Embed Size (px)
Citation preview

1
Pengendalian Kualitas Statistik
Lely Riawati
SQC DAN SPC
SPC dan SQC bagian penting dari TQM (Total
Quality Management)
Ada beberapa pendapat :
SPC merupakan bagian dari SQC
Mayelett (1994) cakupan SQC lebih luas :
pengendalian proses statistik, pengendalian
produk (acceptance sampling) dan analisis
kemampuan proses
SPC = SQC
2

3
TQM (Total Quality Management)
Sistem Manajemen
perencanaan, pengorganisasian, pengendalian, dan
pengelolaan proses SDM terkait kualitas produk /
jasa.
Sistem Teknik
penjaminan kualitas dalam desain produk,
perencanaan dan desain proses, dan pengendalian
bahan baku, produk antara dan produk jadi
Terintegrasi dan berkelanjutan

Statistical Quality Control ( SQC )
Teknik problem solving yang digunakan
sebagai pemonitor, pengendali,
penganalisis, pengelola dan memperbaiki
proses dengan menggunakan metode
statistik.
4

5
Pemasok
Penerima
QC Dept
Input Proses
Produksi
Output Produk
akhir
Proses
QC Dept
Manajemen
Mutu
Kontrak
Standar
Penggambaran
Laporan pelanggan
Teknologi
Biaya
Tolak
Dibuang
Pengerjaan ulang
Terima
Tolak
Terima
Sistem Pengendali Kualitas
Pelaksanaan Inspeksi
a. Pada waktu bahan baku masih ada di
pemasok
b. Pada waktu bahan baku sampai di
perusahaan
c. Sebelum proses dimulai
d. Selama proses produksi berlangsung
e. Setelah proses produksi
f. Sebelum dikirimkan kepada pelanggan
g. dll
6

PDC
Final
Inspection
100% & QC
Lab
WAREHOUSE
Leather
Material
QC Incoming
QC Incoming/
Leather
Grading
QC Incoming
Uppers
Process
Control
Pemotongan
Kulit
QC
Proses
Sepatu Jadi
Process
Control
Final
Inspection
100%
Contoh 1 (Inspeksi di perusahaan kulit & sepatu)
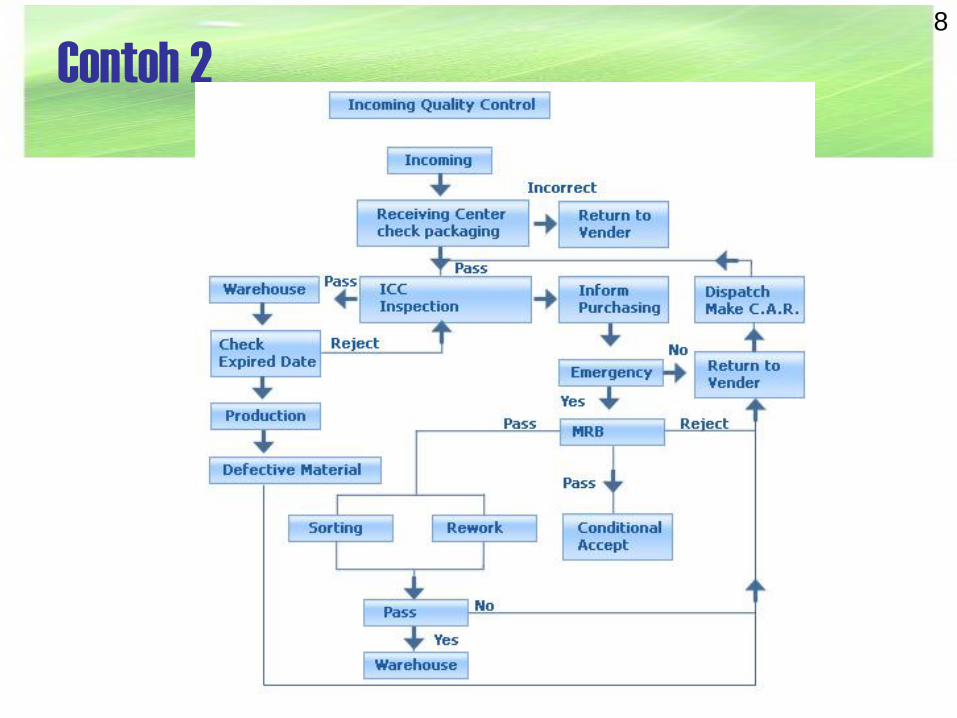
Contoh 2
8

