544 [lb/ft2h]
Estimación de las propiedades fisicoquímicas de la mezcla (nafta + aceite):
tm = 257°F
μ C18H32O2 = 0.447 cp; μC28H570H = 0.613 cp
μ = μ C18H32O2*X C18H32O2 + μC28H570H*XC28H570H = 0.447*0.5 + 0.613*0.5
μ = 0.53cp = 1,282 [lb/ft*h]
Cpprom = 1,86 [Kcal/Kg*ºC] = 1,86 [BTU/lb* ºF]
k C18H32O2 = 0.2973 [Btu/ft*h°F]; kC28H570H = 0.1567 [Btu/ft*h°F]
k = k C18H32O2*X C18H32O2 + kC28H570H*XC28H570H = 0.2973*0.5 + 0.1567*0.5
k = 0.227 [Btu/h°F]
Remplazamos los datos en la ecuación para hallar el coeficiente de película:
hiD/μ = 0.027(0.0543*416,544/1,282)0.8 (1,86*1,282/0,227)1/3 (1)0.14 = 0,5876
hi = 0,5876*(1,282/0.0543)
hi = 13,87 Btu/ h*pie2°F
hio = hi*(di/do) = 13,87*(0.652/(3/4))
hio = 12,0576 [Btu/h*ft2*°F]
Cálculo del coeficiente de película para el lado de la coraza del intercambiador (ho):
(h0De)/k = 0.36*(DeGs /μ )0.55(Cpμ /k )1/3 (μ/μw)0.14
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 84

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
B =13 [plg]
Pt = 15/16 [plg]
DI = 17 ¼ [plg]
De = 4(0.5 Pt*0.86 Pt-0.5(πd02)/4)/ 0.5 πd0
De = 4(0.5*(15/16)*0.86*(15/16) - 0.5(π*(3/4)2)/4)/0.5*π*(3/4) = 0.533 [plg] = 0.044 [ft]
Gs = W/As
As = DI*C’*B/Pt
C’ = Pt - do
As = (17 + 1/4)*(15/16 – ¾)*13/(15/16) = 44.85[plg2 ]= 0.31 [ft2 ]
Gs = 50,706/0.31 = 163,567 [lb/ft2 *h]
Estimación de las propiedades fisicoquímicas del vapor de nafta:
Tm = 383 [°F]
Cpvapor nafta = 2,62 [BTU/lb*°F]
μ = 0.0213 cp = 0.0515 [lb/ft*h]
k = 0.2376 [Btu/ft*h*°F]
Reemplazamos los datos en la ecuación de coeficiente de película para la coraza:
(h0De)/k = 0.36*(0.044*163,567 /0.0515)0.55(2,62*0.0515/0.2376)1/3 (1)0.14 = 4,5116
h0 = 4,5116*(0.2376/0.044) = 24,3623 [Btu/h*ft2*°F]
Reemplazamos los coeficientes de pelicula para hallar el coeficiente limpio global
del intercambiador:
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 85

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
UL= h0 hi0 / (h0+hi0) = 24,3623*12,0576/(24,3623 + 12,0576)
UL = 8,0657 [Btu/h*ft2*°F]
UD = 1/((1/UL) + Rd))
Donde:
Rd: factor de obstrucción; Rd = Rdi + Rd0
Según bibliografía el factor de obstrucción para aceites (asumimos) es Rdi = 0.002
y para los gases de reforming (+ parecido a vapor de nafta) Rd0 = 0.001
Rd = 0.002 + 0.001
Rd = 0.003
Reemplazamos los valores:
UD = 1/((1/8,0657) + 0.003))
UD = 7,8751 [Btu/h*ft2*°F]
El calor transferido lo calculamos con la siguiente ecuación:
Q = W*[Cp*(T1 – T2) + ΔHvap.(170°C)]
Q = 50,706*[198 + 2,62*(437 – 329)]
Q = 24387,558 [Btu/h]
La ecuación de diseño de un intercambiador es la siguiente:
Q = UD*AT*FC*MLDT
Calculo de la MLDT:
MLDT = (T1-t2)-(T2-t1)/Ln[(T1-t2)/(T2-t1)]
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 86

