Embed Size (px)
Citation preview

PHYSICOCHEMICAL CHARACTERIZATION OF THE MULTIUSE MEDICAL TEXTILES IN SURGERY AND AS PACKAGING MATERIAL IN MEDICAL STERILIZATION
Beti Rogina-Car1, Sandra Flincec Grgac2, Drago Katovic2
1University of Zagreb, Faculty of Textile Technology, Department for Clothing Technology, Prilaz baruna Filipovića 28a, 10 000 Zagreb, Croatia, phone: 385 1 37 12 500, fax: 358 1 37 12 599, E-mail: [email protected]
2University of Zagreb, Faculty of Textile Technology, Department for Textile Chemistry & Ecology, Savska cesta 16/V, 10 000 Zagreb, Croatia, phone: 385 1 48 77 352, fax: 358 1 48 77 352, E-mail: [email protected]; [email protected]
Corresponding author: Ph.D. Beti Rogina-Car, [email protected]
1. Introduction
Medical textiles represent a significant type of technical textile as well as all those products that contribute to people’s health, protect against infections and diseases, and offer external support for healing wounds and substitute unhealthy tissue and organs. Owing to the increasing microbiologically induced diseases and infections, medical textiles represent one of the fastest growing areas in the textile sector today [1]. Under appropriate humidity and temperature conditions, medical textiles act as an excellent basis for the growth of bacteria and fungi, cellulose fibers are more sensitive to fungi, while protein fibers are more sensitive to the influence of bacteria [2-4]. Treatment in hospital must provide secure high-level protection to patients and staff and must include measures for appropriate use of medical textiles [5]. Disposable medical textiles create ecological problems when discarded. This is one of the reasons why multiuse medical textiles are more popular. All multiuse medical textiles are sent to hospital launderettes. To secure their usability in demanding areas, such as medicine and healthcare, multiuse medical textiles must meet a combination of criteria: raw material content, thickness, strength, and permeability to air, steam, and microorganisms. Used medical textiles contain different types of pathogenic microorganisms of various origin and bodily fluids. Therefore, it is crucial that the washing procedure provides appropriate cleaning and disinfection [6]. During washing and sterilization of multiuse textile materials, antimicrobial treatments have to be effective enough to kill the causative agent [7]. Textile materials are not resistant to the activities of microorganism, which is why various antibacterial finishes and disinfectants
were developed. Unfortunately, strong antimicrobial substances can be hazardous to the environment. Moreover, they can also have a negative effect on the properties of the textile fibers and textile products so their lifespan is shortened, and they often have to be replaced for this reason [8]. The following work will discuss how and to what extent the physical, chemical, and morphological properties of medical textiles are influenced by washing and sterilization.
2. Experimental
This work investigates the resistance of multiuse materials to consecutive washing and sterilization. The washing and sterilization procedures processes were conducted in the specialized launderette of the Clinical-Hospital Center Zagreb, Rebro. The medical textiles were washed in a continuous washing machine (JENSEN brand) according to a specifically defined procedure (Table 1).
The samples were sterilized in the hospital steam sterilizer Selectomat PL MMM (Münchener Medizin Mechanik) with hot water steam at 134°C and under a pressure of 2.5 bar in a time span of five minutes.
2.1. Materials
Owing to the potential contamination with cotton dust, 100% cotton material is usually avoided in hospitals. This work investigates medical textile materials made of cotton/PES
Abstract:
This work investigates changes in the physicochemical properties of dry multiuse medical textiles used in surgery and as packaging material in sterilization after 0, 1, 10, 20, 30, and 50 washing and sterilization cycles in real hospital conditions of the Clinical-Hospital Centre in Zagreb. Scanning electronic microscope (SEM) was used to perform morphological characterization. Physicochemical characterization and the resulting changes in the medical textiles were monitored using Fourier transform infrared (FT-IR) spectrometer. The change in the mass of the medical textiles as a results of temperature was determined by thermogravimetric (TG) analysis. Furthermore, structural characteristics based on the changes that resulted during the washing and sterilization processes are provided. The conclusion of the conducted research on the changes in the properties of multiuse medical textiles (Cotton/PES, Tencel®, and three-layer PES/PU/PES textile laminate) in real hospital conditions is that the medical textiles do manage to preserve properties after continuous use and it is safe to use them up to 50 washing and sterilization cycles.
