Embed Size (px)
Citation preview
PEMBUATAN RODA GIGI
(Bevel Gear, Helical Gear, Rack Gear)
Karya Tulis ini dibuat untuk memenuhi
Tugas Mid Semester 2 sebagai pelengkap nilai akademik
di Akademi Teknik Soroako (ATS)
Disusun oleh :
Mudjib Abdullah 209066
Amri 209052
Alamsyah 209050
fredinand 209059
M.Asrul.A 209067
A K A D E M I T E K N I K S O R O A K O
2 0 10
1
BAB I
PENDAHULUAN
1.1 LATAR BELAKANG MASALAH
Milling (Frais) adalah proses menghilangkan/pengambilan fatal-fatal dari
bahan atau benda kerja dengan pertolongan dari alat potong yang berputar dan
mempunyai sisi potong, kecuali pahat potong yang bersisi tunggal yang juga
digunakan. Mesin Milling adalah mesin perkakas untuk mengerjakan atau
menyelesaikan suatu benda kerja dengan mempergunakan pisau Milling (cutter)
sebagai pahat penyayat yang berputar pada sumbu mesin. Prinsip kerja dari mesin
Frais yaitu pahat potong/pemotong Frais melakukan gerak rotasi dan benda kerja
dihantarkan pada pemotong Frais tersebut.
Pada era teknologi yang semakin maju, manusia terus berusaha berfikir untuk
memenuhi kebutuhan hidupnya. Hal ini tak lepas dari makin pesatnya perindustrian
di bidang teknik mesin, konstruksi, dan industry lainnya yang sangat membutuhkan
material logam (ferrous atau non ferrous) sebagai bahan dasar. Bahan dasar ini akan
dibentuk menjadi suatu benda yang memiliki nilai tambah yang lebih seperti untuk
perlengkapan konstruksi mesin atau untuk hal lainnya contohnya untuk pembuatan
batang gigi (rack gear), roda gigi miring (helical gear) dan roda gigi payung (bevel
gear).
Dengan demikian, maka peranan teknologi semakin penting dan dominan,
dimana kita dituntut untuk menguasai teknologi yang semakin berkembang dan juga
usaha kita untuk mengembangkan teknologiyang telah kita kuasai. Salah satu cabang
teknologi tersebut adalah permesinan (machunung).
Proses permesinan yang akan dilakukan untuk pembuatan roda gigi adalah
proses milling. Untuk pembuatan bakal roda gigi dilakukan pada mesin bubut. Oleh
2
karena masih banyak para pekerja yang kurang mengetahui langkah-langkah
pembuatan rack gear,helical gear dan bevel gear, maka penulis menyusun laporan
tentang pembuatan rack gear,helical gear dan bevel gear ini untuk mengatasi masalah
yang dihadapi.
1.2 TUJUAN PENULISAN
Tujuan dari penyusunan karya tulis ini adalah untuk mengimplementasikan suatu
proses pembuatan roda gigi secara terperinci berdasarkan jenis dan fungsi roda
gigi seperti roda gigi payung,roda gigi miring / heliks, dan batang gear.Dan dapat
Mengistimasikan biaya dan waktu saat proses pembuatannya.
.
1.3 CARA MEMPEROLEH DATA
Metode yang digunakan dalam penyusunan karya tulis ini adalah :
1. Tinjauan pustaka, mempelajari modul, buku, artikel, dan situs yang terkait
dengan pembuatan roda gigi.
2. Wawancara, melakukan studi dengan metode wawancara kepada dosen
ataupun praktisi yang berhubungan dengan permasalahan yang di bahas
dalam karya tulis ini.
3. Pengumpulan data, mengumpulkan data – data yang terkait dengan proses
pembuatan roda gigi.
3
4. Implementasi, mengimplementasikan teori Kerja Frais pada pembuatan roda
gigi yang dikerjkan.
1.4 SISTEMATIKA PENULISAN
Penulisan karya tulis ini tersusun dalam 3 (tiga) bab dengan sistematika penulisan
sebgai berikut :
BAB I Pendahuluan
Bab pendahuluan berisi latar belakang masalah, tujuan penulisan, Cara
memperoleh data dan sistematika penyusunan karya tulis.
BAB II Pembahasan
Bab pembahasan berisi pengetahuan secara umum mengenai roda gigi payung,
roda gigi miring / heliks, batang gear dan perhitungan dimensi maupun estimasi
biaya dan waktu proses.
BAB III Penutup
Bab penutup berisi kesimpulan dan saran.
4
BAB II
LANDASAN TEORI
2.1 TEORI DASAR KERJA FRAIS
Mesin frais yang digunakan dalam proses pemesinan ada tiga jenis, yaitu :
1. Column and knee milling machines
2. Bed type milling machines
3. Special purposes
Mesin jenis column and knee dibuat dalam bentuk mesin frais vertikal dan
horizontal Kemampuan melakukan berbagai jenis pemesinan adalah
keuntungan utama pada mesin jenis ini. Pada dasarnya pada mesin jenis ini
meja (bed), sadel, dan lutut (knee) dapat digerakkan. Beberapa asesoris seperti
cekam, meja putar, dan kepala pembagi menambah kemampuan dari mesin
frais jenis ini. Walaupun demikian mesin ini memiliki kekurangan dalam hal
kekakuan dan kekuatan penyayatannya. Mesin frais tipe bed (bed type)
memiliki produktivitas yang lebih tinggi dari pada jenis mesin frais yang
pertama. Kekakuan mesin yang baik, serta tenaga mesin yang biasanya relatif
besar, menjadikan mesin ini banyak digunakan pada perusahaan manufaktur
Mesin frais tersebut pada saat ini telah banyak yang dilengkapi dengan
pengendali CNC untuk meningkatkan produktivitas dan fleksibilitasnya.
5
1. Kecepatan potong :
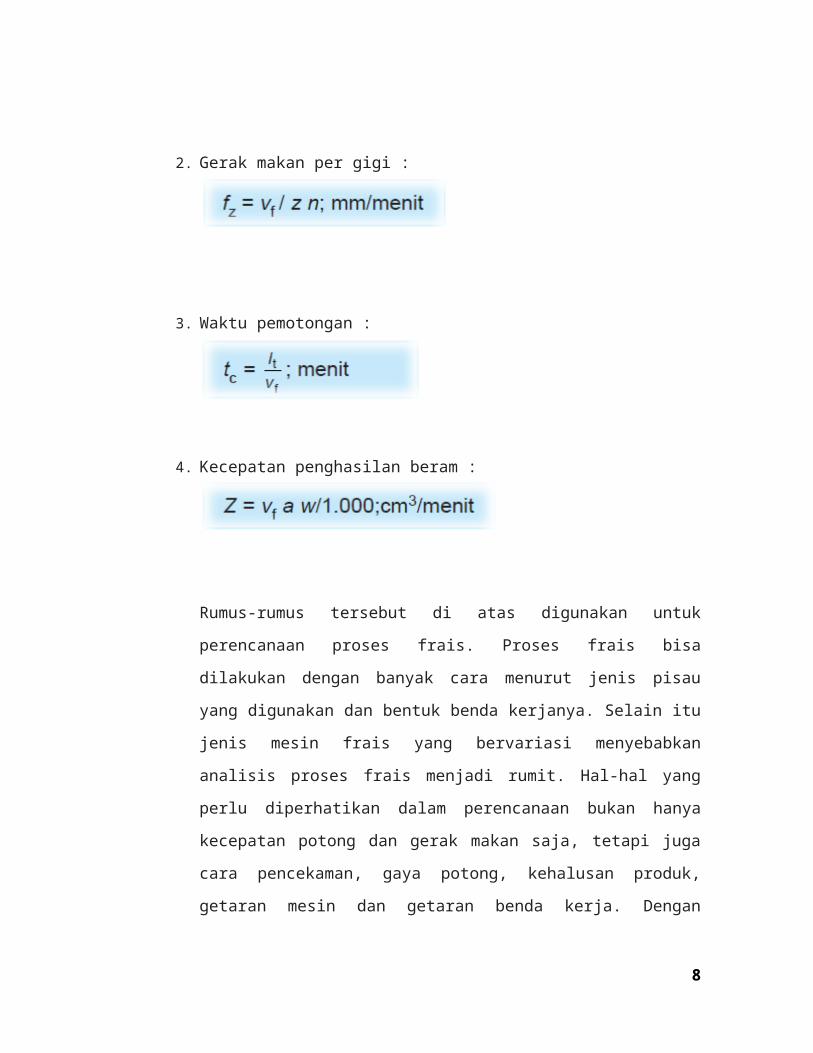
2. Gerak makan per gigi :
3. Waktu pemotongan :
4. Kecepatan penghasilan beram :
Rumus-rumus tersebut di atas digunakan untuk perencanaan proses frais.
Proses frais bisa dilakukan dengan banyak cara menurut jenis pisau yang
digunakan dan bentuk benda kerjanya. Selain itu jenis mesin frais yang
bervariasi menyebabkan analisis proses frais menjadi rumit. Hal-hal yang
perlu diperhatikan dalam perencanaan bukan hanya kecepatan potong dan
gerak makan saja, tetapi juga cara pencekaman, gaya potong, kehalusan
produk, getaran mesin dan getaran benda kerja. Dengan demikian hasil
6
analisa/perencanaan merupakan pendekatan bukan merupakan hasil yang
optimal.
2.2 Syarat Dua Roda Gigi Bekerja Sama
Beberapa hal yang cukup penting pada kerjasama roda gigi apabila dua roda
gigi atau lebih bekerja sama maka :
- Profil gigi harus sama ( spur atau helical dll),
- Modul gigi harus sama ( modul gigi adalah salah satu dimensi
khusus roda gigi), Sudut tekanan harus sama ( sudut perpindahan
daya antar gigi).
Modul gigi adalah besaran/dimensi roda gigi, yang dapat menyatakan
besar dan kecilnya gigi Bilangan modul biasanya bilangan utuh,
kecuali untuk gigi yang kecil. (Bilangan yang ditulis tidak berdimensi,
walaupun dalam arti yang sesungguhnya dalam satuan mm ).
Sudut tekanan adalah sudut yang dibentuk antara garis singgung dua
roda gigi dan garis perpindahan gaya antar dua gigi yang bekerja
sama.
7
2.3 Proses Frais Roda Gigi
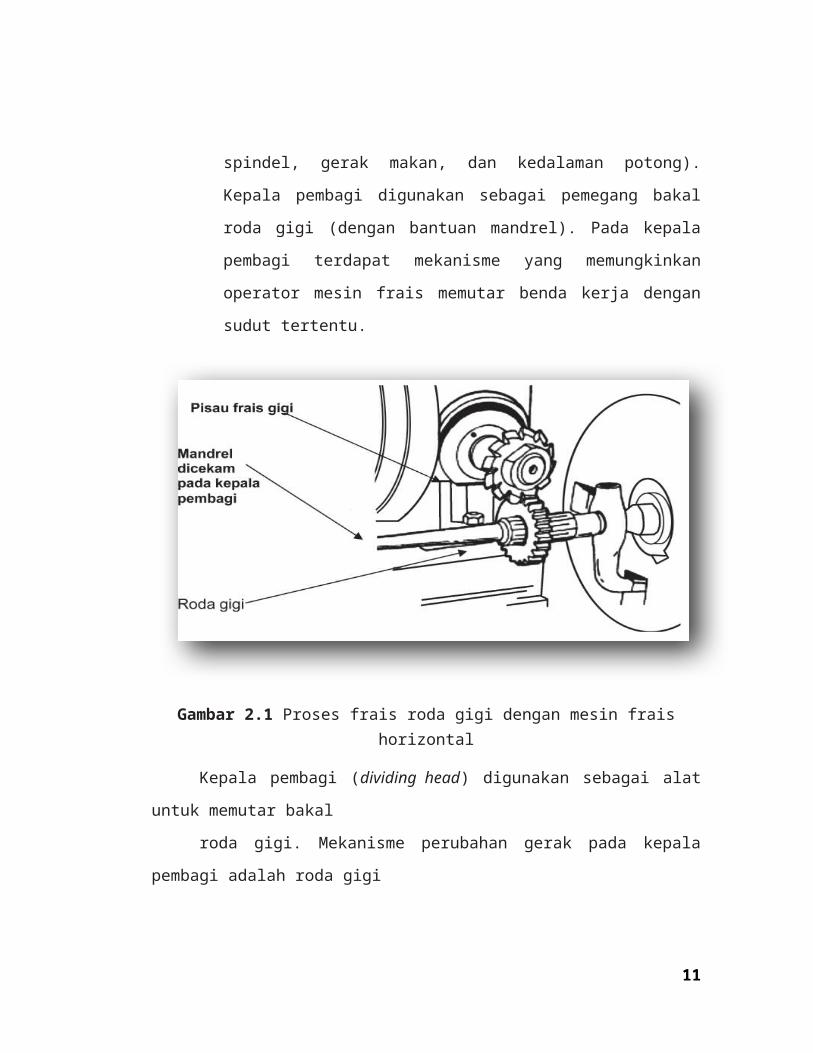
Proses frais gigi (Gambar 2.1), sebenarnya sama dengan frais bentuk
pada, tetapi karena bentuknya yang spesifik, serta proses pencekaman dan
pemilihan pisau berbeda maka akan dibahas lebih detail. Dari informasi
yang diperoleh dari gambar kerja, untuk proses frais roda gigi diperoleh
data tentang jumlah gigi, bentuk profil gigi, modul, sudut tekan, dan
dimensi bakal roda gigi.
Dari informasi tersebut perencana proses frais gigi harus menyiapkan:
kepala pembagi , pisau frais gigi, dan perhitungan elemen dasar (putaran
spindel, gerak makan, dan kedalaman potong). Kepala pembagi digunakan
sebagai pemegang bakal roda gigi (dengan bantuan mandrel). Pada kepala
pembagi terdapat mekanisme yang memungkinkan operator mesin frais
memutar benda kerja dengan sudut tertentu.
Gambar 2.1 Proses frais roda gigi dengan mesin frais horizontal
Kepala pembagi (dividing head) digunakan sebagai alat untuk memutar bakal
8
roda gigi. Mekanisme perubahan gerak pada kepala pembagi adalah roda gigi
cacing dan ulir cacing dengan perbandingan 1 : 40. Dengan demikian apabila
engkol diputar satu kali, maka spindelnya berputar 1
40 kali. Untuk membagi
putaran pada spindel sehingga bisa menghasilkan putaran spindel selain 40
bagian, maka pada bagian engkol dilengkapi dengan piringan pembagi dengan
jumlah lubang tertentu, dengan demikian putaran engkol bisa diatur (misal
12
,13
,14
,15
putaran). Pada piringan pembagi diberi lubang dengan jumlah
lubang sesuai dengan tipenya yaitu:
1. Tipe Brown and Sharpe
a. Piringan 1 dengan jumlah lubang: 15, 16, 17, 18, 19, 20
b. Piringan 2 dengan jumlah lubang: 21, 23, 27, 29, 31, 33
c. Piringan 3 dengan jumlah lubang: 37, 39, 41, 43, 47, 49
2. Tipe Cincinnati (satu piringan dilubangi pada kedua sisi)
a. Sisi pertama dengan jumlah lubang:
24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43
b. Sisi kedua (sebaliknya) dengan jumlah lubang:
46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66
9
BAB III
PEMBAHASAN
3.1 PENGETAHUAN TENTANG RODA GIGI
Roda gigi merupakan batang bulat yang mempunyai gigi-gigi hasil dari
pemotongan. Roda gigi dipasangkan pada sebuah poros yang akan mentransmisikan
gerak tersebut kepada poros kedua dan selanjutnya. Roda gigi dapat pula digunakan
untuk merubah arah putaran/gerakan, meningkatkan kecepatan artau menurunkan
kecepatan. Berbagai macam bentuk roda gigi dapat dibedakan berdasarkan posisi
poros antara roda gigi penggerak dan roda gigi yang digerakkan :
a. Poros sejajar (roda gigi lurus, roda gigi helik , roda gigi helik ganda, roda
gigi dalam, roda gigi rack dan pinion)
b. Poros yang berpotongan (cacing dan roda cacing, roda gigi helik)
c. Untuk poros yang bersinggungan (roda gigi payung/konis)
Roda gigi juga dapat digunakan untuk mentransmisikan daya besar dan putaran
yang tepat. Roda gigi memiliki gigi di sekelilingnya, sehingga penerusan daya
dilakukan oleh gigi-gigi kedua roda yang saling berkait. Rodagigi sering digunakan
karena dapat meneruskan putaran dan daya yang lebih bervariasi dan lebih kompak
daripada menggunakan alat transmisi yang lainnya, selain itu rodagigi juga memiliki
beberapa kelebihan jika dibandingkan dengan alat transmisi lainnya, yaitu :
10
Sistem transmisinya lebih ringkas, putaran lebih tinggi dan daya yang besar.
