Embed Size (px)
Citation preview
1
PENGELASAN BUSUR TUNGSTEN PADA BLADE BAJA TAHAN
KARAT 316L UNTUK TURBO CHARGER VTR 400
Ahmad Sepri Imron / 20406545
Industrial Technology Faculty, Mechanical Engineering Major
ABSTRACT
Gas Tungsten Arc Welding (GTAW) is a process of melt and combine metals by
heating the metal by the arc that is placed between the tungsten electrode and the
metal. In this study, conducted to determine the micro structure and hardness of
materials stainless steel or stainless steel. In this study two types of testing, that is
testing of metallographic and hardness Vickers hardness testing. 316L stainless
steel material has a microstructure of austenite phase (γ) and phase ferlite (δ). In
the welding of 316L stainless steel material connection using GTAW welding
connection 90 ampere produces a good surface without the occurrence of welding
cracks or paint on the weld seam area. As for welding which uses 100 and 120
amperes have surface defects in the form of cracks in the weld seam weld area. As
for the hardness test hardnes SS 316L stainless steel material that has a hardness
value of the loudest in the area of welded joints or weld seam area of welding
welding welding connection that uses 120 amperes with an average value of 156.3
HV hardness and the highest of the six traces on wel metal area is 172.3 HV in
traces in to two. Based on reference analysis and material testing. fault or
material damage to the welding of stainless steel and stainless steel material
connection traces hardness values obtained on the hardest material fault or
damage is due to attachment of a stainless steel exhaust and flue gas temperatures
are high on stainless steel with a long time in addition to the adhesion of the flue
gas with a long time affects the strength, tenacity and hardness.
Key word : Turbo Charger VTR 400, Mikrostruktur, Kekerasan.
2
PENGELASAN BUSUR TUNGSTEN PADA BLADE BAJA TAHAN
KARAT 316L UNTUK TURBO CHARGER VTR 400
Ahmad Sepri Imron / 20406545
Industrial Technology Faculty, Mechanical Engineering Major
ABSTRAKSI
Gas Tungsten Arc Welding (GTAW) adalah sebuah proses mencairkan dan
menggabungkan logam dengan memanaskan logam melalui busur yang dipasang
antara elektroda tungsten dan logam. Dalam penelitian ini, dilakukan untuk
mengetahui struktur micro dan kekerasan material baja tahan karat atau stainless
steel. Pada penelitian ini dilakukan dua jenis pengujian, yaitu: pengujian
metalografi dan pengujian kekerasan hardness vickers . material stainless steel
316L mempunyai struktur mikro berupa fasa austenite (γ) dan fasa ferlite (δ).
Pada pengelasan sambungan material stainless steel 316L dengan menggunakan
pengelasan GTAW 90 ampere menghasilkan sambungan permukaan yang baik
tanpa terjadinya retakan atau cat las pada daerah kampuh las. Sedangkan untuk
pengelasan yang menggunakan 100 dan 120 ampere mengalami cacat permukaan
las berupa retakan pada daerah kampuh las. Sedangkan untuk uji kekerasan
hardnes material stainless steel SS 316L yang memiliki nilai kekerasan yang
paling keras pada daerah sambungan las atau daerah kampuh las yaitu
pengelasan sambungan las yang menggunakan pengelasan 120 ampere dengan
nilai rata-rata kekerasan 156.3 HV dan nilai jejakan tertinggi dari enam jejakan
pada daerah logam lasnya yaitu 172.3 HV pada jejekan ke dua. Berdasarkan
analisa dan data pengujian material. patahan atau kerusakan material stainless
steel dan pada pengelasan sambungan material stainless steel nilai jejejakan
kekerasan paling keras diperoleh pada material patahan atau kerusakan stainless
steel ini dikarenakan melekatnya gas buang dan temperature gas buang yang
tinggi pada stainless steel dengan waktu yang lama di samping itu dengan
melekatnya gas buang dengan waktu yang lama mempengaruhi kekuatan,
keuletan dan kekerasan.
Kata kunci : Turbo Charger VTR 400, Mikrostruktur, Kekerasan.
PENDAHULUAN
Turbocharger salah satu
komponen yang banyak
dikembangkan didalam dunia
otomotif yang banyak dimanfaatkan
baik ditranportasi darat, laut dan
udara. Turbocharger memanfaatkan
tekanan exhaust untuk memutar
turbin yang akan mendorong masuk
udara ke dalam intake, yang
selanjutnya udara yang terdorong
oleh turbin tersebut bersama bahan
bakar di kirim keruang bakar.
Dengan demikian fungsi
turbocharger memaksa udara dan
bahan bakar yang masuk ke dalam
ruang bakar menjadi lebih banyak
sehingga pembakaranpun akan
terjadi lebih besar.

2
Karena turbocharger selalu
terkena panas, maka akan menjadi
sangat rawan untuk terjadinya
kerusakan pada bantalan dan blade
yang sering mengalami kerusakan
seperti pada turbocharger VTR 400
yang di pergunakan pada kapal laut.
Blade turbocharger yang
menggunakan bahan baja tahan karat
(stanless steel 316L) juga mengalami
kerusakan akibat temperature dan
tekanan yang besar. Disinilah factor
material bahan sangat menentukan
ketahanan blade.