Keywords:
multiuse medical textile, washing, sterilization, microbial barrier, SEM, FT-IR, TGA.
http://www.autexrj.com
AUTEX Research Journal, Vol. 17, No 3, September 2017, DOI: 10.1515/aut-2016-0029 © AUTEX
206 UnauthenticatedDownload Date | 3/15/20 1:23 PM

50/50, Tencel®, and three-layer textile laminate used in operation theatres, for uniforms of health workers, and for material packaging in sterilization.
Tencel® showed good antimicrobial properties because of its absorption of moisture on the surface of the textile material. The advantage of Tencel® is its high strength when wet and its dimension stability to washing. Its disadvantage is fibrillation of fibers during use. Three-layer textile laminates consist of two layers of polyester knits with a polyurethane membrane in between.
2.2. Methods
The paper investigates the effect of change in physicochemical properties of multiple fabrics during washing and sterilization processes. Surface mass (ISO 3801), yarn count (ISO 2060), fabric thickness (ISO 5084:1996), density (ISO 7211-2), air permeability (EN ISO 9237:2003), and breaking strength and breaking elongation (ISO 13934-1:2013) were tested in compliance with ISO standards (Table 2) [9-14].
Tensile strength tester (Tensolab Mesdan S.P.A., Brescia, Italy) was used for evaluating the mechanical properties of the initial, washed, and sterilized samples after 0, 1, 10, 20, 30, and 50 washing and sterilization cycles (W+S) according to the
standard EN ISO 13934-1. Air permeability (R) was measured in compliance with EN ISO 9237 using an MO21S (5 cm2, 100 Pa) test.
Thermal analyses of the materials were performed in a flowing synthetic air atmosphere (30 % oxygen; flow rate of 90 ml/min) using a Perkin Elmer analyzer controlled by a PC system. Thermogravimetric (TG) analysis of the samples was obtained from 20 50 to 800°C in air at a heating rate of 30 10°C/cm. Prior to thermal analysis, the fabrics were cut into small pieces with an average weight of about 1 mg, whereas the analyzed samples weighed approximately 5 mg. The samples were analyzed by ATR-IR spectroscopy using a FT-IR spectrometer (PerkinElmer, software Spectrum 100). Four scans at a resolution of 4 cm−1 were recorded for each sample between 4000 cm−1 and 400 cm−1. Scanning electron microscopy (SEM; Mira II LMU, Tescan) was used to characterize the surface morphology of fibers. For SEM studies, the samples were mounted on stubs and coated with a conductive Ag/Pt and scanned under the conditions of high voltage (HV 10.00 kV).
3. Results and discussion
Construction parameters of medical textiles were determined after multiple washing and sterilization
Table 1. Washing parameters
Time (min) Temperature (ºC) Agents
Prewashing 2 30 Polycarboxylate, sodium hydroxide
Centrifuging 1
Rinsing 3 50
Washing 4 70 Ethoxylated fat alcohol, solvent, 2-propanol, methanol, amphoteric surfactants additives
Washing 4 70 Sodium carbonate, sodium silicate, ethoxylated fat alcohol, phosphonate, citric acid
Disinfecting 4 Hydrogen peroxide, acetic acid, peracetic acid
Disinfecting 4 Hydrogen peroxide, acetic acid, peracetic acid
Remark: Commercial names of all products are left out because of the secrecy of the participant laundry and impartiality of the research
Table 2. Properties of the textiles used
Sample Raw material content WeaveSurface mass (g/
m2)
Yarn count(tex)
Density(threads/cm)
Warp Weft Warp Weft
Sample I Cotton/PES 50%/50% linen Plain 178.6 28.60 42.28 34 25
Sample II Tencel® 100% Twill 2/1 193.7 22.83 31.30 50 27
Sample III Three-layer PES/PU/PES textile laminate 216.0
AUTEX Research Journal, Vol. 17, No 3, September 2017, DOI: 10.1515/aut-2016-0029 © AUTEX
http://www.autexrj.com/ 207 UnauthenticatedDownload Date | 3/15/20 1:23 PM

processes. The regression and correlation analyses were performed to determine the statistical dependence and its intensity. There was a negative correlation, meaning that an increase in one variable accompanied the decrease in the other and vice versa (Figures 2 and 3). The thickness of the medical textile was measured in 10 different areas of the sample at a pressure of 100 Pa (A = 5 cm2, F = 500 cN) (Figure 1).