Sistem yang kompak sehingga konstruksinya sederhana.
Kemampuan menerima beban lebih tinggi.
Efisiensi pemindahan dayanya tinggi karena faktor terjadinya slip sangat
kecil.
Kecepatan transmisi rodagigi dapat ditentukan sehingga dapat digunakan
dengan pengukuran yang kecil dan daya yang besar.
Roda gigi harus mempunyai perbandingan kecepatan sudut tetap antara dua poros. Di
samping itu terdapat pula rodagigi yang perbandingan kecepatan sudutnya dapat
bervariasi. Ada pula rodagigi dengan putaran yang terputus-putus. Dalam teori,
rodagigi pada umumnya dianggap sebagai benda kaku yang hampir tidak mengalami
perubahan bentuk dalam jangka waktu lama.
Namun dalam penyususan karya tulis ini yang akan di bahas secara spesifik yaitu
roda gigi heliks, roda gigi payung, dan batang gear.
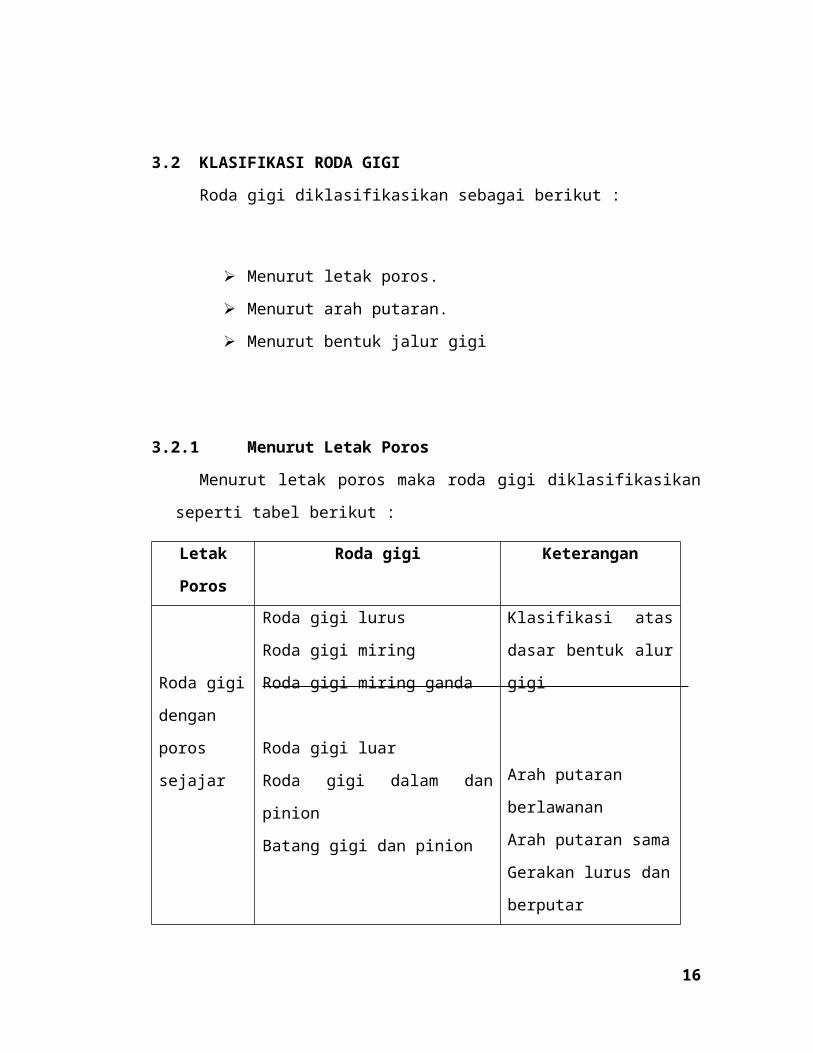
3.2 KLASIFIKASI RODA GIGI
Roda gigi diklasifikasikan sebagai berikut :
Menurut letak poros.
Menurut arah putaran.
Menurut bentuk jalur gigi
11
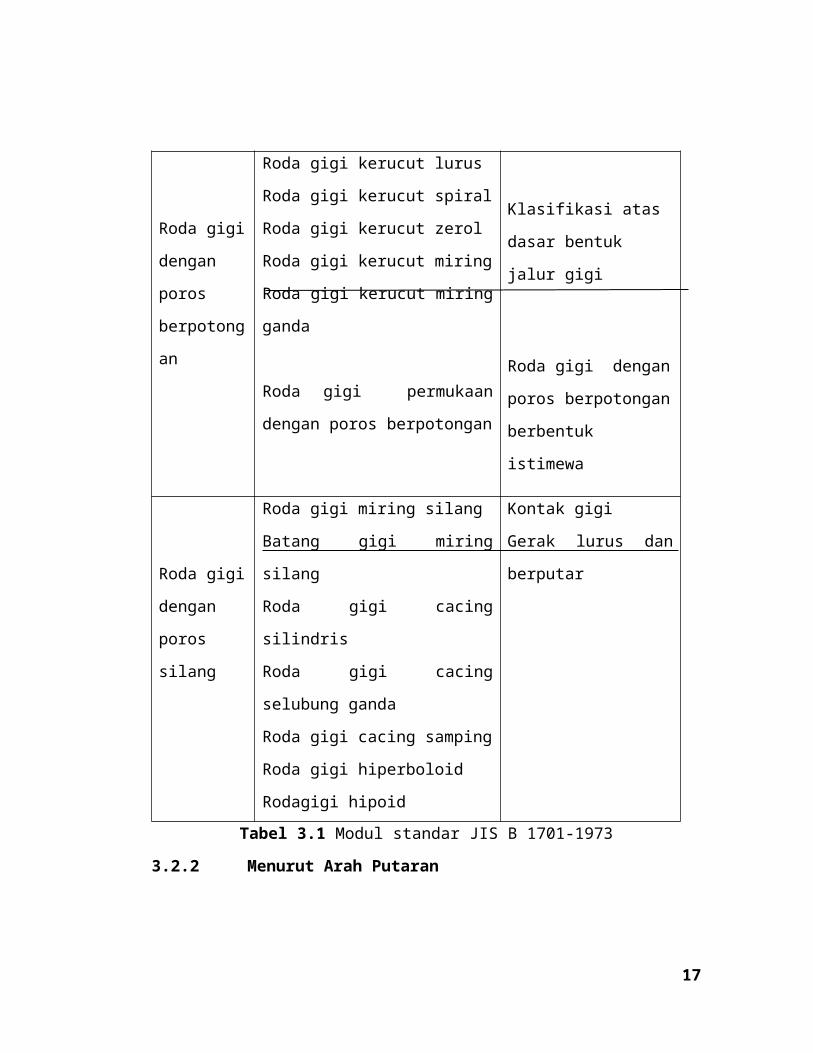
3.2.1 Menurut Letak Poros
Menurut letak poros maka roda gigi diklasifikasikan seperti tabel berikut :
Letak Poros Roda gigi Keterangan
Roda gigi
dengan poros
sejajar
Roda gigi lurus
Roda gigi miring
Roda gigi miring ganda
Roda gigi luar
Roda gigi dalam dan pinion
Batang gigi dan pinion
Klasifikasi atas dasar
bentuk alur gigi
Arah putaran berlawanan
Arah putaran sama
Gerakan lurus dan
berputar
Roda gigi
dengan poros
berpotongan
Roda gigi kerucut lurus
Roda gigi kerucut spiral
Roda gigi kerucut zerol
Roda gigi kerucut miring
Roda gigi kerucut miring ganda
Roda gigi permukaan dengan
poros berpotongan
Klasifikasi atas dasar
bentuk jalur gigi
Roda gigi dengan poros
berpotongan berbentuk
istimewa
Roda gigi
dengan poros
silang
Roda gigi miring silang
Batang gigi miring silang
Roda gigi cacing silindris
Roda gigi cacing selubung ganda
Roda gigi cacing samping
Roda gigi hiperboloid
Kontak gigi
Gerak lurus dan berputar
12
Rodagigi hipoid
Tabel 3.1 Modul standar JIS B 1701-1973
3.2.2 Menurut Arah Putaran
Menurut arah putarannya, roda gigi dapat dibedakan atas :
Roda gigi luar ; arah putarannya berlawanan.
Roda gigi dalam dan pinion ; arah putarannya sama
3.3 SISTEM STANDAR RODA GIGI
Roda gigi lurus dapat dibuat di mesin frais. Untuk membuat roda gigi pada
mesin frais diperlukan pisau frais yang sesuai dengan standar dari gigi (roda
gigi) yang dibuatnya. Sistem standar pembuatan roda gigi ada dua yaitu :
sistem modul
sistem diametral pitch dan circular pitch
a. Sistem Modul
Sistem modul digunakan di berbagai negara yang cenderung menggunakan
satuan metris seperti Belanda, Jerman dan Jepang. Hal ini tyertuang dalam
standar NEN 1629 dan standar DIN 780 dan JIS B 1701 -1973. Demikian juga
ISO yang mengacu pada standar metris. Modul merupakan kependekan dari
kata modulus yaitu suatu perbandingan antara diameter jarak bagi dari suatu
roda gigi dengan jumlah giginya. Jika roda gigi mempunyai ukuran diameter
jarak bagi D dalam satuan mm dengan jumlah giginya z buah gigi, maka
modulusnya adalah :
13
m= Dz
Keterangan:
D = diameter jarak bagi, mm
Z = jumlah gigi dari roda gigi
m = modul
Dari suatu roda gigi yang mempunyai jumlah gigi z buah, dengan jarak busur antara
giginya t (mm), maka satu keliling roda gigi tersebut adalah (t x z). sedangkan kita
ketahui bahwa satu keliling lingkaran roda gigi yang berdiameter D mm mempunyai
keliling (n x D). dengan demikian dapat ditulis :
n D=t x z
Dz
= tz=m
m=t / z
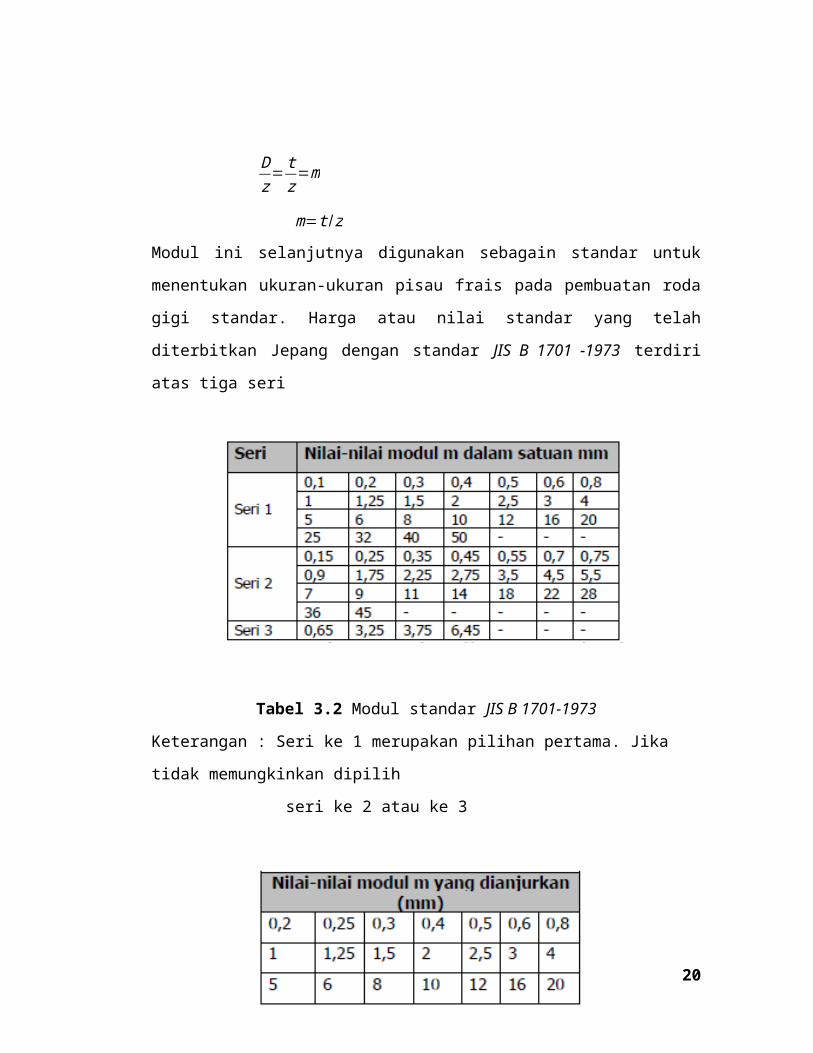
Modul ini selanjutnya digunakan sebagain standar untuk menentukan ukuran-ukuran
pisau frais pada pembuatan roda gigi standar. Harga atau nilai standar yang telah
diterbitkan Jepang dengan standar JIS B 1701 -1973 terdiri atas tiga seri