LANDASAN TEORI
Baja Tahan Karat (Stainless Steel)
Baja stainless merupakan baja
paduan yang mengandung minimal
10,5% Cr. Sedikit baja stainless
mengandung lebih dari 30% Cr atau
kurang dari 50% Fe. Daya tahan
Stainless Steel terhadap oksidasi
yang tinggal di udara dalam suhu
lingkungan biasanya dicapai karena
adanya tambahan minimal 13% (dari
berat) krom. Krom membentuk
sebuah lapisan tidak aktif
Kromium(III) Oksida (Cr2O3) ketika
bertemu oksigen. Lapisan ini terlalu
tipis untuk dilihat, sehingga
logamnya akan tetap berkilau.
Logam ini menjadi tahan air dan
udara, melindungi logam yang ada di
bawah lapisan tersebut. Fenomena
ini disebut Passi vation dan dapat
dilihat pada logam yang lain, seperti
pada alumunium dan titanium. Pada
dasarnya untuk membuat besi yang
tahan terhadap karat, krom
merupakan salah satu bahan paduan
yang paling penting. Untuk
mendapatkan besi yang lebih baik
lagi, dintaranya dilakukan
penambahan beberapa zat- zat
berikut, Penambahan Molibdenum
(Mo) bertujuan untuk memperbaiki
ketahanan korosi pitting dan korosi
celah Unsur karbon rendah dan
penambahan unsur penstabil karbida
(titanium atau niobium) bertujuan
menekan korosi batas butir pada
material yang mengalami proses
sensitasi. Penambahan kromium (Cr)
bertujuan meningkatkan ketahanan
korosi dengan membentuk lapisan
oksida (Cr2O3) dan ketahanan
terhadap oksidasi temperatur tinggi.
Penambahan nikel (Ni) bertujuan
untuk meningkatkan ketahanan
korosi dalam media pengkorosi
netral atau lemah. Nikel juga
meningkatkan keuletan dan mampu
bentuk logam. Penambahan nikel
meningkatkan ketahanan korosi
tegangan. Penambahan unsur
molybdenum (Mo) untuk
meningkatkan ketahanan korosi
pitting di lingkungan klorida. Unsur
aluminium (Al) meningkatkan
pembentukan lapisan oksida pada
temperature tinggi.
Sturktur Baja Tahan Karat
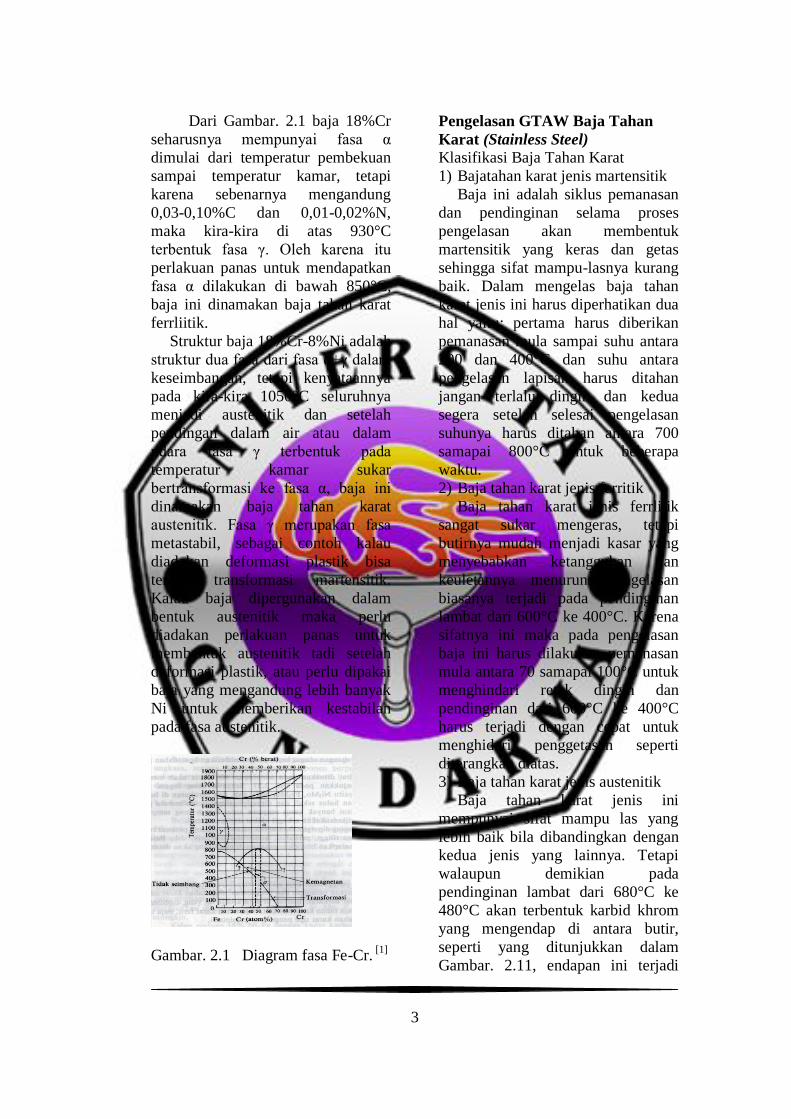
Memperhatikan unsur Cr, yang
menjadi komponen utama pada baja
tahan karat, diagram fasa Fe-Cr di
tunjukkan pada Gambar. 2.1. Cr
dapat larut dalam besi memperluas
daerah α (ferritik). Dalam baja
dengan 12%Cr pada temperatur di
atas 900°C terjadi fasa γ (austenitik).