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
T1 = 225°C = 437 °F; T2 = 165°C = 329°F
t1 = 75°C = 167°F; t2 = 175°C = 347°F
MLDT = (437 – 347) - (329 – 167)/Ln[(437 – 347)/(329 – 167)]
MLDT = 122,493 [°F]
Para hallar el factor de corrección calculamos R y S:
R = T1-T2/(t2-t1) = (437 - 329)/(347 – 167) = 0,6
S = t2-t1/ (T1-t1) = (347 - 167)/(437 - 167) = 0,667
R = 0,6; S = 0.667 → FC = 0.685
De la ecuación de diseño despejamos el área total de transferencia y
reemplazamos los valores obtenidos:
AT = Q/(UD* FC*MLDT)
AT = 24387,558/(6,566*0.685*122,493)
AT = 44,333 [ft2 ]
El área total de transferencia está dada por la siguiente ecuación:
AT = a’*N*L
Donde a’ es el area de tubería por pie lineal que según bibliografia para una
tubería ¾ plg es:
a’= 0.1963 [ft2/ft tubo]
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 87

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Despejamos la longitud de cada tubería de la coraza:
L = AT/(a’*N) = 44,333/(0.1963*224)
L = 10,082 [ft]
Por último calculamos las caídas de presión para los tubos y la coraza.
Calculo de la caída de presión en la coraza:
Para el lado de la coraza usaremos la siguiente ecuación:
ΔPs = f*Gs2*Ds*(N+1)/(2*gc*ρ*De*Ф)
Para hallar el factor de fricción (f) debemos considerar el numero de Reynolds:
Re = De*Gs/μ = 0.044*163,567/0,0515
Re = 13974,6 → f = 0.003 [ft2/plg2]
Gs = 163,567 [lb/ft2h]
Ds = 17 ¼ plg = 17.25 plg = 1,4375 pie
N+1 = 12*L/B = 12*(10,082/13) = 9,3064
gc = 4.17*108 [ft/h2*(lbm/lbf)]
ρ = PM*P/(R*T)
La presión a la que el vapor de nafta sale del evaporador es de 10atm
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 88

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
PM = 280*0.5 + 410*0.5
PM = 345 [gr/mol]
R = 0.082 atm*l/(K*mol)
T = 195°C = 468,15 K
ρ = 345*10/(0.082*468,15)
ρ = 89,87 [gr/l] = 5,61 [lb/ft3]
De = 0.044 [ft]
Ф = 1
Reemplazando los datos obtenemos la caída de presión en la coraza:
ΔPs = 0.003*16356,72*17.25*(9,3064)/(2*4.17*108*5,61*0.044*1)
ΔPs = 6,25 [lbf/plg2]
Ahora calculamos la caída de presión para el lado de los tubos por medio de las siguientes ecuaciones:
ΔFa = 4*f*G2*n*L/(2*gc*ρ2*D*Ф)
ΔFl = 4*n*V2/(2*gc)
ΔFT = ΔFa + ΔFl
Para hallar f usamos la siguiente ecuación:
f = 0.0035 + (0.264/Re0.42)
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 89

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Re = 0.0543*41654,4/1,282
Re = 1764,301
f = 0.0035 + (0.264/(1764,301)0.42)
f = 0.01493
G = 416,544 [lb/ft2h]
n = 2
L = 10,082 [ft]
gc = 4.17*108 [ft/h2*(lbm/lbf)]
ρ = 8,86 [lb/ft3]
D = 0.0543 pie
Ф = 1
Reemplazando valores tenemos:
ΔFa = 4*0.01493*41654,42*2*10,082/(2*4.17*108*8,86*0.0543*1)
ΔFa = 5,2073 [ft]
Ahora hallamos ΔFl:
ΔFl = 4*n*V2/(2*gc)
n = 2
V = G/ρ = 416,544/8,86 = 47,014 [ft/h]
gc = 4.17*108 pie/h2*(lbm/lbf)
Reemplazando:
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 90