Tabel 3.2 Modul standar JIS B 1701-1973
Keterangan : Seri ke 1 merupakan pilihan pertama. Jika tidak memungkinkan dipilih
14
seri ke 2 atau ke 3
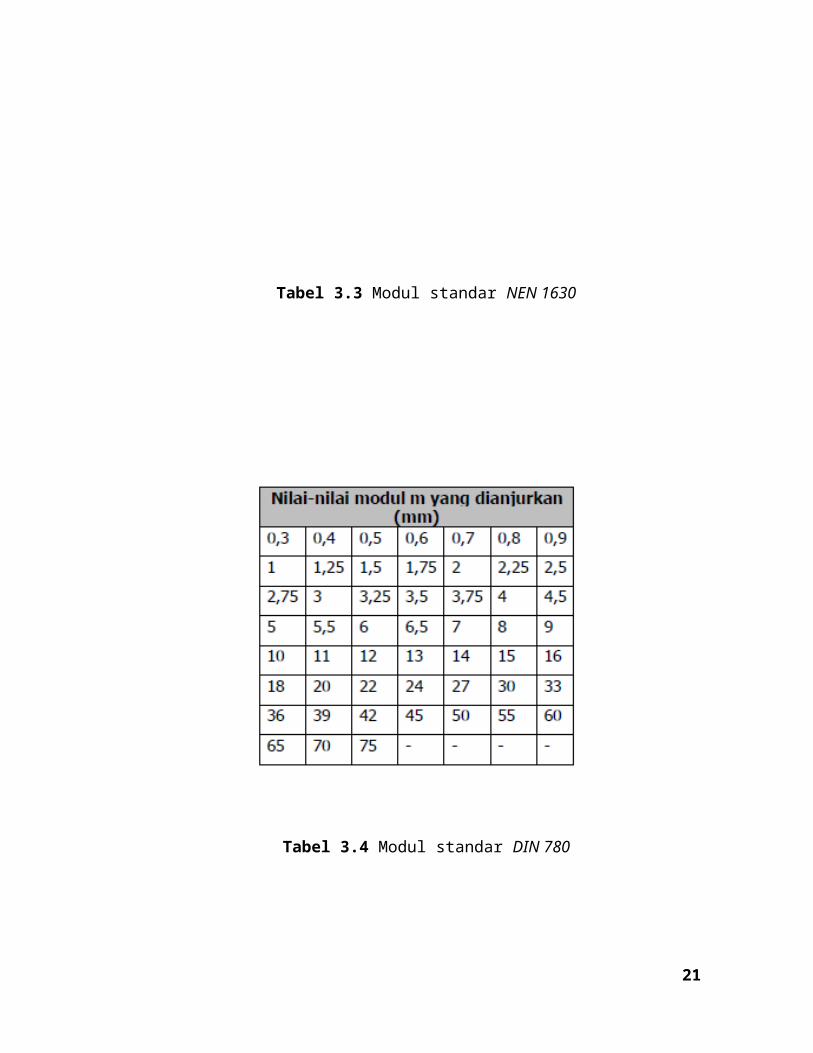
Tabel 3.3 Modul standar NEN 1630
Tabel 3.4 Modul standar DIN 780
15
b. Sistem diametral pitch dan circular pitch
Sistem diametral pitch dan circular pitch digunakan di sebagian Negara
Amerika dan Eropa yang menggunakan sistem satuan inchi. Diametral pitch
adalah perbandingan dari jumlah gigi dengan ukuran diameter jarak bagi yang
mempunyai satuan inchi. Jika jumlah gigi dari roda gigi adalah z buah dengan
ukuran diameter jarak bagi D dalam satuan inchi, maka diametral pichnya
adalah :
Dp= zD ¿
Circular pitch (Cp) yaitu jarak antara gigi dalam satuan inchi. Jika diameter
lingkaran jarak bagi mempunyai ukuran D dalam satuan inchi dengan jumlah
gigi z buah gigi, maka circular pitchnya adalah :
Cp=phi . D } over {z} (inch ¿
Keterangan:
Dp = diametral puitch
D = diametr jarak bagi dalam satuan inchi
Cp = circular pitch dalam satuan inchi
Z = jumlah gigi
16
c. Hubungan antara sistem modul dengan system diametral pitch dan
circular pitch
Dari persamaa m= Dz
atau D=z .m, D = {z} over {Dp} (inchi) dan 1 inchi
= 25,4 mm maka :
D=D .25,4 = {z.25,5} over {Dp} m
D=z .m= z .25,5Dp
m=25,5Dp
atau Dp=25,5m
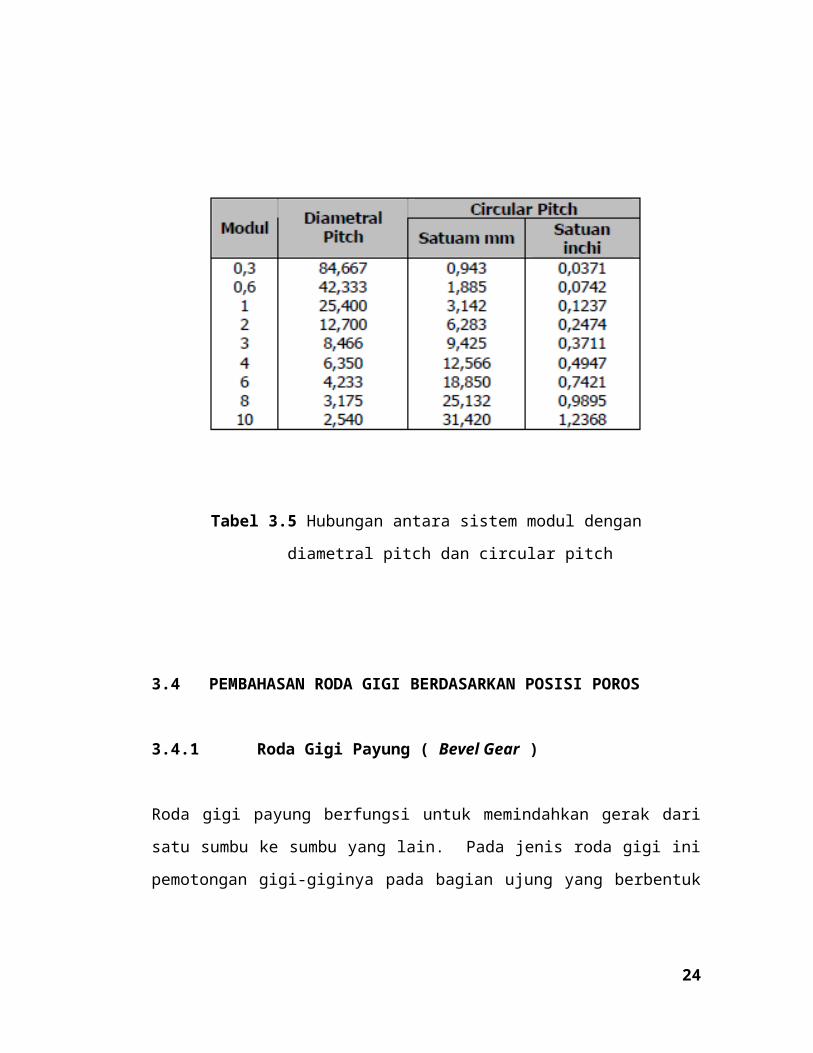
Tabel 3.5 Hubungan antara sistem modul dengan
diametral pitch dan circular pitch
17
3.4 PEMBAHASAN RODA GIGI BERDASARKAN POSISI POROS
3.4.1 Roda Gigi Payung ( Bevel Gear )
Roda gigi payung berfungsi untuk memindahkan gerak dari satu sumbu ke sumbu
yang lain. Pada jenis roda gigi ini pemotongan gigi-giginya pada bagian ujung yang
berbentuk konis. Gigi-giginya dibentuk dengan arah lurus, searah degan poros roda
gigi.
Bevel gear atau roda gigi payung terbagi menjadi 3 yaitu :
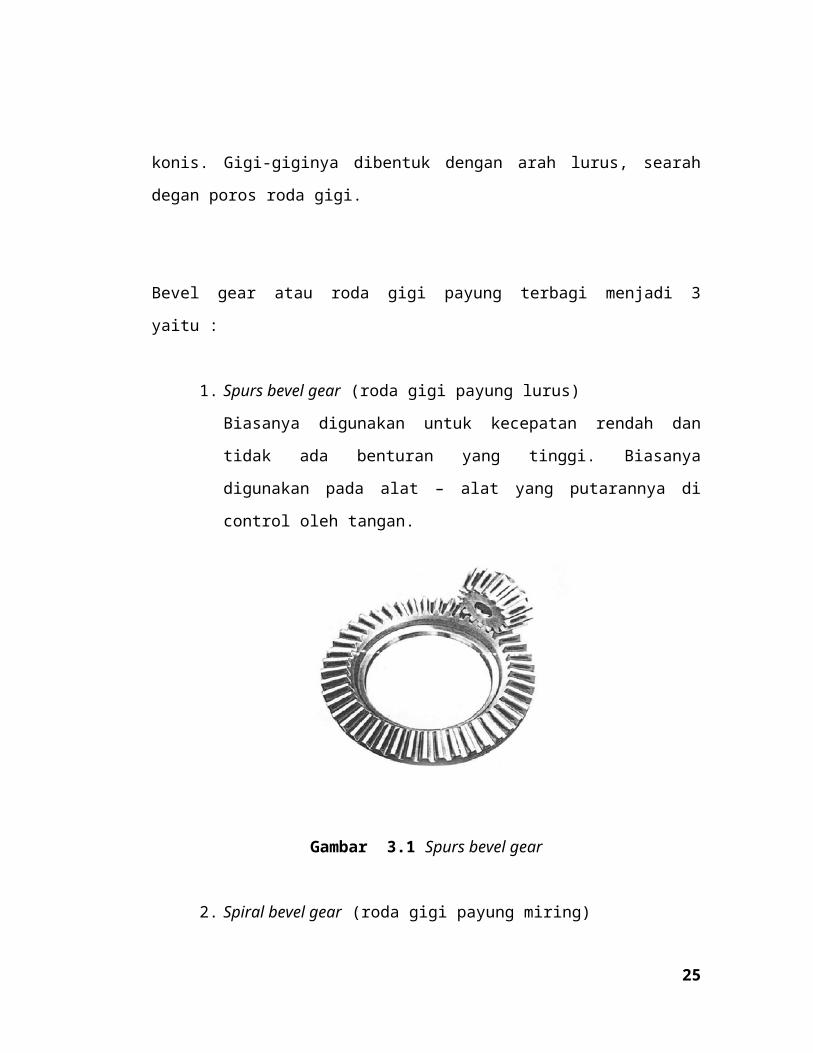
1. Spurs bevel gear (roda gigi payung lurus)
Biasanya digunakan untuk kecepatan rendah dan tidak ada benturan yang
tinggi. Biasanya digunakan pada alat – alat yang putarannya di control
oleh tangan.
Gambar 3.1 Spurs bevel gear
18
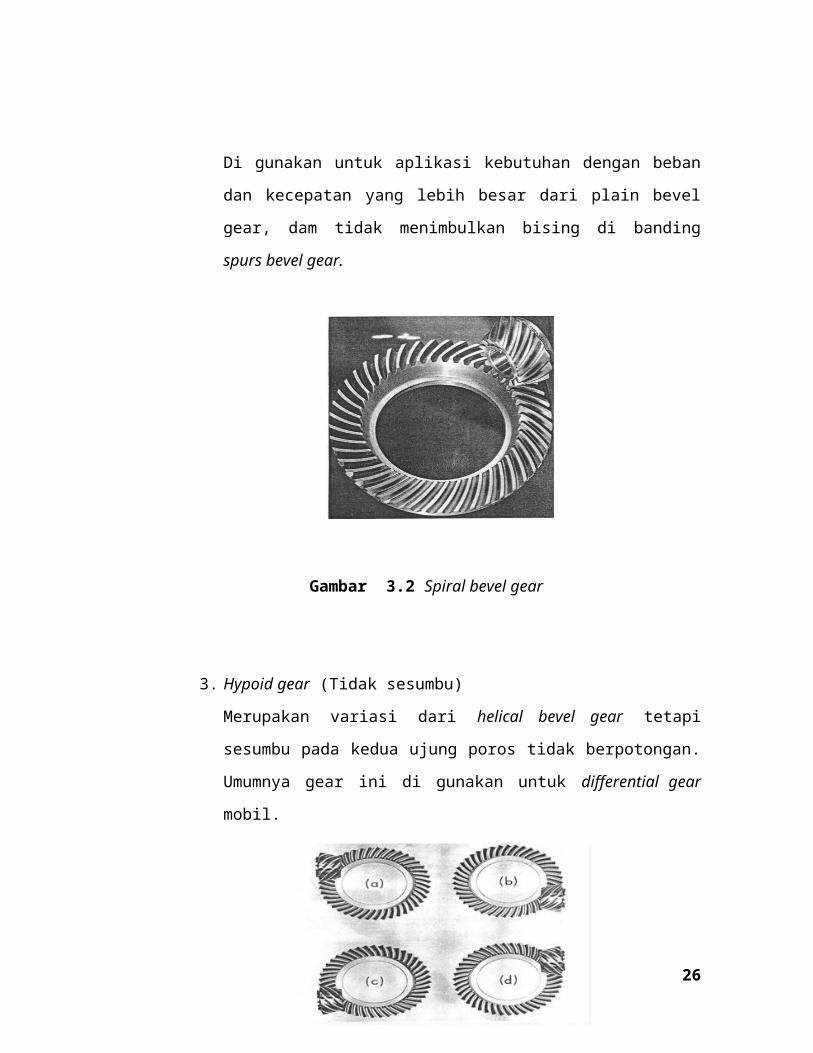
2. Spiral bevel gear (roda gigi payung miring)
Di gunakan untuk aplikasi kebutuhan dengan beban dan kecepatan yang
lebih besar dari plain bevel gear, dam tidak menimbulkan bising di
banding spurs bevel gear.
Gambar 3.2 Spiral bevel gear
3. Hypoid gear (Tidak sesumbu)
Merupakan variasi dari helical bevel gear tetapi sesumbu pada kedua
ujung poros tidak berpotongan. Umumnya gear ini di gunakan untuk
differential gear mobil.
19
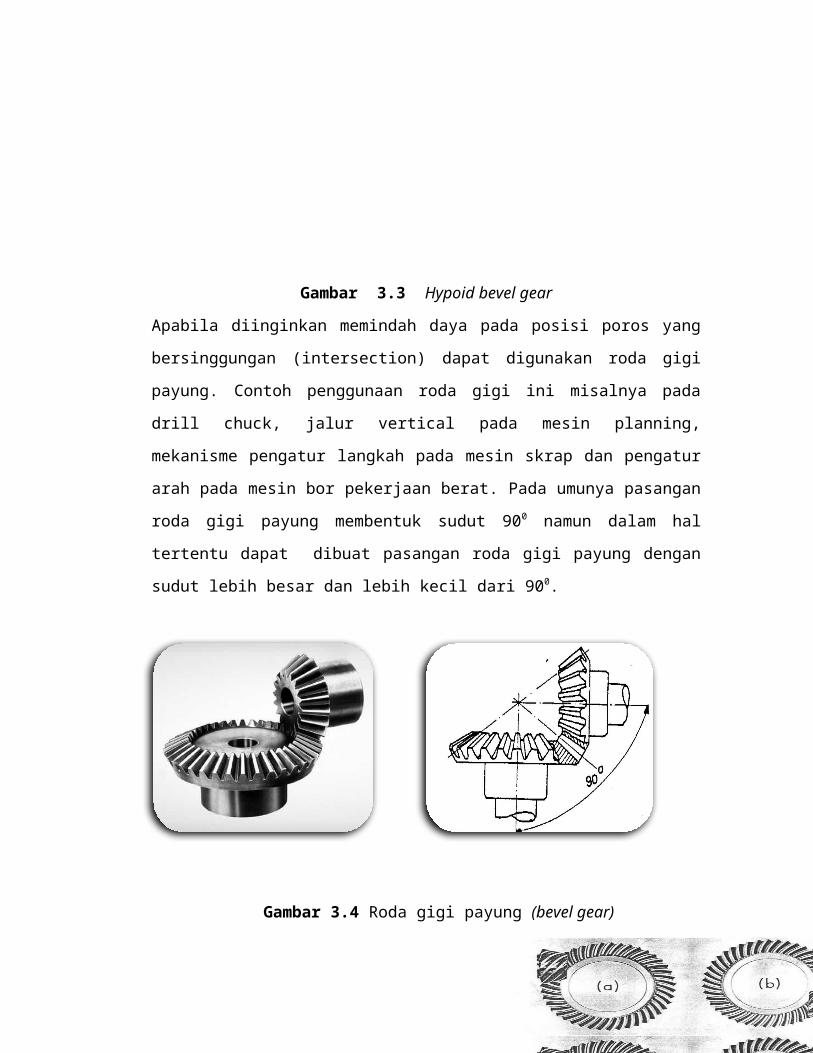
Gambar 3.3 Hypoid bevel gear
Apabila diinginkan memindah daya pada posisi poros yang bersinggungan
(intersection) dapat digunakan roda gigi payung. Contoh penggunaan roda gigi ini
misalnya pada drill chuck, jalur vertical pada mesin planning, mekanisme pengatur
langkah pada mesin skrap dan pengatur arah pada mesin bor pekerjaan berat. Pada
umunya pasangan roda gigi payung membentuk sudut 900 namun dalam hal tertentu
dapat dibuat pasangan roda gigi payung dengan sudut lebih besar dan lebih kecil dari
900.
Gambar 3.4 Roda gigi payung (bevel gear)
1. Pengefraisan Roda Gigi Payung (bevel gear)
Untuk pengefraisan roda gigi payung diperlukan langkah-langkah
20
tertentu agar pembuatan roda gigi yang dikerjakan pada mesin frais sesuai
dengan rencana yang ditentukan
Langkah-langkah pembuatan roda gigi payung antara lain :
1. Mempersiapkan peralatan dan perlengkapan mesin frais.
2. Menyiapkan benda kerja termasuk penentuan dimensi.
3. Pasang benda kerja pada cekam mesin frais, rubah sudut kepala pembagi mesin frais.
4. Setelah kemiringan kepala pembagi tepat, benda kerja bakal roda gigi
dipasang pada mandril baut, lalu diikat dengan mur.