9

Outgoing Quality Control
10

Pengendalian Kualitas Statistik
11
Pengendali Kualitas Statistik
Pengendali Kualitas Proses Statistik (Control Chart)
Data Variabel Data Atribut
Rencana penerimaan Sample
Produk (Acceptance
Sampling
Data Variabel Data Atribut

Pengendalian proses statistic (statistical
process control) atau yang sering disebut
dengan control chart
Rencana penerimaan sampel produk
atau yang sering dikenal dengan
acceptance sampling
12
Pengendalian Kualitas Statistik

CONTROL CHART
13
Center line
Lower Control Limit
Upper Control Limit
Dapat memisahkan penyebab khusus dan umum melalui batas pengendalian
(UCL dan LCL)
Dalam batas
pengendali
penyebab umum

CONTROL CHART BERDASAR JENIS DATA :
Control Chart data variabel Control Chart Rata-rata ( x ) dan Range (R)
Control Chart Rata-rata ( x ) dan Standar Deviasi (S)
Control Chart untuk Unit-unit Individu
Control Chart data atribut Control Chart Proporsi Kesalahan (p-chart) dan
Banyaknya Kesalahan (np-chart) dalam sampel
Control Chart Banyaknya Kesalahan dalam Satu Unit
Produk (c-chart atau u-chart)
Control Chart Kesalahan per Unit Produk dengan
Variasi Kesalahan (U-chart)
14

Acceptance Sampling Plan
Prosedur yg digunakan untuk mengambil
keputusan terhadap produk (bahan baku)
yg datang atau produk yg dihasilkan
perusahaan
15

Metode pelaksanaan inspeksi
1. Inspeksi produk 100% u/ komponen
kritis, bila yg cacat diloloskan tidak dapat
diterima pada tingkat berikutnya; segmen
pasar tertentu (premium); terkait safety dll
butuh waktu, tenaga & biaya yg tidak
sedikit
2. Sampel penerimaan / Acceptance
sampling ada resiko produsen
(kesalahan tipe 1) dan resiko konsumen
(kesalahan tipe 2)
16

Kesalahan tipe I
Resiko produsen (menolak produk baik)
Kebetulan yg diambil sebagai sampel
adalah produk cacat padahal yg tidak
diambil sebagai sampel adalah produk
baik seluruh produk yg diproduksi
waktu itu ditolak meskipun produk baik
Prosedur pengendalian statistik
umumnya dirancang untuk meminimalkan
kesalahan tipe ini
17

Kesalahan tipe II
Resiko konsumen (menerima produk
cacat)
Kebetulan yg diambil sebagai sampel
adalah produk baik padahal yg tidak
diambil sebagai sampel adalah produk
cacat seluruh produk yg diproduksi
waktu itu diterima meskipun produk cacat
tetap lolos uji diterima konsumen.
18

Kelebihan menggunakan Acceptance Sampling
Biasanya lebih murah karena
pemeriksaan dan personil yang terlibat
lebih sedikit
Lebih sedikit penanganan terhadap
produk, jadi kerusakan berkurang
Memotivasi supplier bila ada penolakan
19

Kelemahan menggunakan Acceptance Sampling
Adanya resiko menerima produk cacat
(resiko konsumen) dan menolak produk
baik (resiko produsen)
Lebih sedikit informasi mengenai produk
Memerlukan perencanaan dan
dokumentasi tentang prosedur sampling
pemeriksaan
Tidak ada jaminan mengenai sejumlah
produk tertentu akan menmenuhi
spesifikasi
20