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
ΔFl = 4*2*4701,42/(2*4.17*108)
ΔFl = 2,12 [ft]
ΔFT = ΔFa + ΔFl = 5,2073 + 2,12
ΔFT = 7,3273 [ft]
La caída de presión en los tubos es igual a:
ΔP = ρ*g* ΔFT/gc = 8,86*32.2*7,3273/32.2
ΔP = 64,92 [lbf/ft2] = 0,4508 [lbf/plg2]
ΔP = 0,4508 [lbf/plg2]
Tipo de intercambiador: Intercambiador de tubo y coraza
Coraza:
- Fluido: Caliente, Vapor de nafta
- Diámetro interno 17 ¼ plg
- Arreglo: Triangular con paso de tubo de Pt = 15/16 plg
- Deflectores: Deflector 25% ( B = 13 plg )
- Caída de presión: 6,25 [PSI]
Tubos:
- Fluido: Frio, Mezcla nafta + aceite de cachaza.
- ¾ plg; 18 BWG
- Longitud: L = 10,082 [ft]
- Numero de tubos: 224 tubos
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 91

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
- Caída de presión: 0,4508 [PSI]
El diseño de los intercambiadores de calor que enfrían la nafta ya condensada, se
lo realiza de la misma manera que el anterior diseño, pero cambiando las
propiedades de la mezcla por las del agua y dándonos una variación de
temperatura del agua de enfriamiento.
Diseño de la Bomba de agua para los intercambiadores de calor
Pa=1atm ×
10333Kg
m2
1atm
Pa=10333Kg
m2
Pb=3atm×
10333Kg
m2
1atm
Pb=30999Kg
m2
m=28558,649Lbh
×0.4536 Kg
1 Lb×
1 h3600 s
m=3,598Kgs
ρ=998Kg
m3
T=293 ° K
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 92

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Cálculo de la Carga Desarrollada por la Bomba
Pb−Pa
ρ+ g
gC(Zb−Za )+ 1
2 gC(αb v b
2−α a va2 )+h f=ηW p=∆ H
Donde: va=vb=0 ;Z a=Zb=0 ;α b=1 ;hf =0
Pb−Pa
ρ=20,707 [ Kgf −m
Kg ]
∆ H=20 ,707 [ Kgf −mKg ]
Cálculo de la Potencia de la Bomba
P=ṁ ×∆ Hc ×η
Asumiendo una eficiencia del 75%: η=0.75
Donde c=76.04Kg ×m
s
P=1 ,3064≅ 112
[ HP ]
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 93

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
VI. ANALISIS ECONOMICO FINANCIERO:
El análisis económico financiero se lo realizara en un tiempo estimado de 5 años
desde la implementación del proyecto.
6.1. Inversiones:
Inversiones y reposiciones
DESCRIPCION Vida Util 0 1 2 3 4 5
1. Equipos y maquinaria de producción 2706364
Mezcladores8
40000
Condensador5
20000
Reactor de Equilibrio10
300000
Evaporador8
30000 Separadores 10
50000
Enfriadores (Int. Calor)5
308364
Bombas3
8000 8000
Tanque Extractor10
150000
Columna de Destilacion8
1600000
Tanque de almacenamiento10
200000
2. Obras Civiles 32000 0 0 0 0 0
Construcción de 500 m x m 12000
Terreno (80m x70 m) - 20000
3. Muebles y equipos de oficina 2300
Muebles 8 300
Equipo de computación y otros 3 2000 2000
4.Vehículos 100000
Sisternas de transporte 5 100000
TOTAL 2840664 0 10000 0 0
Depreciaciones y castigos
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 94