5. Pemilihan plat index berdasarkan jumlah gigi yang akan di buat dengan
rumus : Nc= iz
6. Lakukan pemotongan pertama
7. Kemudian lakukan koreksi agar roda gigi dapat berpasangan. Sebelum
melakukan pemotongan pertama, benda kerja diputar ke salah satu arah
sebesar : nc 2= α4 Z
8. Meja atau kepala mesin frais digeser kearah berlawanan sebesar :
Ht= Pi4
=mi . π4
9. Untuk membentuk sisi yang satunya lagi agar simetri, perlu dilakukan
pemotongan koreksi kedua. Oleh karena itu posisi benda kerja harus di
rubah yaitu meja digeser sejauh 2 x Ht, berlawanan arah dengan Ht
koreksi pertama Untuk membentuk sisi yang satunya lagi agar simetri,
perlu dilakukan pemotongan koreksi kedua. Oleh karena itu posisi benda
kerja harus di rubah yaitu meja digeser sejauh 2 x Ht, berlawanan arah
dengan Ht koreksi pertama.
21
10. Kemudian diputar berlawanan arah nc2 sebesar 2.nc2
Jadi : nc 3=2.nc2=2.i
4 z
11. Lakukan pemeriksaan roda gigi dilakukan dengan menggunakan jangka
sorong roda gigi.
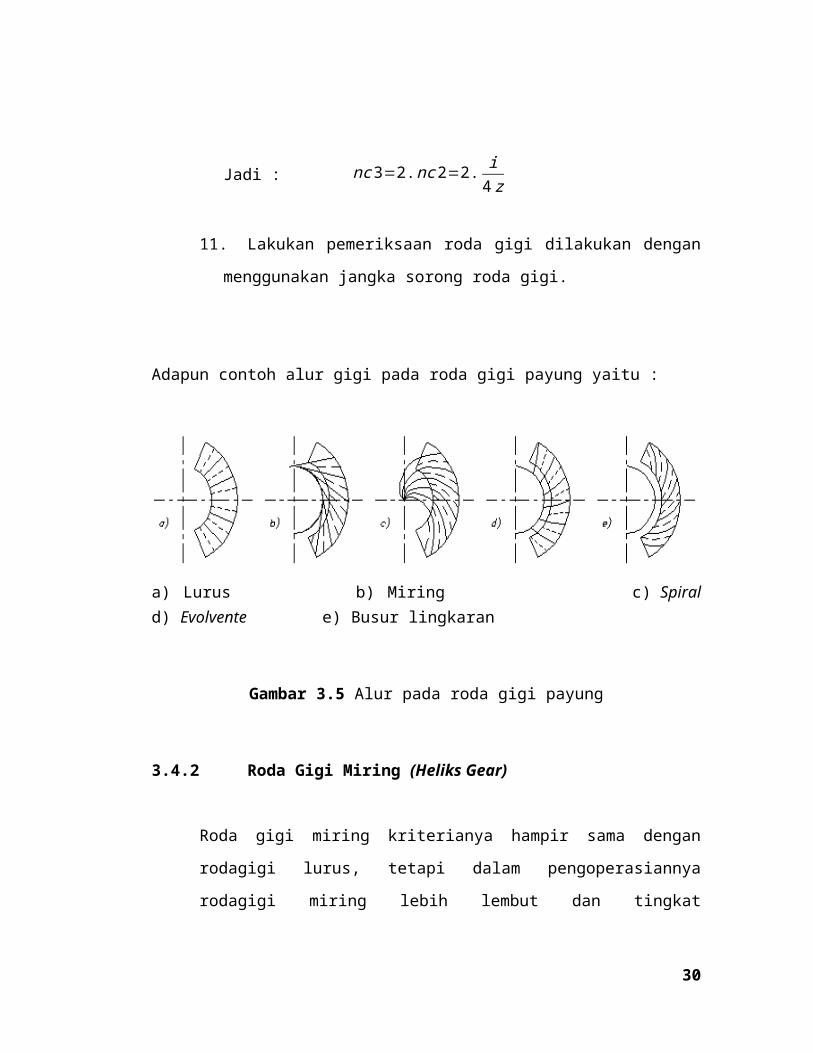
Adapun contoh alur gigi pada roda gigi payung yaitu :
a) Lurus b) Miring c) Spiral d) Evolvente e) Busur lingkaran
Gambar 3.5 Alur pada roda gigi payung
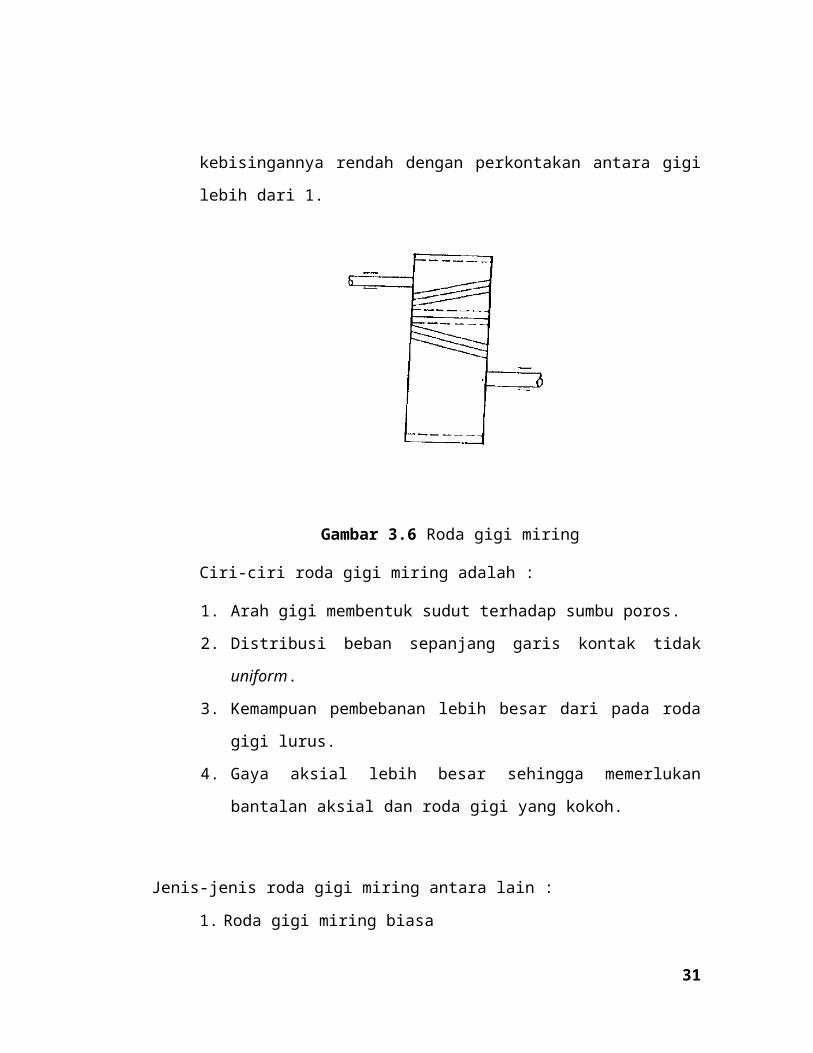
3.4.2 Roda Gigi Miring (Heliks Gear)
Roda gigi miring kriterianya hampir sama dengan rodagigi lurus, tetapi dalam
pengoperasiannya rodagigi miring lebih lembut dan tingkat kebisingannya
rendah dengan perkontakan antara gigi lebih dari 1.
22

Gambar 3.6 Roda gigi miring
Ciri-ciri roda gigi miring adalah :
1. Arah gigi membentuk sudut terhadap sumbu poros.
2. Distribusi beban sepanjang garis kontak tidak uniform.
3. Kemampuan pembebanan lebih besar dari pada roda gigi lurus.
4. Gaya aksial lebih besar sehingga memerlukan bantalan aksial dan roda
gigi yang kokoh.
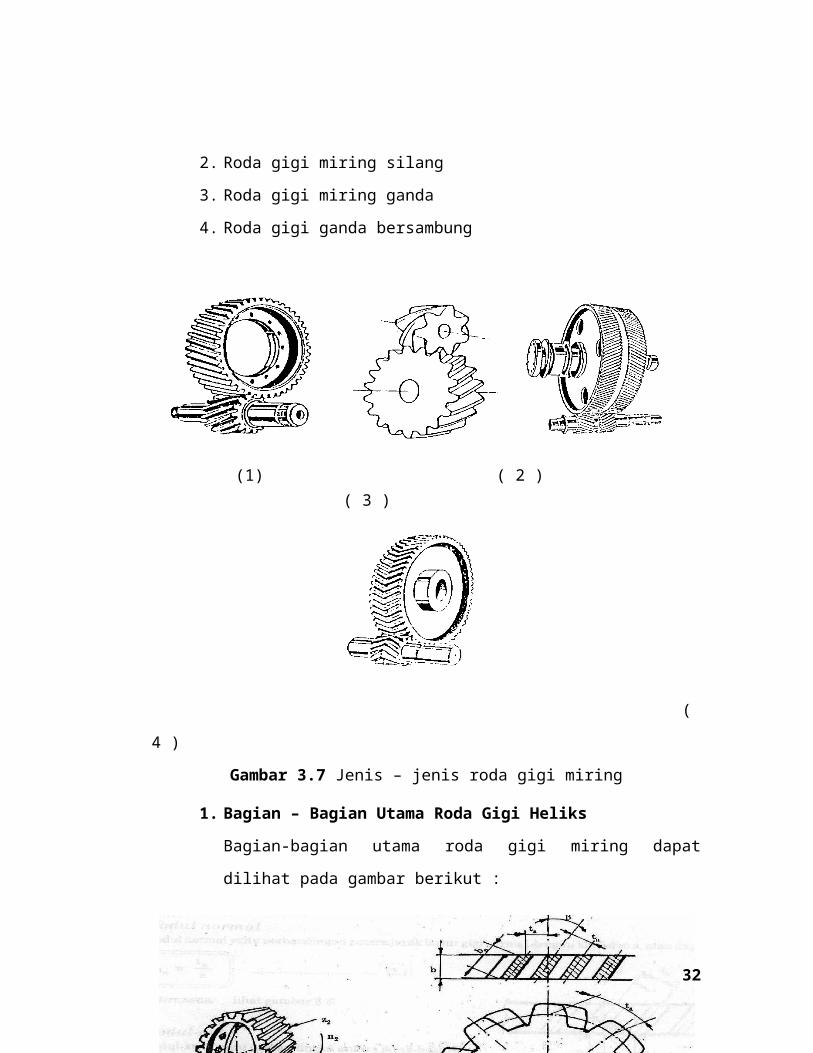
Jenis-jenis roda gigi miring antara lain :
1. Roda gigi miring biasa
2. Roda gigi miring silang
3. Roda gigi miring ganda
4. Roda gigi ganda bersambung
23
(1) ( 2 ) ( 3 )
( 4 )
Gambar 3.7 Jenis – jenis roda gigi miring
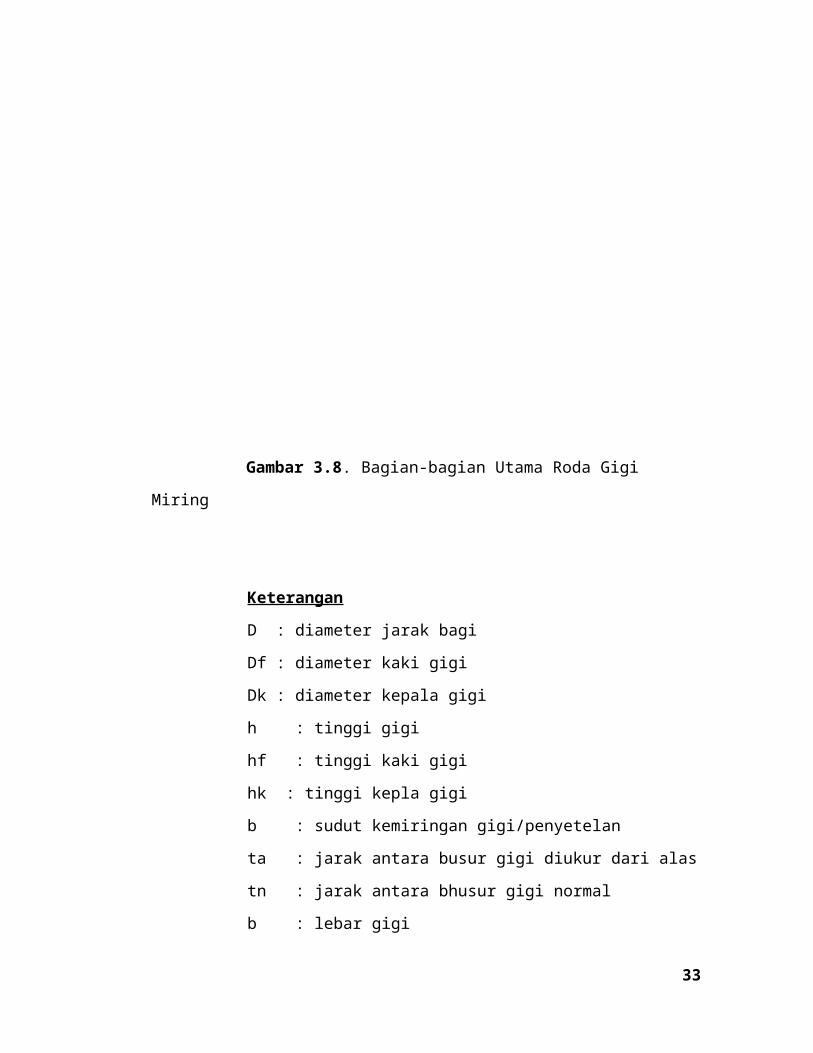
1. Bagian – Bagian Utama Roda Gigi Heliks
Bagian-bagian utama roda gigi miring dapat dilihat pada gambar berikut :
Gambar 3.8. Bagian-bagian Utama Roda Gigi Miring
Keterangan
D : diameter jarak bagi
Df : diameter kaki gigi
Dk : diameter kepala gigi
24
h : tinggi gigi
hf : tinggi kaki gigi
hk : tinggi kepla gigi
b : sudut kemiringan gigi/penyetelan
ta : jarak antara busur gigi diukur dari alas
tn : jarak antara bhusur gigi normal
b : lebar gigi
bn : lebar gigi normal
2. Perhitungan Ukuran Utama Roda Gigi Heliks
Ukuran-ukuran utama yang perlu diketahui dan dihitung pada
pembuatan roda gigi miring meliputi :
a. modul gigi
b. diameter jarak bagi, diameter kepala, dan diameter kaki gigi
c. tinggi kaki gigi, tinggi kepala, dan tinggio dari gigi menurut standar gigi
yang berlaku
d. jarak antara poros
e. sudut gigi
f. angka transmisi, untuk roda gigi yang berpasangan
3. Pengefraisan Roda gigi Heliks
a. Perhitungan ukuran roda gigi miring
Beberapa ukuran yang harus diketahui sebelum pengefraisan roda gigi
miring atara lain :
1) Diameter pitch
a) Diameter pitch dalam sistem metric ditentukan oleh
jumlah gigi, modul dan sudut kemiringan
25
Diameter pitch = jumlah gigi x modul x secant sudut
Kemiringan
= z x m x secant β
b) Pada sistem Diametral Pitch diameter pitch ditentukan oleh
jumlah gigi, diametral pitch, dan sudut kemiringan
Diameter Pitch = jumlah gigi X sec ant sudut miring
DP
¿¿)
2) Diameter luar
Diametr luar merupakan diameter bahan awal yang harus dibubut.
a) Diameter luar = Diameter pitch + (2 x modul)
= (z x m x sec β) + ( 2 x m)
b) Diameter luar = Diameter pitch + 2
DP
= ( zDP
X sec β)+¿)
3) Kisar yang harus dipotong
Kisar benda kerja = Diameter pitchtg. sudut miring
= (DP/tg β ¿
4) Rasio pemindahan gigi
Rasio pemindahan gigi merupakan perbandingan antara kisar
benda kerja dengan kisar mesin. Sudut miring benda kerja
merupakansudut penyetelan juga untuk meja frais. Selanjutnya
untuk mencari roda-roda tukar dapat digunakan rumus:
26
Uw = zPGzDP
= plpw
Uw : Perbandingan roda gigi dari roda-roda tukar
Pl : Kisar benda kerja dalam mm
Pw : Kisar sekerup penghantar dari meja frais
zPG : hasil jumlah gigi dari roda-roda tukar penggerak
zDG : hasil kali jumlah gigi dari roda-roda tukar yang
Digerakkan
b. Pemilihan Pisau frais
Dalam pengefraisan roda gigi lurus jumlah gigi yang akan difrais
dan pitch menentukan jenis pisau yang akan dipakai. Namun demikian
dalam pengefraisan roda gigi miring, sudut kemiringan mengakibatkan
pitch menjadi lebih besar dibanding dengan roda gigi lurus meskipun
pada jumlah dan ukuran gigi yang sama. Oleh karena itu diperlukan
jenis pisau yang berbeda pula. Nomor pisau dalam pengefraisan roda
gigi miring tidak ditentukan oleh junlah gigi, namun ditentukan oleh
jumlah gigi bayangan pada roda gigi bayangan.