Acceptance Sampling ada 2
1. Perencanaan atribut • Sampel diambil secara random dari produk yg dihasilkan
• Masing-masing unit diklasifikasikan diterima / ditolak
• Banyaknya kesalahan dibandingkan dengan yg diperbolehkan
dalam perencanaan
• Adanya keputusan produk tersebut ditolak atau diterima
2. Perencanaan variabel • Sampel diambil secara random
• Pengukuran karakteristik kualitas untuk setiap unit dan
dirangkum dlm statistik sampel (misal rata-rata)
• Dibandingkan dengan nilai yg diperbolehkan dalam rencana
• Adanya keputusan produk tersebut ditolak atau diterima
21

Manfaat Acceptance Sampling :
(Gryna )
1. Staf inspeksi yang lebih sedikit mengurangi
kompleksitas dan biaya inspeksi
2. Mengurangi kerusakan produk
3. Mengurangi waktu inspeksi
4. Meminimalkan masalah yg sama dan
kesalahan penguji akibat 100% inspeksi
5. Penolakan produk penyimpangan kualitas
mencari tindakan pencegahan
6. Desain untuk rencana pengambilan sampel
disesuaikan keinginan pelanggan
22

Statistical Process Control (SPC)
Menurut Heizer dan Render (2006) : “A process
used to monitor standars, making measurements and
taking corrective action as a product or service is being
produced.”
“Sebuah proses yang digunakan untuk mengawasi
standar, membuat pengukuran dan mengambil tindakan
perbaikan ketika sebuah produk atau jasa sedang
diproduksi”
23

Statistical process control (SPC)
Berhubungan dengan inspeksi atau
pengecekan pada sample acak yang
merupakan output dari sebuah
proses
Menentukan apakah produk dari
produksi sesuai dengan karakteristik
yang sesuai dengan range yang
diberikan.
24

Sistem Pengendalian proses – Pandangan
Tradisional
• Hanya berfokus pada aktivitas inspeksi untuk
mencegah lolosnya produk cacat ketangan
pelanggan strategy of detection
• Sia-sia, tidak memberikan kontribusi terhadap
peningkatan kualitas
25
PRODUK
AKHIR
INSPEKSI
&
SORTIR
PRODUK
BAGUS
PRODUK
CACAT
REWORK
CUSTOMER
Dpt diperbaiki
Tidak dpt
diperbaiki
DIBUANG

Sistem Pengendalian proses – Pandangan
Modern
• Lebih berorientasi pada strategi pencegahan
kerusakan / produk cacat dengan melakukan
aktivitas secara baik dan benar pada waktu
pertama kali mulai aktivitas tersebut
• Strategy of Prevention
26

Sistem pengendalian proses sebagai implementasi
strategi pencegahan ( strategy of prevention)
27

Sistem pengendalian proses sebagai implementasi
strategi pencegahan ( strategy of prevention)
1. Proses.
Melalui proses, input bekerja sama untuk menghasilkan
output berkualitas diserahkan kepelanggan (sesuai
ekspektasi)
2. Informansi tentang Performansi.
• Seringnya dapat diperoleh melalui mengkaji output
dari proses itu
• pihak manajemen industri perlu menentukan nilai-
nilai target (target values) untuk karakteristik proses
dan memantau performansi aktual proses terhadap
nilai-nilai target yang telah ditetapkan dari
informasi dapat dilakukan perbaikan-perbaikan
28

Sistem pengendalian proses sebagai implementasi
strategi pencegahan ( strategy of prevention)
3. Tindakan pada Proses.
• Untuk mencegah karakteristik penting dari proses/ output yang
bervariasi terlalu jauh dari target untuk mempertahankan
kestabilan dan variasi pada batas-batas yang dapat diterima
(acceptable limits) agar ekonomis
• Misal : perubahan dalam operasional (pelatihan, perubahan
kedatangan material, dll) atau elemen proses itu sendiri (tingkatkan
komunikasi, mengubah desain proses secara keseluruhan, dll).
4. Tindakan pada Output.
• Tidak hanya mendeteksi dan memperbaiki produk yang berada di
luar spesifikasi, juga menganalisa
• Tindakan korektif pada proses untuk mencegah proses
menghasilkan output yang tidak konsisten dalam memenuhi
spesifikasi kebutuhan pelanggan.
• Menguji proses spesifikasi produk sesuai pelanggan.
29