Dalam paduan yang nyata, C dan N
juga terkandung, jadi fasa γ diperluas
ke daerah yang mempunyai
konsentrasi Cr lebih tinggi. Baja
tahan karat 12%Cr biasa dipakai,
diaustenitkan dari 900 sampai
1000°C tergantung kadar C nya, dan
dicelup dingin pada minyak.
Sehingga mempunyai struktur
martensitik ia menjadi baja tahan
karat.
3
Dari Gambar. 2.1 baja 18%Cr
seharusnya mempunyai fasa α
dimulai dari temperatur pembekuan
sampai temperatur kamar, tetapi
karena sebenarnya mengandung
0,03-0,10%C dan 0,01-0,02%N,
maka kira-kira di atas 930°C
terbentuk fasa γ. Oleh karena itu
perlakuan panas untuk mendapatkan
fasa α dilakukan di bawah 850°C,
baja ini dinamakan baja tahan karat
ferrliitik.
Struktur baja 18%Cr-8%Ni adalah
struktur dua fasa dari fasa α+γ dalam
keseimbangan, tetapi kenyataannya
pada kira-kira 1050°C seluruhnya
menjadi austenitik dan setelah
pendingan dalam air atau dalam
udara fasa γ terbentuk pada
temperatur kamar sukar
bertransformasi ke fasa α, baja ini
dinamakan baja tahan karat
austenitik. Fasa γ merupakan fasa
metastabil, sebagai contoh kalau
diadakan deformasi plastik bisa
terjadi transformasi martensitik.
Kalau baja dipergunakan dalam
bentuk austenitik maka perlu
diadakan perlakuan panas untuk
membentuk austenitik tadi setelah
deformasi plastik, atau perlu dipakai
baja yang mengandung lebih banyak
Ni untuk memberikan kestabilan
pada fasa austenitik.
Gambar. 2.1 Diagram fasa Fe-Cr. [1]
Pengelasan GTAW Baja Tahan
Karat (Stainless Steel)
Klasifikasi Baja Tahan Karat
1) Bajatahan karat jenis martensitik
Baja ini adalah siklus pemanasan
dan pendinginan selama proses
pengelasan akan membentuk
martensitik yang keras dan getas
sehingga sifat mampu-lasnya kurang
baik. Dalam mengelas baja tahan
karat jenis ini harus diperhatikan dua
hal yaitu: pertama harus diberikan
pemanasan mula sampai suhu antara
200 dan 400°C dan suhu antara
pengelasan lapisan harus ditahan
jangan terlalu dingin dan kedua
segera setelah selesai pengelasan
suhunya harus ditahan antara 700
samapai 800°C untuk beberapa
waktu.
2) Baja tahan karat jenis ferritik
Baja tahan karat jenis ferrlitik
sangat sukar mengeras, tetapi
butirnya mudah menjadi kasar yang
menyebabkan ketangguhan dan
keuletannya menurun. Pengelasan
biasanya terjadi pada pendinginan
lambat dari 600°C ke 400°C. Karena
sifatnya ini maka pada pengelasan
baja ini harus dilakukan pemanasan
mula antara 70 samapai 100°C untuk
menghindari retak dingin dan
pendinginan dari 600°C ke 400°C
harus terjadi dengan cepat untuk
menghidari penggetasan seperti
diterangkan diatas.
3) Baja tahan karat jenis austenitik
Baja tahan karat jenis ini
mempunyai sifat mampu las yang
lebih baik bila dibandingkan dengan
kedua jenis yang lainnya. Tetapi
walaupun demikian pada
pendinginan lambat dari 680°C ke
480°C akan terbentuk karbid khrom
yang mengendap di antara butir,
seperti yang ditunjukkan dalam
Gambar. 2.11, endapan ini terjadi

4
pada suhu sekitar 650°C dan
menyebabkan penurunan sifat tahan
karat dan sifat mekaniknya.
Gambar. 2.11 Endapan Antar Butir
Karbid Khrom dari Baja 18Cr-8Ni [5]
Las Gas Arc Tungsten Wellding
(GTAW)
Gas Tungsten Arc Welding
(GTAW) adalah sebuah proses
mencairkan dan menggabungkan
logam dengan memanaskan logam
melalui busur yang dipasang antara
elektroda tungsten dan logam, seperti
yang ditunjukkan pada Gambar.
2.14. Torch elektroda tungsten
terhubung ke silinder gas pelindung
dan juga terhubung ke salah satu
terminal dari sumber daya, seperti
yang di tunjukkan pada Gambar. 2.14a. Elektorda tungsten biasaya
terhubung dengan sebuah pendingin
melalui pipa air tembaga, yang
disebut contact tube, seperti
ditunjukkan pada Gambar. 2.14b.