Jumlah gigi bayanghan pada roda gigi bayangan dapat dihitung
dengan rumusan sebagai berikyut :
Jumlah gigi bayangan = (jumlah gigi/cos3 sudut miring) = (z / cos3 β)
c. Pengaturan Roda Gigi Pengganti
Pada pengefraisan miring tidak dapat dilepaskan dari pemasangan
roda-roda gigi pengganti yang akan mengubungkan gerakan meja
27
mesin frais dan gerakan spindel alat bantu. Roda gigi pertama
dipasang pada meja mesin, roda gigi kedua dan ketiga dipasang pada
quadrant plate dan roda gigi keempat dipasang pada alat bantu yang
akan menggerakkan benda kerja (misal kepala pembagi).
Jumlah poros dan jumlah pasangan gigi akan sangat ditentukan oleh
arah pemotongan giginya. Beberapa hal yang harus diperhatikan
dalam penmasangan roda gigi antara lain :
a) Telitilah pengunci gerakan plat pembagi
b) Teliti dan pastikan putaran benda kerja dan dan meja pada arah
yang benar
c) Yakinkan bahwa roda gigi terpasang dengan benar dan
berputar dengan bebas serta tidak terkunci
d. Pemasangan Benda Kerja
Dalam pengefraisan roda gigi miring, pencekaman benda kerja dapat
dilakukan dengan menjepit benda kerja menggunakan mandrel
diantara dua senter kepala pembagi dan kepala lepas yang dilengkapi
dengan pelat pembawa, dapat pula dilakukan dengan cara benda kerja
dijepit dengan cekam rahang tiga yang dipasang pada poros kepala
pembagi dengan didudkung senetr maupun tanpa didukung senter.
Penting artinya untuk memastikan bahwa benda kerja terpasang
dengan mantap pada mandrel dan mampu menahan gerakan benda
dibawah tekanan yang dihasilkan dari proses pemotongan.
e. Setting Kesenteran Pisau terhadap Benda Kerja
28
Langkah terpenting sebelum mengatur kedudukan meja mesin adalah
menempatkan pahat sesumbu dengan benda kerja.
f. Setting Meja Mesin
Meja mesin harus diatur sebesar sudut miring yang akan dipotong.
1. Untuk roda gigi miring kanan: putar ujung kanan meja mendekati
kolom
2. Untuk roda gigi miring kiri, putar ujung kiri meja mendekati
kolom
g. Setting Kedalaman Potong
Perhitungan kedalaman pemotongan pada pengefraisan roda gigi
miring sam dengan kedalaman pemotongan pada roda gigi lurus
Kedalaman pemotongan = 2,25 x m
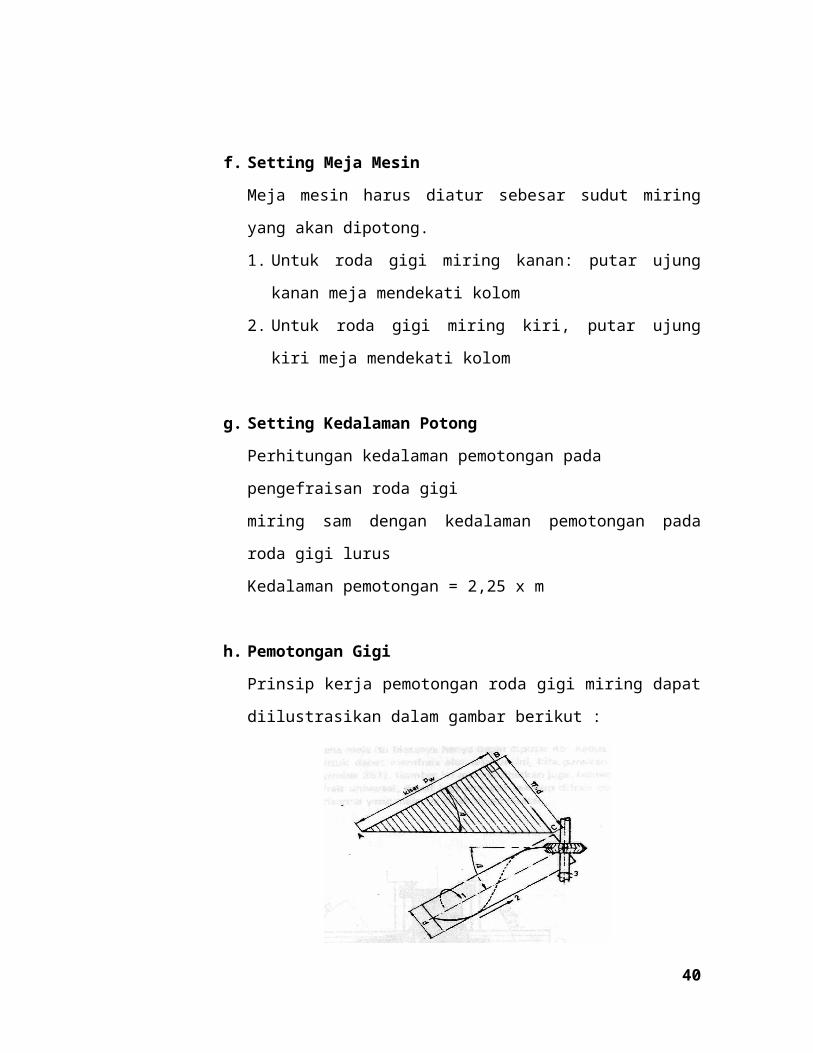
h. Pemotongan Gigi
Prinsip kerja pemotongan roda gigi miring dapat diilustrasikan dalam
gambar berikut :
Gambar 3.9 Prinsip Pembuatan Roda Gigi miring
29
Benda kerja membuat gerakan putar sekeliling sumbunya (anak
panah 1). Benda kerja memperoleh gerakan putar ini dari poros
pembag (poros roda) dari kepala pembagi. Poros pembaginya
digerakkan oleh sekerup penghantar dari meja frais dengan
perantaraan roda-roda tukar
Meja frais yang diputar meliputi sudut miring atau sudut penyetelan
β melakukan gerakan ingsutan yang lamban (anak panah 2). Setelah
satu putaran penuh, benda kerja harus sudah bergeser menurut arah
panjangnya sepanjang jarak yang sama dengan kisar pw dari garis
sekerupnya. Pisau frais yang dipasang pada poros frais melakukan
gerakan utama penyayatan yang berlawanan (anak panah 3)
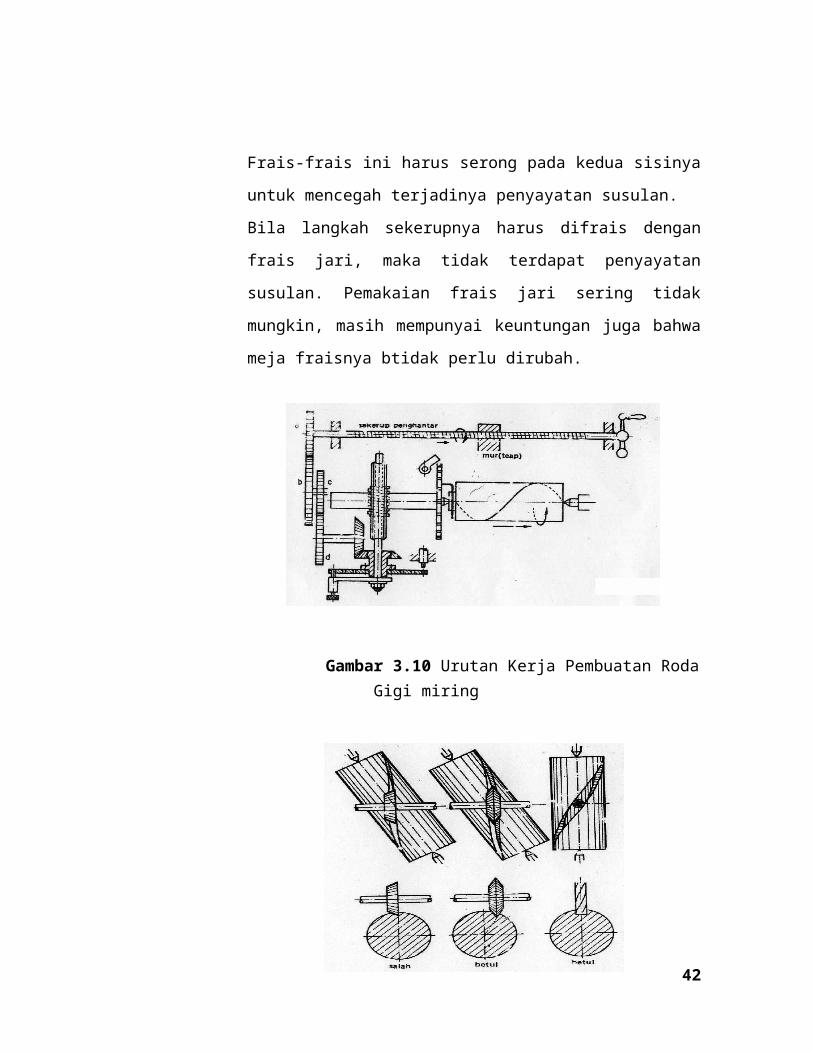
Alur-alur berbentuk sekerup biasanya difrais dengan pisau – pisau
frais piringan (kepingan). Frais-frais ini harus serong pada kedua
sisinya untuk mencegah terjadinya penyayatan susulan.
Bila langkah sekerupnya harus difrais dengan frais jari, maka tidak
terdapat penyayatan susulan. Pemakaian frais jari sering tidak
mungkin, masih mempunyai keuntungan juga bahwa meja fraisnya
btidak perlu dirubah.
Gambar 3.10 Urutan Kerja Pembuatan Roda Gigi miring
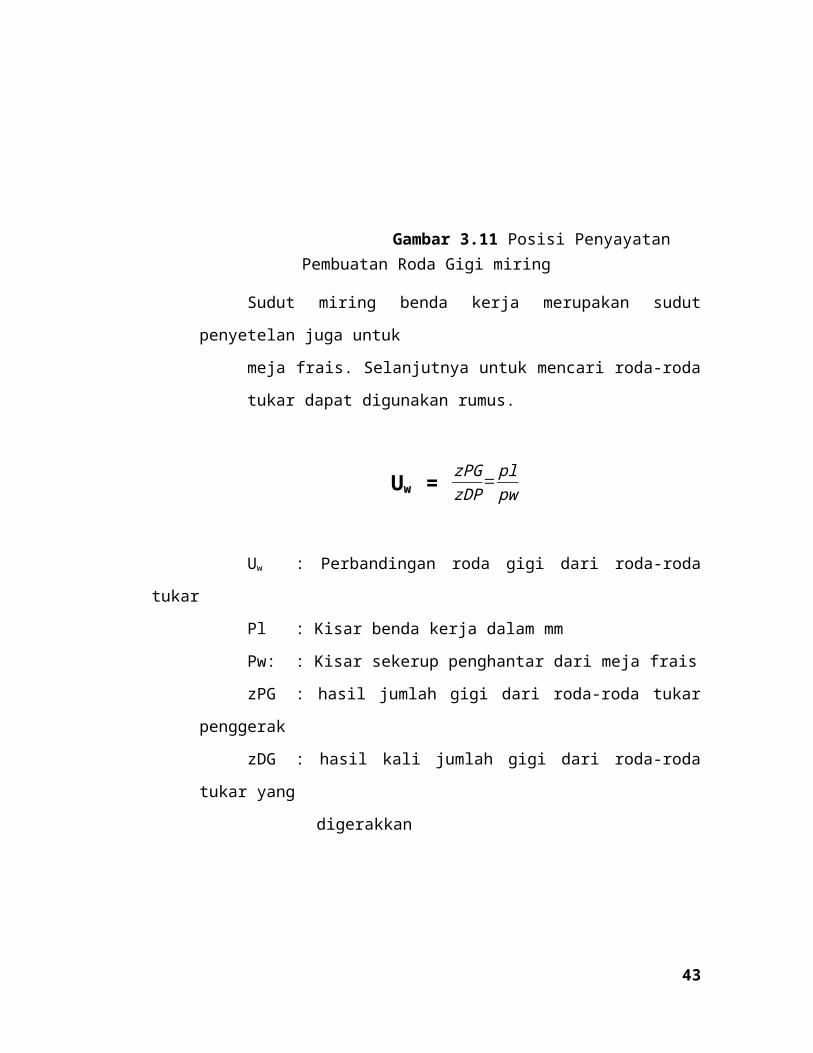
30
Gambar 3.11 Posisi Penyayatan Pembuatan Roda Gigi miring
Sudut miring benda kerja merupakan sudut penyetelan juga untuk
meja frais. Selanjutnya untuk mencari roda-roda tukar dapat
digunakan rumus.
Uw = zPGzDP
= plpw
Uw : Perbandingan roda gigi dari roda-roda tukar
Pl : Kisar benda kerja dalam mm
Pw: : Kisar sekerup penghantar dari meja frais
zPG : hasil jumlah gigi dari roda-roda tukar penggerak
zDG : hasil kali jumlah gigi dari roda-roda tukar yang
digerakkan
Beberapa hal yang harus diperhatikan dalam pemotongan roda gigi
miring antara lain :
31
a) Kecepatan pemakanan lebih rendah daripada kecepatan
pemotongan roda gigi nlurus
b) Putaran pisau diatur sesuai dengan jenis bahan yang akan di frais
dan bahan pisau frais
c) Pemakanan seharusnya dilakukan secara otomatis.
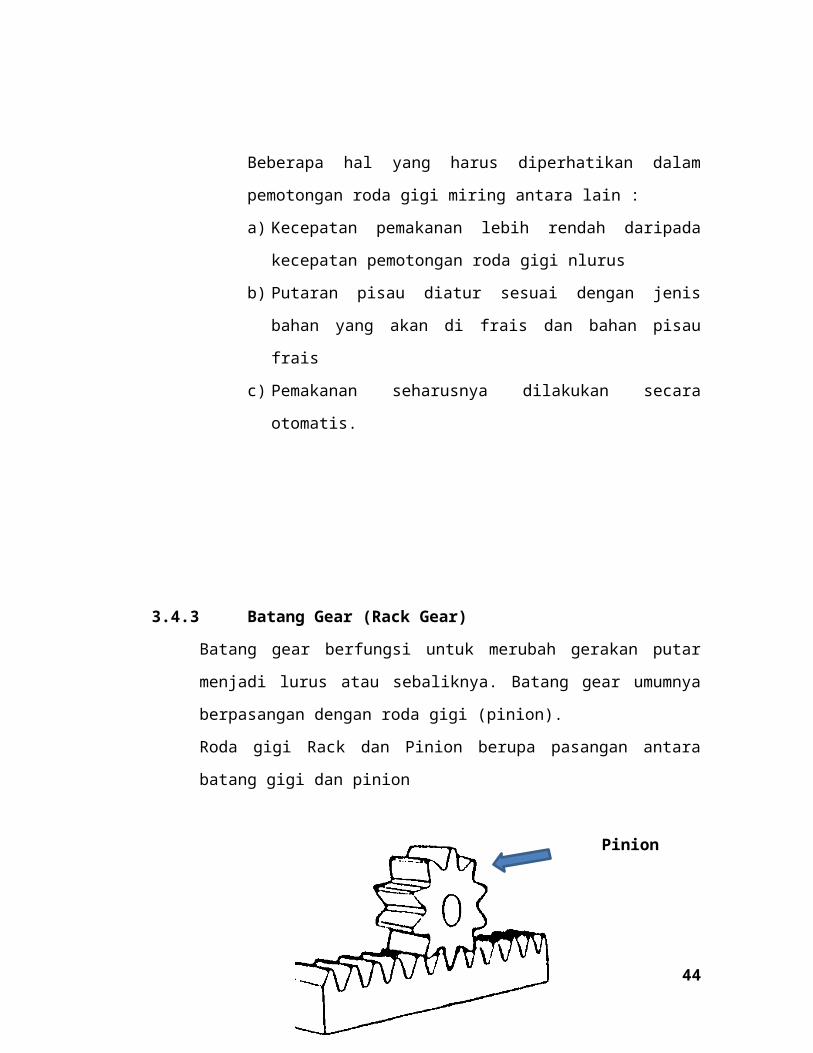
3.4.3 Batang Gear (Rack Gear)
Batang gear berfungsi untuk merubah gerakan putar menjadi lurus atau
sebaliknya. Batang gear umumnya berpasangan dengan roda gigi (pinion).