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 95

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
DESCRIPCION Vida Util COSTO 1 2 3 4 5 Valor residual
1. Equipos y maquinaria de producción
Mezcladores8
40000 5000 5000 5000 5000 5000 15000
Condensador2
20000 10000 10000 10000 10000 10000 10000
Reactor de Equilibrio10
300000 30000 300000 300000 300000 300000 -930000
Evaporador8
30000 3750 37500 37500 37500 37500 43000Separadores 10
50000 5000 500 500 500 500 43000
Enfriadores (Int. Calor)3
308364 102788 102788 102788 102788 102788 102788
Bombas10
8000 800 80000 80000 80000 80000 -312800
Tanque Extractor10
150000 15000 300000 300000 300000 300000 -1065000
Columna de Destilacion8
1600000 200000 200000 200000 200000 200000 600000
Tanque de almacenamiento10
200000 20000 20000 20000 20000 20000 100000
2. Obras Civiles
Construcción de 500 m x m 40 12000 300 300 300 300 300 10500
Terreno (80m x70 m) - 20000 20000
3. Muebles y equipos de oficina
Muebles 8 300 37,5 37,5 37,5 37,5 37,5 112,5
Equipo de computación y otros 3 2000 666,7 666,7 666,7 666,7 666,7 666,7
4.Vehículos 100000
Sisternas de transporte 5 100000 20000 20000 20000 20000 20000 0
B. Gastos de capital previos a la producc. 5 3000 600 600 600 600 600 0
TOTAL DEPRECIACION 413942,167 1077392,17 1077392,17 1077392,17 1077392,17 -1362732,8
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 96

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Resumen de Inversiones
Descripción 0 1 2 3 4 5
Inversiones Fijas 2840664 0 0 10000 0 0
Incremento capital de trabajo 626324,635 837832,59 0 0 0
Gastos de K. de producción 3000
TOTAL 2843664 626324,635 837832,59 10000 0 0
6.2 Costo de Producción:
Costo de producción de Biodiesel en $
DESCRIPCION TIPO DE COSTO 1(30%) 2(60%) 3(100%) 4(100%) 5(100%)
Materia prima, materiales e insumos 996000 1992000 3320000 3320000 3320000
Materia prima CV 996000 1992000 3320000 3320000 3320000
Mano de obra 34600 36700 39500 39500 39500
Operarios CF 32500 32500 32500 32500 32500
Encargado de producción CV 2100 4200 7000 7000 7000
Gastos generales 1331,25 2762,5 4437,5 4437,5 4437,5
Energía eléctrica CV 264 528 880 880 880
Agua CV 767,25 1534,5 2557,5 2557,5 2557,5
Otros gastos CV 300 700 1000 1000 1000
COSTO DE FABRICA 1031931,3 2031462,5 3363937,5 3363937,5 3363937,5
1. Mat. y suministros 1450 1450 1450 1450 1450
Mat. De escritorio CF 600 600 600 600 600
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 97

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Mat. De limpieza CF 850 850 850 850 850
2. Mano de obra ind. 196077,6 196077,6 205881,48 205881,48 205881,48
Personal a plazo fijo CF 1000 1000 1000 1000 1000
3. Gastos grales. 1200 1200 1200 1200 1200
Agua CF 400 400 400 400 400
Teléfono CF 800 800 800 800 800
COSTO DE ADMINISTRACION 198727,6 198727,6 208531,48 208531,48 208531,48
COSTO DE COMERCIALIZACION CF 6555 13110 21850 21850 21850
COSTO DE OPERACIÓN 1237213,9 2243300,1 3594318,98 3594318,98 3594318,98
Depreciaciones 300 300 300 300 300
COSTO DE PRODUCCION 1237513,9 2243600,1 3594618,98 3594618,98 3594618,98
CANTIDAD DE BIODIESEL ( TM) 1449,6 2899,2 48320 48320 48320
COSTO UNITARIO ($u$/TM) 853,693 773,869 74,392 74,392 74,392
CALCULO DE NECESIDADES DE CAPITAL DE TRABAJO ($U$)
DESCRIPCION Dias de coberturaCoef. De Renovación 1 2 3 4 5
1. Activo corriente 532930,0813 992960,446 1609086,79 1609086,79 1609086,79
Existencias
Materia prima e insumos 30 12 83000 166000 276666,667 276666,667 276666,667
Producto en proceso 30 12 85994,27083 169288,542 280328,125 280328,125 280328,125
Producto terminado 30 4 309378,4625 560900,025 898654,745 898654,745 898654,745
Exigible
Cuentas por cobrar 15 24 51563,07708 93483,3375 149775,791 149775,791 149775,791
Disponible
Efectivo en caja 30 12 2994,270833 3288,54167 3661,45833 3661,45833 3661,45833
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 98