Hal ini bertujuan agar pada saat
pengelasan arus dari sumber listrik
untuk memasukkan elektroda dan
elektroda yang akan didinginkan
dijaga agar tidak terlalu panas.
Selanjutnya agar dapat terjadi arus
listrik maka ujung terminal lainnya
dihubungkan ke benda kerja. Gas
pelindung melewati body torch dan
diarahkan oleh sebuah nosel ke
kolam las untuk melindungi dari
udara sehingga model perlindungan
dari udara ini jauh lebih baik dari
pada GTAW. Gas yang biasanya
digunakan sebagai pelindung adalah
argon atau helium.
PROSEDUR PENELITIAN
Diagram Alir Penelitian
Diagram pada gambar 3.1
menggambarkan langkah suatu
proses yang dilakukan dalam
melakukan metode penelitian
sehingga memperoleh hasil dari
penelitian yang sesuai dengan
literatur pustaka. Langkah-langkah
5
prosesnya berupa yaitu terminal yang
menyatakan mulai dan selesai dari
suatu proses, pengolahan yang
menyatakan suatu proses yang
berlangsung, dan keputusan untuk
menyatakan dalam mengambil
keputusan dari proses yang telah
diolah dengan cara membandingkan.
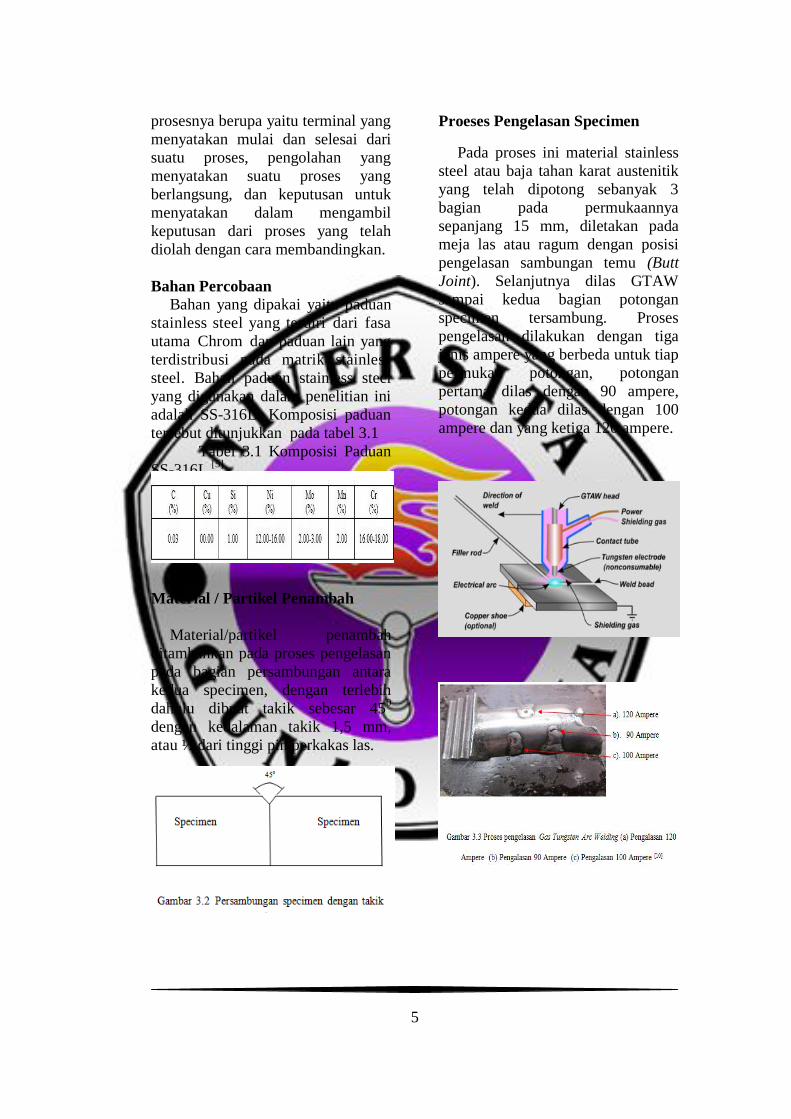
Bahan Percobaan
Bahan yang dipakai yaitu paduan
stainless steel yang terdiri dari fasa
utama Chrom dan paduan lain yang
terdistribusi pada matrik stainless
steel. Bahan paduan stainless steel
yang digunakan dalam penelitian ini
adalah SS-316L. Komposisi paduan
tersebut ditunjukkan pada tabel 3.1
Tabel 3.1 Komposisi Paduan
SS-316L [5]
Material / Partikel Penambah
Material/partikel penambah
ditambahkan pada proses pengelasan
pada bagian persambungan antara
kedua specimen, dengan terlebih
dahulu dibuat takik sebesar 450
dengan kedalaman takik 1,5 mm,
atau ½ dari tinggi pin perkakas las.
3.1 Proses Pengelasan Specimen
Proeses Pengelasan Specimen
Pada proses ini material stainless
steel atau baja tahan karat austenitik
yang telah dipotong sebanyak 3
bagian pada permukaannya
sepanjang 15 mm, diletakan pada
meja las atau ragum dengan posisi
pengelasan sambungan temu (Butt
Joint). Selanjutnya dilas GTAW
sampai kedua bagian potongan
specimen tersambung. Proses
pengelasan dilakukan dengan tiga
jenis ampere yang berbeda untuk tiap
permukan potongan, potongan
pertama dilas dengan 90 ampere,
potongan kedua dilas dengan 100
ampere dan yang ketiga 120 ampere.