Breaking strength and breaking elongation in compliance with EN ISO 13934-1 with a 100-mm long tube and elongation speed rate of 100 mm/min are shown in Figure 2.
After 50 washing and sterilization cycles, the properties of the medical textile were changed, that is, the thickness slightly increased; the breaking strength decreased, especially in the case of cotton/PES (Sample 1) and Tencel® (Sample 2); and the breaking elongation slightly decreased. This is the result of shrinkage and mechanical damage to the material (mainly of a cellulosic component) during the washing and sterilization processes.
The air permeability of the Cotton/PES and Tencel® blend also decreases, which is closely linked to the dimensional changes and the resulting damage during the washing process. In
Figure 1. Regression analysis of how washing and sterilization affects thickness of medical textiles (ISO 5084) The influence of washing and sterilization on the thickness of the tested medical textiles (ISO 5084)
Figure 2. The influence of washing and sterilization to the break force and the breaking elongation of tested medical textiles
AUTEX Research Journal, Vol. 17, No 3, September 2017, DOI: 10.1515/aut-2016-0029 © AUTEX
http://www.autexrj.com/ 208 UnauthenticatedDownload Date | 3/15/20 1:23 PM

the case of three-layer textile laminate, there was no air permeability (Figure 3).
Morphological characterization of multiuse medical textiles was conducted using an SEM on a sample before (unwashed) and after 50 washing and sterilization procedures cycles, and it is shown in Figures 4–6.
The results of morphological characterization show that after 50 washing and sterilization cycles, insignificant changes occur on the three-layer textile laminate PES/PU/PES (Figure 6). The cotton/PES 50/50 samples show an increase in fibrillation, and the degradation of cotton is visible after 50 washing and sterilization procedures cycles (Figure 4). In the case of Tencel®, the increased number of washing and sterilization cycle resulted
y = -20,131x + 245,36R2 = 0,953
y = -7,5571x + 223,3R2 = 0,4653
0
50
100
150
200
250
0 1 2 3 4 5 6 70W+S 1W+S 10W+S 20W+S 30W+S 50W+S
Washing and sterilization
R(m
m/s
)
R (mm/s) LaminatePES/PUPES
R (mm/s) Cotton/PES
R (mm/s) TENCEL®
Figure 3. Air permeability of the tested medical textiles (W+S, washing and sterilization; R, air permeability)
Figure 4. Morphological characterization of cotton/PES
Figure 5. Morphological characterization of Tencel®
AUTEX Research Journal, Vol. 17, No 3, September 2017, DOI: 10.1515/aut-2016-0029 © AUTEX
http://www.autexrj.com/ 209 UnauthenticatedDownload Date | 3/15/20 1:23 PM

in a continuous increase in fibrillation (Figure 5). Physicochemical characterization and possible changes resulting on the medical textiles were monitored using an FT-IR Spectrometer (Perkin Elmer, software Spectrum 100). The physicochemical characterization of the sample before (unwashed) and after 50 washing and sterilization procedures cycles shows no significant chemical changes. The obtained spectra are shown in Figure 7.