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
2. Pasivo corriente 2994,270833 3288,54167 3661,45833 3661,45833 3661,45833
Cuentas por pagar 30 12 2994,270833 3288,54167 3661,45833 3661,45833 3661,45833
Capital de trabajo 529935,8104 989671,904 1605425,33 1605425,33 1605425,33
Incremento de capital 459736,0938 615753,423 0 0 0
6.2.1 Costo de Mano de Obra: ((En $u$)
Descripción No emple. Sueldo /mes Costo mensual Aportes Patronales Previsiones Sociales Total Mes Total Año
S. salud (10%) A.F.P A.R.P Aguinaldo B. Sociales
Gerente 1 1200 1200 120 24 24 99,6 99,6 2767,2 33206,4
Jefe de Producción 1 600 600 60 12 12 49,8 49,8 1383,6 16603,2
Jefe comercialización 1 600 600 60 12 12 49,8 49,8 1383,6 16603,2
Jefe control de calidad 1 600 600 60 12 12 49,8 49,8 1383,6 16603,2
Jefe de r. humanos 1 500 500 50 10 10 41,5 41,5 1153 13836
Administrador 1 500 500 50 10 10 41,5 41,5 1153 13836
Supervisores 5 300 1500 150 30 30 124,5 124,5 2259 27108
Encargado marketing 1 300 300 30 6 6 24,9 24,9 691,8 8301,6
Operarios de planta 4 250 1000 100 20 20 83 83 1556 18672
Secretaria 1 200 200 20 4 4 16,6 16,6 461,2 5534,4
Personal de recursos 2 250 500 50 10 10 41,5 41,5 903 10836
Personal de limpieza 6 100 600 60 12 12 49,8 49,8 883,6 10603,2
Seguridad 2 100 200 20 4 4 16,6 16,6 361,2 4334,4
TOTALES 27 5500 8300 830 166 166 688,9 688,9 16339,8 196077,6
Costo total de mano de obra (En $u$)
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 99

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
TOTAL + BONO DE ANTIGUEDAD
Descripción Total año 1 2 3 4 5
Gerente 33206,4 33206,4 33206,4 34866,72 34866,72 34866,72
Jefe de Producción 16603,2 16603,2 16603,2 17433,36 17433,36 17433,36
Jefe comercialización 16603,2 16603,2 16603,2 17433,36 17433,36 17433,36
Jefe control de calidad 16603,2 16603,2 16603,2 17433,36 17433,36 17433,36
Jefe de r. humanos 13836 13836 13836 14527,8 14527,8 14527,8
Administrador 13836 13836 13836 14527,8 14527,8 14527,8
Supervisores 27108 27108 27108 28463,4 28463,4 28463,4
Encargado marketing 8301,6 8301,6 8301,6 8716,68 8716,68 8716,68
Operarios de planta 18672 18672 18672 19605,6 19605,6 19605,6
Secretaria 5534,4 5534,4 5534,4 5811,12 5811,12 5811,12
Personal de recursos 10836 10836 10836 11377,8 11377,8 11377,8
Personal de limpieza 10603,2 10603,2 10603,2 11133,36 11133,36 11133,36
Seguridad 4334,4 4334,4 4334,4 4551,12 4551,12 4551,12
TOTALES 196077,6 196077,6 196077,6 196077,6 205881,5 205881,48
Costos de administración (En $u$)
Descripción Tipo de costo 1 2 3 4 5
1. Mat. y suministros 1450 1450 1450 1450 1450
Mat. De escritorio CF 600 600 600 600 600
Mat. De limpieza CF 850 850 850 850 850
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 100

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
2. Mano de obra ind. 196077,6 196077,6 196077,6 205881,5 205881,48
Personal a plazo fijo CF 1000 1000 1000 1000 1000
3. Gastos grales. 1200 1200 1200 1200 1200
Agua CF 400 400 400 400 400
Teléfono CF 800 800 800 800 800
TOTAL 198727,6 198727,6 198727,6 208531,5 208531,48
Costos de comercialización (En $u$)
Descripción Tipo de costo Unidad Cantidad P. unitario Total
Material Publicitario CF Global 1 600 600
Publicidad T.V. CV Global 100000 0,01 1000
Personal de ventas CV Unid. 100000 0,04 4000
Servicios básicos CF Mes 15 50 750
Combustible CV Unid. 300000 0,05 15000
Mantenimiento y reparación CF Unid. 1 500 500
Total 21850
6.3. Cálculo de la Taza Interna de Retorno (TIR) y el Valor Actual Neto (VAN):
Estado de resultados (En $u$)
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 101