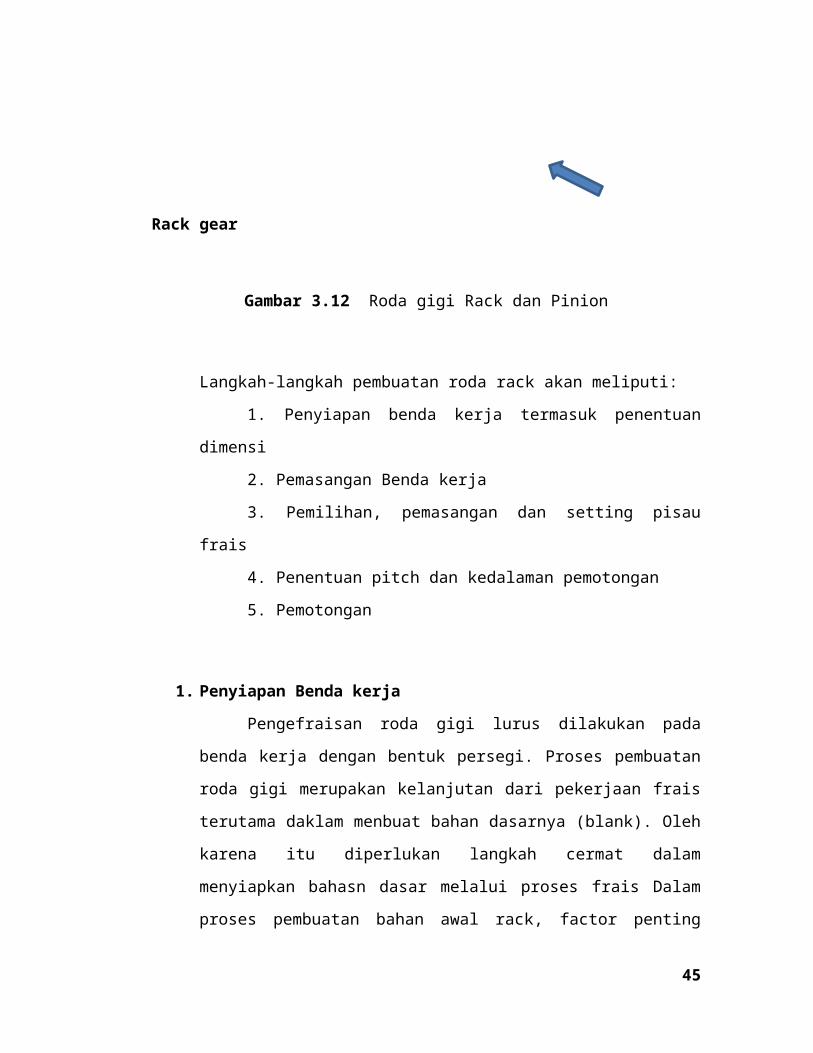
Roda gigi Rack dan Pinion berupa pasangan antara batang gigi dan pinion
Pinion
Rack gear
Gambar 3.12 Roda gigi Rack dan Pinion
Langkah-langkah pembuatan roda rack akan meliputi:
1. Penyiapan benda kerja termasuk penentuan dimensi
2. Pemasangan Benda kerja
32
3. Pemilihan, pemasangan dan setting pisau frais
4. Penentuan pitch dan kedalaman pemotongan
5. Pemotongan
1. Penyiapan Benda kerja
Pengefraisan roda gigi lurus dilakukan pada benda kerja dengan
bentuk persegi. Proses pembuatan roda gigi merupakan kelanjutan dari
pekerjaan frais terutama daklam menbuat bahan dasarnya (blank). Oleh
karena itu diperlukan langkah cermat dalam menyiapkan bahasn dasar melalui
proses frais Dalam proses pembuatan bahan awal rack, factor penting yang
haris diperhatikan adalah kelrataan, kelurusan dan ketegaklurusan
masingmasing bidang . Ukuran bahan awal dari roda gigi rack sangat
tergantung dari fungsi dan kegunaannya, sehingga dimungkinkan vareasi
yang amat banyak.
Untuk pembuatan roda gigi rack dapat digunakan mesin frai
horizontal, maupun universal. Mesin tersebut harus dilengkapi dengan
beberapa kelengkapan antara lain :
Pisau frais dengan modul yang sama dengan modul giginya
Alat-alat penjepit, klem dan alat-alat pembawa
Alat-alat ukur, jangka sorong, jangka bengkok, penyiku dan lainnya
Blok gores dan semacamnya
2. Pemasangan Benda Kerja
Dalam pengefraisan gigi rack, pencekaman benda kerja dapat
dilakukan dengan menjepit benda kerja pada ragum, menggunakan fixture dan
dapat pula diklem langsung di meja mesin. Pada pencekaman dengan ragum,
benda kerja dicekam melintang sebessar 900 terhadap meja.
33
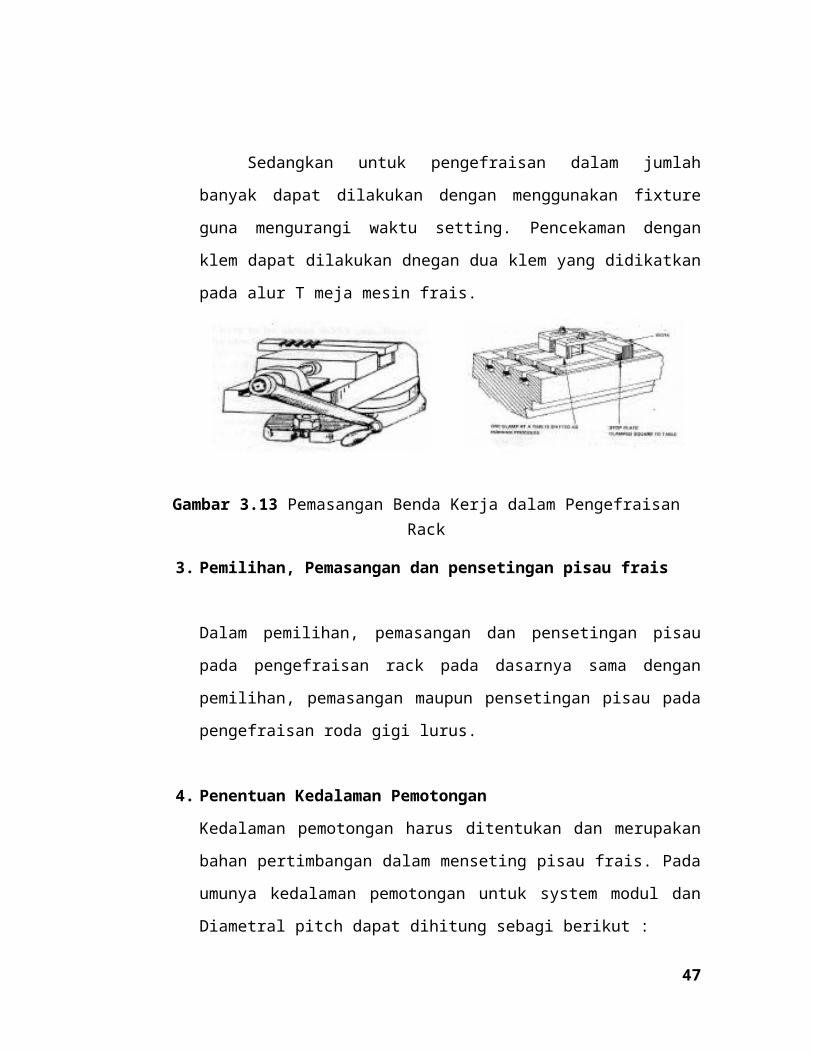
Sedangkan untuk pengefraisan dalam jumlah banyak dapat dilakukan
dengan menggunakan fixture guna mengurangi waktu setting. Pencekaman
dengan klem dapat dilakukan dnegan dua klem yang didikatkan pada alur T
meja mesin frais.
Gambar 3.13 Pemasangan Benda Kerja dalam Pengefraisan Rack
3. Pemilihan, Pemasangan dan pensetingan pisau frais
Dalam pemilihan, pemasangan dan pensetingan pisau pada pengefraisan rack
pada dasarnya sama dengan pemilihan, pemasangan maupun pensetingan
pisau pada pengefraisan roda gigi lurus.
4. Penentuan Kedalaman Pemotongan
Kedalaman pemotongan harus ditentukan dan merupakan bahan pertimbangan
dalam menseting pisau frais. Pada umunya kedalaman pemotongan untuk
system modul dan Diametral pitch dapat dihitung sebagi berikut :
Kedalaman pemotongan = 2,25 x modul
Sedangkan untuk system diametral pitch :
Kedalaman pemotongan ¿2,157DP
Cara menyeting kedalaman pemotongan :
34
Gerakkan meja hingga benda kerja yang telah dicekam pada
Tempat yang akan disayat berada pada posisis tengah bawah
pisau.
Tempelkan kertas tipis yang telah dibasahi pada permukaan benda
Kerja
Hidupkan mesin hingga pisau frais berputar dan siap menyayat
Dekatkan benda kerja menuju pisau frais hingga menyentuh kertas
tipis.
Bila pisau telah menyentuh kertas tipis, hentikan mesin dan setinglah
ukuran pada angka nol
Bebaskan benda kerja dengan menggerakkan lurus dan naikkan sesuai
jedalaman yang disyaratkan
Lakukan pemakanan hingga tercapai kedalaman yang ditentukan dan
jumlah gigi yang ditentukan
5. Pemotongan Gigi
Setelah pemasangan benda kerja, pengecekan kelurusan pahat, penentuan
speed dan feed, setting dalam pemotoingan, siap maka langkah selanjutnya
adalah operasional pemotongan
a. sayatlah gigi pertama dengan poemakanan otomatis dan aturlah langkah
meja sehingga akan berhenti apabila pahat telah sdsmapi di ujung benda
kerja
b. Setelah satu kali penyayatan telitilah ketepatan profil maupun ketepatan
nukuran agar dapat dilakukan perbaikan bila masih kurang
c. Lakukan pemakana npada gigi ke tiga dan selanjutnya hingga selesai.
Pitch pada pengefraisan rack pada dasarnya sama dengan pitch pada
penegfraisan rooda gigi lurus. Pitch dapat dihitung dengan rumusan berikut:
35
36
Pitch = M x N mm
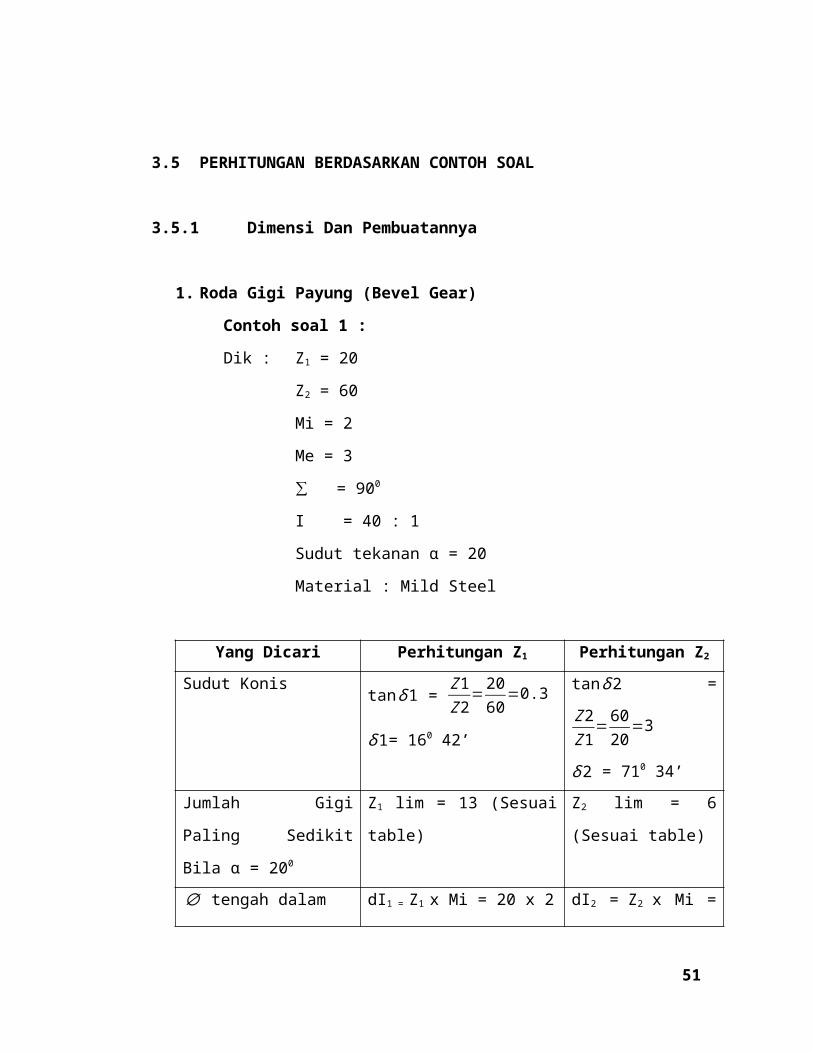
3.5 PERHITUNGAN BERDASARKAN CONTOH SOAL
3.5.1 Dimensi Dan Pembuatannya
1. Roda Gigi Payung (Bevel Gear)
Contoh soal 1 :
Dik : Z1 = 20
Z2 = 60
Mi = 2
Me = 3
∑ = 900
I = 40 : 1
Sudut tekanan α = 20
Material : Mild Steel
Yang Dicari Perhitungan Z1 Perhitungan Z2
Sudut Konistan δ 1 =
Z 1Z 2
=2060
=0.3
δ 1= 160 42’
tan δ 2 =Z 2Z 1
=6020
=3
δ 2 = 710 34’
Jumlah Gigi Paling
Sedikit Bila α = 200
Z1 lim = 13 (Sesuai table) Z2 lim = 6 (Sesuai
table)
∅ tengah dalam dI1 = Z1 x Mi = 20 x 2
= 40 mm
dI2 = Z2 x Mi = 60 x 2
=120 mm
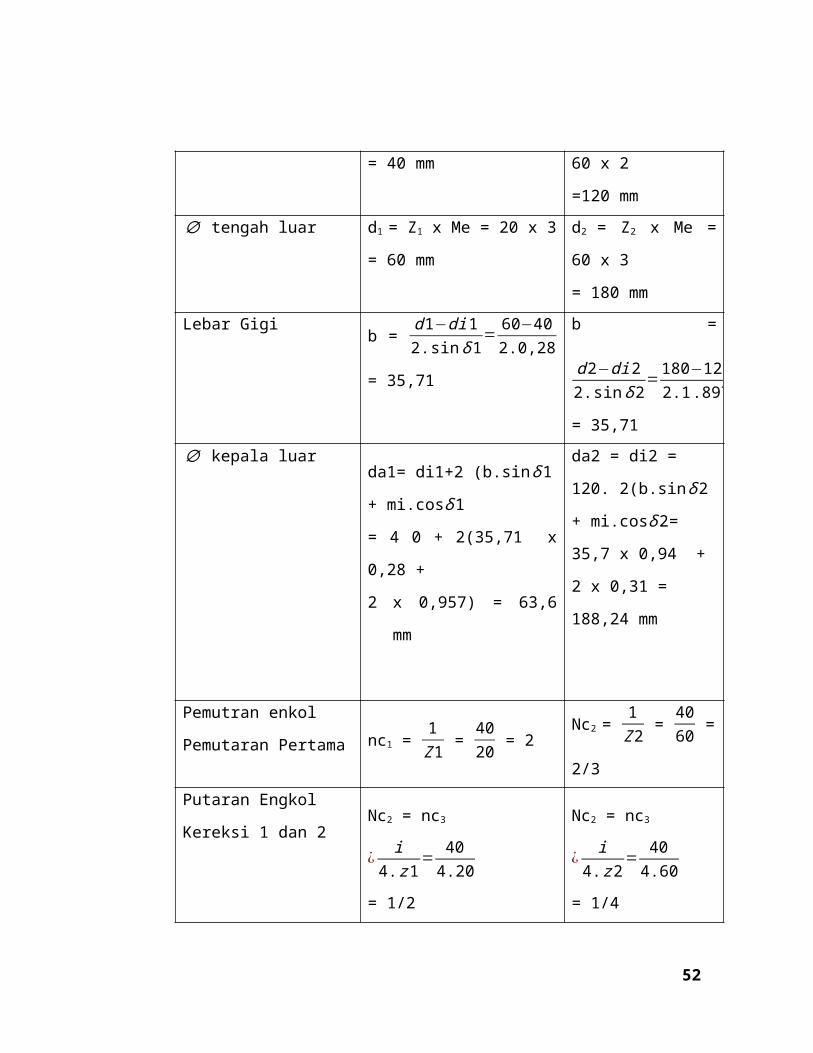
∅ tengah luar d1 = Z1 x Me = 20 x 3
= 60 mm
d2 = Z2 x Me = 60 x 3
= 180 mm
Lebar Gigib =
d 1−di12.sin δ 1
=60−402.0,28
=
35,71
b =
37
= 35,71
∅ kepala luarda1= di1+2 (b.sin δ 1+ mi.cos
δ 1
= 4 0 + 2(35,71 x 0,28 +
2 x 0,957) = 63,6 mm
da2 = di2 = 120. 2(b.