Yarns from the cotton/PES sample blend did not show any significant changes before or after 50 washing and sterilization procedures cycles, except for a peak that disappeared in the area of the wavenumber 1259.61 cm−1 resulting from asymmetric stretching of bonds in C–C–O [15]. This may be a
consequence of material damage or bond coverage (Figure 7). The yarns in Figure 7 show only one alteration in Tencel® fabric that was washed for 50 times in the area of the wavenumber 2845 cm−1, which corresponds to the changes occurring as a result of symmetric stretching within CH2, pointing to the partial degradation of the cellulosic polymer after 50 washing and sterilization cycles [10] [16]. FT-IR results clearly show that no physicochemical changes occurred in the structure of the laminated material (PES/PU/PES). The changes in the mass of the medical textiles as a function of temperature were monitored by TG analysis. The major DTG (first derivation of the TG curve) value of the cotton/PES, Tencel®, and PES/PU/PES samples before and after washing is shown in Table 3.
Figure 6. Morphological characterization of three-layer PES/PU/PES textile laminate
Figure 7. FT-IR of cotton/PES, Tencel®, PES/PU/PES samples before (unwashed) and after 50 washing and sterilization procedures cycles
AUTEX Research Journal, Vol. 17, No 3, September 2017, DOI: 10.1515/aut-2016-0029 © AUTEX
http://www.autexrj.com/ 210 UnauthenticatedDownload Date | 3/15/20 1:23 PM
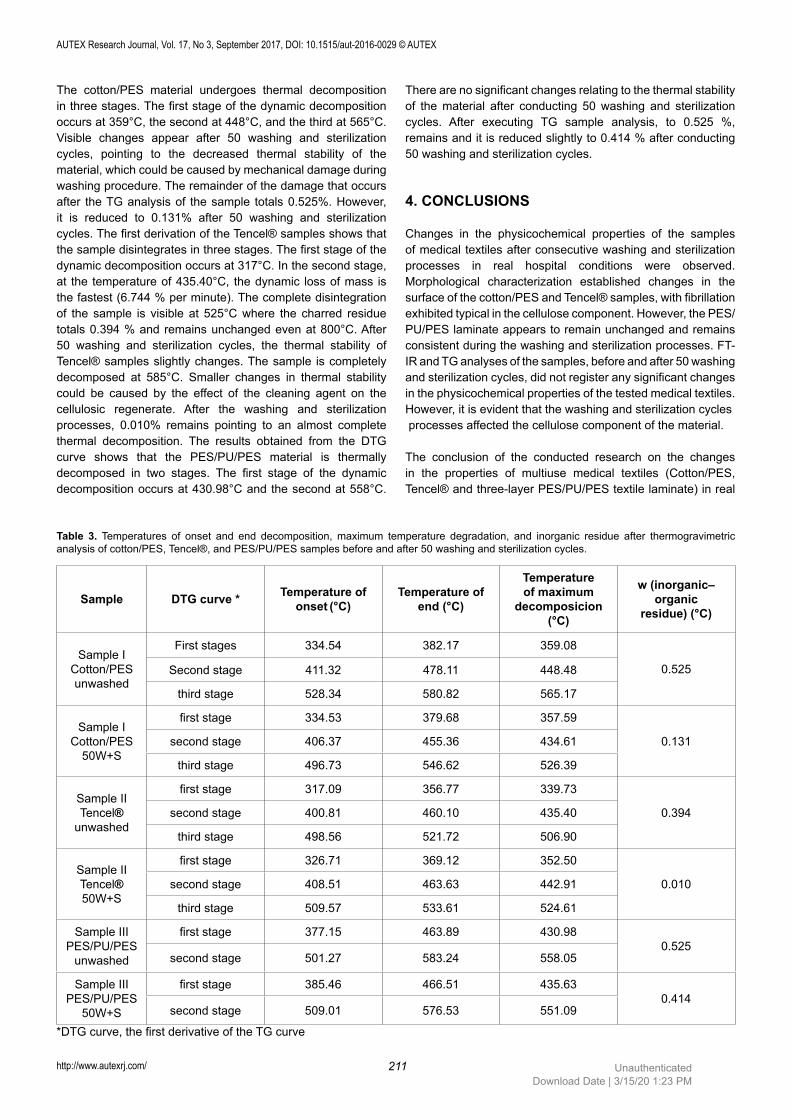
There are no significant changes relating to the thermal stability of the material after conducting 50 washing and sterilization cycles. After executing TG sample analysis, to 0.525 %, remains and it is reduced slightly to 0.414 % after conducting 50 washing and sterilization cycles.