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
DESCRIPCION 1 2 3 4 5
INGRESOS 115200000 230400000 384000000 384000000 384242692,5
Ventas (Biodiesel) 115200000 230400000 384000000 384000000 384000000
Valor residual -1362732,8
Recuperación de capital de trabajo 1605425,328
EGRESOS 2401456,02 4020992,267 5322011,147 5272011,147 5222011,147
Costo de operación total 1237213,85 2243300,1 3594318,98 3594318,98 3594318,98
Intereses 250000 200000 150000 100000 50000
Amortización 500000 500000 500000 500000 500000
Despreciación 414242,167 1077692,167 1077692,167 1077692,167 1077692,167
UTILIDAD BRUTA 112798544 226379007,7 378677988,9 378727988,9 379020681,4
Impuestos (IT+IVA) 17901875,9 36572370,99 60972738,53 60972738,53 60972738,53
UTILIDAD IMPONIBLE 94896668,1 189806636,7 317705250,3 317755250,3 318047942,8
Impuesto IUE (25%) 23724167 47451659,19 79426312,58 79438812,58 79511985,71
UTILIDAD NETA 71172501,1 142354977,6 238278937,7 238316437,7 238535957,1
Flujo de caja para calculo de indicadores financieros (En $u$)
DESCRIPCION 0 1 2 3 4 5
1.INGRESOS 463872 927744 15462400 15462400 15705093
Ventas (Biodiesel) 463872 927744 15462400 15462400 15462400
Valor residual -1362733
Recuperación de capital de trabajo 1605425,3
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 102

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
2.EGRESOS 2840664 870625,4892 1978348,977 7644458,093 7646958,093 7720131,2
Inversiones 2840664 459736,0938 615753,4233 10000 0 0
Costo de operación total 1237213,85 2243300,1 3594318,98 3594318,98 3594319
Impuestos -826324,4545 -880704,5464 4040139,113 4052639,113 4125812,2
FLUJO NETO -2840664 -406753,4892 -1050604,977 7817941,907 7815441,907 7984961,3
B= 1493177571,12%C= 1777243971,12%
VAN (10%) $b 12.091.111,71
TIR 65%
B/C 84,02
VII. IMPACTO AMBIENTAL:
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 103