6
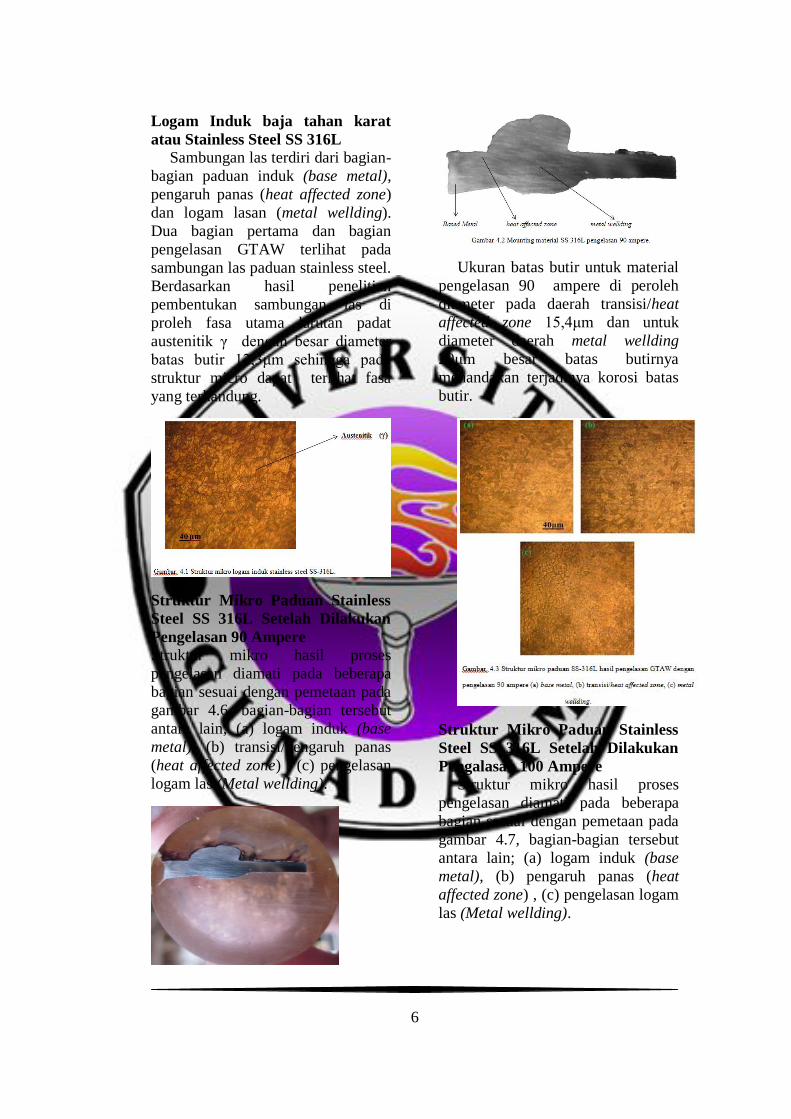
Logam Induk baja tahan karat
atau Stainless Steel SS 316L
Sambungan las terdiri dari bagian-
bagian paduan induk (base metal),
pengaruh panas (heat affected zone)
dan logam lasan (metal wellding).
Dua bagian pertama dan bagian
pengelasan GTAW terlihat pada
sambungan las paduan stainless steel.
Berdasarkan hasil penelitian
pembentukan sambungan las di
proleh fasa utama larutan padat
austenitik γ dengan besar diameter
batas butir 12,3μm sehingga pada
struktur micro dapat terlihat fasa
yang terkandung.
Struktur Mikro Paduan Stainless
Steel SS 316L Setelah Dilakukan
Pengelasan 90 Ampere
Struktur mikro hasil proses
pengelasan diamati pada beberapa
bagian sesuai dengan pemetaan pada
gambar 4.6, bagian-bagian tersebut
antara lain; (a) logam induk (base
metal), (b) transisi/pengaruh panas
(heat affected zone) , (c) pengelasan
logam las (Metal wellding).
Ukuran batas butir untuk material
pengelasan 90 ampere di peroleh
diameter pada daerah transisi/heat
affected zone 15,4μm dan untuk
diameter daerah metal wellding
20μm besar batas butirnya
menandakan terjadinya korosi batas
butir.
Struktur Mikro Paduan Stainless
Steel SS 316L Setelah Dilakukan
Pengalasan 100 Ampere
Struktur mikro hasil proses
pengelasan diamati pada beberapa
bagian sesuai dengan pemetaan pada
gambar 4.7, bagian-bagian tersebut
antara lain; (a) logam induk (base
metal), (b) pengaruh panas (heat
affected zone) , (c) pengelasan logam
las (Metal wellding).