Variasi (dalam SPC)
Ketidakseragaman dalam sistem
produksi/operasional sehingga menimbulkan
perbedaan dalam kualitas pada produk (barang
dan/atau jasa) yang dihasilkan.
Terdapat dua sumber atau penyebab timbulnya
variasi :
a. Variasi Penyebab-Khusus (Special-Causes
Variation)
b. Variasi Penyebab-Umum (Common-Causes
Variation)
30

a. Variasi Penyebab-Khusus (Special-Causes
Variation)
Kejadian-kejadian di luar sistem yang mempengaruhi
variasi dalam sistem.
Tidak selalu aktif dalam proses tetapi memiliki
pengaruh yang lebih kuat pada proses
Pada control charts jenis variasi ini sering ditandai
titik pengamatan diluar batas pengendalian
Contoh penyebab: penggunaan alat, kesalahan
operator, kesalahan dalam penyiapan mesin,
kesalahan penghitungan, kesalahan bahan baku
dll
31

b. Variasi Penyebab-Umum (Common-Causes
Variation)
Faktor-faktor di dalam sistem atau yang melekat pada
proses yang menyebabkan timbulnya variasi dalam sistem
serta hasil-hasilnya.
Pada peta kontrol ditandai dengan titik-titik pengamatan
yang berada dalam batas-batas pengendalian yang
didefinisikan (defined control limits).
Bila proses hanya mempunyai variasi penyebab umum
proses yang stabil karena penyebab sistem yang
mempengaruhi variasi biasanya relatif stabil sepanjang
waktu.
Contoh penyebab : penurunan suhu udara, naik turunnya
kelembaban udara, penurunan kinerja mesin dll
32

Gyrna(2001) manfaat bila pengendalian hanya
didasarkan pada sebab umum :
1. Proses memiliki stabilitas memungkinkan
organisasi memprediksi perilaku (untuk jangka
pendek).
2. Proses memiliki identitas untuk membuat
prediksi masa mendatang.
3. Proses beroperasi dengan variabilitas lebih kecil
dari proses yang memiliki penyebab khusus
4. Proses yang mempunyai penyebab khusus
tidak stabil dan memiliki penyimpangan besar
(harus mengadakan perubahan untuk mencapai
perbaikan)
33

5. Dapat membantu karyawan dalam menjalankan
“proses” tidak perlu dibuat penyesuaian yang
dikhawatirkan dapat menambah kesalahan, bukan
mengurangi.
6. Memberikan petunjuk untuk mengurangi
variabilitas proses jangka panjang.
7. Mempermudah identifikasi kecenderungan yang
terjadi dari waktu ke waktu.
8. Dapat memenuhi spesifikasi produk, sehingga dapat
dikatakan proses dalam kondisi baik dan dapat
menghasilkan produk yang baik.
34
Gyrna(2001) manfaat bila pengendalian hanya
didasarkan pada sebab umum :

1. Tersedianya informasi bila akan memperbaiki proses
2. Membantu memisahkan penyebab umum dan khusus
terjadinya kesalahan
3. Tersedianya bahasa yg umum bagi berbagai pihak terkait
kinerja proses
4. Menghilangkan penyimpangan karena penyebab khusus
5. Pemahaman yg lebih baik tentang proses
6. Pengurangan waktu
7. Pengurangan biaya (rework, inspeksi ulang dll)
8. Komunikasi yg lebih baik dengan pelanggan
9. Lebih berorientasi pada data statistik dibanding asumsi
10. Perbaikan proses kualitas dan produktivitas meningkat,
biaya lebih rendah
35
Manfaat pengendalian proses statistik
(Antony, 2000)
Keberhasilan SPC dipengaruhi :
( Bird dan Dale, 1994)
Sistem pengukuran
Sistem pelatihan yang tepat
Komitmen manajemen
36

Alasan sulitnya pengenalan dan penerapan SPC
(Antony, 2000)
1. Tidak diikuti dengan dukungan dan
komitmen manajemen
2. Tidak ada pendidikan dan pelatihan
tentang alat dan teknik pengendalian
kualitas.
3. Sistem pengukuran kurang baik
4. Kurangnya pengetahuan terhadap apa
yang dimonitor dan diukur
5. Kurangnya komunikasi
37

38