sin δ 2+ mi.cosδ 2=
35,7 x 0,94 + 2 x 0,31
= 188,24 mm
Pemutran enkol
Pemutaran Pertama nc1 = 1
Z 1 =
4020
= 2Nc2 =
1Z 2
= 4060
= 2/3
Putaran Engkol Kereksi 1
dan 2 Nc2 = nc3 ¿i
4. z1= 40
4.20
= 1/2
Nc2 = nc3
¿ i4. z2
= 404.60
= 1/4
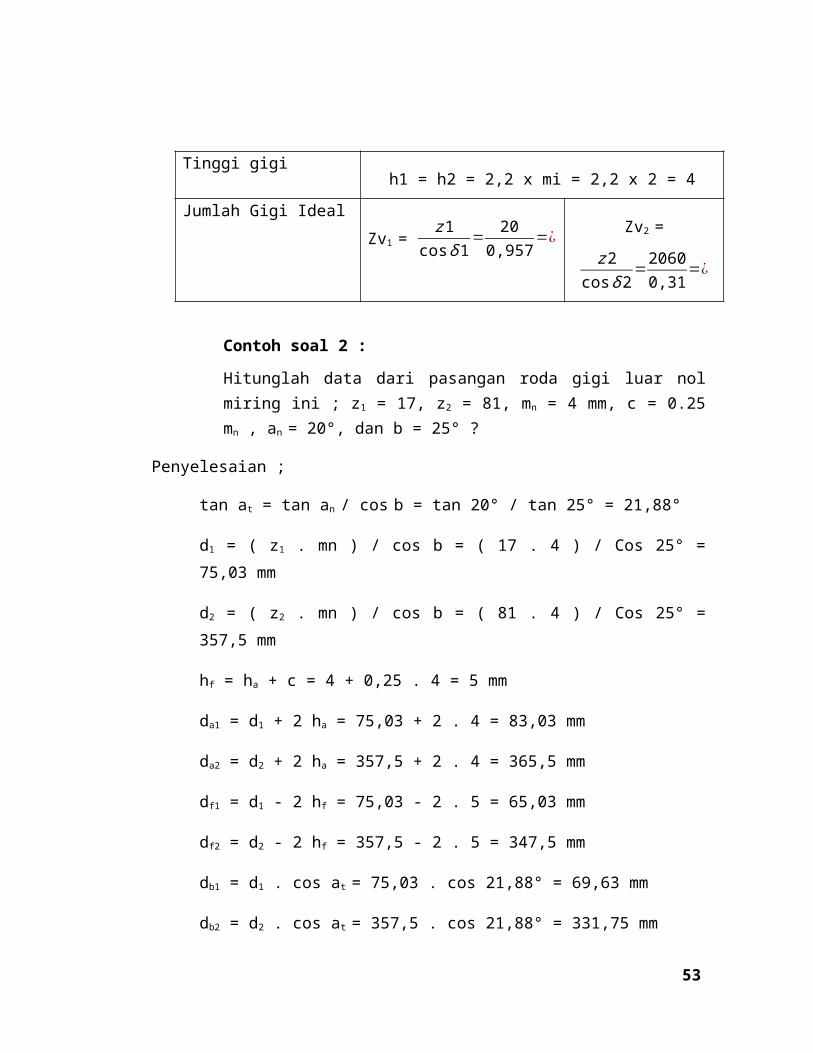
Tinggi gigih1 = h2 = 2,2 x mi = 2,2 x 2 = 4
Jumlah Gigi Ideal
Zv1 = z1
cosδ 1= 20
0,957=¿ Zv2 =
z2cosδ 2
=20600,31
=¿
Contoh soal 2 :
Hitunglah data dari pasangan roda gigi luar nol miring ini ; z1 = 17, z2 = 81, mn = 4 mm, c = 0.25 mn , an = 20°, dan b = 25° ?
Penyelesaian ;
tan at = tan an / cos b = tan 20° / tan 25° = 21,88°
d1 = ( z1 . mn ) / cos b = ( 17 . 4 ) / Cos 25° = 75,03 mm
d2 = ( z2 . mn ) / cos b = ( 81 . 4 ) / Cos 25° = 357,5 mm
hf = ha + c = 4 + 0,25 . 4 = 5 mm
38
da1 = d1 + 2 ha = 75,03 + 2 . 4 = 83,03 mm
da2 = d2 + 2 ha = 357,5 + 2 . 4 = 365,5 mm
df1 = d1 - 2 hf = 75,03 - 2 . 5 = 65,03 mm
df2 = d2 - 2 hf = 357,5 - 2 . 5 = 347,5 mm
db1 = d1 . cos at = 75,03 . cos 21,88° = 69,63 mm
db2 = d2 . cos at = 357,5 . cos 21,88° = 331,75 mm
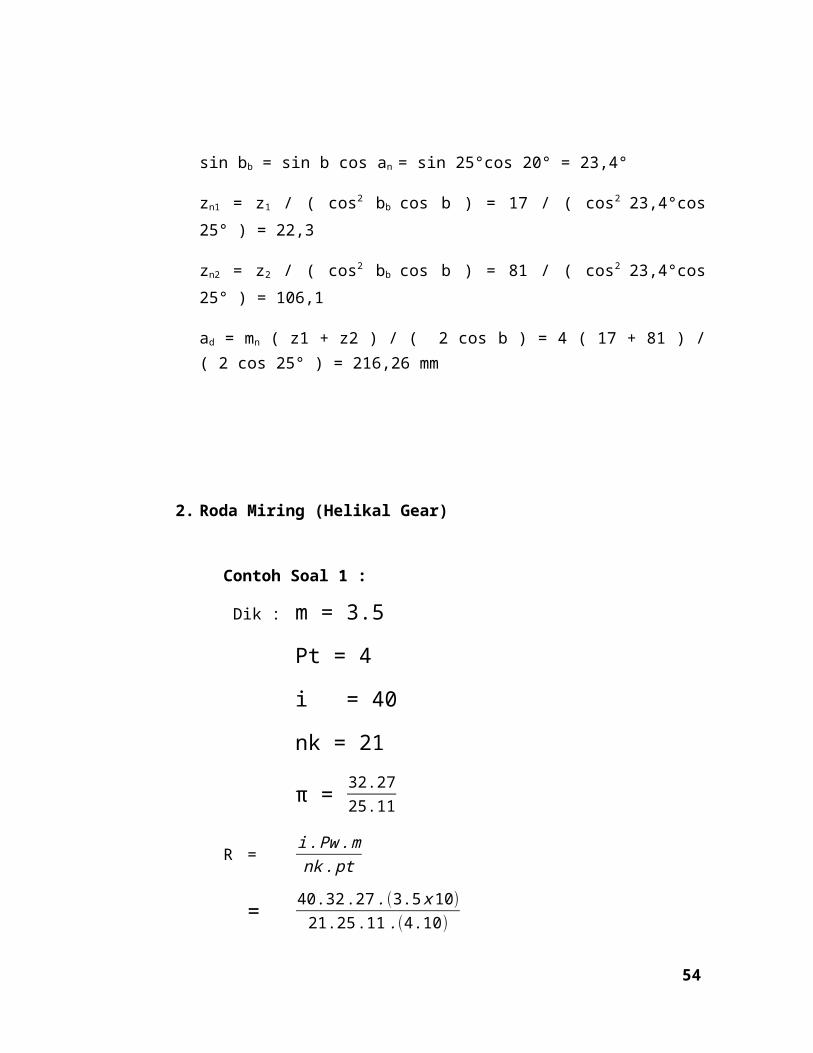
sin bb = sin b cos an = sin 25°cos 20° = 23,4°
zn1 = z1 / ( cos2 bb cos b ) = 17 / ( cos2 23,4°cos 25° ) = 22,3
zn2 = z2 / ( cos2 bb cos b ) = 81 / ( cos2 23,4°cos 25° ) = 106,1
ad = mn ( z1 + z2 ) / ( 2 cos b ) = 4 ( 17 + 81 ) / ( 2 cos 25° ) = 216,26 mm
2. Roda Miring (Helikal Gear)
Contoh Soal 1 :
Dik : m = 3.5
Pt = 4
i = 40
nk = 21
π = 32.2725.11
R = i . Pw. mnk . pt
39
= 40.32 .27 .(3.5 x10)
21.25 .11 .(4.10)
=32.9.77.5 .11
=8.4 .95.11
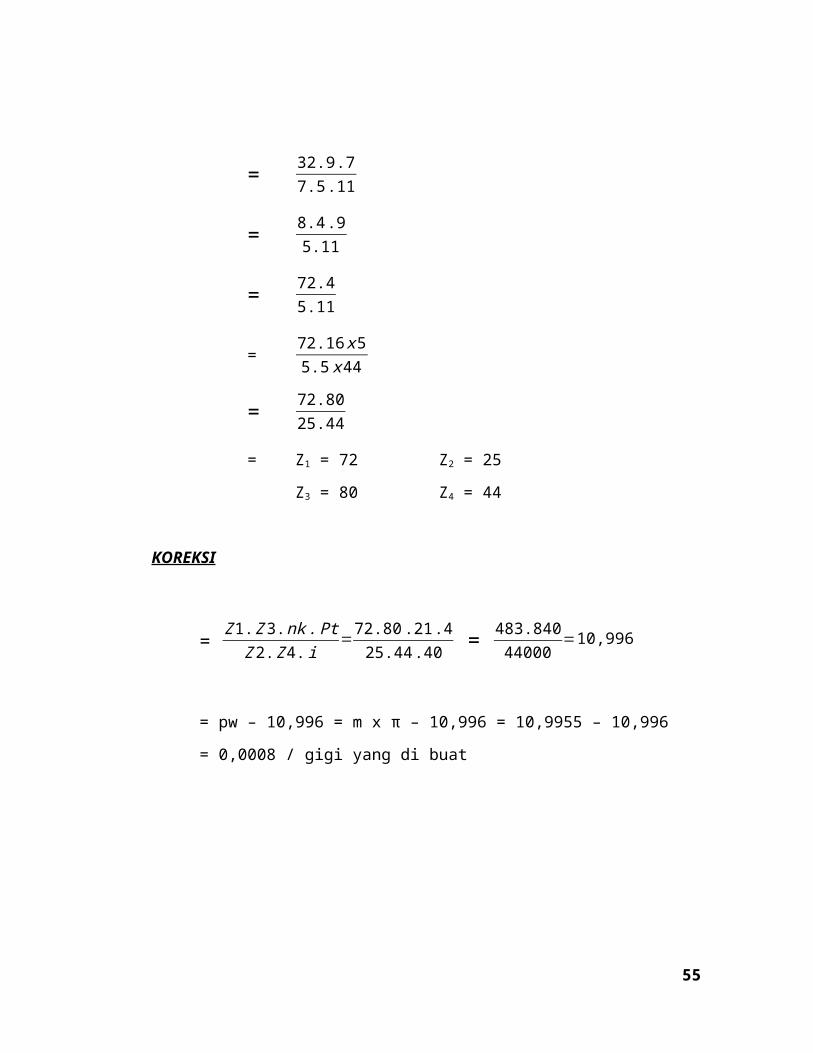
=72.45.11
=72.16 x55.5 x 44
=72.8025.44
= Z1 = 72 Z2 = 25
Z3 = 80 Z4 = 44
KOREKSI
= Z 1. Z 3. nk . Pt
Z 2. Z 4. i=72.80 .21 .4
25.44 .40 = 483.84044000
=10,996
= pw – 10,996 = m x π – 10,996 = 10,9955 – 10,996
= 0,0008 / gigi yang di buat
40
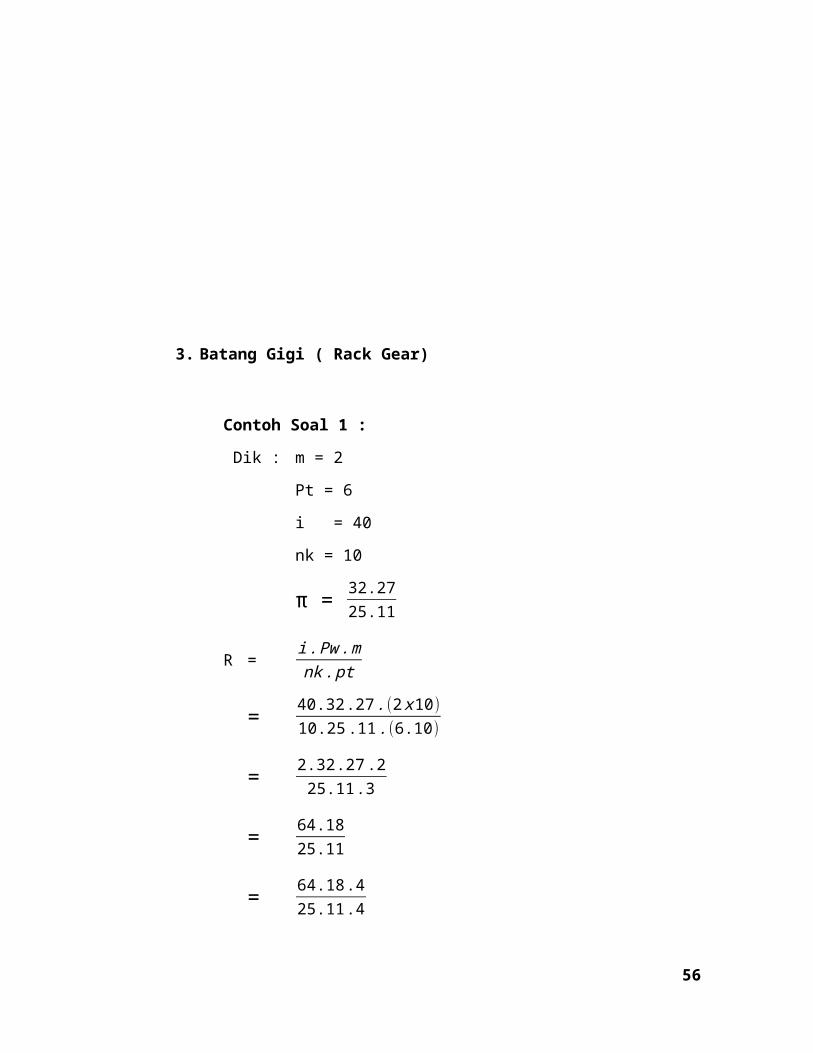
3. Batang Gigi ( Rack Gear)
Contoh Soal 1 :
Dik : m = 2
Pt = 6
i = 40
nk = 10
π = 32.2725.11
R = i . Pw. mnk . pt
= 40.32 .27 .(2 x10)10.25 .11 .(6.10)
=2.32.27 .225.11.3
=64.1825.11
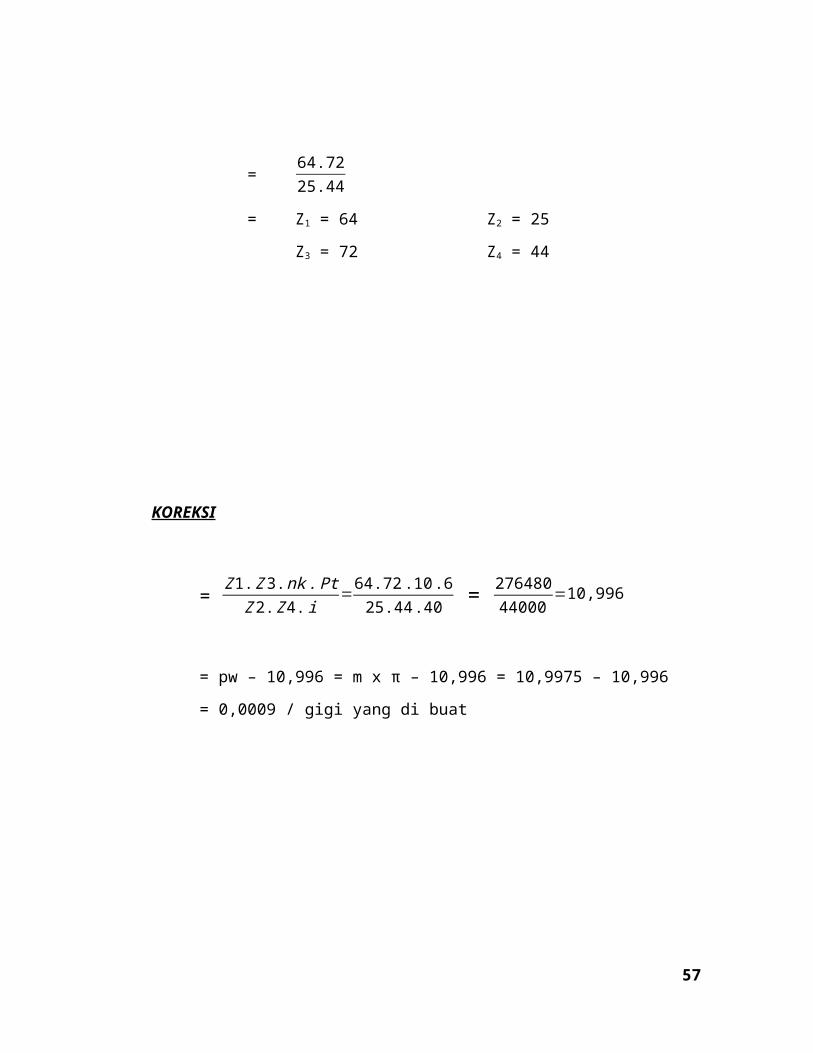
=64.18.425.11.4
=64.7225.44
= Z1 = 64 Z2 = 25
Z3 = 72 Z4 = 44
41
KOREKSI
= Z 1. Z 3.nk . Pt
Z 2. Z 4. i=64.72.10 .6
25.44 .40 = 27648044000
=10,996
= pw – 10,996 = m x π – 10,996 = 10,9975 – 10,996
= 0,0009 / gigi yang di buat
42
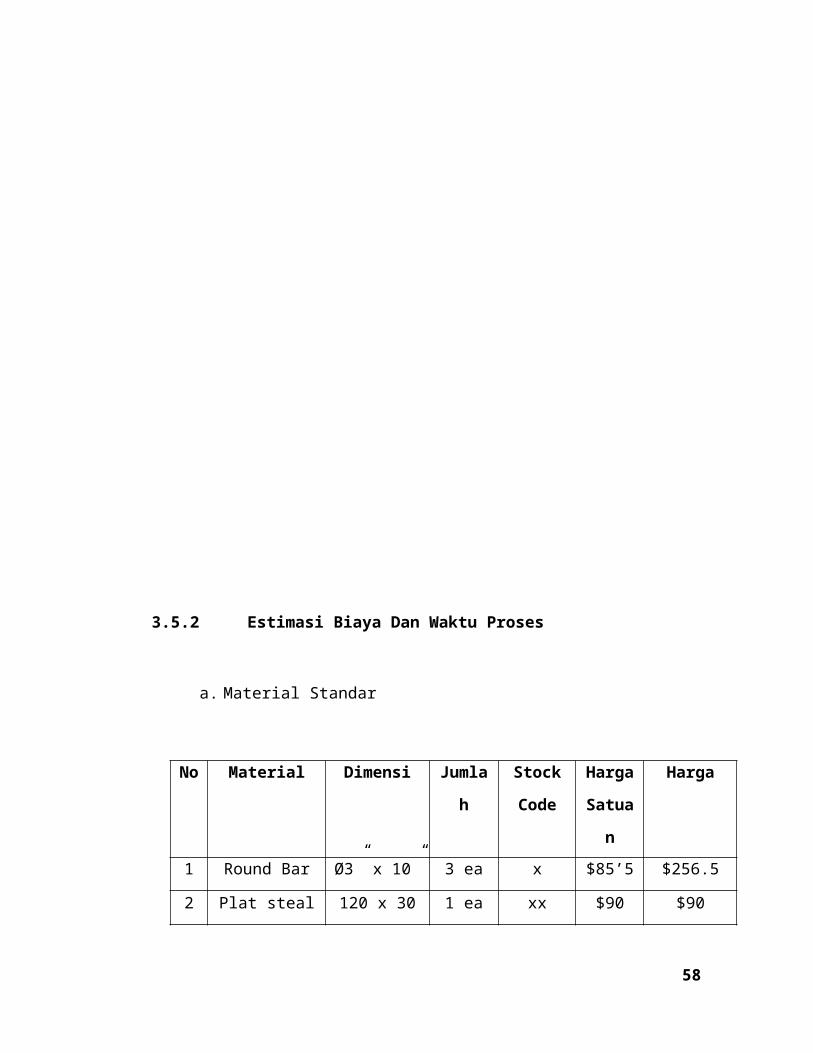
3.5.2 Estimasi Biaya Dan Waktu Proses
a. Material Standar
No Material Dimensi Jumlah Stock
Code
Harga
Satuan
Harga
1 Round Bar Ø3” x 10” 3 ea x $85’5 $256.5
2 Plat steal 120 x 30 1 ea xx $90 $90
TOTAL $85,5 $346.5
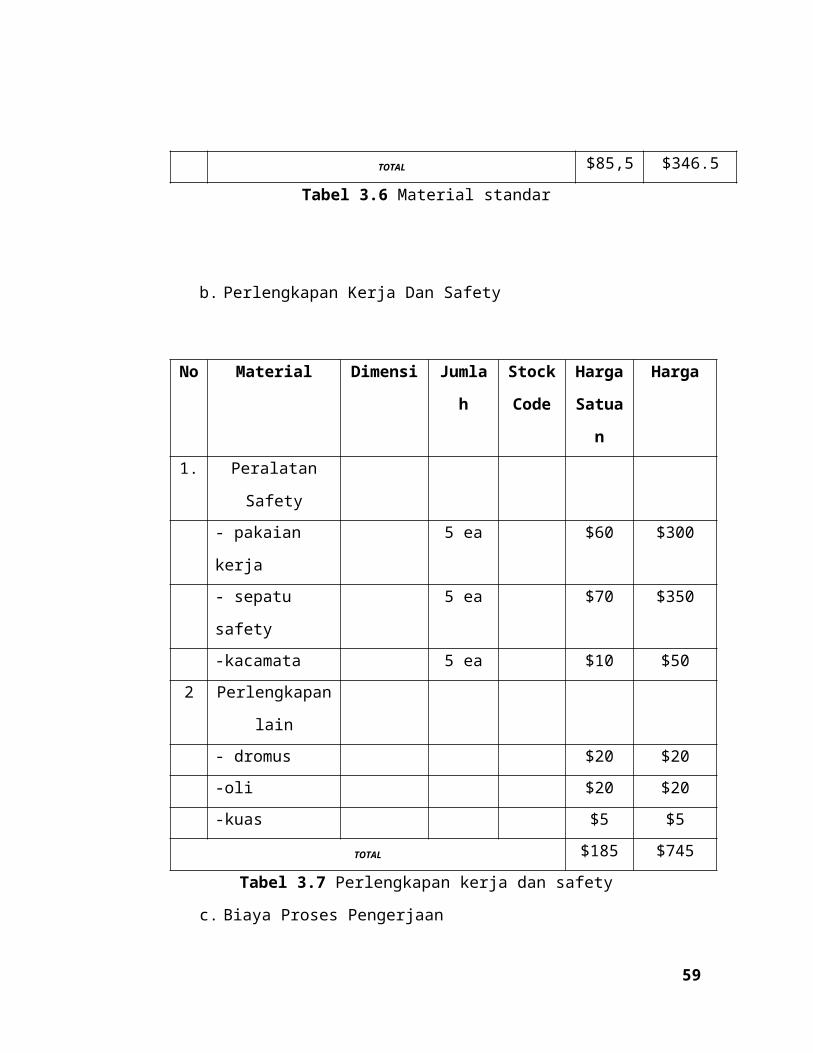
Tabel 3.6 Material standar
b. Perlengkapan Kerja Dan Safety
No Material Dimensi Jumlah Stock
Code
Harga
Satuan
Harga
1. Peralatan Safety
- pakaian kerja 5 ea $60 $300
- sepatu safety 5 ea $70 $350
-kacamata 5 ea $10 $50
2 Perlengkapan lain
- dromus $20 $20
43
-oli $20 $20
-kuas $5 $5
TOTAL $185 $745
Tabel 3.7 Perlengkapan kerja dan safety
c. Biaya Proses Pengerjaan
Proses Waktu ( jam) Biaya/jam Biaya Proses
Bubut 12 $0,75 $90
Milling 18 $0,75 $120
Overhead (10%) $12
Total Biaya $222
Tabel 3.8 Biaya proses pengerjaan
d. Proses Turning
No Proses L
mm
Ø b.k
(mm)
Vc
(mm/min)
Feeding
(mm/put
)
Kedalaman
Pemotongan
(mm)
Banyaknya
Proses
(kali)
Waktu
(mnt)
1 Facing 50 40 22,5 0,08 0,2 5 180
2 Bubut
Ø 35
50 35 22,5 0,08 O,2 2 180
TOTAL 360
Tabel 3.9 Proses Turning
Waktu total bubut = operation Time (TOP)+Inter operation plan
44
45
e. Proses Frais
No Proses L Ø
cutte
r
Vc Feeding Kedalaman
pemotongan
Banyaknya
proses
Waktu
1 Milling
b.k
10
mm
6 mm 22,5 0,08 2 mm 12 kali 150
mnt
2 Milling
roda
gigi
10
mm
6 mm 22,5 0,08 2 mm 8 kali 120
mnt
TOTAL 270
Tabel 3.10 Proses Frais