4. CONCLUSIONS
Changes in the physicochemical properties of the samples of medical textiles after consecutive washing and sterilization processes in real hospital conditions were observed. Morphological characterization established changes in the surface of the cotton/PES and Tencel® samples, with fibrillation exhibited typical in the cellulose component. However, the PES/PU/PES laminate appears to remain unchanged and remains consistent during the washing and sterilization processes. FT-IR and TG analyses of the samples, before and after 50 washing and sterilization cycles, did not register any significant changes in the physicochemical properties of the tested medical textiles. However, it is evident that the washing and sterilization cycles processes affected the cellulose component of the material.
The conclusion of the conducted research on the changes in the properties of multiuse medical textiles (Cotton/PES, Tencel® and three-layer PES/PU/PES textile laminate) in real
The cotton/PES material undergoes thermal decomposition in three stages. The first stage of the dynamic decomposition occurs at 359°C, the second at 448°C, and the third at 565°C. Visible changes appear after 50 washing and sterilization cycles, pointing to the decreased thermal stability of the material, which could be caused by mechanical damage during washing procedure. The remainder of the damage that occurs after the TG analysis of the sample totals 0.525%. However, it is reduced to 0.131% after 50 washing and sterilization cycles. The first derivation of the Tencel® samples shows that the sample disintegrates in three stages. The first stage of the dynamic decomposition occurs at 317°C. In the second stage, at the temperature of 435.40°C, the dynamic loss of mass is the fastest (6.744 % per minute). The complete disintegration of the sample is visible at 525°C where the charred residue totals 0.394 % and remains unchanged even at 800°C. After 50 washing and sterilization cycles, the thermal stability of Tencel® samples slightly changes. The sample is completely decomposed at 585°C. Smaller changes in thermal stability could be caused by the effect of the cleaning agent on the cellulosic regenerate. After the washing and sterilization processes, 0.010% remains pointing to an almost complete thermal decomposition. The results obtained from the DTG curve shows that the PES/PU/PES material is thermally decomposed in two stages. The first stage of the dynamic decomposition occurs at 430.98°C and the second at 558°C.
Table 3. Temperatures of onset and end decomposition, maximum temperature degradation, and inorganic residue after thermogravimetric analysis of cotton/PES, Tencel®, and PES/PU/PES samples before and after 50 washing and sterilization cycles.
Sample DTG curve * Temperature of onset (°C)
Temperature of end (°C)
Temperature of maximum
decomposicion (°C)
w (inorganic–organic
residue) (°C)
Sample ICotton/PES unwashed
First stages 334.54 382.17 359.08
0.525Second stage 411.32 478.11 448.48
third stage 528.34 580.82 565.17
Sample ICotton/PES
50W+S
first stage 334.53 379.68 357.59
0.131second stage 406.37 455.36 434.61
third stage 496.73 546.62 526.39
Sample IITencel®
unwashed
first stage 317.09 356.77 339.73
0.394second stage 400.81 460.10 435.40
third stage 498.56 521.72 506.90
Sample IITencel®50W+S
first stage 326.71 369.12 352.50
0.010second stage 408.51 463.63 442.91
third stage 509.57 533.61 524.61
Sample IIIPES/PU/PES
unwashed
first stage 377.15 463.89 430.980.525
second stage 501.27 583.24 558.05
Sample IIIPES/PU/PES
50W+S
first stage 385.46 466.51 435.630.414
second stage 509.01 576.53 551.09
*DTG curve, the first derivative of the TG curve
AUTEX Research Journal, Vol. 17, No 3, September 2017, DOI: 10.1515/aut-2016-0029 © AUTEX
http://www.autexrj.com/ 211 UnauthenticatedDownload Date | 3/15/20 1:23 PM

[7] Thiry, M. C. (2010). Testing antimicrobial performance. AATCC Review, 12, 26-36.