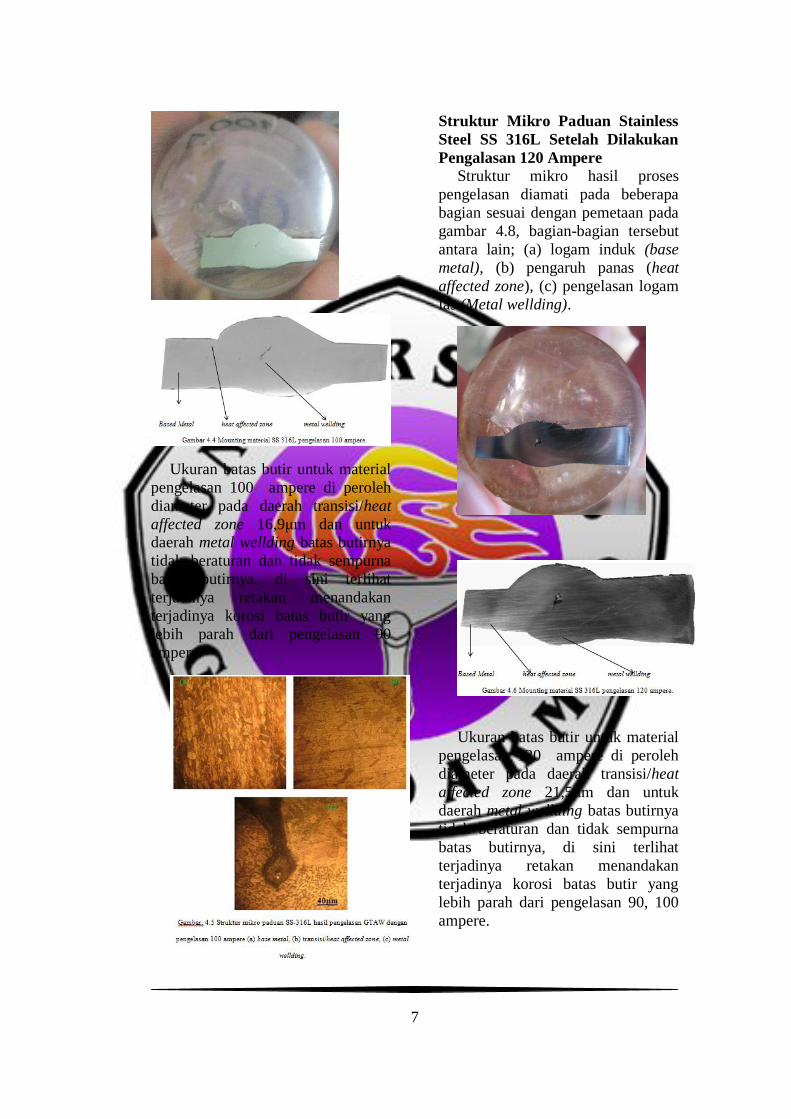
7
Ukuran batas butir untuk material
pengelasan 100 ampere di peroleh
diameter pada daerah transisi/heat
affected zone 16,9μm dan untuk daerah metal wellding batas butirnya
tidak beraturan dan tidak sempurna
batas butirnya, di sini terlihat
terjadinya retakan menandakan
terjadinya korosi batas butir yang
lebih parah dari pengelasan 90
ampere.
Struktur Mikro Paduan Stainless
Steel SS 316L Setelah Dilakukan
Pengalasan 120 Ampere
Struktur mikro hasil proses
pengelasan diamati pada beberapa
bagian sesuai dengan pemetaan pada
gambar 4.8, bagian-bagian tersebut
antara lain; (a) logam induk (base
metal), (b) pengaruh panas (heat
affected zone), (c) pengelasan logam
las (Metal wellding).
Ukuran batas butir untuk material
pengelasan 120 ampere di peroleh
diameter pada daerah transisi/heat
affected zone 21,5μm dan untuk
daerah metal wellding batas butirnya
tidak beraturan dan tidak sempurna
batas butirnya, di sini terlihat
terjadinya retakan menandakan
terjadinya korosi batas butir yang
lebih parah dari pengelasan 90, 100
ampere.