f. Pakan Per Gigi
Bahan Feed per gigi
Cocos MD. HD 0,05-0,1
Cocos n. LD 0,15-0,5
Tabel 3.11 Pakan Per Gigi
46
BAB IV
PENUTUP
4.1 Kesimpulan
Dari hasil penelitian dan penyusunan laporan ini dapat disimpulkan
bahwa dalam pembuatan rack gear, helical gear dan bevel gear,seorang
pekerja harus terlebih dahulu mengetahui peralatan apa saja yang
digunakan serta proses-proses apa saja yang harus dilakukan agar dalam
pembuatannya, tidak terdapat kesalahan. Adapun hambatan yang sering
dihadapi dalam pembuatan rack gear, helical gear, dan bevel gear ini
adalah pada proses pembuatan sudut-sudut gigi-giginya. Oleh karena itu,
kita harus mengetahui dan memahami bagaimana caranya agar sudut gigi
yang akan dibuat sesuai dengan yang diinginkan. Hambatan lainnya yang
sering dihadapi adalah patah atau rompalnya alat potong yang digunakan
akibat perputaran alat potong yang searah dengan arah datangnya bakal
batang gigi dan roda gigi padahal seharusnya berlawanan arah.
Namun,di samping itu semua,ada hal yang paling penting pada proses
pembuatan batang gigi dan roda gigi yaitu keselamatan kerja dari. Hal ini
tidak boleh diabaikan karena akan berakibat fatal seperti kematian baik
bagi operator maupun bagi orang-orang yang berada di sekitar area kerja
operator. Oleh karena itu, utamakanlah keselamatan dan kesehatan kerja
dalam melakukan setiap pekerjaan.
47
4.2 Saran
Dalam melakukan pembuatan rack gear, helical gear dan bevel gear
ada beberapa hal yang harus diperhatikan,antara lain :
1. Apabila Anda kurang paham tentang proses yang akan Anda lakukan,
sebaiknya tanyakan langsung kepada orang-orang yang lebih paham
khususnya pengawas yang bertanggung jawab.
2. Gunakanlah Alat Pelindung Diri (APD) yang dianjurkan untuk
menghindari terjadinya eksiden pada diri Anda.
3. Jangan bekerja dalam Kondisi Tidak Aman (KTA) seperti area kerja yang
tidak aman akibat adanya genangan air atau oli dan benda-benda lain yang
dapat menyebabkan Anda terjatuh serta jangan melakukan proses
pembuatan ini apabila Anda sedang dalam kondisi kurang sehat untuk
menghindari hal-hal yang tidak diinginkan.
4. Jangan melakukan Tindakan Tidak Aman (TTA) seperti menggunakan
alat tidak sesuai fungsinya atau melakukan tindakan lain yang sudah Anda
ketahui mempunyai potensi bahaya.
48
DAFTAR PUSTAKA
ISTC. Kerja Frais Teori.1991.Bandung
Rachman, Abdul. (1984) Penambatan Frais. Jakarta: PT. Bhratara Karya
Aksara
Bm. Surbakty dan Kasman Barus (1984) Petunjuk Kerja Frais. Madiun: CV
Sinar Harapan Madiun
Chapman WAJ, (1979) Workshop Technology Part 2. London: Butler &
Tunner Ltd.
Eko Marsyahyo, ( 2003) Mesin Perkakas Pemotongan Logam. Malang:
Bayumedia
Wikipedia, http://www.wikipedia.org/
ConvertAll, http://www.bellz.org/convertall/
49
LAMPIRAN
A. Gambar Kerja
Gambar A.1 Gambar Kerja Roda Gigi Payung
50
51
Gambar A.2 Gambar Kerja Roda Gigi Miring (Heliks Gear)
Gambar A.3 Gambar Kerja Batang Gear (Rack Gear)
52
B. Tabel dan data penunjang lainnya
Urutan Nomer Pisau Frais Gigi Involut
Tabel B.1 Urutan Nomer Pisau Frais Gigi Involut
53
Tebal Beram per Gigi untuk Beberapa Tipe Pisau Frais dan Benda Kerja yang
Dikerjakan (Satuan dalam Inchi)
Tabel B.2 Tebal Beram per Gigi untuk Beberapa Tipe Pisau Frais dan Benda Kerja
Kecepatan Potong untuk Proses Frais untuk Pasangan Benda Kerja dan Pisau
HSS
54
Tabel B.3 Kecepatan Potong untuk Proses Frais
Spesifikasi Standar Roda Gigi
Tabel B.4 Spesifikasi Standar Roda Gigi
55
C. Gambar Penggunaan Roda Gigi
o Roda Gigi Payung (Bevel Gear)
56
Gambar C.1 Roda Gigi Payung (Bevel Gear)
o Roda Gigi Miring (Heliks Gear)
57
Gambar C.2 Roda Gigi Miring (Heliks Gear)
o Batang Gear (Rack Gear)
58
Gambar C.3 Batang Gear (Rack Gear)
59





