[8] Lee, H. J., Yeo, S. Y., Jeong, S. H. (2003). Antibacterial effect of nanosized silver colloidal solution on textile fabrics. Journal of Materials Science, 38, 2199-2204.
[9] HRN ISO 3801:2003 Textiles -- Woven fabrics -- Determination of mass per unit length and mass per unit area (ISO 3801:1977)
[10] HRN EN ISO 2060:2008 Textiles -- Yarn from packages -- Determination of linear density (mass per unit length) by the skein method (ISO 2060:1994; EN ISO 2060:1995)
[11] ISO 5084:1996 Textiles -- Determination of thickness of textiles and textile products
[12] HRN EN 1049-2:2003 Textiles -- Woven fabrics -- Construction -- Methods of analysis -- Part 2: Determination of number of threads per unit length (ISO 7211-2:1984 modified; EN 1049-2:1993)
[13] EN ISO 9237:2003 Textiles -- Determination of the permeability of fabrics to air (ISO 9237:1995)
[14] ISO 13934-1:2013 Textiles -- Tensile properties of fabrics -- Part 1: Determination of maximum force and elongation at maximum force using the strip method
[15] Yan, H., Hua, Z., Qian, G. (2009). Analysis of the chemical composition of cotton seed coat by Fourier-transform infrared (FT-IR) microspectroscopy. Cellulose, 16, 1099-1107. DOI 10.1007/s10570-009-9349-2
[16] Edwards, H. G. M., Farwell, D. W., Webster, D. (1997). FT Raman microscopy of untreated natural plant fibres. Spectrochimica Acta Part A, 53, 2383-2392.
hospital conditions is that the medical textiles do manage to preserve properties after continuous use and it is safe to use them up to 50 washing and sterilization cycles.
ACKNOWLEDGMENTS
The financial support was provided within the framework Support scientific and artistic research 2016 “Functionalisation and characterization of textile materials for achieving protective properties”, financed by the University of Zagreb.
References
[1] Belkin, N.L. (2002). A historical Gowns and Drapers. AORN J, 76(4), 648-653.
[2] Borkow, G., Gabby, J. (2008). Biocidal textiles can help fight nosocomial infection. Med Hypotheses, 70, 990-994.
[3] Stephens-Borg, K. (2008). Surgical dressings and turbulent years of cotton industry. J Perioper Pract, 18(7), 305-306.
[4] Fijan, S., Šoštar-Turk, S. (2012). Hospital textiles, are they a possible vehicle for healthcare-associated infections? International journal of environmental research and public health, 9(9), 3330-3343.
[5] Rutala, W. A., Weber, D. J. (2001). A Review of Single Use and Reusable Gowns and Drapes in Health Care. Infection Control and Hospital Epidemiology, 22(4), 248-257.
[6] Pissiotis, C. A., Kombororozos, V., Paputsi, C., Skrekas, G. (1997). Factors that influence the effectiveness of surgical gowns in the operating theatre. European Journal of Surgery, 163, 597-604.
AUTEX Research Journal, Vol. 17, No 3, September 2017, DOI: 10.1515/aut-2016-0029 © AUTEX
http://www.autexrj.com/ 212 UnauthenticatedDownload Date | 3/15/20 1:23 PM





