8
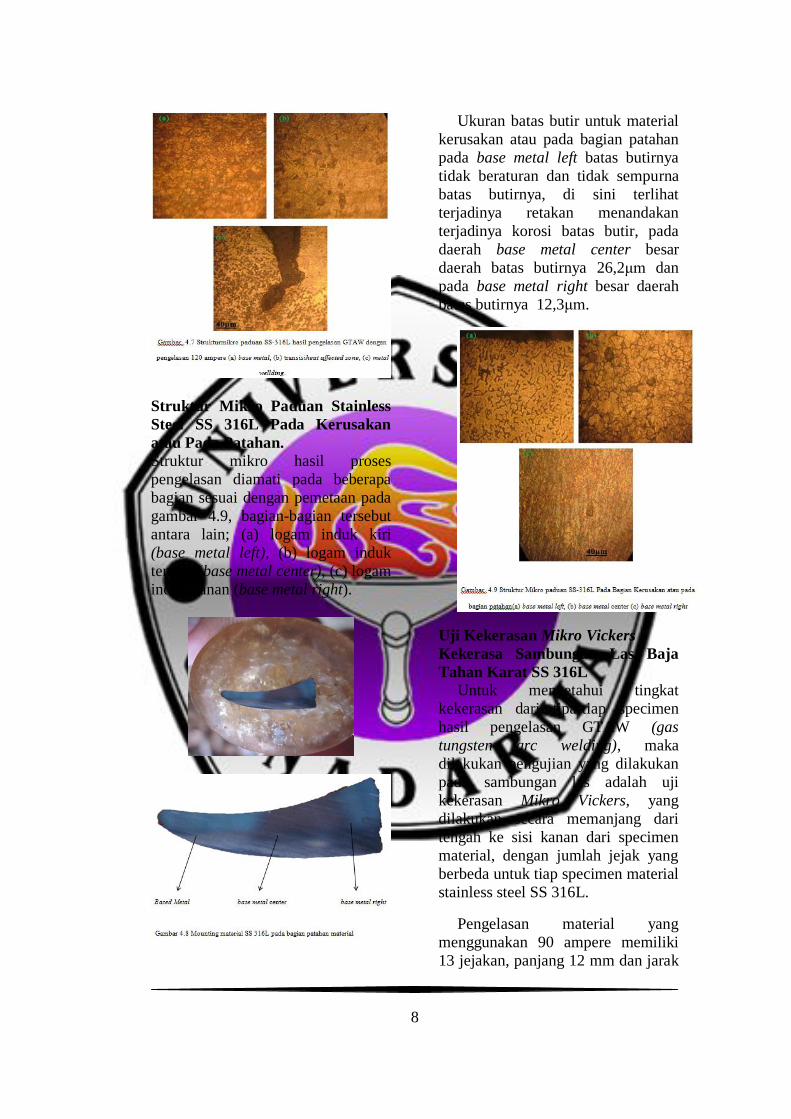
Struktur Mikro Paduan Stainless
Steel SS 316L Pada Kerusakan
atau Pada Patahan.
Struktur mikro hasil proses
pengelasan diamati pada beberapa
bagian sesuai dengan pemetaan pada
gambar 4.9, bagian-bagian tersebut
antara lain; (a) logam induk kiri
(base metal left), (b) logam induk
tengah (base metal center), (c) logam
induk kanan (base metal right).
Ukuran batas butir untuk material
kerusakan atau pada bagian patahan
pada base metal left batas butirnya
tidak beraturan dan tidak sempurna
batas butirnya, di sini terlihat
terjadinya retakan menandakan
terjadinya korosi batas butir, pada
daerah base metal center besar
daerah batas butirnya 26,2μm dan
pada base metal right besar daerah
batas butirnya 12,3μm.
Uji Kekerasan Mikro Vickers
Kekerasa Sambungan Las Baja
Tahan Karat SS 316L
Untuk mengetahui tingkat
kekerasan dari tipa-tiap specimen
hasil pengelasan GTAW (gas
tungsten arc welding), maka
dilakukan pengujian yang dilakukan
pada sambungan las adalah uji
kekerasan Mikro Vickers, yang
dilakukan secara memanjang dari
tengah ke sisi kanan dari specimen
material, dengan jumlah jejak yang
berbeda untuk tiap specimen material
stainless steel SS 316L.
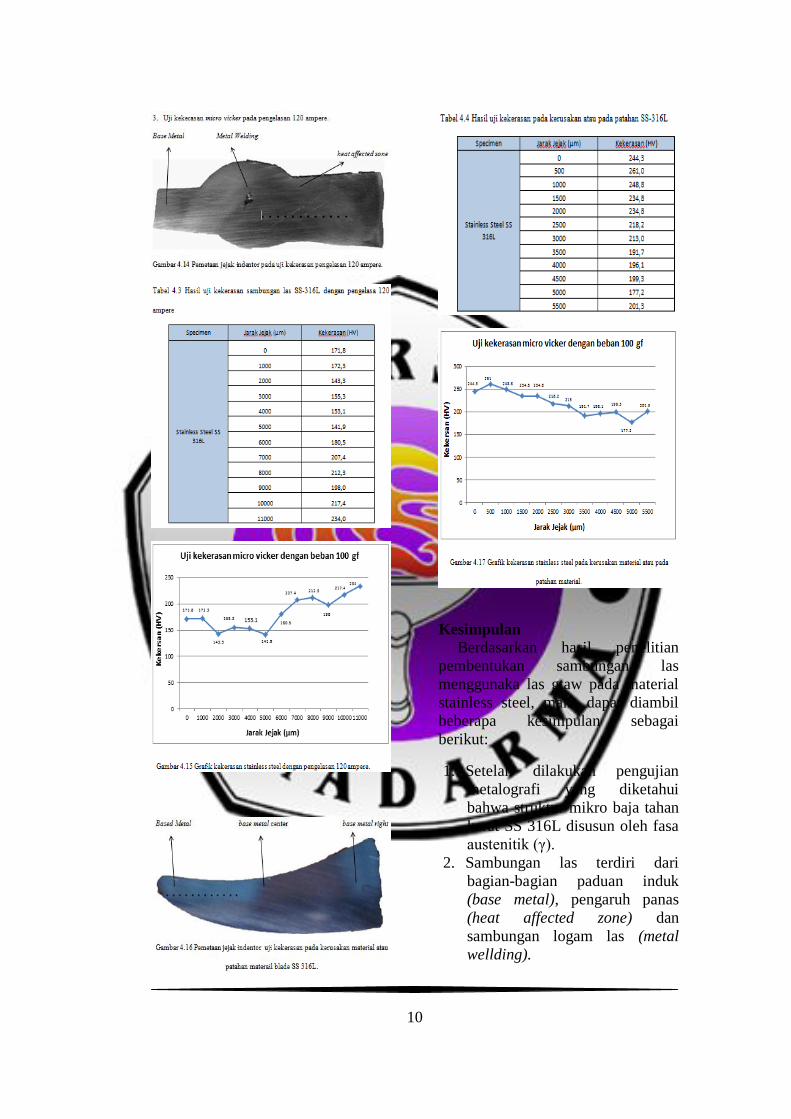
Pengelasan material yang
menggunakan 90 ampere memiliki
13 jejakan, panjang 12 mm dan jarak

9
tiap jejakan 1 mm atau 1000 µm,
pengelasan material 100 ampere
memiliki 10 jejakan, panjang 9 mm
dan jarak tiap jejakan 1 mm atau
1000 µm, pengelasan material 120
ampere memiliki 12 jejakan, panjang
11 mm dan jarak tiap jejakan 1 mm
atau 1000 µm.