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
En este apartado se han relacionado los factores del proyecto potencialmente impactantes, tanto en la fase de construcción como en la
de funcionamiento, y los elementos del medio susceptibles de impacto para, en una matriz causa-efecto, establecer las relaciones de
causalidad entre una acción y sus efectos sobre el medio.
Posteriormente se han valorado los impactos identificados como significativos, para el posterior establecimiento de las medidas
correctoras pertinentes.
A continuación se adjunta la matriz causa-efecto, en la que se refleja la identificación de los impactos considerados. Asimismo, se
incluye la matriz de valoración de los impactos negativos que requerirán la aplicación de las medidas correctoras oportunas.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 104
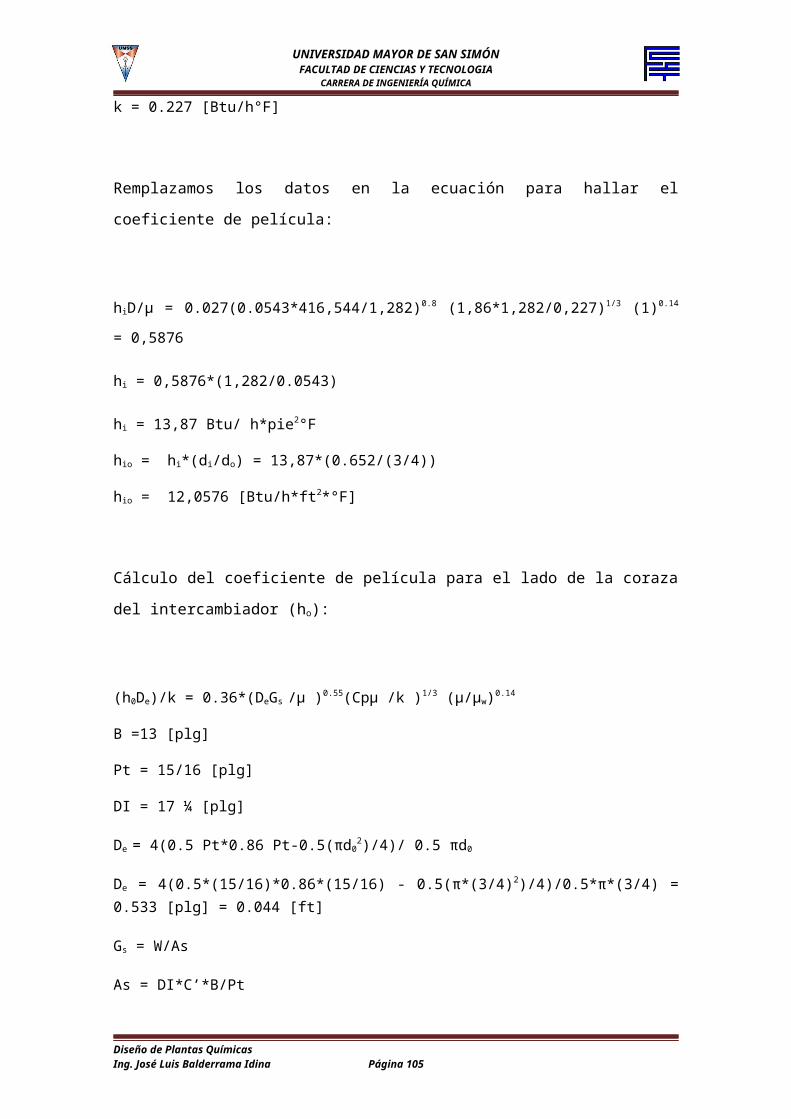
UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 105

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 106

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
JERARQUIZACIÓN DE IMPACTOS
Las principales conclusiones que se pueden extraer tras la lectura de la matriz son
las siguientes.
• Durante la fase de obras, los impactos detectados son los habituales en
cualquier obra y montaje de instalaciones industriales tales como emisión de
ruidos, polvo, vibraciones, etc.
• En fase de funcionamiento regular los principales impactos detectados están
asociados, principalmente, con las emisiones atmosféricas y el paisaje.
• En fase de funcionamiento anómalo los impactos identificados son moderados
y afectarían principalmente a la calidad atmosférica y de las aguas y a la
socioeconomía de la zona en caso del cese total de la actividad.
A continuación se incluye una lista de los impactos ambientales negativos
significativos identificados y valorados en fase de funcionamiento regular,
jerarquizados de mayor a menor grado de significación relativo según su magnitud,
importancia, calidad intrínseca del medio en el que actúan y gravedad:
Impactos Negativos Moderados
Alteración de la calidad del aire en fase de funcionamiento, asociada con las
operaciones de almacenamiento, carga y descarga y con el funcionamiento de los
diferentes equipos.
Alteración de la calidad de las aguas en el caso de un funcionamiento anómalo
de los equipos de depuración.
Riesgos de accidentes en caso del funcionamiento anómalo de la instalación.
Impactos Negativos Compatibles
Alteración de la calidad del aire en fase de obras, sobre todo polvo y partículas,
asociada a los movimientos de tierras, la manipulación de áridos y el tráfico y
funcionamiento de vehículos pesados (camiones) así como el funcionamiento de la
maquinaria.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 107

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
Alteración de las aguas, en obras debido a que no existen cauces permanentes
que puedan verse afectados, y en funcionamiento debido al carácter no tóxico de
los vertidos de la planta.
Alteración de la calidad de las aguas subterráneas y el suelo, por el carácter
limitado de los posibles derrames.
Alteración de la calidad acústica del medio por generación de ruido en
condiciones de funcionamiento anómalo de la instalación
Riesgos de inestabilidad geotécnica en caso de funcionamiento anómalo de la
instalación.
Afección al paisaje por la implantación de las instalaciones en una zona con
cierto valor visual debido a las panorámicas existentes.
Afección a la socioeconomía de la zona en caso de cese de la actividad.
Impactos Positivos
Impacto positivo sobre la gestión territorial y la socio-economía por tratarse de un
proyecto que permite el desarrollo de la Zona, planificación energética (promoción
de energías limpias, etc.) y desarrollo comarcal.
Como impacto más positivo hay que destacar que la producción de Biodiesel es a
partir de fuentes renovables (aceites vegetales) frente a la producción de
combustibles a partir de recursos no renovables como el petróleo. Además de esto
hay que destacar que el bajo contenido de azufre es también un factor a reseñar,
ya que evita la emisión de este componente a la atmósfera con su correspondiente
mejora medioambiental.
MEDIDAS PREVENTIVAS Y CORRECTORAS
A continuación se citan, de modo general, algunas de las medidas correctoras y
protectoras propuestas para disminuir la repercusión de los impactos negativos
generados, tanto en la fase de obra como en la de funcionamiento:
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 108

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
• Buenas prácticas en obra, mediante la planificación y el establecimiento de
criterios de actuación que aseguren unas condiciones adecuadas de orden y
limpieza.
• Control de los residuos y vertidos, susceptibles de contaminar aguas y suelos
• Selección de suministradores y contratistas con criterios medioambientales
• Implantación de un Sistema de Gestión Medioambiental
• Medidas para corrección de impactos sobre el suelo y las aguas (cubetos de
retención, decantación, correcto uso y mantenimiento de los tanques de
almacenamiento, prevención de fugas y derrames)
• Adecuado diseño de los drenajes (redes separativas)
• Correcta gestión de sobrantes (caso particular de la gestión de residuos sólidos)
• Directrices de almacenamiento, transporte y etiquetado de sustancias peligrosas
• Mantenimiento de la maquinaria y control del tráfico para la minimización del
ruido
Después de la valoración cualitativa realizada, y considerando la introducción de
las medidas correctoras propuestas, se clasifica el impacto residual generado
como COMPATIBLE.
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 109

UNIVERSIDAD MAYOR DE SAN SIMÓNFACULTAD DE CIENCIAS Y TECNOLOGIA
CARRERA DE INGENIERÍA QUÍMICA
VIII. BIBLIOGRAFIA:
BOUAID, A.; M. MARTÍNEZ Y J. ARACIL. (2007). «A Comparative Study of the Production of
Ethyl Esters from Vegetable Oils as a Biodiesel Fuel Optimization by Factorial Design»,
en Chemical Engineering Journal, (134): 93-99, 2007.
MARTÍNEZ, M. (2003). «Utilización de aceites vegetales usados para la obtención de
biodiésel». Madrid: Laboratorio de Procesos Químicos y Bioquímicos Integrados,
Universidad Complutense de Madrid, 2003.
VERA, M. (1999). «Proceso de extracción de fitoesteroles y alcoholes de alto peso
molecular a partir de la fracción aceite y la cachaza de la caña de azúcar». Santa
Clara: Facultad de Química-Farmacia, Universidad Central de Las Villas (UCLV), 1999.
Colectivo de autores: "La industria de los derivados de la caña de azúcar".
Instituto Cubano de Investigaciones de los derivados de la caña de azúcar
(ICIDCA), Editorial Científico- Técnica, La Habana, 1986.
Instituto para la Diversificación y Ahorro de la Energía. Manuales de
energías renovables: Biomasa. Madrid. 1992.
Riva G.:”Los aceites vegetales y el desarrollo de nuevos motores”. Motores
y Tractores, no 10. 1992.
http://www.mging.com.ar/mini_plantas.htm
http://www.engormix.com/MA-agricultura/girasol/articulos/utilizacion-aceites-
vegetales-usados-t865/421-p0.htm
http://www.miliarium.com/monografias/Biocombustibles/Biodiesel/
Biodiesel.asp#DEFINICION
Grupo Energéticos (2008) “Experiencias de la primera planta de biodiesel
en México”
http://earthtrends.wri.org/text/energy-resources/variable-351.html
International Energy Agency (IEA) (2007) Bioenergy Project Development
and Biomass Supply. OECD/IEA
Diseño de Plantas QuímicasIng. José Luis Balderrama Idina Página 110