Pada pengelasan material yang
mengalami kerusakan atau patahan
memiliki 12 jejakan, panjang 5,5 mm
dan jarak tiap jejakan 0,5 mm atau
500 µm. Titik 0 dimulai dari bagian
logam las (metal wellding),
kemudian bergerak ke kana sejauh
yang telah di tentukan tiap specimen,
bergerak ke kanan lagi sampai
bagian transisi/bagian pengaruh
panas (heat affected zone), sampai
pada bagian paduan induk (base
metal). Berikut adalah pemetaan
jejak identor pada specimen uji
kekerasan mikro vickers.
10
Kesimpulan
Berdasarkan hasil penelitian
pembentukan sambungan las
menggunaka las gtaw pada material
stainless steel, maka dapat diambil
beberapa kesimpulan sebagai
berikut:
1. Setelah dilakukan pengujian
metalografi yang diketahui
bahwa struktur mikro baja tahan
karat SS 316L disusun oleh fasa
austenitik (γ).
2. Sambungan las terdiri dari
bagian-bagian paduan induk
(base metal), pengaruh panas
(heat affected zone) dan
sambungan logam las (metal
wellding).

11
3. Pada pengelasan sambungan
yang menggunakan 90 ampere
tidak terjadinya retakan pada
sambungan lasnya dan dapat
lihat permukaan sambungan
lasan sangat baik jika
dibandingan dengan 100
maupun 120 ampere terlihat
jelas kondisi permukaan
sambungan lasan yang
mengalami retakan. Berbentuk
lengkungan lubang yang
memanjang ini desebabkan
pendistribusian sambungan las
yang tidak baik.
4. Pengelasan menggunakan 90
ampere pada paduan stainless
steel dapat diperoleh nilai rata-
rata pada daerah kampuh las
dengan nilai kekerasan 155.8HV
pada 100 ampere diperoleh
138.6HV dan pada 120 ampere
sebesar 156.3HV, dapat
diketahui daerah kampuh las
yang paling keras yaitu
pengelasan yang menggunakan
120 ampere membuat
sambungan las lebih keras, dan
disini juga dapat diketahui pula
semakin tinggi ampere yang
digunakan semakin terjadinya
retakan atau kerusakan
sambungan las yang berbentuk
cekungan lubang yang
memanjang yang di sebabkan
teknik pengelasan yang tidak
baik.
5. Kerusakan material atau patahan
yang terjadi pada blade
turbocharger VTR 400 yang
menggunakan material stainless
steel tidak hanya dari pecahan
klep atau valve yang masuk ke
dalam turbo charger, tapi
dipengaruhi oleh terjadi peroses
endapan batas butir yang
membentuk korosisi batas butir
dan tekanan temperatur gas
buang yang tinggi pada blade
yang menyebabkan turunnya
kekuatan, ketangguhan dan
ketahana korosi pada blade.
DAFTAR PUSTAKA
[1] Surdia, T. dan S., Saito,
Pengetahuan Bahan Teknik,
Jakarta,: Pradnya Paramita
1995.
[2] Metal Handbook, Corrosion
Handbook, Vol9th
ed, ASM
International.
[3] Wiryosumarto, H. dan T.,
Okumura, Teknologi
Pengelasan Logam, Jakarta,:
Pradnya Paramita. 2008
[4] http://www.msm.cam.ac.uk/ph
ase-
trans/2000/practicals/AP3/AP3.
html
[5] http://gurulas.wordpress.com/
materi-gtaw-lanjut/
[6] http://www.scribd.com/doc/31
678074/SMAW-dan-GTAW
[7] http://www.sv.vt.edu/classes/M
SE2094_NoteBook/96ClassPro
j/examples/kimttt.html
[8] http://opikthst.blogspot.com/20
09/12/las-tig-tungsten-inert-
gas.html
[9] http://www.metalkorea.or.kr/M
easurable/Micro.html
[10] Gogle, Brinell&Vickers
Hardeness Test,
http://www.substech.com, Mei
2010.





























